
Abstract
In this article, the assembly of axi-symmetric rigid structures from imprecisely manufactured components is considered to produce a ‘straight-build’ assembly. The eccentricity of the assembly is improved by selecting the best relative orientation of each component and using four different strategies to control the assembly errors. The presentation is simplified by considering the assembly of two-dimensional structures, and the Monte Carlo simulation technique is used to quantify the propagation of random component variations on the resulting assembly. The axial and radial run-outs for each component are used to represent component variability and these quantities are represented as Gaussian random variables. The influence of component variations on the assembly is predicted using connective assembly models. Numerical results are presented for assemblies consisting of: (a) identical rectangular components; and (b) non-identical rectangular components. The results are compared with each other and those obtained using ‘direct-build’ assembly, which does not control the assembly errors. It is found that assembly variations can be reduced significantly using the proposed techniques.
Introduction
The assembly of mechanical components has a significant impact on manufacturing cost and plays an important role in the quality of the final product. The quality of the assembly is greatly influenced by the presence of manufacturing variations in its constituent parts, and analysing and controlling the propagation of these variations through the assembly forms the main theme of this work.
Various methods have been used to predict the effect of component variations on mechanical assembly, and a detailed review of tolerance analysis can be found in Chase and Greenwood, 1 Chase and Parkinson, 2 and Marziale and Polini. 3 In most of these works, vector loop models are used to predict the propagation of variations through the assembly to assess its quality. Veitschegger and Wu 4 presented an analysis to predict the effect of individual link and joint errors on the three-dimensional (3D) kinematics of robotic systems. Jastrzebski 5 generalised this work and applied it to the travelling of mechanical assemblies, and Whitney et al.6,7 extended it to represent feature and mating errors using connective models based on homogeneous matrix transforms. All of this work was used to analyse assembly variations at the conceptual design stage, but no effort was made to control the propagation of the variations through the assembly.
Mantripragada and Whitney 8 used state transition models to predict variation propagation in mechanical assemblies and proposed a statistical control theory to minimise assembly error. This control theory concentrates on designing the mating features so as to make adjustments possible during assembly. The proposed control theory can only be applied at the conceptual design stage. State space models have been used in Ding et al. 9 and Camelio et al. 10 to calculate variation propagation in a multi-station assembly system while considering part, process, and tooling variations. These articles focus on controlling variation propagation stage-by-stage using fixture adjustment. Reducing variation propagations in assembly has also been studied by various researchers.11,12 These works use measured data for each component, along with in-line measurement, to monitor assembly variation to determine the required tooling correction to compensate assembly variation. Assembly of non-rigid sheet metal components were evaluated in these articles. Dantan et al. 13 proposes an integrated tolerancing process (ITP) that provides general methods and tools for reducing geometric variations in assembled products at the conceptual design stage.
Selective assembly is another approach to minimising assembly variations, and is based on using measurement data for components.14–16 In this approach, mating components are measured and their measurement data grouped into ‘bins’. The components are assembled together by selecting components from the grouped data in order to meet the required specifications as closely as possible. The main limitation of this approach is that, in practice, it can only be applied to two-component assemblies in mass or batch production. Turner 17 and Li and Roy 18 have formulated a mathematical programming approach to find the optimal configuration of parts using a relative positioning technique based on geometric positioning of mating features of the part and the neighbouring parts. However, this approach cannot be applied to the assembly of rotating machines, where the mating components can only be rotated relative to each another.
This article focuses on the assembly of rotating machines consisting of nominally axi-symmetric components that need to satisfy strict balancing requirements. The presence of manufacturing variations in each component causes the mating features to have imperfect shape, orientation, and position, 19 and these geometric variations can significantly influence the quality of the final product. Rotating machines are commonly used in industry, including machining tools, industrial turbo-machinery, and aircraft engines. Vibration resulting from out-of-balance is the main factor that affects the reliability of high-speed rotating machines, and if the geometric axis of the assembled rotor is not built so that it is straight, the rotor may suffer from excessive vibration. 20 In such cases, the goal is to build the assembly in such a manner that the geometric axis of the rotor is maintained as straight as possible. This can be achieved by controlling geometric variation propagation during assembly to ensure the build is as straight as possible, and this method of assembly is known as ‘straight-build’ assembly.
Key characteristics (KCs) 21 are used to identify the variations that most significantly affect product quality and the product features and tolerances that require special attention. The KC used to achieve a straight-build is the eccentricity of the assembly, and the main objective of this work is to minimise the overall eccentricity of the assembly to prevent deviation in the geometric axis of assembly. The process of straight-build assembly is usually divided into two steps.
Predict variation propagation at each assembly stage.
Control variation propagation in the assembly.
Step 1 requires a model to quantify propagation of component variations through the assembly based on detailed geometric data for all components, while Step 2 requires the predicted assembly variations to be reduced using an optimisation strategy.
The model used here to predict variation propagation is based on connective assembly models.6,22 These models use homogeneous matrix transforms 23 that define the geometric relationship between different features on the same component and neighbouring components. In a practical implementation, measurements can be made to determine the geometry of the components and assembly features at each stage. In this article, the geometric data is randomly generated based on the predefined geometric tolerances of individual components and the geometry of the assembly is calculated accordingly. Four control (optimisation) methods are proposed to reduce assembly variation. Details of these methods are presented later, but all make use of the axi-symmetric property of the assembly and allow each component to be orientated relative to its neighbour to better achieve a straight-build assembly. In practice, only particular ‘indexed’ orientations are allowed and the optimal orientation is obtained by minimising a suitable objective function.
Throughout the article, the analysis and numerical examples are developed in two dimensions (2D) to allow the reader to visualise and understand the calculations performed more easily. Two assembly examples are studied to compare the different optimisation techniques.
Assembly of identical rectangular components.
Assembly of non-identical rectangular components.
The component variations considered are based on industrial measurement practice and the Monte Carlo simulation technique is used to simulate variation propagation and evaluate the performance of the proposed optimisation methods to control straight-build assembly. For the purposes of comparison, results are also obtained using ‘direct-build’ assembly, which does not use any optimisation.
Representing component variations
For the purpose of simplification, the (rigid) axi-symmetric components considered here are 2D nominally rectangular components. Figure 1(a) shows the nominal geometry of one of the rectangular components having width B and height H. In essence, the assembly process consists of ‘stacking’ one rectangular component on top of another to build a tower. In practice, manufacturing variations are present and these are often defined in terms of a tolerance zone. Run-out tolerances are usually applied to parts that rotate about an axis of rotation, which constitutes a datum. Run-out tolerance controls the deviation of part features relative to the axis of rotation and is an important tolerance specification for axially symmetric parts. It represents the cumulative effects of form, position, and orientation tolerances 24 and, therefore, takes into account variations such as form, location, and orientation. When applied to features constructed around a datum axis, run-out also controls the cumulative variations of circularity and concentricity. 25 When applied to features constructed perpendicular to a datum axis, run-out controls variations in the circular element of a plane surface to detect wobble or surface irregularities. According to BS EN ISO 1101:2005, 26 run-out not only applies to complete features, but can also be applied to a restricted area of the feature. Run-out tolerance that applies to a complete feature is called total run-out and that applies to a restricted feature (circular element of a feature) is called circular run-out. One of the aims of this article is to evaluate the effect of radial and axial run-out (circular) tolerances on the assembly variation propagation. The tolerance zones for radial run-out (circular) and axial run-out (circular) as defined in BS EN ISO 1101:2005 26 applied to a 2D case are shown in Figure 1(a). These zones indicate the tolerances for variation of the top surface in the axial direction (i.e. along the datum axis) and the sides of the rectangle in the radial direction (i.e. perpendicular to datum axis). The radial run-out shall not be greater than b at any instance in a direction perpendicular to the datum axis and axial run-out shall not be greater than h at any position on the top surface.
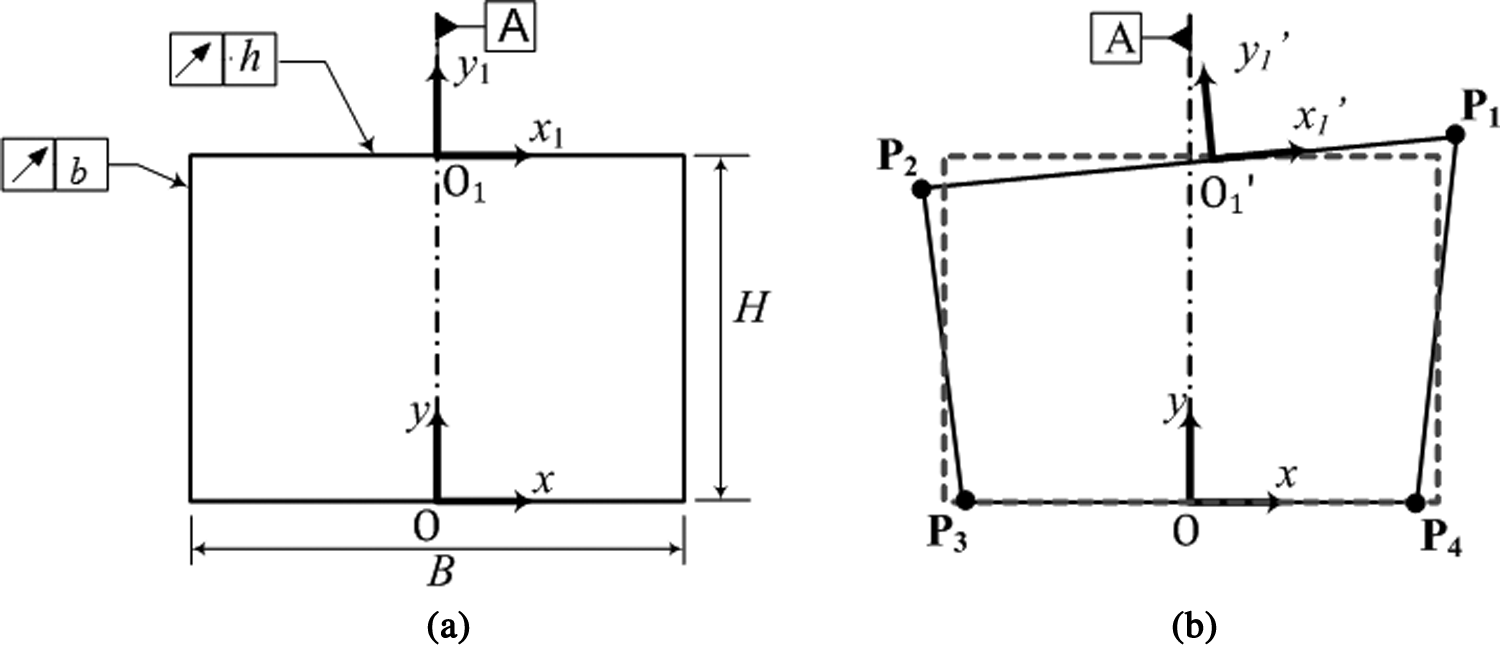
(a) Nominal rectangular component with tolerance zone indicated. (b) Manufactured ‘rectangular’ component.
Figure 1(b) shows the geometry of a sample manufactured component where it can clearly be seen that the geometry deviates from the nominal. The geometry of the manufactured component shows that corner points
For the purpose of travelling the propagation of component variations through an assembly, coordinate axes
In industrial applications, the geometry of a manufactured component can be measured before the assembly process starts. For example, in the assembly of high-value axi-symmetric components, each component can be measured using fixed measurement probes to determine the radial run-out (circular) and axial run-out (circular) of the mating features from the nominal. Figure 2 indicates the measurements performed for a 2D component, and these are described below.
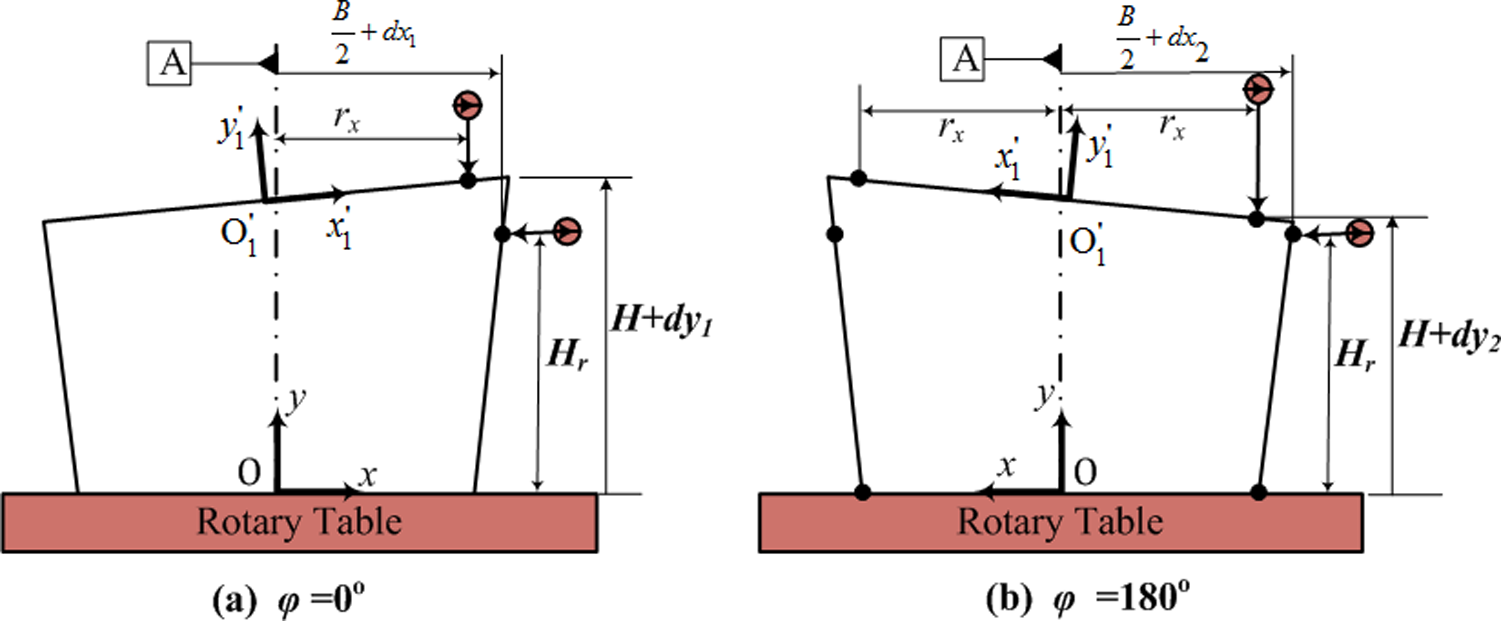
Measurement of component variation.
Each component is placed on a rotary table so that the lower mating surface of the component is concentric with the central axis of the rotary table – the so-called ‘table-axis’.
27
This ensures that the component reference frame is attached to the centre of the base of the component and coincides with the global reference frame on the table. For the top surface of the component, the axial length is measured at fixed radius
Mathematically, the radial run-out can be expressed using polar coordinates as

