
Abstract
A triangle heating technique with the use of a heat source of high-frequency induction heating to make a steel plate deformed into a curved shape was modeled and analyzed using the numerical analysis of the finite element method in order to predict the angular deformation of the steel plate formed by the technique. For the analysis of the deformation, heat generation by an electromagnetic field was first analyzed with consideration of the preheat effect, and heat flow using the heat generated from the plate as the heat source was then analyzed. Thermal history of the plate predicted by numerical analysis was compared with that measured in an experiment of triangle heating on a steel plate. Deformations of the plates were then analyzed with changes of heating parameters including heating dimensions and plate thickness. The analyses were also verified with a series of experiments. In order to derive a simplified equation to readily predict deformation from the triangle heating technique, deformations predicted by numerical analyses and measured by the experiments were synthesized in association with the heating parameters using a statistical method of recursion analysis. The equation was verified to be able to predict the deformations conversely and expected to be practically used in the industry to select the heating parameters for the desired shapes of curved plates.
Keywords
Introduction
Curved plates with various shapes are fabricated in advance with a thermal forming process in the manufacturing process of hulls for shipbuilding. In a thermal forming process for steel plates, both triangle heating and line heating have been mostly used as heating techniques and each one can be chosen appropriately on the basis of the desired shape of the deformed plate. Steel plates are deformed through the following two mechanisms in a thermal forming process. The first mechanism is caused by different contractions along the thickness due to uneven temperature distribution during the heating of the surface, which is mainly obtained by line heating on the steel plate. The other is created through shrinkage of the plate in the transverse direction by locally focused heating and rapid cooling on the surface, which is used in a triangle heating technique. Essentially, triangle heating at the edge on a steel plate causes not only transverse contraction along the width direction but also a difference in the contraction along the thickness, which creates a convex shape around the heated area and a concave shape at its vicinity.
For the analysis of steel forming process with gas flame heating, a three-dimensional (3D) thermomechanical model was developed, and the results of analyses with the change of process parameters were used to derive a simplified equation to predict the angular distortion of steel plate in the forming process. 1 Deformation of steel plate by the triangle heating method with gas flame torch was also studied using a simplified model of the process with the inherent strain method.2,3 Compared to the forming process for steel plates with gas flame heating, the forming process with induction heating has been developed recently and its applications are beginning to be incorporated in the shipbuilding industry as numerous research studies have been carried out on the process.4–6 Analysis of deformation of steel plates in the forming process with the line heating technique using the induction heating has already been performed using 3D analysis, 7 and a simplified equation was derived as well to easily predict the amount of deformation in line heating with various heating parameters regarding the induction heating process on a steel plate. 8 Nonlinear material properties were also taken into account in a study of numerical analysis on induction heating problems. 9 Furthermore, based on the results of the deformation analysis with line heating method in induction heating process, an artificial network was proposed to easily predict deformations of steel plate during the forming process. 10 Meanwhile, a previous study suggested a heat source model for the triangle heating technique with a high-frequency induction heating process and revealed the effect of heating paths on the transverse contraction of a steel plate in the process. 11 However, an analysis with regard to angular deformation of plate in a high-frequency induction forming process using the triangle heating has not yet been reported in the literature.
In this study, heat flow and the angular deformation of the steel plates in the forming process with respect to heating parameters are analyzed for a triangle heating technique with regard to the induction heating using the finite element method (FEM), followed by a series of experiments to verify the analyses. For the heat flow analysis, heat generation through induction heating is modeled in advance with consideration of the preheat effect, which occurs by the previous heating paths being closely positioned during locally concentrated heating. The process parameters in the triangle heating suggested in this study are composed of the width and height of a heating triangle and the thickness of the steel plate. Based on the results obtained by the analysis on the angular deformations of the steel plate, a simplified equation is derived using a statistical method to readily predict the amount of deformation for the edge of the heated area on a steel plate.
Analysis of triangle heating
Heating path and preheating effect
The high-frequency current flowing through the inductor of induction heating equipment induces an eddy current on a conductible plate. A forming process with high-frequency induction heating uses the resistance heat generated by the eddy current on the surface to heat the plate for a deformed shape. A triangle heating with the heat source of the induction heating suggested in this study had heating paths forming a triangular shape at the edge on the surface of a plate in order to contract the edge to the highest degree.
The steel plate and the heating path used in the analysis are shown in Figure 1, and the plate is made of AH32 with a length of 500 mm and a width of 500 mm in dimensions. The heating paths of the triangular pattern proposed in this study are also presented in this figure with the height and the bottom width in the lower edge on the surface of the steel plate. The triangle heating started from the heating starting point and moved downward along a zigzag direction with the step of a constant distance of 16.7 mm, while enlarging its width in order to form a triangular shape at a distance of 33 mm above the lower edge of the plate. The step distance of 16.7 mm and the edge marginal distance of 33 mm were decided by taking into account the size of the inductor coil.
