
Abstract
Fluxes in submerged arc welding of high-strength low-alloy steels are not readily available, flux compositions are not clear and compositions are patented. This study aims at the design, development and optimization of flux for submerged arc welding of high-strength low-alloy steel. Extreme vertices design suggested by McLean and Anderson is used to formulate twenty-one fluxes to study the effect of flux constituents on tensile strength, percentage elongation, impact strength, diffusible hydrogen content and microstructure of the weld metal. Mathematical models for ultimate tensile strength, percentage elongation, impact strength and diffusible hydrogen content for welded specimens versus flux constituents have been developed. From the experiments, it is found that tensile strength and elongation are affected the most with Al2O3 content, whereas CaO and CaF2 contents have significant effect on impact strength. Synergic binary effect of CaO·CaF2, CaO·MgO and Al2O3·CaF2 mixtures is more than other binary mixtures on the mechanical properties. Developed regression models have been checked for adequacy using t-test for regression coefficients and analysis of variance (F-test) for whole regression equation. Finally, optimum flux composition giving optimum mechanical and microstructural characteristics is suggested.
Keywords
Introduction
Among the arc welding processes, submerged arc welding (SAW) is preferred over other methods of welding because of its inherent qualities such as easy control of process variables, high quality, deep penetration, smooth finish, capability to weld thicker sections and prevention of atmospheric contamination of weld pool.1–3 SAW of thick sections is generally associated with problems such as distortion and residual stresses, leading to cracking and hardening in heat-affected zone (HAZ) as well as in base metal, especially in high-strength steels.4–6 But the most important problem in welding high-strength low-alloy (HSLA) steels is to prevent brittle fracture of welded joints due to increased strength of HSLA steels (with high carbon equivalent (CE)). Brittle fracture is caused by structural transformations in the welded joint and also by the embrittling effect of dissolved hydrogen 7 and high value of CE (equation (1)) of the base metal.8,9 To take full advantage of the developments in HSLA steel,3,10 welding fluxes yielding welds with increased strength, toughness and minimizing diffusible hydrogen content must be developed 11
The main elements of submerged arc welding are SAW apparatus, electrode wire, base metal and flux. In SAW, flux plays an important role in the stability of the arc and mechanical and chemical properties of the final weld deposit, and the quality of the weld may also be affected by the care and handling of the flux. 12
Many researchers have tried to study the effect of flux constituents and basicity index. Pandey et al. 13 studied the influence of welding parameters and flux basicity index on the weld chemistry and element transfer and concluded that element transfer solely depends on the flux basicity index. Mechanical properties 14 of weld metal depend on weld metal chemistry or element transfer and microstructure, which further depend on flux, operating variables and weld thermal history. Kanjilal et al. 15 developed a model for acicular ferrite (AF) for C–Mn steel. It was found that MgO is most effective as an individual and CaO in interaction with other elements in controlling the amount of AF content in the weld metal. High-strength, quench and tempered (Q&T) plates having a yield strength of 670 MPa (CE: 0.6) are susceptible to a crack-sensitive microstructure and cold cracking during welding. 8
It is clear from the literature that weld metal chemistry is mainly affected by transfer of elements to or from the slag, which further depends on welding consumables (mainly flux) and operating variables for the same joint design and edge preparation and weld thermal history. So element transfer to or from the slag solely depends on the overall flux composition and/or flux basicity index for a set of electrode wire and base metal.
Despite extensive research carried by a number of authors, hydrogen-assisted cold cracking remains a prevalent issue in higher strength steel welds. 16 Terashima and Tsuboi 17 reported tremendous reduction in diffusible hydrogen levels of weld metal with an increase in the flux basicity index from 0 to 3. Chew 18 demonstrated a considerable reduction in weld metal hydrogen with an increase in the coating CaCO3 content.
Possible methods to reduce hydrogen-assisted cracking/diffusible hydrogen content are discussed by Jindal et al. 11 Among these, design of flux is one of the methods to minimize diffusible hydrogen content.
Plessis et al. 19 have suggested that the diffusible hydrogen content of weld metal can be reduced by increasing the flux basicity index of shielding metal arc welding (SMAW) electrodes. The results showed that the addition of 22% CaF2 in the flux reduced the hydrogen content by about 30%, whereas the addition of more than 22% CaF2 increased the hydrogen content. Since flux plays an important role in the formation of weld metal and its resulting properties, 15 the objective of this study is to get optimum mechanical properties by design, preparation and development of SAW agglomerated flux.
In the present investigations, individual constituents and their binary and ternary mixtures have been studied with the aim to get optimum flux formulated by varying flux ingredients in CaO–MgO–CaF2–Al2O3 flux system using statistical mixture design for submerged arc welding of HSLA steel, which is not available in the literature. Regression equations for mechanical properties and diffusible hydrogen content in terms of individual constituents and their binary interactions have been developed, which may be further used to achieve desired values of mechanical properties. In the optimization of these properties, weight may be specified for respective individual property according to the importance and desirability of that property. With the help of such relations, flux designer may design and optimize flux to get desired and optimized mechanical properties for HSLA steel (API 5L X65).
Design of experiment
For design of experiment, extreme vertices design suggested by Anderson and McLean20,21 is used for flux formulation. The method suggests that constrained mixture design for a mixture of q components having lower and upper bounds on some or all of the components may be represented mathematically as

and

where
The primary requirement while deciding the percentage composition of various flux ingredients is that their melting temperature should be lower than that of base metals as the flux should melt first before the base metals and should remain in the molten state even after the solidification of weldment so as to avoid the atmospheric contamination. 22 Based on these aspects, the phase diagrams of various systems are analyzed, and the percentage composition of flux ingredients is broadly chosen. The phase diagram for CaO–Al2O3–MgO ternary system is shown in Figure 1. Then, the range of these flux ingredients is further narrowed, based on the available literature.
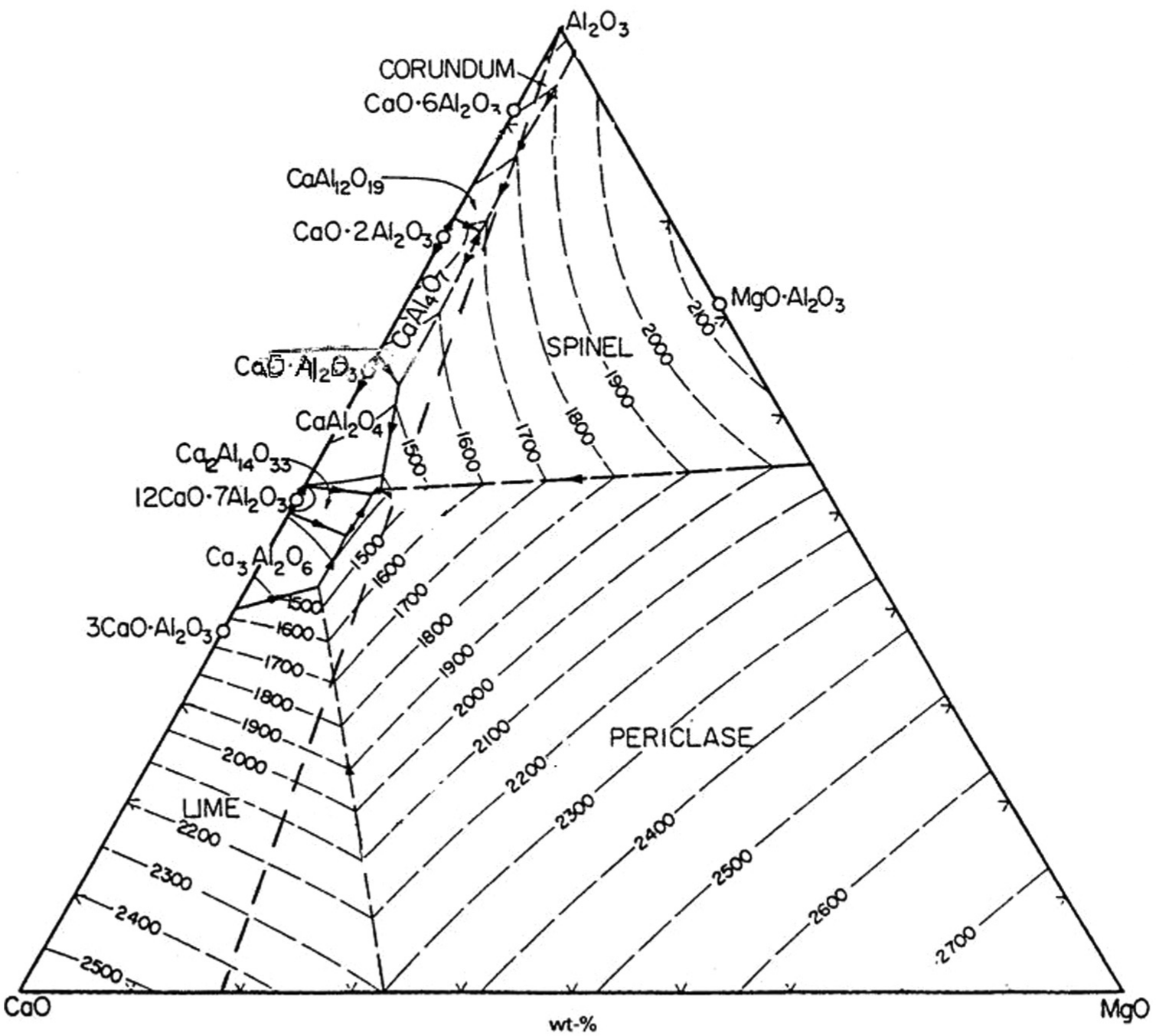
Phase diagram for CaO–Al2O3–MgO ternary system showing different equilibrium temperatures. 23
In the work presented here, four components CaO, Al2O3, CaF2 and MgO are taken as per the following constraints


Twenty-one agglomerated fluxes were prepared by varying the composition of four components, CaO, Al2O3, CaF2 and MgO, and keeping SiO2, TiO2, MnO and Bentonite as constants as given in Table 1.
