
Abstract
This study presents the application of thermo-mechanical modeling of thin slab direct rolling on Nb-steels to improve mechanical and metallurgical properties of hot rolled steel strips. An integrated software model has been developed to predict and optimize final product properties based on rolling process parameters. The model calculates different rolling parameters, such as strain (ε), critical strain (εc), and peak strain (εp), together with a type of recrystallization softening. The effect of changing rolling finishing temperature and interpass time on microstructure behavior and final product mechanical properties is considered. The model can handle steels with different micro-alloying elements, but only Nb-steel is presented here. The developed model has been validated online on a six-stand hot rolling line. Samples were taken from the final product and examined for mechanical properties and microstructure. Very good matching has been observed between predicted properties and corresponding values obtained from experimental examination.
Keywords
Introduction
Mechanical properties of steel depend mainly on its chemical composition and final microstructure. Steels with fine homogenous ferrite grains will have better strength and toughness/ductility. In medium and high carbon steels, the microstructure can be controlled through careful heat treatment of final products. In the case of low carbon steels, heat treatment is not effective. However, it is possible to produce high strength, high toughness low-carbon steels by controlling microstructure through critically controlled percentage of micro-alloying elements (e.g. Nb) and thermo-mechanical processing. Thermo-mechanical processing involves both thermal and mechanical treatments that define product shape and microstructure properties.1,2 The basic idea is to use high deformation rates at early stages of hot rolling to get fine grain sizes and then allow precipitation of the micro-alloying elements (e.g. Nb) to inhibit grain growth. The type of recrystallization involved during hot slab rolling will determine the final austenite grain size. The recrystallization behavior during hot rolling of micro-alloyed steels is affected by factors such as, initial austenite grain size (as cast microstructure), chemical composition (% of micro-alloying elements), strain, strain rate and rolling/deformation temperature. Initial austenite grain size has a great effect on the softening and precipitation interaction in micro-alloyed steels. 3
Prediction of material mechanical properties based on thermo-mechanical process parameters will provide the steel industry with a very useful tool. Investigations have proved that the yield and tensile strengths are affected by percentages of micro-alloying elements added to the steels and the final ferrite grain sizes. 4 It has also been proved that hardness is affected by steel chemical composition and the cooling rates, while impact toughness is affected by the temperature of non-recrystallization, the finishing temperature and the steel chemical composition. 5 Several researchers have developed models to interrelate rolling process parameters in thermo-mechanical processing of micro-alloyed steels with the resulting microstructure and final strip mechanical properties.6–8 However the developed models did not include some or all of the following:
prediction of yield strength, ultimate tensile strength, toughness and hardness;
prediction of strip austenite grain size;
calculation of material mean-flow strength;
calculation of slab reheating temperature;
main quality parameters (strip profile and flatness/stand).
Most of the models in published literature did not take into consideration the transition zone between static and metadynamic recrystallization. The models were implemented off-line and their results were compared with specimens prepared using laboratory-scale plants with one or two rolling stands as maximum. Some researchers 9 also predict a draft schedule algorithm to examine the productivity of flat steel products while varying the design force of the rolling equipment; the design torque of the drive motor and the strength of the slab
Other researchers use finite element analysis for developing a computer simulation model that integrates the effects of different parameters, such as the process mechanics and the heat transfer in the strip and the roll, as well as the metallurgical behavior of the strip on the material properties after rolling. 10 However, these were only applied on a theoretical basis. The role of other phenomena, such as distributions of temperature, strain and strain rate during hot rolling, as well as the subsequent microstructural changes after hot deformation, has also been considered. 11 Through-thickness thermal and deformation history of a sheet undergoing single stand hot rolling has been studied using an ABAQUS finite element analysis tool. 12 More detailed process parameters, like the temperature field near the surface of a roll, were also predicted based on the wear and friction literature. 13 Simplified expressions for the stress field near the surface were used in the analysis.
In this study, a comprehensive computerized integrated model has been developed to predict the microstructural evolution and the mechanical properties generated during hot slab rolling of micro-alloyed low carbon Nb-steel. This integrated model covers most of the missing process parameters that were not included in models available in published literature. Moreover, the developed model takes into consideration the metallurgical parameters of the material (heating, rolling and cooling sections) and the expected mechanical properties. The model also covers the effect of the roll material on the metallurgical calculations.