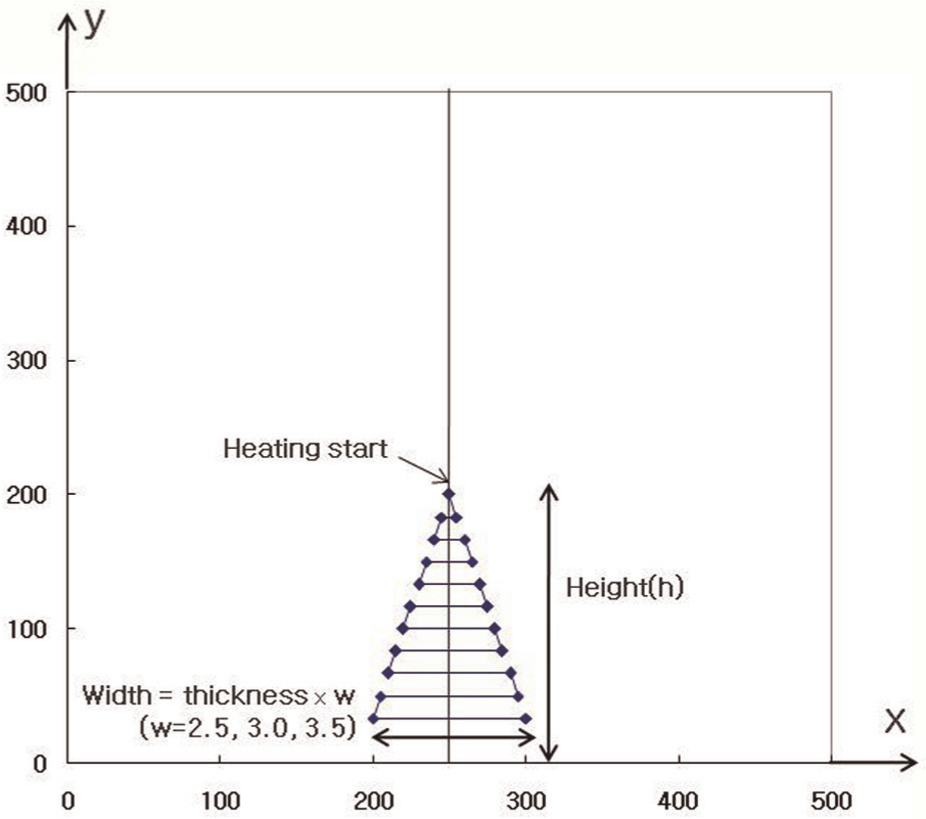
Heating path in triangle heating process.
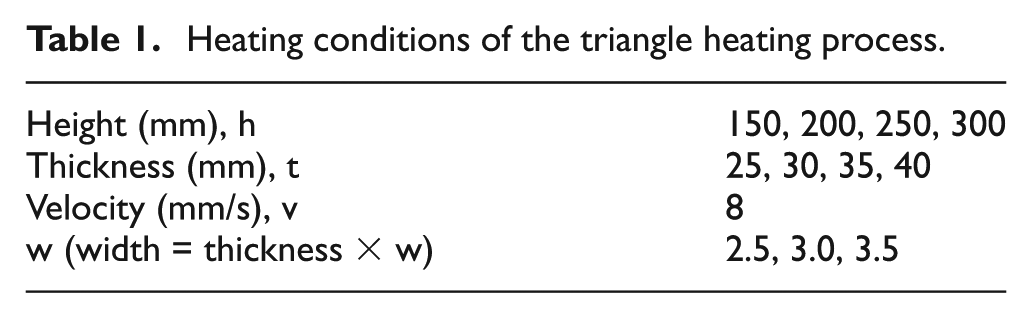
The height (h) in the triangular shape of heating paths was selected to be 150, 200, 250, and 300 mm. Because the selection of the bottom width in the triangular shape needed to be related to the thickness of the plate, a coefficient of heating width (w) was introduced to be 2.5, 3.0, and 3.5 multiplied by the plate thickness. Then, the multiplication of the thickness by the coefficient (w) made the bottom width of the triangle for the heating paths. Therefore, as the thickness became thicker or the coefficient became larger, consequently the heating width was enlarged. Meanwhile, when the height (h) was increased, the total length of the heating paths also increased, due to the increment for the number of steps. In Figure 1, the x-axis is located on the width direction and the y-axis on the height direction with regard to the coordinate system for positioning on the plate. The heating parameters were selected to be appropriate for the practical forming with the induction heating process in the shipbuilding industry. A parametric study on deformations for steel plates was carried out with the heating parameters. The heating parameters used in the analysis are presented in Table 1. In this study, a current of 3750 A was used to flow through the inductor. The plate in the analysis was assumed to be simply supported at the four corners on the back surface of the plate.
Heating conditions of the triangle heating process.
In the triangle heating technique, the area of the heat source and the vicinity can already be heated with heat conduction at positions along the previous heating path. Therefore, the amount of heat generation along the paths closely located for locally concentrated heating with regard to the triangle heating technique changes from point to point and differs from that in the line heating technique where the vicinity of the heat source remains to be near ambient temperature. The previous study showed that as the preheat temperature increases, the heat generation is expected to decrease on the contrary when a steel plate was preheated to 20 °C, 100 °C, 200 °C, 300 °C, 400 °C, 500 °C, 600 °C, and 700 °C, respectively. 11 This phenomenon can be explained by the reduction of the permeability of a heated area regarding the steel plate. In this study, the preheating effect was taken into account in the analysis of the heat flow using the heat source for the distribution of heat generation at the averaged preheat temperature, which was obtained by averaging the preheated temperature of the vicinity around the heat source whenever the heat source moved downward to the next step.
