
Abstract
A thermal finite element model is proposed to simulate and predict hole taper (Ta), heat-affected zone and material removal rate during laser beam percussion drilling in two difficult-to-laser-drill materials having wide difference in their thermophysical and optical properties. The developed model incorporates temperature-dependent thermal properties, optical properties and phase change phenomena of the sheet materials to predict the hole profile through the isotherm generated along the depth of the hole due to repeated laser pulses. Hole characteristics and hole productivity parameters are compared for both the sheet materials. The predicted values of hole taper with respect to pulse width have been compared with the experimentally obtained values. It is observed that hole characteristics are mainly affected by pulse width in the Aluminium alloy sheet and pulse frequency in the Inconel sheet, whereas peak power has prominent effect on material removal rate for both the sheet materials.
Keywords
Introduction
The use of lasers in material processing is gaining wide acceptance in sheet metal industry due to its precise control and inherent properties (monochromaticity, high coherence and low diffraction). Laser beam percussion drilling (LBPD) is a unidirectional optical energy–based contact-free thermal machining process for creation of miniature holes. 1 In this process, a series of laser pulses of specified pulse energy and pulse duration strike the sheet metal at a single spot to melt or vaporize the material. The melt front propagates along the direction of the laser beam to produce a hole. 2
The temperature profile and hence the hole profile inside the workpiece change continuously with respect to axes fixed at the laser beam. LBPD process is used for the economical production of large numbers of closely spaced cooling holes in aircraft wings and aircraft engine components. The process is also used for producing fine cooling holes in nozzle guide vanes and turbine blades. 3
Being a thermal process, the performance characteristics of LBPD mainly depend on laser parameters that affect the dispersion of thermal energy into the sheet material. The ability to predict the independent effect of laser process parameters on the hole taper (Ta), heat-affected zone (HAZ) and material removal rate (MRR) of the laser-drilled hole is of commercial importance because it helps to produce dimensionally accurate hole with high productivity and minimum metallurgical distortions. The irradiated laser energy being absorbed by the sheet material depends on the wavelength and spectral absorptivity of laser radiation. 1 A process model that can relate the laser-related process parameters with the erosion front geometry and temperature distribution provides an insight into the physical phenomena occurring within the laser-irradiated zone during LBPD. Aluminium- and nickel-based superalloys are the two most widely used materials in the technologically advanced industries. High specific strength and specific rigidity of aluminium make it suitable for aerospace and aircraft industries, whereas the nickel-based superalloy (Inconel 718) is used where the retention of strength at high temperature is required, that is, gas turbines, rocket motors, nuclear reactor and so on. 4 Since these two materials have wide difference in their thermophysical as well as optical behaviour, they have been selected for this study to get a distinctive idea about the hole characteristics and productivity.
Considerable research has been carried out to develop holistic model of LBPD process to divulge the mechanism involved in LBPD. Hanon et al. 5 compared the experimental and simulation results of single pulse Nd:YAG laser drilling of 5- and 10.5-mm-thick alumina ceramics. They found that peak power and pulse duration are the most preferable process parameters to control the crater depth. Yan et al. 6 developed a two-dimensional (2D) axisymmetric finite element method (FEM) model for simulation of Ta and spatter deposition in a 4.4-mm-thick alumina ceramic using CO2 laser, and they found that the size and temperature of the melt front play a critical role in determining the hole profile. Ganesh et al. 7 developed a 2D axisymmetric thermal model incorporating the conduction and advection in solid and liquid to determine the hole geometry and material removal during single pulse laser drilling in turbine airfoil material using CO2 laser. They found that material removal is inversely proportional to the square root of laser intensity. Cheng et al. 8 proposed a 3D finite difference method (FDM)–based thermal model to predict the depth and diameter of hole in thin sheets of metals (aluminium, copper and mild steel of thickness 2 mm) and carbon fibre–reinforced thermoplastic sheet (1 mm thick) using pulsed Nd:YAG laser.
Ho and Lu 9 employed a one-dimensional (1D) analytical thermal model for the determination of erosion depth per pulse in silicon nitride (Si3N4) and alumina (Al2O3) ceramic plate using pulsed Nd:YAG laser. Ng et al. 10 developed a 1D analytical model incorporating the effect of oxygen as assist gas on hole diameter and depth during Nd:YAG LBPD of low carbon steel. It was found that the use of oxygen increases the melt ejection velocity. Collins and Gremaud 11 developed a 1D thermal model for determination of hole radius along depth assuming cylindrical, conical and parabolic profiles during fibre laser drilling of 316 stainless steel. Zhang and Faghri 12 developed a 1D analytical thermal model to predict the shape of Nd:YAG laser-drilled hole in Hastelloy-X, and they found that loss of heat due to conduction plays a vital role in the determination of hole profile. Yilbas et al. 13 developed a 2D axisymmetric thermal model incorporating phase change phenomena to evaluate the temperature and thermal stress during laser pulse heating of stainless steel using the numerical scheme of control volume approach. Salonitis et al. 14 developed a 3D analytical thermal model for the determination of minimum laser power required to drill a hole of specified depth in 10-mm-thick structural steel (St.37) rods using CO2 laser. Samant et al. 15 proposed a 3D computational thermal model for determination of number of laser pulses needed to drill 2- to 3-mm-thick silicon carbide plate using pulsed Nd:YAG laser. A 3D analytical thermal model was developed by Yilbas and Naqvi 16 to predict the cavity profile and thermal stress generated during Nd:YAG laser drilling of 2-mm-thick stainless steel sheet.
In this article, a 2D axisymmetric FEM-based computational thermal model incorporating the effect of temperature-dependent thermal properties, optical properties and phase change phenomena has been developed for the determination of transient temperature distribution in sheet material due to Nd:YAG LBPD. The temperature profile so obtained is further used to find the actual melt isotherms corresponding to melting point and recrystallization point of the respective sheet material. The profile of melt isotherms is used for prediction of Ta and MRR, whereas HAZ is evaluated from the isotherm corresponding to recrystallization temperature. The distinctiveness of the developed model is that profile of the laser-drilled hole is obtained by considering not only the completely molten elements but also the partially molten elements. In order to depict the accurate trajectory, locus of all the points within the partially molten elements that lie within a very narrow range of melting temperature is obtained. Parametric study was conducted to analyse the effect of pulse width, pulse frequency, peak power and sheet thickness on Ta, MRR and HAZ.
Thermal modelling and finite element formulation for temperature
The efficiency of LBPD primarily depends on the thermo-optic interaction between the laser beam and the sheet material. Therefore, temperature-dependent thermal properties, temperature-dependent optical properties and phase change phenomena have been incorporated in the thermal modelling of Nd:YAG LBPD.
Due to complex interaction mechanism of laser with sheet material, a number of assumptions have been made in deriving the thermal model.
The zone of influence of laser beam in workpiece is considered to be axisymmetric, that is,
The workpiece material is homogeneous and isotropic in nature.
On-time of pulsed laser is considered to be much shorter than the pulse-off time, and therefore, plasma generation does not take place in the laser-drilled hole.
The evaporated material is transparent and does not interfere with the incoming laser beam, that is, metal vapour is not responsible for plasma formation due to absorption of laser beam by vapour.
The metal vapour is optically thin, so that its absorption of the high-energy beam is negligible, that is, the absorptivity of laser beam by the sheet material does not change due to vapour.
Gaussian spatial distribution of laser heat flux is assumed due to smooth drop of irradiance from the beam centre towards radial direction.
Since in LBPD process, it is very difficult to track the solid–liquid and liquid–vapour interfaces, and therefore, it is assumed that all the molten material has been removed from the hole once the melting take place, that is, material is instantly ejected when it is liquefied.
Multiple reflections of the laser radiation within the hole are neglected.
Due to axisymmetric nature of the LBPD process, a small cylindrical portion of the sheet around the axis of the laser pulse is used as the domain. Governing equation for determining the transient temperature distribution within the axisymmetric workpiece domain can be expressed using equation (1) 17
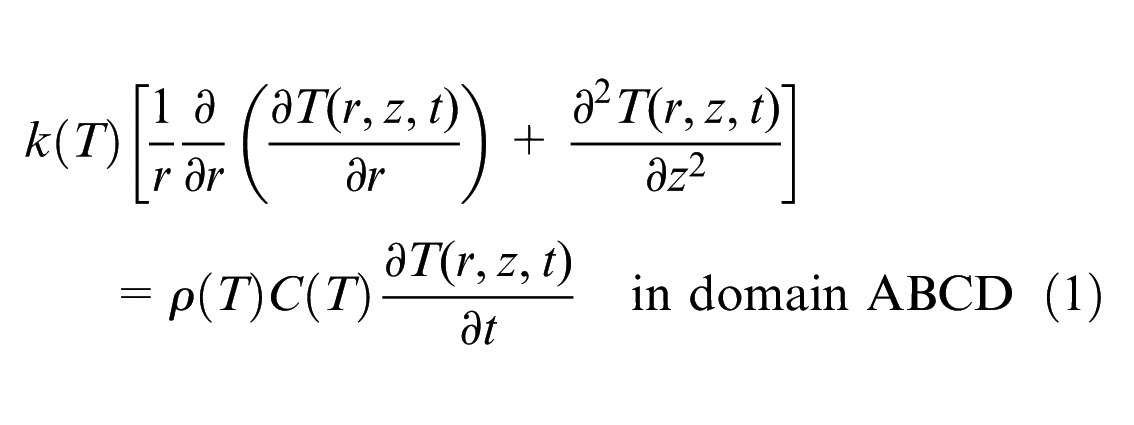
where T is the transient temperature at (r, z, t), t is the time,
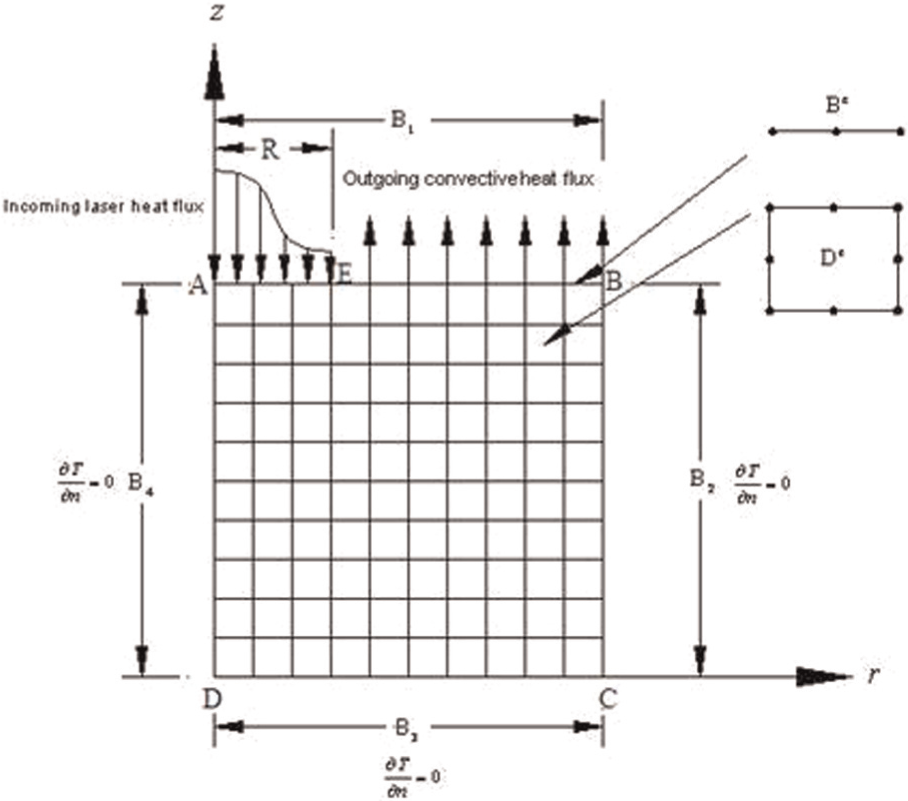
Thermal model of pulsed Nd:YAG LBPD.
