
Abstract
In considering an engineer’s opinion in optimizing a multiresponse problem, attention must be paid to vagueness and hesitancy in revealing his or her perceptions of a fuzzy concept such as “importance” or “excellence.” Recently, the notion of intuitionistic fuzzy sets has been found to be more effective than that of fuzzy sets for dealing with vagueness and hesitancy. However, little research has been done on optimizing multiresponse problems using intuitionistic fuzzy sets. This article focuses on state systems and explores optimization of multiresponse problems with intuitionistic fuzzy sets, in which the importance of each response is given by an engineer as intuitionistic fuzzy set. A novel optimization procedure is proposed that is based on a measure of similarity between intuitionistic fuzzy sets. To demonstrate the efficiency and effectiveness of the proposed method, two case studies are provided–one of plasma-enhanced chemical vapor deposition and the other the copper chemical mechanical polishing.
Keywords
Introduction
The Taguchi method is an off-line experimental design technique that is adopted in industries to produce high-quality products at low cost. 1 However, the method focuses on the optimization of single-response problems rather than multiresponse problems. 2 A number of approaches have been therefore developed for optimizing multiresponse problems. For example, Antony 3 utilized principal component analysis (PCA) method to analyze multiresponse problems. Liao 4 developed a so-called process capability ratio (PCR) technique for order preference by similarity to ideal solutions (TOPSIS) approach to the optimal solution to the multiresponse type of problem. The method is derived from the PCR and the TOPSIS. Liao 5 proposed the weighted principal component (WPC) method to overcome shortcomings of the PCA method in solving multiresponse optimization problems. Tong et al. 6 proposed an approach for solving multiresponse optimization problems using the VlseKriterijumska Optimizacija I Kompromisno Resenje (VIKOR, in Serbian) method. Tong et al. 7 described a procedure based on data envelopment analysis (DEA) method for optimizing Taguchi’s dynamic system with multiple quality characteristics. Kuo et al. 8 proposed a gray-based Taguchi method to solve the multiresponse simulation problem. Some researches extend the VIKOR method with intuitionistic fuzzy to solve multiple attribute group decision-making (MAGDM) problems by difference methods.9–11
In many multiresponse problems, engineering judgment is primarily used to resolve such a complicated problem. 12 In considering an engineer’s opinion in optimizing a multiresponse problem, attention must be paid to vagueness and hesitancy in revealing his or her perceptions of a fuzzy concept such as “importance” or “excellence.” Accordingly, the notion of fuzzy sets has been extensively utilized to overcome difficulties in optimizing multiresponse problems under fuzzy environments. 13 Tong and Su 14 presented a fuzzy TOPSIS method to optimize multiresponse problems where the weights of responses are given in terms of linguistic variables. Lin et al. 15 presented the use of fuzzy logic to the Taguchi method for the optimization of the electrical discharge machining process with multiple performance characteristics. Lin et al. 16 presented the use of gray relational analysis based on an orthogonal array and the fuzzy based Taguchi method for optimizing multiresponse problems. Lu and Antony 17 presented a method that integrated Taguchi quality loss function and fuzzy-rule based reasoning for tackling multiresponse optimization problems. Antony et al. 18 used neuro-fuzzy model and Taguchi method of experimental design to provide a good insight into solving a multiresponse optimization problem.
Recently, easily implemented methods have been developed for optimization of multiple responses. The methods developed by Pal and Gauri19,20 are found to be superior to other methods with respect to total signal-to-noise (SN; defined as Taguchi method in 1990) ratio as well as closeness of individual responses to their respective target values, which are reflected in the expected mean square error (MSE) values for the individual responses. However, all of the above-mentioned studies consider no hesitancy that is one of the most important information in evaluation processes and may have great impact on the final decision. The use of intuitionistic fuzzy sets (IFSs) could be more adaptive and more useful than the traditional fuzzy sets in revealing an expert’s perceptions with respect to a fuzzy concept.
The notion of IFSs, introduced by Atanassov,21,22 has been found to be more effective than the notion of fuzzy sets, introduced by Zadeh, 13 for dealing with vagueness and hesitancy. It has been widely used for the multiple criteria decision-making (MCDM) problems.23–26 The ranking of intuitionistic fuzzy numbers plays a main role in real-life problems involving intuitionistic fuzzy decision-making, intuitionistic fuzzy clustering. Therefore, some researchers focus on multiattribute decision-making situations where both attribute values and weights are furnished as interval-valued IFSs.27–29
Unfortunately, it seems that there has been little research on the optimization of multiresponse problems using IFSs. This article is thus primarily concerned with the optimization of multiresponse problems using IFSs, in that the importance weights of various responses given by an engineer take the form of IFSs. A novel evaluation procedure is developed to determine the optimal factor-level combination that is based on the measure of similarity between an alternative and the ideal alternative.
The rest of this article is organized as follows: Section “Preliminaries” introduces some definitions and operators of IFSs. In section “Proposed method,” the VIKOR method is extended to solve multiresponse optimization problems in IFS environments. In section “Illustrations,” two case studies of plasma-enhanced chemical vapor deposition (PECVD) and of a double-sided surface mount technology (SMT) electronic assembly operation are used to demonstrate the effectiveness of the proposed method. Section “Discussion” draws conclusions.
Preliminaries
This section introduces some definitions and operators related to IFSs.
Definition 1. Let a set X = {x1, x2, …, xn} be fixed, an IFS A in X is an object with the following form 21
where the functions μA(x) → [0, 1] and
Definition 2. For each IFS A in X, if πA(x) satisfies
then πA(x) is called the degree of indeterminacy of x to A or called the degree of hesitancy of x to A.21,30 The degree of indeterminacy or hesitancy about element
Definition 3. Let λ > 0 and α = <µα, να>, the IFS α for any positive integer λ as follows 31
where
then
Definition 4. For measuring the similarity, the geometrical representation and distance of IFSs are illustrated in the following.
