
Abstract
A diamond wire sawing process was developed for slicing granite in order to complement the disk sawing. Machining characteristics and tool wear during wire sawing of a granite material that consists of three major minerals, that is, quartz, feldspar and mica, were systematically investigated. The material removal mechanism involved in the sawing was explored. The scanning electron microscope examination of the sawn surfaces of the granite and the analysis of the force and temperature involved in the sawing process indicated that the material removal of the granite was dominated by brittle fracture. The typical cleaving and slipping behaviors of feldspar and mica associated with sawing resulted in unique morphologies on the sawn granite surfaces. The tool wear of the process was characterized by the nonuniform wear of diamond beads impregnated on the wire, with the fore end of the diamond beads experiencing greater wear than the rear part.
Introduction
Segmented diamond tools for wire and disk sawing have been used in the processing of natural stones for more than 40 years ago. 1 The application of such tools has made great impact on the stone processing industry as it enabled significant increase in productivity, which in turn led to a high demand for industrial diamonds. Diamond wire sawing was first introduced in the marble quarry to replace the technologies based on thermal jets or blasting that often had a low yield. It was rapidly becoming the first choice of tooling for the quarrying of rock due to its high extraction rate, great yield, cost competitiveness and environmental benefit. 2 Combined with computer numerical control (CNC) technology, the wire sawing had been widely used for special surface machining of natural stones, where low efficient and high cost were often associated with the circular disk sawing. 3 With the development of multiwire sawing technology, wire sawing could further be used for finish slicing of large-size stones as a replacement for the steel shot frame sawing. 4 Except for stone processing, wire sawing could also be employed for machining steel components. 5
To improve the sawing performance and reduce the cost, a great effort has been directed toward understanding the machinability of natural stones and developing efficient tooling for granite sawing. For example, Butler-Smith et al. 6 evaluated the performance of individual beads using an apparatus specially designed for bead wear and friction testing. Their work provided the fundamental knowledge on bead wear in sawing, though some of the results could be quite different from the practical sawing. Özçelik and Bayram 7 examined the effect of rock type on tool wear in marble quarrying and explored the effect of number and distribution of diamond abrasives on beads on the sawing performance. More recently, the performance of diamond wire sawing in the quarrying of marble was numerically investigated using a neural network approach. 8 The effect of machining parameters, such as wire speed, feed rate, cutting length and segment diameter, on the sawing force was investigated in the diamond wire sawing of concrete and rock.9–12 However, as the previous research focused more on the development of pragmatic processes and tooling for sawing efficiency, little was done on the removal characteristics and tool wear mechanism involved in this process. The fundamental and systematic understanding of the removal responses to sawing conditions is still lacking, if the full potential of this process needs to be taken.
This article reports our recent systematic research on the machining characteristics, material removal mechanism and tool wear in the granite sawing. The sawing tests were performed on our specially developed apparatus using a steel wire impregnated with diamond beads. The force, temperature and surface roughness under various sawing speed and feed rate were analyzed. The wear of the diamond beads was evaluated in terms of bead diameter, grit protrusion height and wear ratio during the entire wire life. The material removal mechanism of the specific granite associated with the sawing process was discussed.
Experimental details
Sawing experiments
Wire sawing experiments were performed on a developed apparatus with a spindle power of 5.5 kW, as illustrated in Figure 1. The diamond wire was 6 m long, with a maximum wire speed of 45 m/s. The wire tension of 1.5 kN was selected after the preliminary sawing test, which ensured that the wire remained almost straight (without apparent bow) during sawing. The wire had 37 abrasive beads per meter length. The cylindrical diamond beads were 9 mm in diameter and 6.5 mm in length, which contained diamond abrasives of mesh size of 40/50 (in US standard) and had a diamond concentration of 7.5 volume percentage. The gap between two adjacent beads was approximately 20 mm, giving a diamond bead ratio (λ is the bead length over 1 m of wire length) of 0.24. Prior to sawing, diamond beads were dressed by gently rubbing a refractory brick installed on the machine for 20 min until the diamond grits were fully exposed. The wire speed and the feed rate for dressing were kept constant at 20 m/s and 20 mm/min, respectively.
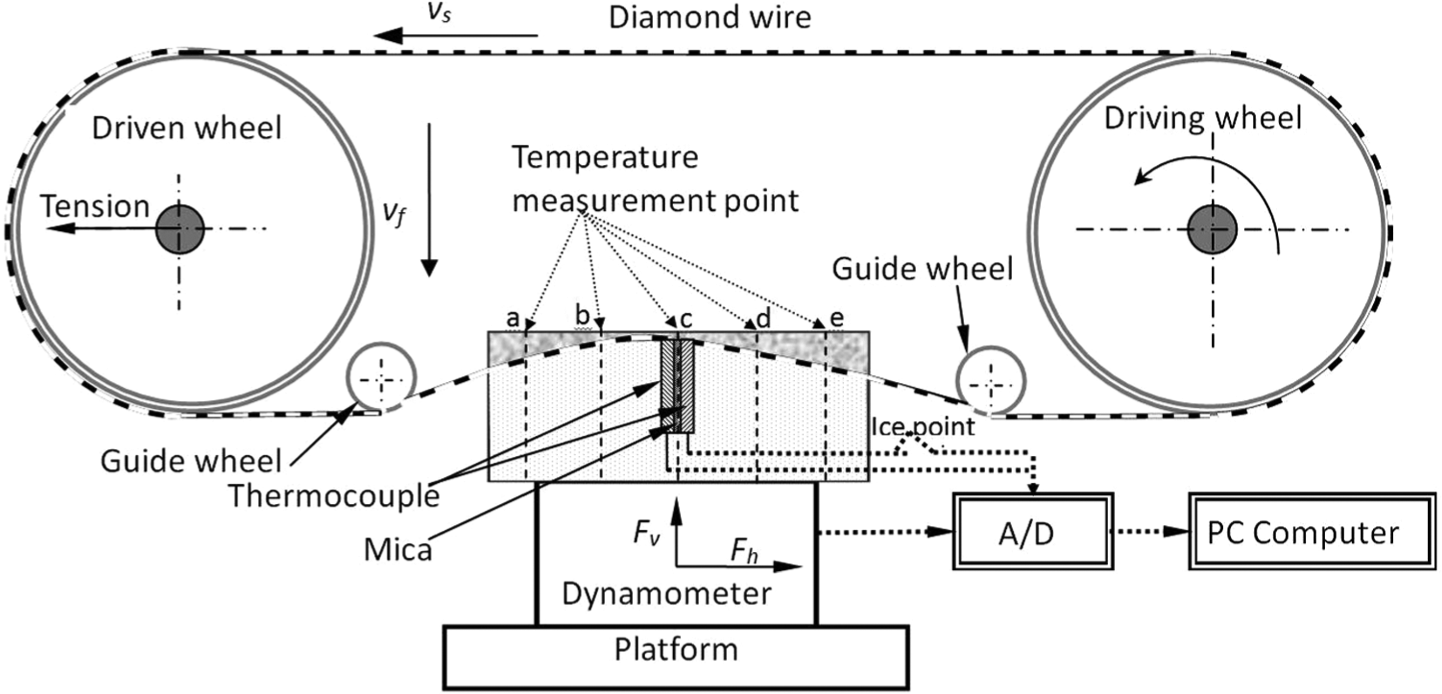
The wire sawing setup.
The workpiece material is natural granite (G603), which has a fine and compact texture. The grain size of the granite ranged from 1.0 to 1.5 mm in diameter. Its composition and mechanical properties are summarized in Table 1. The rectangular specimens for testing were 500 mm long, 250 mm wide and 300 mm thick.
Compositions, mechanical and thermal properties of the workpiece.
Various sawing speeds, vs, of 20, 25, 30, 35 and 40 m/s were used, and different feed rates, vf, of 5, 10, 15, 20 and 25 mm/min were employed to examine their effect on the sawing performance and machined surface quality. Water coolant was employed at a constant flow rate of 0.25 L/s.
Surface characterization
The side machined surfaces were examined using a scanning electron microscope (SEM Leo 1530). Prior to examination, the specimens were cleaned with acetone in an ultrasonic bath for at least 30 min and then gold coated for examination. The roughness of the machined surfaces was measured perpendicular to the sawing direction using a surface roughness tester (MahrSurf XR20). A traverse length of 5.6 mm, with the standard 0.8 mm cutoff, was used. Ten random locations were chosen for each specimen, and the average value and standard deviation were calculated.
Force measurement
Horizontal and vertical sawing forces, Fh and Fv, were measured using a piezoelectric dynamometer (Kistler 9255B), which was installed underneath the workpiece, as shown in Figure 1. Force signals from the dynamometer were recorded using a recorder (DEWE-2010) with a sampling frequency of 3 kHz and were then processed with a MATLAB filter with a cutoff frequency of 10 Hz to remove the high-frequency noise.
