
Abstract
In conventional milling, appropriate coatings can be used on tools to enhance their cutting performance and efficiency of the production process. In an effort to improve the tooling performance in micro-scale milling, nano-crystalline diamond films were applied on a micro-end mill by a hot filament chemical vapour deposition process. The cutting performance of the nano-crystalline diamond-coated tool, including cutting forces, tool integrity, surface roughness and burr formation, were evaluated in slot milling of aluminium 6061-T6 against that of an uncoated tool in dry cutting conditions. Reduced cutting forces, free chip adhesion, lower tool wear, improved surface roughness, as well as smaller burrs, were observed using the nano-crystalline diamond-coated tool. The investigation illustrates the possibility of applying nano-crystalline diamond coatings on micro-milling tools for dry cutting and better tooling performance.
Keywords
Introduction
In micro-milling, unpredictable tool life and premature tool failures represent major restraints for the practical applications of the technology, and therefore, extending the tool life and improving tooling performance have great industrial significance and also present great technological challenges.
It is universally recognized that, in conventional cutting, appropriate coatings can be used on tools to extend the cost effectiveness and efficiency of the production process in terms of improved surface quality, increased tool life span, reduction in machine downtime and reduction in risk of damage as a result of tool wear or breakages. Coatings enable hardness, toughness and wear resistance of a tool material to be consistently maintained during machining operations. Moreover, there will be important environmental and economic benefits by enabling the possibility of dry machining owing to a lower friction coefficient between coating films and work materials.
Up to now, quite limited research work has been conducted on improving the life and enhancing the performance of micro-tools by using appropriate coating techniques, diamond coatings in particular. Huge progress has been achieved by applying nano-crystalline diamond (NCD) coatings on conventional cutting tools.1–4 However, their use on micro-tools is still a big challenge owing to complex tool shapes and tiny tooling geometries. Torres et al. 5 and Heaney et al. 6 coated fine-grained diamond (FGD) and NCD films onto tungsten carbide micro-tools and achieved good cutting performance in micro-machining, but the tools experienced severe delamination owing to insufficient bonding strength to the substrate. In order to achieve good adhesion, substrate surface pre-treatment, such as acid etching, is regarded as an effective process. 7
In the work presented in this article, NCD thin films are applied onto a micro-end mill so as to improve the tooling performance. The cutting performance of a NCD-coated micro-milling tool, including cutting forces, tool integrity, surface roughness and burr formation, is characterized and compared with that of an uncoated tool in dry cutting conditions for the evaluation purpose.
NCD films deposition on a micro-end mill and the characterization
A two-flute end mill with Ø500 µm diameter was selected for deposition and the substrate material was K15 carbide containing 6.5–7% cobalt.
NCD films were seeded by hot filament chemical vapour deposition (HF-CVD) at a CVD diamond laboratory based in Bristol University. A small hot filament reactor, operating at a pressure of 100 torr (13,300 Pa), was used and the source gases were CH4 and H2 mixtures. Prior to coating, the micro-tool was ultrasonically cleaned in acetone. The sample was then dried and dipped into 100 nm diamond powder to provide seed crystals. The flow rates of CH4 and H2 were set to be 5 cm3/min and 200 cm3/min, respectively, and maintained constant during the deposition process. The film growth time is 6 h, which gives a thickness of around 2 µm for NCD coatings.
The integrity of the coated tool was inspected using a Zeiss Supra 35VP field emission scanning electron microscope (FE-SEM). SEM images of the NCD-coated micro-tool, together with corresponding coatings, are illustrated in Figure 1. The coatings are consistently deposited and there is no observable delamination, even at the tool edges. The averaged grain size of uniform NCD films is 0.6 µm. However, larger diamond particles with around 2 µm in magnitude are spotted on the coating surface.