Let A and B be two IFSs as
where 1 ≤p≤∞ and

the similarity measure between two IFSs satisfies the following properties:
Proposed method
This section develops an optimization method for solving multiresponse problems in intuitionistic fuzzy environments. Suppose that an
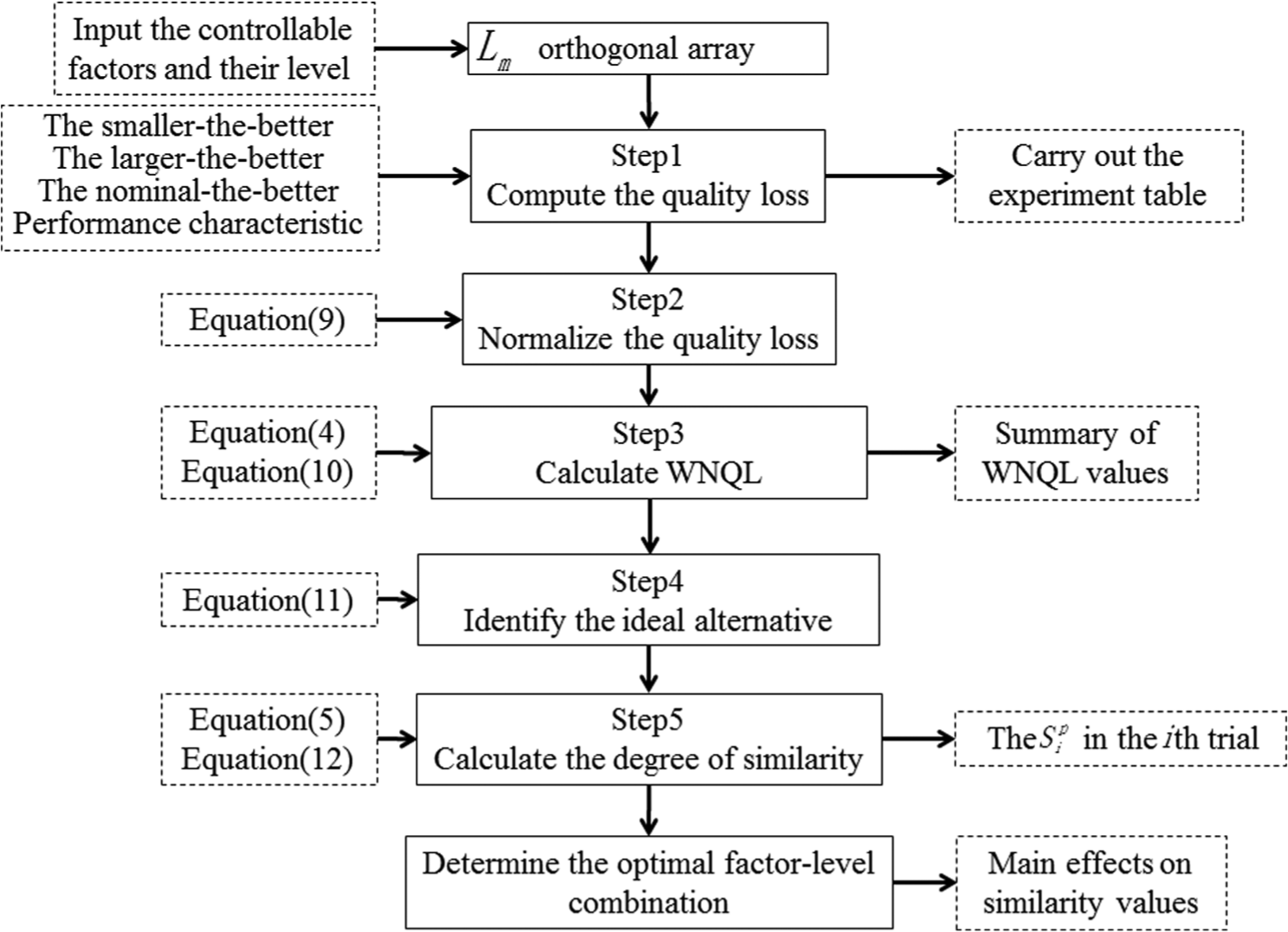
Six steps of calculation used in purpose method. The first stage computed the quality loss and normalizes it. Subsequently, the WNQL values have been used to identify the ideal alternative. Finally, the optimal factor-level combination is determined based on evaluating the similarity of IFSs.
Step 1. Compute the quality loss.
Taguchi defined three quality loss functions based on three classes of performance characteristic: the smaller-the-better, the larger-the-better, and the nominal-the-better. Let C = {c1, c2, …, cn} be the set of responses and let Lij be the quality loss associated with the jth response in the ith trial; then Lij can be obtained by one of the following three quality loss functions according to the performance characteristic of
For the smaller-the-better performance characteristic
For the larger-the-better performance characteristic
For the nominal-the-better performance characteristic
where k1, k2, and k3 are the quality loss coefficients. The quality loss coefficients defined the same constant (k1 = k2 = k3 = 1) for two reasons in this study. First reason, the specific limits and target of products are all equal. Second, the multiresponse problems ignore the substantial loss of product quality loss (e.g. cost);6,12yijk denotes the observed performance of the jth response at the ith trial and the kth repetition therein; r is the number of repetitions associated with each trial;
Step 2. Normalize the quality loss.
