
Abstract
This article aims to use the methodology of dimensional analysis to determine the influence of process parameters in selective laser melting of metal powders. The complexity of the selective laser melting process, in fact, does not allow a full evaluation of a physical model, involving all the influencing variables. Through dimensional analysis, the article intends to find out an appropriate definition of a set of non-dimensional groups in order to represent the output parameters. The article, therefore, focuses on the impact of the most influential ones, referring to the production of samples made of Ti–6Al–4V powder using a laser sintering machine EOSINT M270. Specimens are examined in terms of their relative density, given its importance in the design and production of elements for dental implants. Adequate exposure strategies based on the results provided may allow careful designs in order to provide tailored porosity to enhance biological fixation and achieve long-term stability.
Introduction
The process of selective laser melting (SLM) is used to obtain components from the selective fusion of layers of metal powders, plastics or ceramics, through the laser beam. The overall dynamics of this manufacturing technique is difficult to fully explain because of the large number of input parameters and physics of the phenomenon in which heat conduction occurs through a non-homogeneous medium with partial or complete formation of the liquid phase.
Several attempts have been carried out in order to identify process parameters for laser sintering and study the correlation among them and their outputs.1–5 Experimental tests have shown that it is not possible to consider the input parameters separately, because this may lead to conflicting results, as shown by analyzing the operating windows determined by Childs et al. 2 and Kruth et al., 3 although the authors believe they can be both fully right and do not exclude eventual additional processing parameters windows. Research has also shown that there are many variables that govern a laser sintering process. As a consequence, the need for a more convenient description of the process or, at least, of the subprocesses that occur as a result of the radiation beam arose; Van Elsen proposed a possible complete set of non-dimensional parameters for a correct comparison between different experiments. 6
Dimensional analysis is a valuable tool to facilitate both the construction and the description of a model in order to search for the physical laws that rule the phenomenon because the representative variables, formally involved in the description of a problem, are grouped in a number of non-dimensional parameters. The first advantage is the reduction in the governing parameters, which, as a consequence, allows planning of a lower number of experiments for the property characterization. Moreover, comparisons among the results of separate research groups may be carried out. Indeed, this approach allows the differences in process or material parameters to be overcome and avoid misleading evaluations of some tests undertaken with dissimilar inputs.
Exploiting this mathematical tool in a previous article, the main parameters have been identified. 7 The obtained non-dimensional variables have been used in this article in order to create a model for the expression of SLM output in the case of specimens made of Ti–6Al–4V powder.
Laser melting of the powder in exam has been investigated in literature, even though many studies have dealt with the process in such conditions that provide full densification,8,9 although residual porosity may be effective in certain applications. Therefore, the output reference parameter has been the relative density, being a key value for the evaluation and manufacture of dental implants that should be made of a material providing, on a case-by-case basis, the right adaptation to the elastic properties of the cortical bone. The stiffness of a metal is determined by its Young modulus, which is, for pure titanium, 112 GPa and 115 GPa for Ti–6Al–4V alloy, while in the case of dental implants the reference Young modulus of cortical bone may vary from 10 GPa to 26 GPa. 10 As a consequence, titanium, which is resistant to corrosion and biocompatible – and therefore preferred to other materials – has a stiffness that does not usually match with the bone and this may lead to the creation of residual stress on the bone causing resorption and premature failure. The effect caused by the relative difference in stiffness is called “stress shielding”, which affects the longevity of the implant.10–12 Total porosity is important in reducing the effective modulus of porous metals. The relationship between the elastic modulus and porosity has been widely investigated: Nielsen studied the Young modulus of porous material as a function of volume fraction of porosity and geometry factor based on pore shape. 13 As a result, porous materials can reduce the modulus difference: results from Bandyopadhyay proved that Ti alloy structures containing 23–32 vol.% porosity show a modulus that is equivalent to human cortical bone. 12 Furthermore, porous structures provide stable long-term anchorage for biological fixation of the implant owing to bone tissue ingrowth through the pores.
