
Abstract
This article addresses reliability evaluation for a production system with intersectional lines and multiple reworking actions, where the reliability is the probability of demand satisfaction. First, the production system is constructed as a capacitated-flow production network by the revised graphical transformation and decomposition techniques. Capacity analysis is implemented to determine the input flow of each workstation subsequently. Second, two algorithms, including a general algorithm, are proposed to generate all minimal capacity vectors that workstations should provide to satisfy demand. The reliability is derived in terms of such vectors accordingly. A real-world case of printed circuit board production system is utilized to demonstrate the performance evaluation procedure.
Introduction
From the perspective of engineering manufacturing, this article addresses the performance evaluation of a production system with intersectional lines. The reliability, which is defined as probability of demand satisfaction, is utilized to assess the performance of the production system. In a production system, each line consists of a sequence of workstations and each workstation has a specific function. Multiple lines are designed to produce products with higher efficiency and flexibility.1–3 Shared workstation capacity is normal in a production system with multiple lines. One commonly occurring scenario is that a workstation layout in an original line may have much high capacity than others. When a new line is designed, it is possible for the workstation with higher capacity to serve as a common workstation. Hence, the attribute of intersectional lines is taken into account in this article, meaning that common workstation is addressed in the production system.
Network analysis is an applicable approach to represent a production system. The activity-on-arc (AOA) diagram is achievable to model a production system as a network; each arc denotes a workstation of identical machines and each node denotes an inspection station following the workstation. In particular, each workstation in the production network possesses stochastic capacity states due to failure, partial failure, or maintenance. Therefore, the capacity states of a production network are also stochastic, and it can be treated as the so-called capacitated-flow network.4–6 In this article, we term the production system with stochastic capacities as capacitated-flow production network (CFPN).
Some studies7–9 have been devoted to reliability evaluation of production system by applying the capacitated-flow network model. Those studies evaluated the reliability of CFPN in terms of minimal paths (MPs), where an MP is a path, which contains no cycle. 10 A great deal of research4–6,8–11 has been devoted to studying the reliability of a capacitated-flow network in terms of MPs. In those researches, the demand transmitted through a network must obey the flow conservation, 12 implying that no flow will be increased or decreased during transmission. Such a strong assumption is improper for a CFPN because the input flow and output flow of the CFPN are not the same due to the defect of workstation.
Defect of workstation is a critical reliability factor that should be concerned, particularly in a highly automated production system.13,14 Defective products in a production system might be reworked or scrapped. In several applications, the reworking action is implemented by the same workstations for repairing products. This implies that a production system has two paths, the general production path and the reworking path, to produce products.15,16 However, based on the MP concept, an arc (workstation) would not appear on the same path more than once; otherwise, it is not an MP. In a practical CFPN, defective work-in-process (WIP) from a workstation may be reworked starting from previous workstation(s) or the same workstation(s),15,16 which is breaking the basic concept of MP.
To overcome the limitations of flow conservation and MP, Lin et al. 3 proposed a graphical methodology to transform the production system into a network-structured CFPN. In particular, this study concentrated on the case of parallel lines, which does not allow common workstations because products are produced by each line independently. Moreover, only one reworking action in each line is considered in the literature. 3 For the more practical case of intersectional lines, the previous literature cannot be applied to calculate the capacity that the common workstation should provide because input flows are from different lines. In order to assess the reliability of demand satisfaction for a CFPN with intersectional lines and multiple reworking actions, this article modifies the methodology proposed in the study by Lin et al. 3 to deal with the flow and capacity of each common workstation. The reminder of this article is organized in the following. Model building for the CFPN with intersectional lines and multiple reworking actions is constructed in section “Model building.” Flow analysis and reliability evaluation are formulated in section “Flow analysis and reliability.” A case study of printed circuit board (PCB) production system is demonstrated in section “Case study.” Conclusion of this article are summarized in section “Conclusion and future research.”
Model building
The instantaneous production rate in a CFPN is defined as demand, which is measured in d units of products produced per unit time. To analyze the capacity of the CFPN, we emphasize the input flow of each workstation, where the input flow is defined as the input amount of raw materials/WIP that each workstation processes per unit time. For convenience, this article first concentrates on the case of two lines with a common workstation. Subsequently, the proposed techniques and algorithm are extended to the general case of more than two lines. To evaluate the reliability of the CFPN, some assumptions are addressed as follows:
Each inspection station (node) is perfectly reliable. The capacity of each workstation (arc) is a random variable according to a given probability distribution. The capacities of different workstations are statistically independent. Each defective WIP is reworked at most once by the same workstation.
AOA-formed representation
An AOA diagram is adopted to represent a production system with intersectional lines; each arc denotes a workstation consisting of several identical machines, and each node denotes an inspection station following the workstation. Let (
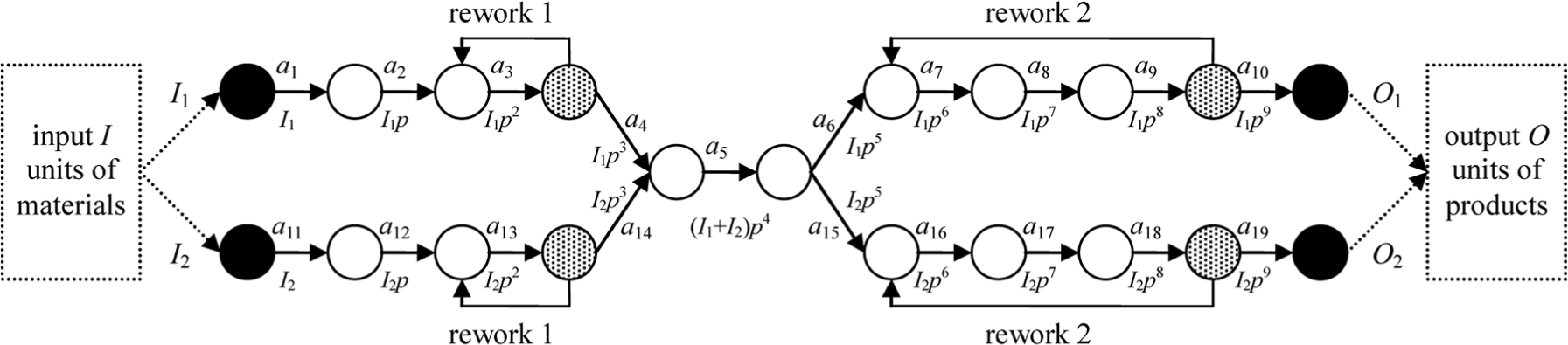
A production system in the form of AOA diagram.
