
Abstract
The benefits of cryogenic cooling by liquid nitrogen in cutting of titanium alloys have often been evaluated as a comparison to dry machining conditions. However, it is more interesting to quantitatively assess the performance of cryogenic conditioning of the process with respect to standard industrial conditions, that is, with respect to flood emulsion cooling. The technical and scientific literature is scarce and somehow contradictory, especially in terms of cutting forces and coefficient of friction. The aim of this article is to enrich the common base of experimental data, by conducting a comparison of traditional and cryogenic turning of Ti6Al4V in a region of cutting parameters particularly relevant to the aerospace industry, where no previous data are available. This study confirms that cryogenic machining is able to increase the tool life, even with respect to wet cutting. Besides, the results show that not only cutting forces are reduced but also a small, albeit significant, reduction can be achieved in the coefficient of friction at the tool–workpiece interface.
Introduction
The use of cryogenic cooling in metal cutting has received renewed recent attention because liquid nitrogen is a safe, clean, and nontoxic coolant that requires no expensive disposal and can substantially improve the tool life. Uehara and Kumagai 1 have pioneered works on cryogenics in machining. A review on the subject has been written by Yildiz and Nalbant. 2 Cryogenic cooling approaches in machining can be classified into several types according to the delivery method: 3 precooling of workpiece, tool back cooling, flank cooling, rake cooling, and simultaneous rake and flank cooling. The most effective approaches deliver the liquid to the rake face and/or the flank. All studies agree that these two techniques reduce the tool temperature and prolong its life, with respect to dry cutting and to conventional emulsion lubrication. Recent studies by Bermingham et al. 4 demonstrate that high-pressure emulsion cooling (HPC) outperforms cryogenic cooling with respect to the tool life.
It is reasonable to expect that the tool life advantage of cryogenic cooling versus water-based oil emulsion flooding depends on the selected levels of the process parameters (feed rate f, depth of cut ap, cutting speed vc). The role of f and other parameters in cryogenic working of titanium is not yet unanimously assessed. Some authors observed that the greatest improvement in the tool life using cryogenic coolant occurs for high feed rate and low depth of cut combinations, 5 with constant speed and approximately constant material removal rate (MRR). The authors also prove that these conditions are neither optimal with respect to economic efficiency nor they allow to maximize the tool life. Some authors have proved that in machining of AISI 304 steel 6 or titanium, 7 the percentage tool life advantage and the economic convenience of liquid nitrogen (LN2), with respect to conventional emulsion, increase as the cutting speed increases. According to other studies, the advantage of cryogenics is nearly independent of the process parameters, at least for stainless steel. 8 On the contrary, some claim that if increasing vc to very high levels (up to 100 m/min and above), the differences tend to decrease, in terms of wear on the rake face. 9
Similar contrasting results emerge from the literature when machining forces and friction are observed. Results of force measurements often indicate that the cold strengthening of titanium material might increase the cutting force in cryogenic machining, but lower friction allows to reduce the feed force, in comparison to dry cutting. 10 Although many authors compare the performance of liquid nitrogen versus dry cutting,11,12 a more meaningful comparison should be done with respect to conventional emulsion flooding. As anticipated, not all studies agree. Some works demonstrate that no change in the forces 13 occurs. Other studies report a decrease in both main cutting and feed forces for cryogenic versus wet conditions, regardless of cutting speed. 14 As already commented about the tool life, it is reasonable to expect that the advantage of cryogenic cooling versus emulsion lubrication with respect to machining forces depends on the process parameter values. In fact, recent research works prove that force reduction is greatest when using high f and low ap combinations, 5 if the cutting speed is kept constant. An increase in vc, according to most previous works, reduces the coefficient of friction, for dry, emulsion, and cryogenic cooling.15,16
The differences between conventional and cryogenic machining may be due to several causes: both tool and workpiece can be hardened by the low working temperatures, the tribological conditions are altered, and so on. As a consequence, cryogenic machining changes the mechanics of the chip formation, generating a thinner 5 and more discontinuous 17 chip and also a limited amount of built-up edge, 15 if compared to dry machining.