Conventional manufacturing processes fail to produce the desired porosity in the structure, whereas those based on layered manufacturing principles provide better results. Parthasarathy already discussed the design and fabrication of porous titanium parts with electron beam melting (EBM) technology. 11 Moreover, the precision of the revolutionary laser sintering technology not only allows the creation of complex geometries, but also the generation of a radial gradient of porosity from the inner core to the outer surface, depending on the processing parameters. The density difference thus introduced, results in a more functional system that is better adapted to the elastic properties of the bone, as potentially the implant has the same stiffness of the bone at the implant–bone interface. 10
Parameters identification
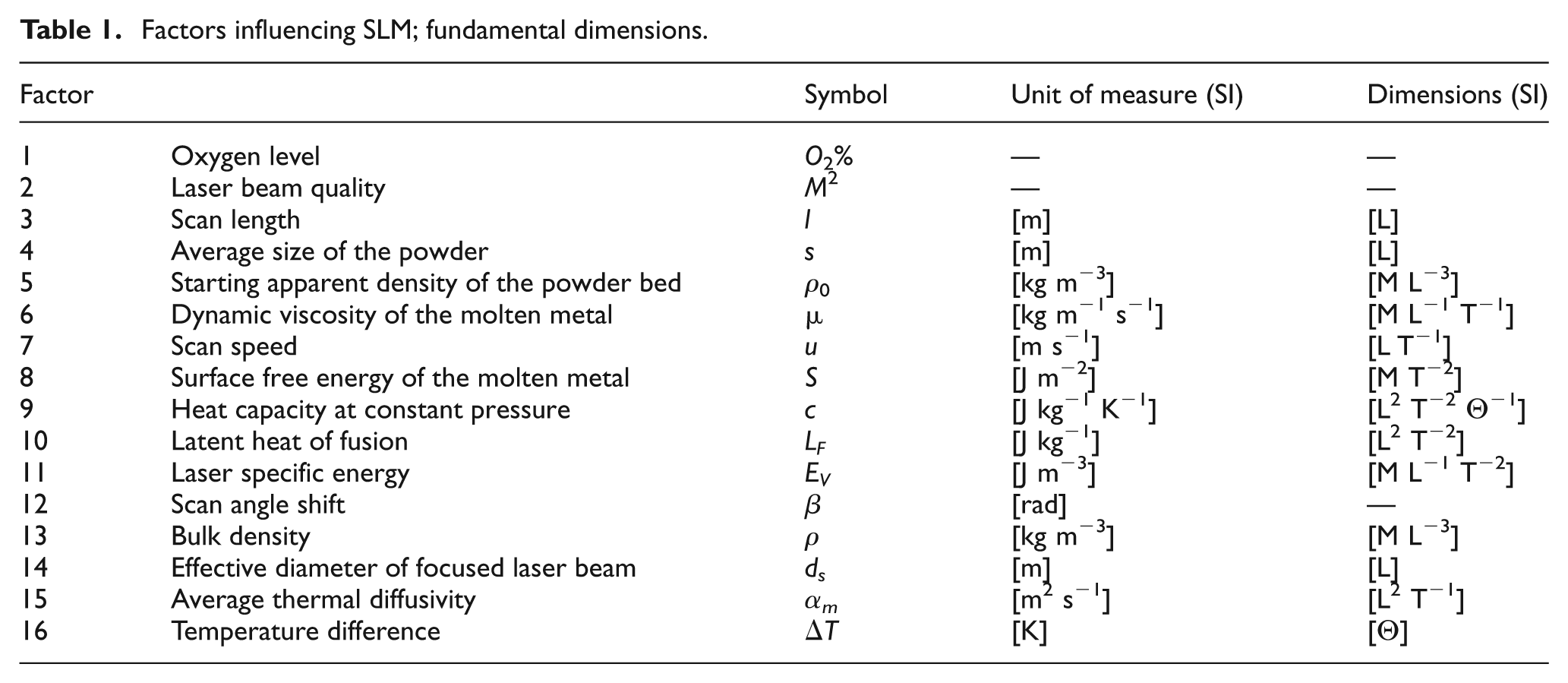
The SLM process involves several parameters, but considering the existent literature it is possible to exclude those factors that are less influential for the densification rate. The governing parameters selected to build an effective set are listed in Table 1. Since oxidization produces a negative effect on sintered part properties, a measure for the oxygen level in the process chamber should be considered. M2 factor, which is included in the set according to the ISO Standard 11146, 14 sums up the features of the laser system as an increase in its value causes higher divergence and then lower laser quality. Other factors of special concern are connected with laser sintering dynamics, powder properties and process parameters.