Analyses of heat flow and angular deformation
The angular deformation of a steel plate in the induction heating process with the triangle heating technique was analyzed with a calculation procedure shown in Figure 2 with which electromagnetic analysis, heat flow analysis, and thermomechanical deformation analysis were carried out in sequence. The material properties of the plate are considered in the analyses to be dependent on temperature as shown in Figure 3. Empirical relationships for thermal conductivity and specific heat as functions of temperature specified in the American Society of Civil Engineers (ASCE) manual can be referred for better information about thermal properties of steel. 12
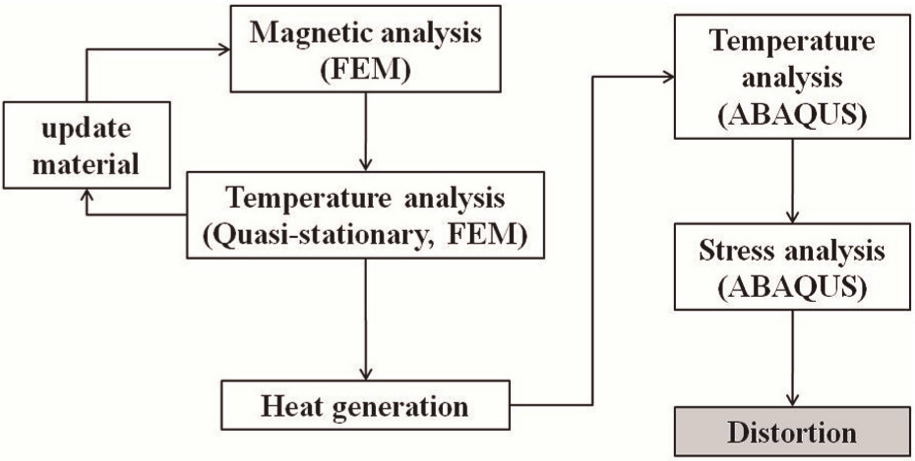
Calculation procedure for heat generation, heat flow, thermal stress, and residual distortion.
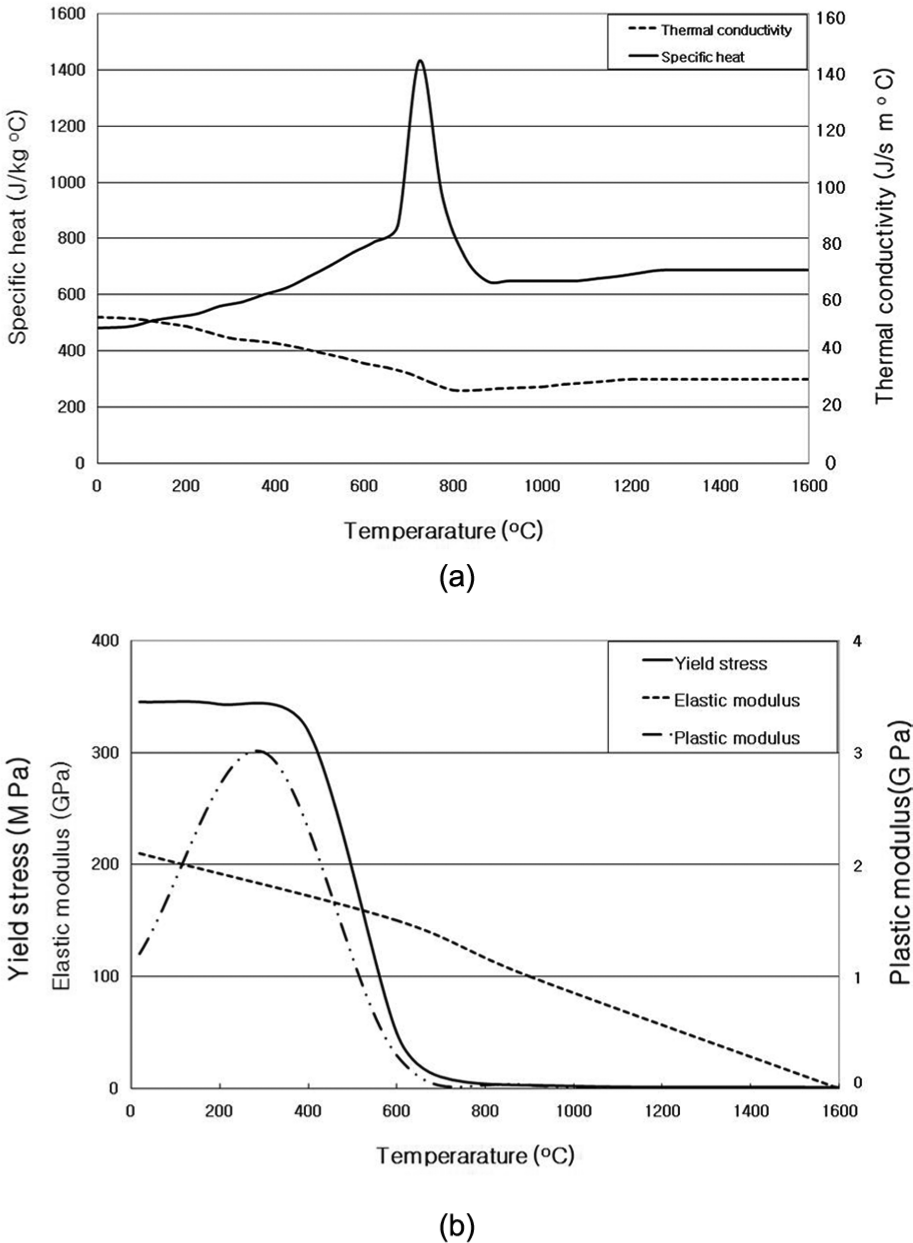
Temperature-dependent properties of AH32 steel: (a) thermal properties and (b) mechanical properties.
