
Abstract
The alternative use of electrical discharge grinding and abrasive grinding, which is applied with the application of slotted wheel named as slotted electrodischarge abrasive grinding, is much suitable for machining of metal matrix composites. But the selection of process parameters is a difficult task due to the complexity of the process. The aim of this study is to optimize the process parameters of slotted electrodischarge abrasive grinding process using a combined approach of artificial neural network and nondominated sorting genetic algorithm II. The artificial neural network architecture has been trained and tested with experimental data, and then the developed model is coupled with nondominated sorting genetic algorithm II to develop a hybrid approach of artificial neural network–nondominated sorting genetic algorithm II, which is used for optimization of process parameters. During experimentation, the effect of current, pulse on-time, pulse off-time, wheel speed and grit number has been studied on material removal rate and average surface roughness (Ra). The results have shown that prediction capability of artificial neural network model is within the range of acceptable limits. The developed hybrid approach of artificial neural network–nondominated sorting genetic algorithm II gives optimal solution with correlation coefficient of material removal rate and Ra as 0.9979 and 0.9982, respectively.
Keywords
Introduction
Metal matrix composites (MMCs) are advanced engineering materials that consist of at least two different materials, that is, metals or alloys and ceramics combined into a single phase to achieve the desired properties of products. Due to their lightweight and high specific strength, these materials are successfully applied in aerospace and automobile industries. 1 Reinforcement of additional phase of ceramics into MMCs makes them hybrid MMCs, which gives better performances as compared to the single-reinforced MMCs but simultaneously leads to poor machinability and excessive tool wear.2,3 The high-speed steel (HSS) cutting tool is used for machining of conventional materials, but it is not suitable for machining of MMCs due to the excessive flank wear and high cutting forces.4,5 Generally, diamond grinding (DG) is applied for machining of these materials but high cost of diamond tools and its processing increase the production cost. 6 The crack formation and generation of residual stresses on machined surfaces are major issues for DG during machining of MMCs. 7 Thus, instead of conventional machining processes, researchers are putting all efforts to develop an innovative source of energy for machining difficult-to-machine materials such as MMCs.
Among various nontraditional machining techniques, electrical discharge machining (EDM) is a more acceptable machining tool for machining of extremely hard and brittle electrically conductive materials. Muller and Monaghan8,9 experimentally proved that the performances of EDM process are better as compared to the abrasive jet machining and laser beam machining during machining of Al/SiC MMCs. Karthikeyan et al. 10 have found that material removal rate (MRR) decreases while tool wear rate (TWR) and average surface roughness (Ra) increase with increasing reinforcement into the matrix during EDM machining of Al/SiC MMC. Senthilkumar and Omprakash 11 observed large number of microcracks on the recast layer during EDM machining of Al/TiC MMC due to the improper solidification of ceramic particles into molten material.
In recent past, researchers have combined two extensively used machining processes (EDM and DG) in such a way that both the processes occur simultaneously, which is known as electrical discharge diamond grinding (EDDG). Koshy et al. 12 explained the material removal mechanism of EDDG process during machining of HSS and found that grinding forces and specific energy decrease due to thermal softening of workpiece material. Choudhury et al. 13 reported that lower discharge voltage is more suitable for EDDG process instead of higher discharge voltage. Yadav et al. 14 experimentally proved that wheel speed is a more significant parameter of EDDG process during machining of HSS workpiece. Singh et al.15,16 developed EDDG process in face grinding configuration, and the performances of the process are tested on HSS and WC-Co composite workpiece materials. They claimed that material removal capability of diamond wheel declines at low current and low wheel speed due to wheel glazing. 16 Kozak 17 claimed that chip particles easily entrapped in workpiece and bond material due to thermal softening, resulting in abnormal arcing, which adversely affects the performance of the process.
Thus, keeping in mind the problems observed in different machining processes (conventional and unconventional) during machining of MMCs, a new method of hybrid machining has been developed with the application of slotted abrasive grinding wheel, where spark erosion and abrasive abrasion are applied alternatively. The developed process is known as the slotted electrical discharge abrasive grinding (SEDAG) process. It is a new innovative hybrid machining process, which combines the features of electrodischarge grinding (EDG) and AG with the application of the slotted abrasive wheel. The aim of this process is to eliminate the drawbacks of the EDM process (surface damage, recast layer, microcrack and thermal stress) with the application of grinding process and to reduce the grinding forces due to the softening of workpiece material by spark energy during machining.
The mechanism of material removal of SEDAG process is illustrated in Figure 1. In this process, the material is removed in two phases: spark erosion and abrasive abrasion. First, spark erosion occurs between the workpiece and metallic tooth of a wheel, when direct current (DC) pulse power supply is applied to the EDM machine. Due to this, spark is generated during pulse on-time, which results in material melting and softening below the melt zone. The molten material is removed during pulse off-time of EDM process. This phenomenon is repeated till the entire peripheral pitch of metallic tooth. After that, the abrasive abrasion occurs in which large number of abrasive particles make contact with the softened workpiece surface, and the softened layer is removed by abrasion action of the abrasive particles. Due to the abrasion, the softer workpiece surface (including recast layers, microcracks and surface irregularities) is easily removed at low grinding forces. These two phenomena are repeated during machining due to the rotation of the wheel.
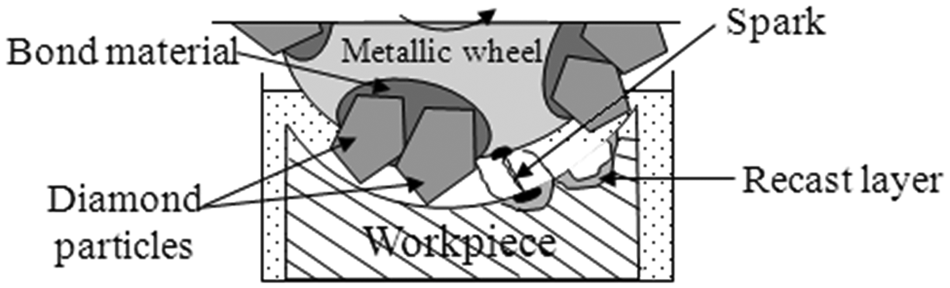
Material removal mechanism of SEDAG process.
SEDAG process eliminates the disadvantages of EDDG process due to the alternate application of spark erosion and abrasion actions. The main advantages of this process are as follows: reducing the continuous loss of diamond abrasives due to the alternative effect of spark erosion and abrasion, reducing grinding forces due to thermal softening of workpiece, eliminating the recast layer, microcracks and surface irregularities due to effective protrusion height of abrasives and enhancing the MRR with better finish due to the erosion and abrasion effect.
However, it is difficult to develop a mathematical relation between input and output parameters of SEDAG process due to the nonlinear nature of process parameters. The modeling of the complex manufacturing system is necessary to find the responses for a given set of process parameters and also to optimize the process parameters. In the recent past, artificial neural network (ANN) technique has been extensively applied for modeling of complex manufacturing processes due to their ability to approximate the nonlinear and complex relationships between multiple input and output parameters. 18 Kumar and Choudhury 19 developed the ANN and regression models for prediction of wheel wear and surface roughness during EDDG of HSS workpiece and found that prediction capability of the ANN model is better than the regression model. Yadav and Yadava 20 developed a single-layer ANN model for prediction of performance parameters of EDDG in cut-off grinding mode. Samanta et al. 21 compared the performances of ANN model with regression model of end milling process and found the ANN model gives better performance as compared to the multivariate regression analysis. Biswas et al. 22 developed ANN model for laser microdrilling of titanium nitride/alumina composite and found that the developed ANN model is a unique, powerful and flexible approach for modeling.