In conclusion, all authors agree that cryogenic cooling allows a significant improvement in the tool life over dry machining. When compared to traditional flood cooling, fewer results are available, but cryogenics has shown a great potential of improving the process performance, although conflicting results have been obtained by different researchers. An explanation for these differences is that the design of the injection system strongly influences the process, as it determines the localization of the nitrogen flow on the workpiece–tool interface surfaces and the available flow rate. Another source of variation among different results is that the investigated range of process parameters varies from study to study. In order for the coolant to have enough time to subtract heat from the working area, it seems reasonable that the influence of LN2, which is injected through small nozzles, is larger for smaller values of MRR. However, it also seems reasonable that the increase in the tool life due to cryogenics becomes evident only at larger cutting speeds, that is, when the tool is stressed by higher cutting forces and higher heat generation. The expected outcome of the process is therefore not trivial, and the results can easily be influenced by the cutting conditions. There is a need for additional experimental evidence with respect to different issues, such as the three components of force (cutting, feed, and thrust), the coefficient of friction, and the rate of tool wear at different values of the process parameters.
In order to better identify what experimental conditions can be more usefully investigated, in Table 1, the most relevant publications are listed, with a report on the process parameters and the main findings. It is worth observing that most articles in the table investigate the parameters in a region that is typical of finish turning rather than medium or rough turning (i.e. high speed, above 60–70 m/min, and relatively low feed rate, below 0.3 mm/rev). However, medium and rough turning are economically more relevant to the machining industry, especially in the aerospace field where the so-called buy-to-fly ratio can be as large as 10:1 and above. 18 Because of their poor machinability, titanium alloys are cut with moderate parameters. In conventional rough turning, in order to avoid premature tool failure, speed vc and feed f are never set above 60 m/min and 0.4 mm/rev, respectively.