The model and scheme for each analysis were described in detail in the previous study on the forming process using the line heating. 8 Analyses for the electromagnetic field and temperature distribution in a quasi-stationery state for induction heating to obtain the distribution of heat generation on a steel plate were performed with an FEM program developed in this study using FORTRAN language. The developed program used heating speed, current, and frequency as the input parameters and calculated the electromagnetic field and temperature distribution in sequence with iteration to a convergence tolerance where temperature difference in two successive iteration steps became a prescribed small value.
The obtained result of heat generation was used as the heat source for the induction heating process of a steel plate on which temperature distribution, thermal stress, and deformation of the plate were analyzed in this study by the commercial software ABAQUS. 13 The analysis is basically a 3D thermoelastoplastic one, which can provide thermal stress and deformation during the plate forming process. The governing finite element equation of the heat flow problem for the induction heating process can be expressed as follows 1

where
The governing equation for finite element assemblage of the plate and the constitutive equations for the thermomechanical problem are expressed as follows 1



where
The typical temperature distribution on a steel plate as the heat source passes a position on the path of the inductor during the induction heating is predicted as shown in Figure 4.
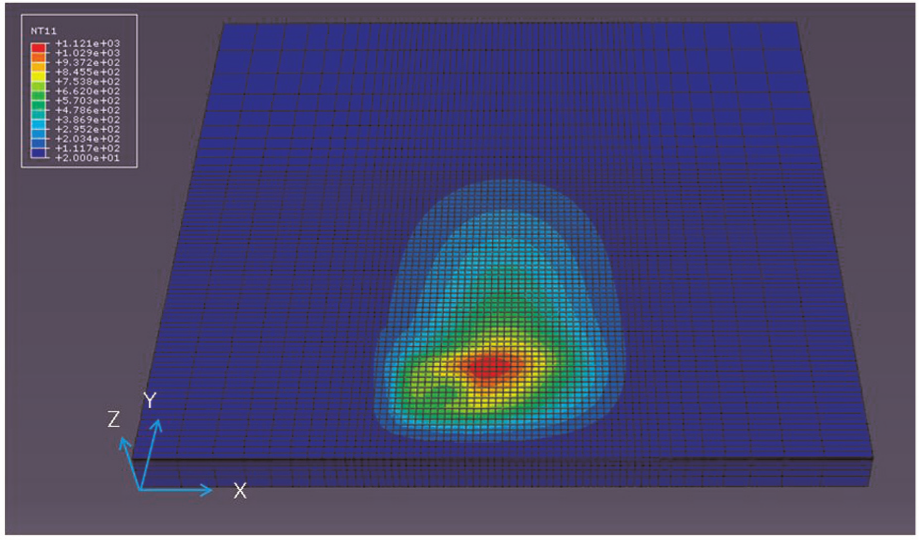
Temperature distribution in the solution domain during the triangle heating process predicted by FEM analysis.
Figure 5 shows the residual stresses in x direction on the surface and deformed shape of the plate at ambient temperature after triangle heating, which were predicted by the FEM with the previously obtained results on temperature distribution. In the analyses, the solution domain for the plate was divided into approximately 33,600 eight-node hexahedral finite elements.
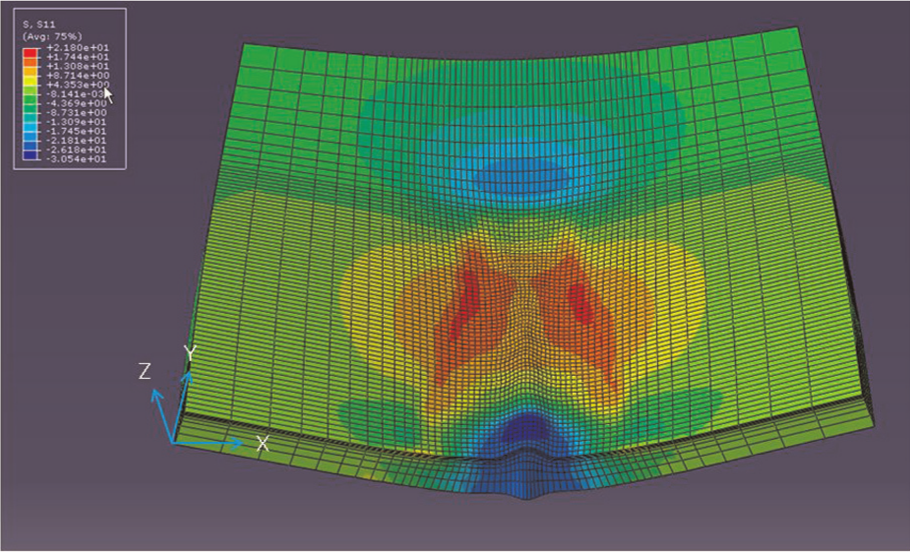
Residual stresses in the x direction and deformed shape after triangle heating process predicted by FEM analysis.