Design matrix for flux formulation.
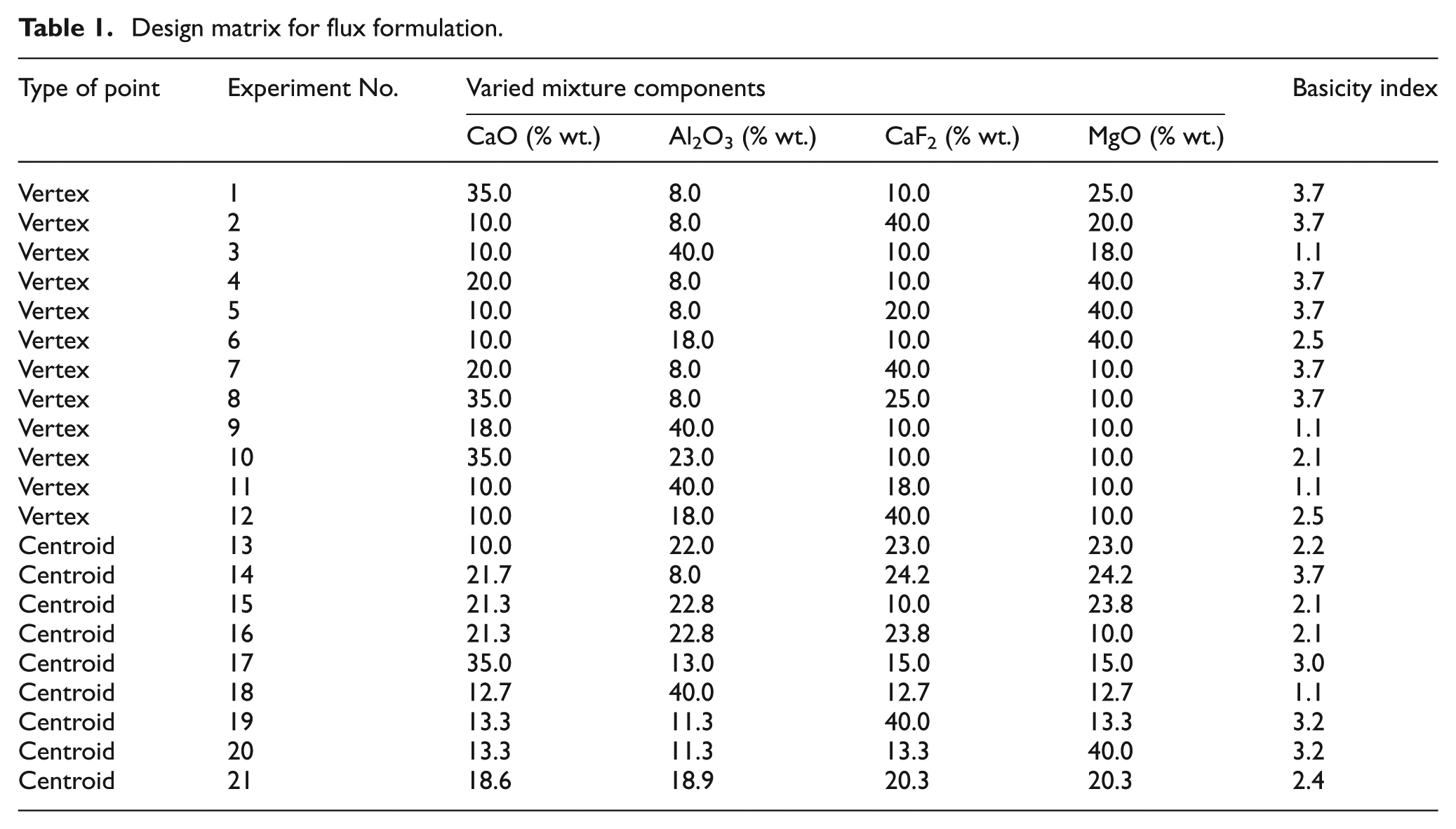
The mixture design consists of 12 vertices of truncated tetrahedron, 4 centroids of hexagonal faces, 4 centroids of triangular faces and 1 overall body centroid. In the first step, 12 vertices of polyhedron were selected from 4 × 24−1 = 32 combinations (q × 2q−1) of 4 components satisfying lower and upper bounds and total proportion of the mixture yielding 12 vertices of truncated tetrahedron in three-dimensional (3D) space (Figure 2). Then, of the 12 vertices combinations grouped into three or more having either of the vertices with the same proportion
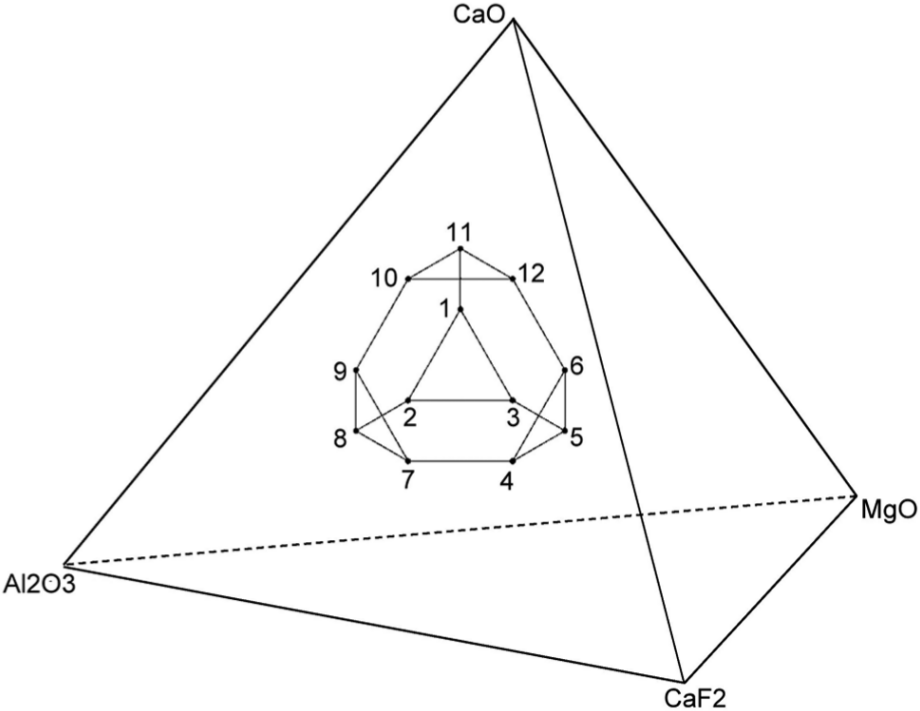
Graphical demonstration of flux mixture design in 3D space.