At the start of the LBPD process, the initial temperature of the entire domain is equal to the ambient room temperature (T0), that is, T(r, z, 0) = T0 in the workpiece domain ABCD at t = 0. The energy transferred to the workpiece as heat input serves as the thermal boundary condition on the top surface B1. The boundaries B2 and B3 are considered at such a large distance that no heat transfer takes place across them. The boundary B4 is an axis of symmetry; therefore, the net heat loss or gain is absolutely zero on this surface. Therefore, the boundary conditions are
when 0 < t ≤ τ
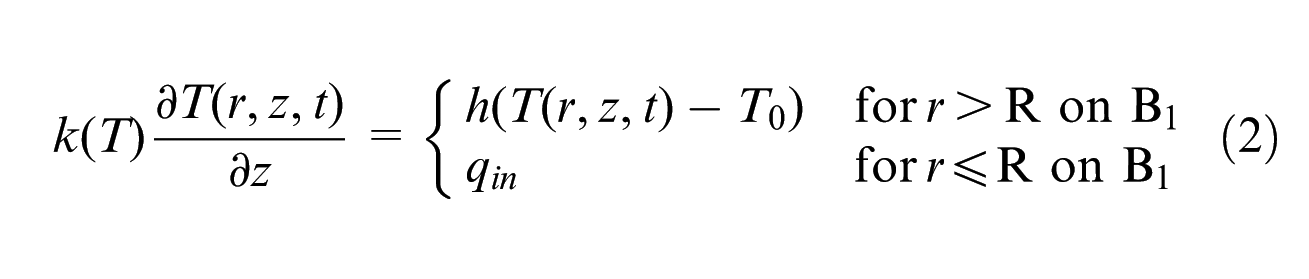
when τ < t ≤ tp
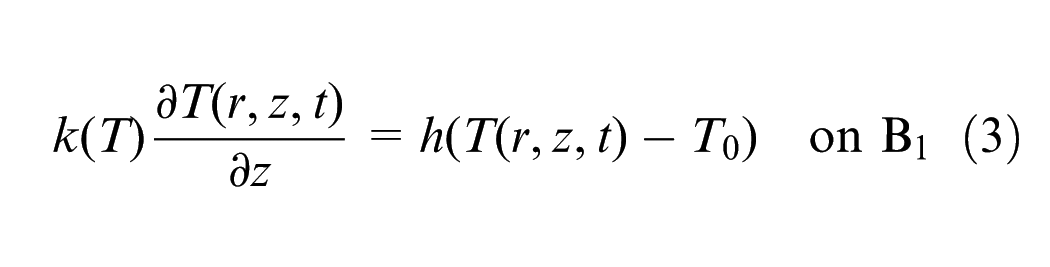
when t > 0
where τ is the pulse width, tp is the total pulse duration (i.e. on and off time),
The change of laser beam radius with the depth can be evaluated using equation (6)
where As is the absorptivity, PP is the laser peak power, R is the effective beam radius that varies with the depth of the hole due to defocusing, d is the beam diameter (500 µm), fc is the focal length of lens (50 mm), zm is the melt depth and λ is the wavelength of the laser beam. The value of PP can be obtained using equation (7)
Consideration of temperature-dependent absorptivity and phase change phenomenon
Based on the electrical properties of sheet material and the wavelength of given laser, the temperature-dependent absorptivity of a material can be determined using equation (8) 19
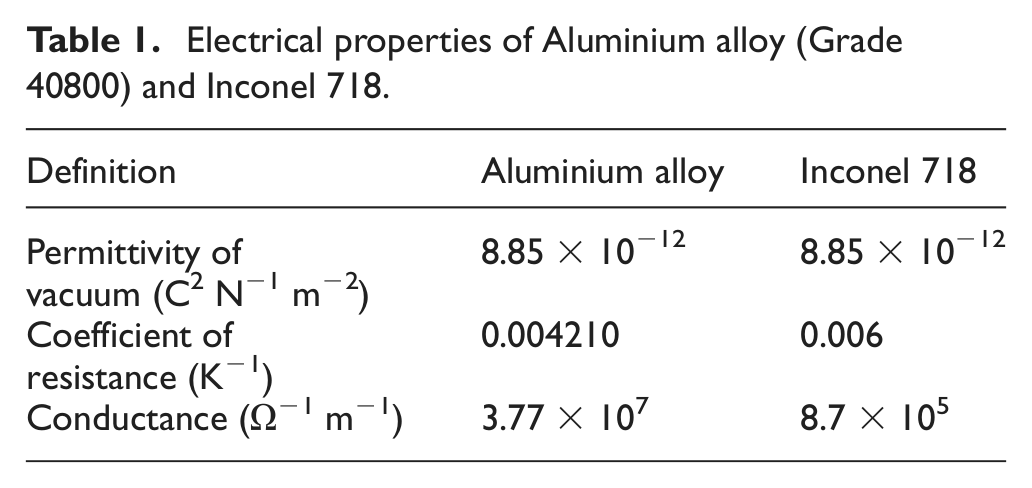
where ε0 is the permittivity of vacuum, αr is the coefficient of resistance of the workpiece, λ is the wavelength of Nd:YAG laser beam, c (m s−1) is the velocity of light and σ0 is the target conductance at initial temperature. The value of all these parameters is given in Table 1. The phase change consideration has been accounted by the capacitance method where the mesh remains fixed and the phase change boundary moves through the mesh 20
Electrical properties of Aluminium alloy (Grade 40800) and Inconel 718.
where
Equations (1)–(4) have been converted from differential equation form to algebraic equation using the combination of FEM and FDM. The resulting global equations for determination of temperature can be written as equation (10)
where
where
The above formulation is used to develop the FEM-based MATLAB code for the simulation of LBPD process. In order to determine the temperature distribution in the workpiece, domain of thicknesses 700, 1000 and 1300 µm with a radius of 2500 µm, respectively, is used for sheet thicknesses of 0.7, 1.0 and 1.3 mm. All the domains were discretized into eight-noded quadratic serendipity elements. The nodal coordinates and connectivity matrix of the elements were obtained using ANSYS 10 software. Convergence test was performed, and it was found that 642 numbers of elements and 2029 number of nodes are adequate for this problem. The initial temperatures of both the sheets have been taken as 298 K.
Prediction methodology for Ta, HAZ and MRR
The profile of melt isotherm is obtained from the results of temperature distribution in the sheet metal workpiece. The melt, unmelt and partially melt elements were identified in the workpiece domain. The unmelt elements remain unaffected and do not affect the hole profile, whereas in partially melt elements, some of the nodes have been melted and some remain unaffected; therefore, to obtain the actual hole profile, the locus of all points in the partially melt elements that lie within the temperature range of TM± 0.1 (TM is the melting temperature) was obtained.
Due to the removal of material, the domain correspondingly changes for each consecutive strike of laser pulse; therefore, re-meshing of the remaining domain and corresponding prediction of new melt isotherm were repetitively performed until a through hole was obtained. The nodal temperature obtained for each preceding step has been used as the initial temperature to determine temperature distribution due to successive laser pulses. After the formation of a through hole, the diameters at the entry (dentry) and exit sides (dexit) (Figure 2(a)) of the hole were finally obtained from the final melt isotherm, and the Ta was calculated using equation (11) 21
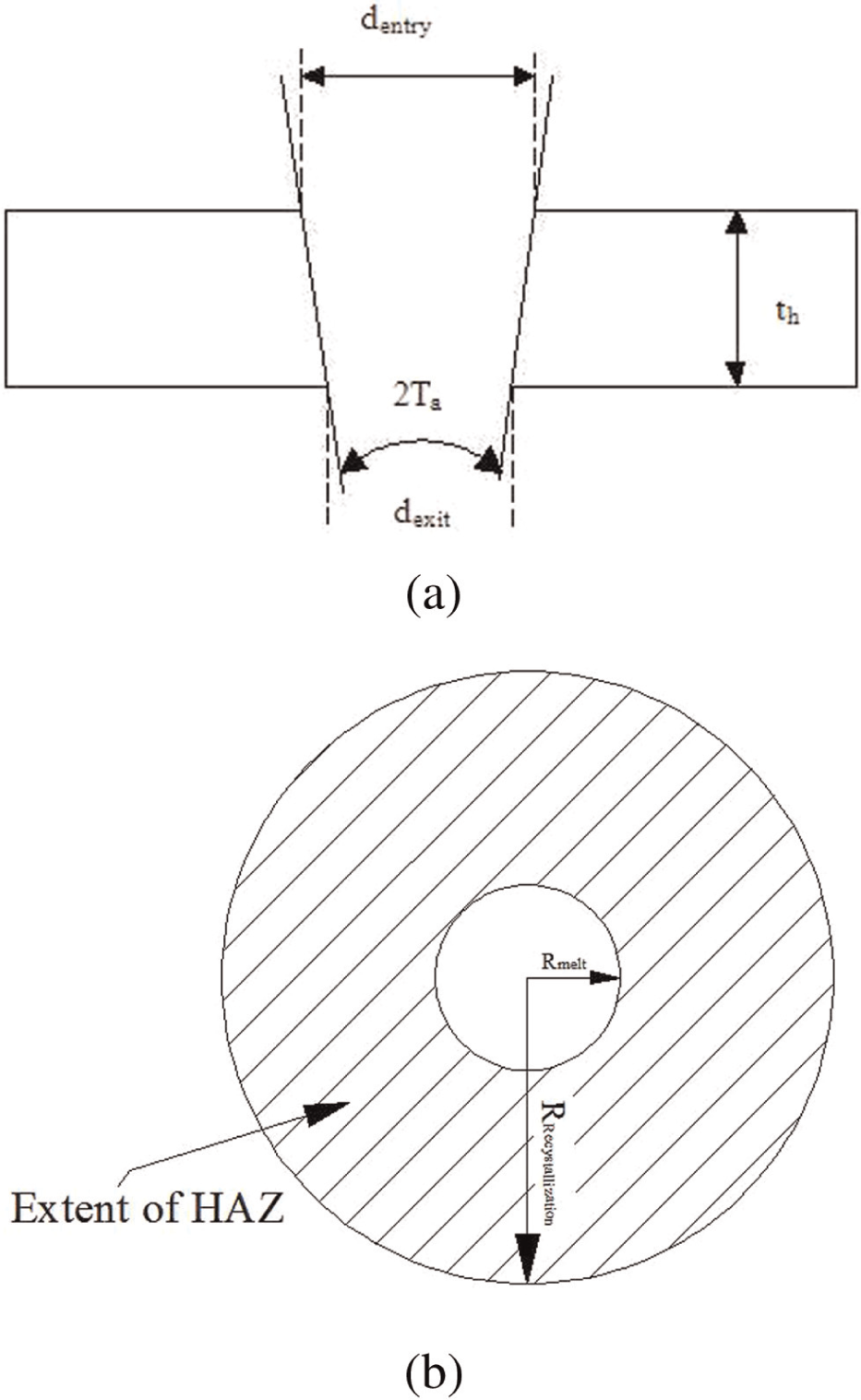
Schematic of (a) Ta and (b) extent of HAZ.