Let rij be the normalized quality loss (NQL) of the jth response in the ith trial; then, rij can be calculated as
Step 3. Calculate weighted and normalized quality loss (WNQL)
Let ωj = <µj, νj> be an intuitionistic fuzzy value where µj and νj denote the degree of membership and the degree of nonmembership of the importance weight of the jth response. The weight values (ωj) represent the relative importance of each attribute to the others; then, the WNQL (νij) is an intuitionistic fuzzy value that can be obtained from equation (4) as follows
Step 4. Identify the ideal alternative.
Since a smaller value of WNQL (vij) corresponds to better performance in the jth response at the ith trial, the ideal alternative A* can be defined as
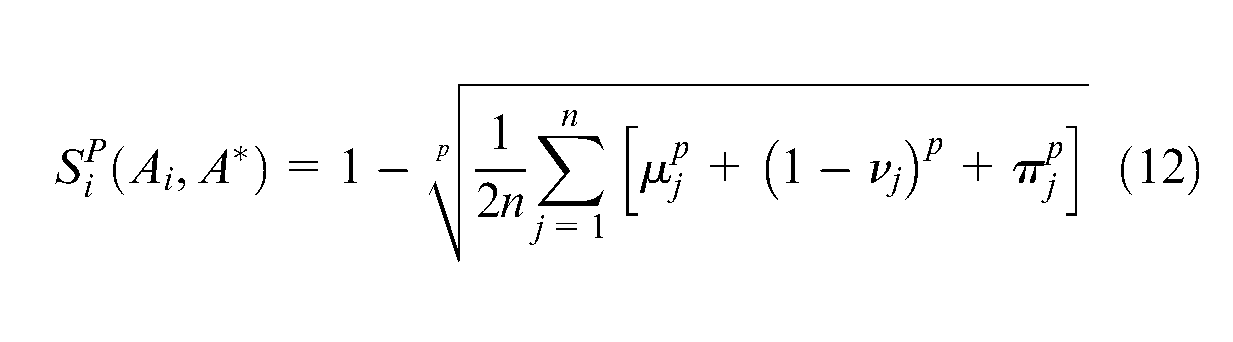
Step 5. Calculate the degree of similarity for i = 1, 2, …, m, based on the measure of similarity between IFSs as follows
Obviously, a greater similarity
Step 6. Determine the optimal factor-level combination.
The comprehensive quality scores for each trial can be determined from the degree of the similarity obtained in the previous step, and the effects of the factors can be estimated from the degree of the similarity. The optimal factor-level combination is finally determined, based on the fact that a larger degree of the similarity indicates higher quality.
In conclusion, the proposed method could be of great help in the following two points of view:
The use of IFS could be more adaptive and more useful than the traditional fuzzy sets in revealing an expert’s perceptions with respect to a fuzzy concept.
While the fuzzy TOPSIS method 14 calculates two distances for deriving the closeness coefficients, our method only computes one distance for deriving the degree of similarity. Both of the closeness coefficients and the degree of similarity are used to determine the optimal factor-level combination. Our method could be great help with reducing the computational complexity and cost especially for complicated cases.
Illustrations
This section considers two case studies from Tong and Su 14 and Peace 33 to demonstrate the feasibility and the efficiency of the proposed method. 32 All calculations are executed by a PC with a Pentium IV CPU (2.4 GHz) and 1 GB RAM. Subsequently, the calculation procedure of current methods has been coded using MATLAB (The MathWorks, Inc., USA). Finally, the data of simulative cases are input into this program to analyze multiresponse problems and record calculation time.
Case study 1
Tong and Su 14 considered the case of the improvement of a PECVD process used in fabricating an integrated circuit (IC). In this case, the two responses of interest are the deposition thickness (DT) and the refractive index (RI), and an L18 orthogonal array based on the Taguchi method is selected to plan the experiment.
Based on a discussion with process engineers,
The target values of DT and RI are 1000 Å and 2 (nominal-the-best), respectively.
The relative importance of DT and RI was specified in terms of IFS to be W1 = {<0.3, 0.4>} and W2 = {<0.4, 0.4>}.
Eight control factors were selected to be optimized. These factors and their alternative levels are shown in Table 1, in which the initial levels are identified by underlining, and are as follows: A2B1C2D2 E2F2G2H2.
Controllable factors and their levels in case 1.
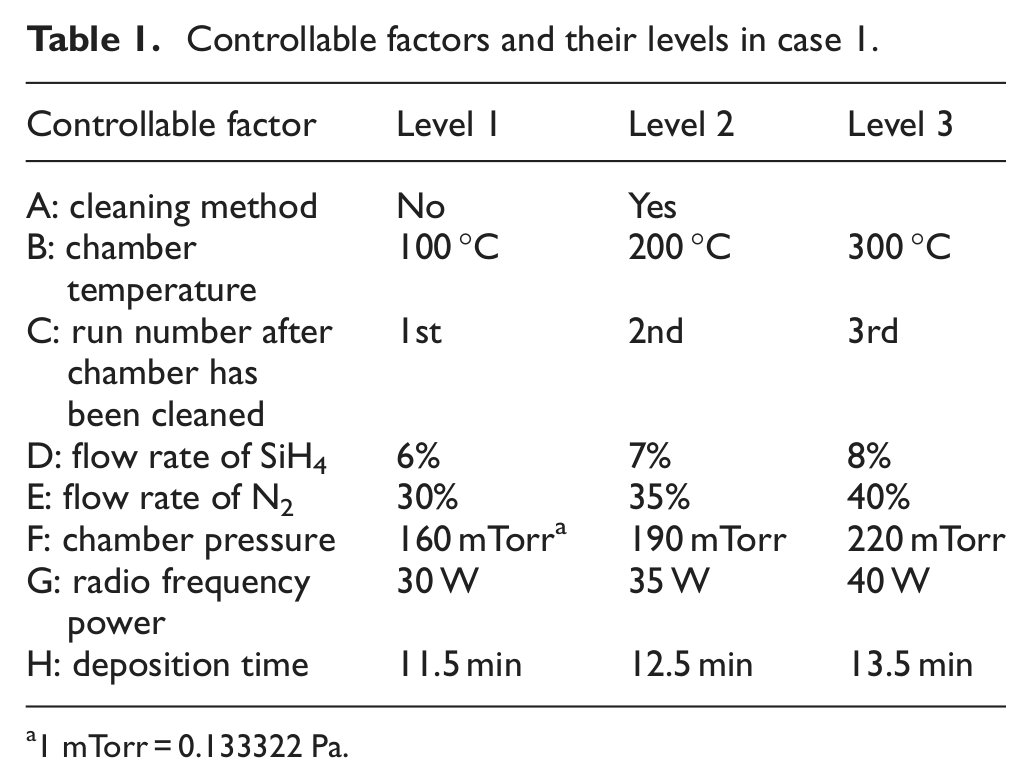
1 mTorr = 0.133322 Pa.