Optimization of process parameters is necessary to find the optimum parameter and to achieve reduction of manufacturing cost. Recently, researchers applied the genetic algorithm (GA) technique for multiobjective optimization of complex manufacturing processes because its algorithm is based on the principle of natural genetics and natural selection. 23 Several researchers combined the ANN model with GA to optimize the process parameters. Hamedi et al. 24 optimized the spot welding parameters of sheet metal assembly using hybrid approach of ANN–GA. Razfar and Zadeh 25 optimized the process parameters during end milling of the glass fiber–reinforced plastic composite using ANN-GA hybrid approach. Instead of GA, several researchers18,26,27 applied nondominated sorting genetic algorithm II (NSGA-II) for optimization of process parameters of complex machining processes due to their elitism, less complexity and computational inexpensive as compared to GA. 28
The aim of this study is to develop a hybrid approach of ANN–NSGA-II for optimization of the process parameters of SEDAG process during machining of hybrid MMC of aluminum–silicon carbide–graphite (Al/SiC/Gr). For development of the ANN model, the ANN architecture with back propagation algorithm has been chosen, which is trained and tested with experimental data. The developed ANN model combined with NSGA-II and the developed hybrid approach of ANN–NSGA-II have been used for optimization of SEDAG process. The nondominated solution data sets have been presented and validated with experimental results.
Experimentation
All the experiments have been conducted on Sparkonix ZNC EDM (model: S 50 ZNC) machine, which is attached with a separate attachment for rotating the slotted abrasive grinding wheel. The slotted abrasive grinding wheel is mounted on a horizontal shaft, which is rotated with the help of a DC motor (horsepower (HP): 0.25, revolutions per minute (RPM): 0–1500), V-pulley (diameter: 30 mm) and V-belt (No. 75). The safe load of electrode that can be required for continuous running of EDM machine is 343 N; therefore, the whole setup is fabricated with aluminum alloy considering that point and total weight of the experimental setup is approximately 245 N. For mounting the DC motor, an aluminum plate (thickness = 20 mm) is used and a casted aluminum housing is used for holding the rotating shaft. The rotating shaft is supported by bearings (15 BC 02) at both the ends. The experimental setup is attached with a vertical column in place of the electrode holder unit of the EDM machine. The actual photographic view of the experimental setup and schematic diagram of SEDAG process are shown in Figure 2(a) and (b), respectively. The servo control mechanism of EDM machine is used to maintain the constant gap between workpiece and slotted abrasive grinding wheel. The gap between workpiece and wheel is filled with dielectric (EDM oil) fluid. The workpiece is completely immersed into dielectric while slotted abrasive grinding wheel is partially dipped into dielectric during machining.
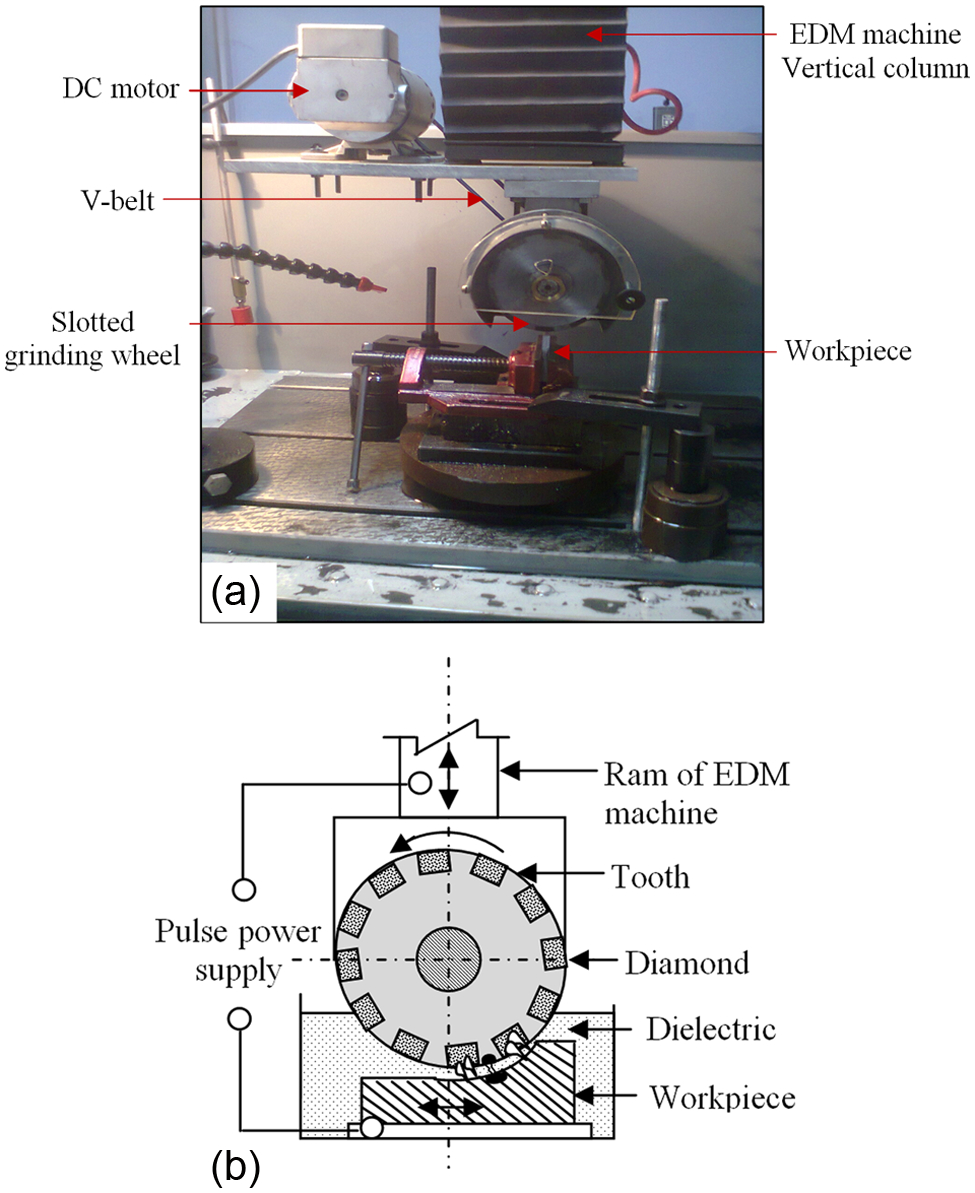
(a) Photographic view of experimental setup and (b) schematic diagram of the SEDAG process.
All the experiments were performed with the slotted abrasive grinding wheel having a diameter of 100 mm and thickness of 5 mm. The slotted abrasive grinding wheel was developed in such a way that EDG and AG processes occur alternatively with equal interval of time. For this purpose, a mild steel (MS) disk has been chosen due to its high abrasion resistance and low wheel wear during machining as compared to copper or brass material. The periphery of disk is cut into teeth and slots with equal peripheral pitch along the periphery of wheel. The slotted portion of the wheel at a uniform distance along the periphery of the wheel is filled with vitrified bonded diamond abrasives to obtain a circular wheel, which is known as slotted abrasive grinding wheel. The teeth of the slotted abrasive grinding wheel are used to perform EDG action, while slots (bonded diamond abrasives) are used to perform grinding action during machining. Thus, the spark is generated between metallic tooth of slotted abrasive grinding wheel and workpiece during pulse on-time when DC pulse power supply is applied to the EDM machine. Due to the spark, a high heat is generated resulting in melting and softening of the workpiece material. The molten material is removed during pulse off-time while the softened material is removed during grinding process.