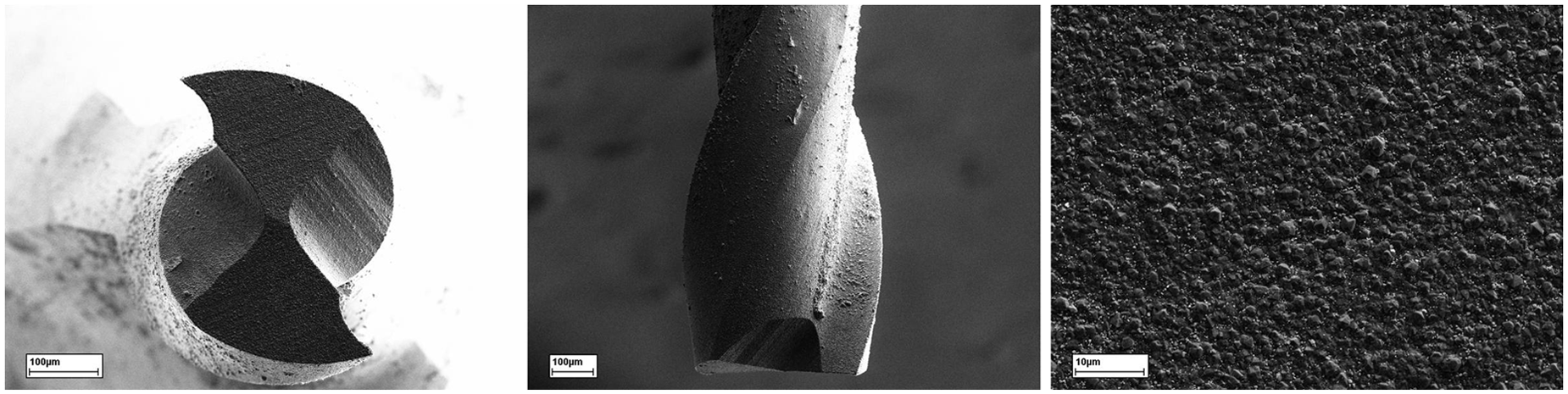
NCD-coated micro-tool and corresponding coatings.
Micro-milling trials
Experiments for the testing were carried out on an ultra-precision micro-milling machine – UltraMill – which was jointly developed by UPM Ltd and Brunel University. Cutting forces were recorded by a dynamometer Kistler MiniDyn 9256C2 with a charge amplifier 5070 A. An A/D data acquisition card 2855A4 was used for transferring signals to a desktop computer and software DynoWare was adopted for analysing and evaluating the cutting forces. A digital camera was employed to assist positioning the cutter and Figure 2 illustrates the experimental setup.
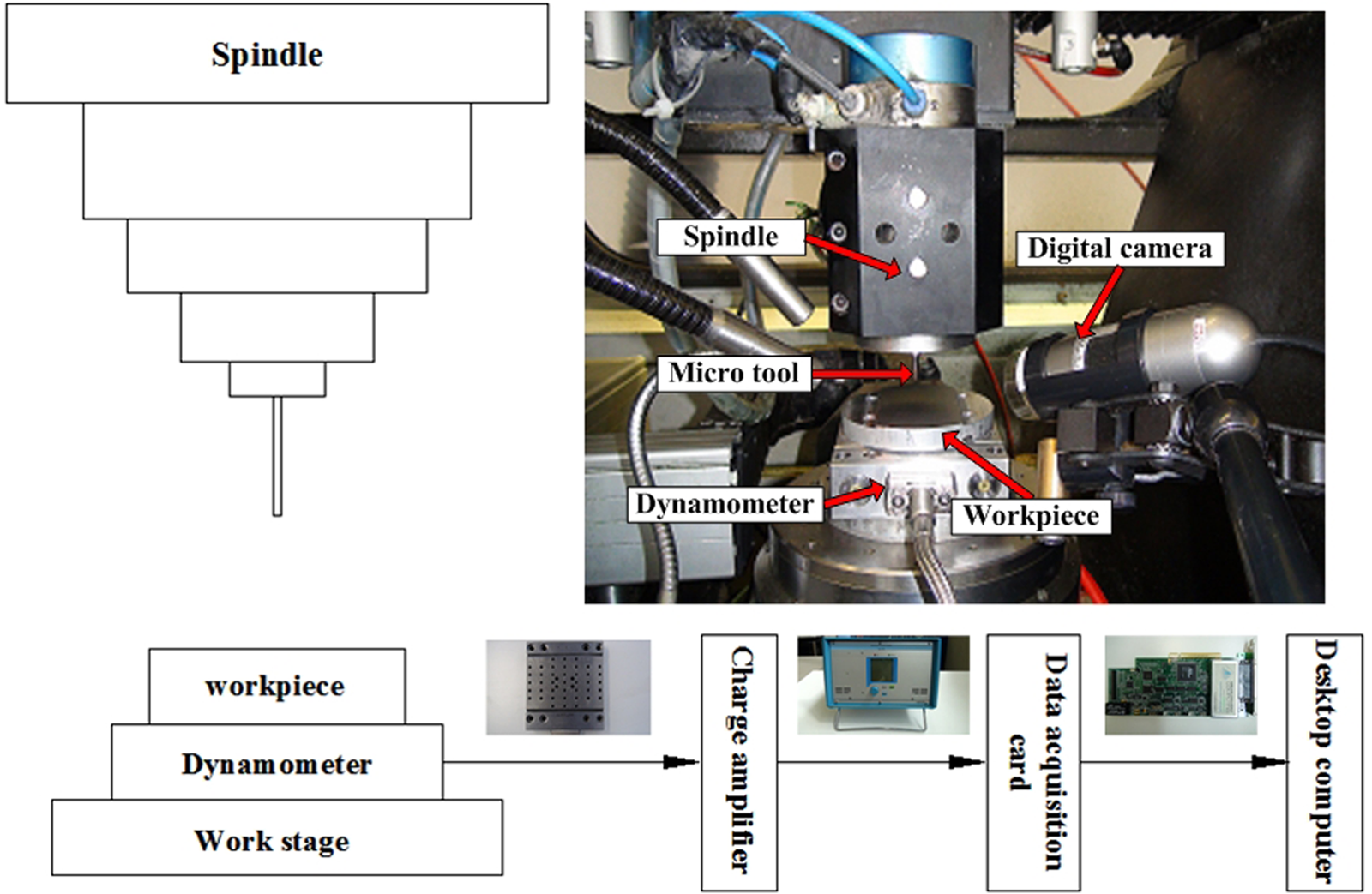
Experimental setup.
