
Abstract
Ultrasonic processing in the liquid state has been identified as an effective method to improve the mechanical properties of Al and Mg alloys. Ultrasonic melt processing is capable of enhancing material properties through the application of high-frequency, high-power vibrations that form cavitation bubbles which pulsate and collapse throughout the melt volume. Thus, this technology has excellent potential in engineering high performance lightweight materials. With global trends converging toward greener energy, reduced greenhouse gas (GHG) emissions and increasingly stringent efficiency standards, lightweight and high-strength alloys such as aluminum (Al) and magnesium (Mg) are becoming an area of high interest. The aim of this review is to analyze the literature on ultrasonic processing of Al and Mg alloys in the last 15 years. This review discusses ultrasonic processing equipment, experimental set-ups, mechanisms of ultrasonic cavitation and acoustic streaming. As well, the effects of processing time, vibrational amplitude, and temperature on microstructure and properties are elucidated. Furthermore, it aims to investigate how a combination of sonication and particle reinforcement can affect the properties of Al and Mg alloys. The challenges of ultrasonic processing have been identified and expanded on in this review. This includes energy consumption, equipment complexity, temperature control, process optimization and limited industrial adoption.
Introduction
This review focuses on the recent studies on the ultrasonic processing of light metals such as Al and Mg. The articles will provide an overview of the fundamentals of ultrasonic processing including equipment and the physics behind acoustic streaming and cavitation. The role of ultrasonic processing on degassing, particle dispersion and its influence during solidification will be discussed. The later sections will focus more on the use of ultrasonic processing to develop metal matrix composites (MMCs), and the mechanical properties reported. Lastly, the review will discuss the challenges associated with upscaling the technology to industrial applications and its future outlook.
Ultrasonic treatment or ultrasonic processing is an emerging technique used during the solidification process to manufacture lightweight alloys such as Al and Mg, thereby enhancing their properties for high-strength structural applications. In addition, ultrasonic processing (UST) has also been employed in manufacturing lightweight alloys to aid in the addition of reinforcement particles. Ultrasonic processing has excellent potential for use in industry, such as the development of high-strength light metals and alloys for the transportation sector. By developing lightweight engineering materials, improved sustainability can be achieved, since gasoline and diesel driven vehicles are major sources of greenhouse gas (GHG) emissions. As every gallon of gasoline burned creates about 8887 grams of carbon dioxide (CO2), a typical passenger vehicle emits about 4.6 metric tons of CO2 per year assuming a fuel economy of about 22.0 miles per gallon and around 11,500 miles per year of driving.1,2 The use of lightweight alloys has been crucial in the transportation sector for reducing greenhouse gas emissions. Through appropriate process treatment, these alloys can achieve mechanical properties comparable to ductile iron, while maintaining only one-third of the density.3–5 Various techniques, including grain refinement, chemical modification, and heat treatment have been used to improve the material properties. As shown in this review, ultrasonic processing is capable of improving the material properties of light metals such as Al and Mg, thus this technology will play a key role in advanced material development for a sustainable future.
Processing via UST enhances the physical and mechanical properties of materials through grain refinement, dispersion, and wetting of reinforcements. In this particular technique, a piezoelectric transducer is used to convert electric current into sound waves by generating vibrations. The high-intensity ultrasonic vibrations induce chemical homogeneity, reduced porosity, and efficient melt degassing in a single operation for any given alloy chemistry. This innovative process streamlines the production of alloys by addressing multiple factors simultaneously. Cyclic pressure fields are produced, leading to the formation of a large number of microbubbles. This cyclic process causes bubbles to form, grow, pulsate, and collapse, thus creating temporary local regions of high pressure (approximately 1000 MPa), high temperature (around 5000 °C), and rapid heating/cooling rates (1010 Ks−1).6,7 The significant effect of bubble collapse combined with localized high temperature improves the ability of the reinforcement to wet and helps effectively strengthen the metal matrix. Acoustic streaming induces forced convection, leading to a spread of various nucleation sites, reinforcements, and temperature. Consequently, UST proves to be highly efficient in refining grains, breaking up agglomerates, and dispersing reinforcements.