Temperature measurement
Sawing zone temperature was measured using machinable foil thermocouples that consisted of a pair of rectangular chromel–alumel foils of 0.1 mm thickness and 1.6 mm width, insulated by a mica foil of 0.03 mm thickness. 13 To improve the quality of temperature signals, the workpiece surfaces in contact with the thermocouples were ground and polished, so a good contact could be formed. The cold junction was immersed into ice water during measuring. The temperature signals were sampled at 10 kHz. During sawing, five thermocouples were distributed along the sawing zone, so the temperatures along the long sawing arc could all be measured. The gap between the two adjacent thermocouples was 100 mm, and the two side thermocouples were 50 mm away from the specimen edge, as shown in Figure 1. The temperature measurement was carried out in dry condition as coolant could significantly affect the measurement. 14 Thus, such measurement would overestimate the temperature in actual sawing.
Wear measurement
To assess the wire wear, new wires with the same dressing process mentioned above were used. The wire speed and the feed rate were kept constant at 20 m/s and 20 mm/min, respectively, for wear testing, aiming at achieving an estimation of tool wear under normal sawing conditions. For each 10-h sawing, three parameters, including bead diameter, diamond grit protrusion height and diamond grit morphology, were examined until the end of tool life. The bead diameters at the two ends and in the middle were measured; 40 beads were measured for one wire. Average values and standard deviations were given. The protrusion height of diamond grits is defined as the distance between the top of the grit and the lowest surface surrounding the grit, as shown in Figure 2. Grit protrusion heights of diamond grits were measured by use of a three-dimensional (3D) imaging system (Hirox KH-1000). The grits were observed at a magnification of 500×. The distance that the lens moved from the focal point of the grit top to that of the lowest surface gave the protrusion height. More than 500 diamond grits were measured, and the average value was computed. The morphologies of the worn beads were examined using both the 3D imaging system and an SEM (Leo 1530).
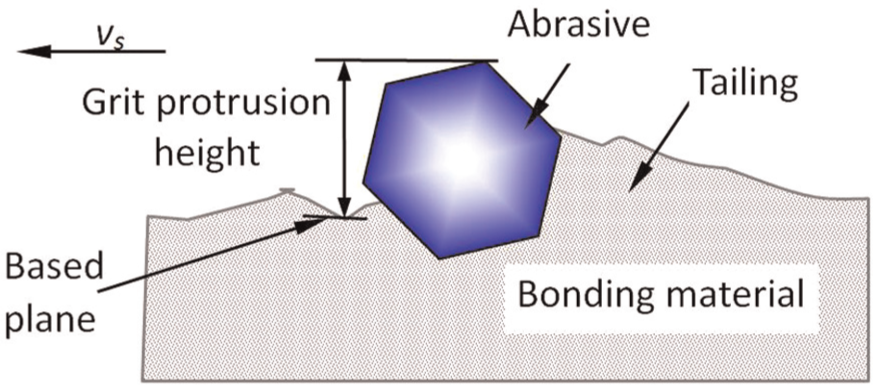
Illustration of the grit protrusion height measurement.
Results
Sawn surface characteristics
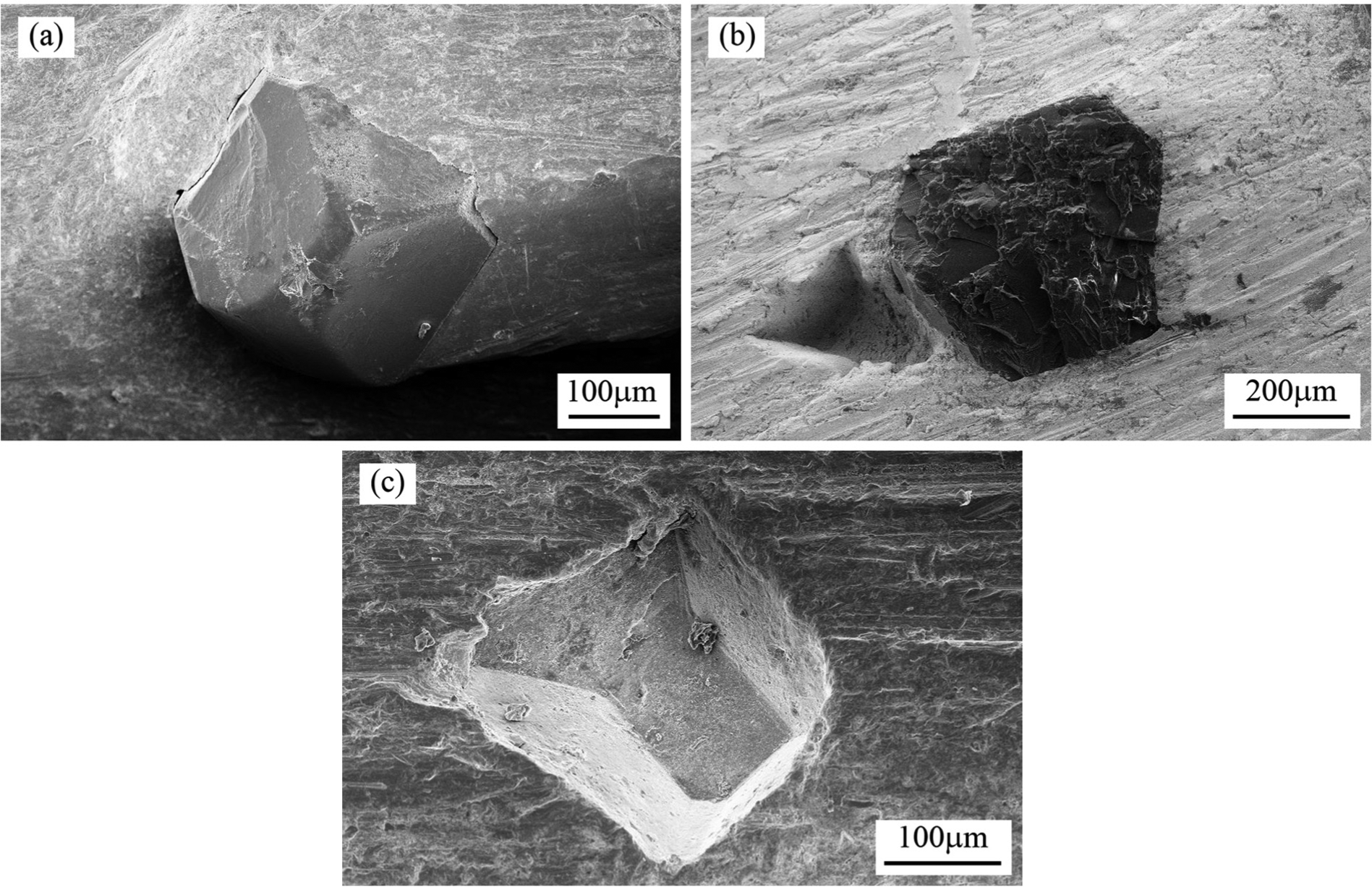
The SEM micrographs of the surfaces sawn at different wire speeds are shown in Figure 3. All the surfaces appear being generated via brittle fracture. Visually, the machined surfaces exhibited similar characteristics for all the sawing conditions used, indicating that the conditions used in this study had little effect on the surfaces being generated. Figure 4(a) showed the detailed SEM examination of the quartz surfaces after sawing, where plowing striations and smeared scratches were observed. Figure 4(b) showed the cleavage terraces and slip line features on the feldspar surfaces, while a unique layered structure was found on the sawn mica area in Figure 4(c). The roughness of the sawn surfaces was measured, and the roughness data were plotted in Figure 5. The surface roughness values have a relatively great variation. It appears that the effect of wire speed or feed rate on the surface roughness was insignificant.