The proposed VIKOR method is then applied to solve this multiresponse problem based on IFS as follows:
Step 1–3. From equation (8)–(10), we got the NQL values, and the values of WNQL are obtained, as presented in Table 2.
Step 4. The ideal alternative is identified as
Step 5. From equation (12), where 1 ≤p≤∞, by taking p = 2, 32 the degree of the similarity between Ai and A* can be obtained, and the summarized data for these experiments are listed in the last column of Table 2.
Summary of WNQL values in case 1.
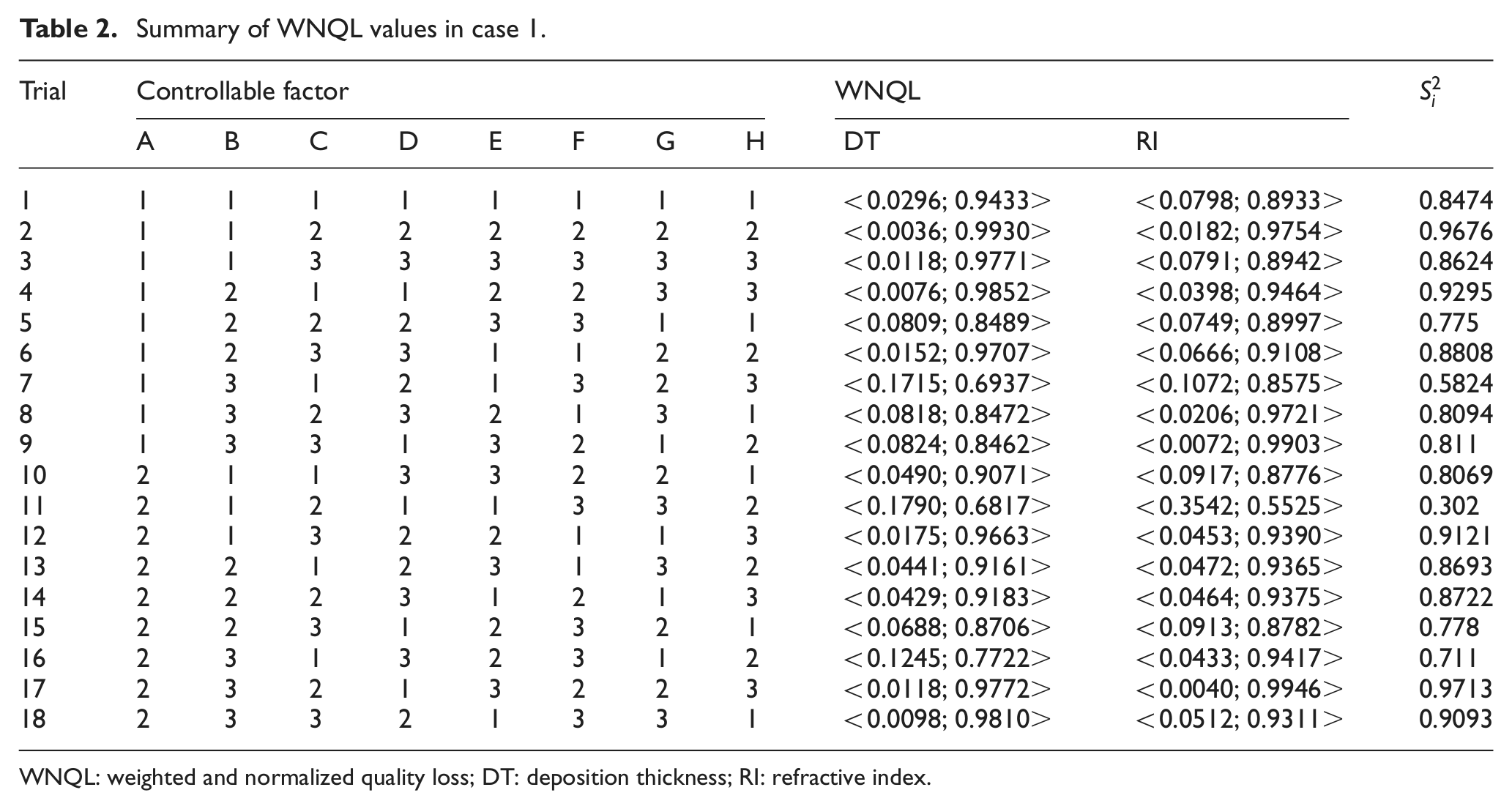
WNQL: weighted and normalized quality loss; DT: deposition thickness; RI: refractive index.