where ‘th’ is the sheet thickness.
The extent of HAZ was obtained using isothermal line corresponding to the recrystallization temperature. The width of melting point isotherm and recrystallization isotherm (Figure 2(b)) is used to evaluate the extent of HAZ (equation (12))
where Rrecrystallization and Rmelt are the radii predicted by isothermal line at recrystallization temperature and melting temperature, respectively.
To determine the material removed after each laser pulse, the region bounded by the melt isotherm was divided into (c− 1) circular strips, where c is the total number of coordinate points lying on the actual melt isotherm obtained from the developed code. The mean radius for each strip from the axisymmetric axis between two consecutive z-coordinates is obtained by averaging two radii value as shown in Figure 3(a). The total volume of material removed (VT) after ‘n’ pulses can be obtained using equation (13)
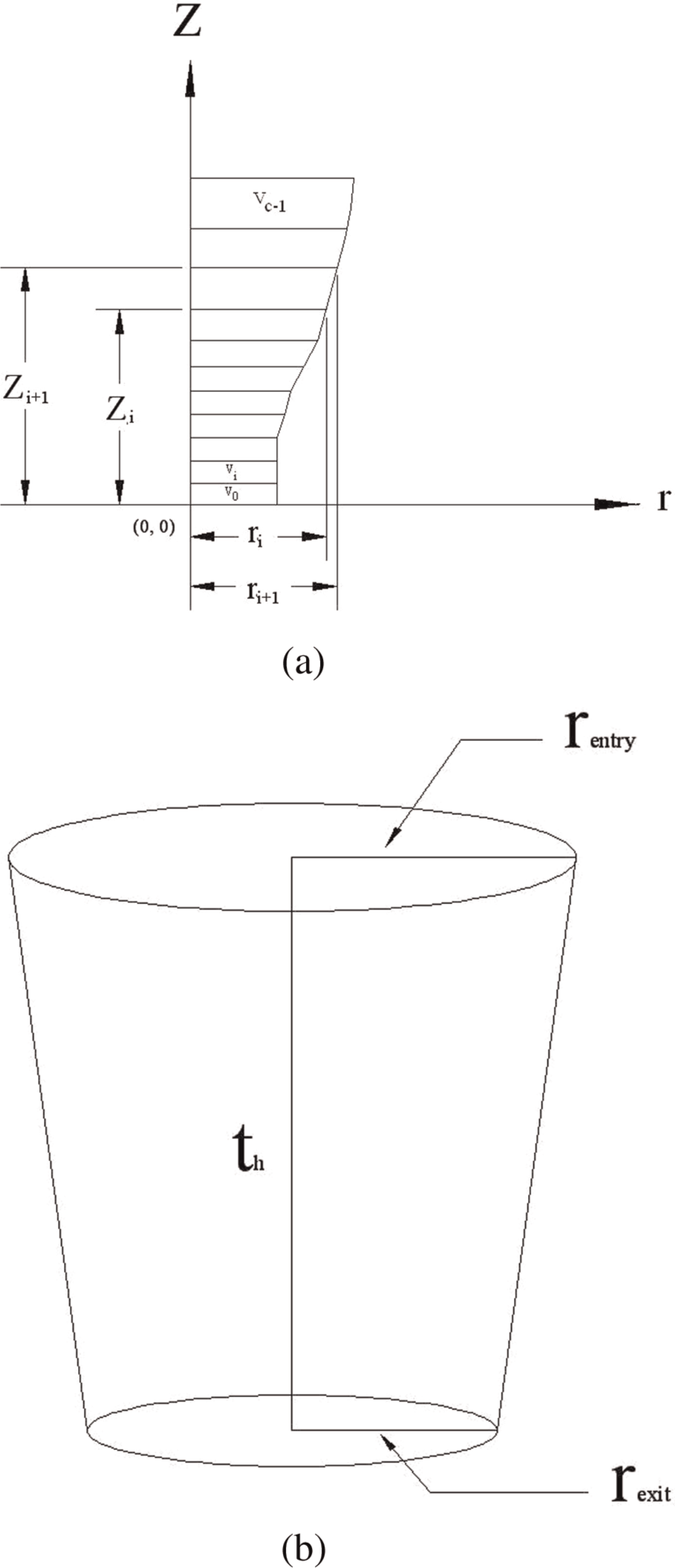
Schematic to determine volume of material removed by (a) theoretical model and (b) experimental method.
where
where
where r and z are the coordinates along the radius and depth, respectively.
The theoretical MRR (MRRth) after ‘n’ pulses with total pulse duration of ‘tp’ is obtained using equation (15)
Experimental method
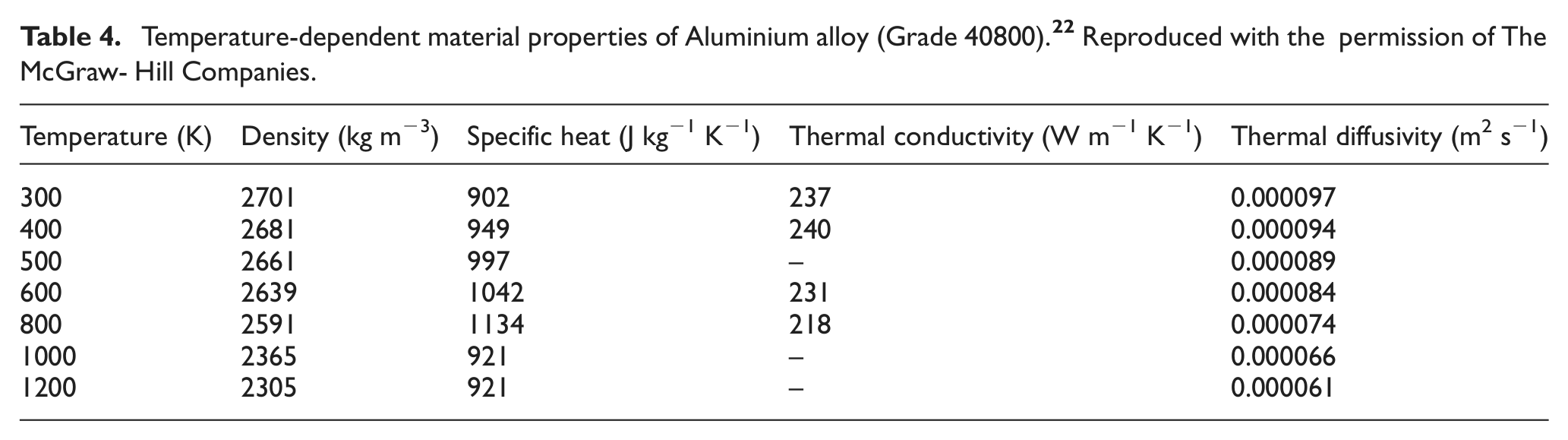
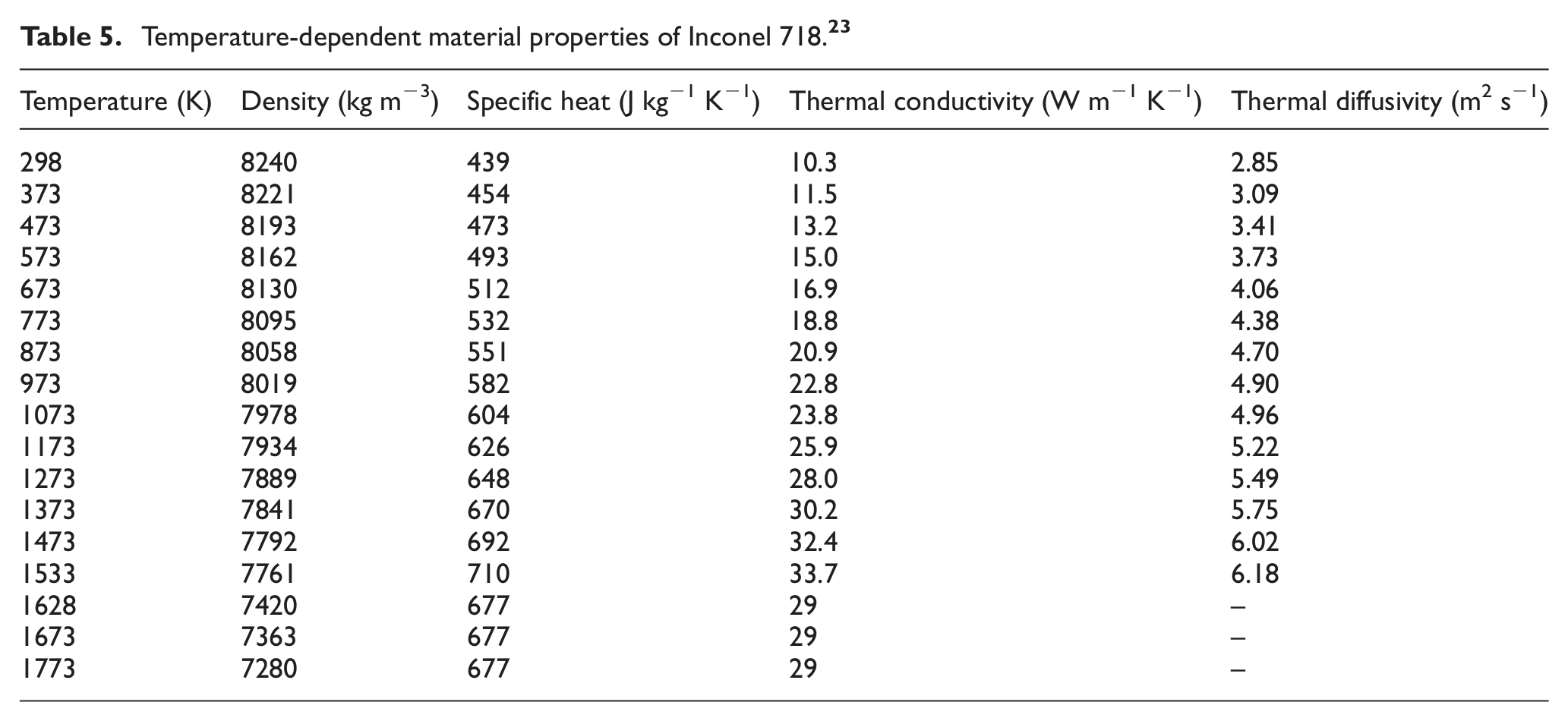
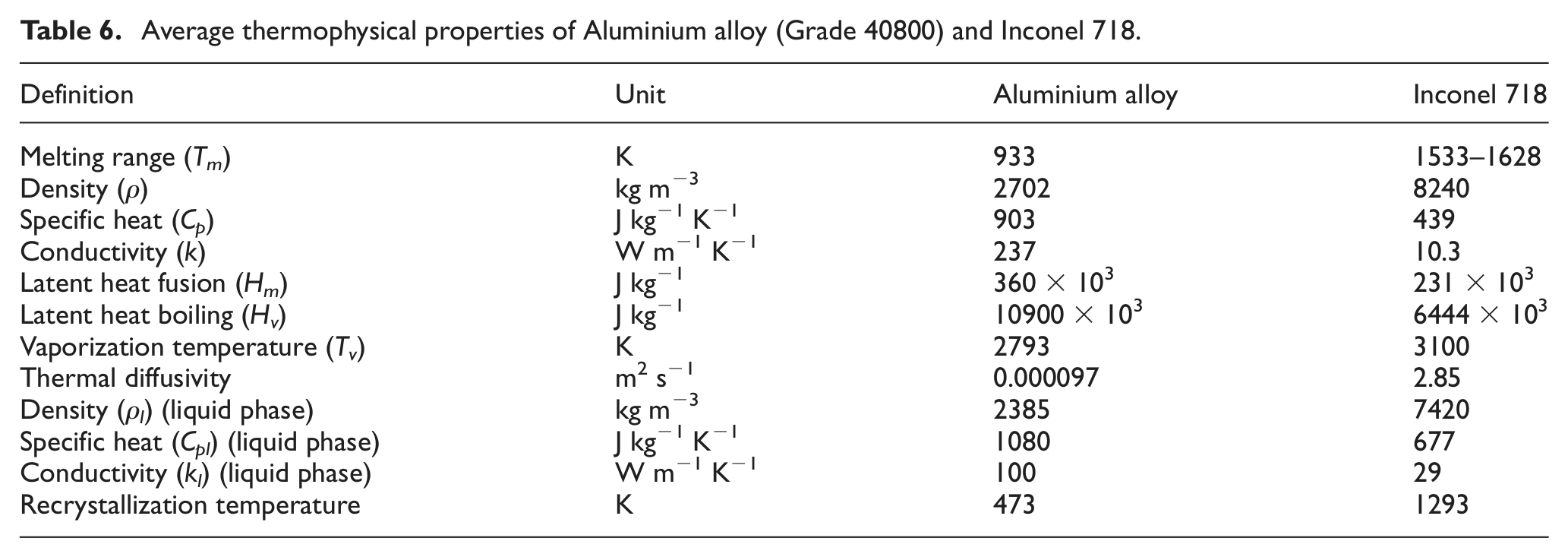
In this study, thin sheets of Aluminium alloy (Grade 40800) and Inconel 718 having thickness of 0.7 mm with composition as mentioned in Tables 2 and 3, respectively, were used for experimentation. The temperature-dependent thermal properties for Aluminium alloy and Inconel 718 are given in Tables 4 and 5, respectively. The thermophysical properties for both the materials are given in Table 6. The dimensioned schematic of sheet used for experimentation is shown in Figure 4(a) and (b).