where
Similarly, the axial run-out can be expressed in polar coordinates as

where
Manufacturing variations are commonly assumed to have a normal (Gaussian) distribution with mean equal to the nominal size and the range of variation equal to six standard deviations (
If the radial run-out at corner
To model the propagation of component variations through an assembly, it is necessary to specify the location of coordinate frame


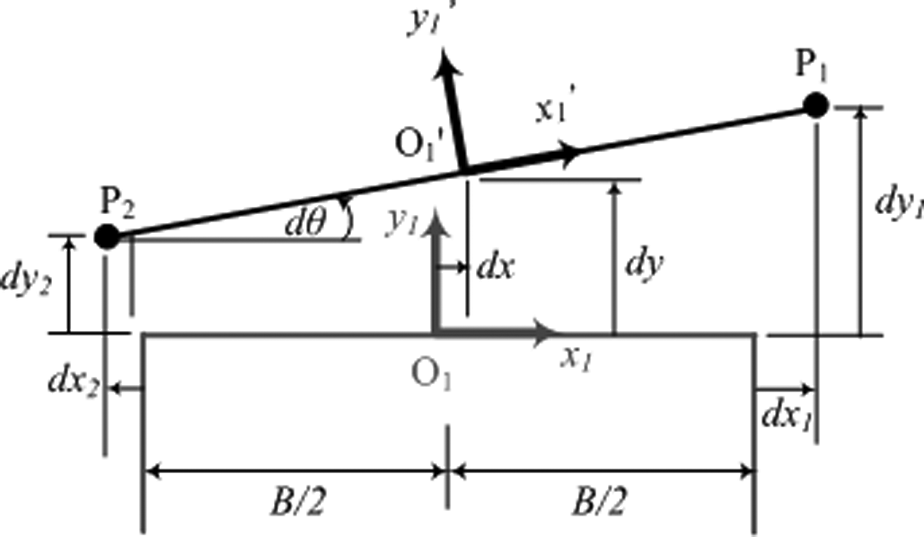
Enlarged view of top surface measurement.
In equations (3) and (4), it should be noted that
The measured coordinates of

In equation (5) it is shown that
The work presented in this section describes how manufacturing variations in axi-symmetric components can be represented in terms of axial and radial run-outs. The locations of corners
Variation propagation model
To study and analyse assembly related problems, it is essential to develop an appropriate assembly model that allows each component and the resulting assembly to be represented mathematically. Connective assembly models are used here to quantify variation propagation in the assembly. In these models, matrix transformations are used to relate the location and orientation of different features on a component. Here, this approach is particularly useful for considering the relationship between mating features on the same and different components. This is achieved by attaching coordinate frames to each of the mating features and considering the geometric relationship between them. Each coordinate frame is described in terms of its position and orientation, and for an assembly containing manufactured components, the position and orientation of the coordinate frame is affected by manufacturing variations (see equations (3), (4), and (5)).
For 2D components the geometric relationship between any two coordinate frames can be depicted as shown in Figure 4. In Figure 4, the geometric relationship between coordinate frame U and coordinate frame V is represented using transformation matrix

where


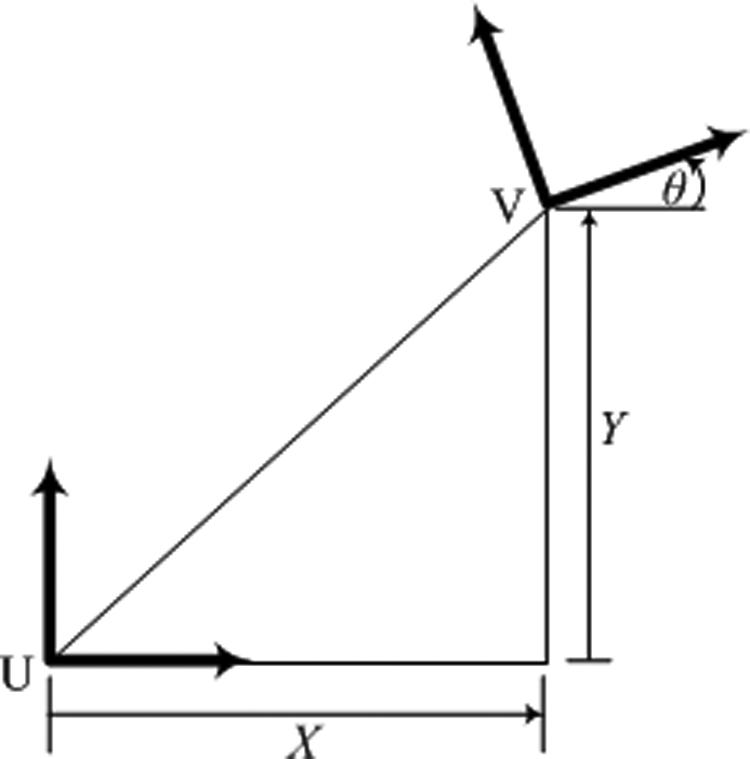
Geometric relationship between two coordinate frames.
The symbols X, Y, and θ are defined in Figure 4, and represent origin translation (X and Y) and rotation θ. Matrix
The assembly model assumes that components are assembled by joining mating features to each other
32
and transformation matrices are used to relate the location of mating features. Figure 5 shows a two-component assembly. In this assembly, the mating features are defined by coordinate reference frames:

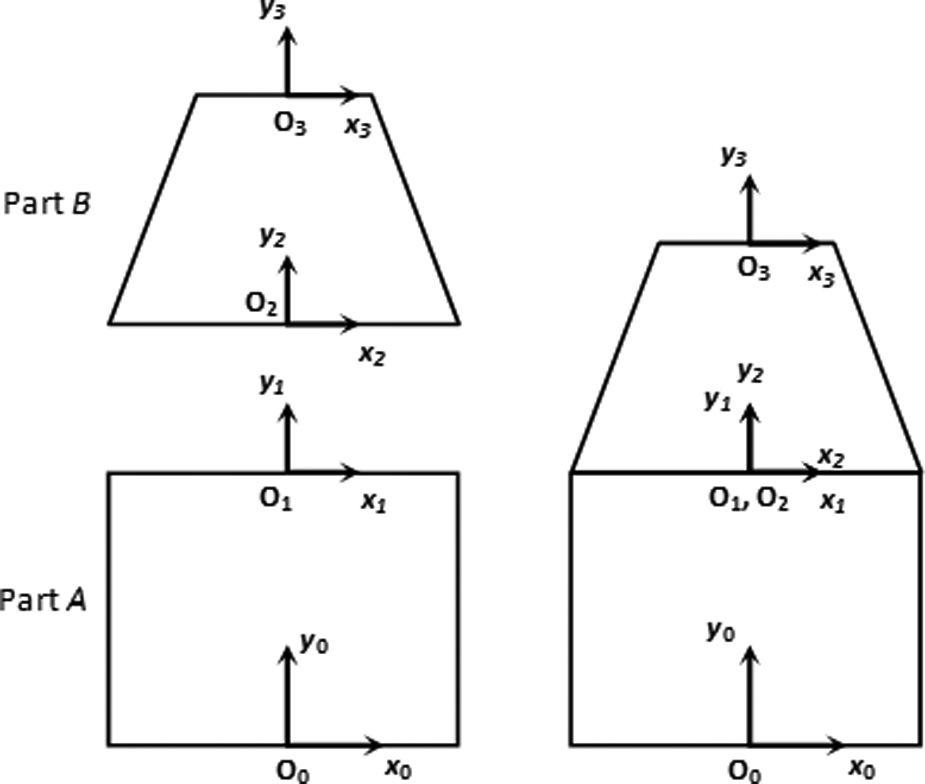
An example of two component assembly.
This transformation has the same form as equation (6), where
Similarly, transformation matrix

where
When Parts A and B are assembled together (see Figure 5), transformation matrix

where transformation matrix

where
Equations (9)–(12) are the transformation matrices for an assembly consisting of two nominal components (Parts A and B in Figure 5). These transformation matrices must be modified to take account of manufacturing variations in each component, and this can be done by incorporating variations into the position and orientation of the coordinate frames attached to the mating features. For example, manufacturing variations in Part A may modify the location and orientation of frame 1 relative to frame 0, such that transformation matrix

where

Equation (14) is based on equations (6)–(8) and assumes that
Similarly, the presence of manufacturing variations in Part B will modify the location and orientation of frame 3 relative to frame 2, and transformation matrix

where
If Parts A and B are assembled together, the transformation matrix

where transformation matrix
Using equation (16),

where

In this section, a method of quantifying variation propagation in mechanical assemblies has been presented and illustrated for the case of a two component assembly. This approach can be extended easily to consider more components and forms the basis for the calculations performed in later sections.
Straight-build assembly optimisations
To improve the quality of the assembly and increase the likelihood of ‘right first time’ assembly, it is essential to reduce and control assembly errors. Optimisation is used in many fields of engineering to minimise or maximise a function critical to the problem being solved.33,34 The optimisation methods used here aim to achieve straight-build assembly and involve selecting an optimal relative orientation between axi-symmetric components to reduce assembly errors. Four optimisation methods are suggested here to minimise error propagation in straight-build assembly.
Methods 1 to 3 each consider the table-axis error; that is, the perpendicular distance between the table-axis and the centre of a component. Method 4 considers the final-assembly axis error; that is the perpendicular distance between the assembly axis passing through the centre of the base of the first component and the centre of the final component in the assembly. Each method uses a relative orientation technique to minimise error propagation in the assembly. The relative orientation technique is a unique approach of error minimisation, where each part is oriented relative to its adjacent part by rotating it about its axis of symmetry. An optimal relative orientation between the mating components is selected based on the objective function for each optimisation method. Straight-build assembly is a useful approach for assembling rotating machines and is equally applicable to 2D and 3D assemblies. For 2D assembly, each new component has two possible orientations (0° or 180°) relative to the mating component in the assembly. However, for 3D assembly each new component can be oriented at any angular position (between 0°–360°) depending upon the method of joining two components in the assembly. Using 2D examples provides clear understanding of the proposed relative orientation techniques and demonstrates how the error minimisation process is applied to an assembly of axi-symmetric components (in rotating machines). The 2D example also allows the reader to visualise and understand the calculations performed more easily. No matter how the optimisation is performed for 2D assemblies (with two possible relative orientations) or 3D assembly (with a larger number of relative orientations), in both 2D and 3D the results will yield similar conclusions, because all optimisation methods consider the same number of relative orientations during assembly of each axi-symmetric component. Details of the proposed optimisation methods are given below.
Method 1: table-axis-build assembly (stage-by-stage optimisation)
In Method 1, the table-axis error is minimised at each stage of the assembly process by rotating the upper component about its axis of symmetry. Figure 6 shows a two-component assembly with the upper component in its two possible orientations. The table-axis error is the horizontal component of the translation error vector and is given by equation (18). In Figure 6, orientation 2 has a visibly smaller table-axis error than orientation 1 and is chosen as the optimal orientation.
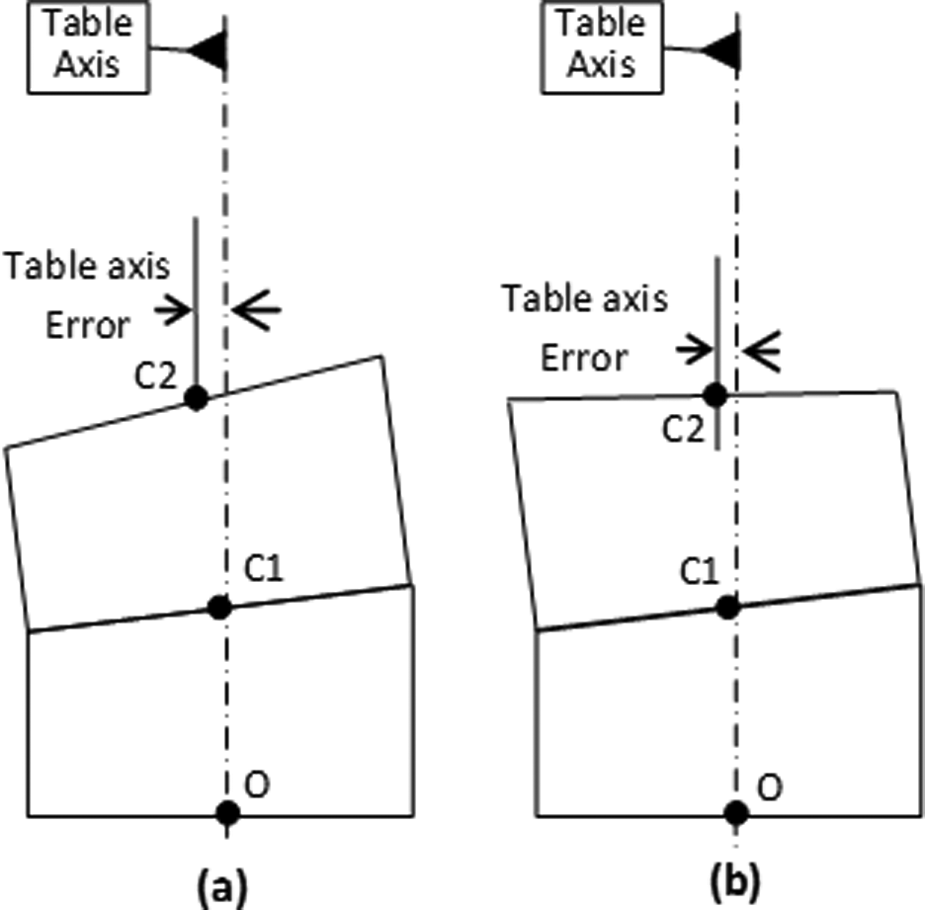
Method 1: two-component assembly with upper component in: (a) orientation 1, (b) orientation 2.
This optimisation process is performed at each stage of assembly as each new component is added to the assembly. Applying this process, the optimised table-axis error

where
Method 1 is basically a local combinatorial approach, providing a solution by making the best choice of all possible component orientation relative to the assembly during each stage.
Method 2: table-axis-build assembly (optimising error at two consecutive stages)
In method 2 the table-axis error is predicted for two subsequent stages by calculating the eccentricity for all four possible orientations of the two components. The optimal orientation is chosen as the configuration that minimises the combined error for the two stages considered. Using the notation introduced in method 1, the combined table-axis error is expressed as the root mean square (RMS) error for the two stages (i’th and (i+1)’st stages).
Applying this method, the optimised combined table-axis error