The output response characteristics are given in the form of second-order regression model as

where y is the output response variable and
Experimentation
Preparation of fluxes
For the preparation of fluxes, constituting elements were weighed separately on a digital weighing balance (accuracy 1 mg) according to the weight percentage shown in Table 1 and then mixed thoroughly in a container with sodium silicate binder (20% weight)24–26 for about 30 min to get homogenous semi-solid mass. Sodium silicate is added for better arc stability and binding the individual ingredients together. Then, the solid mass was dried in air for 24 h and baked in the muffle furnace at 700 °C for nearly 1 h. After cooling, these fluxes were crushed and sieved and then were kept in airtight bags.
Welding of plates
For welding, the edges of HSLA plates were prepared by making a V-groove of 60°. Twenty-one weld samples were made using two HSLA steel (API 5L X65) plates, each of size 250 × 150 mm and thickness 18 mm. Base plates are butt welded on the SAW machine (ADOR Tornado SAW M-800) available at M.M.U., Mullana (Ambala). All the experiments were conducted using a 3.2-mm-diameter electrode wire (EH-14) and optimum welding parameters given in Table 2 with reverse polarity. The optimum welding parameters were selected on the basis of trial runs and performing optimization experiments using response surface method (RSM) technique by varying the parameters, current range 349–651 A, voltage range 24–32 V and travel speed range 17–33 m/h, and keeping the nozzle-to-tip distance constant at 25 mm with formulated flux number 11 (neutral flux) having a basicity index of 1.1. Composition of the flux has significant effect on chemical and mechanical properties of the weldments, but the effect of flux constituents on weld bead geometry has not been reported in earlier literature. The study by Chai and Eagar 27 also indicates that weld metal chemistry is primarily dependent on weld metal flux composition and independent of operating parameters. The study also showed that weld bead geometry is dependent on weld parameters only, namely, welding current, voltage, travel speed, electrode diameter and electrode polarity, and independent of flux composition. Weld parameters are optimized on the basis of appearance of weld bead, weld form factor and dilution (Figure 3). Form factor and dilution1,12,28 are given by
Weld parameters used for welding.
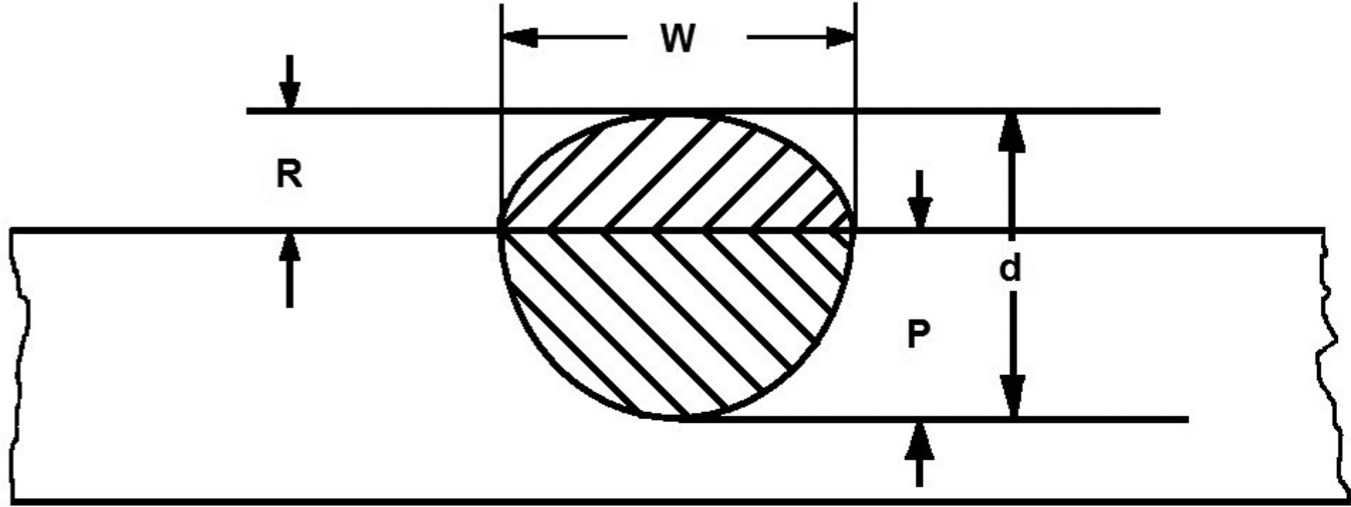
Weld bead geometry.

Chemical analysis
Chemical composition of base metal and filler wire (welding electrode) (Table 3) was determined by Atomic Absorption Spectroscope Foundry-Master UV.
Chemical composition of base metal and electrode.

Mechanical testing and microstructural analysis
Mechanical studies were performed on welded plates. For the analysis, welded plates were cut so as to get two specimens for tensile testing, two specimens for impact strength testing and one specimen for microstructural analysis from transverse weld. Tensile tests (ASTM E8M-00a) on weld coupons were performed on Heico computerized UTM (capacity 60 ton) at TERII, Barna (Kurukshetra); ultimate tensile strength (UTS), ultimate load, peak extension and peak strain were observed. Charpy V-notch impact test (ASTM E23-07ae1) was performed on impact specimens on impact testing machine at room temperature. Microstructural analysis of the welded samples was conducted by Leica optical microscope.
Results
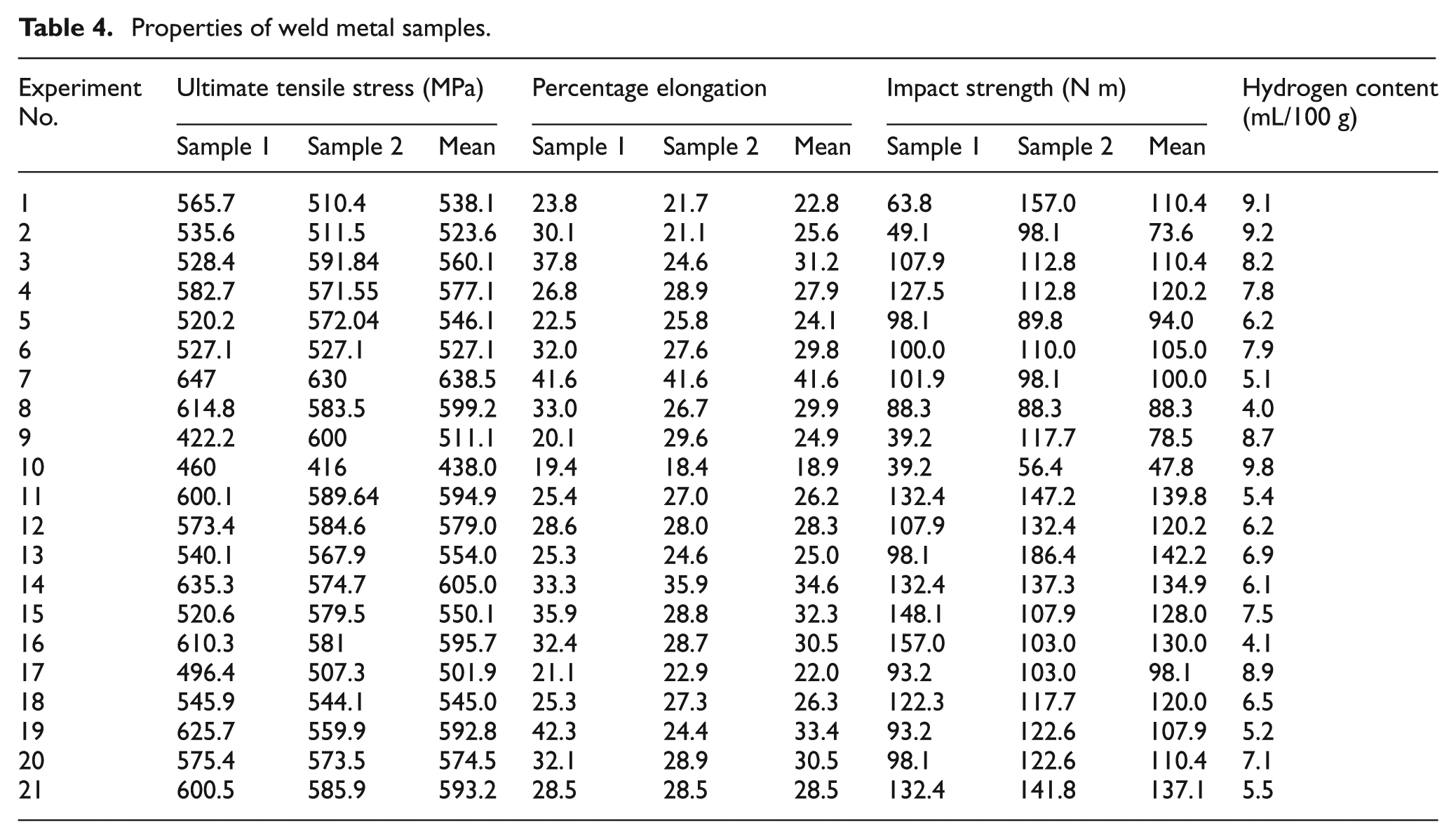
The results of the various mechanical properties, UTS, percentage elongation, impact strength and diffusible hydrogen content are presented in Table 4.