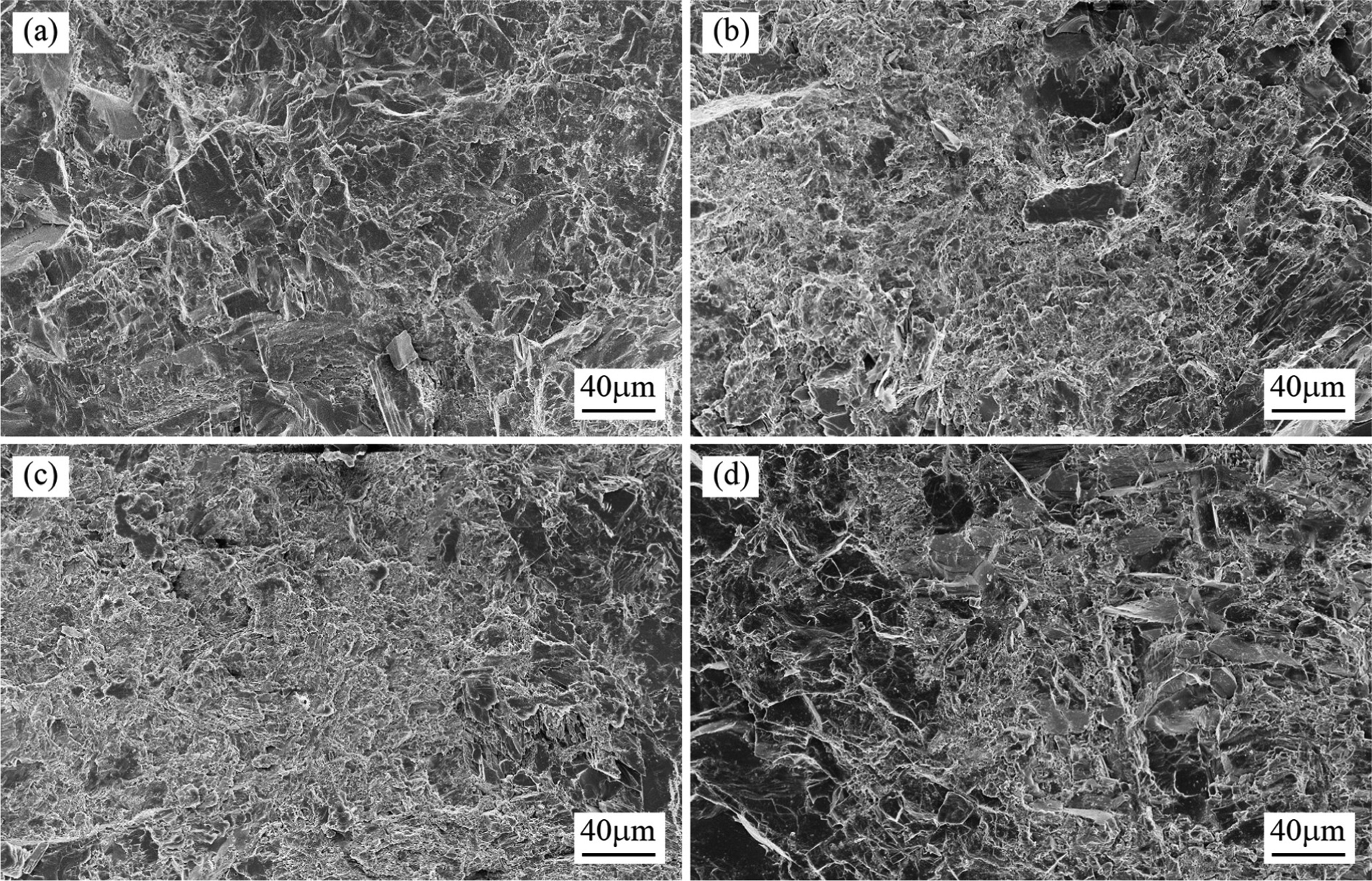
Surface characteristics of the granite after sawing at a feed rate of 15 mm/min and different wire speeds of (a) 20, (b) 30, (c) 35 and (d) 40 m/s.
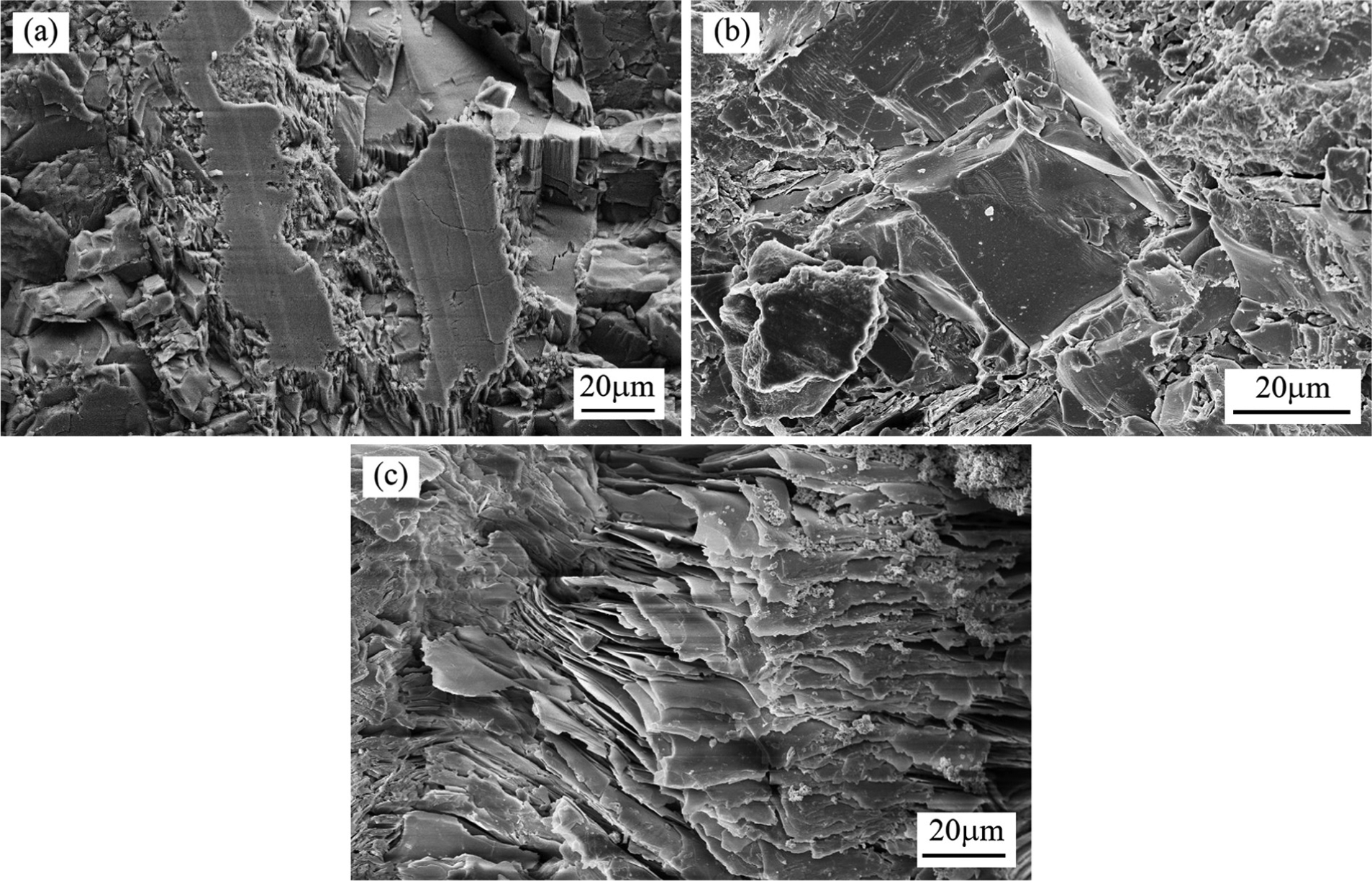
Sawn surfaces of (a) quartz, (b) feldspar and (c) mica.
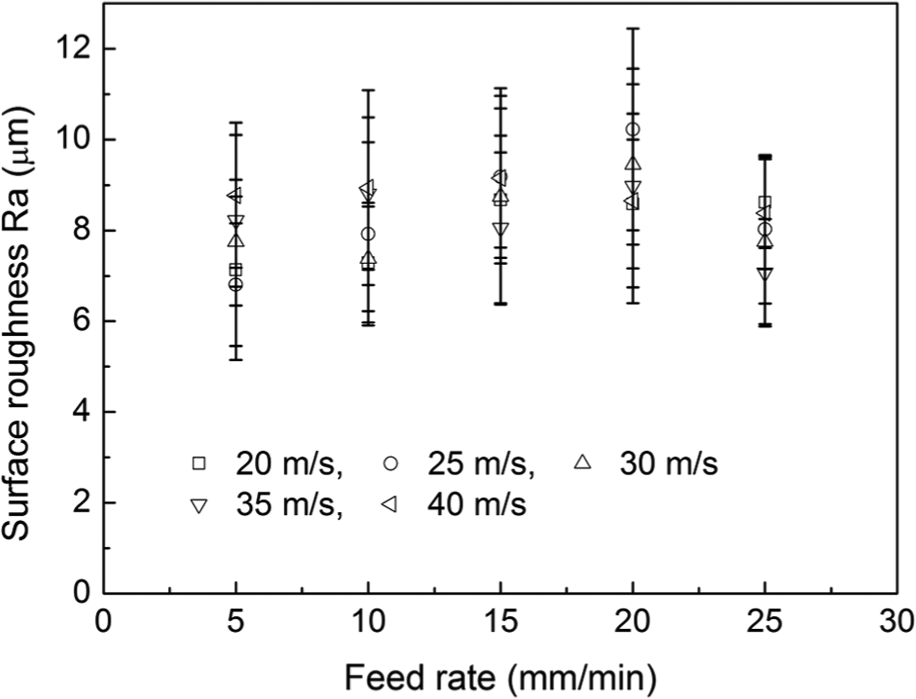
Effect of feed rate and wire speed on surface roughness.