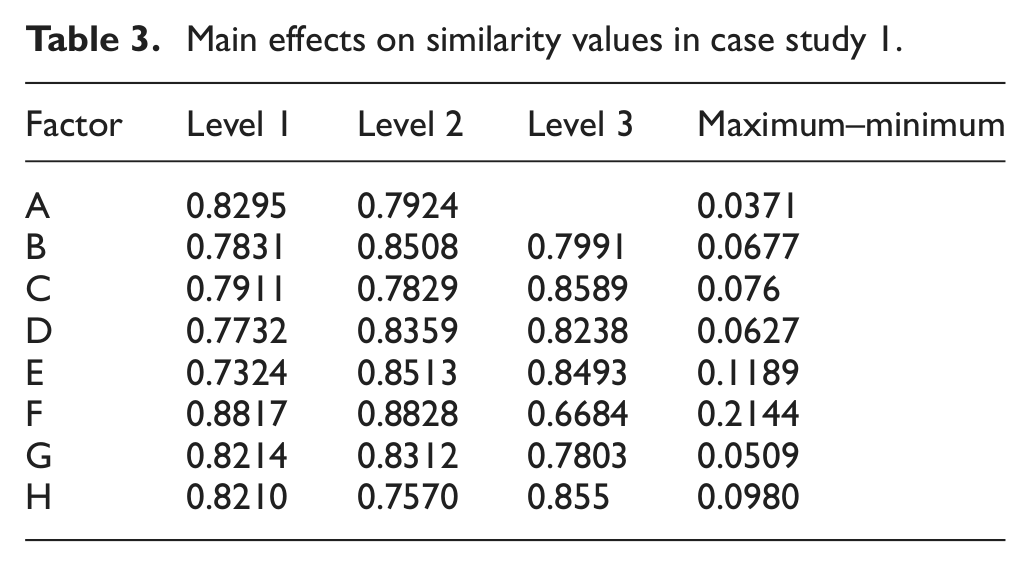
The similarity values of factor effects are listed in Table 3; and the corresponding effects of these factors are shown in Figure 2(a).
Main effects on similarity values in case study 1.
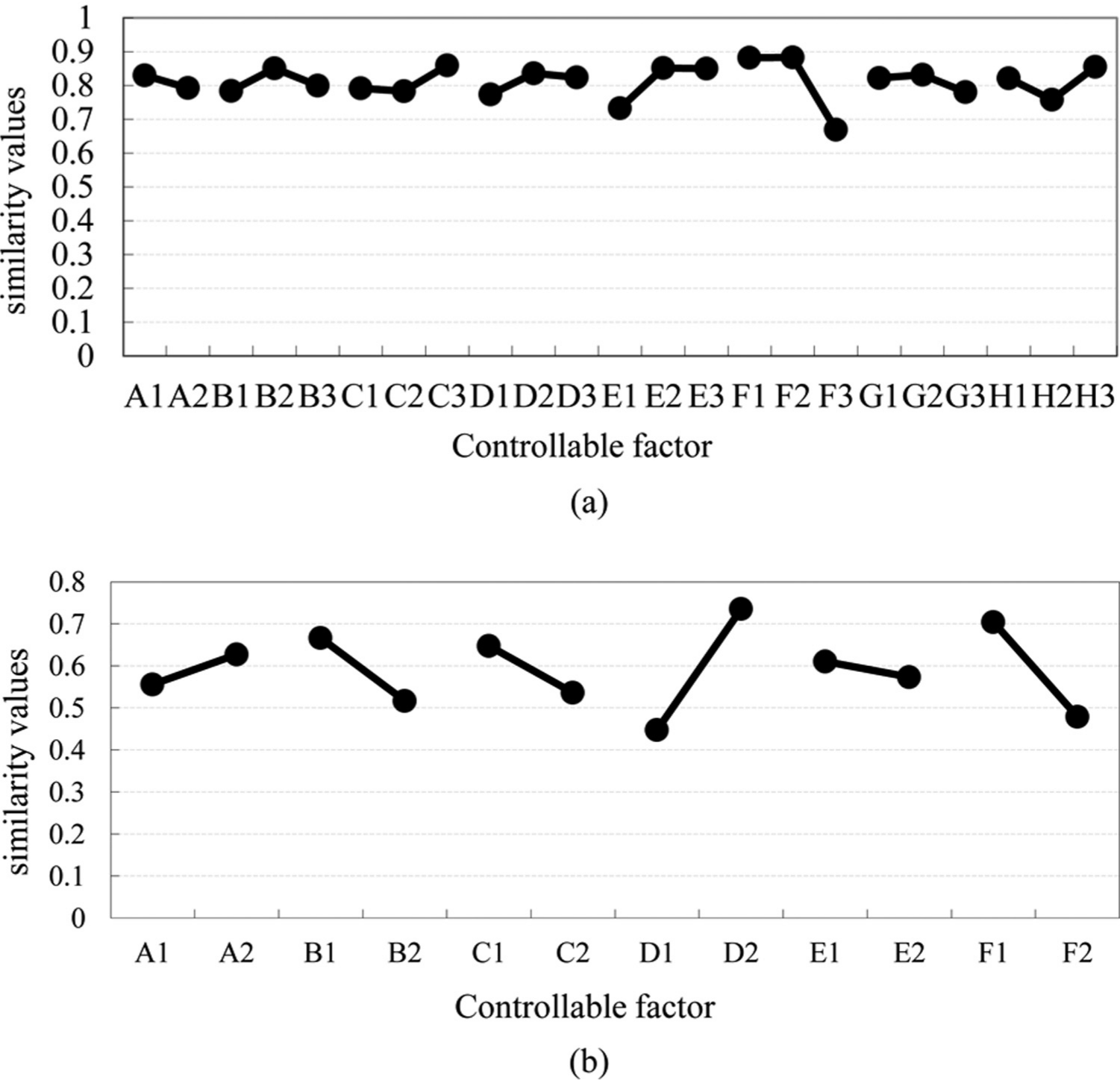
Similarity results of the corresponding effects: (a) case 1 and (b) case 2.