Factors influencing SLM; fundamental dimensions.
Building strategies are influenced by many factors; some of them are not directly involved in the proposed governing parameter set, but a common and convenient way to take them into account, since each layer consists of a number of consecutive overlapping scans, is to consider the total energy input per volume Ev of each sintered track 5

where P is the laser power, h is the hatch spacing between adjoining sintering tracks (Figure 1), u is the scan speed and t is the layer thickness. As the density of the laser sintered part is the average of the density of each sintered track, it can be deemed that the energy input is in direct relation to the final density. Scan angle shift between scan paths of different consecutive layers should also be considered, as it enhances or reduces the adhesion of each layer to the previous one.
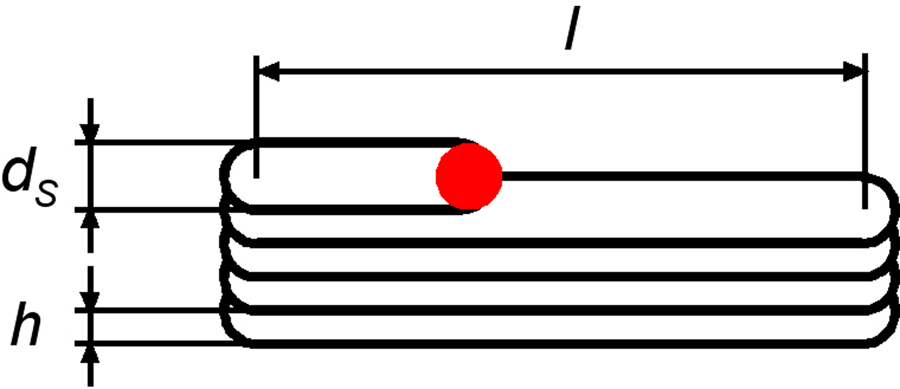
Sintering tracks diagram.
The theorem of Buckingham-Pi is the basis of dimensional analysis and states that: if n variables are connected by an unknown dimensionally homogeneous equation and the units of measurement of these variables can be represented in terms of k independent fundamental physical quantities, the original expression is equivalent to an equation involving a set of n-k dimensionless variables constructed from the original ones; the independence of the chosen parameters is the necessary condition for application of the theorem. 15
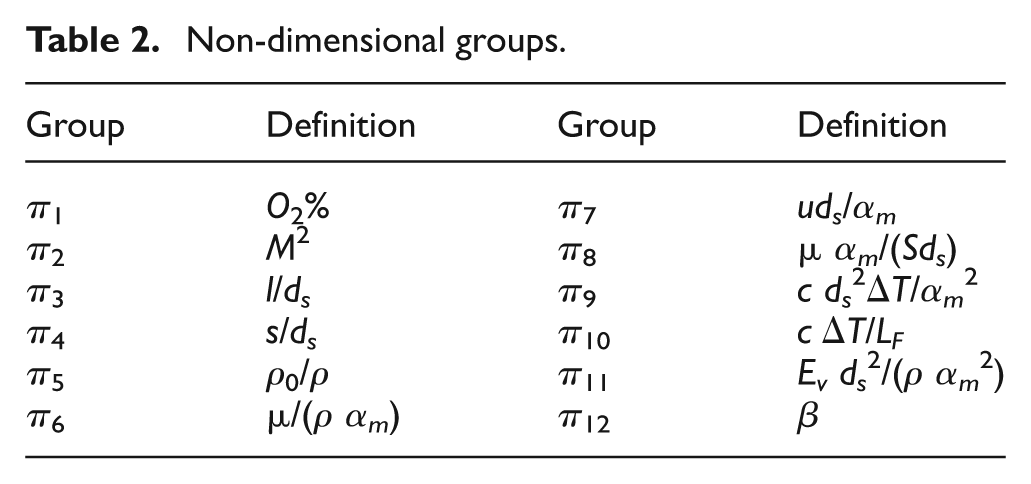
In the case in exam, the governing parameters have four fundamental dimensions that are M for mass, L for length, T for time and Θ for temperature. Consequently, the evaluation of 12 non-dimensional numbers is possible, so a reduction in the controlling factors has been achieved. Choosing bulk density, effective diameter, thermal diffusivity and temperature difference, all fundamental dimensions are involved in the subset. Through a rigorous application of the theorem, non-dimensional groups have been evaluated. These are listed in Table 2. For some of them a specific physical meaning is obvious, for example, π6 is the Prandtl number and π7 is the Peclet number; other πi groups of this set need to be combined to provide the common meaningful dimensionless numbers typically used as input parameters to describe involved subprocesses. 6
Non-dimensional groups.