Sawing force
Typical time histories of the horizontal and vertical sawing forces are shown in Figure 6. Both forces increased with the progress of sawing at the beginning stage. When the diamond wire and the workpiece were fully contacted, the contact length remained constant, so the sawing forces became stable. The vertical force curve appears smoother than the horizontal force.
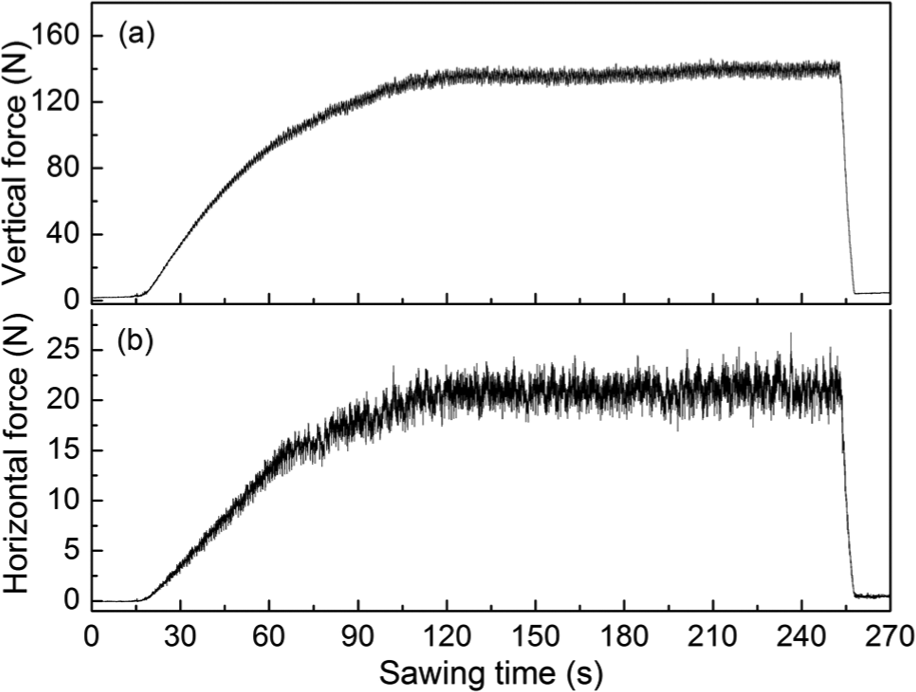
Typical time histories of (a) vertical and (b) horizontal sawing forces, where a wire speed of 35 m/s and a feed rate of 10 mm/min were used.
The effects of feed rate and wire speed on the sawing forces are shown in Figure 7. It is seen that the increase in feed rate significantly increased both horizontal and vertical forces for all the wire speeds used. In Figure 7(a), it can also be seen that the horizontal force was affected by wire speed, with a slower wire speed generating a greater force. However, the effect of wire speed on the vertical force was insignificant, as shown in Figure 7(b). The feed rate seemed to have more influence on sawing forces than the wire speed.
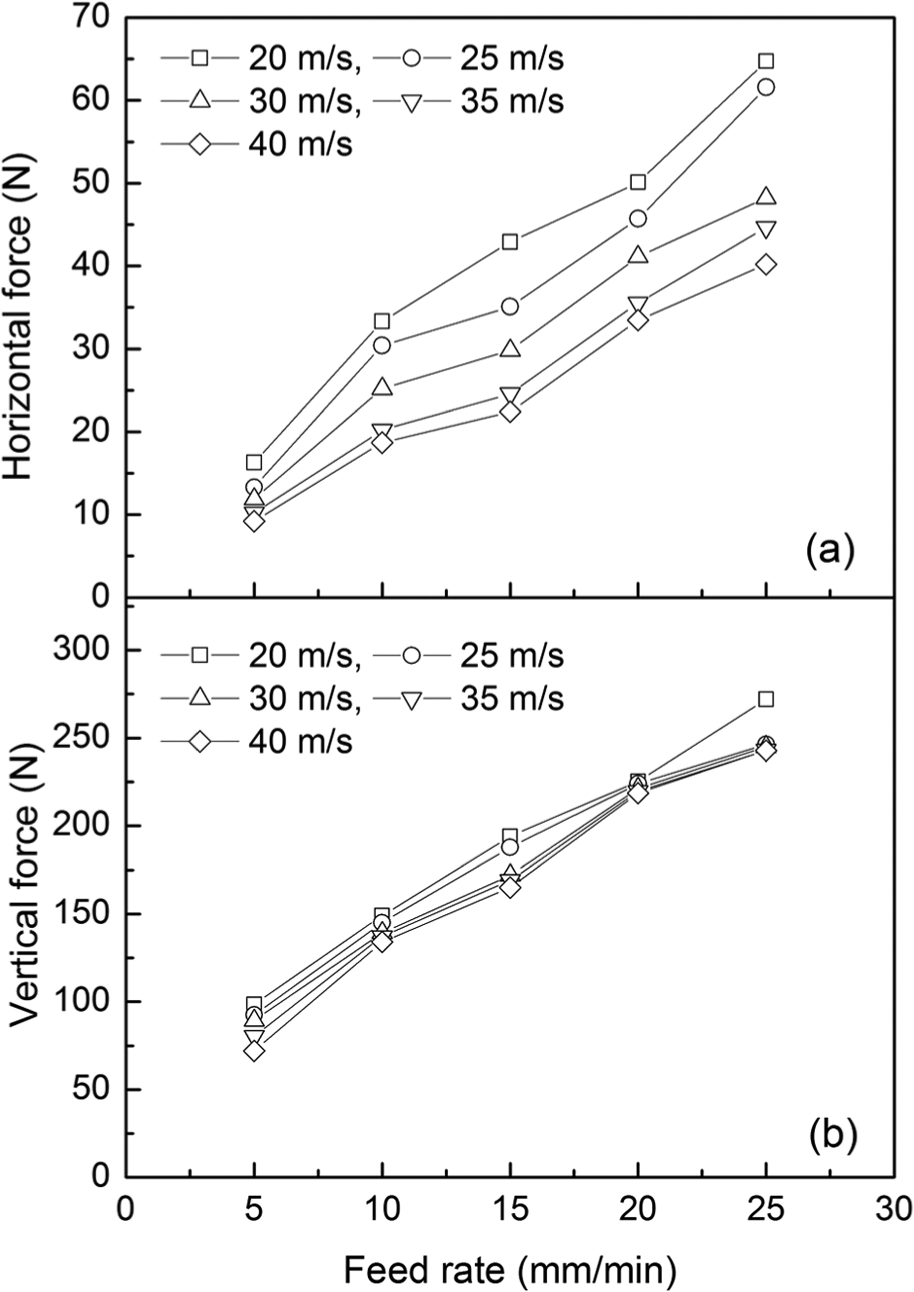
Effect of feed rate and wire speed on (a) horizontal and (b) vertical sawing forces.
Sawing temperature
Typical temperature signals obtained from the sawing process are shown in Figure 8. The signals were noisy, consisting of high-frequency “spikes” superposed on a “background” signal, as shown in Figure 8(a). The “spikes” corresponded to the spontaneous temperatures varied between 350 °C and 500 °C. It should be noted that the temperature was measured under the dry sawing condition (i.e. without coolant). In the actual sawing process, coolant was on and the sawing temperature was expected to be much lower. Therefore, abnormal wear caused by diamond graphitization should not occur. The spikes were attributed to the thermal effect resulted from the direct contacts of diamond beads with the workpiece, and the “background” temperature was attributed to the accumulated effect of those spontaneous thermal loads.