The orientations
Method 3: table-axis-based combinatorial approach
In method 3, all possible orientations of all components in the assembly are considered, and the configuration of components that yields the minimum table-axis error for the whole assembly is chosen to be optimal.
Applying this method, the optimised table-axis error
The orientations

Method 4: final-assembly axis-based combinatorial approach
In method 4, a similar approach is applied to method 3, but instead of minimising the table-axis error for the whole assembly, method 4 minimises the final-assembly axis error. As defined earlier in the section ‘Straight-build assembly optimisations’, final-assembly axis refers to the axis passing through the centre of the base of the first component to the centre of top of the final component in the assembly.
Direct-build assembly
To investigate any potential improvements in straight-build assembly, the above four optimisation methods are compared with each other, and direct-build assembly. Direct-build assembly includes component variations but does not use any optimisation methods to control variation propagation.
Assembly examples to analyse proposed straight-build methods
Two examples are considered to investigate the performance of the proposed optimisation methods to improve straight-build assembly. Each of the assembly examples consists of axi-symmetric rigid components and the following assembly stages. The first stage of assembly is to place the first component on the table with its base concentric to the geometric centre of the table. As stated earlier, the point of coincidence of the centre of the base of the first component and the geometric centre of the table-axis is considered as the origin of the global coordinate frame. At each subsequent stage, a component is joined to the assembly by locating the mating features for the component so that it is concentric with the reference frame attached to the assembly feature.
Each component is assumed to contain geometric variation at the mating features, and the presence of geometric variations cause misalignment of the mating features of the component relative to the nominal situation. These variations accumulate as the parts are assembled together. In order to improve assembly quality, the four different optimisation methods are analysed.
The performance of the proposed optimisation methods is investigated using the standard Monte Carlo simulation approach. Convergence studies have been performed to determine the number of simulations required by Monte Carlo simulation to obtain accurate results. These studies involved determining the number of simulations required to obtain predictions for the mean and standard deviation that were accurate to within 1%. For the examples considered, approximately 50,000 simulations were required. In this approach, the axial and radial run-outs for each component (