Properties of weld metal samples.
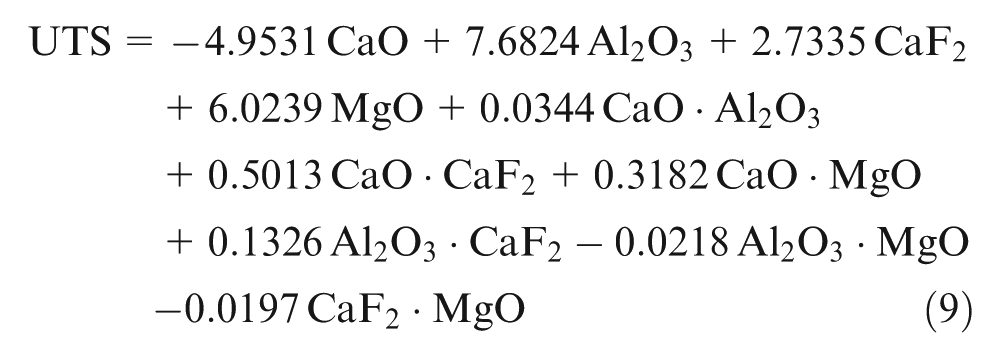
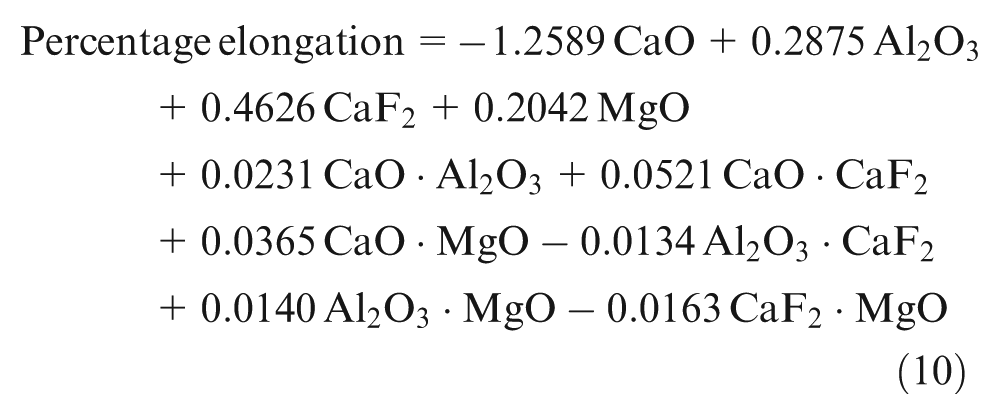
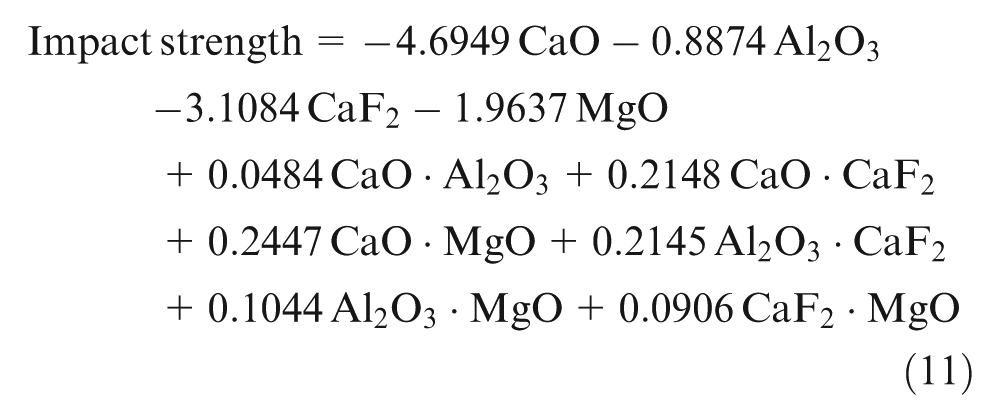
Development of regression models for mechanical properties
Using the observed values of mechanical properties from experimentation, least squares regression equations have been developed in terms of percentage composition of individual components (CaO, Al2O3, CaF2 and MgO). Second-order quadratic regression models are formed in terms of predictors of individual effect of mixture components (CaO, Al2O3, CaF2 and MgO) and interaction effect of binary mixtures (CaO·Al2O3, CaO·CaF2, CaO·MgO, Al2O3·CaF2, Al2O3·MgO and CaF2·MgO).
Analysis of regression models
Prediction equations (9)–(12) have been analyzed using t-test and analysis of variance (ANOVA) (F-test). Individual regression coefficients (
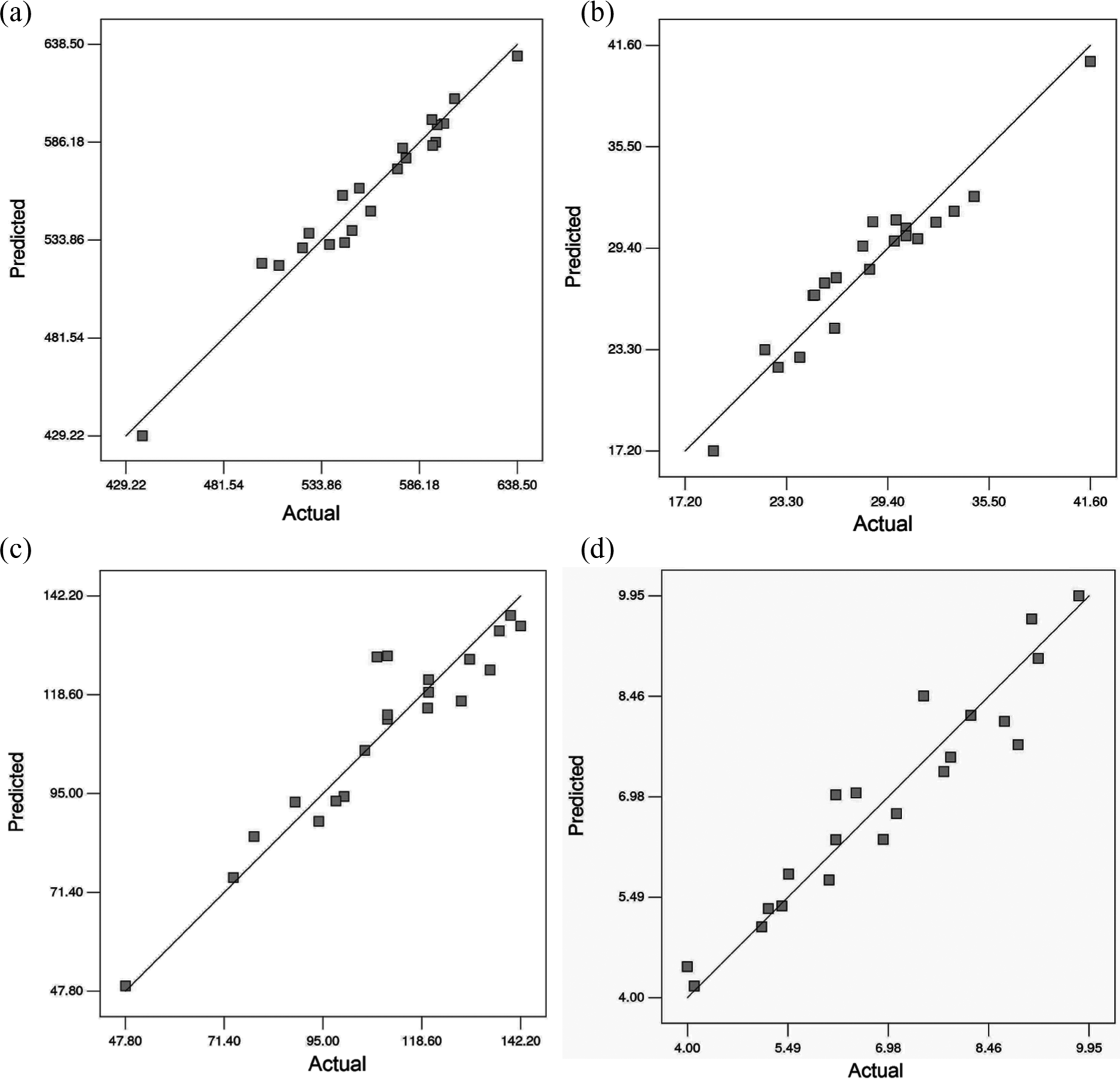
Predicted versus actual values of the mechanical properties and H2 content: (a) ultimate tensile strength, (b) percentage elongation, (c) impact strength and (d) diffusible hydrogen content.