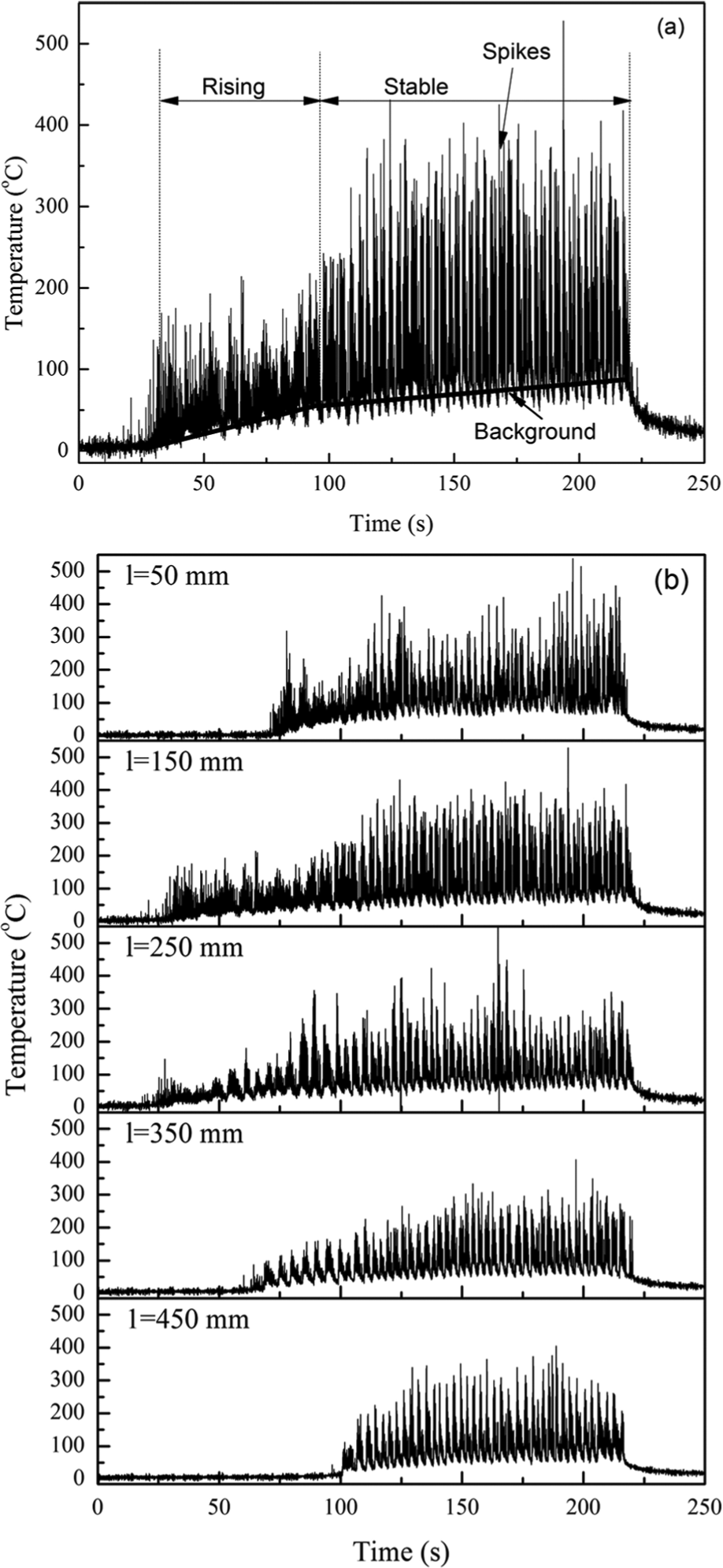
(a) Typical temperature time history during sawing and (b) the temperature signals obtained at different measurement points, where a wire speed of 25 m/s and a feed rate of 15 mm/min were used.
Figure 8(b) shows the temperature signals obtained from the five different locations along the sawn workpiece surface (see Figure 1), which exhibited similar characteristics. It can also be seen from Figure 8(b) that the background temperature increased with the progress of the sawing. Based on the rising rate in background temperature, two distinct periods could be observed, namely, rising and stable periods. The background temperature in the rising period increased more significantly than that in the stable period. Therefore, in this study, the background temperature values of the five locations in the stable period were averaged to measure the thermal effect on the sawing process.
The effect of wire speed and feed rate on the average temperature is shown in Figure 9. All the average values are below 120 °C, significantly lower than the spontaneous temperatures. The average temperature increased with the increase in feed rate for all the wire speeds used. The increase was steady when the feed rate was smaller than 20 mm/min, but an abrupt rise occurred when the feed rate reached 25 mm/min. Apparently, greater wire speed had resulted in higher temperature during sawing. However, the speed effect was less significant when the smaller feed rate was used.
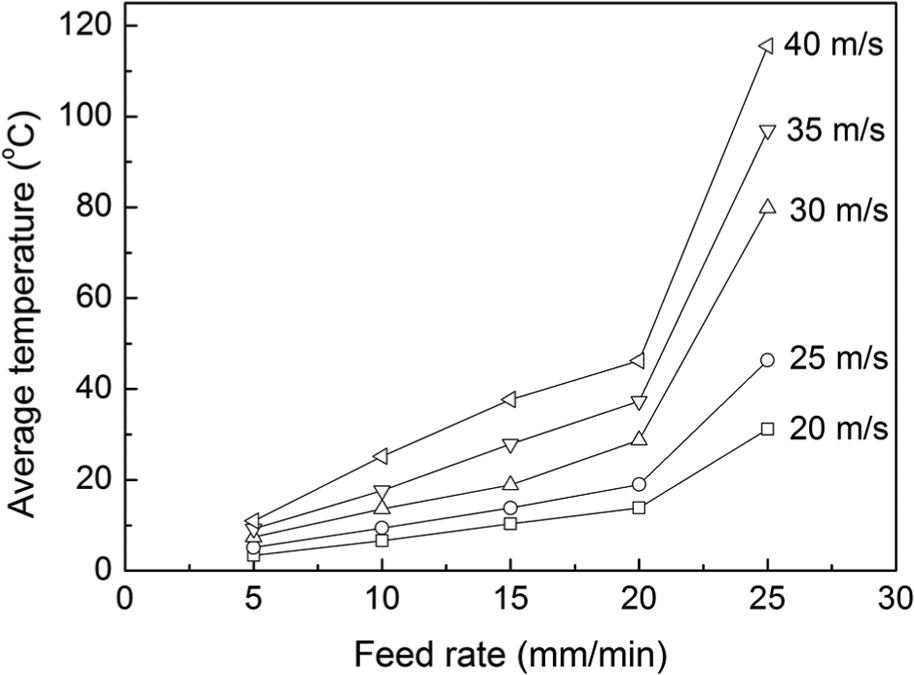
Effect of feed rate and wire speed on the sawing temperature.
Wire wear
Wear characteristics of beads
The bead wear was examined and measured after sawing of 128 h. As shown in Figure 10, the shape of the diamond bead changed from cylindrical (Figure 10(a)) into conical (Figure 10(b)). The fore end of the bead (which contacted the workpiece first) wore more than that of the rear end. The SEM examination indicated that deeper scratches were observed on the bead surface at the fore end (Figure 10(c)) than that in the middle (Figure 10(d)).
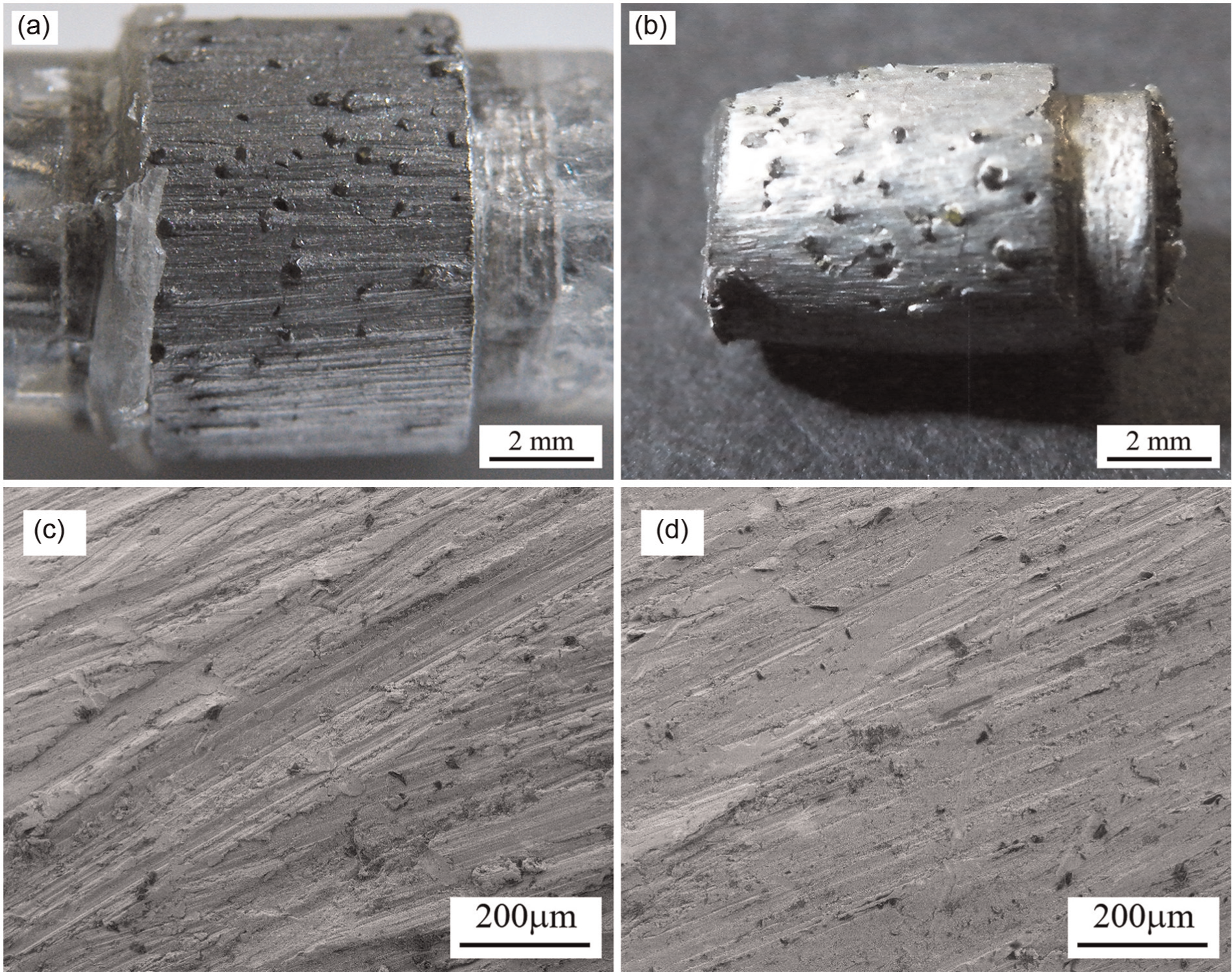
(a) A diamond bead prior to sawing, (b) the bead after sawing of 128 h and the worn bead surfaces (c) at the fore head and (d) in the middle. A wire speed of 20 m/s and a feed rate of 20 mm/min were used.