The experiments were conducted on Al/SiC/Gr MMC, in which aluminum matrix is reinforced with equal volume (10%) of SiC and Gr particles with average particle size of 37 µm. Generally, Al/SiC MMCs are widely used in the field of automobile and aerospace due to their lightweight and high strength, but their machining is still difficult. To enhance the machinability, researchers have added graphite particles into the aluminum matrix with silicon carbide resulting in better a surface finish and higher tool life but simultaneously increasing the thrust force. 29 Due to the presence of graphite particles, the Al/SiC/Gr composite becomes a self-lubricating material, which is used at inaccessible places where proper lubrication is impossible. 30 It is also applicable for valve and valve seat, piston and piston ring, cam follower, metal-bonded abrasive wheel for dry grinding and equipments for nuclear furnace. Considering the wide applicability and difficulties in machining, the Al/SiC/Gr MMC has been selected as a workpiece material for the present study.
During experimentation, the effect of pulse current, pulse on-time, pulse off-time, wheel speed and grit number have been studied on MRR and Ra. A digital microweighing balance (model: CAUW-D) is used for measuring the weight of workpiece before and after the machining. The weight loss is divided by machining time to get MRR (g/min). A digital surface measuring instrument (model: Surtronic-25) is used for measuring Ra (µm) value of the machined surface.
Results and discussion
Optimization of process parameters of SEDAG process is completed in three substeps. The block diagram of the optimization process methodology is shown in Figure 3. In the first step, experimental data have been collected after exhaustive experimentation covering the wide range of input parameters. In the second step, the ANN model has been trained and tested with experimental data and developed a trained ANN model. In the third step, the developed ANN model has been combined with NSGA-II to develop a hybrid approach of ANN–NSGA-II, which is applied to optimize the process parameters of SEDAG process for machining of the Al/SiC/Gr.
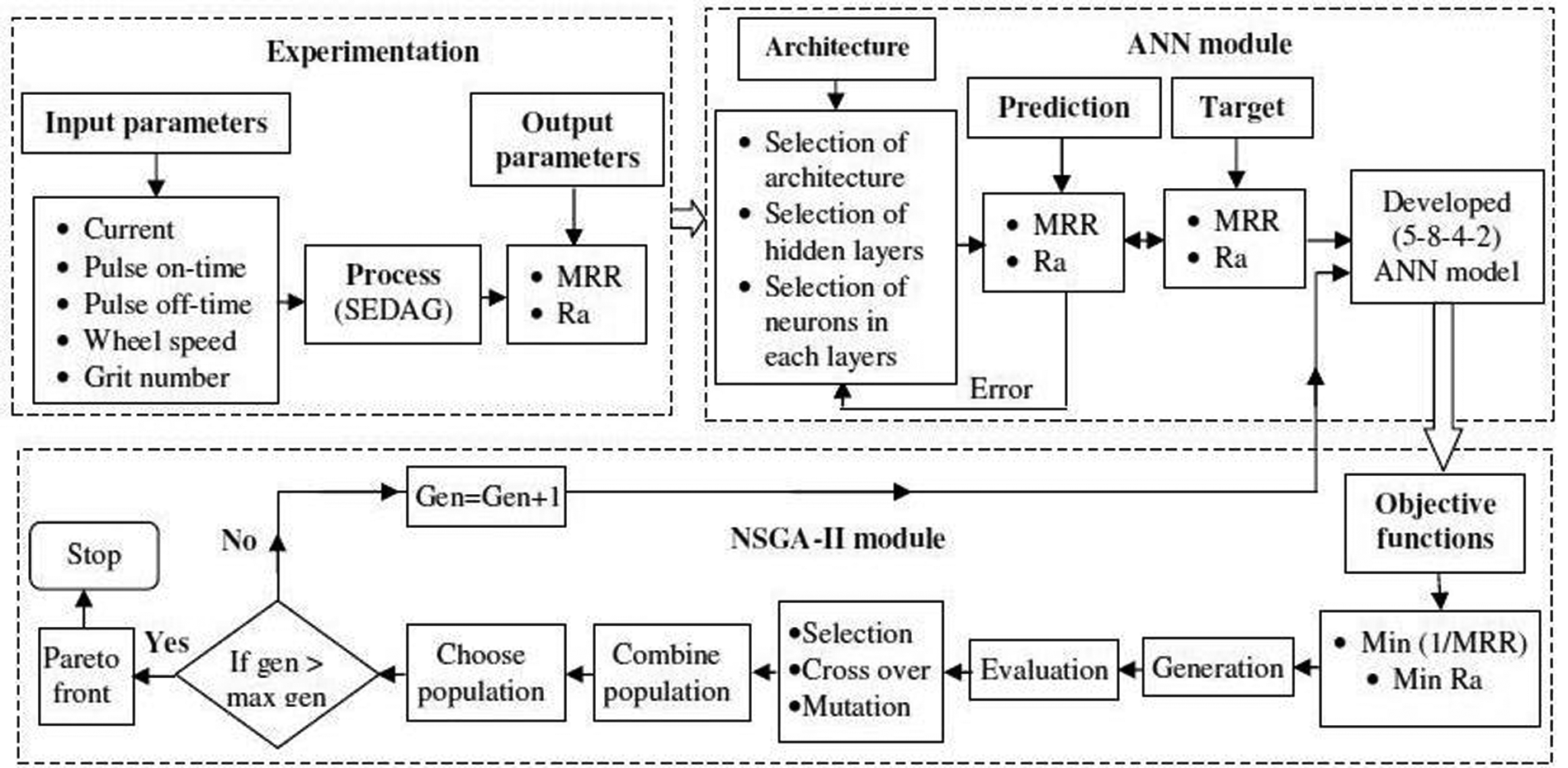
Hybrid approach of ANN–NSGA-II for optimization of process parameters.
Collection of experimental data
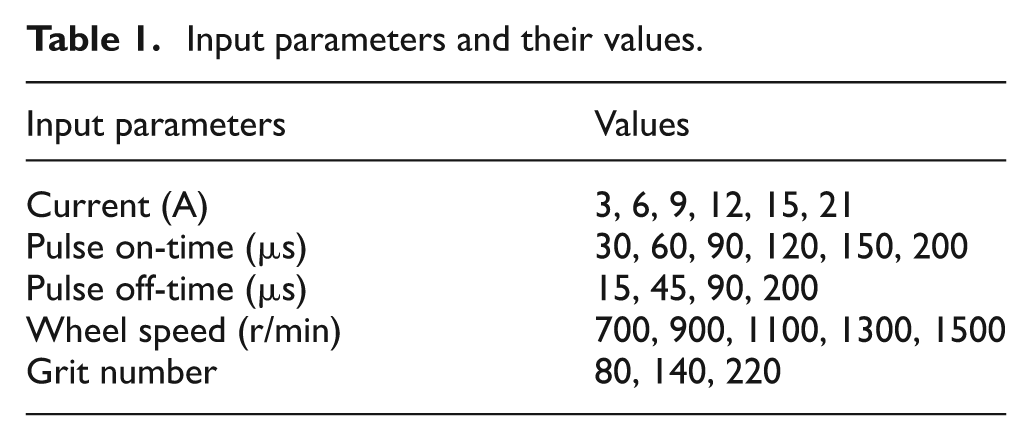
The experimental data have been collected after exhaustive experimentation during machining of Al/SiC/Gr MMC with application of SEDAG process. The machine tool, experimental setup, slotted abrasive grinding wheel, workpiece material, measuring instruments, process parameters and performance parameters described in section “Experimentation” have been used for conducting the experiments. The values of each input parameter were selected according to the options available on the experimental setup and machine tool after pilot experimentation. The values of input parameters are summarized in Table 1. Generally, a large number of data is required for training the ANN model; thus, a total of 115 experimental data have been collected after experimentation, which were used for training and testing the ANN model.