Summary indicating the effect of different mixtures on the mechanical properties and diffusible hydrogen content of weld metal.
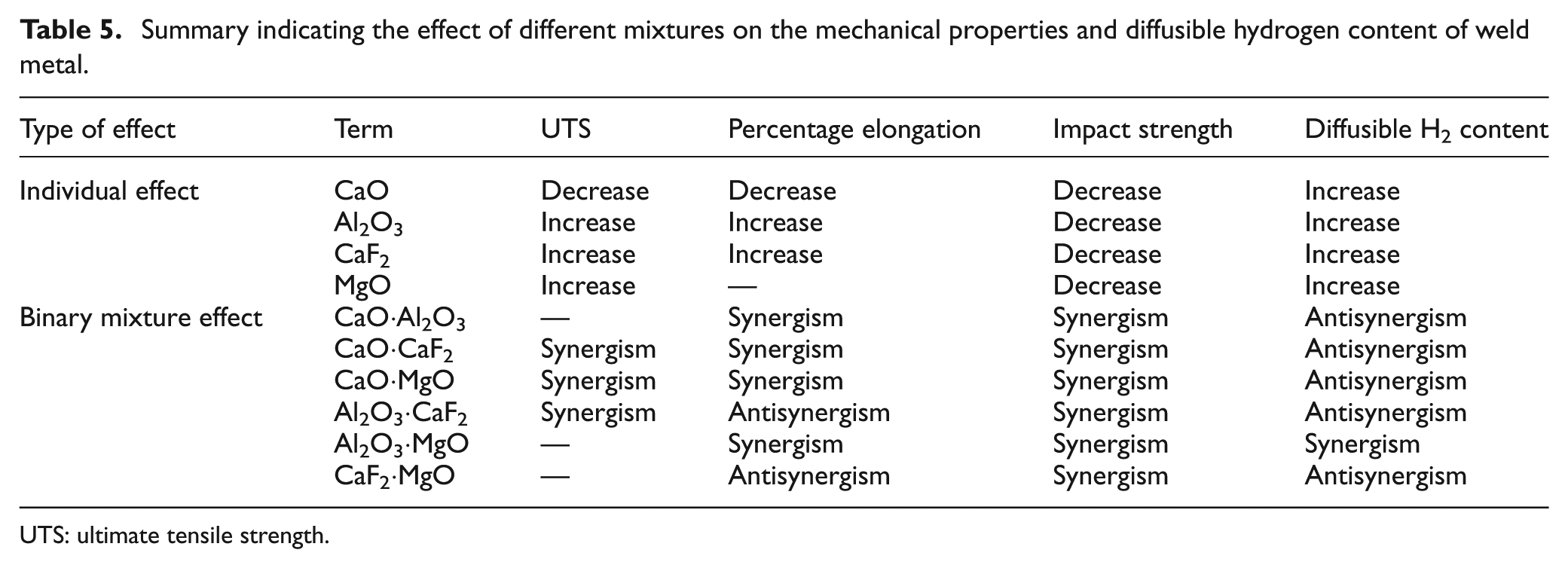
UTS: ultimate tensile strength.
Discussion
Effect of flux constituents on UTS
Al2O3 is the most effective and MgO is the second most effective component among the individual flux mixtures having an increasing effect on UTS. CaF2 also increases UTS, whereas CaO decreases weld metal UTS. Binary mixtures such as CaO·CaF2, CaO·MgO and Al2O3·CaF2 have synergistic (increasing) effect, whereas CaO·Al2O3 has no significant synergistic effect. Other mixtures such as Al2O3·MgO and CaF2·MgO have no significant antisynergistic effect on UTS (Table 5).
Al2O3 tends to increase Si content of weld metal and deoxidizes weld pool, whereas MgO increases Mn and C content of weld metal and also controls O2 of weld pool, thereby increasing tensile strength. CaO tends to pick up carbon from weld metal thus lowering UTS. Binary synergistic effect of CaO·CaF2, CaO·MgO and Al2O3·CaF2 is due to the binary synergistic effect on Mn and C content and antisynergistic effect on O2 of weld metal.
Effect of flux constituents on impact toughness
All the individual flux ingredients, CaO, CaF2, MgO and Al2O3, tend to decrease impact toughness. CaO is the most effective component to decrease toughness. Binary mixtures of all the components have synergistic (increasing) effect on impact toughness (Table 5).
CaO increases weld metal oxygen content, thus decreasing AF content and thereby decreasing toughness. Binary synergistic effect of CaO·CaF2 and CaO·Al2O3 is due to the increase in AF (as is clear from optical micrographs of weld metal), which may further be due to the binary synergistic (increasing) effect on Mn and C content and antisynergistic (decreasing) effect on O2 of weld metal, which are also reported in the literature.15,29,30
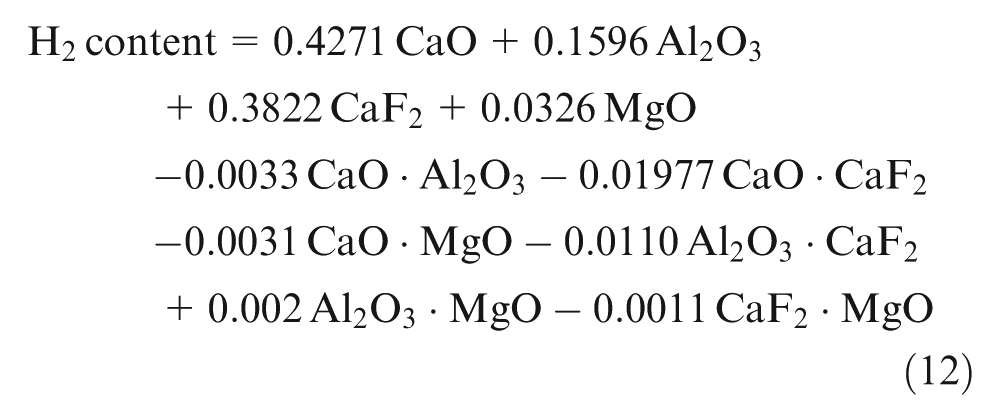
Effect of flux constituents on diffusible hydrogen content
From the results (see equation (12) and Table 5), it can be seen that the main effect or individual effect of all the flux constituents is to increase the H2 content, whereas the interaction effects or binary mixtures (CaO·Al2O3, CaO·CaF2, CaO·MgO, Al2O3·CaF2 and CaF2·MgO) of the constituents tend to decrease the H2 content. Hence, the binary mixtures of all constituents except Al2O3·MgO have antisynergistic effect on diffusible hydrogen content.