The reduction in diameters of a diamond bead at the fore end, the middle and the rear end were monitored and are plotted in Figure 11. As expected, the reduction in the three diameters increased with the progress of sawing. Nevertheless, the wear (in terms of the diameter reduction) at the fore end was much greater than that in the middle and at the rear end.
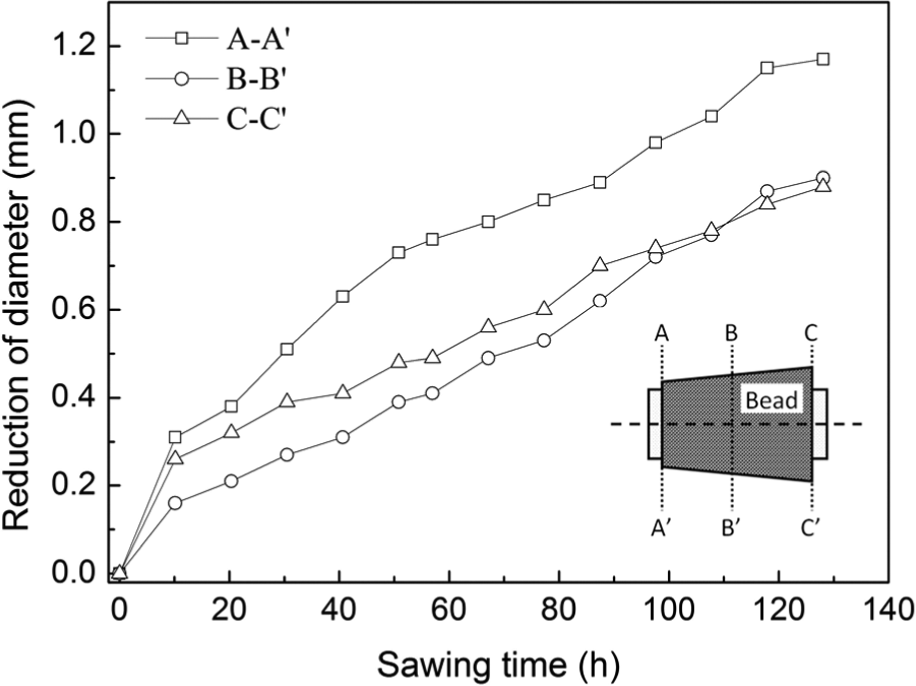
The reduction in bead diameter plotted against sawing time, where a wire speed of 20 m/s and a feed rate of 20 mm/min were used.
Wear characteristics of diamond abrasives
Three representative types of diamond abrasive grits were observed on a worn bead surface, which were named as unbroken diamond grits, fragmented grits and pullouts. As shown in Figure 12(a), the unbroken diamond grit protruded above the bead surface, exhibiting some attrition wear but without significant damage. In Figure 12(b), the diamond grit appeared to be severely eroded, where obvious fragmented features could be seen on its top surface. Figure 12(c) shows the evidence of a pullout, where a worn grit was pulled out of the bead surface.
Typical diamond grits on a diamond bead after sawing: (a) unbroken, (b) fragmented or microfractured and (c) pullout.
Figure 13 shows the percentages of the unbroken and the fragmented grits and the pullouts at the two ends and in the middle of a diamond bead. For this assessment, seven beads were tested and the average value was computed. The unbroken abrasives decreased significantly at the beginning of sawing and then remained stable for the rest of sawing. However, the pullout increased at the beginning of sawing but reached a stable period later.
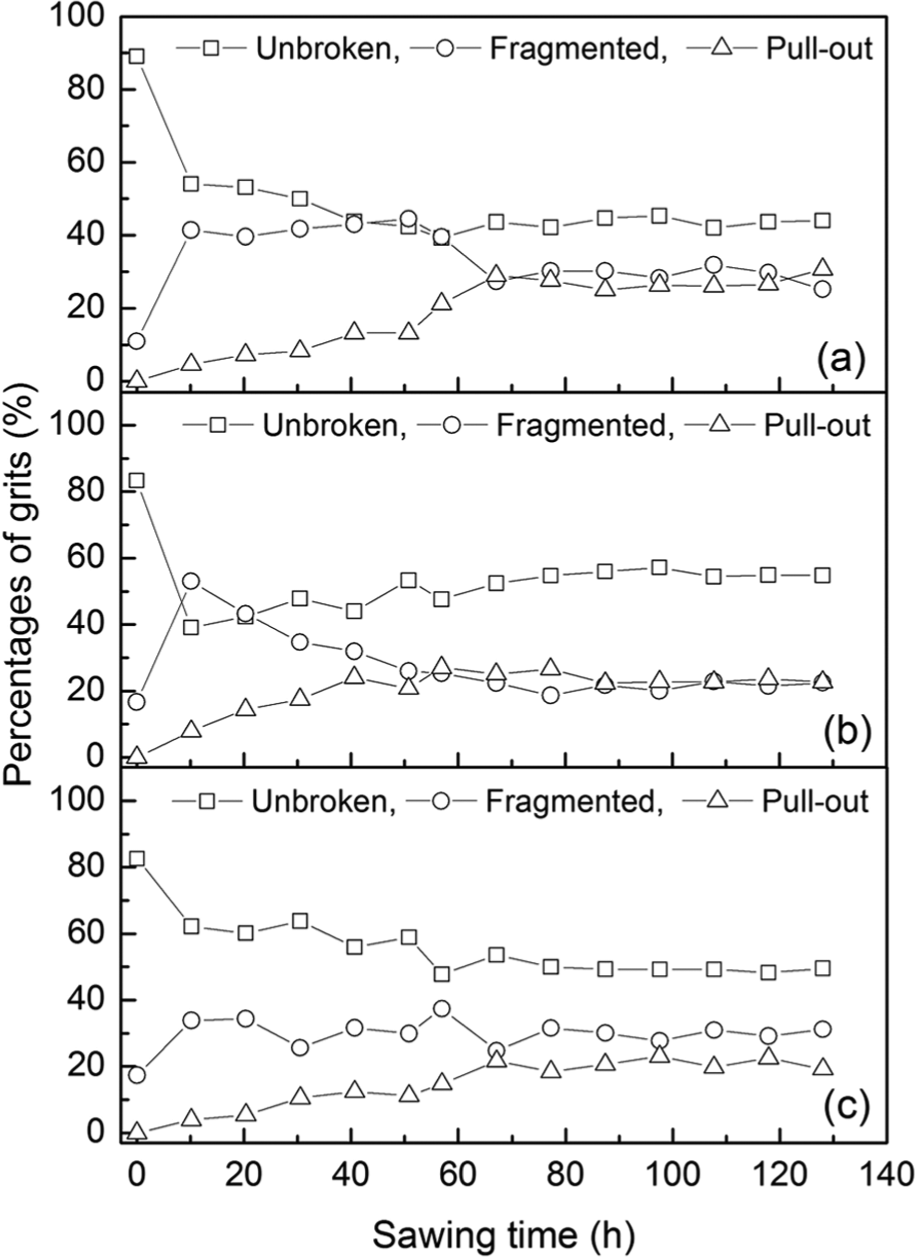
Percentages of unbroken, fragmented and pullout grits plotted against the sawing time (a) at the fore end, (b) in the middle and (c) at the rear end measured on the bead surface after sawing, where a wire speed of 20 m/s and a feed rate of 20 mm/min were used
The grit protrusion height could be used to quantitatively measure the attrition wear of diamond grits during sawing. The heights of grit protrusion at the two ends and in the middle of diamond beads are plotted against the sawing time in Figure 14. The protrusion height increased quickly at the beginning period of about 10 h and then remained stable for a certain period of sawing. The grit protrusion height at the fore end remained stable for a longer period (about 80 h) than that in the middle or at the rear end. In the later stage (about 60 h), the protrusion height eventually dropped for the grits at both the ends and in the middle. However, the decreasing rate of the protrusion height at the fore end was much less.