The experiments include full immersion slots milling using a NCD-coated tool and uncoated tool without coolant. For each testing tool, the total cutting distance is 400 mm (40 mm × 10 slots). The work material was chosen as 6061-T6 aluminium. The process parameters, including 60,000 r/min spindle speed, 30 µm depth of cut and 60 mm/min feed rate, were kept constant during the experiments.
Results and discussions
Cutting forces
Figure 3 illustrates the comparison of cutting forces using the uncoated and NCD-coated tools. Analysis of the feed forces and normal forces at the first slot shows a slight improvement for the NCD-coated tool as compared with the uncoated tool. The resultant cutting forces at the beginning of each slot are shown in Figure 3(b), and it is obviously seen that the coated tool performs better. The NCD-coated micro-tool can reduce around 16% of forces. In addition, the resultant cutting forces increase slightly along with increasing cutting distance under both conditions, but the uncoated tool rises faster. This phenomenon may be owing to the tool wear, resulting in enlargement of the tool cutting edge radius and leading to larger cutting forces.

Cutting force comparison using the uncoated and NCD-coated tools. (a) Comparison of cutting forces at the first slot. (b) Comparison of resultant cutting forces for each slot.
Micro-tool integrity
After tests, the micro-tools were examined by a digital microscope Keyence VHX-1000, as shown in Figure 4(a) and (b). There are large portions of adherent chips on the cutting edges of the uncoated micro-tool, whereas the NCD-coated tool is almost free from chip adhesion. The coated tool does not exhibit much delamination, except slightly on the cutting edge. Thus, NCD coatings can act as an efficient interfacial layer in preventing possible chip clogging.
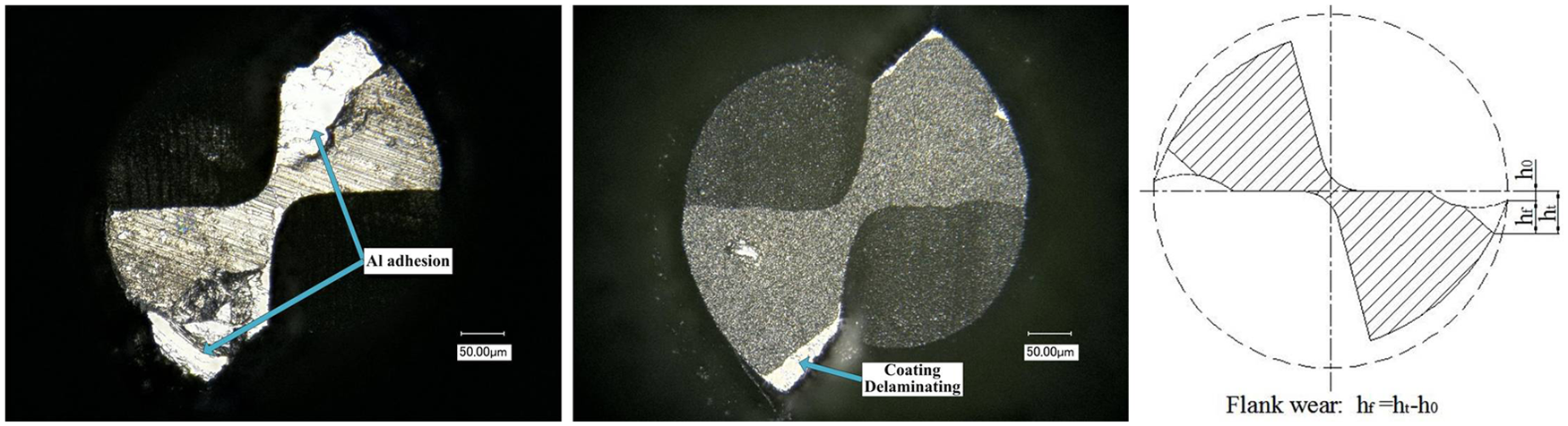
Micro tool integrity and tool wear definition. (a) Uncoated tool; (b) NCD-coated tool; (c) tool wear definition.