In Figure 1, two black nodes in each line represent the input and output inspection stations, respectively. White nodes between two workstations denote the inspection stations for WIP to check whether the WIP can enter the next process or should be scrapped. The meshed nodes indicate that defective WIP inspected by these inspection stations can be reworked. The first reworking action is that defective WIP output from a3 (resp. a13) is reworked by itself, while the second reworking action is that defective WIP output from a9 (resp. a18) is reworked starting from a7 (resp. a16).
Revised transformation and decomposition techniques
The production system in the form of AOA diagram only provides the directions that WIP should enter. It is difficult to represent the amount of input flows from both the regular (without reworking) and the reworking processes by the AOA diagram. To analyze the input flows of each workstation, especially for the common workstation, this article modifies the transformation and decomposition techniques proposed in the study by Lin et al. 3 for the case of intersectional lines and multiple reworking actions.
The production system is transformed into a network-structured CFPN, as shown in Figure 2, in which the input amount of workstation is under each arc. In particular, dummy workstations
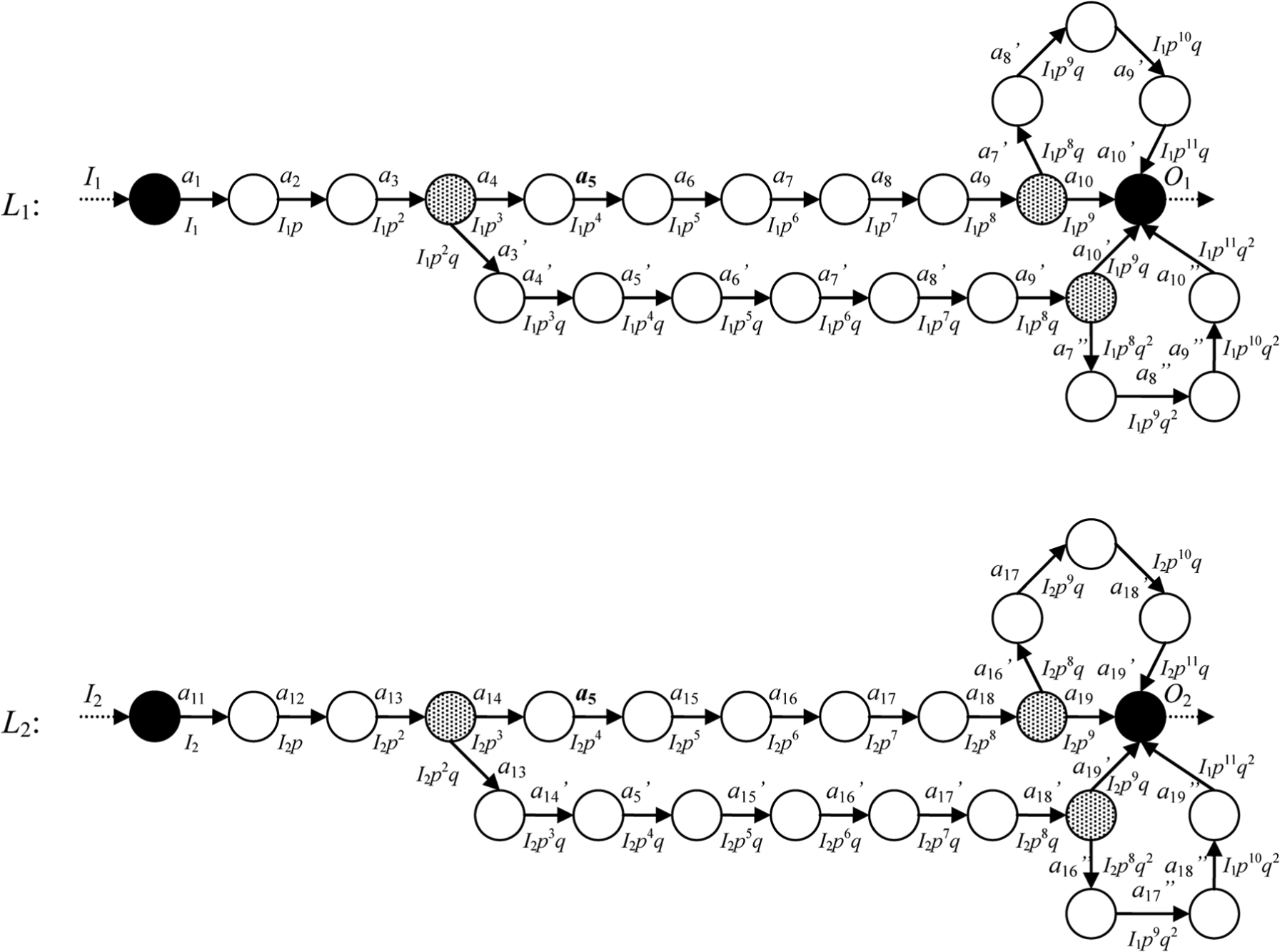
Network-structured CFPN.