In pure metals, the formation of numerous microbubbles under ultrasonic treatment serves as sites for heterogeneous nucleation. This leads to a higher number of grains being formed, resulting in a refined microstructure compared to solidified metal without ultrasonic treatment. In the case of alloys, aside from refining the grain structure, the propagation of ultrasonic waves facilitates the redistribution of segregated solute during rapid alloy solidification. This results in an alloy with improved compositional homogeneity. Specifically for cast alloys, high cavitation pressures from ultrasonic treatment can break down dendrites formed during solidification. Therefore, ultrasonic treatment can be employed to produce metals with equiaxed grain structures. In the context of metal matrix composites (MMCs), UST also leads to the deagglomeration, distribution, wetting, and incorporation of reinforcements into the matrix. 8 The high pressure created by local cavitation can counteract the van der Waals force that holds nanoparticles together. As a result, UST can break up these clusters into smaller fragments. These fragments are then dispersed throughout the molten metal by the ultrasonic waves. Moreover, the higher temperatures at localized areas can remove adsorbed chemical species from the surface of the reinforcements. 6 This enhances their compatibility with the matrix and facilitates better integration between them. These characteristics have contributed to an increasing preference for using UST in manufacturing MMCs. In this review, the recent advances in ultrasonic processing of aluminum and magnesium alloys will be discussed. This includes the incorporation of reinforcement particles to produce lightweight MMCs. The authors will delve into the fundamental aspects of ultrasonic processing and its parameters that influence the resulting microstructure, as well as the mechanical and thermal properties of Al and Mg alloys.
The objective of the proposed review is to critically examine the literature on ultrasonic processing of Al and Mg alloys over the past 15 years. Within this time frame, there has been a vast number of studies related to the enhancement of Al and Mg alloys via ultrasonic processing. Prior to this, the available review papers focused specifically on the mechanisms of ultrasonic processing, or ultrasonic processing of individual metals (e.g., Al or Mg). Hence, this review was necessary to bridge the information for both metals as well as provide readers with insights into the application of ultrasonic processing. Furthermore, this review will expand on various ultrasonic processing equipment and experimental setups, as well as discuss the mechanisms of ultrasonic cavitation and acoustic streaming. The aim is to examine the effects of ultrasonic processing time, vibrational amplitude, and irradiation temperature on the resulting microstructure, mechanical properties, and thermal properties of Al and Mg. Ultimately, it will identify trends within the field in order to guide future research efforts by thoroughly reviewing proposed mechanisms behind complex phenomena such as cavitation and acoustic streaming during sonication. Lastly, the challenges and future outlook for the application of ultrasonic processing in the industry will be elucidated.
Fundamentals of ultrasonic melt processing
Equipment
Ultrasonic melt processing refers to the application of high-intensity and high-frequency ultrasonic waves to the liquid metal through a sonotrode. A typical sonication setup can be seen in Figure 1. The equipment required consists of the following: 1) generator, 2) transducer and 3) sonotrode. The transducer converts the electrical energy from the generator into a high frequency vibratory motion that is then transferred to the liquid melt through the sonotrode. Many different types of transducers, sonotrodes and generators are available for ultrasonic processing. The selection of transducer type is of critical importance. Two commonly used variations are magnetostriction-based and piezoceramic. Piezoceramic transducers are sensitive to heat. As a result, they are usually placed further away from the liquid metal by using longer sonotrodes. In addition, forced air can be used to provide cooling during sonication. Alternatively, magnetostriction-based devices can be water cooled, which removes the risk of overheating. For both materials, heating of the sonotrode can lead to changing of the resonant frequency, thereby causing the system to fall out of resonance. However, most modern ultrasonic processing devices have integrated feedback loops that can effectively adjust parameters to compensate for temperature variations.