At this point it is possible to suppose the existence of an unknown function f which expresses the final density ρf as an expression of the input parameters

Using the theorem of Buckingham-Pi this function can be turned into its non-dimensional form fA, which is much easier to find as it refers to less parameters

The quantity in the left-hand-side is the final relative density of the sintered specimen, therefore evaluation of the final residual porosity is also possible.
Parameters and dimensionless groups evaluation
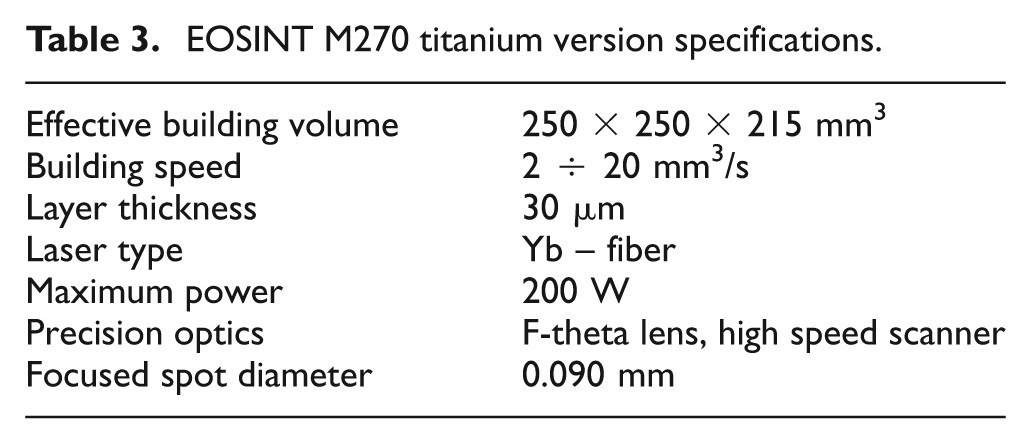
Experiments have been conducted using an EOSINT M270 titanium version laser sintering system. Specifications are given in Table 3. Ti–6Al–4V powder, whose chemical composition is listed in Table 4, has been used to manufacture cylinder shaped samples; nominal diameter and height are 18 and 15 mm, respectively.
EOSINT M270 titanium version specifications.
Chemical composition of Ti–6Al–4V (wt.%)* Maximum.

Table 5 lists the values and ranges of variation for the basic parameters. Some of them are automatically defined by the technological characteristics of the machine, such as: the oxygen level that varies between a minimum value of 0.08% and a maximum value of 0.13%, beyond which the work is automatically halted for safety reasons; and M2 factor that is 4.12 for this laser.
Values and/or ranges of the basic parameters.
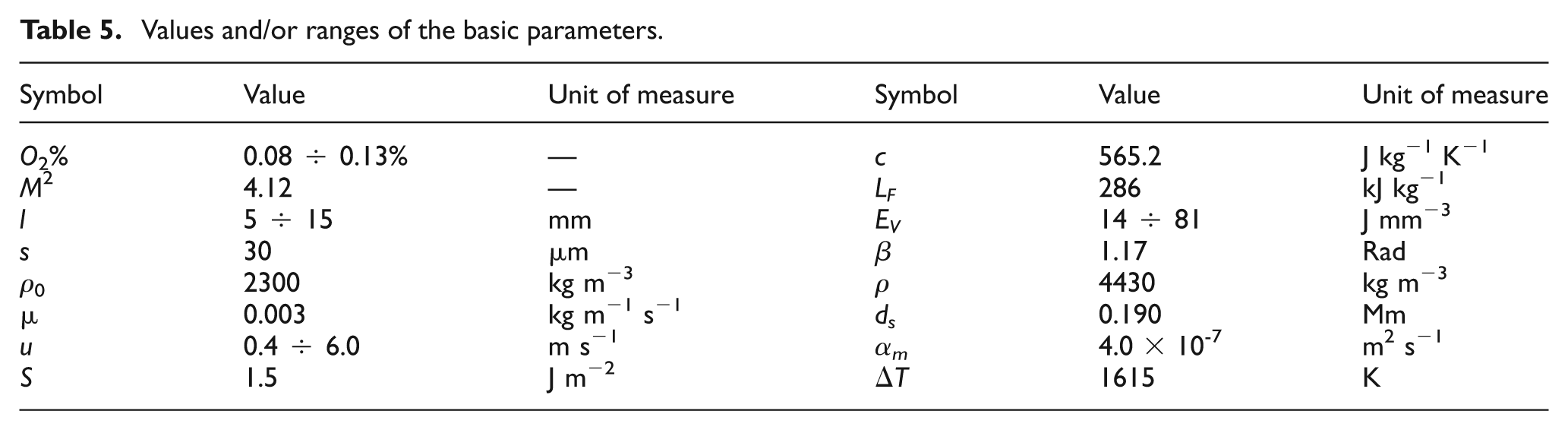
Other values are defined by the characteristics of the material. It is assumed that after compaction, before the start of the sintering process, the apparent relative density of mono-sized powder is not higher than 74% of the theoretical value, in the assumption that powder particles are perfectly spherical and arranged in a configuration that is equivalent to a face-centered cubic lattice. However, in this case, as the recoater moves the powder from the dispenser to the building platform, compaction is not perfect at the start of the process, so the starting density of the powder bed is lower. Taking the assumption that solid particles are spherical and equal in size, one might refer to a cubic array, so π/6 is the starting relative bed density, as already proposed by Patil and Yadava. 16
The average thermal diffusivity of the powder bed is calculated according to its definition, which is