To analyze the input flow of workstations, each line Lj is decomposed into several paths. The decomposition technique originally proposed in the study by Lin et al.
3
only considered one reworking action. However, while two reworking actions are considered, there are four combinations of paths: (a) production path without reworking action, (b) reworking path with the first reworking action, (c) reworking path with the second reworking action, and (d) reworking path with both the first and second reworking actions. In this article, combination (a) is termed general production path
Take L1 in Figure 2 for instance, the set {a1, a2, a3, a4,
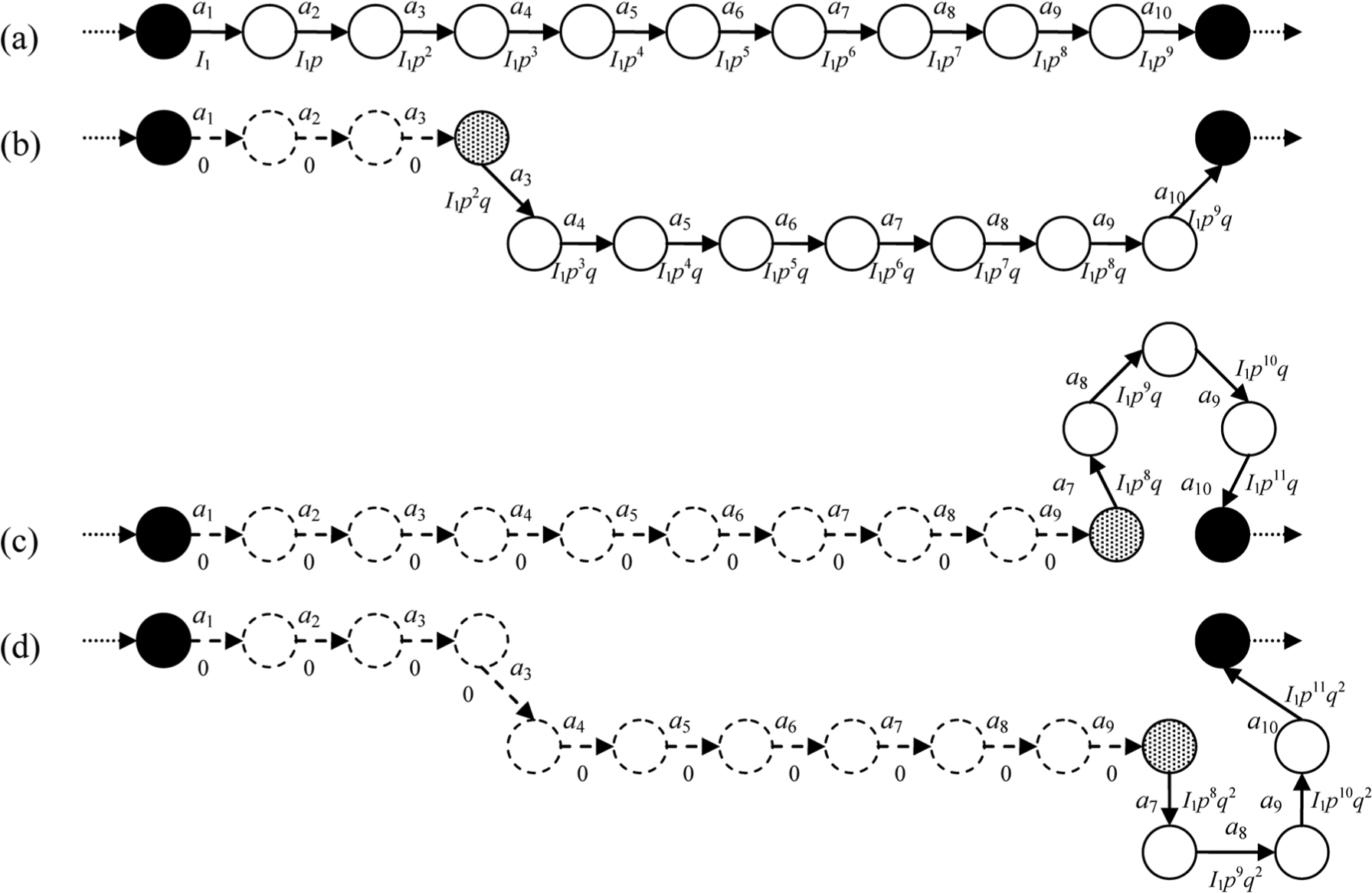
Decomposed paths for L1. (a) production path without reworking action, (b) reworking path with the first reworking action, (c) reworking path with the second reworking action, and (d) reworking path with both the first and second reworking actions
Flow analysis and reliability
The amount of raw materials should be determined prior to input flow analysis. Then, the input flow of each workstation is calculated in terms of the amount of raw materials. Based on the flow analysis, the reliability is determined to evaluate the demand satisfaction.
Input flow analysis
Let dj be the assigned demand for Lj and d1+d2 = d. Suppose that Ij units of raw material are able to produce Oj units of product for Lj; we intend to derive the relationship between Ij and Oj such that Oj satisfies dj. Note that Ij cannot exceed the maximum capacity M(Lj) of Lj, where M(Lj) = min{Mi|i: ai∈Lj}. That is, M(Lj) is determined by the bottleneck workstation at line Lj. Hence, we have the following constraint
Let n denote the number of workstations in Lj by taking ac into account. For instance, in Figure 1, we have n = n1 = n2+ 1 = 10 because

where the first term (Ijpn) is produced by
It is necessary that Oj≥dj for obtaining sufficient output that satisfies the assigned demand dj. Thus, we have the following constrain
For convenience, let
Once the input amount of raw materials is determined, the input flow analysis of each workstation can be derived.