Figure 5 is a plot of observed values of H2 content versus composition of CaF2 (%) in the formulated fluxes. This figure indicates the overall effect of CaF2 in the flux on the H2 content. Second-degree regression fit plotted in this figure indicates the trend of diffusible hydrogen content with respect to CaF2, which shows that H2 content tends to decrease up to 28% of CaF2; beyond this, diffusible hydrogen content starts increasing which is in agreement with the study by Plessis et al. 19
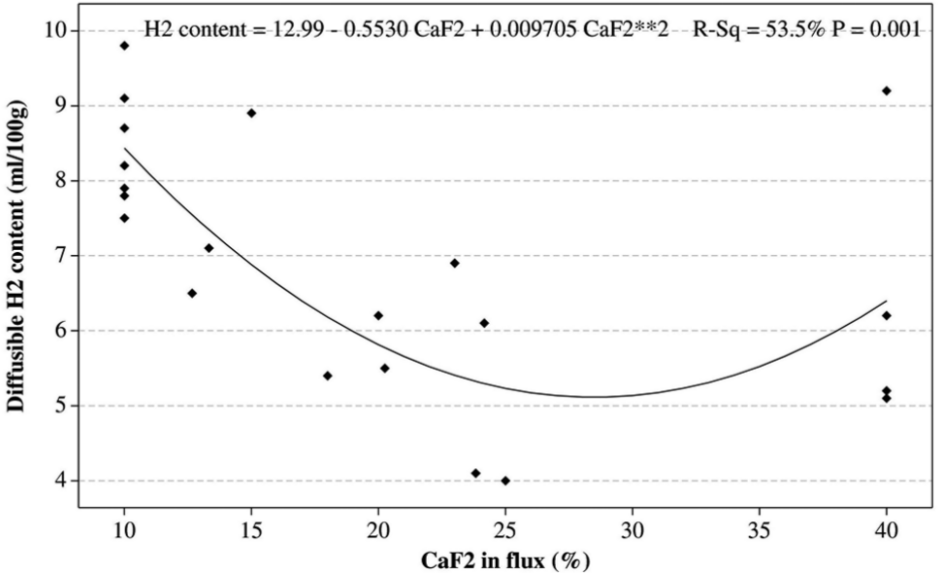
Plot of diffusible hydrogen content versus CaF2.
Minimum diffusible hydrogen content has been observed for flux numbers 8 and 16, which have relatively high percentage composition of CaF2. Decrease in hydrogen content in weld metal is due to a number of reasons as fluoride in fluorspar reacts with hydrogen to form insoluble HF, CaF2 also reacts with SiO2 in the flux to form SiF4, CaO·SiF4 functions as a shielding gas and reduces the partial pressure of hydrogen and CaO tends to increase the basicity of the slag, thereby decreasing hydrogen content.
Contour surface plots for various properties
Contour plots indicating predicted values of mechanical properties are shown in Figure 4. Different regions on contour surface 31 show variation of mechanical property, so every contour curve marked on the surface gives constant value of mechanical property and each dotted point on the plot indicates one of the twenty-one design points. Figure 6 shows contour plots for UTS, percentage elongation impact toughness and diffusible hydrogen content for different proportions of flux components CaO, CaF2 and Al2O3 with constant MgO = 20% content.
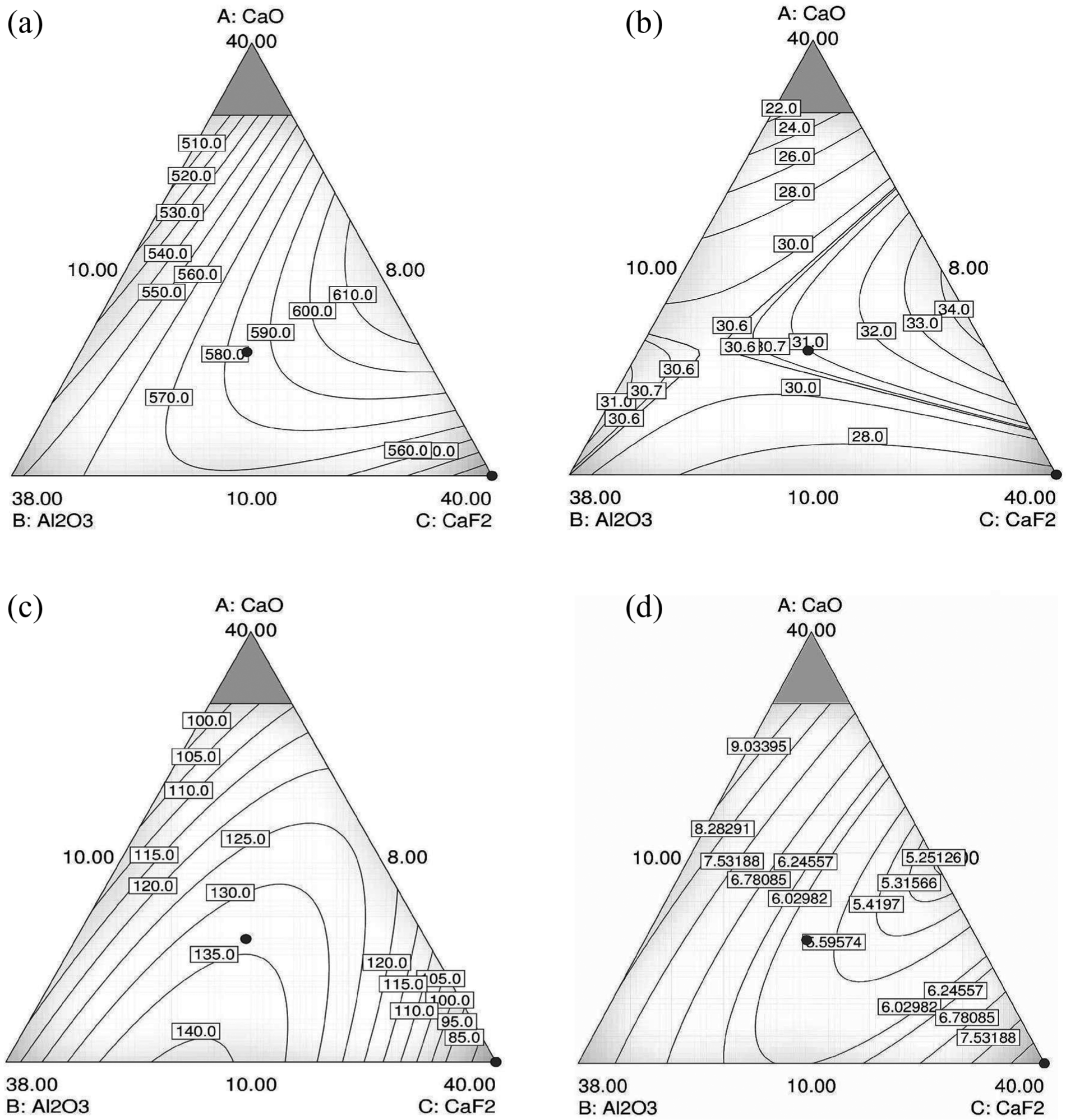
Contour surface plots for mechanical properties and H2 content: (a) ultimate tensile strength, (b) % elongation, (c) impact strength and (d) diffusible hydrogen content.
Discussion of microstructural analysis
Optical micrographs for weld zone of the weld joints are taken for all coupons. Optical micrograph of the base metal (API 5L X65) contains ferritic–pearlitic microstructure consisting of uniform mixture of ferrite, F (α-iron), and pearlite (α-iron and Ferric carbide—Fe3C) shown as white and dark flakes, respectively, in different phase volume fractions (Figure 7(a)). Fusion zone of all weld metals contained acicular ferrite (AF), grain-boundary ferrite (GBF), Widmanstatten ferrite (WF) and upper bainite and lower bainite in general. AF formed at grain boundaries rather than blocky ferrite due to larger grain size is called WF. 32
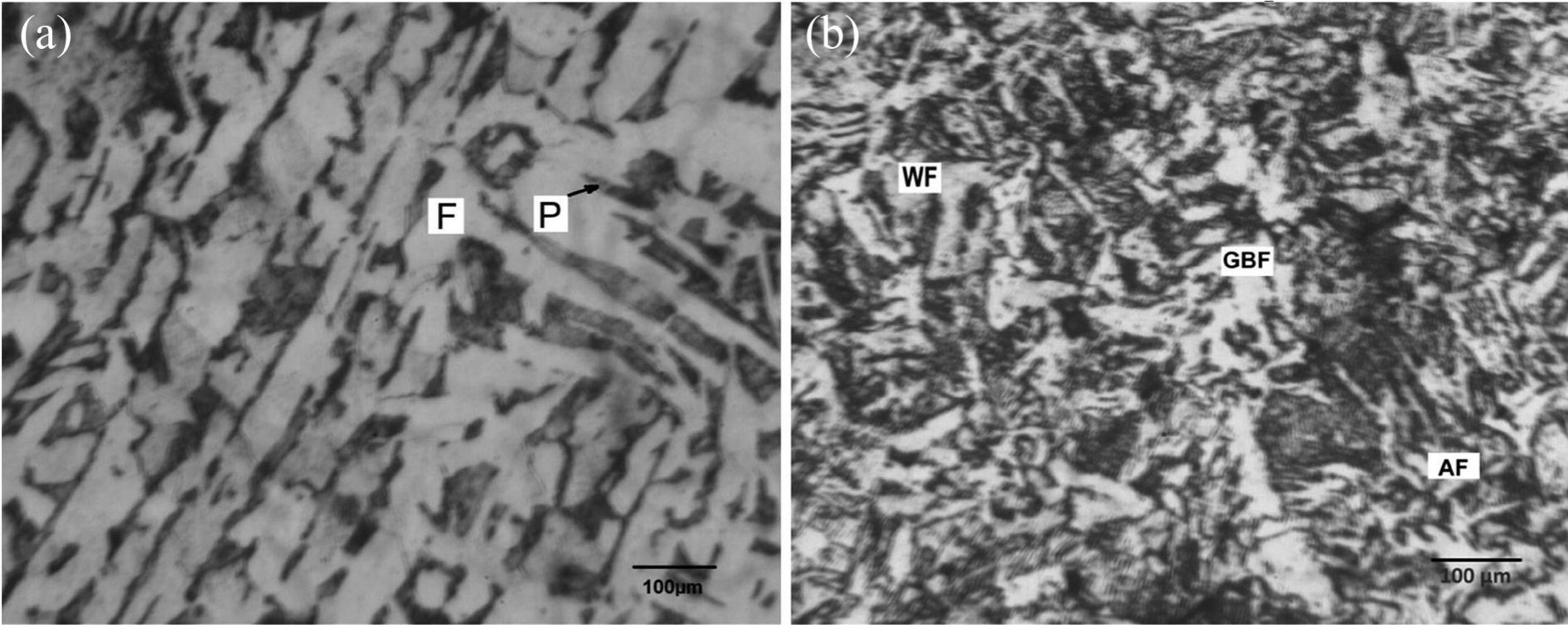
Optical micrographs (at ×100 magnification): (a) base metal and (b) weld zone for sample no. 16.