Relevant articles about cryogenic machining of Ti6Al4V
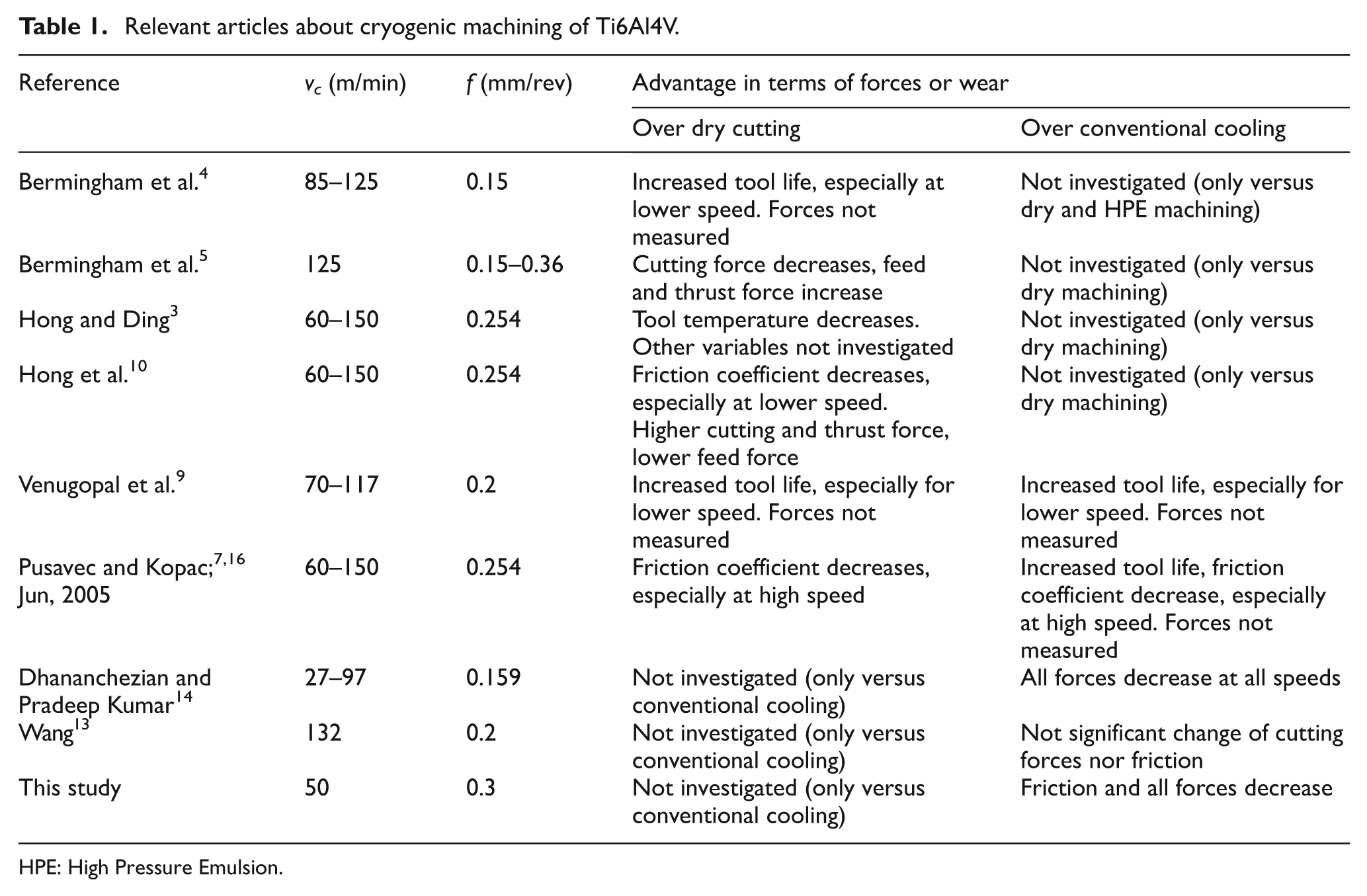
HPE: High Pressure Emulsion.
In order for the industry to evaluate the actual advantage of cryogenic coolants, the performance must be compared to standard flood emulsion cooling, not to dry conditions. Only two studies13,14 report force comparisons with respect to emulsion cooling. In this short communication, some new experimental observations are reported, in order to fill this gap, providing cutting force measurements with emulsion and cryogenic cooling, at a relatively low cutting speed (50 m/min) and a relatively high feed rate (0.3 mm/rev).
Experimental setup
The tests have been run with the setup described as follows.
Workpiece
Ti6Al4V bars with 55 mm diameter have been used. The effect of the titanium microstructure on its machinability is relevant, as demonstrated by several authors.19,20 For this reason, the bars are annealed and the microstructure of a sample has been analyzed through the diameter. It can be considered quite homogeneous, according to micrographic images that show a substantially uniform granularity across the cross section. The tensile strength is 934 MPa, and the yield strength is 867 MPa.
Machine
All tests have been conducted using a computer numerical control (CNC) lathe with a maximum spindle speed of 2560 r/min and a drive motor powered to 11 kW.
Cutting tool
The insert is a Sandvik CNMG 120408 SMR1115, suited for medium roughing of titanium alloys. It has been preliminarily tested at different conditions (vc = 40–80 m/min, f = 0.2–0.3 mm/rev) with conventional cooling. As an example, its average life, detected when the flank wear is VBB = 0.3 mm, allows a removed volume of 343,000 mm3 with speed vc = 50 m/min, feed f = 0.2 mm/rev, and depth ap = 1.2 mm in conventional cooling. The insert is a carbide tool with coating layers TiAlN (2 µm) + AlCrO (0.7 µm). Hardness measurements of the insert have been performed with a pressing load of 0.5 kg, selected in order to characterize the hardness of the entire tool: WC+coating layers. Each hardness value has been computed considering six repeated measurements on the tool flank, and the average HV number is 1878.