Percentage chemical composition of Aluminium alloy (Grade 40800).

Percentage chemical composition of Inconel 718.

Temperature-dependent material properties of Aluminium alloy (Grade 40800).
Temperature-dependent material properties of Inconel 718.
Average thermophysical properties of Aluminium alloy (Grade 40800) and Inconel 718.
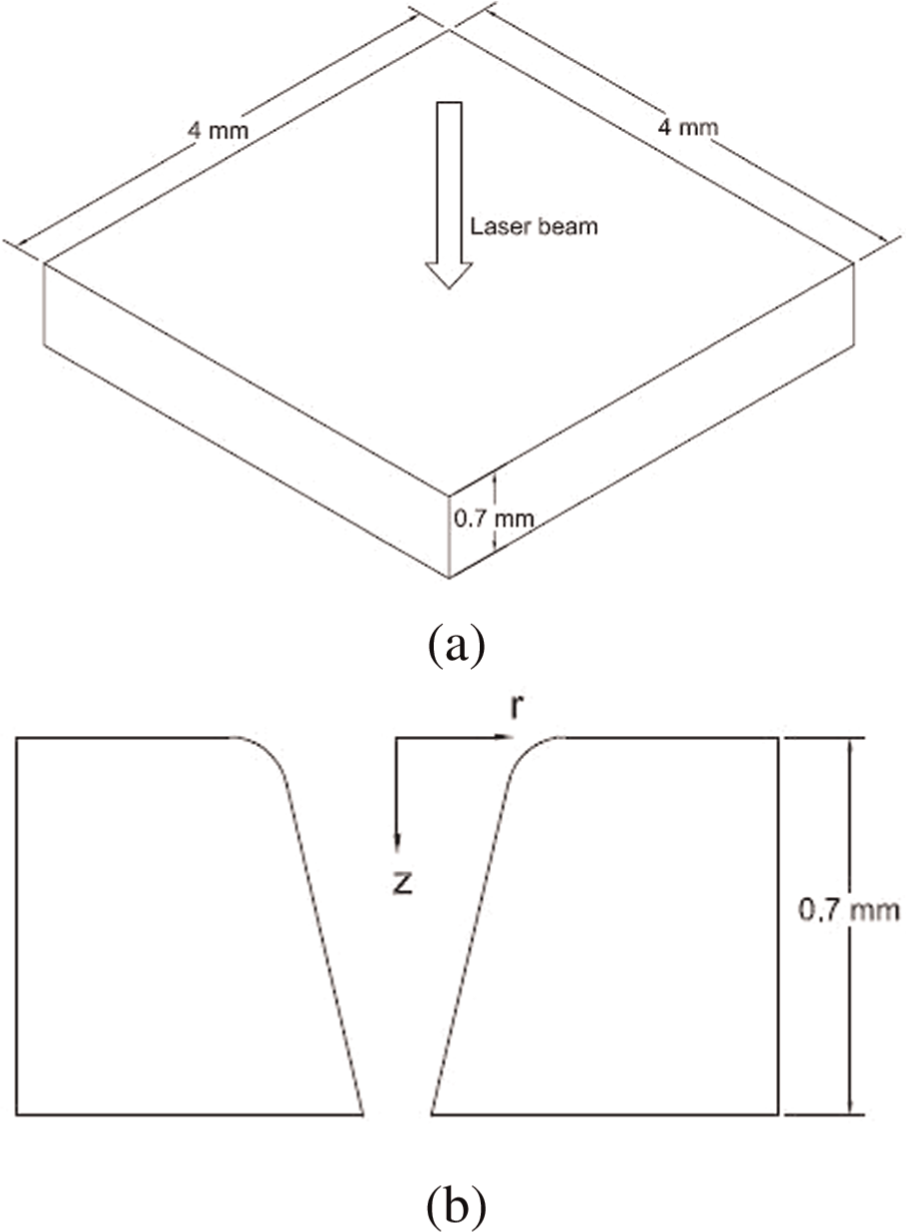
Dimensioned schematic of (a) workpiece and (b) coordinate system.
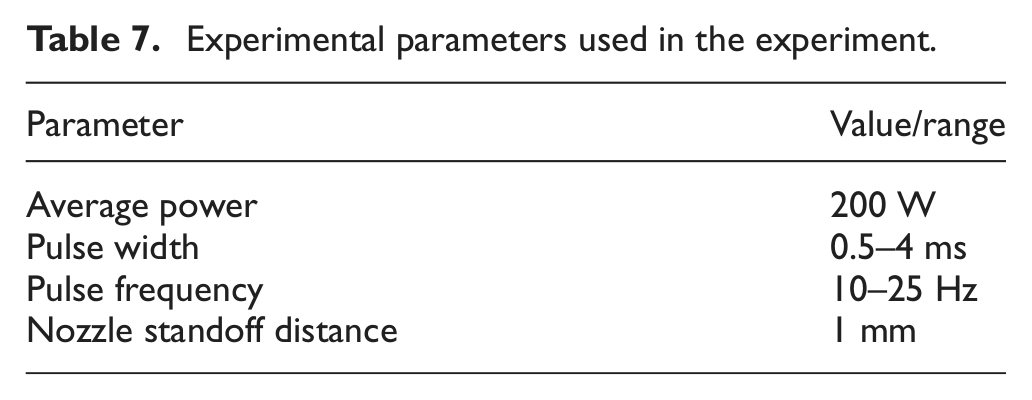
Experiment was performed on SIL-200 solid-state pulsed Nd:YAG laser beam system (Figure 5(a)) with computer numerical control (CNC) worktable supplied by Suresh Indu Laser, Pune (India). The schematic of the laser beam machining system is shown in Figure 5(b). It emits lasers of 1.06 µm wavelength with fixed beam delivery. The pulse width ranges from 0.1 to 20 ms, whereas pulse frequency varies from 1 to 50 Hz. The laser beam was focussed with a 50-mm focal length lens giving a spot size of approximately 500 µm diameter. All the experiments were carried out without assist gas in the percussion drilling mode. Table 7 shows the values of process parameters used for experimentation. The diameter of all the laser-drilled holes at the entry and exit sides was measured using an optical measuring microscope (Model SDM-TR-MSU, Sipcon Instrument Industries, India) at 10× magnifications. Based on the measured value of dentry and dexit of the laser-drilled hole, Ta was calculated using equation (11).