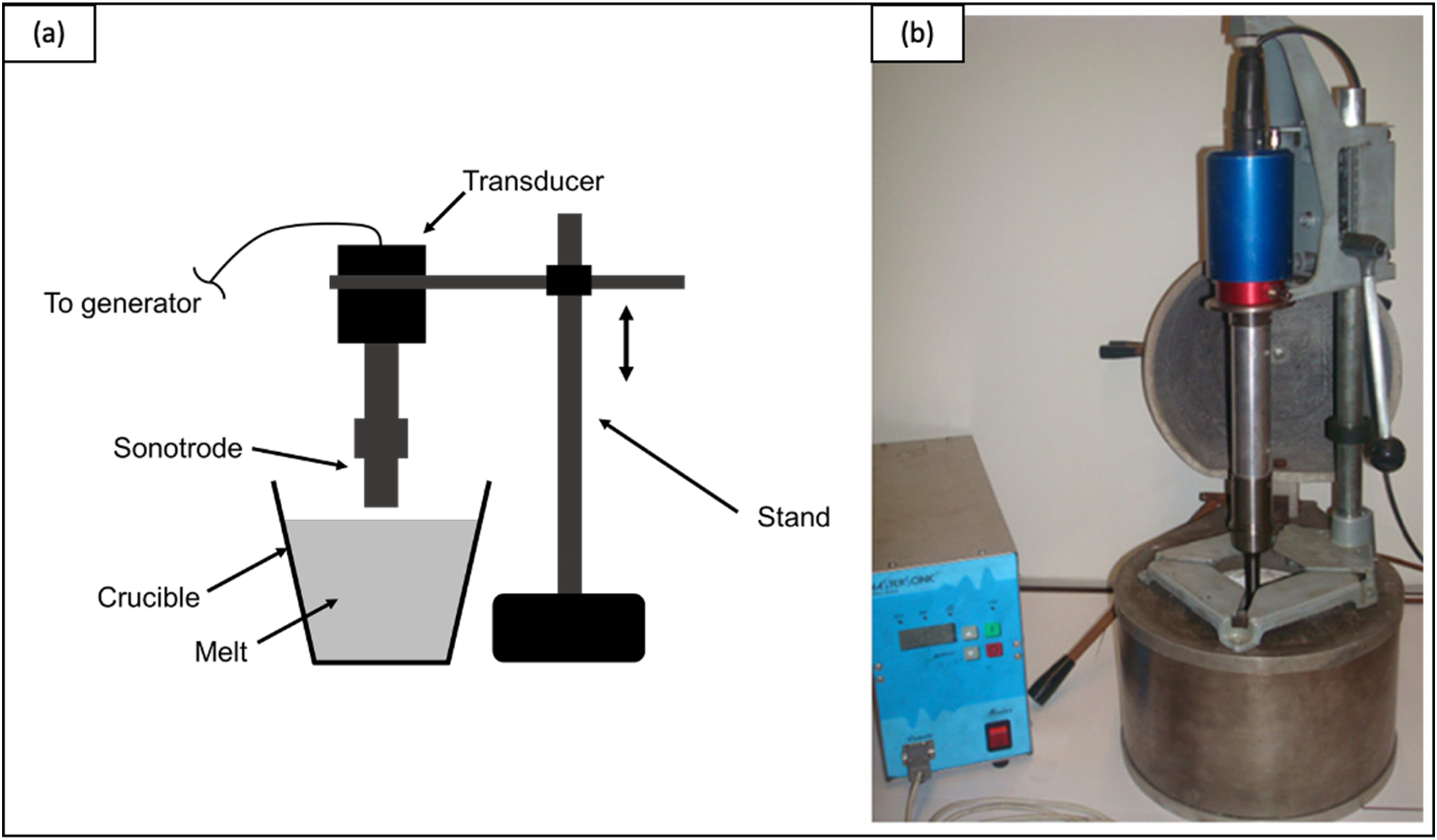
(a) Schematic of a typical ultrasonic processing setup and (b) example of an experimental set-up. Source: Reproduced with permission from Elsevier (2011). 9
Experimental setups for ultrasonic processing play a crucial role in optimizing the treatment conditions for achieving the desired properties in lightweight alloys. The configuration of the ultrasonic treatment setup influences the distribution of ultrasonic waves and the interaction of the waves with the molten metal or alloy. Various parameters such as the shape and size of the ultrasonic horn, its immersion depth in the melt, and the positioning of the transducer are critical in determining the efficiency and effectiveness of the ultrasonic treatment. Furthermore, it is important to consider that the melt contains various heterogeneities, such as dissolved gases and impurities. The presence of various heterogeneities in the melt results in significant destructive interference of the ultrasonic waves generated during UST processing. As a consequence, there is an energy loss as these waves pass through the melt. The energy loss can be related to the amplitude of the waves. It can be expected that as the waves travel through the melt, hitting various scattering sites, the amplitude of the waves will decrease. Hence, it is more the case that larger melt volumes will result in significant energy losses. As a result, larger melt volumes must be treated with sonotrodes that consist of a larger cross section. A larger cross-sectional area or diameter produces increased ultrasonication energy at the same input intensity. On the other hand, a greater immersion depth guarantees that sufficient energy reaches the entire volume of the molten melt.