The RMS assembly variation from the final-assembly axis is calculated in a similar way, by replacing the table-axis error for each component by the final-assembly axis error in equation (23). In what follows, the statistical distribution, mean, and standard deviation of the assembly variation (mean of the RMS for 50,000 repeated assemblies) are presented for the complete assembly and at different stages of assembly.
Example 1: identical components assembly
This example investigates assemblies consisting of identical components. To analyse the performance of the proposed methods, assemblies with 4, 6, and 8 identical components are considered. Each component has a nominal width B = 100 mm and nominal height H = 70 mm. The geometric feature tolerances for axial and radial run-out of each component are assumed to be 0.1 mm and 0.05 mm, respectively.
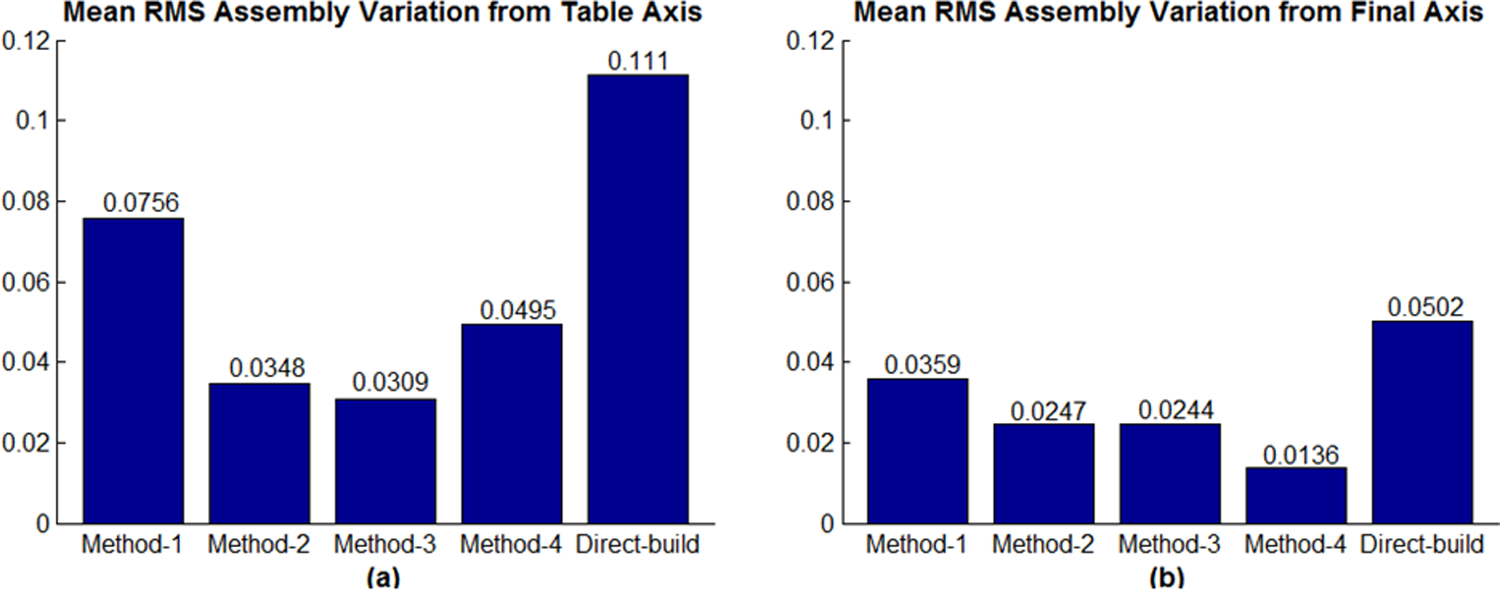
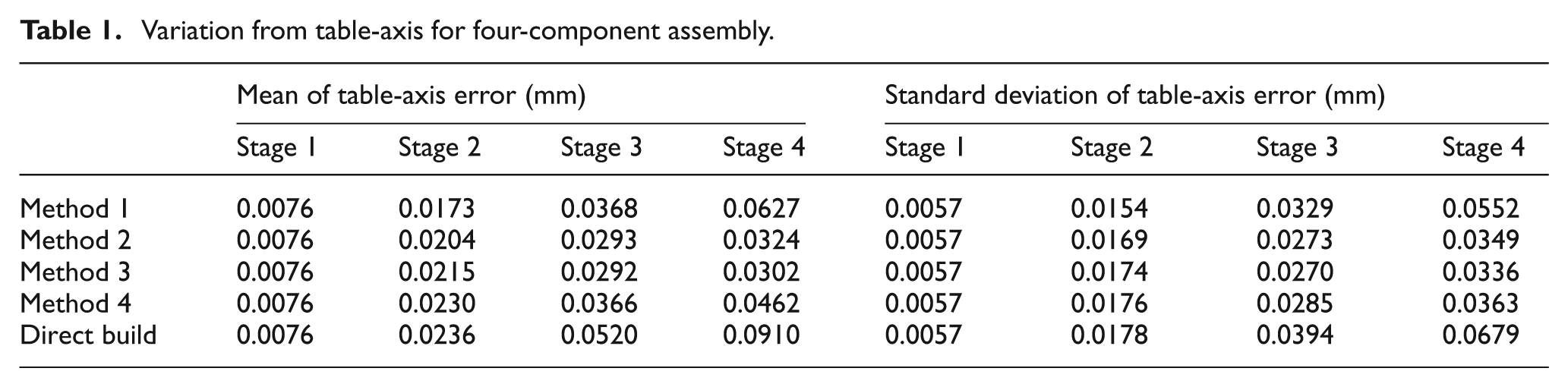
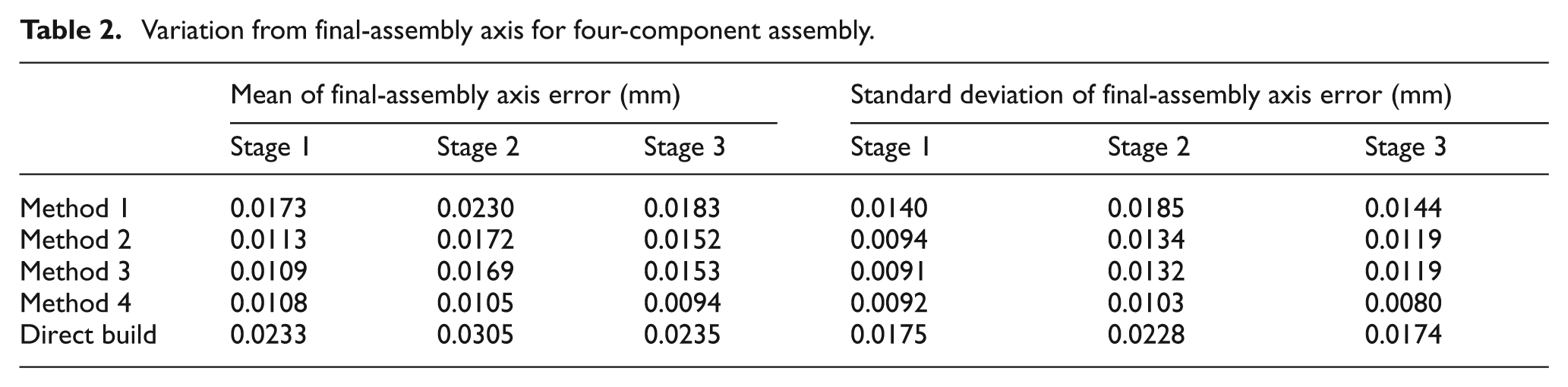
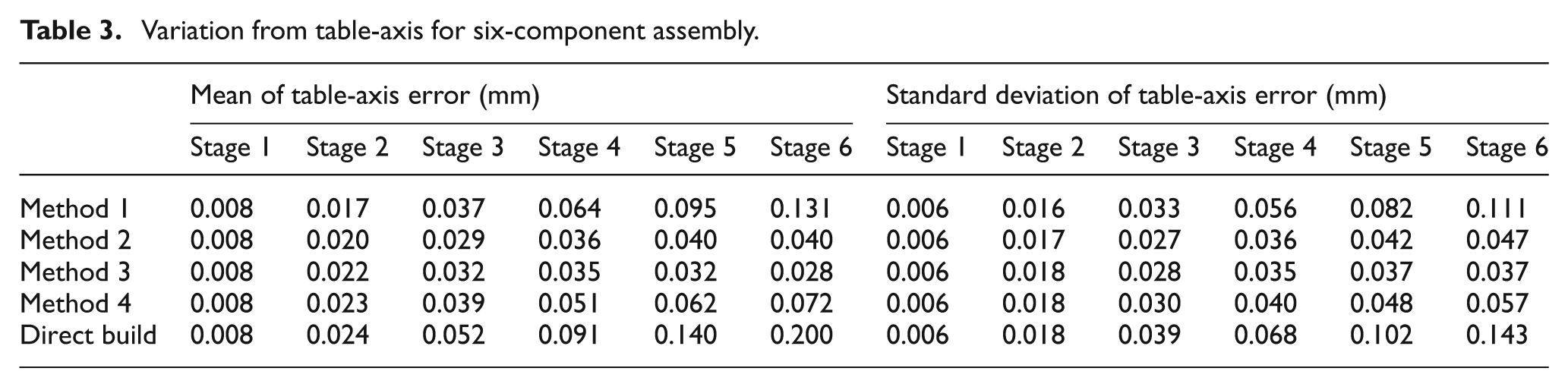
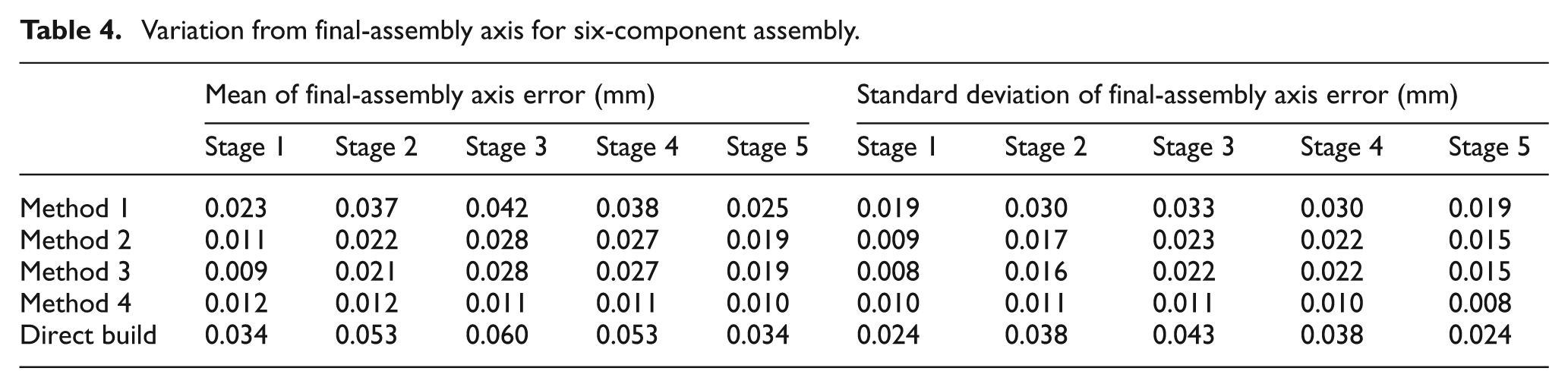
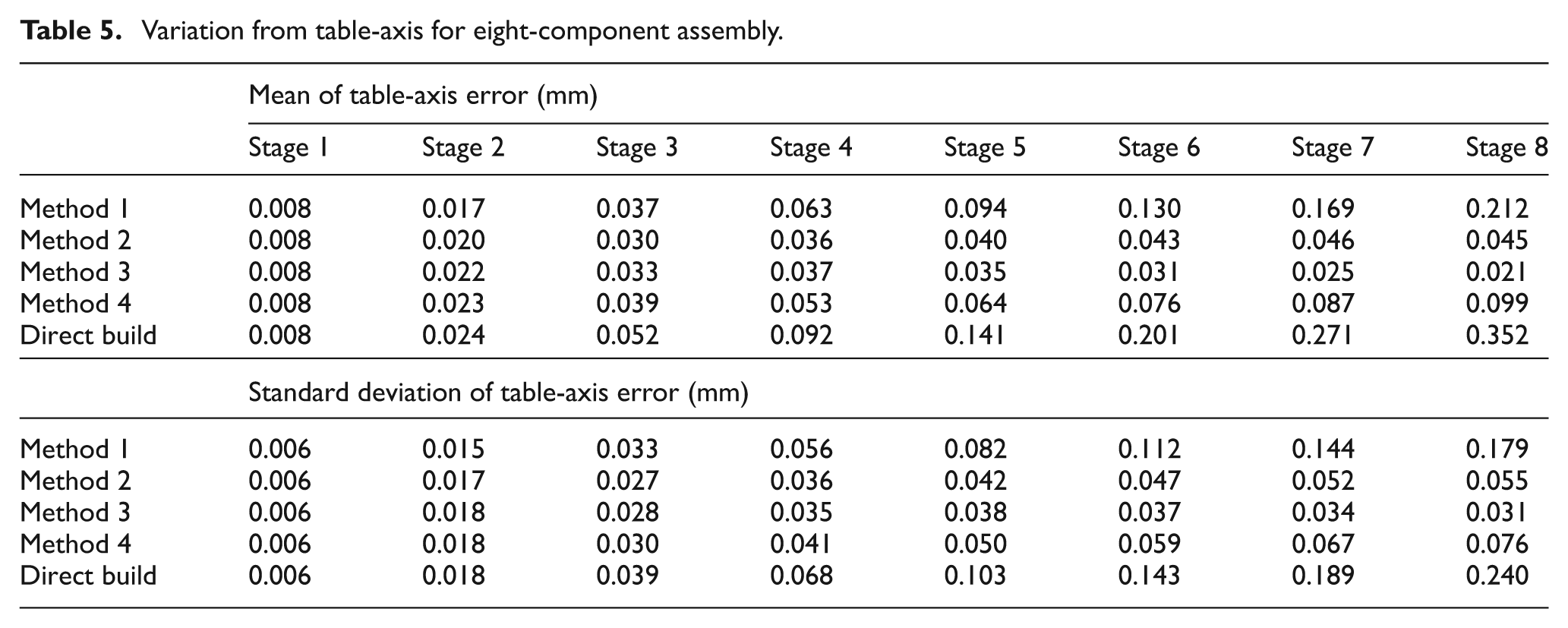
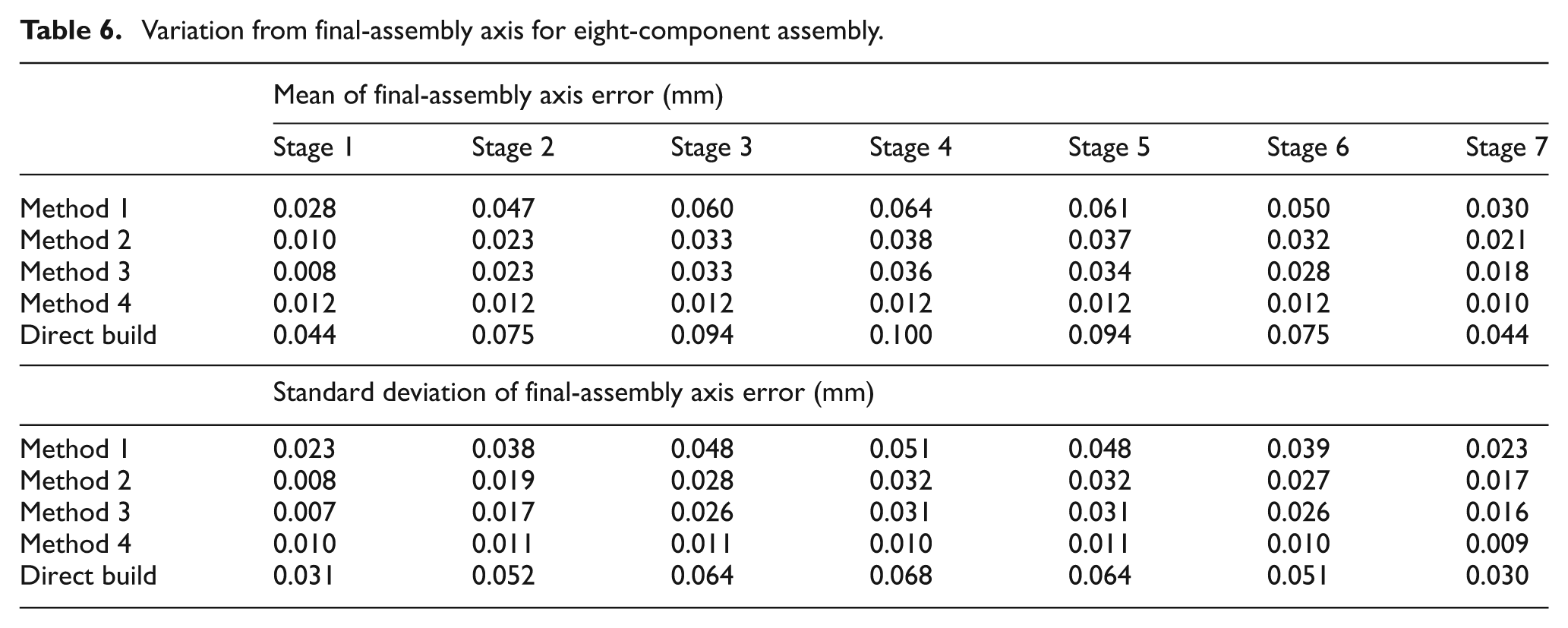
Figures 7–9 present results for the mean variation from the table-axis and final-assembly axis for the complete assembly (i.e. mean value of equation (23)) based on 50,000 repeated assemblies using the proposed optimisation methods and direct-build assembly, for 4, 6, and 8 component assemblies, respectively. Also, Tables 1, 3, and 5 present numerical results for the mean and standard deviations of table-axis error for the top of the upper-most component at each assembly stage, for 4, 6, and 8 component assemblies, respectively. Tables 2, 4, and 6 present numerical results for the mean and standard deviations of final-assembly axis error for the top of the upper-most component at each assembly stage, for 4, 6, and 8 component assemblies, respectively. In all cases it can be seen that all four optimisation methods yield assembly variations that are smaller than those obtained using direct-build assembly.
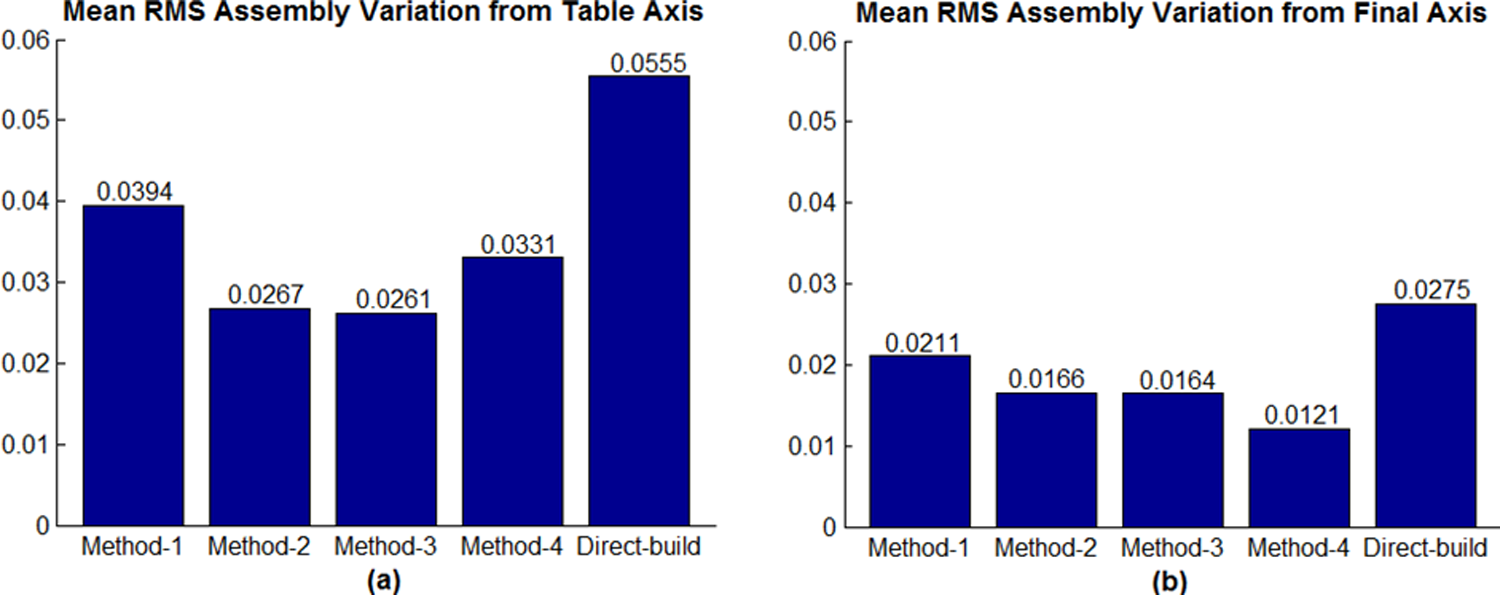
Mean of RMS assembly variation (equation (23)) based on 50,000 repeated assemblies for four-component assembly: (a) table-axis variation; (b) final-axis variation.
Mean of RMS assembly variation (equation (23)) based on 50,000 repeated assemblies for six-component assembly: (a) table-axis variation; (b) final-axis variation.
Mean of RMS assembly variation (equation (23)) based on 50,000 repeated assemblies for eight-component assembly: (a) table-axis variation; (b) final-axis variation.
Variation from table-axis for four-component assembly.
Variation from final-assembly axis for four-component assembly.
Variation from table-axis for six-component assembly.
Variation from final-assembly axis for six-component assembly.
Variation from table-axis for eight-component assembly.
Variation from final-assembly axis for eight-component assembly.