Input parameters and their values.
ANN modeling
Due to the nonlinear behavior of process and performance parameters, ANN modeling technique has been selected for modeling the process parameters of the SEDAG process because it is capable of approximating the nonlinear and complex relationships between input and output parameters. The capabilities of approximation of ANN model depend upon network architecture, training algorithms, number of hidden layers and number of neurons in each hidden layer. For modeling the SEDAG process, ANN architecture with back propagation algorithm has been selected due to supervised learning attitude and online monitoring behavior. 31 The proper selection of training algorithm is required to adjust the weight during training of network. The scaled conjugated gradient (SCG) algorithm has been selected for training of network due to the supervised learning and adoptive learning feature. The SCG algorithm works on optimization technique, and it is constituted by selecting the number of hidden layers and number of neurons in each hidden layer only. 32
Selection of appropriate number of hidden layers and number of neurons in each hidden layer is very important because the performances of network depend upon it. The selection of hidden layers and the number of neurons depend upon the exhaustive trials because there is no standard rule for selection of a proper number of hidden layers and number of neurons in each of the hidden layers. The selection of hidden layers and number of neurons is based on training performance of the network after each trial. During the first step, the input and weight vectors of a neuron are calculated, which assist to predict the output of a neuron as given in the following
The output of a neuron for any intermediate iteration is determined as
where w is the weight vector, x is the input vector, t is the transposition, f(wtx) is the activation function,
The output of neuron is treated as input to the activation function from which the output of the neuron is determined. The output of neuron is transmitted to the subsequent neurons along with weighted synaptic to serve as an input.33,34 Generally, a sigmoid function is used as an activation function. The logistic sigmoid (logsig) function has been used as an activation function in this study, the value of which varies from 0 to 1. Hence, the output of jth neuron in kth layer is determined as
where λ > 0 and proportional to the gain, which determines the steepest direction of the continuous function f(net) near net = 0.
The algorithm works on supervised learning technique; thus, weights are employed to modify proportional to the connected weights. Mean square error (MSE) technique is employed to calculate the error between desired output and actual output, which is calculated as
where dj is the desired output of the jth neuron, yj is the predicted value of jth neuron, N is the total number of training pattern and M is the number of output nodes.
After proper training to avoid repetition, the network architecture captured the adjusted weights, which are required to meet the target values. Such developed architecture is known as the ANN model, which is capable of effectively predicting the machining performance based on the knowledge captured during the training process.
The selection of ANN architecture is an exhaustive exercise, which is completed in two phases, that is, training and testing. For making the selection procedure easier, a computer code is written in MATLAB® 2008, version 7.6, for training and testing of ANN architecture. The network has been trained with 100 experimental data and tested with 15 of another experimental data. All the experimental data have been normalized between 0 to 1 and then used for training and testing of the network. Following equation is used for normalizing the experimental data
where xn is the normalized value of variable x, and xmax and xmin are the maximum and minimum values of the variable of the training and testing data sets, respectively.
To find the suitable network, various hidden layers such as single, double and triple with varying neurons have been trained separately, and their performance is checked. First, a single-layer network is selected and it is trained with varying neurons from 3 to 20 with experimental data. After training, the lowest average MSE (0.0178) is obtained with 8 neurons. Thus, 8 neurons have been fixed in the first hidden layer. Furthermore, the network is again trained by varying neurons from 3 to 20 in the second layers. The lowest average MSE (0.0138) is obtained with four neurons in the second hidden layer, which is lower than single-layer architecture. Furthermore, network has been trained with the third hidden layer with varying neurons but average MSE of the three-hidden-layer architecture is found to be more than that of the two-hidden-layer networks. Therefore, two hidden layers with eight and four neurons in the first and second hidden layers have been selected for the training of the ANN architecture with five input and two output parameters.
The developed ANN architecture (5-8-4-2) shown in Figure 4 is found more appropriate for modeling of process parameter for the SEDAG process of Al/SiC/Gr workpiece. The selected network is again trained and tested with experimental data. The training behavior of network is shown in Figure 5. After 4697 epoch, when network is properly trained and well conversed, the synaptic weights and bias of network for each neuron are stored and assigned with network for predicting the data. The performance of the developed ANN model is compared with experimental values of SEDAG process at same input parameters during machining of Al/SiC/Gr. It is observed that the developed ANN model is capable of predicting MRR and Ra with absolute percentage error of 9.46% and 7.94% with maximum absolute error of 15.05% and 11.78%, respectively. The actual and predicted values of MRR and Ra are shown in Table 2, while the graphical presentations are shown in Figures 6 and 7, respectively.
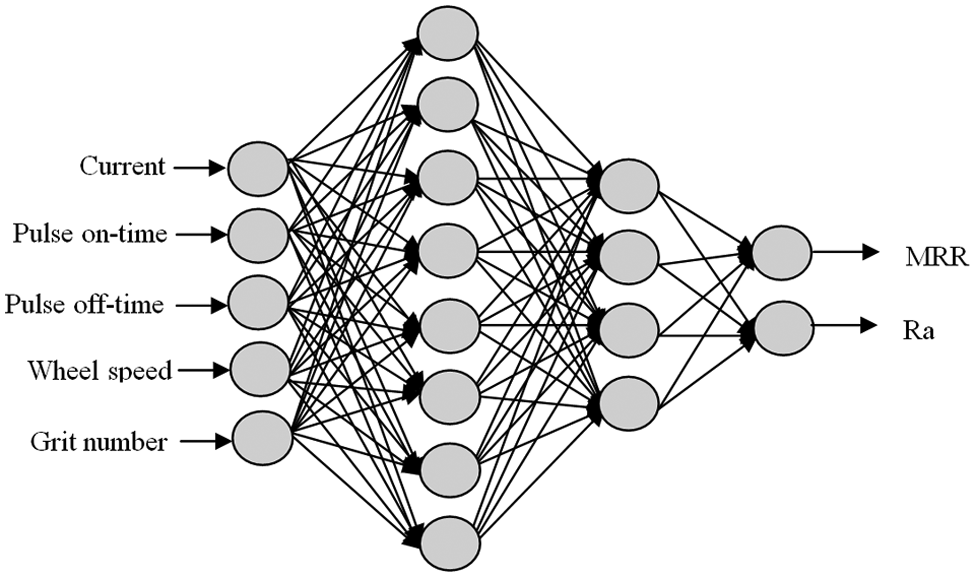
ANN (5-8-4-2) architecture.