In a previous article by the authors, 14 a review of thermo-mechanical treatment modeling during hot deformation of flat steel products was critically assessed, and the importance of combining the quality performance measures with the different critical parameters affecting the process was also discussed. The authors of this article developed an integrated thermo-mechanical model to predict mechanical and metallurgical properties of flat rolled C-Mn steels. 15
The practical part of this study was applied at EZDK’s flat steel plant hot rolling mill, located in Alexandria, Egypt. The hot strip mill consists of a long tunnel furnace for slab reheating, 6-stand finishing mill with high pressure de-scaling unit, laminar cooling to control mechanical properties and a coiler for final shape of the product.
Analytical considerations
In hot rolling, the probability of obtaining microstructural heterogeneities in the final product for thick strips (≥4 mm) is highly related to the relatively small total reduction applied for an initial slab of 52 mm thickness. Application of high strain in the first stand at high temperature leads to a complete recrystallized microstructure. This implies a homogeneous microstructure that may contain some coarse grains. The high strain at the second stand will nearly eliminate the existing coarse grains. The final ferrite grain size (dα) can be calculated as 6


where d
α
is the ferrite grain size (µm), dα0 is the initial ferrite grain size just before last stand (µm),
The accumulated strain at last stand can be calculated as

where εa is the accumulated strain at last stand, X i is the fraction softening from previous stand, ε i is the total strain from previous stand, ε is the total strain for last stand and K is the constant, (=1 for cases of short interpass time as in the case considered in this study). Fraction softening refers to the portion of grains that are softened according to the type of recrystallization (dynamic, static, metadynamic, transition). 7
The total strain/stand (ε) is calculated as

where ε r is the redundant strain, ε h is the effective homogenous strain, and ε f is the friction strain (can be neglected when using lubricant as in the case considered in this study).
The effective strain depends on the entry thickness and exit thickness/stand 7

where ε h is the effective strain, h1 is the exit thickness (mm), ln is the natural logarithm which is the logarithm to the base e and h0 is the entry thickness (mm). The redundant strain is affected by the change in the entry and exit thicknesses for the needed mill stand, the rolling contact angle and the flattened roll radius 16

where ε r is the redundant strain, α is the bite/contact angle (deg), R is the flattened roll radius (mm), h1 is the exit thickness (mm) and h0 is the entry thickness (mm).
The cooling rate (T°) is affected by the change in finishing temperature (FT), target coiling temperature (Tcoiling), exit speed (Vexit) and cooling area length (Lcooling) 7

From equations (1)–(3) it is obvious that the final grain size will depend on the initial grain size, the accumulated strain at the considered stand, the cooling rate and the reduction applied per stand. Fine grain size will be achieved by using accumulated strain values above the critical strain at early stages of hot slab rolling. This will enhance the fully dynamic and complete meta-dynamic re-crystallization behaviors leading to a higher fraction softening and fine austenite grains.
The change in FT will affect the metallurgical behavior, recrystallization type, grain size and precipitation kinetics for micro-alloyed niobium steels, and consequently will affect the material final mechanical properties. To control the FT – with constant entry slab temperature (reheating temperature) – the material speed should proportionally be adjusted. Consequently the rolling mill rotational speed/stand (U r/min) and strain rate/stand will change. The strain rate (ε o ) is the effective strain divided by the time of application of strain (t). The time (t) depends on the roll rotational speed (U r/min), the roll contact/biting angle (α) and the effective strain/stand (ε h ).

Any change in the FT means that the interpass time between stands and the metadynamic recrystallization fraction softening will change. Moreover the transition zone between static and metadynamic recrystallization will be affected too. To be able to achieve the higher reduction ratios at first stands and also increase the inter-stand time, some intermediate stands should be kept out of service. Slightly higher deformation/reduction at the finishing stands is also desired to be below the temperature of non-recrystallization (Tnr). Meanwhile, the inter-stand cooling will enhance deformation at a lower temperature, which increases strain accumulation (retained strain) and helps to obtain more fine ferrite grains after transformation. The cooling rate has a major effect on strain rate and microstructure evolution (grain size and homogeneity). The cooling rate will depend on the initial temperature, the FT and rolling speed. Finishing rolling is recommended to be just above A3 temperature to generate highly deformed austenite grains.