Experiment of triangle heating
Figure 6 shows the inductor being passed on a steel plate during induction heating. A current of 3750 A was used in the experiment to flow through the inductor, which is made of a 60 × 60-mm square copper tube having a rectangular hollow section of 8 mm in width, 11 mm in height, and 4.5 mm in thickness. The plate in the experiment has the same length and width and supporting conditions as the plate used in the thermal deformation analysis. The heating paths of the triangular pattern for the induction heating experiment are also the same as those for the analysis that are presented in Figure 1. The height and the bottom width in the triangular shape of heating paths as well as other heating parameters are selected to be the same as those of the analysis that are presented in Table 1.

Photograph of inductor.
To verify the analysis on the temperature history during triangle heating, an experiment was also carried out measuring the temperatures of several points on the steel plate as the high-frequency inductor passed over the surface of the plate during triangle heating. For the experiment, thermocouples were attached to five points lengthwise (y-axis) at the centerline (x = 250 mm), 5, 50, 100, 150, and 200 mm, on the lower side of the plate, and temperatures of those selected points were then measured during triangle heating. For the measurement, a multichannel temperature measuring device was used with the thermocouples attached to the selected points.
To confirm the result of the analysis for the induction heating process, an experiment was also carried out measuring the displacement in the direction regarding out of plane, normal to the surface of the plate, at ambient temperature after triangle heating by the induction heating equipment at the selected points on the plate located at 10 mm (y = 10 mm) from the edge of the plate by a distance of 50 mm along the x direction. The deformations are measured with a 3D coordinate measuring machine (CMM).
Results and discussion
Analysis of heat flow
The temperature history of a steel plate with elapsed time during a triangle heating with a high-frequency inductor was analyzed using the numerical analysis of FEM. In order to verify the heat flow model proposed in this study, temperatures on the plate were measured as a function of time at several selected points lengthwise located at the centerline of the width on the bottom of the plate.
Figure 7 shows the results of the temperature analysis and the experiment at the same time for the coinciding points. Heating started at a y-axis position of 200 mm and proceeded to 150, 100, and 50 mm in sequence with time passage, and the maximum temperature increased successively. Since the heating stopped at a position of 33 mm from the origin of the y-axis, the position of 5 mm located closely at the edge of the plate showed a lower maximum temperature compared to the position of 50 mm. The results of the analysis are quite similar to those of the experiment, which means the numerical model is appropriate to analyze the temperature distribution during triangle heating with the high-frequency inductor.
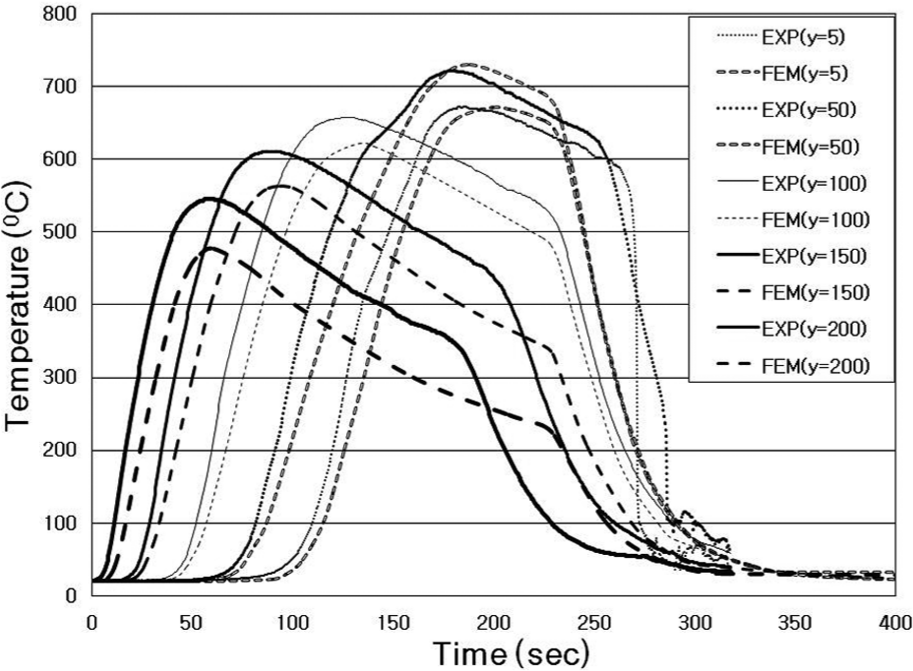
Comparison of thermal history obtained by numerical analysis and experiment at the bottom side of the plate (v = 8 mm/s, t = 25 mm, h = 200 mm).
Analysis of angular distortion
Subsequently, deformation analysis was performed by the numerical analysis of FEM with the same process parameters provided for the heat flow analysis. In order to confirm the result of the analysis, an experiment was also performed measuring the displacement in the direction regarding out of plane at the selected points on the plate located close to the edge of the plate along the x direction.
The results of the analysis and experiment are illustrated in Figure 8, which shows distinctively that a convex shape is obtained around a position of 250 mm in the x direction owing to the thermal contraction of the heated area to the central part in the width direction. The displacements in between 200 and 300 mm along the x direction were less expected with the analysis than those with the experiment. Nevertheless, the analysis model is considered to be meaningful to predict the distortion for the area between 200 and 300mm being located within the range where the inductor passed over during triangle heating by occurring complex magneto-thermo-mechanical phenomena. Meanwhile, angular distortions predicted by the analysis at other parts are quite similar with those by the experiment in order to verify the analysis model.