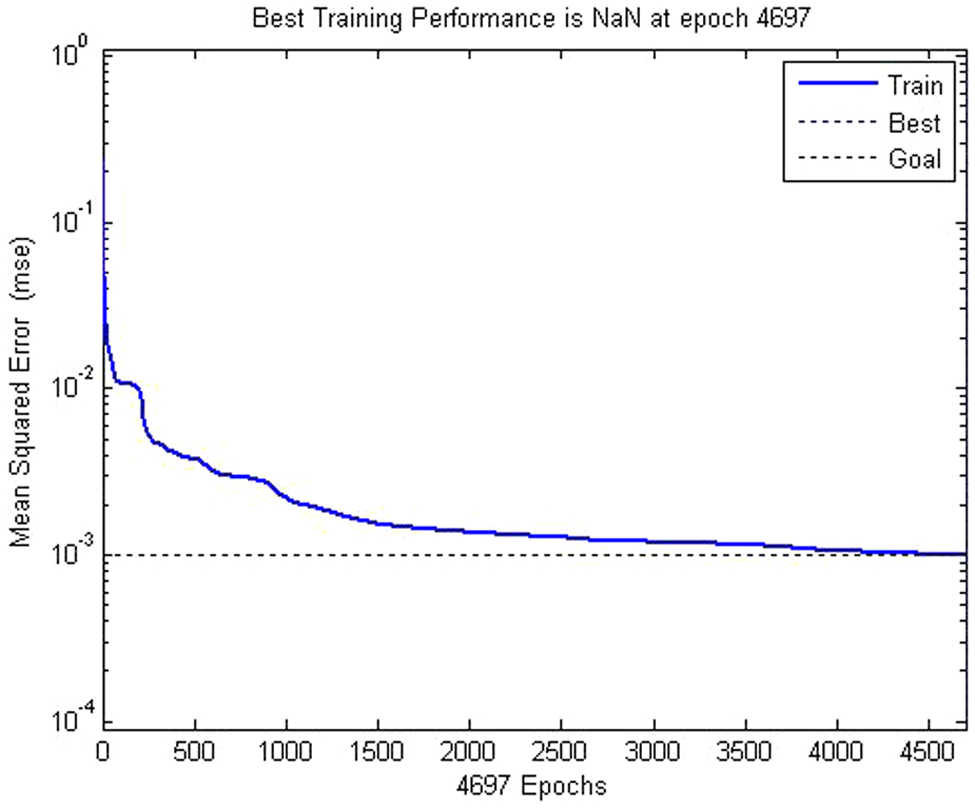
Training and learning behavior of ANN architecture.
Experimental data and corresponding predicted values of ANN model.
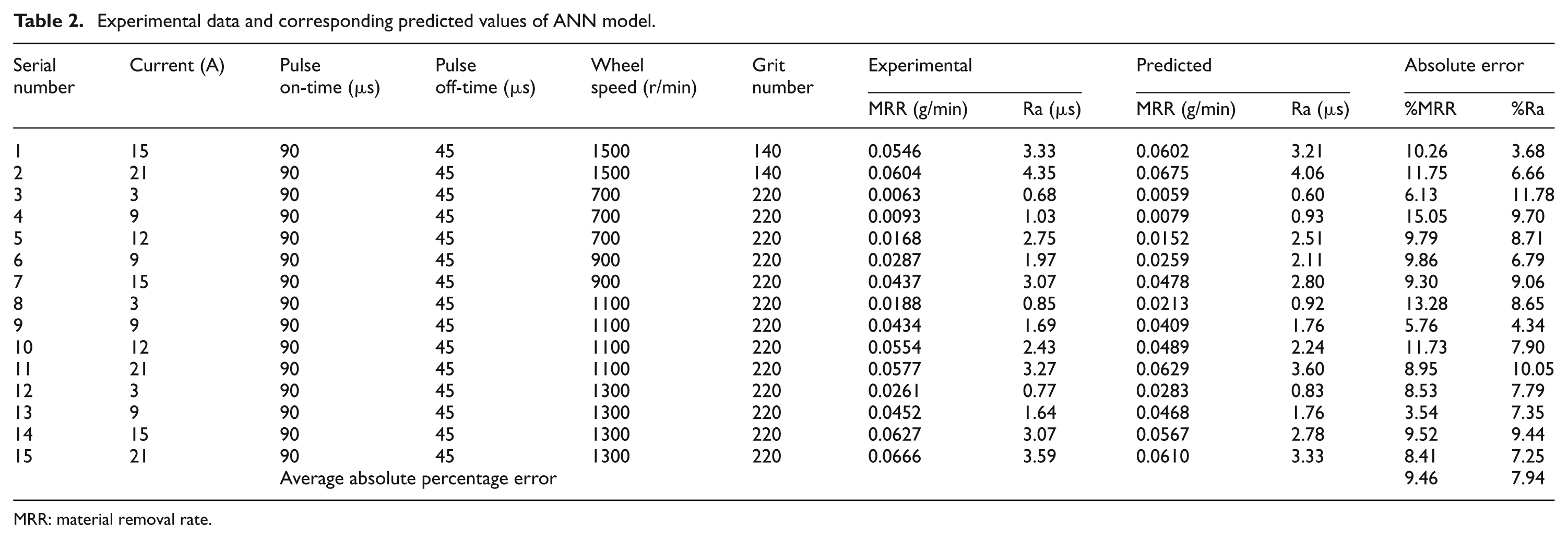
MRR: material removal rate.
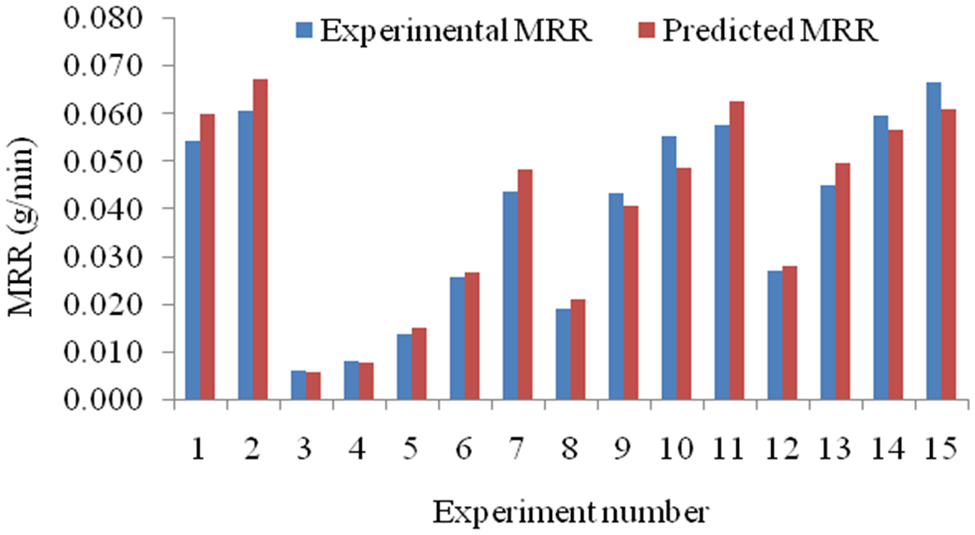
Comparison between experimental and predicted MRR.