Conventional cooling
Fluid is a water–oil emulsion (Hocut 795/I) at a concentration of 5% and a flow rate of 1.6 L/min.
Cryogenic cooling
The nitrogen reservoir is a dewar (courtesy of SIAD) at a pressure of 160 kPa with a capacity of 240 L. A thermally insulated metal pipe delivers the fluid to a commercial tool holder, designed for internal lubrication (MIRCONA PCLNL 2525 EB, Figure 1). The tool holder has two injection nozzles for both rake and flank cooling.
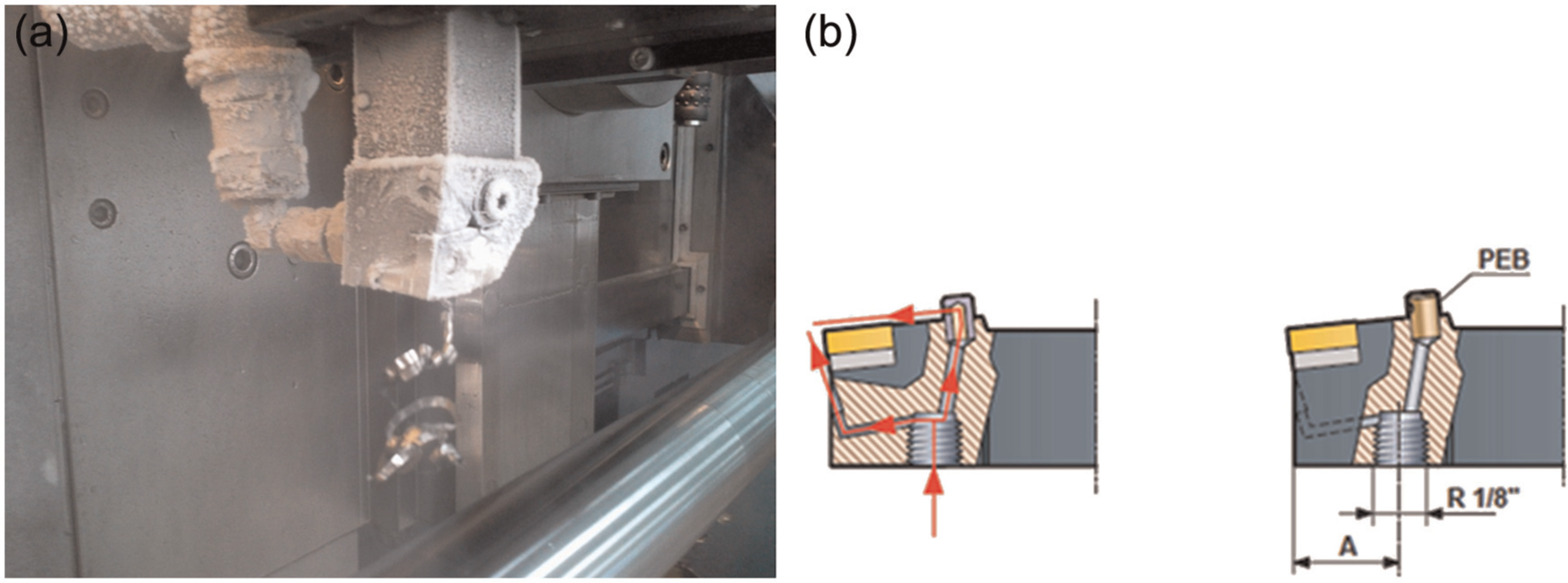
(a) Cooled tool holder and titanium bar and (b) internal holes in the tool holder
Cutting process parameters
The tests have been performed with entry angle δ = 95°, rake α = −6°, side clearance β = 5°, and back rake ω = −6°. The parameters are ap = 1.2 mm, f = 0.3 mm/rev, and vc = 50 mm/min.