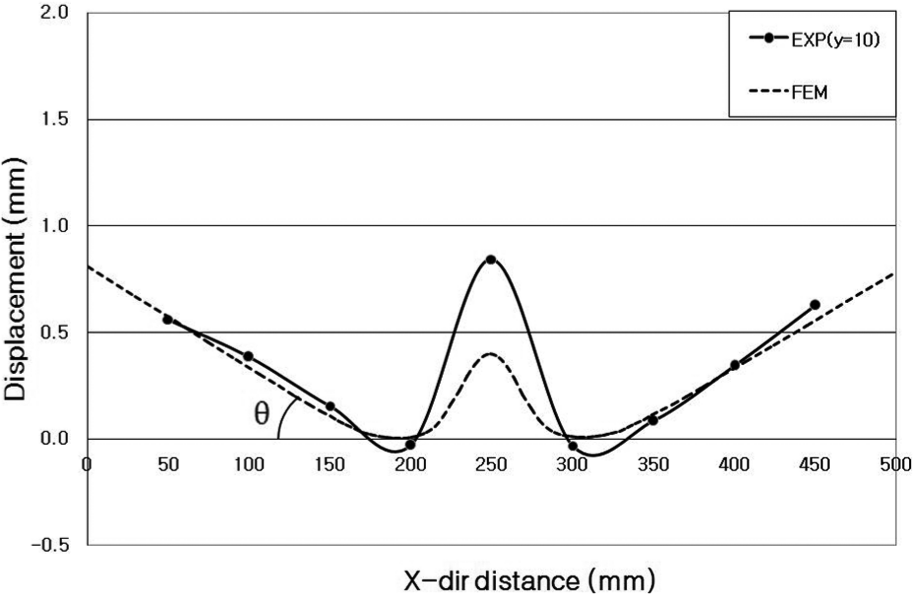
Comparison of angular deformation predicted by the numerical analysis and measured by the experiment (v = 8 mm/s, t = 25 mm, h = 200 mm).
In this study, the displacements at the location in between x = 0 and 200 mm and at the location in between x = 300 and 500 mm were used to obtain the angular distortion of the steel plate by averaging the two angles obtained from the distortion of each side. The angular distortions were calculated with the change of heating parameters with regard to the triangle heating by using the deformation analysis. The angular distortions for various thicknesses of the plate with the variation of heating height in triangle heating are presented in Figure 9. The result reveals that the angular distortion increases linearly as the heating height increases. Although the coefficient of heating width (w) equals 2.5 for every thickness, since the heated width of the steel plate equals w times thickness, the width of the heated area increases as the thickness increases.
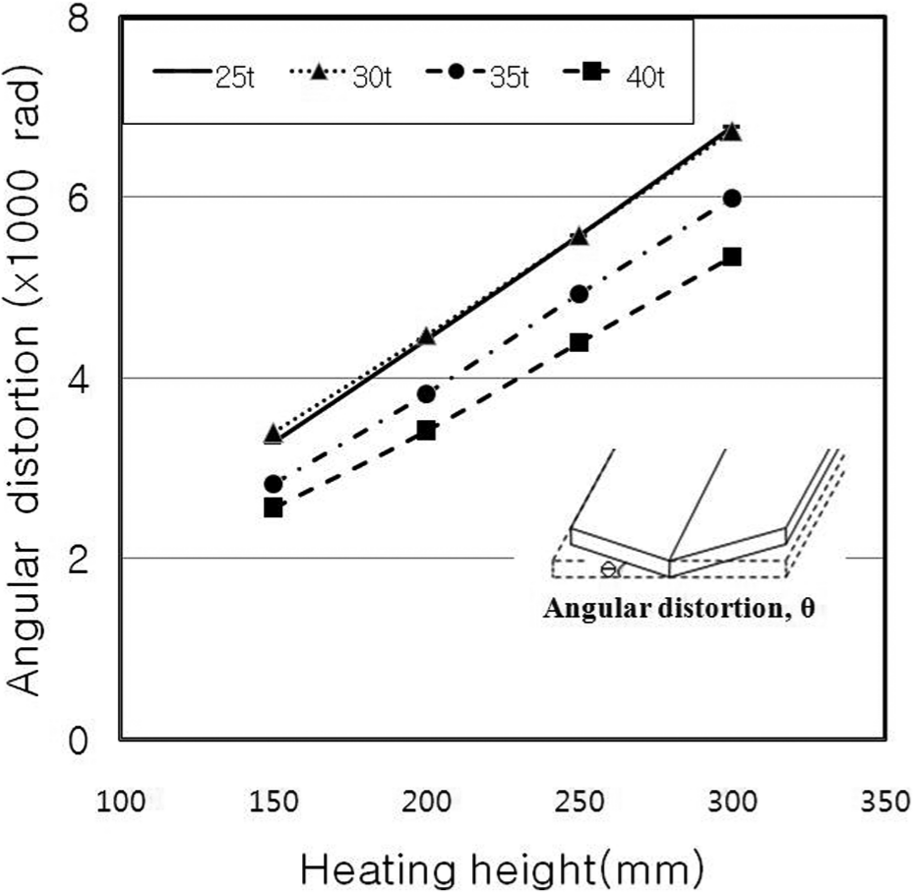
Angular deformation predicted by FEM analysis for various thicknesses of plates with height of triangle heating (w = 2.5).