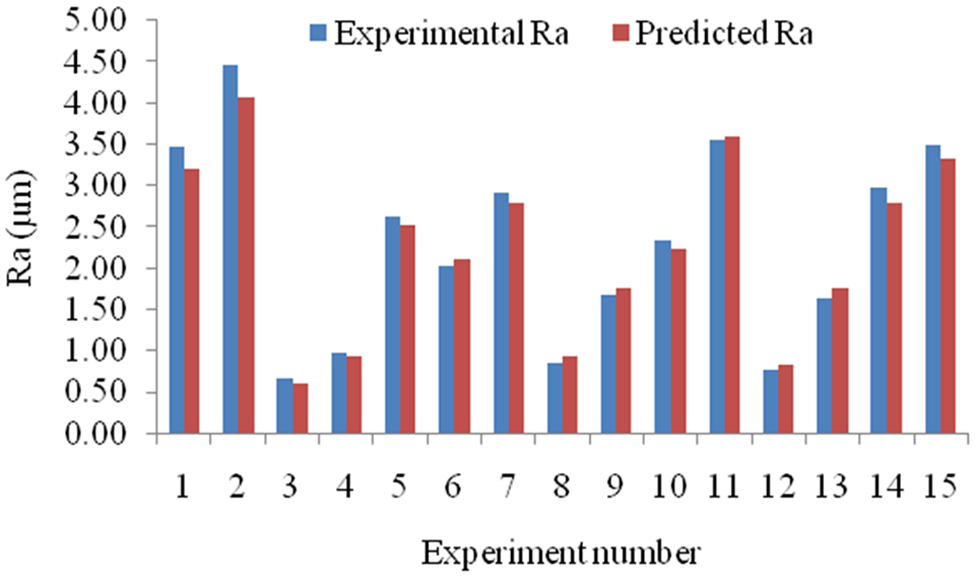
Comparison between experimental and predicted Ra.
Multiobjective optimization
The NSGA-II optimization technique is used to optimize the process parameter of SEDAG process for machining the Al/SiC/Gr workpiece, which needs objective function in the form of mathematical equation or model for calculating the objective function. Thus, the developed ANN model is coupled with NSGA-II, and finally, the hybrid approach of ANN–NSGA-II is used for optimizing the process parameters. During optimization, the ANN model is used to predict the objective function, that is, MRR and Ra, which is optimized by NSGA-II. For this purpose, NSGA-II program written in MATLAB version 1.4 35 is modified as per our objectives and coupled with ANN model in MATLAB. During the first iteration, the ANN model is used for generating population size, while after that it is used for evaluating the objective functions. 18 The ranking and sorting are done by NSGA-II based on their rank and crowding distance during each iteration. The various steps involved in optimization are shown in Figure 3 of NSGA-II module.
The objective functions of present study are to optimize the MRR and minimize the Ra, which are conflicting in nature. Thus, there is no single optimal combination of input parameter that satisfies the objectives. For this purpose, NSGA-II is applied to get a set of optimal solutions. Initially, population of the objective function is generated by ANN model of size N = 100. Based on their rank and fitness value, each solution is compared with every other solution and checked, whether the solution satisfies the objective function or not. If the objective function is satisfied, the selected solution (N1) is marked Rank 1. From remaining population size (N − N1), nondominated solution is started and assigned Rank 2. This process is repeated till all the population evaluated and assigned corresponding to their ranks. The selected nondominated solutions are also assigned with fitness value equal to their rank. 36
Now, parents are selected based on the tournament selection and crowing distance. The tournament selection operator refers to the random selection of large number of solutions from population and the best solutions among the group are selected as a parent, which are then used to produce the offspring. The binary tournament selection criterion is used in this study because the parents are selected based on the rank and crowding distance. 28 The crowing distance of solution is measured by the search space around the solution, which is not occupied by other solutions and the larger crowing distance means better diversity in the population; thus, boundary solution is always selected.36,37 It is calculated as
where
The selected parents are used to generate offspring using crossover and mutation genetic operators. Generally, a crossover is a recombination operator, which selects genes from the parent and creates a new offspring. In this process, randomly chooses the some crossover points. Every bits (0 or 1) before for the parent first and after that for the parent second have been copied and pasted to produce an offspring. 23 In the present study, binary crossover is chosen, which is determined as follows:
Parent A:
Parent B: 10011 ∣
Offspring A: 11111 ∣ 11000011110
Offspring B: 10011 ∣ 00100110110
The crossover operator is used to control the parameters. The value of crossover rate varies from 0 to 1. Very low value of the crossover rate leads to slow convergence while too high value of crossover rate means rapid convergence. Thus, a higher crossover rate of 0.80 is selected to produce faster initial convergence.
The mutation operator randomly changes the new offspring, and it takes place after crossover. The performance of mutation depends upon crossover and encoding. Generally, encoding is performed by changing the selected bits (0 and 1) from 0 to 1 or 1 to 0 randomly as follows:
Parent: 110
Offspring: 110
Mutation rate affects the optimization results and a high mutation rate of 1 leads to random search while a too low value of 0 leads to local optimum values. 38 For this study, the mutation rate of 0.20 is selected to achieve better optimization results.
Finally, the initial population and offspring are combined and sorted out to obtain 100 nondominated solutions from the combined population. If the combined population exceeds the maximum population, then the solution of nondominated population is selected; otherwise, the process is repeated again with new generation (generation+1).
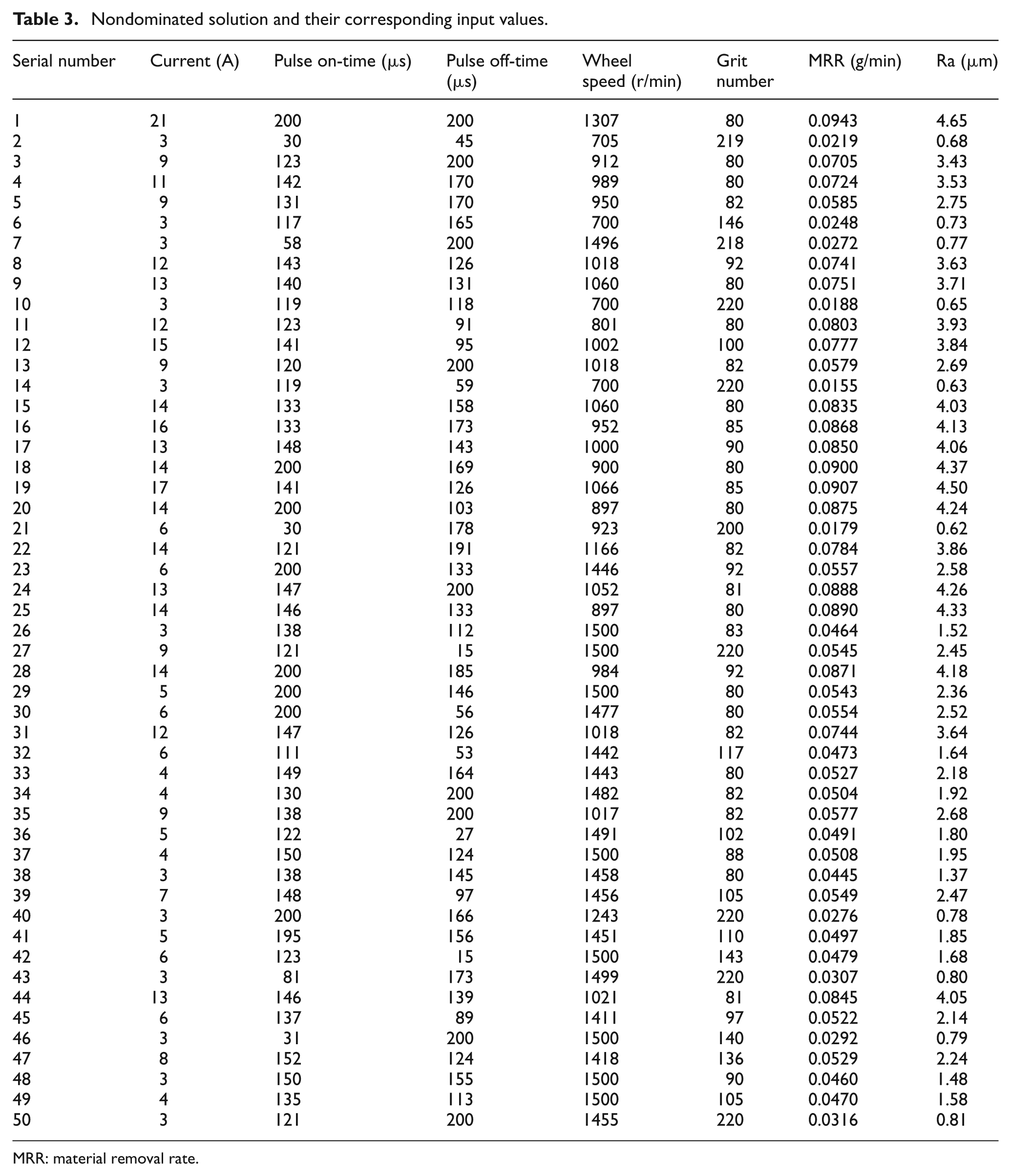
The Pareto front of 100 nondominated solutions for SEDAG process of the Al/SiC/Gr workpiece is graphically presented in Figure 8. The first 50 nondominated solutions out of 100 are shown in Table 3. It is observed (Figure 8) that a discontinuous Pareto front has been obtained. It means that there is no combination of input parameters that satisfied both the objectives. It is also observed that Ra values increase with increasing MRR. The nondominated solution provides a number of optimal solutions that help the manufacturers to select the parameters as per the product design or available resources.