Comparing all results for methods 1, 2, and 3 it can be seen that method 2 produces assemblies with smaller variations than method 1, and method 3 produces assemblies with smaller variations than method 2 (and method 1) for the different assemblies considered. This is not surprising because methods 1, 2, and 3 use increasingly sophisticated approaches to select the optimal configuration. Method 1 is a ‘local’ method based only on the errors for the component being considered. Method 2 considers errors in two components at a time, meaning that it makes some allowances for errors in subsequent stages of assembly. Finally, method 3 is a fully ‘global’ approach that considers all assembly stages simultaneously. It is also interesting to note that, for all cases considered, the variations obtained using method 2 are only slightly larger than those obtained using method 3. For an assembly with two components, methods 2 and 3 are equivalent, and this suggests these methods will yield similar results for components with a small number of components. However, the results shown indicate that this trend applies as the number of components is increased.
Method 4 consistently produces the smallest variation from the final-assembly axis for the different number of components. This is expected, because this optimisation method is based on minimising the final-assembly axis variation.
As the number of components increases, the proposed optimisation methods reduce assembly variation more significantly, compared with direct-build assembly. For example, from Figure 7, methods 1 and 2 reduce the variation by 29.2% and 50.3%, respectively, for the 4-component assembly; while for the 6-component assembly from Figure 8, methods 1 and 2 reduce the variation by 32.3% and 68.2%, respectively; for the 8-components assembly from Figure 9, methods 1 and 2 reduce the variation by 36.2% and 77.4%, respectively. These results indicate that the proposed optimisation methods are effective for any number of components in an assembly.
The above findings can be confirmed by considering the probability that the table or final-axis error for the final component in the assembly exceeds certain threshold values. The analysis performed to assess this probability is similar for assemblies with different numbers of components, and the findings are also similar. For this reason, only the results obtained for the 4 component assembly are presented here. The threshold values from the table-axis considered are: 0.05 mm, 0.1 mm, 0.15 mm, and 0.2 mm. Results for the probabilities that these threshold variations are exceeded are shown in Figure 10(a), where it can be seen that all optimisation methods are more effective than direct-build assembly. In addition, method 3 is superior to method 2, and method 2 is superior to method 1. Figure 10(b) shows results for the probability that the assembly variation from the final axis assembly exceeds 0.02 mm, 0.04 mm, 0.06 mm, and 0.08 mm. These results indicate that method 4 is more effective at reducing variation from final-axis than all other methods, as expected. However, it should be noticed that methods 3 and 4 are based on a combinatorial approach, which is potentially much less efficient than methods 1 and 2 in terms of computation time, particularly as the numbers of components and configurations increase. It also is difficult for the combinatorial approaches to be implemented, owing to the required added complexity. In practice, methods 1 and 2 have the potential to control the propagation of component variation, since they are easily implemented and have been shown to yield significant improvements compared with direct-build assembly, as described above. Furthermore, in all cases considered, the results obtained using method 2 are close to those obtained using the combinatorial approach (method 3), as shown in Figures 7, 8, and 9.