To calculate the input flow of each workstation, we utilize
Constraint (5) indicates that the total amount of input flow entering ai does not exceed the maximal capacity Mi. The term
For the common workstation ac, the input flows are from both lines. Hence, the loading wc of ac should be modified as
Reliability evaluation
The reliability evaluation relies on the probability that each workstation can provide sufficient capacity to satisfy wi. According to the second assumption, the capacity of ai is a random variable, and thus, the production system is stochastic. Let xi denote the current capacity of ai, where xi takes possible values
The state xi satisfying wi indicates that ai provides a sufficient capacity.
Given the demand d, the reliability R(d) is the probability that output products from the CFPN are not less than d. That is, the reliability is Pr{X|V(X) ≥d}, where V(X) is defined as the maximum output under X. However, it is computationally inefficient to find all X such that V(X) ≥d and then accumulate their probabilities to obtain R(d). A capacity vector Y is minimal for d if and only if (a) V(Y) ≥d and (b) V(X) < d for any capacity vector X such that X < Y. Given {Y1, Y2, …, Yh}, the set of minimal capacity vectors capable of satisfying demand d, the reliability R(d) is
where Ω v = {X|X≥Yv}, v = 1, 2, …, h. Two algorithms, including a general algorithm, to generate all minimal capacity vectors are proposed in the following subsections.
Algorithm for two lines
Given two lines L1 and L2 with a common workstation ac (assumed ac is layout in L1) in which
Step 1. Find the maximum output for each path
where tj,
i
is the number of follow-up workstations after ai on
Step 2. Find the maximum output of the common workstation ac
If d≤Oc,max, go to Step 3; otherwise, stop (i.e. d > Oc,max indicates that the CFPN cannot satisfy such a demand level).
Step 3. Find the demand assignment (d1, d2) satisfying d1+d2 = d under constraint dj≤Oj,max.
Step 4. For each demand pair (d1, d2), do the following steps:
Step 4.1. Determine the amount of input materials for each line by
Step 4.2. Determine the input flows for each workstation ai. For ai∈Lj, the input flows are derived as follows
where sj,
i
is the order of ai on the general production path
Step 4.3. Transform input flows from general production paths and reworking paths into workstations’ loading vector
Step 4.4. For each workstation ai, find the smallest possible capacity xic such that
Step 5. Those Y obtained from Step 4 are the minimal capacity vectors for d.
Several methods may be applied to compute the reliability by equation (9), such as inclusion–exclusion method,7,17,18 state-space decomposition,19,20 and recursive sum of disjoint products (RSDP) algorithm.3,6,10 In practice, the RSDP algorithm demonstrates better computational efficiency than the other methods. 10 Hence, the RSDP algorithm is selected as the method to derive reliability herein.
Despite this article considers the same success rate p, the proposed models can be easily extended to the case of each workstation that possesses a distinct success rate. That is, we can replace the same success rate p by a distinct success rate pi of ai. For instance, input I1 units of raw material in L1, the products produced by
General algorithm for multiple lines
This section further addresses an extension case of more than two lines and more than one common workstation. A general algorithm is proposed to deal with CFPN with multiple lines. Given u lines, say L1, L2, …, Lu, in a CFPN and each line Lj consists of nj workstations, where j = 1, 2, …, u. When producing the same product type, m workstations, say ac1, ac2, …, acm, are utilized as common workstations. For each line, defective WIP output from r1th (resp. r2th) ordered workstation is reworked starting from previous k1 (resp. k2) workstations. The minimal capacity vectors for d are generated with the following steps:
Step 1. Find the maximum output for each path
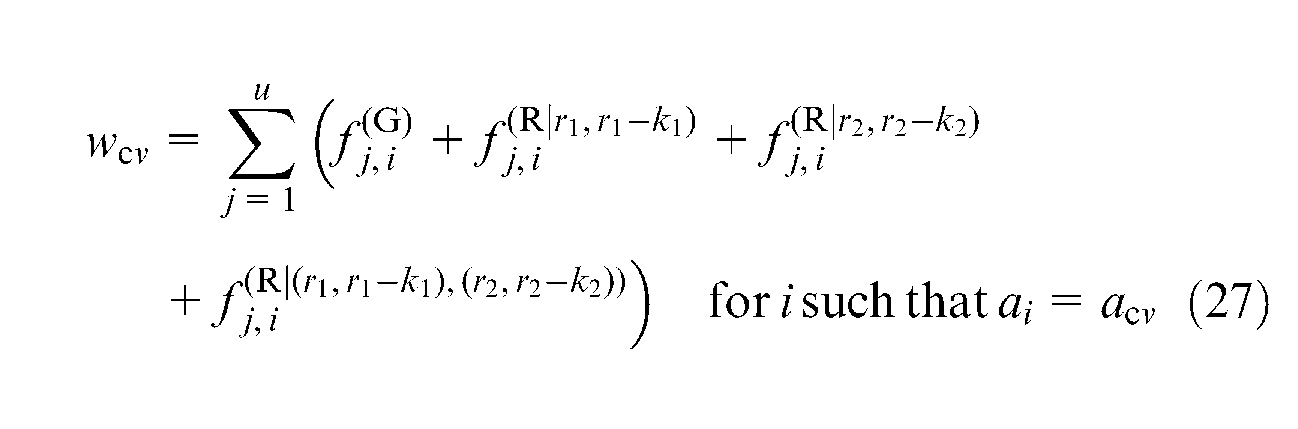
Step 2. Find the maximum output Ocv,max of the vth common workstation acv, where v = 1, 2, …, m
Step 3. Find the demand assignment (d1, d2, …, du) satisfying
Step 4. For each demand assignment (d1, d2, …, du), do the following steps.