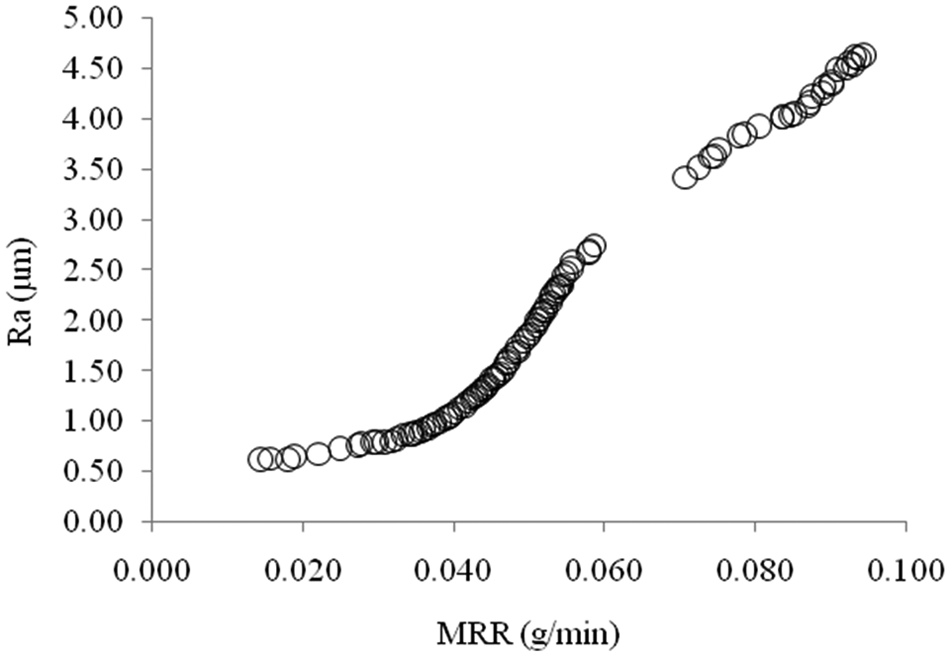
Graphical presentation of Pareto front.
Nondominated solution and their corresponding input values.
MRR: material removal rate.
Validation
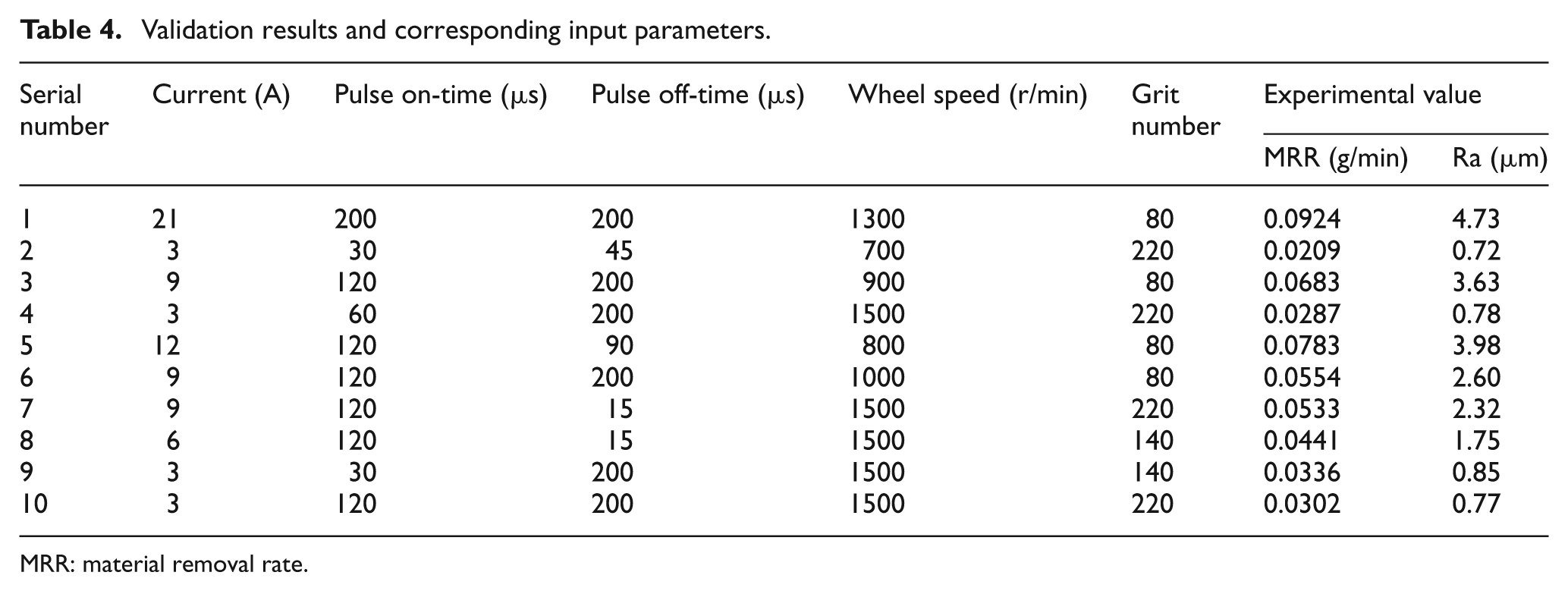
The nondominated solution obtained from Pareto front is experimentally tested with 10 data randomly selected from Table 3 (serial number 1–3, 7, 11, 13, 27, 42, 46, 50) for SEDAG process of Al/SiC/Gr workpiece. The selected data and their corresponding values set on machine are shown in Table 4. To check whether the experimental and predicted data are under the range of search space or not, linear regression analysis has been done. The graphical representation of linear regression analysis of MRR and Ra between the experimental and optimal solutions is shown in Figures 9 and 10, respectively. The correlation coefficient (R) of MRR and Ra for experimental and optimal data is 0.9979 and 0.9982, respectively, which is closer to 1. Thus, the developed ANN–NSGA-II approach is capable of providing a wide range of optimal solutions, which provides a facility for the manufacturer to select the data as per the product requirements.