Figure 10 shows the angular distortions with the change of thickness for the plate. As the thickness of the plate increases, meaning the heating width increases due to the constant coefficient of heating width, the angular distortions are nearly constant with the thickness less than 30 mm and then decreases when the thickness becomes thicker than 30 mm.
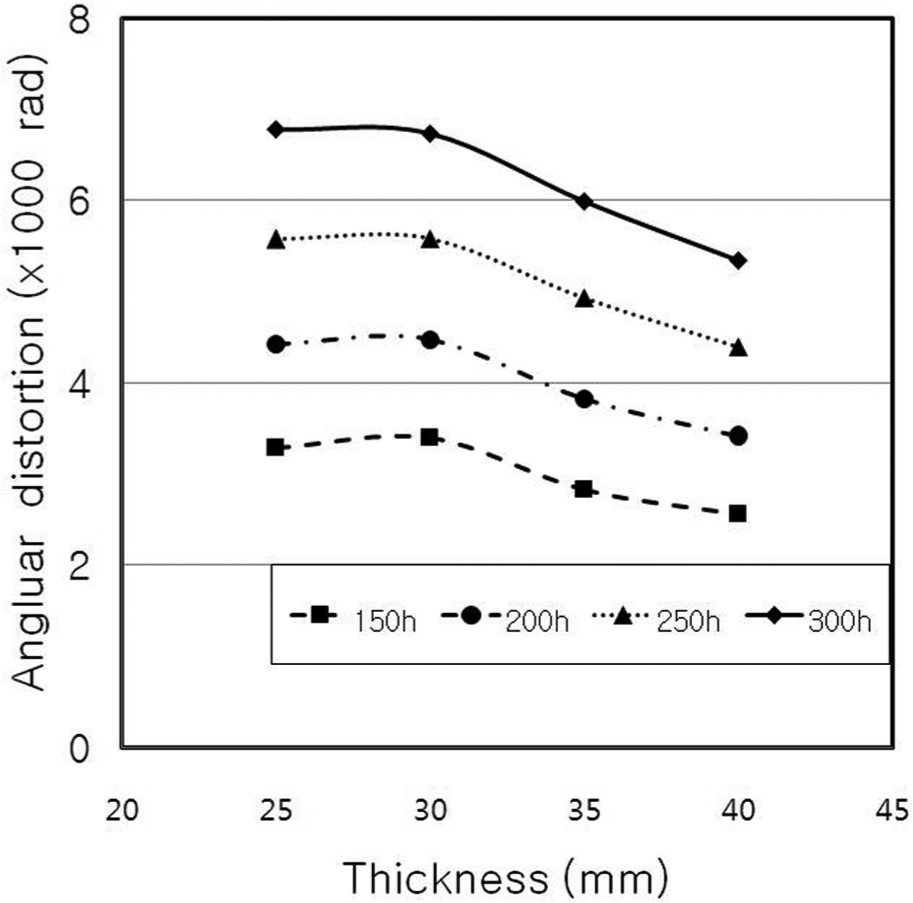
Angular deformation predicted by FEM analysis for various heights of triangle heating with thickness of the plate (w = 2.5).
Figure 11 shows the angular distortions predicted by the analysis for various thicknesses of the plate with the change of the coefficient regarding heating width. The result reveals that the distortion of each thickness does not change so much with the change of the coefficient, which increases the heating width of triangle heating.
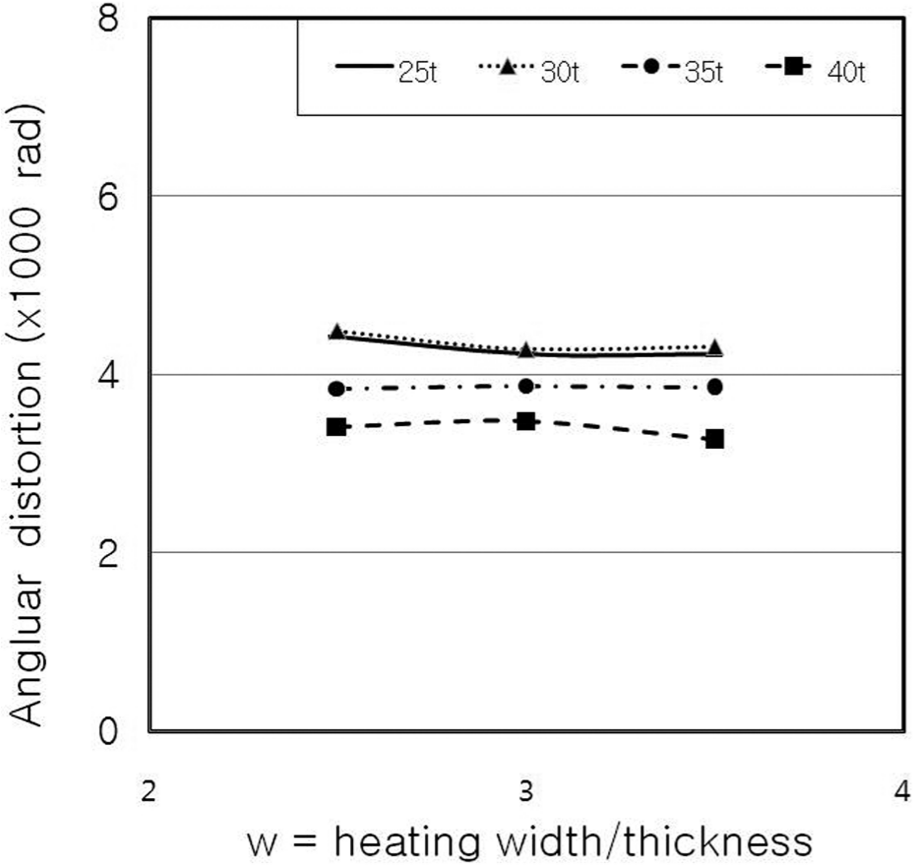
Angular deformation predicted by FEM analysis for various thicknesses of plates with coefficient of heating width (h = 200 mm).