where km is the average thermal conductivity of the powder and c is the specific heat capacity. An evaluation for the effective thermal conductivity is not easy, as it is mainly dictated by the amount of gas embedded within the voids, so the value depends on the initial relative density of the layer; furthermore, it also changes with respect to the temperature. Empiric models to describe the correlation between conductivity and relative density in powder beds have been developed. To estimate the effective thermal conductivity, assumptions from Fischer et al. 17 on pure titanium powder have been considered. A similar percentage reduction has been used for the powder in exam, thus providing a 0.5 W/mK conductivity; its temperature dependence has not been taken into account, as dimensional analysis only requires a reference.
The effective diameter of the focused laser beam, which is the full extent of the molten area for each irradiation, has previously been measured during the machine set-up building samples of a special geometry using Ti–6Al–4V alloy. As temperature difference ΔT, it is considered the difference between the melting temperature T F and the building platform one T0 (equal to 35 °C during the experimental phase). The building platform temperature T0 is included as Shiomi et al. 18 proved that this parameter affects the residual stresses and sintered part properties.
The parameters that are not directly modifiable owing to process or material characteristics, make some of the non-dimensional groups values automatically defined; these values are listed in Table 6 and are common for all the tested samples. Among the remaining parameters that are subject to variation, in order to carry out an explorative analysis, it has been decided to vary only power, scan length, speed and hatch spacing. As a consequence, three non-dimensional groups have been varied which are π3, π7 and π11.
Constant non-dimensional groups.

Experimental procedure
Sintered specimens have been carefully removed from the working plate; then a milling process has been performed on the surface which was previously in direct contact with the support, in order to remove any burrs and to ease the evaluation of both geometric characteristics and density. Samples have been weighted using a Gibertini Crystal 1000 precision balance. The geometric characteristics have been examined using a coordinate measuring machine DEA Global Image Clima; in this phase, a check has also been carried out on the cylindrical geometry, proving that the shrinkage of the material is independent of the height of the specimen and is the same for each underlying layer.
Density values found through indirect measurement as mass by volume ratio, are in agreement with the results obtained through microscopic analysis, in which the average porosity fraction on arbitrary sections of the same sample have been considered. An example of a cross section of the specimens with different porosity is shown in Figure 2(a) and (b). It has been noticed that a lower Peclet number and a higher π11 have to be adopted to obtain a full densification.