Wear measurement
Average flank wear VBB (in accordance with ISO Standard 3685) was measured on micrographic images, taken with a stereomicroscope; the positioning reproducibility of the worn insert was ensured by a specifically designed fixture, at the base of the microscope. Each test condition has been interrupted in order to have six points on the VBB versus time curves, and it has been replicated three times, for assessing the repeatability.
Force measurement
A dynamometric table has been used to measure all the three orthogonal components: main cutting force Fc, feed force Ff, and thrust force Fr. Average forces are calculated during the first period of each machining condition, thus inserts are in no case significantly worn.
Coefficient of friction
The coefficient of friction µ has been calculated for every test, using equation (1)
where γr is the true rake angle and Fn is the normal force on the cutting plane, defined by Ff and Fr
Discussion of results
The most evident and relevant result can be seen in Figure 2, where the tests run with cryogenic cooling clearly show a longer average tool life. The tool life curves show the typical s-shaped profile, with a rapid initial increase, a nearly flat central region (plateau), and a final rapid increase. In general, tools with a longer plateau not only live longer but also provide more repeatable and robust cutting performance since the tool geometry is stable for a longer period. It is worth observing that up to about 300 s, there is virtually no difference among the six curves. Interestingly, the tests with nitrogen have a longer plateau, which starts a little before and ends significantly after the other three curves that increase rapidly after a time of 300 s.
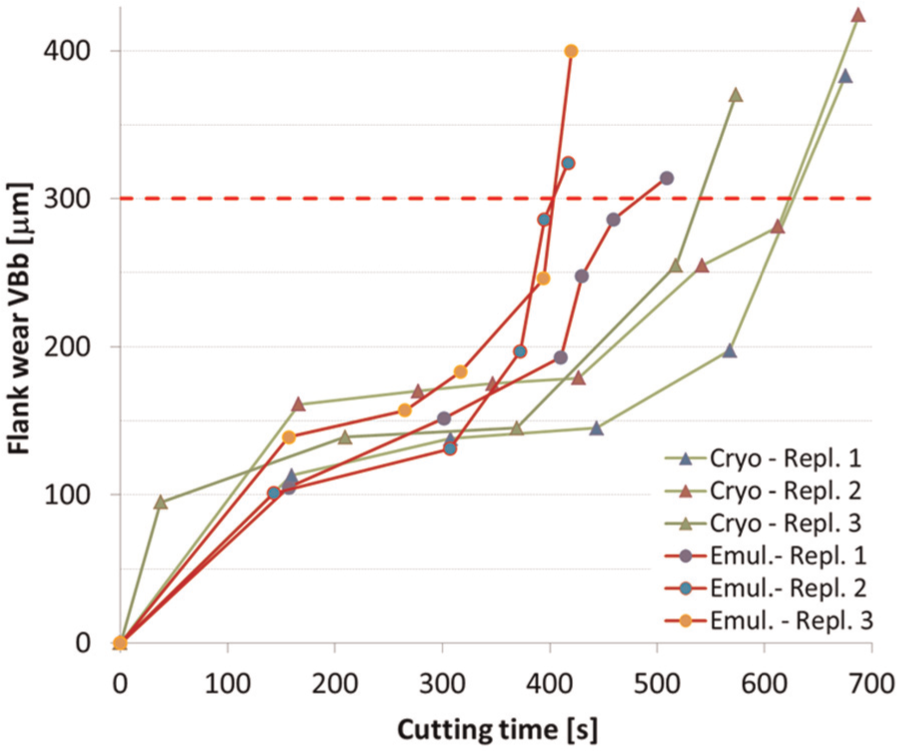
Tool wear VBB versus time curves for all six tests run with f = 0.3 mm/rev and vc = 50 mm/min.