Modeling thermo-mechanical processing of low carbon Nb-steels
Based on available literature and developed models for transition re-crystallization, a comprehensive computerized model has been developed to optimize and control the thermo-mechanical processing of low carbon Nb-steels in hot slab rolling. Figure 1 briefly shows the model flowchart. The model is divided into a set of modules; reheating module, rolling module and cooling module. The inputs to the model are the chemical composition, the thickness/stand, roll force/stand, roll diameter/stand, roll speed/stand and deformation temperature/stand. The model can handle C–Mn steel and micro-alloyed steels with Nb, Nb–Ti or V micro-alloying elements. The reheating module calculates the reheating temperature needed for complete solubility of niobium carbides and nitrides.

Schematic diagram summarizing developed model.
The rolling module predicts the deformation, total strain, strain rate, mean flow strength, type of recrystallization, softening between stands, time for precipitation of niobium carbides and nitrides, grain size/stand and grain growth between stands and final austenite grain sizes. The cooling module predicts the cooling rate, ferrite grain size after transformation, material yield and ultimate tensile strengths, impact toughness and hardness values. The effect of skipping one or two rolling stands (intentionally keeping a stand out of service), changing roll material, finishing temperature or chemical composition is also considered. For the mechanical module used to predict the transient stress/strain and volume distortion of the slab in the rolling process, the model calculates the mean flow strengths/stands “MISAKA and SIMS” and compares the types of recrystallization to check the existence of dynamic recrystallization during deformation, which results in a finer grain size of the material.
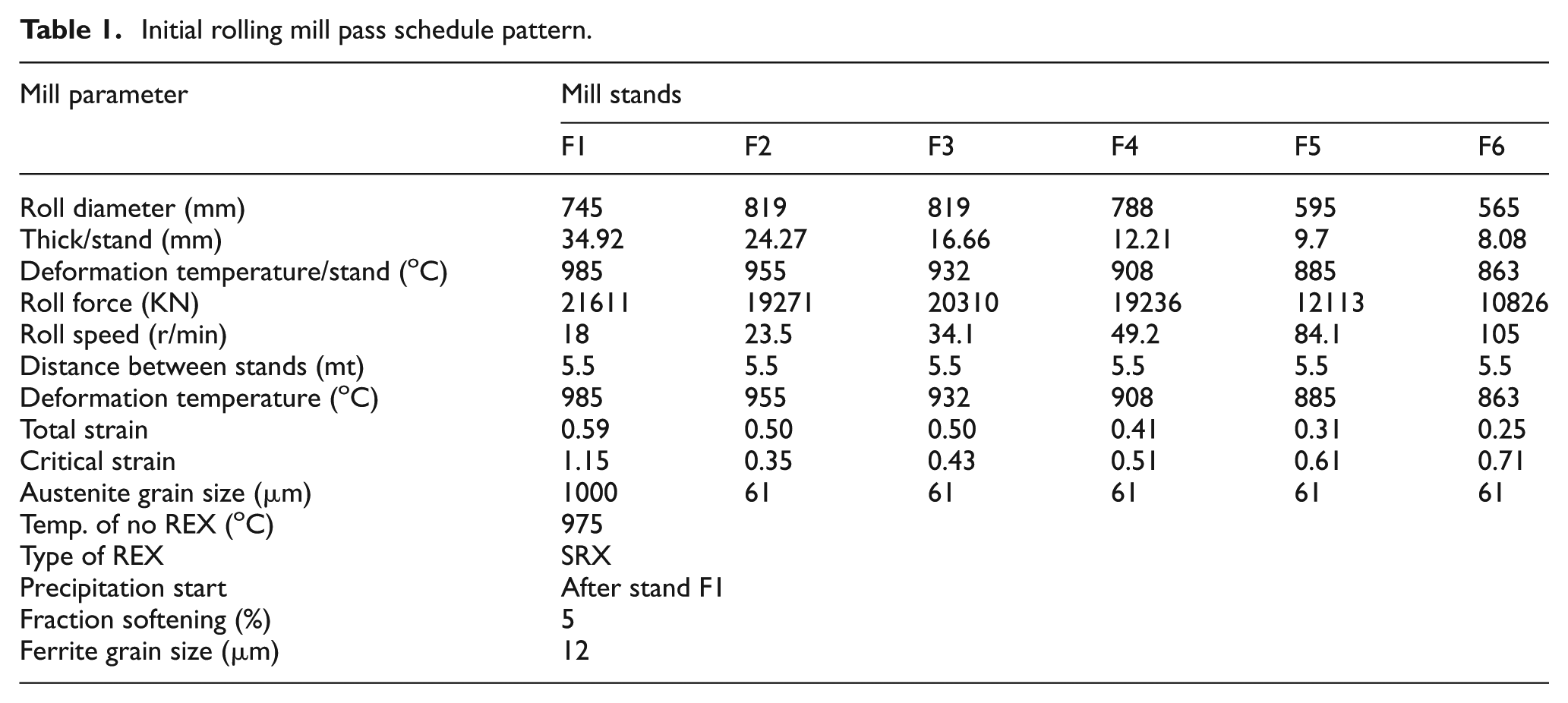
The chemical composition of the steel used for study contains 0.057% C, 0.284% Si, 0.136% Mn, 0.42% V, 0.46% Nb, 41 ppm Al and 34 ppm N. Table 1 shows the normal rolling line pass schedule, calculated process parameters per stand and the estimated final ferrite grain size. According to these settings, a large ferrite grain size of 12 µm is expected.