Perhaps the most important consideration when developing a sonication framework is the type of sonotrode material to be used. Some important parameter considerations are high melting point, dimensional stability at high temperatures, and low solubility in the liquid metal that is to be sonicated.6–8 Typical materials used for sonotrodes are titanium, niobium and stainless steel. Stainless steel is not an attractive choice due to its rapid deterioration during sonication of liquid Mg. Niobium based sonotrodes are more dimensionally stable at elevated temperatures when compared to titanium and stainless steel. However, the solubility of titanium in Al and Mg is extremely low, thus making it an attractive choice for such melts. Finally, titanium is more cost effective relative to niobium therefore, it is the more widely used material for sonication of Al and Mg alloys.
Acoustic cavitation and streaming in liquid metals
The foundation of effective ultrasonic processing is the acoustic power transferred to the treated melt. Among the effects associated with the transmission of high-intensity ultrasonic waves in liquid metal; cavitation, or the formation of cavities filled mainly with gases dissolved in liquid metal, is the most important. During sonication, cavitation bubbles are formed by the tensile stresses during the rarefaction half-period. The cavities continue to grow until their eventual collapse during the compression half-period. This action produces high-intensity pressure pulses, temperature changes, and high-velocity streams in the liquid metal. Ultrasonic cavitation induces many important chemical and physical processes such as melt degassing, filtration, wetting of solid inclusions, and structure modification. 6
The intensity (I) emitted by the sonotrode is vital during ultrasonic processing of molten metal. This can be described as the energy that is transferred from the sonotrode to the liquid metal and has been defined by Eskin as
6
:

Where, ρ is the density of the melt, c is the speed of sound in the melt, f is the sonication frequency and A is the amplitude of vibration. This demonstrates the importance of attaining the required intensity to induce cavitation, which varies by alloy composition. For example, it has been reported in literature that the lowest intensity required to produce fully developed cavitation in Mg is 80–100 W/cm2.6,8 This range of intensity corresponds to amplitudes between 6.25 and 7.25 µm for an AZ91E Mg alloy. 10