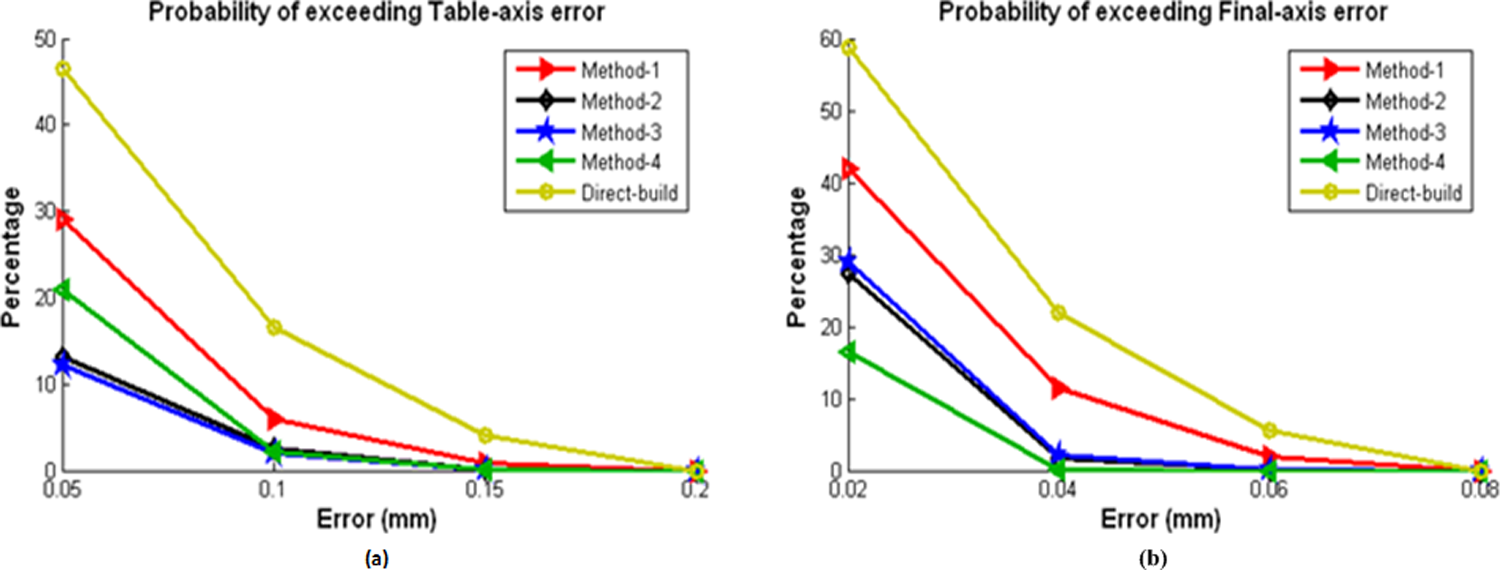
(a) Probability of the table-axis error exceeding 0.05 mm, 0.1 mm, 0.15 mm, and 0.2 mm, (b) probability of the final-axis error exceeding 0.02 mm, 0.04 mm, 0.06 mm, and 0.08 mm, for four identical component assemblies.
Example 2: non-identical components assembly
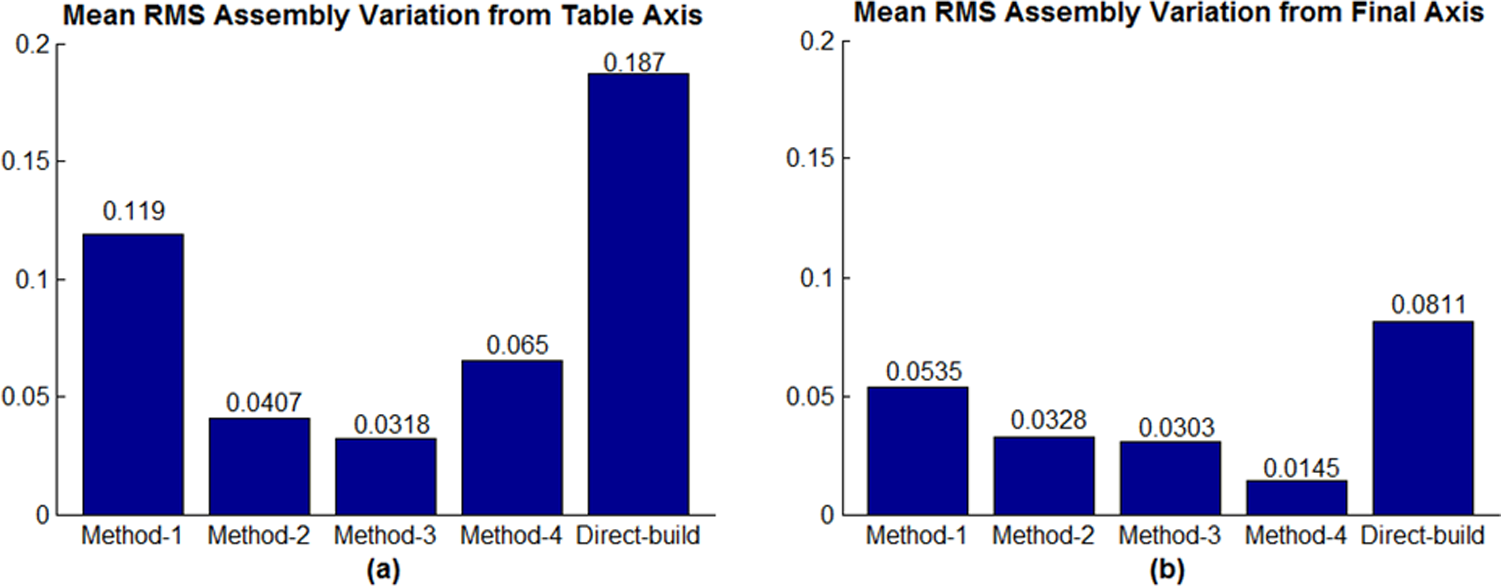
The dimensions of the components considered in example 2 are provided in Table 7 and represent scaled versions of components forming part of an aero-engine assembly used in industry. For this example, the tolerances used for the axial and radial run-outs in each component are 0.1 mm and 0.05 mm, respectively.
Dimensions of four components of the assembly.
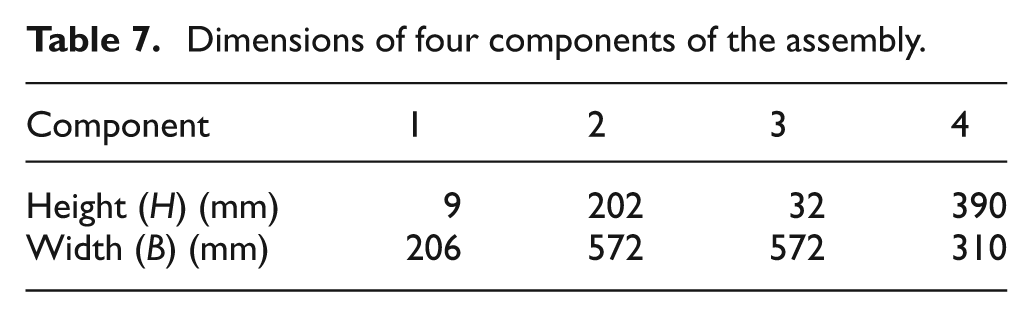
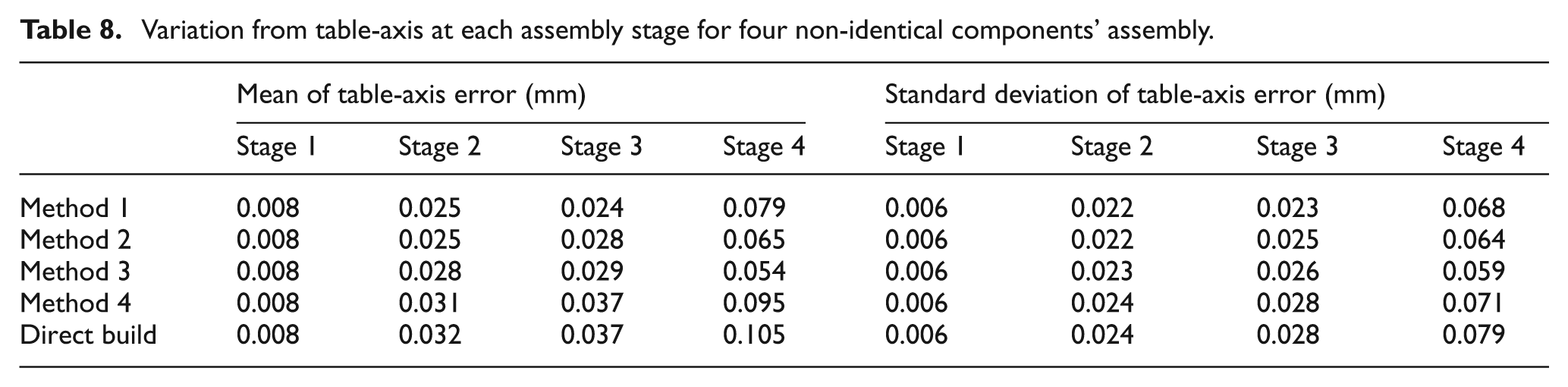
Figure 11 presents results for the mean assembly variation from the table-axis and final-assembly axis. These were obtained using 50,000 simulations in conjunction with the proposed optimisation methods and direct-build assembly. Similarly, Tables 8 and 9 present numerical results for the mean and standard deviations of table-axis error and final-assembly axis error for each assembly stage.
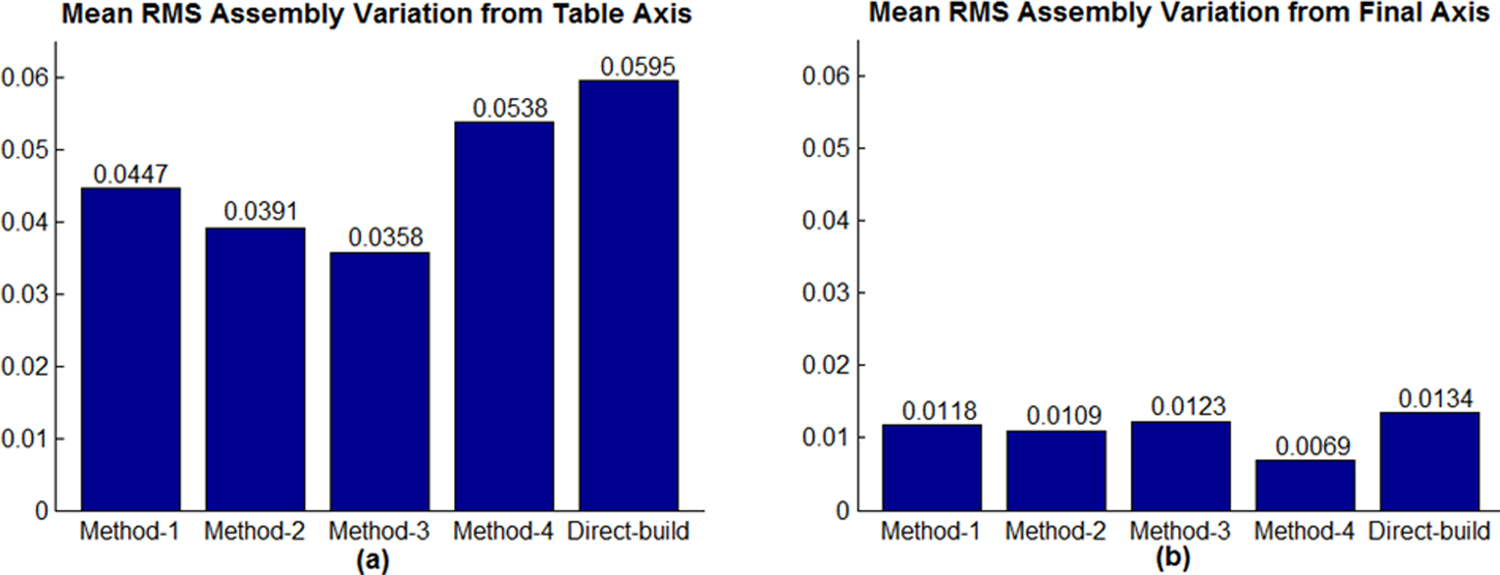
(a) Assembly variations from table-axis. (b) Assembly variations from final-assembly axis.
Variation from table-axis at each assembly stage for four non-identical components’ assembly.
Variation from final-assembly axis for four non-identical components’ assembly.
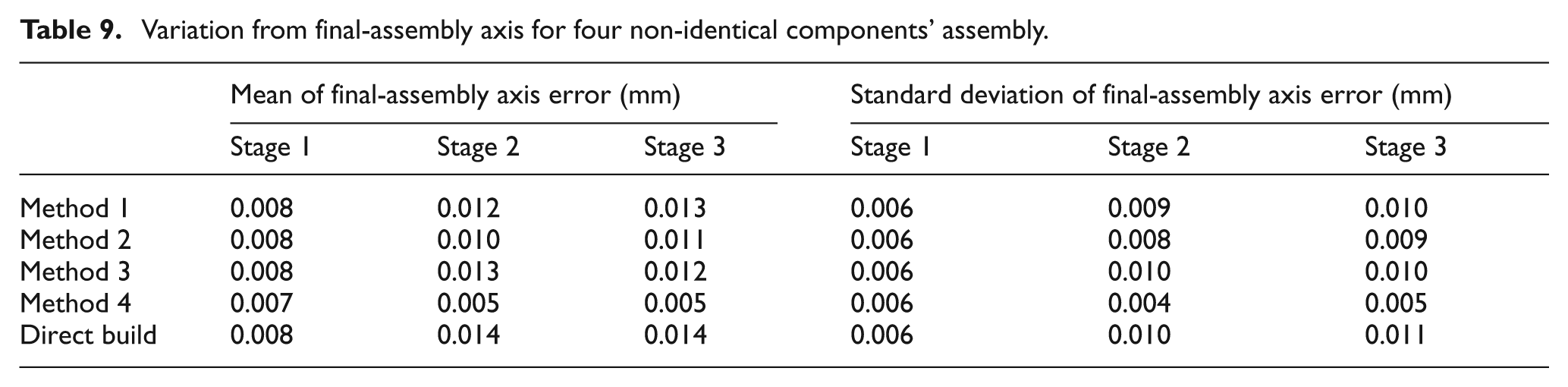
In all cases the four optimisation methods produce lower variations than direct-build assembly. From Tables 8 and 9, it is found that the standard deviation of the variation increases with stage for all methods for both table-axis and final axis measures. Comparing all of these results, identical trends to those indicated for example 1 are found, with method 3 producing the smallest variation from the table-axis and method 4 producing the smallest variation from the final-assembly axis. Further, confirmation of these findings is presented in Figure 12, which plots the probability that the assembly variation from the table-axis and final-assembly axis exceed particular values.
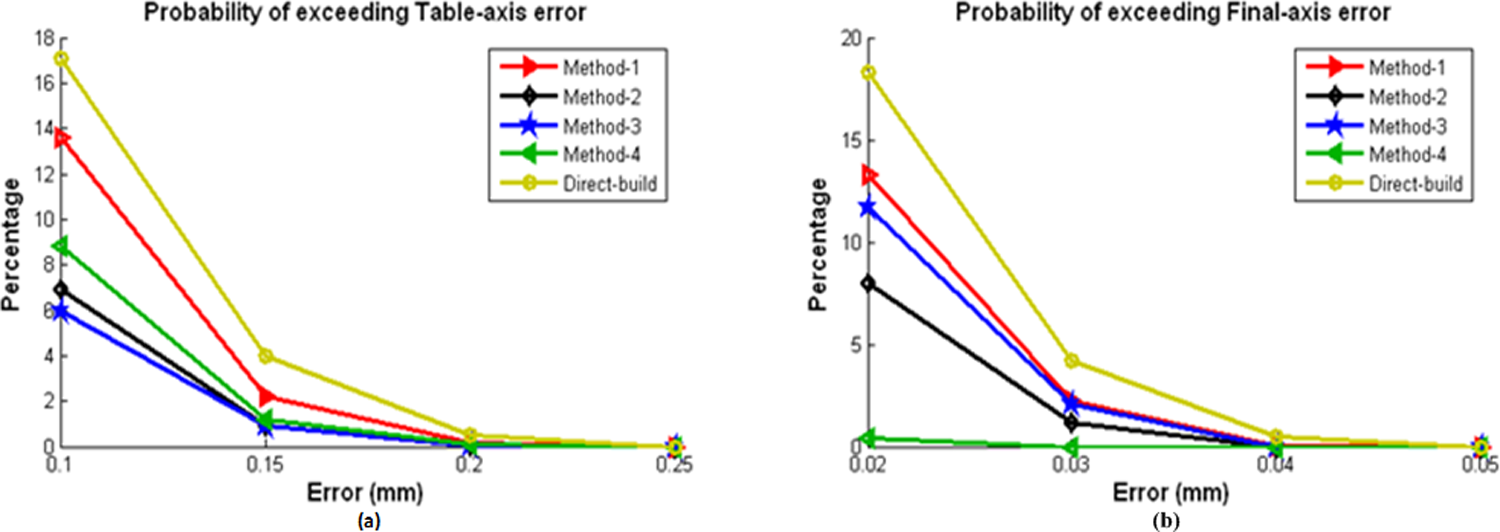
(a) Probability of the table-axis error exceeding 0.1 mm, 0.15 mm, 0.2 mm, and 0.25 mm. (b) Probability of the final-axis error exceeding 0.02 mm, 0.03 mm, 0.4 mm, and 0.5 mm.
In summary, the proposed optimisation methods have demonstrated good potential to reduce variation propagation in axi-symmetric mechanical assemblies. Although methods 3 and 4 produce the smallest variations, it is important to realise that these methods are based on a combinatorial approach, which is potentially much less efficient than the other proposed methods, particularly as the number of components increases. For example, for a N-component assembly, the total number of combinations of the complete assembly to be computed is