Initial rolling mill pass schedule pattern.
Results and discussions
To optimize the hot slab rolling process to produce high strength low carbon micro-alloyed steels, the developed model was used to simulate the thermo-mechanical process on the six stand hot rolling plant. Table 2 gives the simulation results when using three finishing temperatures (850 °C, 800 °C and 750 °C) and three rolling schedules (using 6, 5 or 4 rolling stands).
Calculated ferrite grain size for different finishing temperatures and rolling schedules.
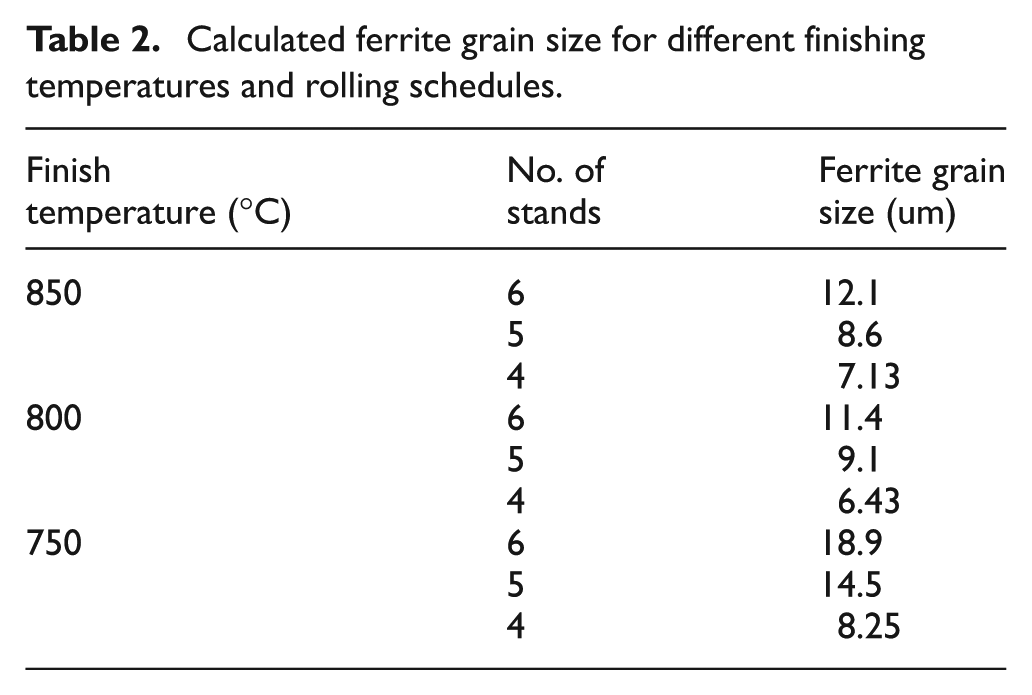
Use of five and four stand path schedules was tried to change the interpass time and allow for a slightly higher deformation/reduction at the finishing stands to take place below the temperature of non-recrystallization (Tnr). The accumulated strain will help obtain finer ferrite grains after transformation. The results in Table 2 show the obvious effect of the finishing temperature and the interpass time on the resulting ferrite grain size. The smallest grain size is expected at a finishing temperature of 800 °C and longer interpass time (when using the four-stands schedule). The change in the interpass time (by skipping intermediate rolling stands) has a very significant effect on the calculated final ferrite grain size. Applying a four-stand rolling schedule (by skipping stands three and five) gives the smallest grain size at the three finishing temperatures tried. According to the simulation results obtained using the developed model the four-stand pass schedule at 800 °C finishing temperature (FT) should be applied to obtain the finest grain size, and consequently better mechanical properties. To control the FT, the slab entry temperature and other process parameters were also controlled.