Tool flank wear is a common wear pattern for micro tools and it is universally used for the tool life characterization. The flank wear was measured at the bottom face of the micro-tool, and the definition is shown in Figure 4(c). Flank wear for the uncoated and NCD-coated tools is 60.7 µm and 44.9 µm, respectively. The uncoated tool wears faster and NCD coatings slow down the tool wear by approximate 25% in comparison.
Surface roughness
The surface roughness at the beginning and in the middle of each micro-milled channel on the bottoms was measured along the centreline using a white light interferometer Zygo NewView 5000 and an average value of surface roughness, Ra, was used for the analysis. Surface roughness under different tools as a function of cutting length is shown in Figure 5. It is obviously revealed that NCD coatings on the micro-tool yields a better surface roughness than the uncoated tool, and the values have fewer variations. It was also found that surface roughness has a similar trend as the resultant cutting forces do, i.e. the longer the cutting length, the worse the machined surface quality.
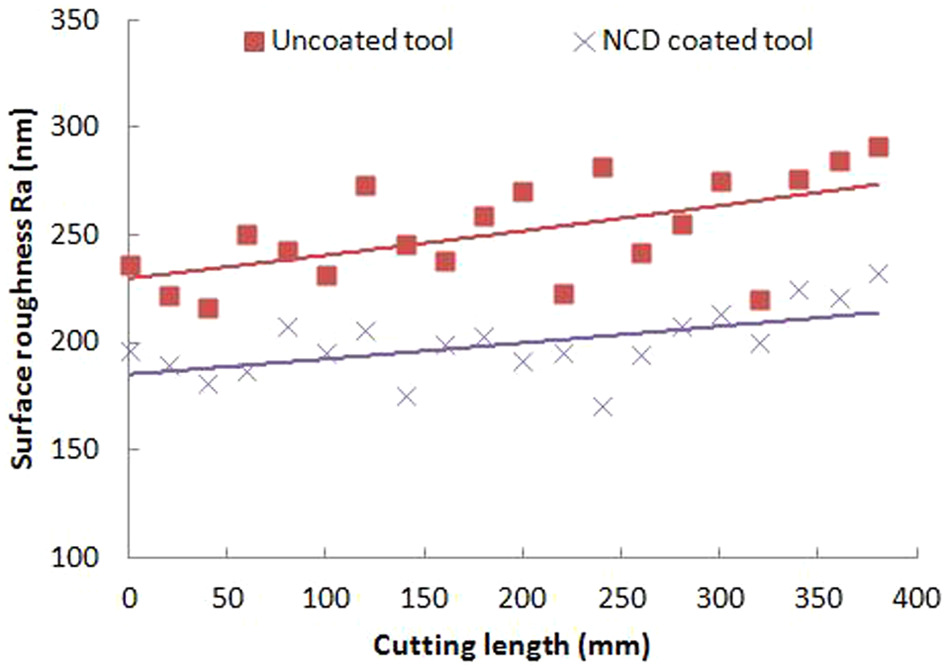
Comparison of surface roughness using different tools.
Burr formation
Top burrs on the micro-milled channels were examined to further evaluate the tools’ performance and examples of burr formation using different tools are shown in Figure 6. Owing to ductility of the work material, the feather-like burrs were formed and found to be dramatically larger on the top entrance side and negligible on the top exit side under investigated cutting conditions. The NCD-coated tool produces non-uniform as well as smaller burrs. The non-uniformity indicates it is possible and promising to further minimize the burrs by optimizing coating techniques or cutting conditions.

Examples of burr formation using different tools. (a) Uncoated tool; (b) NCD-coated tool.
Conclusions
This article presents an evaluation investigation of NCD coatings on a micro-tool in the milling of 6061-T6 aluminium in dry cutting conditions. Cutting performance of the NCD-coated and uncoated tools, including cutting forces, tooling integrity, surface roughness and burrs formation, are comparatively assessed and explored. Conclusions of the investigation are drawn as follows
The use of NCD coatings on the micro-tool reduces roughly 16% of the cutting forces.
The NCD-coated tool has less delamination and is free from chip adhesion, whereas large portions of chips adhere to the uncoated micro-tool.
NCD coatings can reduce approximately 25% of the tool flank wear.
NCD coatings facilitate smoother and more stable machined surface quality.
Applying NCD coatings on the micro-tool can minimize burr formation.
According to the conclusions above, reduced cutting forces, free chip adhesion, lower tool wear and improved surface roughness, as well as smaller burrs, can benefit from NCD coatings on the micro-end mill. It is very promising to apply NCD coatings on micro-cutting tools for dry cutting and enhancing the tooling performance.
Footnotes
Funding
The authors gratefully acknowledge the funding for this research by the UK Technology Strategy Board (TSB) (Grant contract number: BD266E).