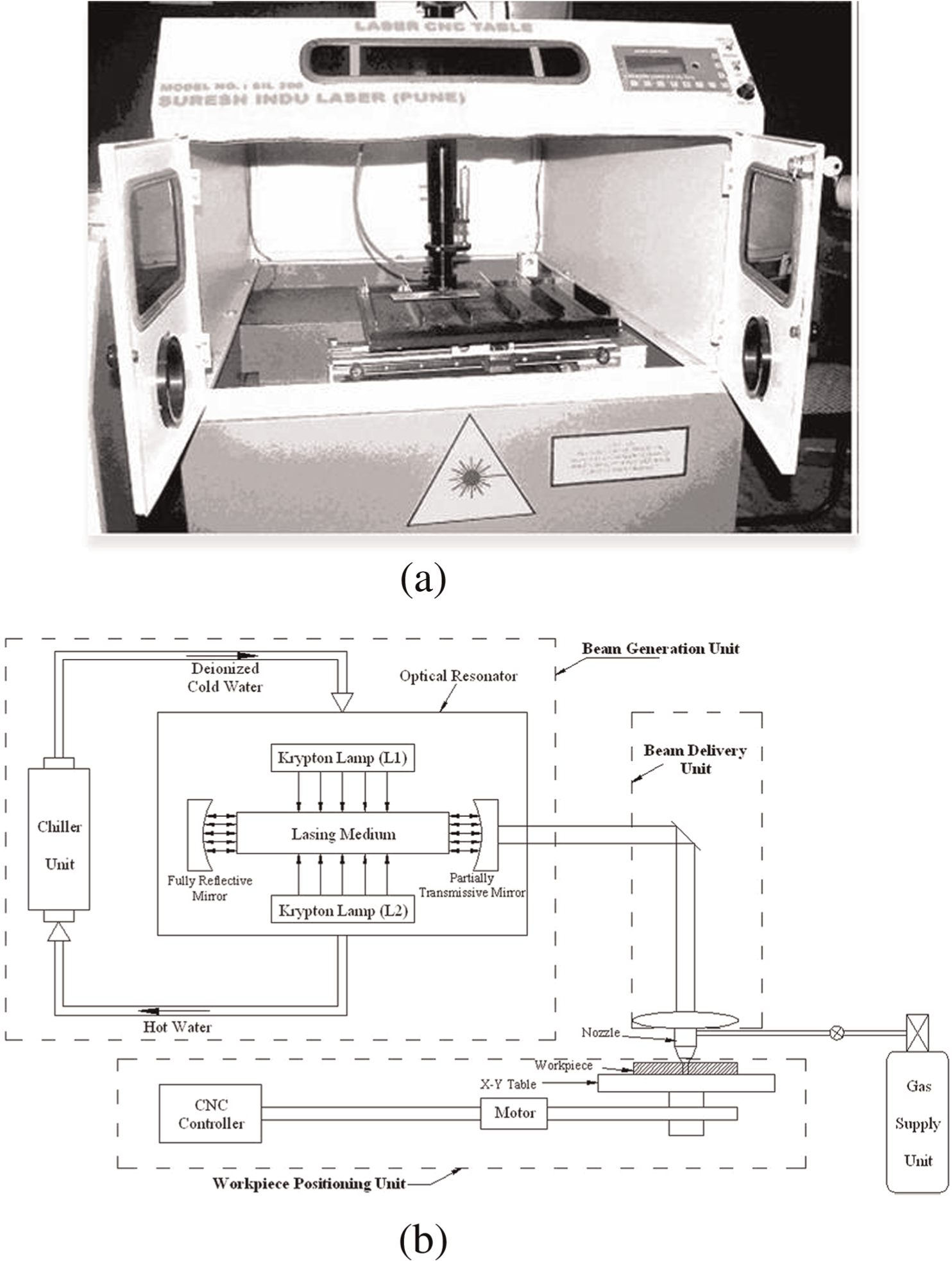
(a) Photograph of laser beam machining system and (b) schematic of laser beam machining system.
Experimental parameters used in the experiment.
In order to determine the uncertainty of the experiment, dentry of laser-drilled hole has been measured twice using optical measuring microscope and then the percent difference is calculated using equation (16). Since the variation of hole diameter is maximum at the entrance of hole and the hole at exit has relatively high circularity, dentry has been selected to measure the uncertainty of experiment. Table 8 depicts that the maximum percent difference for dentry is 7%
Uncertainty test of experimental observation.
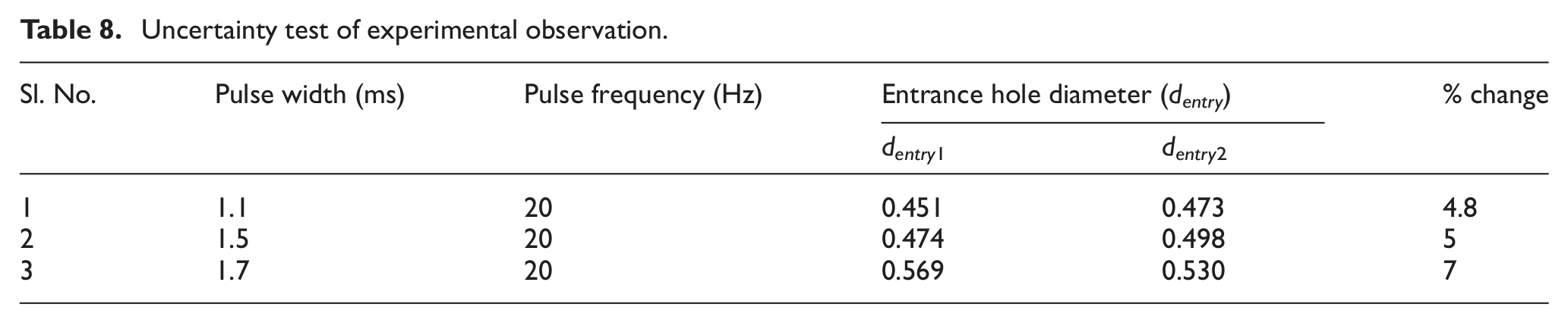
where dentry1 and dentry2 are the first and second observations of the entrance hole diameter.
Due to hole taper, the final geometry of the hole can be considered as a frustum of cone (Figure 3(b)). Volume of material removed (Vexp) during LBPD was calculated using equation (17)
where rentry and rexit are the radii at the entry and exit sides of the hole, respectively. Calculated value of Vexp is further used for determining MRR using equation (18)
Results and discussion
FEM-based MATLAB code was developed based on formulation given in section ‘Thermal modelling and finite element formulation for temperature’ for the determination of temperature distribution in both the sheet during Nd:YAG LBPD. In order to verify the proposed thermal model, the predicted values Ta (at different pulse width) and MRR (at different pulse frequency) have been compared with the Ta and MRR values obtained after conducting experiments under same drilling conditions as shown in Figure 6(a) and (b). Furthermore, in order to enhance the validity of model, the predicted results of Ta have also been compared with the experimental results available in the study by Bandopadhyay et al. 21 as shown in Figure 7. Figure 8 illustrates the percentage error between predicted and experimental values of Ta and MRR for both the sheets. It can be observed that percentage error for both Ta and MRR is higher in case of Aluminium alloy sheet. The probable reason for this variation may be due to high reflectivity and very low thermal diffusivity of Aluminium alloy.
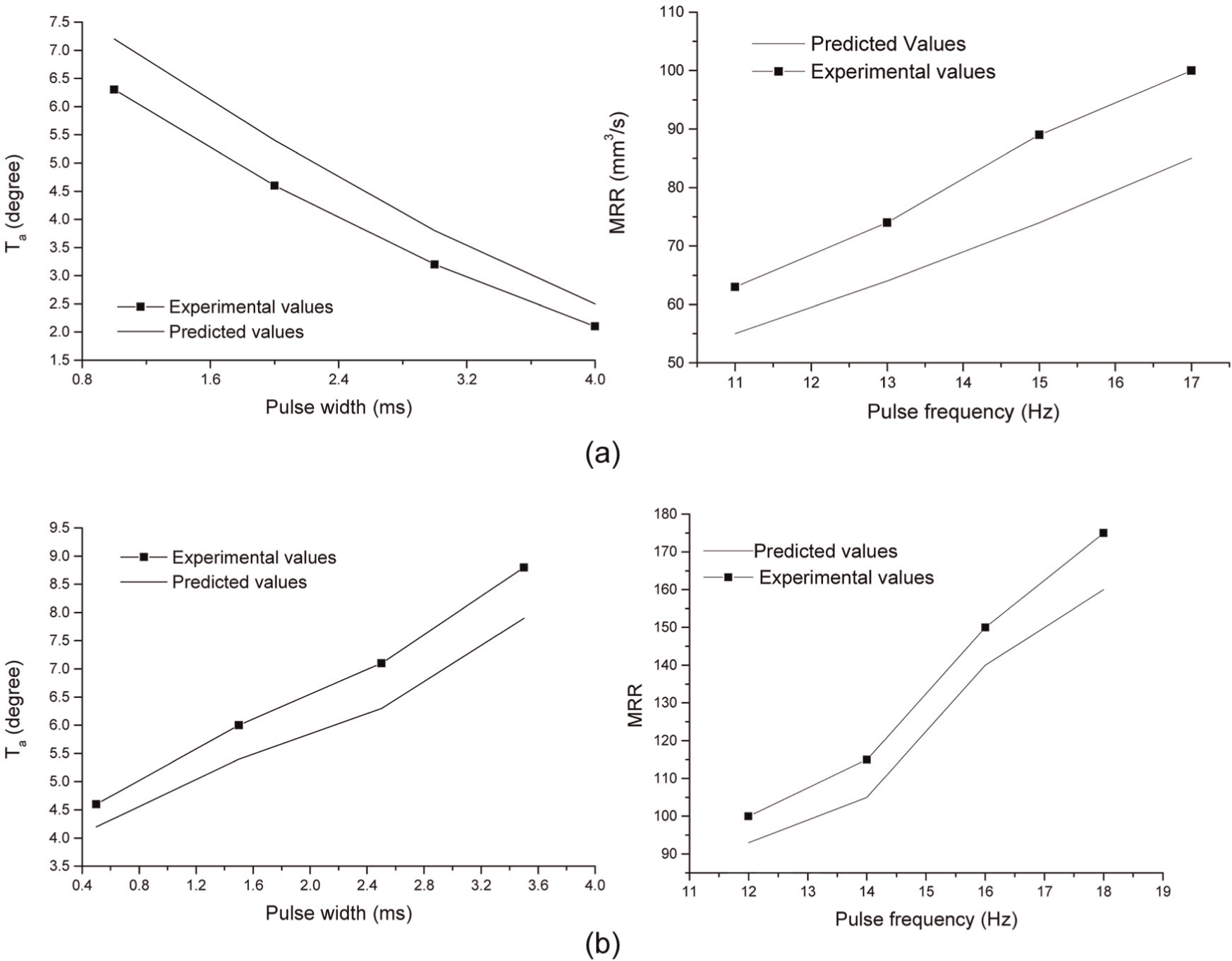
Comparison of predicted and experimental values of Ta and MRR with respect to pulse width and pulse frequency, respectively, for (a) Aluminium alloy sheet and (b) Inconel 718 sheet.