To investigate the validity of the developed model three thermo-mechanically controlled process runs using a four-stand pass schedule with finishing temperatures of 850 °C, 800 °C and 750 °C were tried to produce an 8 mm strip from a 52 mm low carbon Nb-micro-alloyed steel slab. Samples from the produced strips were examined for microstructure and mechanical properties. Some results are shown in Figures 2–5. Figure 2 shows the critical and total strain values at different mill stands for normal six-stand mill schedule (a), and thermo-mechanically controlled four-stand schedules at FT = 850 °C (b), FT = 800 °C (c), and FT = 750 °C (d). Figure 3 shows micrographs for samples taken from strips produced using the normal six-stand mill schedule (a), and the thermo-mechanically controlled four-stand schedules at FT = 850 °C (b), FT = 800 °C (c), and FT =750 °C (d).
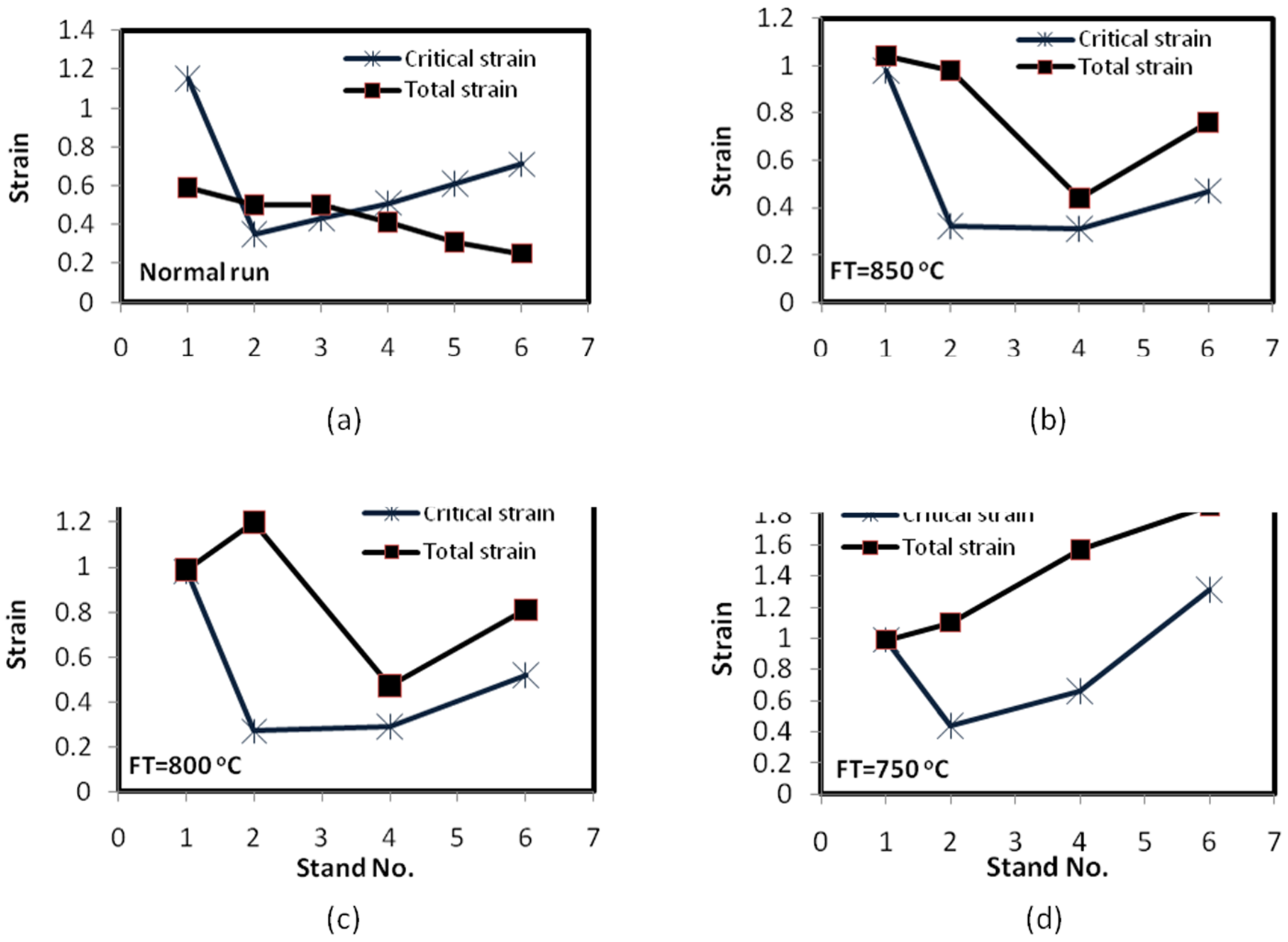
Critical and total strain values at different mill stands for normal mill schedule (a), and thermo-mechanically controlled four-stand schedules at FT = 850 °C (b), FT = 800 °C (c), and FT = 750 °C (d).