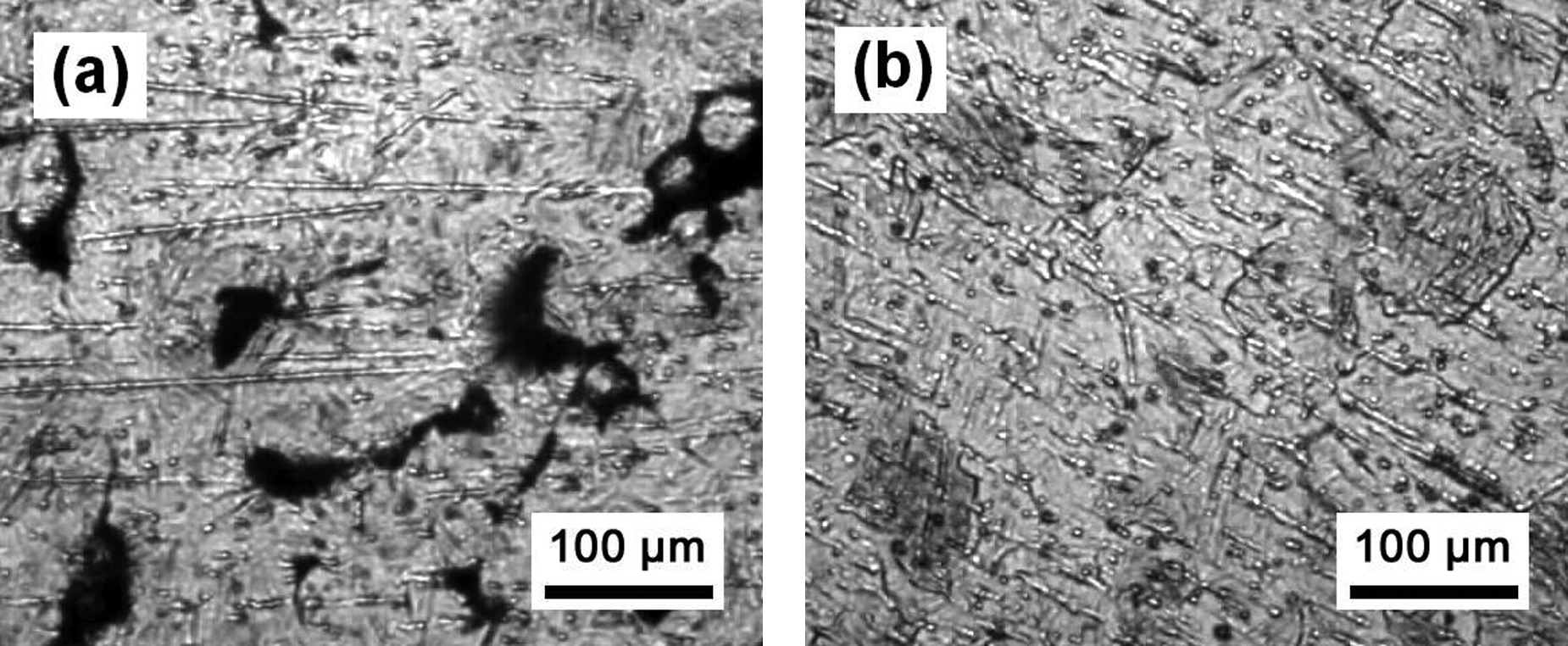
Micrographs of the specimens: (a) Pe ≈ 1000 and π11 ≈ 1012; (b) Pe ≈ 600 and π11 ≈ 2 × 1012.
Observations also show that the porosity in the sample is independent both on the height and on the radius of the specimen, as average fraction of porosity does not change as a function of them.
Results and discussion
Table 7 shows results of the experiments. Each test has been tripled in order to verify the reproducibility. Average values of final density ρf are listed. First tests have been performed with a different scan length, thus only affecting π3. Scan length l does not have a significant impact on the final density. However, a considerable change in density is observed as a consequence of the variation of other processing parameters.
Final density of the tested specimens.