The optimal factor-level combination is determined as A1B2C3D2E2F2G2H3 by selecting the maximum
Case study 2
Peace 33 considered a case of optimizing three responses for a double-sided SMT electronic assembly operation with six controllable factors (A, B, C, D, E, and F). The three responses of interest are solder paste mass (SPM), solder paste height (SPH), and glue torque (GT). In this case study, an L8 orthogonal array based on the Taguchi method is selected to plan the experiment.
Base on a discussion with process engineers,
The target values of SPM, SPH, and GT are 4.2 g, 10 mils (nominal-the-best), and the larger-the-better (inch-ounces)
The relative importance of SPM, SPH, and GT was specified in terms of IFS to be
Six control factors were selected to be optimized. The results of the experiment are shown in Table 4.
Result of the experiment in case 2.
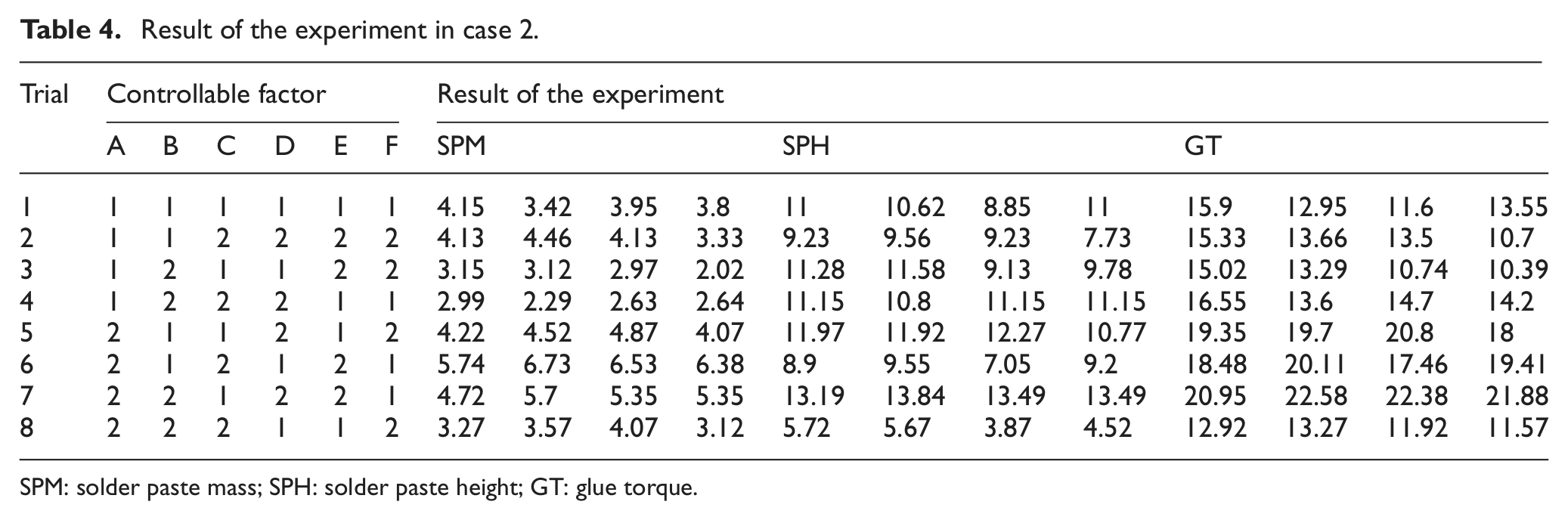
SPM: solder paste mass; SPH: solder paste height; GT: glue torque.
The proposed method is then utilized to solve this multiresponse problem based on IFSs, as follows
Step 1–3. From equations (7)–(10), we got the NQL values, and the values of the WNQL are computed and shown in Table 4.
Step 4. The ideal alternative is identified as

Step 5. From equation (12), by taking p = 2, the degree of the similarity between Ai and A* can be obtained as shown in the last column of Table 4.
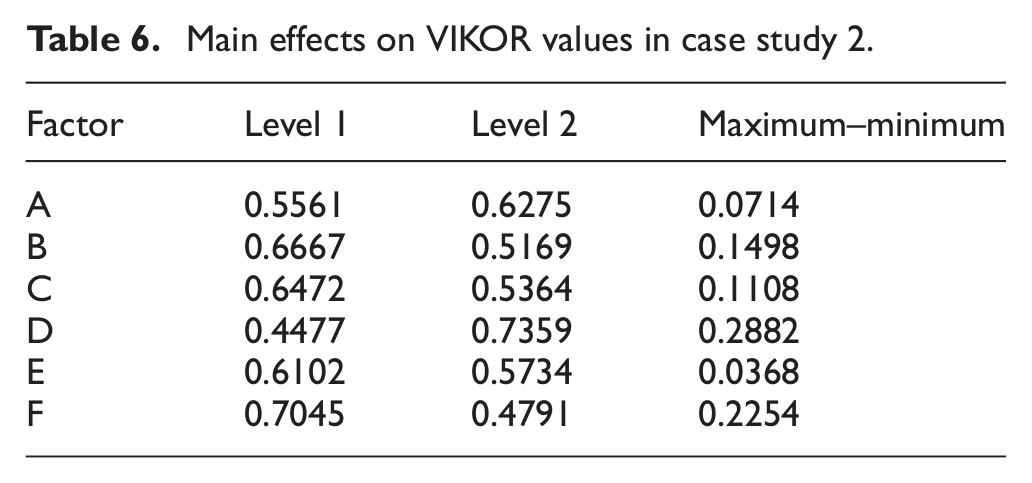
Table 5 presents the similarity values associated with the factor effects, and Figure 2(b) shows the corresponding effects of these factors.