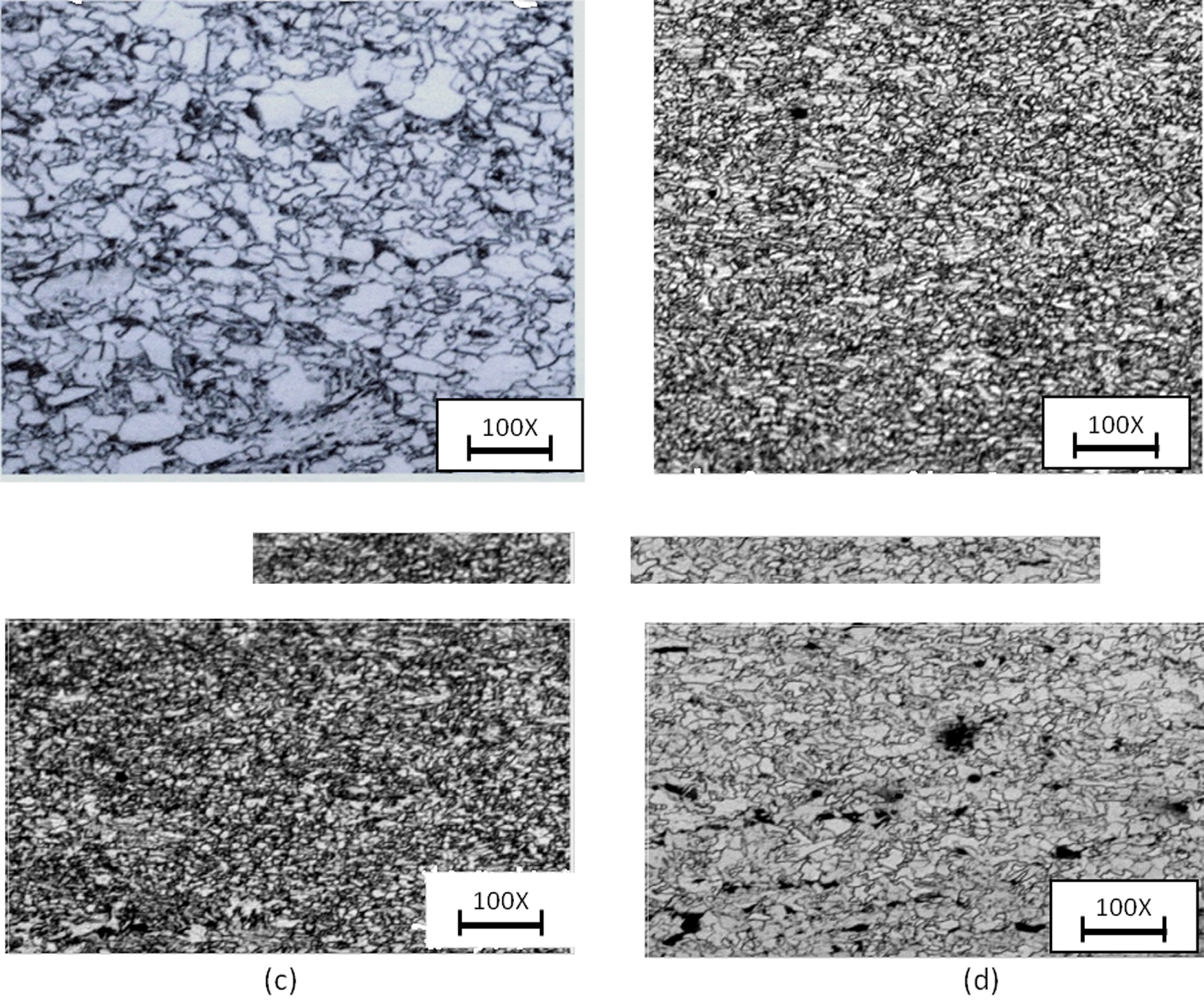
Micrographs for samples taken from strips produced using the normal six-stand mill schedule (a), and the thermo-mechanically controlled four-stand schedules at FT = 850 °C (b), FT = 800 °C (c), and FT = 750 °C (d).