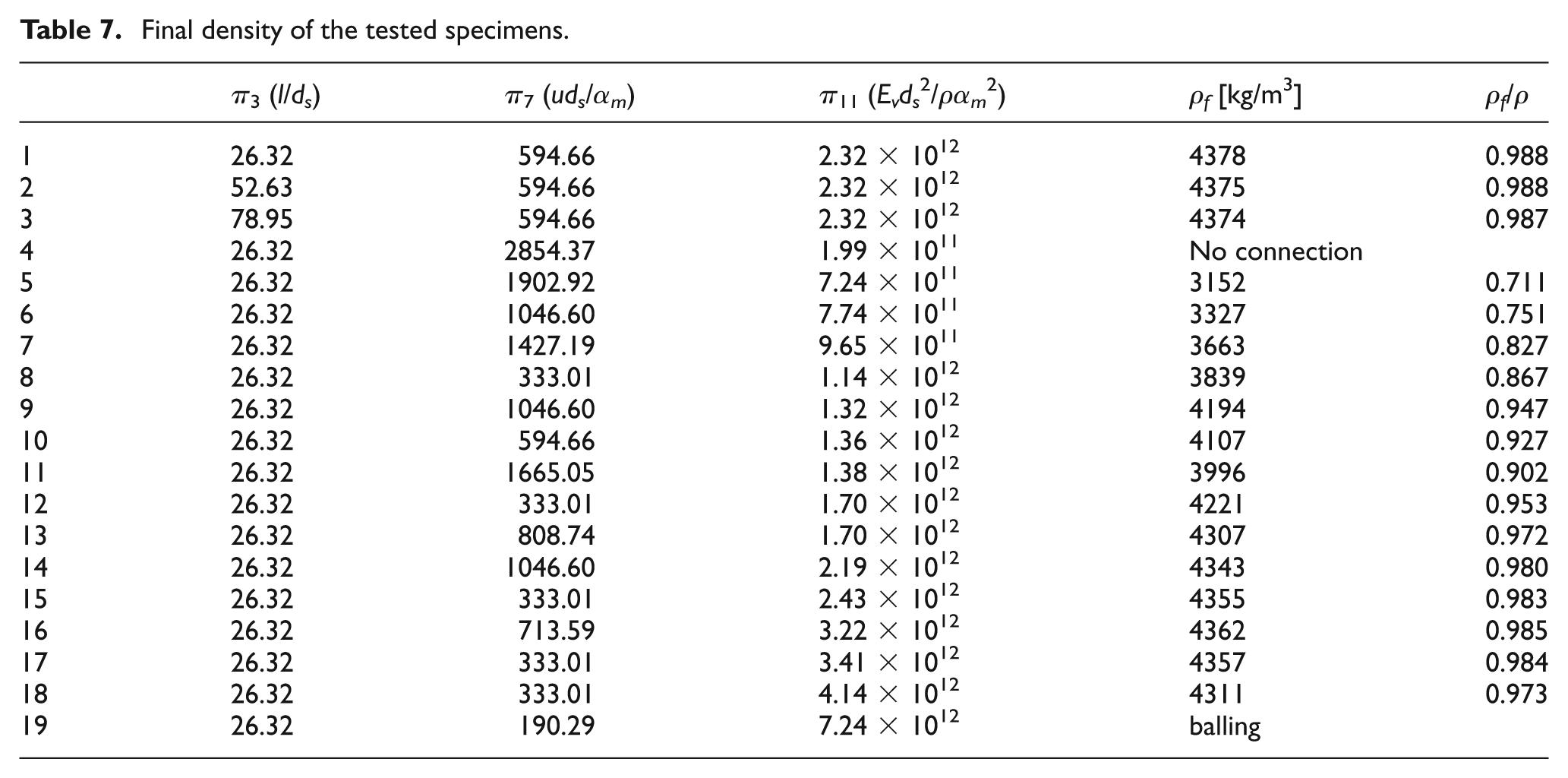
It has also been noticed that some processing conditions lead to an excessive melting of the layers with a substantial shrinkage. This problem has caused the delamination of the samples from the supports, the process has therefore been halted. Balling is the phenomenon that arises in such conditions. It occurs when the molten material does not wet the underlying substrate owing to the surface tension, which tends to spheroidize the liquid. As a consequence, a smooth layer of deposition is obstructed. On the other hand, too low values of energy per volume combined with high scan speeds are not suitable to ensure adhesion between consecutive layers, because the penetration depth is not adequate.
Figure 3 shows a map of the relative density of the samples as a function of the Peclet number and the non-dimensional energy per volume. Final density increases with increasing non-dimensional specific energy input. Two working areas should be excluded, the first one in order to avoid balling, the second one to guarantee connection. As the map is based on the dimensional analysis, it should be in agreement with other experimental results obtained in different conditions.