Step 4.1. Determine the amount of input materials for each line by
Step 4.2. Determine the input flows for each workstation ai. For ai∈Lj, the input flows are derived as follows
Step 4.3. Transform input flows from general production paths and reworking paths into workstations’ loading vector
Step 4.4. For each workstation ai, find the smallest possible capacity xic such that
Step 5. Those Y obtained from Step 4 are the minimal capacity vectors for d.
Case study
In this section, a PCB production system is utilized to demonstrate the reliability evaluation procedure. The PCB production system consists of two lines (u = 2) and one common workstation (m = 1), which can be mapped into Figure 1.
PCB production process
For the single-sided board production, the input raw material is a board with a thin layer of copper foil. Generally, the regular production process of a PCB is starting from shearing workstations (a1, a11) in which the board is cut as a specific size. Subsequently, automated drilling workstations (a2, a12) drill holes through the board for mounting electronic components on it. After drilling, the deburring workstations (a3, a13) remove copper particles from the board and then the scrubbing workstations (a4, a14) are responsible for cleaning the board. Electroless copper plating workstations (
The capacity of each workstation is measured in number of boards processed per day (boards/day). For instance, the specification of a deburring machine is estimated as 300,000 ft2/month. That is, for the board size of 24″×24″, the capacity of the deburring machine is 75,000 boards/month (i.e. 2500 boards/day). A deburring workstation comprising four machines possesses five capacity states, say 0, 2500, 5000, 7500, and 10,000 (boards/day). The lowest level 0 corresponds to complete malfunction of all machines, while 10,000 will be the highest level when all machines operate successfully.
Reliability evaluation
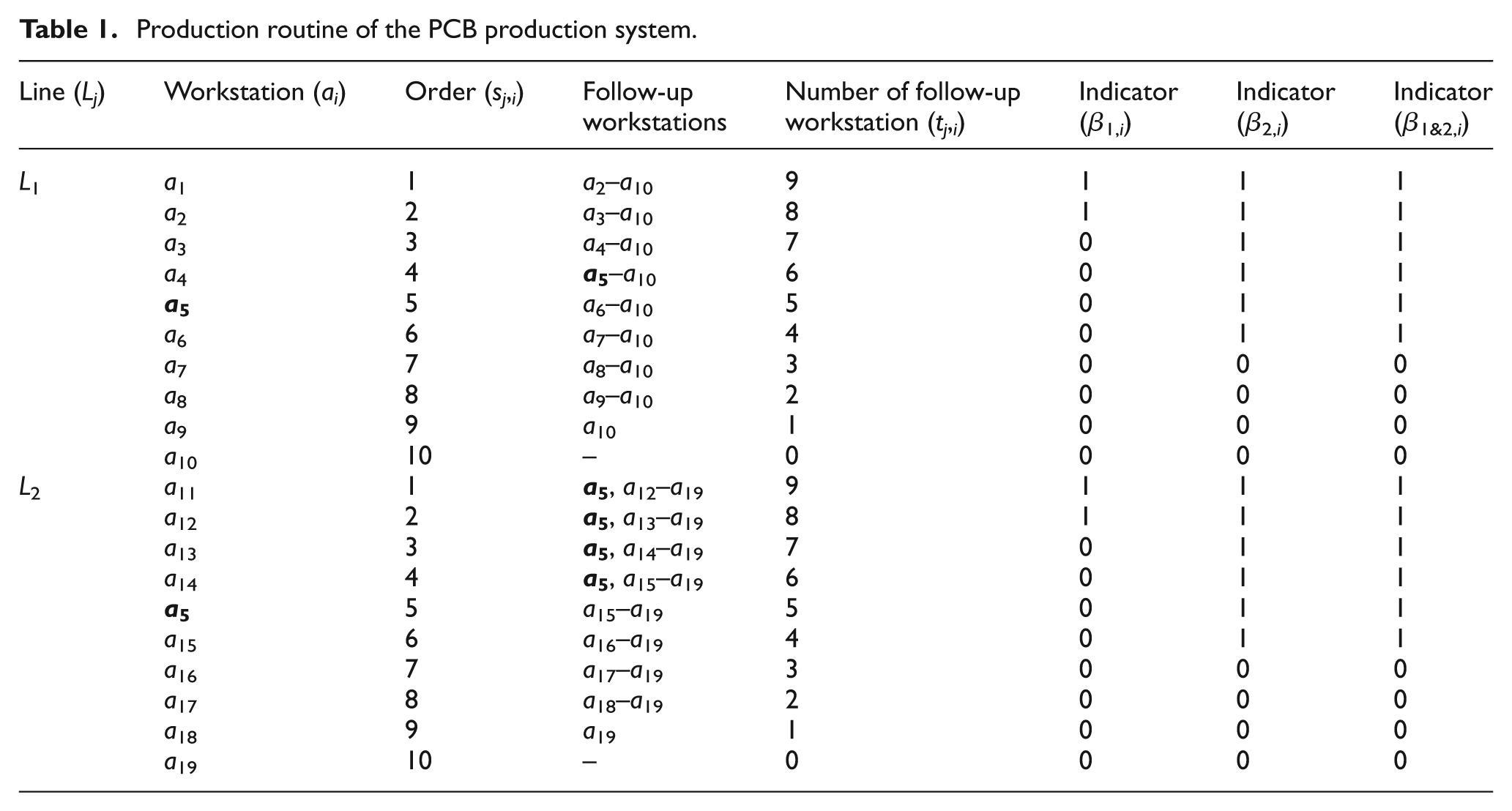
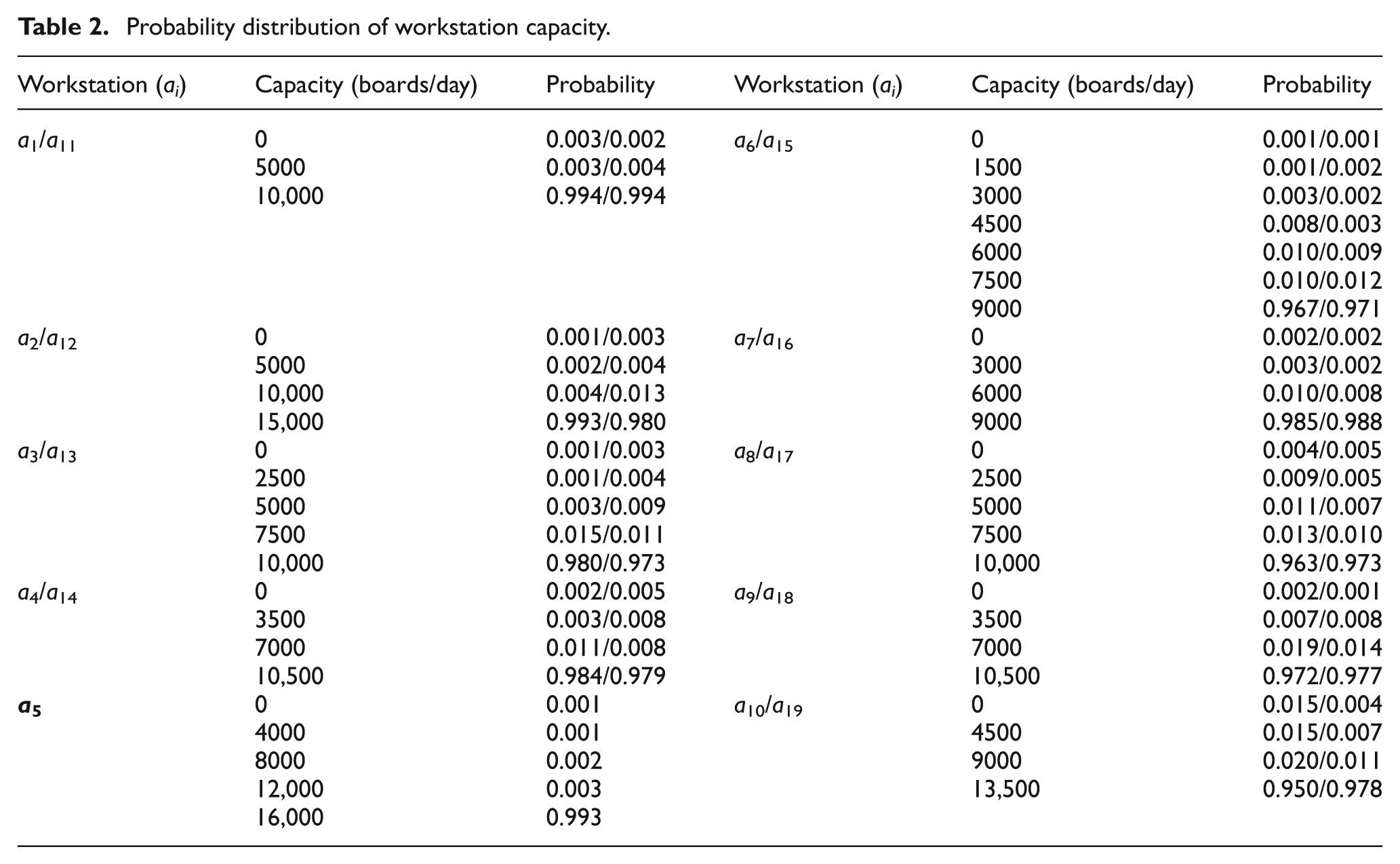
Production routine of PCB production system is provided in Table 1. The capacity distribution of workstation in Table 2 is in the form of probability mass function, indicating that each workstation can provide a certain capacity level with a corresponding probability. For instance, the probability of workstation
Production routine of the PCB production system.
Probability distribution of workstation capacity.
Suppose that the PCB production system has to satisfy the demand d = 12,000 (boards/day) in which output boards are batched by every 1000 units. Given a success rate p = 0.98, the reliability R(12,000) is derived with the following steps:
Step 1. Find the maximum output for each path
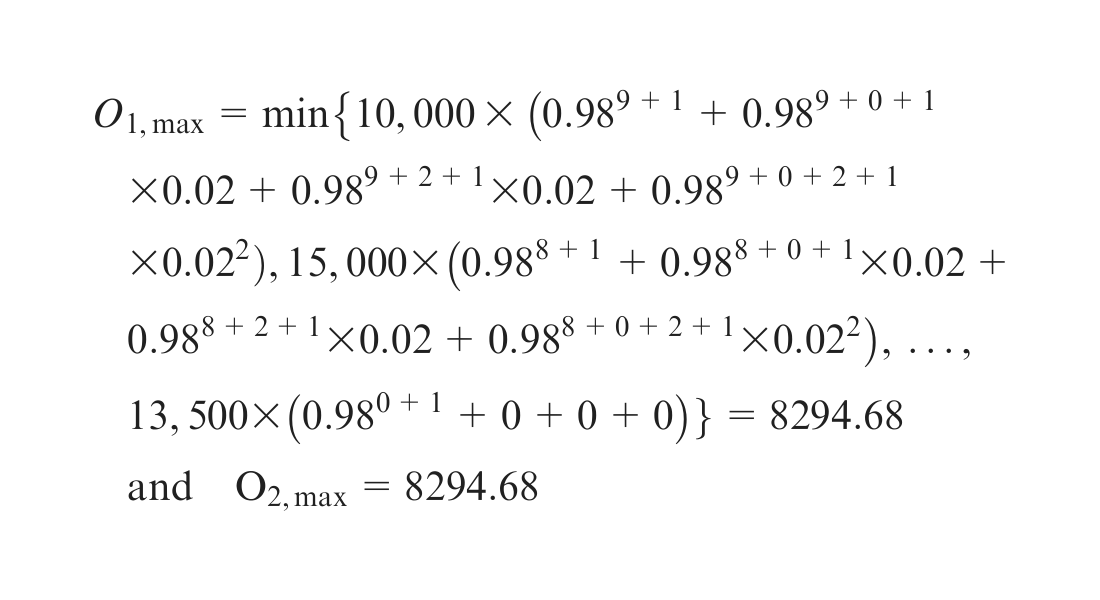
Step 2. Find the maximum output of the common workstation ac

Step 3. Find the demand assignment (d1, d2) satisfying d1+d2 = 12,000 under constraints d1≤ 8294.68 and d2≤ 8294.68. Since the output boards are batched by every 1000 units, the feasible demand pairs are D1 = (8000, 4000), D2 = (7000, 5000), D3 = (6000, 6000), D4 = (5000, 7000), and D5 = (4000, 8000).