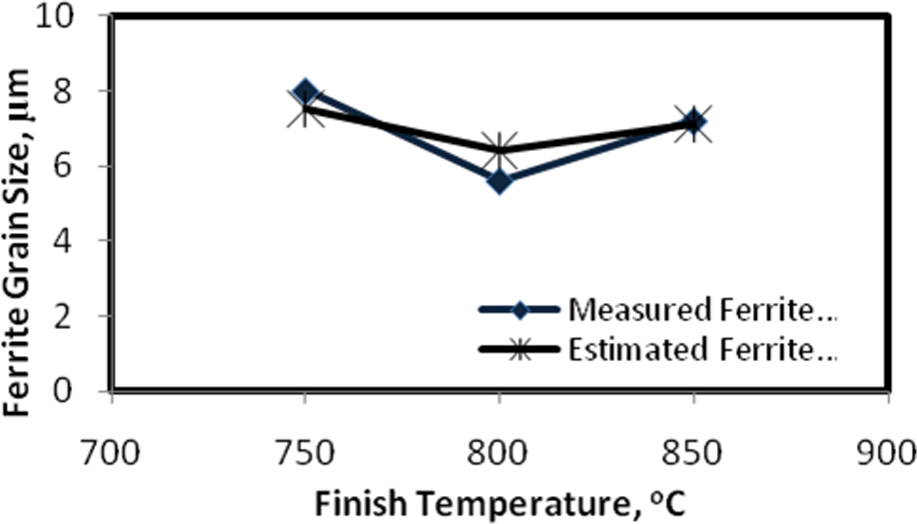
Estimated and measured ferrite grain sizes for samples taken from strips produced using the thermo-mechanically controlled four-stand schedules at FT = 850 °C, FT = 800 °C and FT = 750 °C.
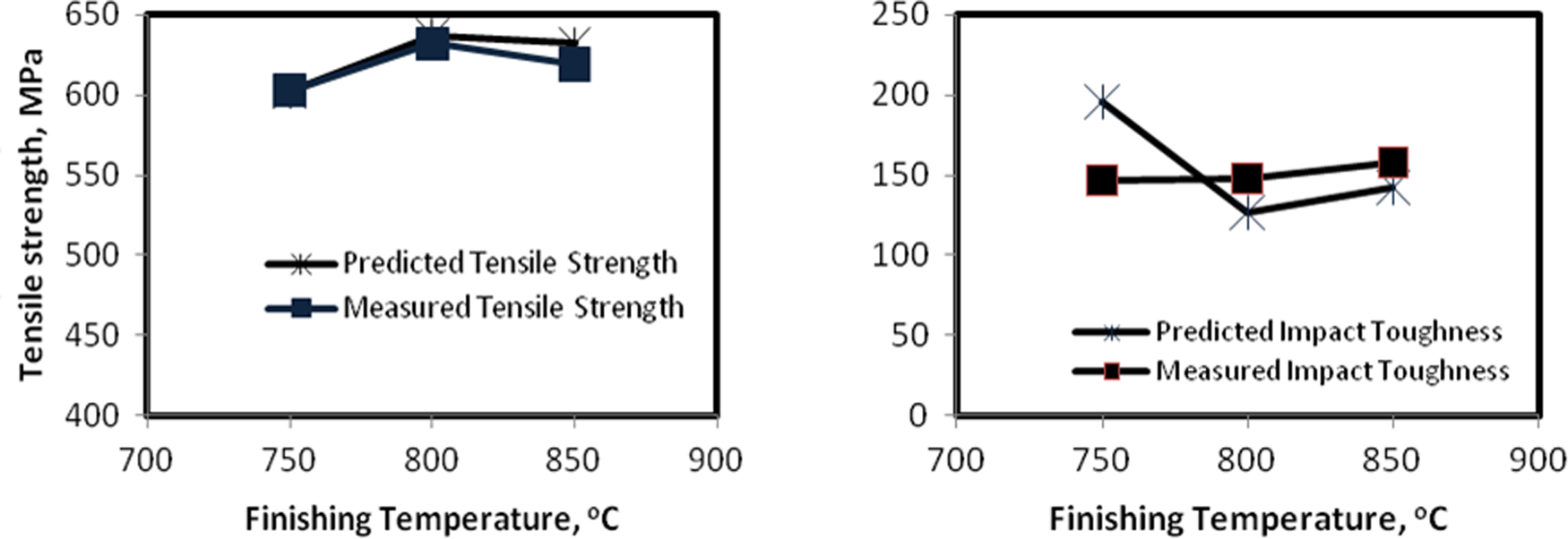
Estimated and measured values for ultimate tensile strength and impact toughness for samples taken from strips produced using the thermo-mechanically controlled four-stand schedules.