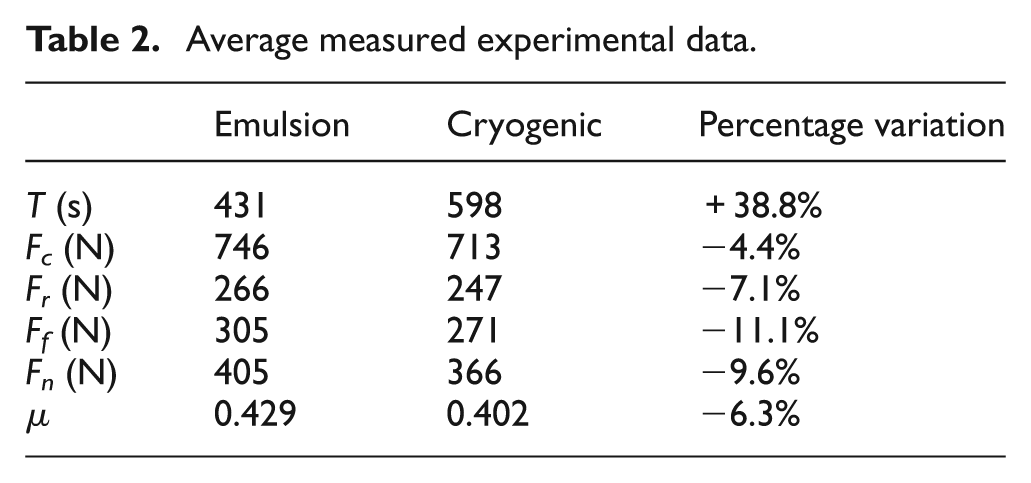
The data useful for the comparison are given in Table 2. The percentage average increase in the tool life T allowed by the liquid nitrogen is +39%, a significant value, even taking into account the intrinsic variability and uncertainty of these type of results. The table shows that all forces decrease (in agreement with the study by Dhananchezian and Pradeep Kumar 14 ). The largest reduction is registered for the feed force Fr, which is highly correlated to the coefficient of friction µ. This confirms that LN2 not only has a better cooling effect than the conventional fluids but also has a better lubrication effect.
Average measured experimental data.
No significant difference has been observed in terms of chip morphology. In order to further evaluate the advantage of LN2 versus a conventional emulsion, examples of flank wear profiles after 160,000 mm3 of removed material (about 530 s of machining) are shown in Figure 3.
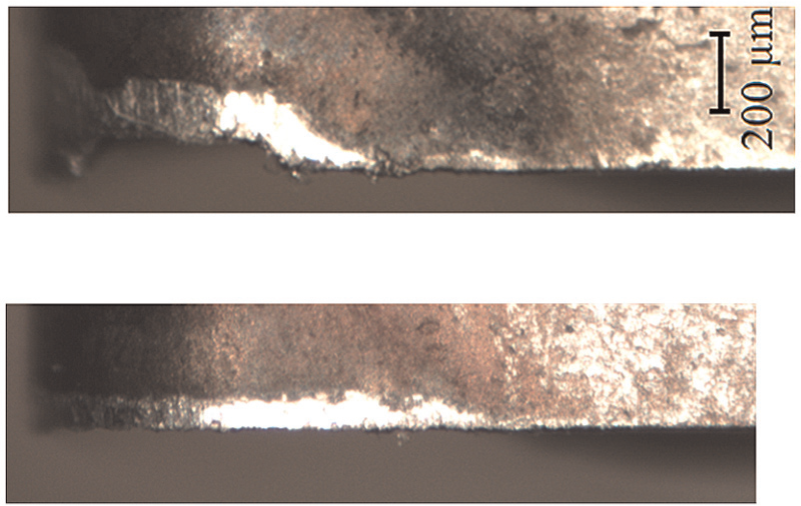
Examples of flank wear profiles after 160,000 mm3 of removed material (about 530 s machining time): top photograph is taken after an emulsion cooled test and bottom photograph after an LN2 test.