It can be seen from the respective micrographs for different samples showing fine-grained AF, GBF, WF for weld sample number 16 having uniform distribution of ferrite and pearlite (Figure 7(b)), AF and GBF are observed in weld sample number 18 and volume of ferrite content appears to be minimum (Figure 8(a)), and bainite structures are observed in weld sample number 21 (Figure 8(b)). Improvement of AF and GBF in sample number 16 is due to increase in Al2O3 content in the flux, which improves grain refinement, thereby improving AF content in weld metal.
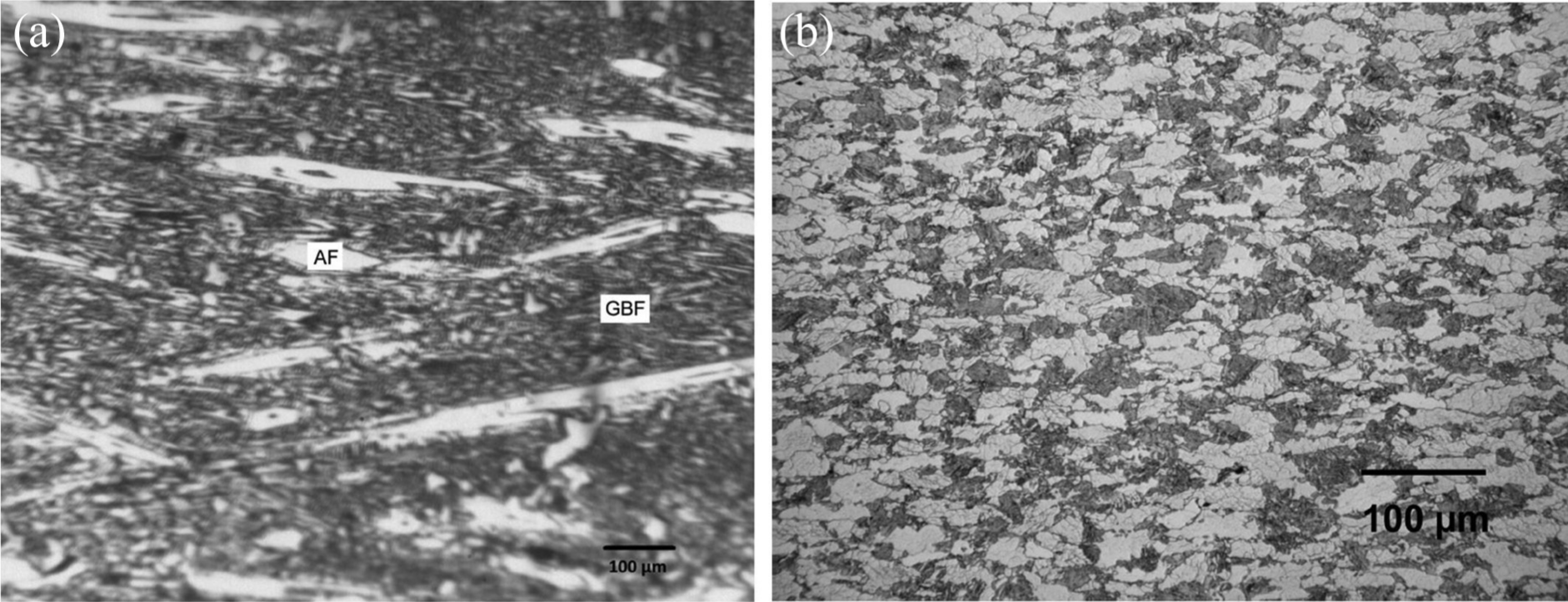
Optical micrographs of weld zone (at ×100 magnification): (a) weld zone for sample no. 18 and (b) weld zone for sample no. 21.
Multiresponse optimization of mechanical properties
The optimization problem for maximizing tensile strength and impact toughness and minimizing diffusible hydrogen content is formulated as a multiobjective, multivariable, nonlinear optimization problem. These properties have been optimized simultaneously using composite desirability optimization method proposed by Derringer and Suich. 33 This method makes use of an objective function D(x), called desirability function, which transforms an estimated response into a value called desirability. Composite desirability is the weighted geometric mean of individual desirability for the responses. The factor settings with maximum total desirability are considered to be the optimal parameter combinations. 34
Weights are used to fix the importance of a response/objective in the multiobjective optimization. Larger the weight for an objective, greater is the improvement in performance of that objective with a certain degree of degradation in the performance of other objective. The composite desirability is given by 35


where n is the number of responses,
The present study aimed to optimize parameters to get maximum tensile strength and impact toughness and minimum diffusible hydrogen content. Four solutions with equal weights, for tensile strength, impact toughness and more weightage for hydrogen content, were found at different levels of desirability as presented in Table 6.
Optimum flux mixtures for optimized tensile strength, impact toughness and hydrogen content.

Model validation
Confirmatory experiments were conducted using randomly selected flux mixtures to validate the regression model and to ensure the repeatability and reliability of the predicted values (Table 7). Six random flux mixtures have been selected; weld samples have been mechanically tested. From the experimental values, it has been observed that error (%) for each response is less than 5% in almost all the samples.
Percentage error of predicted values and experimental values.
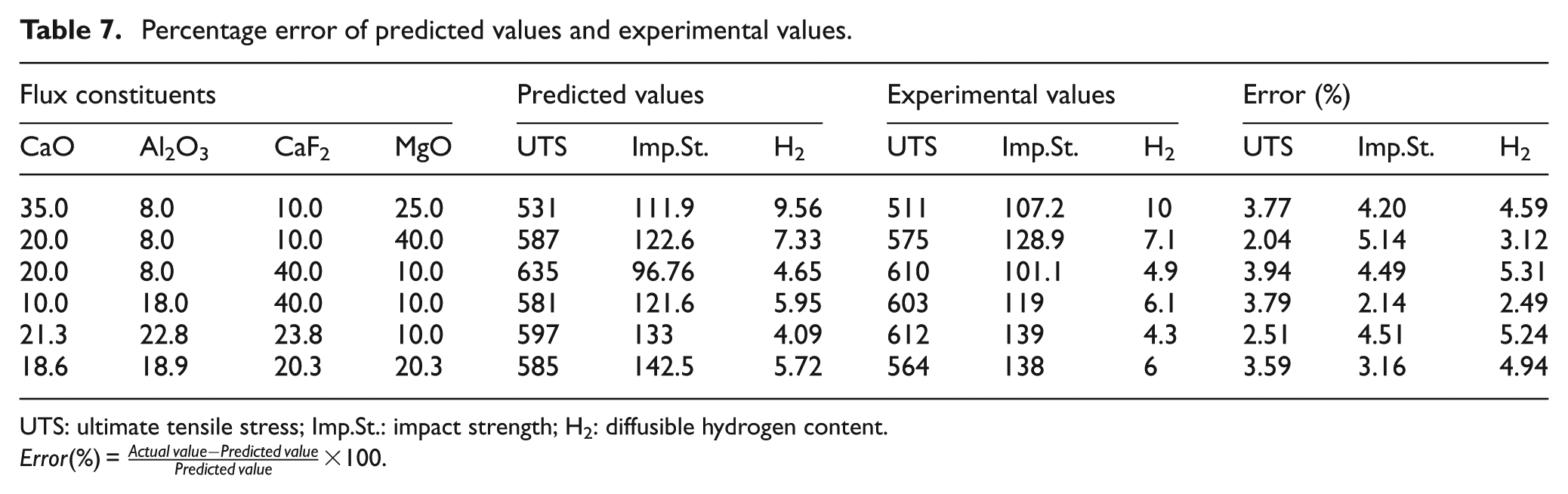
UTS: ultimate tensile stress; Imp.St.: impact strength; H2: diffusible hydrogen content.