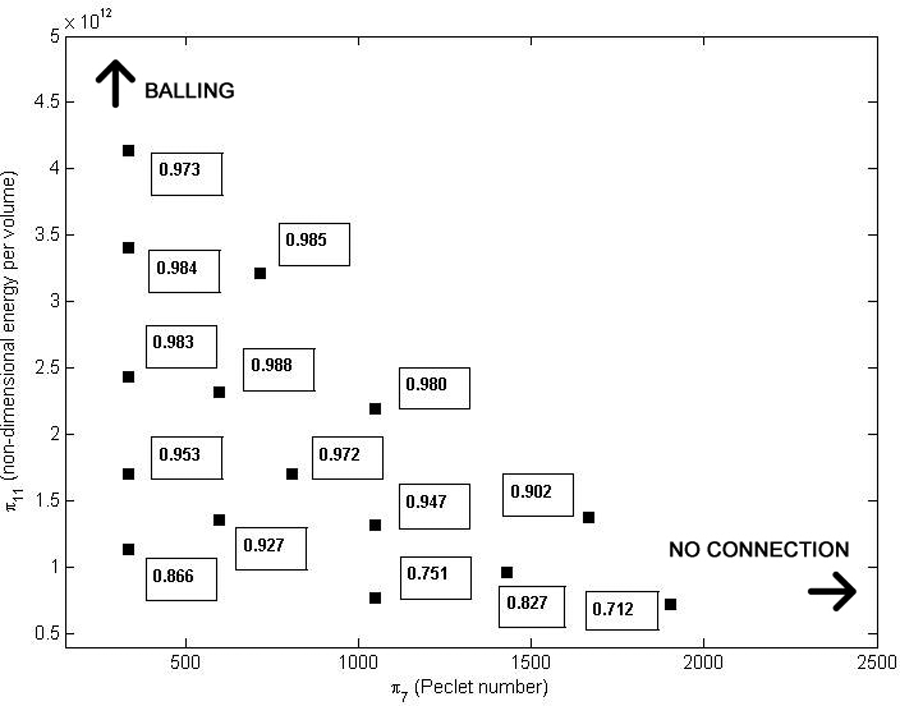
Final density as a function of non-dimensional groups.
Kruth et al. 3 discussed the selective laser melting optimization for iron-based powder, using a laser with a spot size of 0.8 mm, sintering 0.25 mm thick layers with a hatch spacing of 0.1 mm. Supposing that an iron-based powder is used with a conductivity that is roughly one-tenth of the conductivity of the bulk material and assuming a reference value of 50% for the powder relative density, the estimated order of magnitude of diffusivity is 10−6 m2s−1. Balling was observed using a scan speed of 100 mm/s at 170 W power. In such conditions the Peclet number is 80, while non-dimensional specific energy is 5.4 × 1012, which leads to an agreement with the previous map.
A contradiction was observed by Van Elsen et al. 6 between the result provided by Kruth et al. 3 and that by Childs et al., 2 the latter suggesting that balling can be avoided by lowering the scan speed, with Kruth having opposite findings. Both results can be right, in fact the two experiments cannot be treated alike, since the involved subprocesses differ. Assuming that factors, like hatch spacing and layer thickness, are in a similar range, and considering that Childs et al. used a spot diameter of 1.1 mm, the absorbed energy per volume is one order of magnitude higher for the experiment that ends up balling. Nevertheless, going into a non-dimensional scheme, the experiment is characterized by a Peclet number of 55 and a non-dimensional specific energy of 18 × 1012, so an agreement is still in place with the previous map.
Conclusions
In this article, the correlation between the main processing parameters in SLM have been discussed using dimensional analysis in order to benefit from a reduction in the governing parameters, as well as to compare results from different studies. A map of the final density, as a function of the Peclet number and non-dimensional energy per volume, has been arranged pointing out that densification raises with an increasing non-dimensional specific energy input; two working areas, which cause balling and no connection, should be avoided in order to obtain a smooth layer deposition and good connection. A comparison between different studies has been carried out. Agreement with the provided map has been found.
Given the opportunity of designing the porosity depending on the processing parameters, SLM is a promising manufacturing process for the direct fabrication of customized titanium implants. Residual stresses on the bone may be reduced, matching the bone stiffness using certain exposure strategies to lower the modulus of sintered parts allowing a residual porosity content. In fact, the results suggest that the SLM process is capable of producing a residual porosity in the range considered by Bandyopadhyay to match cortical bone stiffness.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.