In order to compare the obtained results with the data available from the literature, Figure 4 has been built with four data sets; they have been obtained with different experimental setups by different research groups. The graph cannot be reliably used for drawing any scientific conclusion, but a general trend is evident: the percentage advantage of cryogenic cooling versus conventional emulsion cooling seems to decrease as vc decreases. Apparently, when conventional room temperature coolants are used, as the speed increases, the process becomes more adiabatic, that is, there is no time for the tool and its other boundaries to dissipate the heat. As a consequence, the tool rapidly deteriorates. On the contrary, the very low temperature nitrogen is able to subtract heat from the cutting zone even at high cutting speeds. Some authors observed that the greatest improvement in the tool life using cryogenic coolant versus dry conditions occurs for high feed rate ap and low depth of cut. 5 Figure 4 does not clearly indicate any trend with this respect: further investigations are needed.
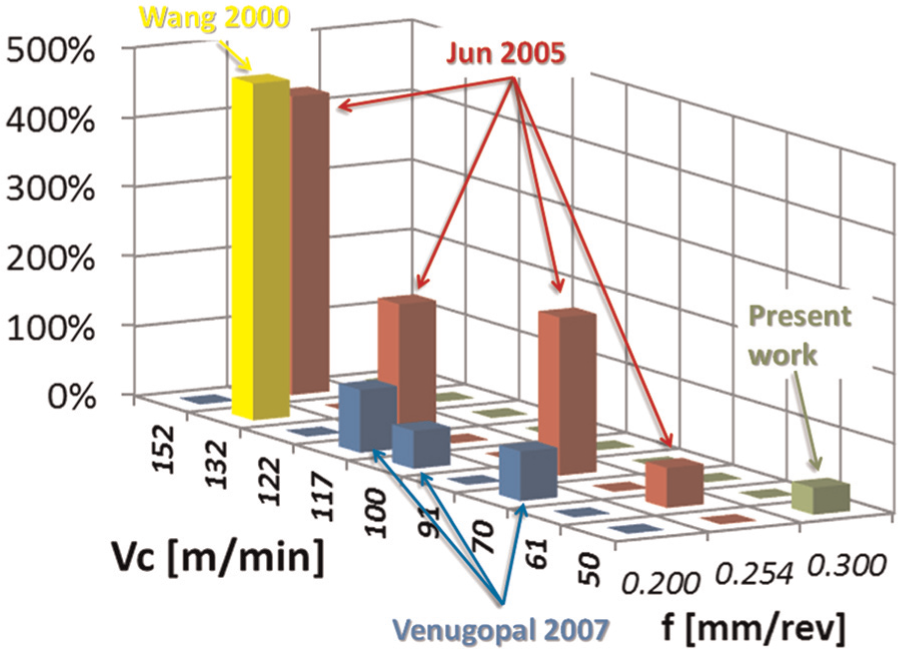
Tool life percentage increase in cryogenic versus wet cooling at different cutting conditions.
Conclusion
In this article, a quantitative experimental comparison of cryogenic versus conventional cooling in lathe turning of aeronautic titanium has been performed with process parameters that had been seldom investigated before (low feed rate, high speed). This study has demonstrated that cryogenic machining is able to increase the tool life by about 40% with respect to wet cutting. A general reduction in cutting forces and a small but significant reduction in coefficient of friction have been reported. The results are in agreement with a trend that seems to be present among the available literature reports: the benefits of cryogenics (e.g. measured as percentage increase in tool life) increase with an increase in cutting speed.
Footnotes
Acknowledgements
The authors gratefully thank and acknowledge the contributions of Mr Malomo and Mr Maffioletti of SIAD and Mr Buroni and Mr Mussi of MUSP.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research has been partly funded by the “Tecnopolo” project of Emilia Romagna under the PON-FESR program.