Conclusions
Statistically designed flux mixtures have been formulated by mixing eight flux components, varying four components CaO, Al2O3, CaF2 and MgO and keeping SiO2, TiO2 and MnO constant, using the extreme vertices design method.
The prediction equations for the weld mechanical properties, in terms of individual flux constituents and their binary mixtures, have been formed for welding of HSLA steel.
The difference between predicted values and experimental values of mechanical properties for weld metal is not significant at 95% confidence level.
Individual effect of CaO is to decrease impact toughness, but binary mixtures of CaO with CaF2 and MgO have a synergistic effect on weld metal UTS and increase impact toughness.
Flux ingredient Al2O3 tends to increase UTS and decrease impact toughness, but Al2O3·CaF2 has a synergistic (increasing) effect on both UTS and impact toughness.
MgO has a major increasing effect on UTS but a decreasing effect on toughness.
CaF2 increases UTS and decreases impact toughness, but interaction of CaF2 with other components has a positive synergistic effect on all properties.
Al2O3 in the flux improves grain refinement, thereby improving AF content in the weld metal.
Four solutions for flux mixtures are provided, yielding optimized weld metal mechanical properties and diffusible hydrogen content of weld metal of HSLA steel.
All the flux constituents have an increasing effect on diffusible hydrogen content, whereas binary mixtures of CaF2 tend to decrease diffusible hydrogen content.
Diffusible hydrogen content decreases up to 28% of CaF2, but beyond this hydrogen content starts increasing.
Footnotes
Appendix 1
Analysis of regression models using ANOVA (F-test)
| Model | DOF | SS | MS | F value | P value | R2 (%) | |
|---|---|---|---|---|---|---|---|
| UTS | Regression | 9 | 37,441.4 | 4160.2 | 24.24 | 0.000 | 95.20 |
| Linear | 3 | 10,439.3 | 3586.5 | 20.90 | 0.000 | ||
| Quadratic | 6 | 27,002.1 | 4500.3 | 26.23 | 0.000 | ||
| Residual error | 11 | 1887.5 | 171.6 | ||||
| Total | 20 | 39,328.9 | |||||
| Percentage elongation | Regression | 9 | 453.397 | 50.377 | 13.15 | 0.000 | 91.49 |
| Linear | 3 | 108.422 | 63.225 | 16.50 | 0.000 | ||
| Quadratic | 6 | 344.975 | 57.496 | 15.00 | 0.000 | ||
| Residual error | 11 | 42.153 | 3.832 | ||||
| Total | 20 | 495.549 | |||||
| Impact strength | Regression | 9 | 11,234.0 | 1248.23 | 53.79 | 0.000 | 97.78 |
| Linear | 3 | 1480.1 | 359.60 | 15.50 | 0.000 | ||
| Quadratic | 6 | 9754.0 | 1625.67 | 70.05 | 0.000 | ||
| Residual error | 11 | 255.3 | 23.21 | ||||
| Total | 20 | 11,489.3 | |||||
| Diffusible hydrogen content | Regression | 9 | 51.1415 | 5.6824 | 9.06 | 0.001 | 88.12 |
| Linear | 3 | 13.6258 | 5.6966 | 9.09 | 0.003 | ||
| Quadratic | 6 | 37.5157 | 6.2526 | 9.97 | 0.001 | ||
| Residual error | 11 | 6.8966 | 0.6270 | ||||
| Total | 20 | 58.0381 |
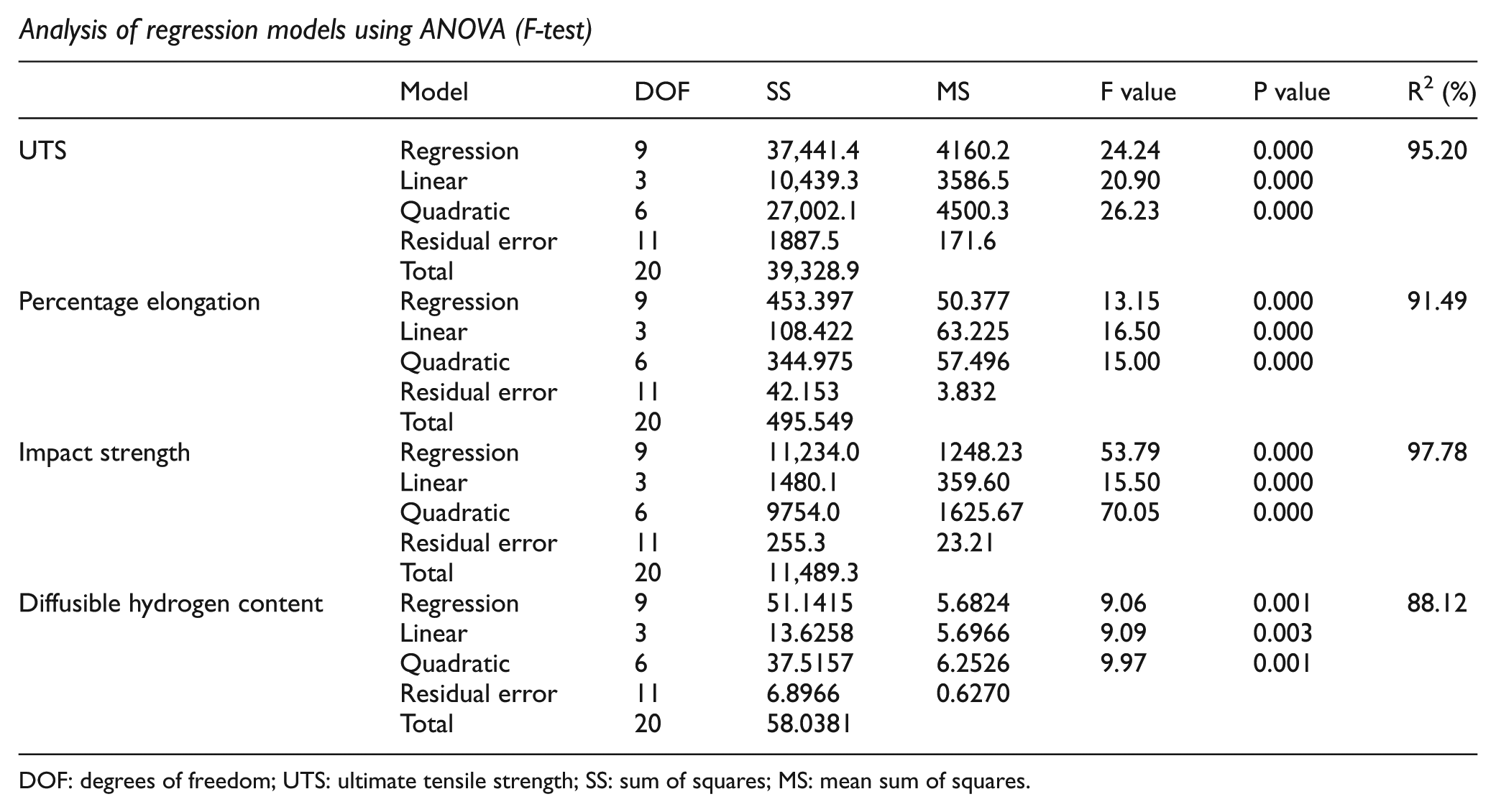
DOF: degrees of freedom; UTS: ultimate tensile strength; SS: sum of squares; MS: mean sum of squares.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.