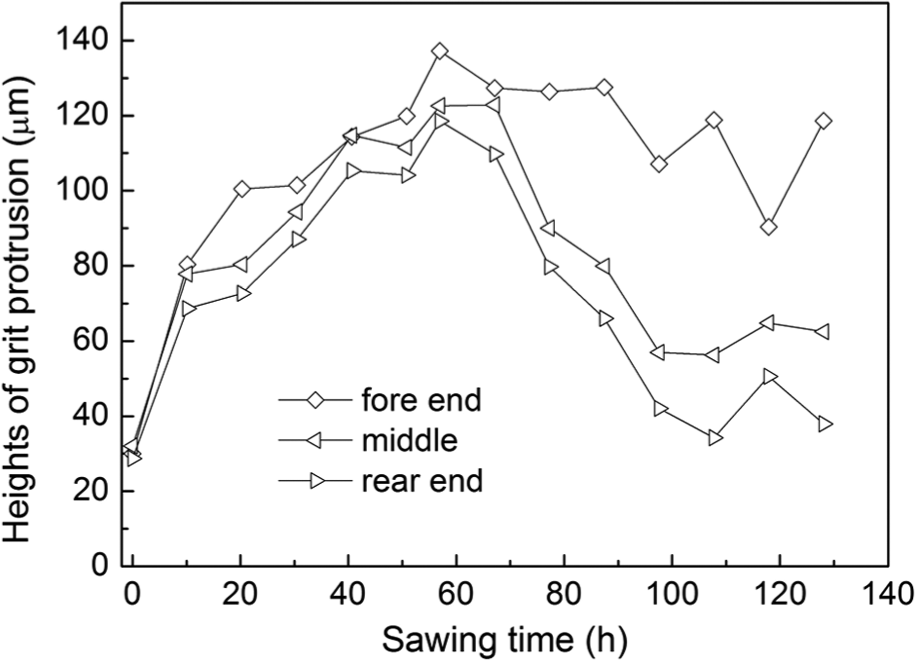
Grit protrusion height plotted against sawing time, where a wire speed of 20 m/s and a feed rate of 20 mm/min were used.
Discussion
The SEM examination of the sawn surfaces demonstrated that the material removal involved in all the sawing tests here was dominated by brittle fracture, as shown in Figure 3. This was also evidenced by the fact that the surface roughness values of the granite remained consistent, less relevant to the sawing conditions, that is, feed rate and wire speed, as can be seen in Figure 5. This result is consistent with those obtained from the machining of ceramics, where the machined surfaces generated via fragmentation often had similar roughness, regardless of the variation in machining conditions.15,16 Nevertheless, the results also showed that the sawn granite surface exhibited unique characteristics during removal. Its removal modes were apparently affected by the coexistence of three different major components, that is, quartz, feldspar and mica, which are all brittle solids, thus exhibiting different fracture behaviors. As shown in Figure 4(a), brittle fracture prevailed in the removal of quartz-rich area, but plowing striations and smeared scratches could be frequently observed. Some micro cracks were also observed on the smeared surface. Plowing and smearing usually occurred on the ductile machining of brittle materials. Thus, the removal of quartz during sawing should be mixed with brittle fracture and plastic deformation, though the former was dominant. The sawn surfaces of feldspar had some stepped flat terraces where some slip lines were observant, as shown in Figure 4(b), suggesting that the removal was through cleavage along some weaker slip planes. A unique layered structure shown in Figure 4(c) was often found on the mica surfaces in the granite, indicating that the removal of mica area was basically via spalling. Although different surface morphologies were observed on the sawn surface due to the cleaving and spalling behaviors of feldspar and mica, the characteristic of the sawn surface were mainly affected by the existence of quartz because the volume percentage of quartz was nearly 70% of the granite. Thus, the removal characteristics of the granite were overwhelmed by those of quartz, that is, mainly via brittle fragmentation with mixture of ductile scratching.
Although the sawing conditions had insignificant effect on the surface roughness of the sawn surfaces, both the feed rate and the wire speed did affect the sawing force, as can be seen in Figure 7. The previous studies on the grinding of ceramics and other brittle materials16,17 demonstrated that the machining performance could be depicted using the maximum undeformed chip thickness, hm. In the wire sawing process developed for this work, based on the sawing kinematics, an undeformed chip could be assumed to have a uniform cross section of triangular shape along the length direction of the chip, as shown in Figure 15, which was somewhat different from the ideal chip shape defined in a grinding process. 18 The volumetric removal rate of wire sawing, Q, was thus computed as
where b was the kerf width that equals the diameter of the beads, vs the wire speed, Vc the volume per chip and C the number of cutting points per unit area defined as
where λ was the diamond bead ratio, Na the number of abrasive grits per bead, η the ratio of the cutting points over Na, ds the diameter of bead and lb the length of one bead. Cbvs was the number of chips produced per unit time.
Schematic illustration of an undeformed chip.
According to the chip geometry, the chip volume was in fact the product of the average cross-sectional area ((1/2)hmbc) and the sawing length lc given by
where hm was the undeformed chip thickness, α the semi-included angle of the chip cross section and L the length of the workpiece (see Figure 15). The volumetric removal rate, Q, could also be calculated as 18
where vf was the feed rate. Combining equation (1) into equation (4) and solving for hm gave
In equation (5), it is seen that the increase in wheel speed, vs, reduced the chip thickness, hm, thus resulting in a lower sawing force, while the increase in feed rate, vf, increased hm, leading to a higher force. This agrees well with the results in Figure 7.
To further understand the relationship between hm and sawing forces, both the horizontal and the vertical forces in Figure 7 were replotted as a function of hm in Figure 16. In Figure 16(a), the resultant horizontal force exhibits a nearly linear relationship with hm, regardless of the different sawing conditions used. In Figure 16(b), it can be seen that although the vertical forces are somehow scattered, there still exists a tendency of linear relationship between hm and vertical force. The scattering of the vertical forces could be attributed to the inaccuracy of hm caused by the difference between the nominal and actual feed rates, owing to the nature of wire sawing. This inaccuracy became greater when the feed rate was increased, as demonstrated in Figure 16(b).