It is clear from the examples considered that methods 1 and 2 have the potential to control the propagation of component variation, and significant improvements to assembly variations are possible compared with direct-build assembly – in all of the cases considered the results obtained using method 2 are reasonably close to those obtained using the combinatorial approach (method 3). However, any potential improvements are likely to depend on the geometry and complexity of the mechanical assembly being considered.
Summary
This article uses connective assembly models to calculate variation propagation in the assembly of axi-symmetric components. The variations considered for each component are expressed in terms of the radial and axial run-outs (following ISO standards26,35) and have been treated as a source of translation and rotation error in the mating features for each component in the assembly. Novel optimisation techniques for straight-build assembly have been proposed, which use relative orientation techniques to reduce assembly variation by selecting the optimal orientation of neighbouring components. The optimisation methods considered are based on:
stage-by-stage optimisation (method 1);
two consecutive stage optimisation (method 2);
combinatorial approaches (methods 3 and 4). Methods 1–3 minimise the table-axis eccentricity error, while method 4 minimises eccentricity from the final-assembly axis.
Monte Carlo simulations have been used to investigate the statistical performance of each method for two assembly examples.
The results presented indicate that all proposed optimisation methods produce significantly improved eccentricities compared with direct-build (without optimisation). The combinatorial approaches (methods 3 and 4) are fully ‘global’ and consider all assembly stages simultaneously, and always yield the smallest possible eccentricities. However, practical complexities, including potentially large numbers of calculations, make them unsuitable for practical implementation currently. Although, methods 1 and 2 are not as effective as method 3 for reducing table-axis variations, they have been shown to produce good improvements compared with direct-build, with method 2 always producing smaller eccentricities than method 1. This can be explained by noting that method 1 is a ‘local’ method based only on component errors for the component being assembled, while method 2 simultaneously considers errors in two components, meaning that it makes some allowances for errors in subsequent stages of assembly. For the examples considered it was found that method 2 was only slightly less effective that method 3 in reducing assembly variation, and all methods continue to be effective as the number of components is increased.
Footnotes
Appendix
Acknowledgements
The authors gratefully acknowledge help and advice from Mat Yates and Steve Slack at Rolls-Royce plc.
Funding
T Hussain would like to thank Mehran University of Engineering and Technology, Jamshoro, Pakistan, for their financial support. Z Yang is grateful to acknowledge the financial support from the EPSRC.