Step 4. For each demand pair (d1, d2), do the following steps:
(a) For D1 = (8000, 4000)
Step 4.1a. Determine the amount of input materials for each line by
where the overall success rate of L1 is
Results of Step 4 for (d1, d2) = (8000, 4000).
Minimal capacity of
Step 4.2a. For demand pair D1 = (8000, 4000), the input flow of each workstation is shown in Table 3 (see the row of fj, i ).
Step 4.3a. Transform input flows from both general production path and reworking paths into the workstations’ loading vector W1 = (9418.16, 9229.80, 9226.11, 9041.59, 8860.75+4430.38, 8683.54, 8673.33, 8499.86, 8329.86, 8163.27, 4709.08, 4614.90, 4613.05, 4520.79, 4341.77, 4336.66, 4249.93, 4164.93, 4081.63). The calculation of common workstation is italicized. The calculation process is summarized in Table 3 (see the row of wi).
Step 4.4a. For demand pair D1 = (8000, 4000), the minimal capacity vector Y1 = (10,000, 10,000, 10,000, 10,500, 16,000, 9000, 9000, 10,000, 10,500, 9000, 5000, 5000, 5000, 7000, 4500, 6000, 5000, 7000, 4500). The calculation process is summarized in Table 3 (see the row of yi).
(b) For D2 = (7000, 5000)
Step 4.1b. Determine the amount of input materials for each line by
Step 5. Five minimal capacity vectors for d = 12,000 are obtained from Step 4. The results are summarized in Table 4.
Minimal capacity vectors generated.
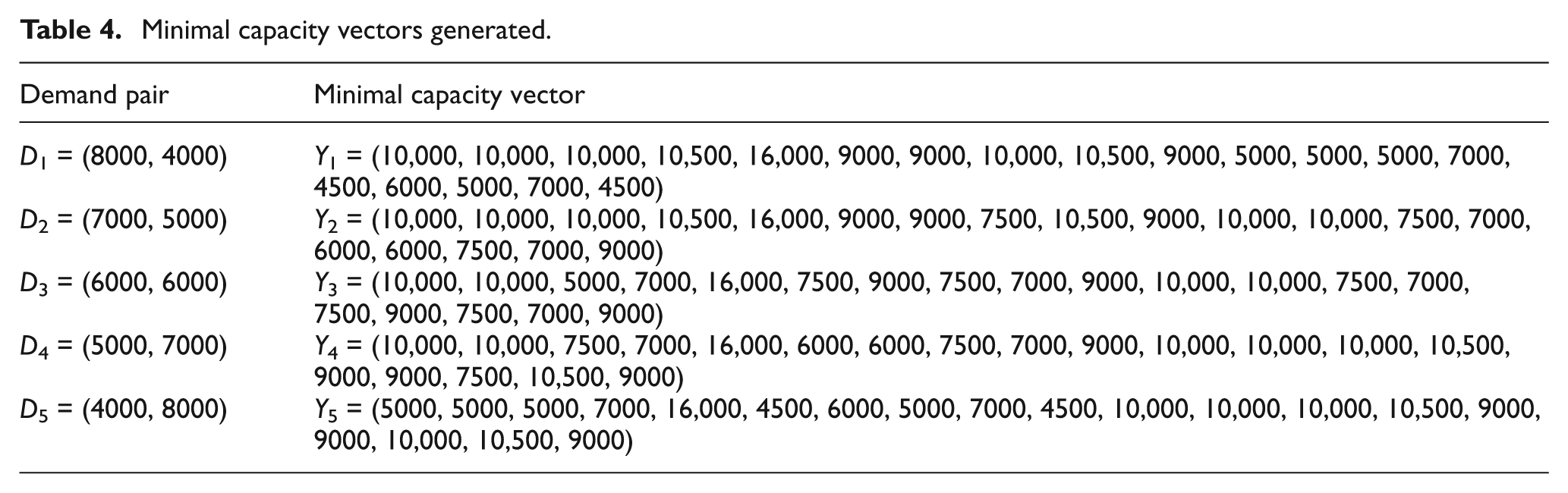
After obtaining all minimal capacity vectors for d = 12,000, we suppose that Ω1 = {X|X≥Y1}, Ω2 = {X|X≥Y1}, …, and Ω5 = {X|X≥Y5}. The reliability R(12,000) = Pr{Ω1∪Ω2∪Ω3∪Ω4∪Ω5} = 0.87670 is derived by the RSDP algorithm. It means that the PCB production system can produce 12,000 boards/day with a probability of 0.87670.