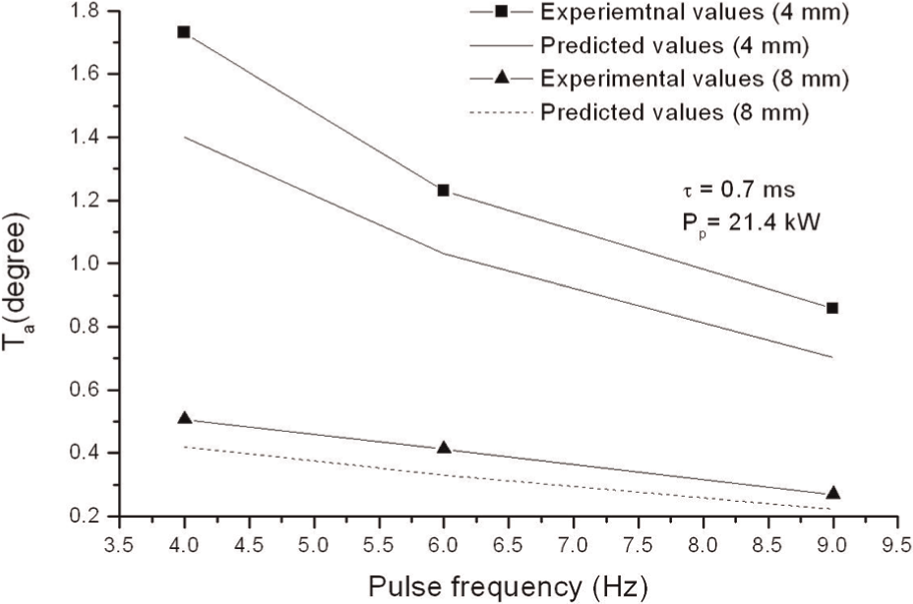
Comparison of predicted and experimental values 21 of Ta.
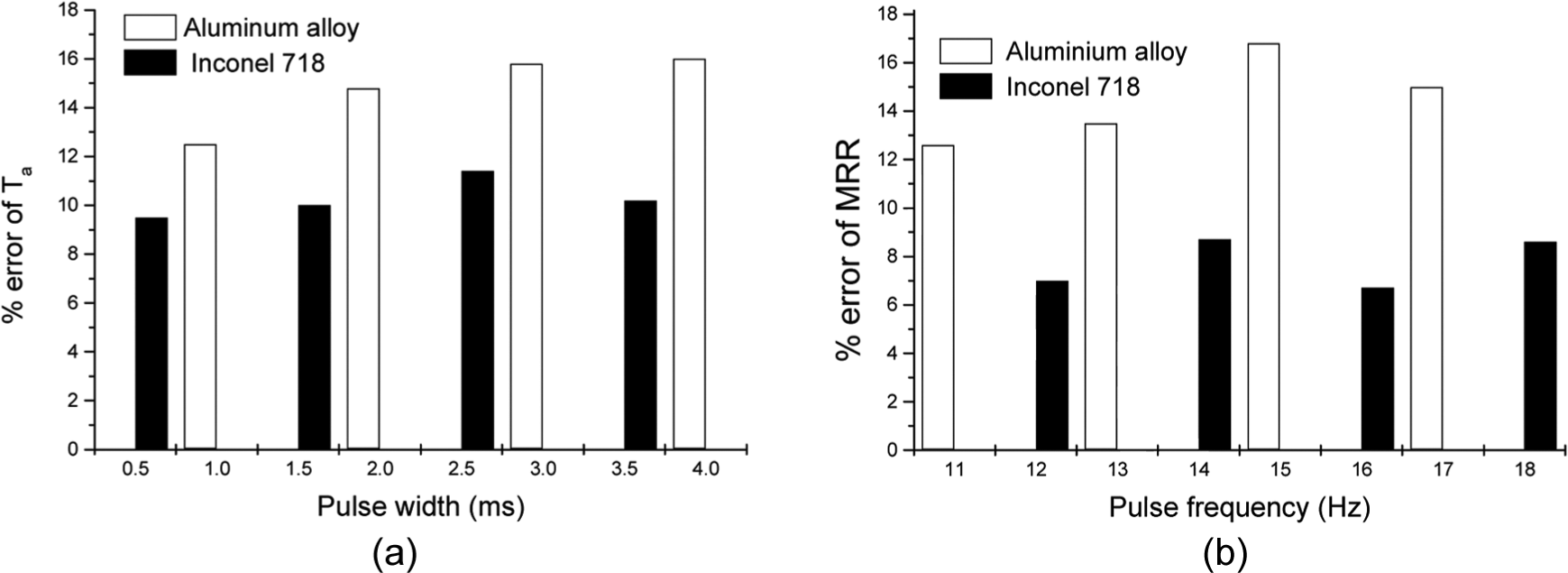
Percentage error between predicted and experimental values of (a) Ta and (b) MRR.
Prediction of hole profile
In LBPD process, the hole profile depends on the amount of material removed due to melt ejection during the interaction of laser pulse with the workpiece. Figure 9(a) and (b), respectively, shows the variation of hole profile in Aluminium alloy (Grade 40800) and Inconel 718 sheet at a constant pulse width of 1 ms and pulse frequency of 10 Hz for same number of laser pulses. It is observed that in the Aluminium alloy sheet, as the depth increases, the extent of material removed due to each consecutive laser pulse increases, but in Inconel 718, it approximately remains constant. Due to high reflectivity of Aluminium alloy sheet, the dentry is comparatively small, whereas in case of Inconel 718 sheet, the dentry is large due to its high absorptivity.
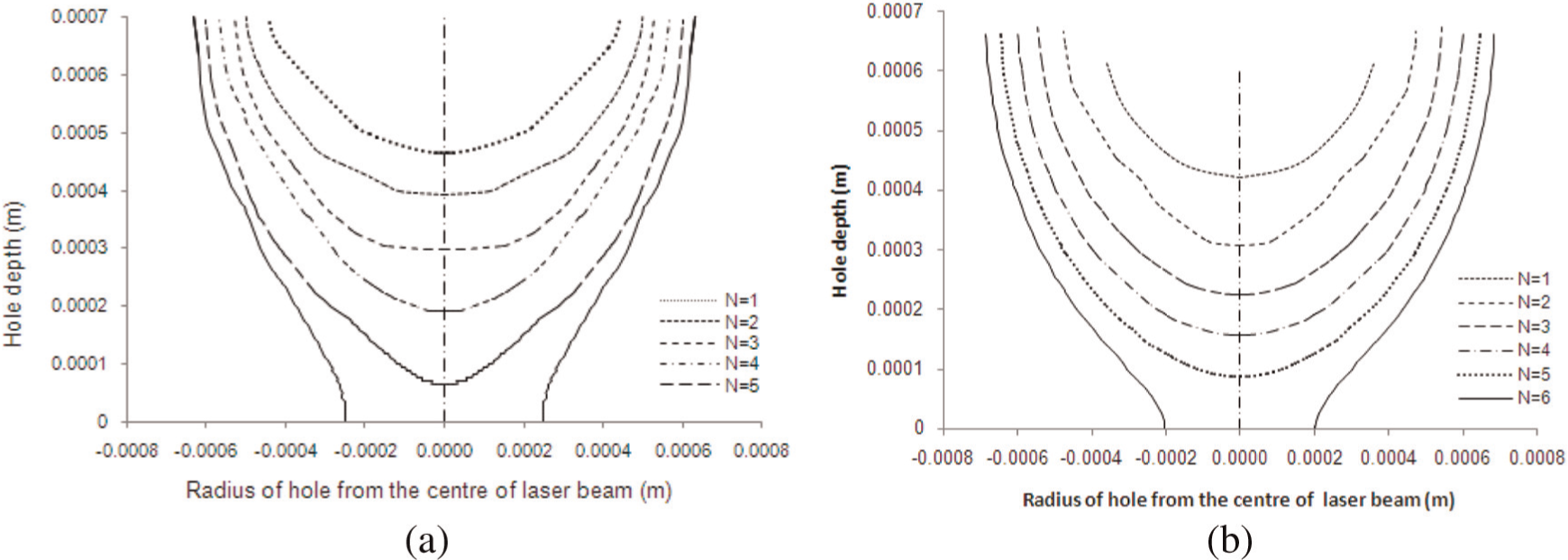
Hole profile: (a) Aluminium alloy sheet and (b) Inconel 718 sheet.
Prediction of hole taper
The determination of Ta is important to evaluate the degree of cylindricity of a drilled hole with values close to zero corresponding to a better quality. Figure 10(a) and (b), respectively, illustrates the variation of Ta for Aluminium alloy and Inconel 718 sheets. Temperature gradient is produced along the radial and axial direction of the sheet due to reduction of laser intensity along its radius owing to its Gaussian beam profile and defocusing of the laser beam. Specific heat of Aluminium alloy is more than Inconel 718. Therefore, Aluminium alloy needs more thermal energy for unit rise of temperature. But the low thermal diffusivity that further decreases with temperature produces low thermal penetration depth. Moreover, due to high reflectivity, small dentry is produced. The thin layer of molten metal reduces thermal conductivity and diffusivity of Aluminium alloy sheet, and thus, more rapid rise of temperature takes place. This increases the dexit, and thus, Ta decreases with the rise of pulse width. In case of Inconel 718, the thermal diffusivity is high and it increases with temperature (Table 5). After phase change, the thermal energy is mostly absorbed by the thick molten metal and thus decreasing the temperature across the depth. This reduces the dexit, and therefore, the Ta increases due to increase in difference between dentry and dexit.