Validation results and corresponding input parameters.
MRR: material removal rate.
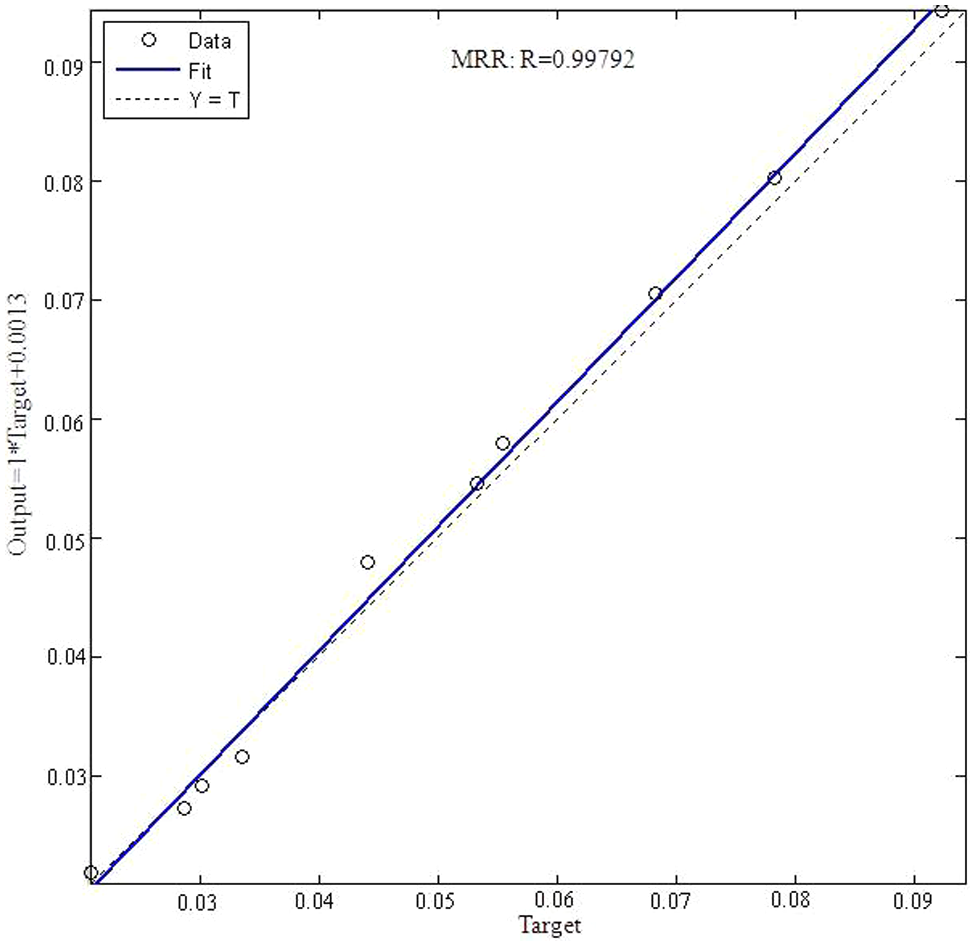
Linear regression analysis between experimental and optimal MRR.
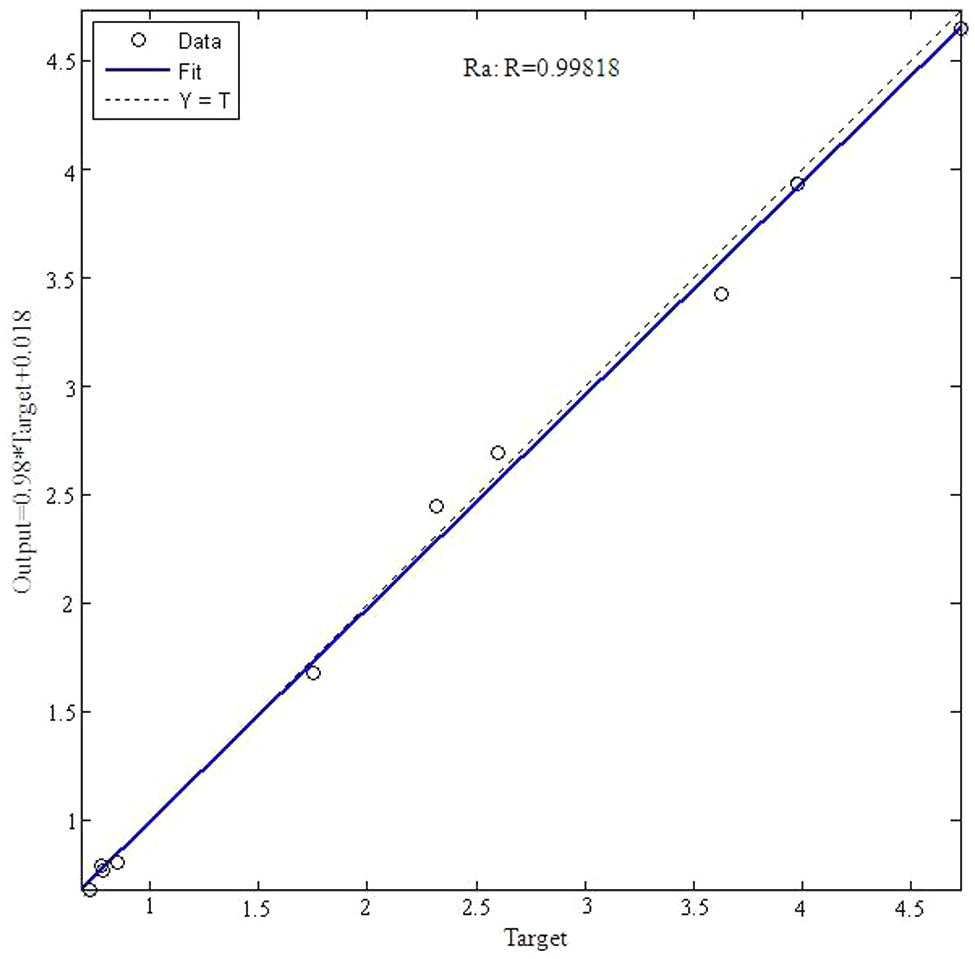
Linear regression analysis between experimental and optimal Ra.
Conclusion
In this study, hybrid approach of ANN–NSGA-II has been developed for optimization of the process parameters of SEDAG process for machining the Al/SiC/Gr. The following conclusions in this regard can be drawn:
For predicting the data of SEDAG process, ANN architecture (5-8-4-2) with back propagation algorithm has been developed, which can be used to predict the output at given set of input parameters, online monitoring and optimization of process parameters.
The developed ANN model is capable of predicting MRR and Ra with absolute percentage error of 9.46% and 7.94% with a maximum absolute error of 15.05% and 11.78%, respectively.
The developed hybrid approach of ANN–NSGA-II is capable of giving an optimal solution with correlation coefficient of MRR and Ra as 0.9979 and 0.9982, respectively, between experimental and optimal data, respectively.
The optimal data set given in Table 3 facilitates the manufacturer to select the input parameters as per the product requirement or availability of the resources.
Footnotes
Acknowledgements
The authors would like to thank Mr S.K.S. Yadav, Assistant Professor, Mechanical Engineering Department, HBTI Kanpur, India, for providing EDM machine to perform the experiments.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.