Summary of WNQL values in case 2.
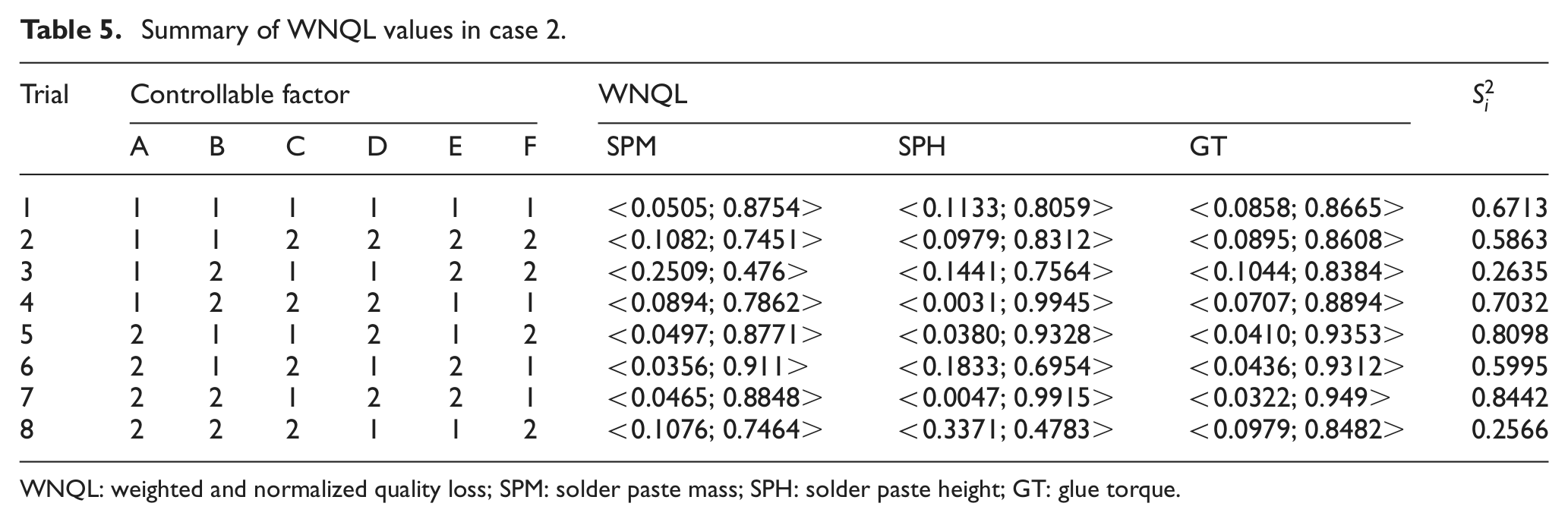
WNQL: weighted and normalized quality loss; SPM: solder paste mass; SPH: solder paste height; GT: glue torque.
The optimal factor-level combination is identified as A2B1C1D2E1F1 by selecting the maximum
Main effects on VIKOR values in case study 2.
Discussion
The average and SN variables in this optimal setting combination of input variables are listed in Table 7. The same experimental data have been analyzed by Tong and Su 14 using the fuzzy multiple attribute decision-making (FMADM) procedure, by Tong et al. 6 using the VIKOR method, and Pal and Gauri 19 using multiple regression-based weighted signal-to-noise ratio method (MRWSN method). For target values of DT and RI (1000 Å and 2), the simulating results of this study are 4% and 5% different, respectively. The predicted DT and RI for this study are 8% and 2% closer to target values than VIKOR method (Table 7). This method defined weight with IFS and thus obtained a better optimal condition. The results of MRWSN method are better than this study because Pal and Gauri do not applying engineering knowledge and judgment decided the values of response weight. For those methods, however, this study could be of great help with reducing the computational complexity and cost especially in a more complicated case.
Optimization result of different methods in case 1.