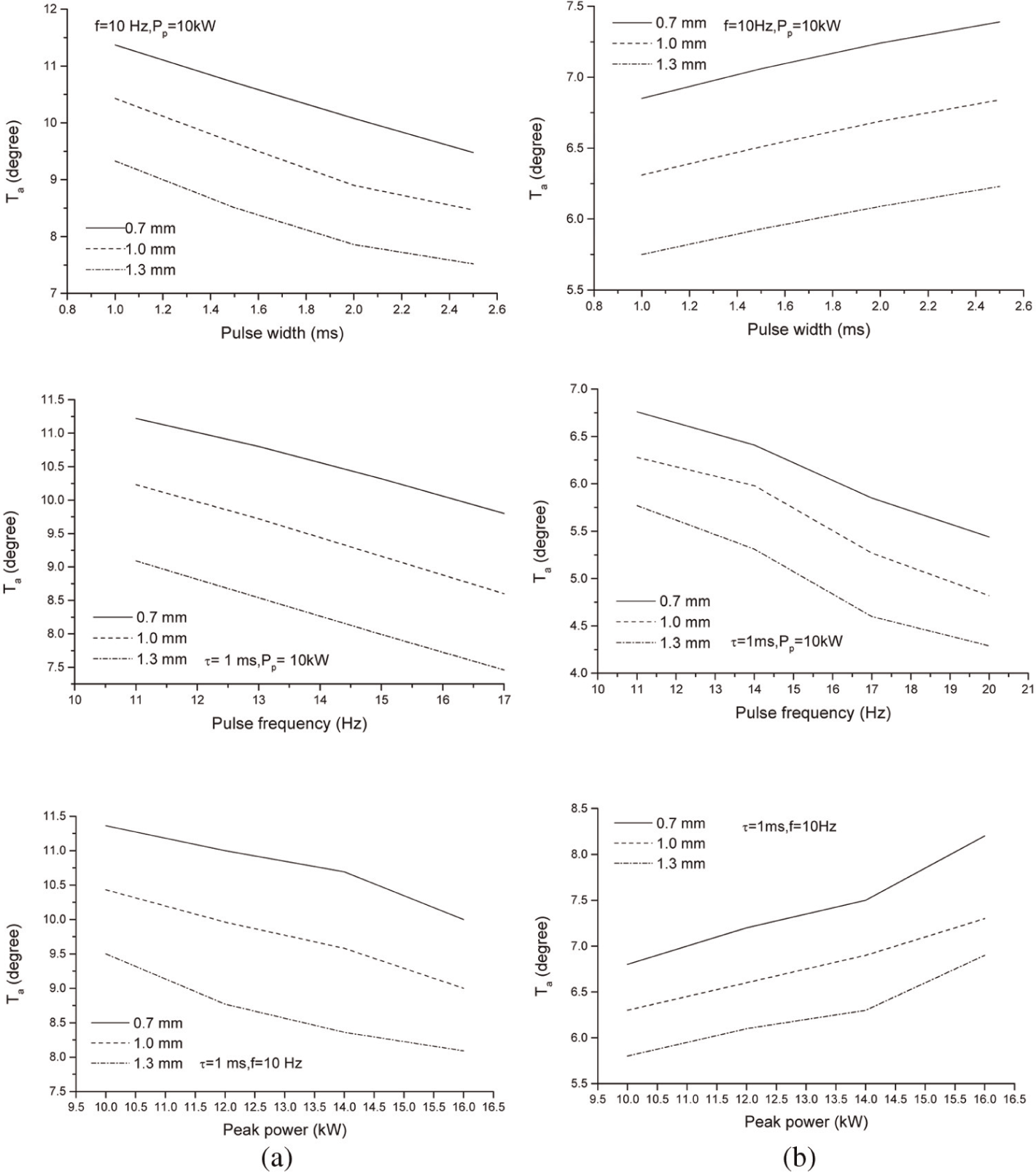
Variation of Ta with respect of pulse width, pulse frequency and peak power for (a) Aluminium alloy sheet and (b) Inconel 718 sheet.
With the increase of pulse frequency, Ta decreases for both sheets. As the pulse frequency increases, more heat energy is imparted to the sheet per unit time and large dentry is created due to accumulation of heat. The low thermal diffusivity of Aluminium alloy produces thin molten layer, which reduces the energy lost due to absorption by the molten metal. Therefore, the difference between the dentry and dexit decreases to reduce the Ta. When the pulse frequency increases, the thermal penetration depth remains constant but more energy is supplied within this zone. The high thermal diffusivity combined with high pulse frequency ensures that no re-solidification occurs in Inconel 718, and thus, the dexit increases to reduce the Ta.
With the increase of peak power, more heat flux enters within the same thermal penetration depth. The thin molten layer and low thermal diffusivity of Aluminium alloy ensures rapid rise of surface temperature and most of the material is removed after reaching melting temperature and thus decreasing the Ta due to increase in dexit. Inconel 718 has low thermal conductivity, and the specific heat increases with temperature. Therefore, for unit rise of temperature, more heat energy is required. After the formation of molten metal, the absorptivity further increases to enhance melt thickness that will absorb significant part of the irradiated laser energy, thereby not transferring adequate amount of heat to the surrounding area. This will reduce the dexit due to which Ta increases as per equation (11).
Prediction of MRR
The effect of pulse width on MRR was determined by increasing it at constant peak power and pulse frequency for Aluminium alloy and Inconel 718 sheets. It is observed that the MRR increases with the increase of pulse width (Figure 11(a) and (b)) but shows different behaviour when sheet thickness varies. The thermal penetration depth (
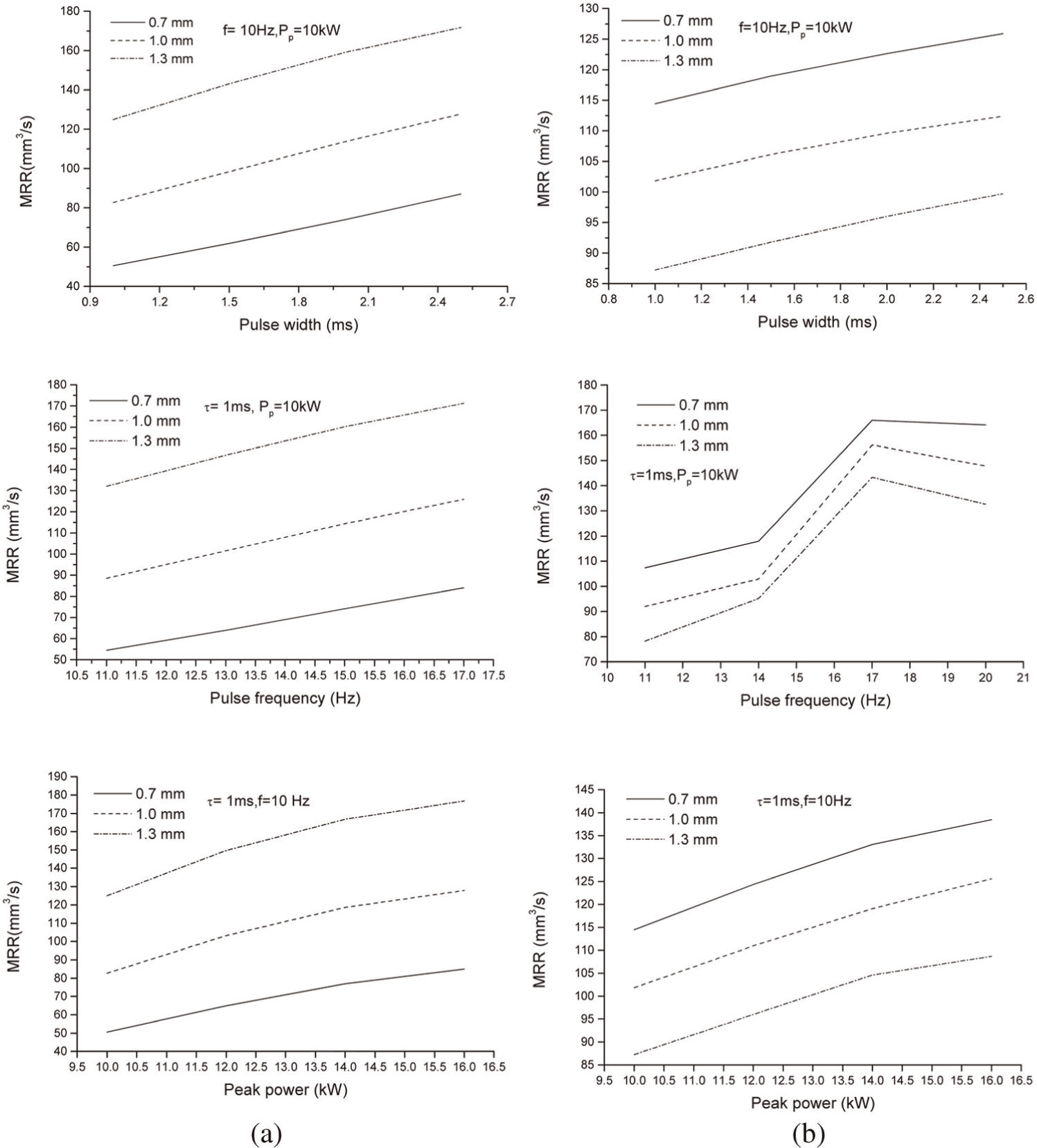
Variation of MRR with respect of pulse width, pulse frequency and peak power for (a) Aluminium alloy sheet and (b) Inconel 718 sheet.
The time available for cooling decreases with the increase of pulse frequency, and accumulation of thermal energy takes place. As the sheet thickness increases, the MRR increases for Aluminium alloy and decreases for Inconel 718. Due to low thermal diffusivity of Aluminium alloy, thin molten layer is produced. Thus, laser energy that would have been absorbed by the molten liquid is utilized for heating. This reduces the number of laser pulses required to create the hole. Inconel 718 requires more number of laser pulses to create the hole due to the formation of thick molten layer that absorbs most of laser energy, and thus, MRR decreases.