In order to derive a simplified equation to readily predict the deformation at the edge of a steel plate formed by triangle heating technique with the change of the heating parameters, the data of deformations obtained by the FEM analysis for the various heating conditions were used and synthesized with a statistical method of the recursion analysis. 8 The derived equation is as follows

where θ is the angular distortion (rad), h the height of triangle heating (mm), w the coefficient of heating width, and t the thickness of the plate (mm).
The simplified equation obtained by the statistical method using both the deformations predicted by FEM and those measured by the experiment was used to conversely predict angular distortions with respect to the heating parameters, which were the same as those for the analysis. Figure 12 shows that the results of the simplified equation can quite well describe those of FEM and the experiment. Therefore, the equation is expected to estimate the angular distortion of a steel plate for given process parameters of the triangle heating with high-frequency induction heating.
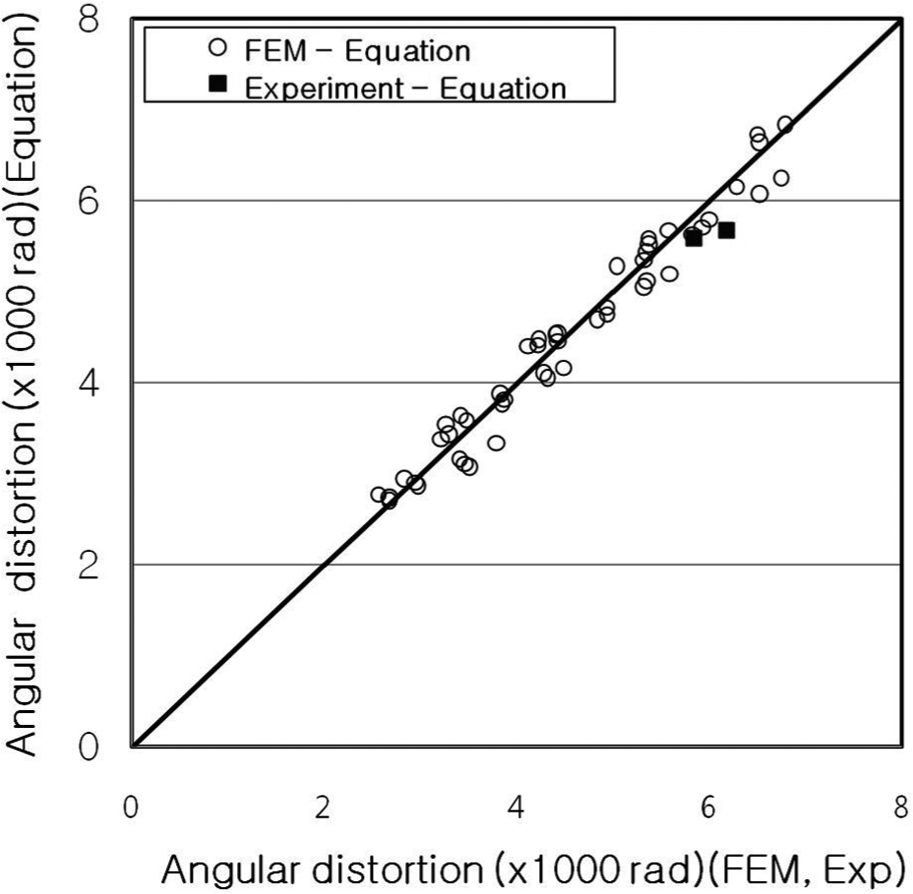
Comparison of angular deformations obtained by simplified equation with those predicted by numerical analysis and measured by experiment.
Conclusion
The forming process of steel plates with a triangle heating technique utilizing the heat source of a high-frequency induction heating was studied with numerical analyses in order to predict angular deformations with the change of heating parameters including width and height for the triangle heating area and thickness of the plate. The results of the temperatures and deformations predicted by the analyses were quite similar to those obtained from the series of experiments. The simplified equation derived by a statistical method of the recursion analysis for the deformations obtained by FEM and experiments was verified to be feasible to predict the angular deformation of steel plates being deformed by the triangle heating technique with given heating parameters. Thus, the developed equation can be readily used to select heating parameters for the desired shapes of curved plates in the induction forming process of steel plates with the triangle heating technique.
Footnotes
Funding
This study is supported under the Regional Industrial Technology Development Program of the Ministry of Commerce, Industry and Energy of Korea and by Samsung Heavy Industries, Co., Ltd.