Conclusion and future research
To evaluate the reliability for a more practical production system, this article modified the previous work, 3 which was proposed only for parallel-line production systems without common workstation, to the case of intersectional lines and multiple reworking actions. The performance evaluation process is summarized as a three-phase flow chart, as shown in Figure 4. In the model construction phase, the production system is constructed as a network-structured CFPN by revised transformation and decomposition techniques. This CFPN is beneficial for the capacity analysis phase, such as determinations of input raw materials, maximum output of each line, and input flow of each workstation. In particular, the proposed techniques can deal with the common workstation whose input flows are from different lines. In the phase of minimal capacity vector generation, two simple algorithms are developed to generate all minimal capacity vectors that workstations should provide to satisfy demand d. In terms of such vectors, the reliability is evaluated in the third phase. According to the reliability, the production manager could conduct a sensitivity analysis to investigate the most important workstation in the CFPN to improve the reliability. The production manager can find the most sensitive workstation that decreases the reliability most, and such a workstation is the most important part of the CFPN.
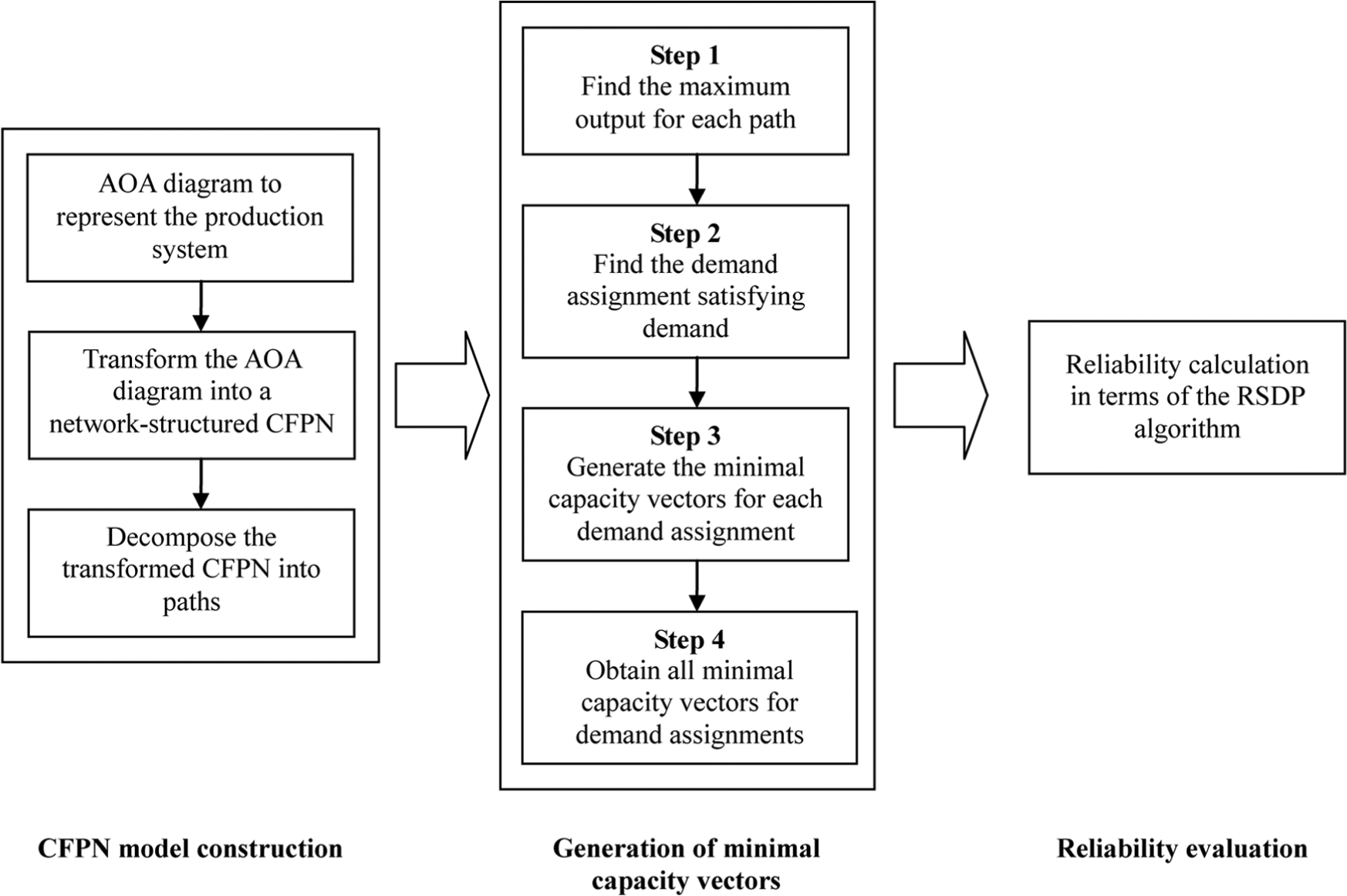
Procedure to evaluate the reliability.
The limitation of the proposed methodology is that we primarily focus on two reworking actions at each line. When adopting the proposed methodology, the topology will become very complex if there are many reworking actions. For instance, there are eight decomposed paths for three reworking actions, including one general production path, three single-reworking paths, three double-reworking paths, and one triple reworking path. Future research may pursue an estimation method for the case of more than two reworking actions. Theoretically, the proposed methodology in this article is possible to deal with the case of more than two reworking actions once all the decomposed paths are obtained. However, it is very complicated to develop a general model, and hence, an estimation method should be developed in the future.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported in part by the National Science Council, Taiwan, Republic of China, under Grant No. NSC 99-2221-E-011-066-MY3.