It is obvious from Figure 2 that in the normal six-stand mill schedule process, the total strain at the second stand is lower than the critical strain. Consequently, dynamic recrystalization will not take place in this case and relatively large austenite grains will develop. Right after this stand, the temperature will go below 950 °C, which will lead to earlier precipitation of niobium precipitates (carbides and nitrides) resulting in coarser austenite and ferrite grain sizes (Figure 3(a)). For the three thermo-mechanically controlled process runs the total strain is always higher than the critical strain, so a finer grain size is expected. In the case of FT = 850 °C and 800 °C complete metadynamic recrystallization (complete softening) takes place resulting in finer grains, Figures 3(b) and (c). For FT = 800 °C, dynamic recrystallization (DRX) at F2 is greater than the case of FT = 850 °C, which results in fine homogeneous microstructure, Figure 3(c). For FT = 750 °C, the mean flow strength (MFS) increases from F1 until F6, which indicates earlier strain accumulation. As the finishing temperature decreases, the strain rate will also decrease. This may lead to earlier precipitation of niobium precipitates (carbides and nitrides) resulting in coarser austenite and ferrite grain sizes, Figure 3(d). At a lower temperature in stands F1 and F2 (FT = 750 °C), static recrystallization takes place between F1 and F2, which may lead to incomplete fraction softening, coarser austenite grains besides austenite grain heterogeneity.
Figure 4 shows estimated and measured ferrite grain sizes for samples taken from strips produced using the thermo-mechanically controlled four-stand schedules. The figure shows good agreement between measured and estimated ferrite grain sizes, which proves the significant accuracy of the model estimation.
Grain size is measured according to the ASTM E112 comparison method using an image analyzer system. A Nikon Eclipse MA200 metallurgical microscope, with an innovative design optimized for digital imaging was used. The software used is Microstructure Characterizer Software, Version 2.0. For each experimental run, five samples were examined and the average values considered in the analysis.
Figure 5 shows estimated and measured values for ultimate tensile strength (UTS) and impact toughness for samples taken from strips produced using the thermo-mechanically controlled four-stand schedules. The figure again shows good agreement between measured and estimated values, which proves the significant accuracy of the model estimation.
Figure 5 also shows good correlation between the developed model results and the actual impact toughness results at both 850 °C and 800 °C finishing temperatures. For a 750 °C finish temperature there is some difference that may be attributed to grain heterogeneity of the material microstructure that can be supported by the recorded metallographic of Figure 3(d).
Conclusions
A comprehensive computerized model has been developed to optimize hot rolling process parameters. The model can handle steels with several micro-alloying elements, but only obtained results when rolling 8 mm thick strips of Nb-micro-alloyed low carbon steel are presented.
The model is partly based on the integration of some critically selected theoretical and empirical relations available in published literature besides developed ones.
Through the optimization of process parameters in re-heating, deformation and cooling stages it has been possible to get high strength–high toughness strips with specific ferrite grain sizes.
Among other factors, the finishing temperature, together with the interpass time, were found to have a significant effect on produced strip mechanical and metallographic properties.
A new approach has been used to control interpass time through skipping of some mill stands. Skipping of third and fifth stands has proved to give better results in mechanical and metallographic properties.
Very good agreement is observed between predicted and experimental values of the mechanical and metallographic properties of produced strips.
A systematic assessment of numerical errors should be carried out to evaluate an uncertainty budget on the experimental results to further develop the research in the considered area.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.