The total laser energy needed to create the hole increases with sheet thickness. Since the melting point and thermal diffusivity of Aluminium alloy are low, at high peak power, the molten metal quickly rises to melting temperature. This reduces the number of laser pulses required to create the hole, and the MRR increases. Due to low reflectivity and high thermal diffusivity, high diffusion of energy takes place from the molten surface to the solid bulk in Inconel 718. As the thickness of molten metal increases, a large proportion of laser energy is absorbed by it and the number of pulses required to create the hole increases, thereby reducing the MRR.
Prediction of HAZ
HAZ is determined to evaluate the degree of heat damage in workpiece due to laser irradiation. It is characterized by the structural changes due to penetration of thermal wave into the workpiece. Figure 12(a) and (b) shows the variation of extent of HAZ for the Aluminium alloy and Inconel 718 sheets. The extent of HAZ increases with rise of pulse width for both the sheets due to infusion of more heat energy on sheet surface. The longer interaction period and higher pulse energy transport enough heat energy to change the microstructure of the workpiece to larger distances. With the increase of sheet thickness, the HAZ decreases for both the sheets. When the thickness of Aluminium alloy sheet increases, the amount of thermal energy disseminated in the sheet also decreases, thereby reducing the dentry. Repetitive heating and low thermal diffusivity raise the temperature to a value that can modify the grain structure of Aluminium alloy to larger distances. In Inconel 718, temperature falls rapidly after the formation of melt front, and the high thermal diffusivity does not allow a rapid rise of surface temperature; therefore, the extent of HAZ is low.
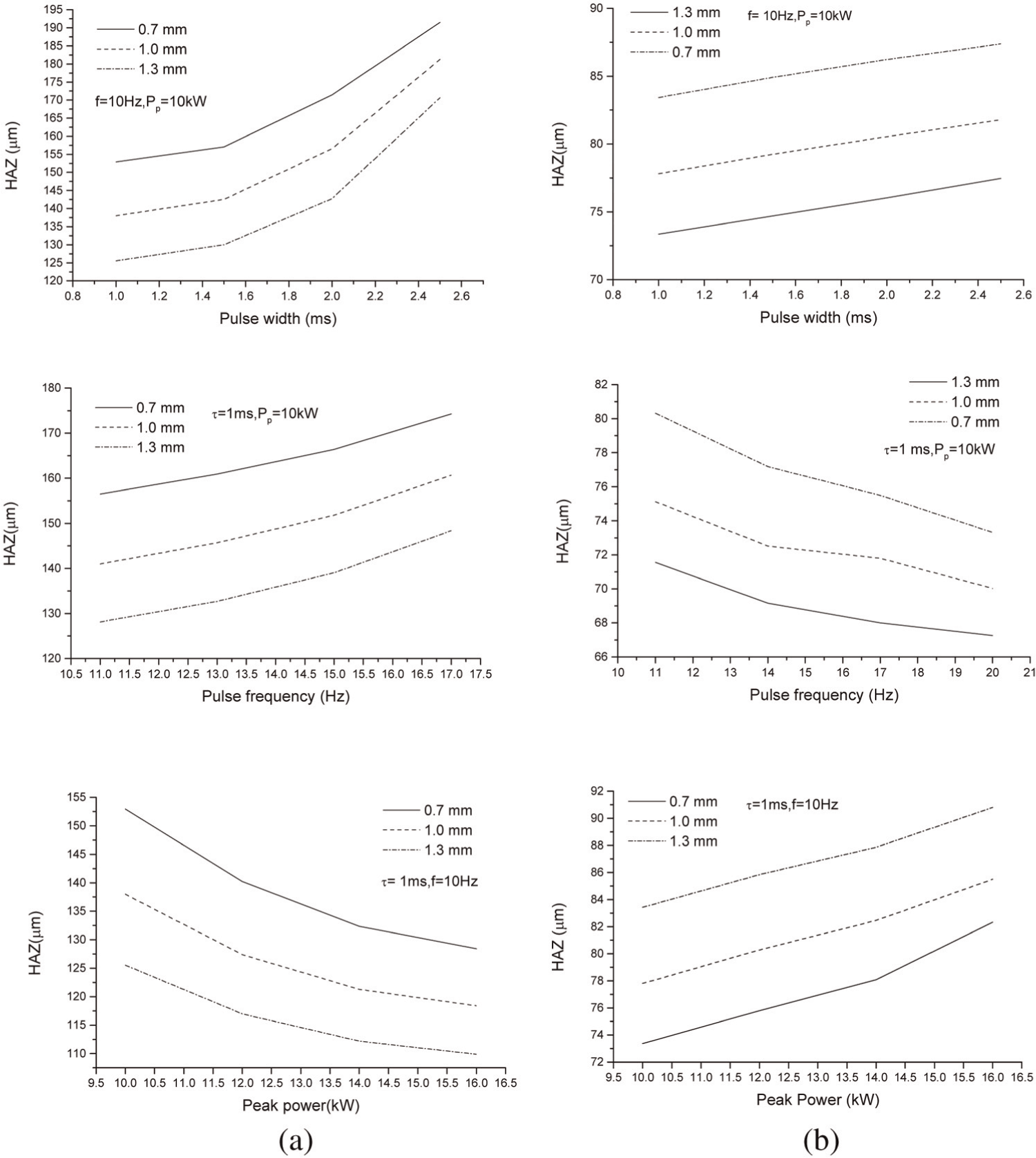
Variation of HAZ with respect of pulse width, pulse frequency and peak power for (a) Aluminium alloy sheet and (b) Inconel 718 sheet.
With the increase of pulse frequency at constant pulse width, the pulse-off time decreases and more thermal energy is conducted in the sheet. The laser-irradiated energy in Aluminium alloy increases the surface temperature to larger radial distance to create large HAZ, but in Inconel 718 sheet, the thick molten metal layer absorbs large proportion of laser-irradiated energy; therefore, HAZ decreases with increase of pulse frequency. The increase of Inconel 718 sheet thickness increases the HAZ because the thermal energy is easily transported to the surrounding area due to high thermal diffusivity and high absorptivity of liquid metal.
When the laser pulses irradiate Aluminium alloy sheet at high peak power, the dentry increases because more heat flux enters the workpiece. But the proportionate increase in surface temperature to the surrounding areas is low due to very low thermal diffusivity of Aluminium alloy. Therefore, the HAZ decreases. In Inconel 718 sheet, the thermal diffusivity increases with temperature and thick molten layer is produced across the depth that will absorb the laser-irradiated energy. Due to low specific heat, the temperature quickly rises and increases the HAZ. As the sheet thickness increases, dentry decreases. As the major part of sheet remains in solid state, the high thermal conductivity will change the microstructure to a larger area to enhance the HAZ. Table 9 shows the relative importance of each laser process parameter on output characteristics of laser-drilled hole.
Effect of laser process parameter on output characteristics of LBPD.
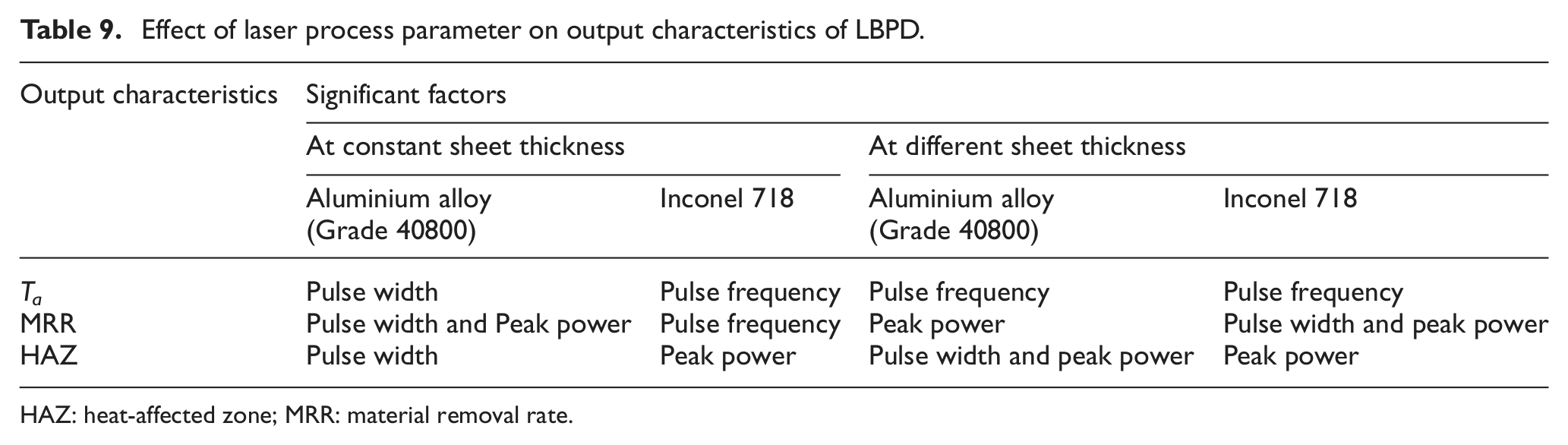
HAZ: heat-affected zone; MRR: material removal rate.
Conclusion
In this article, FEM-based thermal model has been developed for prediction of Ta, HAZ and MRR during LBPD in Aluminium alloy (Grade 40800) and Inconel 718 sheets of different thickness using solid-state pulsed Nd:YAG laser incorporating the temperature-dependent thermal properties, optical properties and phase change phenomena. The aim of the study was to compare the changes in hole characteristics and hole productivity due to different thermophysical and optical properties of the sheet materials. Following conclusions are drawn from this study.
Ta decreases with the increase of pulse width and pulse frequency for both Aluminium alloy and Inconel 718 sheets, but when peak power increases, Ta decreases for Aluminium alloy and increases for Inconel 718. With the increase of sheet thickness, the Ta decreases for both materials.
The MRR increases with increase of pulse width, pulse frequency and peak power for both Aluminium alloy and Inconel 718 sheets. The MRR increases with the increase of sheet thickness in Aluminium alloy but decreases in Inconel 718 sheet.
The extent of HAZ decreases with the increase of the sheet thickness for both Aluminium alloy and Inconel 718 when the pulse width and pulse frequency are varied. For Aluminium alloy, the HAZ increases with the increase of pulse width and pulse frequency but decreases with the rise of peak power. In the case of Inconel 718, the HAZ increases with the increase of pulse width and peak power but decreases with the rise of pulse frequency.
At constant sheet thickness, pulse width has relatively more effect on all the hole characteristics for Aluminium alloy sheet. Ta and MRR are prominently affected by pulse frequency, whereas peak power has maximum effect on HAZ for Inconel 718 sheet.
At different sheet thickness, pulse frequency largely controls the Ta for both Aluminium alloy and Inconel 718 sheets, whereas pulse width and peak power have more effect on MRR and HAZ of both sheets.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.