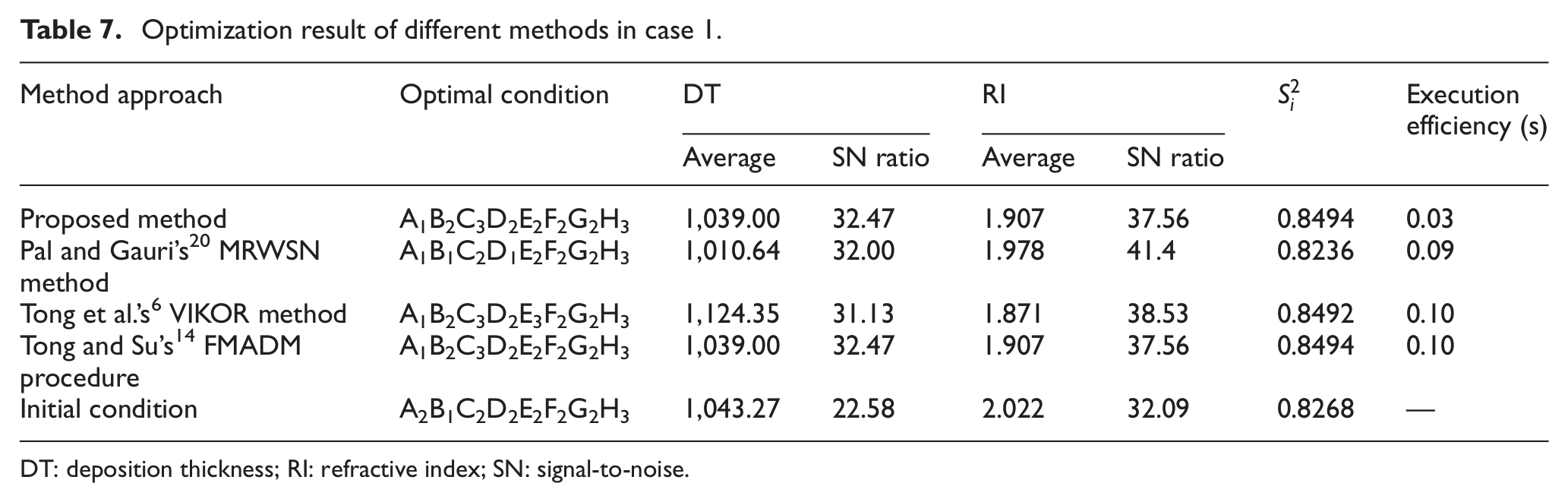
DT: deposition thickness; RI: refractive index; SN: signal-to-noise.
Compared with neuro-fuzzy based and fuzzy-rule based models, the SPM, SPH, and GT were closer to target values in this study. In fact, the three methods used a similar approach to calculate weight for optimal condition but the notion of IFSs has been found to be more effective than that of fuzzy sets for dealing with vagueness and hesitancy.21,23,25,26 This study improves multiresponse fuzzy decision-making but also finds a new idea for other areas of optimal modeling. Reviewing cases 1and 2, it is observed that the proposed method may not obtain the most optimal condition in other cases but it certainly increases execution efficiency (Tables 7 and 8). Therefore, this means that the simple step for calculating
Optimization result of different methods in case 2.
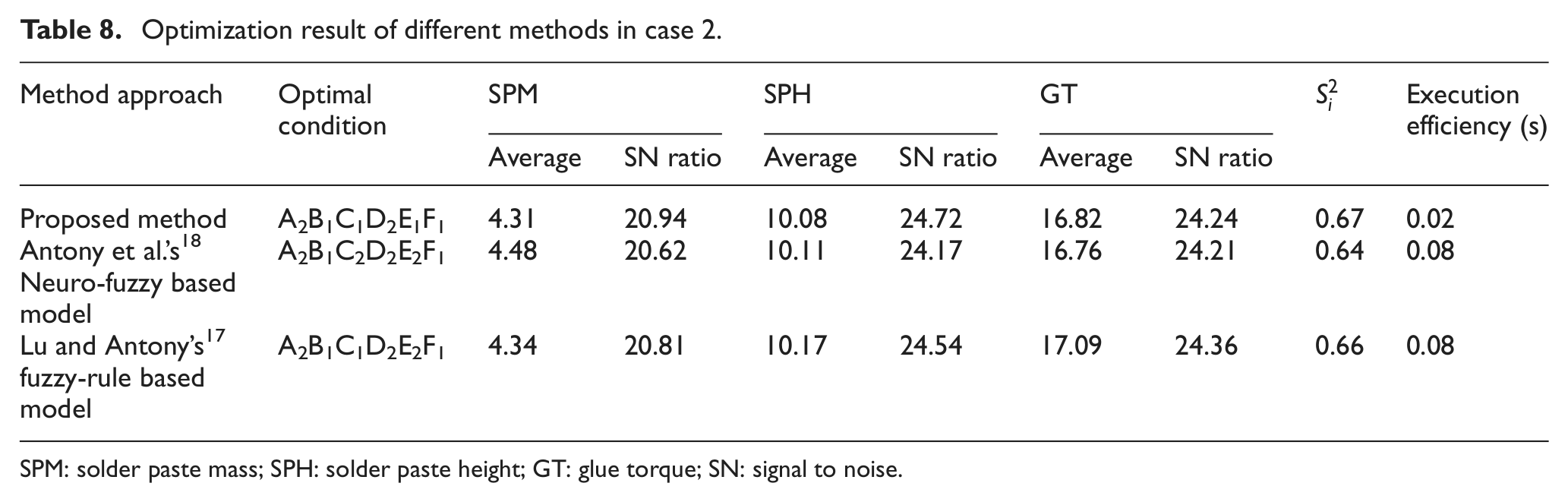
SPM: solder paste mass; SPH: solder paste height; GT: glue torque; SN: signal to noise.
Conclusion
The IFS is a generalization of the fuzzy set and is more effective than the fuzzy set for capturing vagueness and hesitancy. The use of IFSs can be of great help to recognize an engineer’s perception of a fuzzy concept, such as “excellence” or “importance.” In this article, we have investigated the multiple response problems with IFSs in state systems. The importance weights of various responses are subjectively specified by an engineer in terms of intuitionistic fuzzy values. Based on a measure of similarity between IFSs, an optimization procedure has been developed to determine the optimal factor-level combination. Two illustrative case studies are given to demonstrate the feasibility and effectiveness of the proposed method (Tables 7 and 8). These case studies show that the proposed method is a useful scheme to efficiently determine the optimal factor-level combination. The proposed method differs from previous approaches for optimizing multiresponse problems, not only in that the proposed method uses IFSs rather than fuzzy sets, but also in that the calculation is more efficient.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.