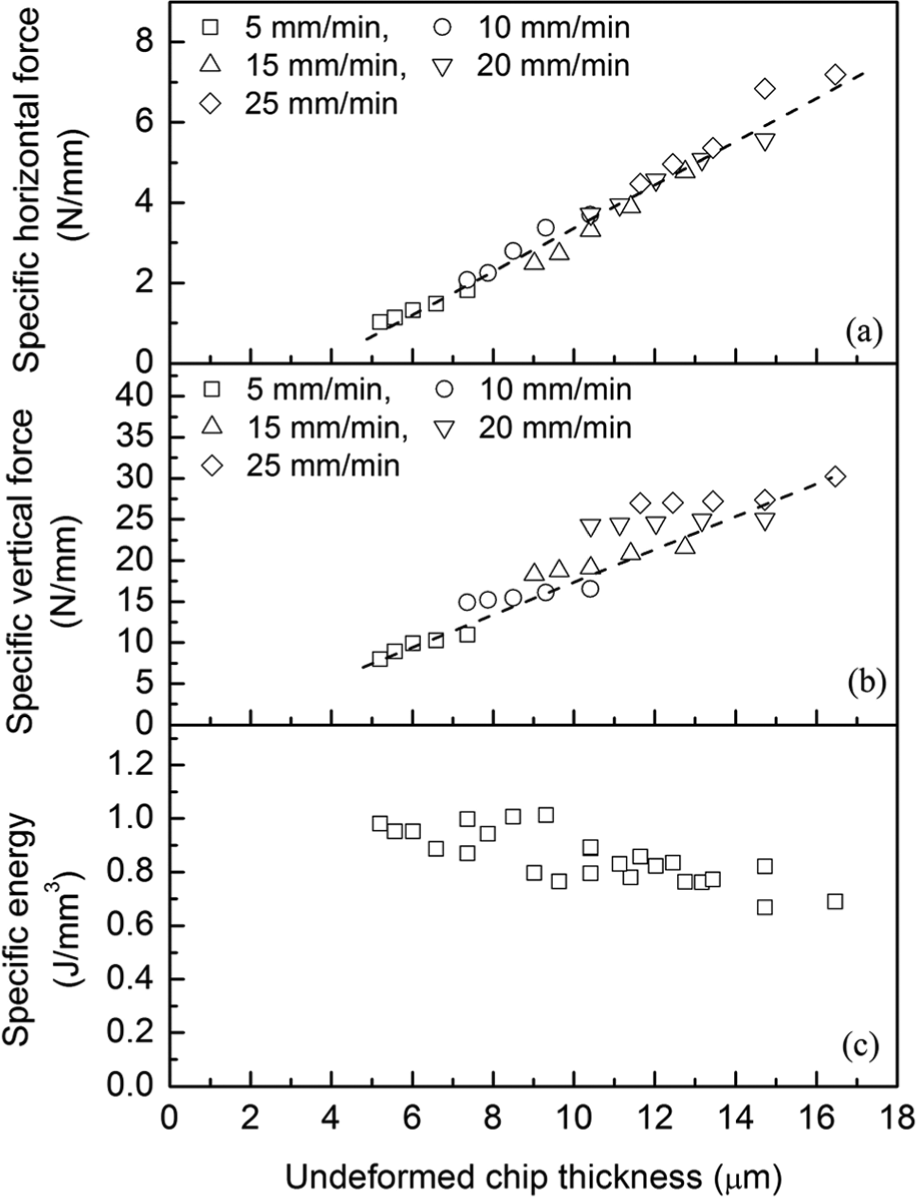
Effect of undeformed chip thickness on (a) horizontal force, (b) vertical force and (c) energy.
The effect of hm on the specific sawing energy is shown in Figure 16(c). The specific energy involved in sawing, u, is the ratio of net sawing power (Fh·vs) to the volumetric material removal rate (vfLb), 18 given by
where Fh is the horizontal force. It is seen from Figure 16(c) that the increase in specific energy is minor and gradual with the decrease in hm, which is similar to the relationship that was found in the machining of most of brittle solids.16,17 Nevertheless, due to the limitation in variation of the sawing conditions, we could not observe the critical value of hm, below which the specific energy should have a rapid increase with the further decrease in hm. 17 The above discussion showed that in the sawing process, the material removal of the granite exhibited similar characteristics of brittle fracture to the grinding processes of brittle solids. This agrees with our analytical results from the sawn surface characteristics. The wire sawing showed similar specific energy level to that in the circular sawing, which is slightly lower than that reported previously. 17
As the removal of the granite was via brittle fracture, the specific energy involved in sawing was relatively low, so the average sawing temperature was all below 120 °C (see Figure 9). The sawing temperature was significantly lower than those reported previously in the machining of brittle materials.19–21 This could also be attributed to the relatively low bead ratio of 0.24 used. The sawing-generated heat could be dissipated more efficiently due to the relatively large spacing between diamond beads. Detailed examination of the temperature time histories in Figure 8(b) also revealed that there was a “lag” before the temperature started to rise for all the five measuring locations. The lag times for different locations varied too. The temperature at the starting location “a” (l = 50 mm), or cut-in, and the end location “e” (l = 450 mm), or cutout, were apparently much longer than those at middle locations “b,”“c” and “d.” The different “lag” times of different measuring locations could be attributed to the loading status of wire sawing. Different from the circular disk sawing or grinding, though stiffened with a high tension, the wire would still be bent due to the flexible nature of the wire. At the beginning of sawing, the wire contacted with the workpiece with the feed press of guide wheels, as illustrated in Figure 17(a). The contact between the wire and the workpiece at the two ends was not as tight as those in the middle. The uneven contact at the beginning stage thus led to the different lag times in temperature rise. Once the wire fully entered the workpiece, as illustrated in Figure 17(b), the sawing entered a stable stage, so did the temperature. As the removal amount of two corners was much bigger than the middle at the beginning, we observed that the temperatures at the locations “a” and “e” were higher than those in the middle.
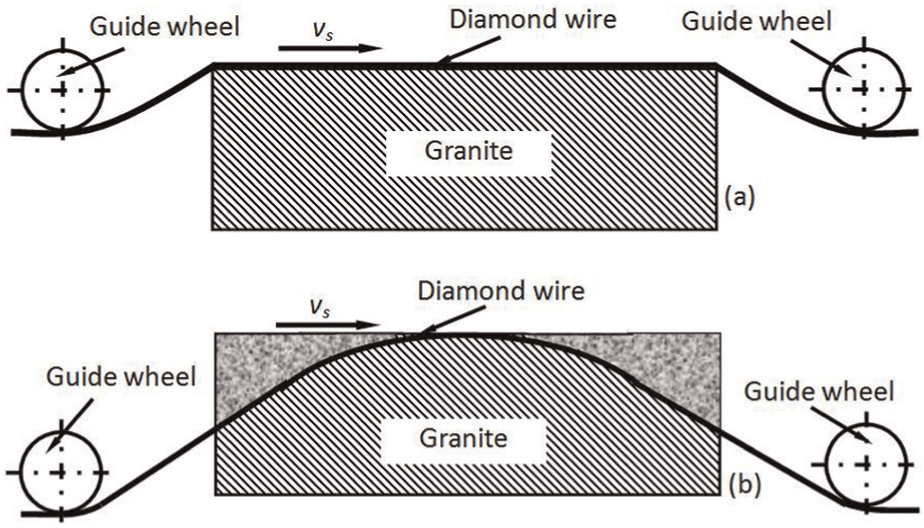
Illustration of the process of wire sawing into workpiece.
The wear of diamond beads in wire sawing was significant as the bead size shrunk with the progress of sawing (see Figure 11). As the fore end of the beads contacted the workpiece material first and withstood higher friction load during sawing, the bead wear along the length direction was thus nonuniform and the fore end wore more than the rear end. Nevertheless, the worn bead surface showed very similar characteristics, as can be seen from Figure 10(c) and (d). Similar to the previous study,22,23 three types of grit status, that is, unbroken grits, fragmented grits and pullouts, could be found on the worn beads. The unbroken grits at the fore end were less than those at the rear end, but fragmented grits were more (Figure 13). This suggested that more significant wear occurred at the fore end of the bead, leading to the tapered shape of the diamond beads. Although direct comparison of tool wear with disk sawing was impractical, the wire sawing demonstrated a competitive tool life. For the diamond wire used in this work, a continuous sawing of the ordinary granite of 128 h was carried out before the wire wore out, which led to a removal volume per unit width of 3.2 × 105 cm3/cm. The most significant advantage, in comparison to disk sawing, was that wire sawing could slice large-size stones without obvious disadvantages in terms of removal rate, surface quality and tool wear.
Conclusion
The material removal in the wire sawing of granite was dominated by brittle fracture. The sawn surfaces exhibited unique morphologies, including fragmented features and plowing striations on quartz surfaces, cleavage and slipping characteristics on feldspar surfaces and spallation features on mica surfaces. The sawing conditions, that is, feed rate and wire speed, did affect the removal process. An increase in feed rate resulted in greater sawing force and higher temperature. The increase in wire speed also led to increases in both force and temperature but less substantial than feed rate. The wire speed had less effect on the vertical force than the horizontal force. Both horizontal and vertical forces were found to be approximately proportional to the undeformed chip thickness, which should represent for the overall effect of the sawing conditions. The tool wear in the wire sawing was characterized by the nonuniform wear of diamond beads. Three types of wear modes were found on the diamond beads, including attrition, fracture and pulling-out wear. The diamond wire used in this study could perform a continuous cutting of granite of 128 h, resulting in the removal volume per unit width of 3.2 × 105 cm3/cm.
Footnotes
Acknowledgements
The authors are especially grateful for the great help provided by Mr L. Guo and Mr R.Y. Zhao at Huaqiao University in China in some testing work related to the study.
Funding
H. H., G.Q.H. and X.P.X. would like to acknowledge the financial supports from the National Natural Science Foundation of China (50975099), the New Century Excellent Talents in University from MOE of China (NCET-08-0610) and the Changjiang Scholars and Innovative Research Team in University (IRT1063). H.H. thanks and acknowledges the financial supports from Queensland State Government under the Queensland International Fellowship program and the Australia Research Council under the Future Fellowship program.