In addition to the processes mentioned above, the application of high-intensity ultrasonic waves to the liquid metal can generate hydrodynamic flows. These flows are generalized into two categories: 1) formation of acoustic streams due to the propagation of sound waves caused by high-frequency vibration of the sonotrode and pulsation of the cavitation region and 2) secondary, forced convective flows which occur in the bulk of the liquid. 6 A typical flow pattern for an Mg alloy, modeled using ANSYS fluent, induced by a sonotrode is shown in Figure 2. The source of the streams is a result of the momentum acquired by the liquid when it absorbs the energy from the wave. Therefore, the velocity of acoustic streams increases with the ultrasonic intensity and the sound absorption. 11 The streaming process is important for effective melt homogenization and efficient distribution of particles or grain refiners in the liquid metal.
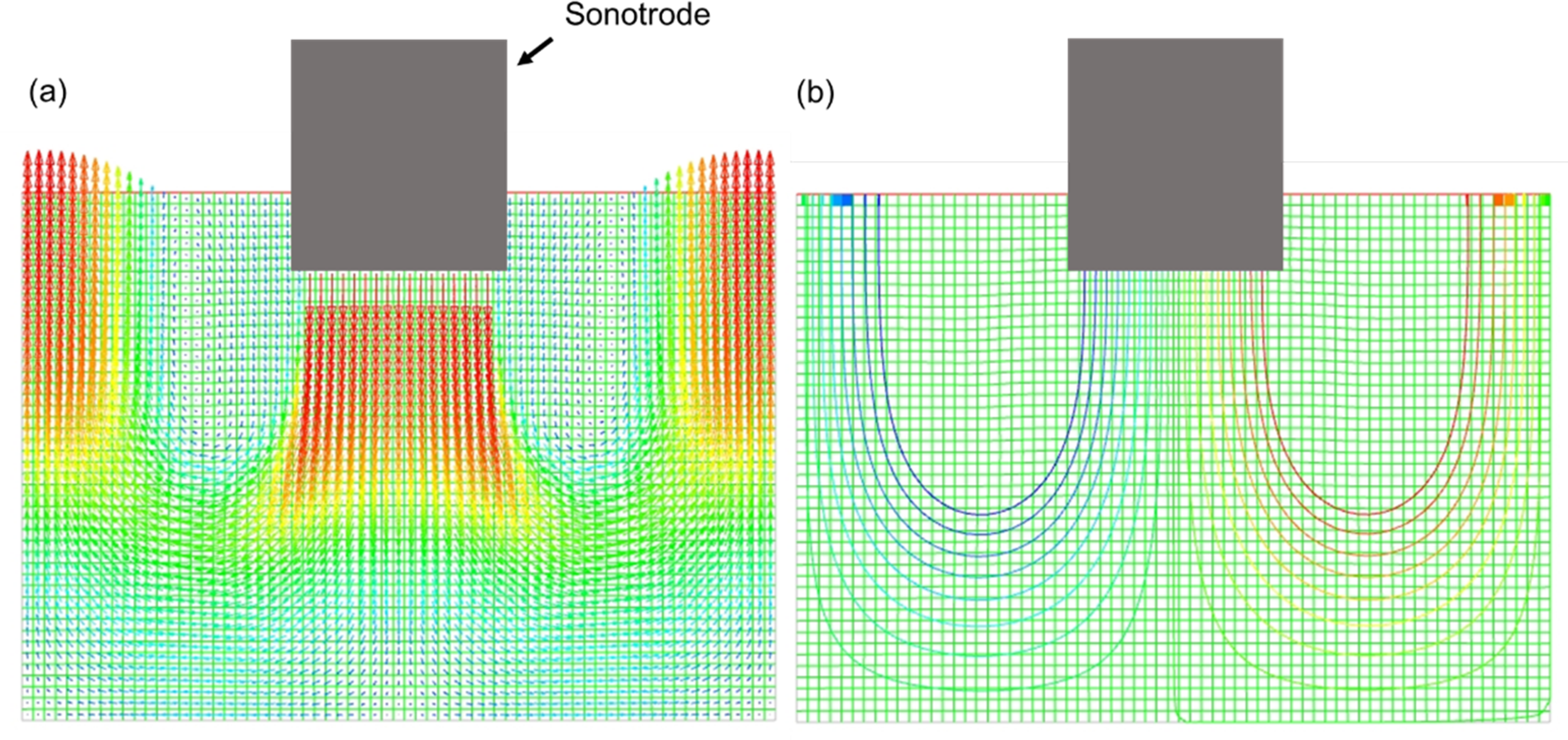
Simulated flow patterns during ultrasonic processing displaying (a) liquid metal velocity vectors and (b) liquid metal pathlines.
Ultrasonic degassing
Liquid Al and Mg and its alloys actively react with gases to form nonmetallic impurities. One of the most important gases is hydrogen, which interacts with the liquid metal through the interface between the melt and the atmosphere. 12 The main sources of hydrogen are the molecular hydrogen in air, and moisture on tools or vapor in the atmosphere. The solubility of hydrogen decreases during solidification, which is of importance, because these gases become entrapped in the solidifying melt resulting in gas porosity. Gas porosity occurs in aluminum and magnesium castings because dissolved hydrogen is rejected from the molten metal during the solidification process. This is due to the large difference in the solubility of hydrogen in the liquid metal compared to the metal at freezing point (solidified metal), where the ratio of liquid to solid solubility is 20:1 (in Al). 13 Thus, as the metal solidifies and the hydrogen solubility rapidly decreases, gases are released, leading to the formation of gas porosity. However, there must be an appreciable amount of hydrogen present in liquid aluminum or magnesium for gas porosity to occur. For example, this threshold level has been found to be approximately 0.17 cc/100 g of hydrogen content in an A356 alloy (Al-7 wt.% Si) studied by Anson and Gruzleski. 12 Various methods have been used to mitigate gas porosity in the casting of Al and Mg, which include argon rotary degassing, chemical flux powder degassing, etc. However, recently ultrasonic degassing has emerged as a novel technique that demonstrates more efficient degassing of the melt compared to the conventional methods. For example, as seen in Figure 3(a), the degassing efficiency significantly increases within the first 5 min of ultrasonic processing. The efficiency reaches 50% for 4 kg melts and 40% for 6 kg melts respectively. 14 Hence, another factor to consider is the melt volume, since for a given sonotrode size, the degassing efficiency decreases with increasing melt volume. Similarly, the hydrogen concentration decreases within the first 4 min of ultrasonic treatment (Figure 3(b)).
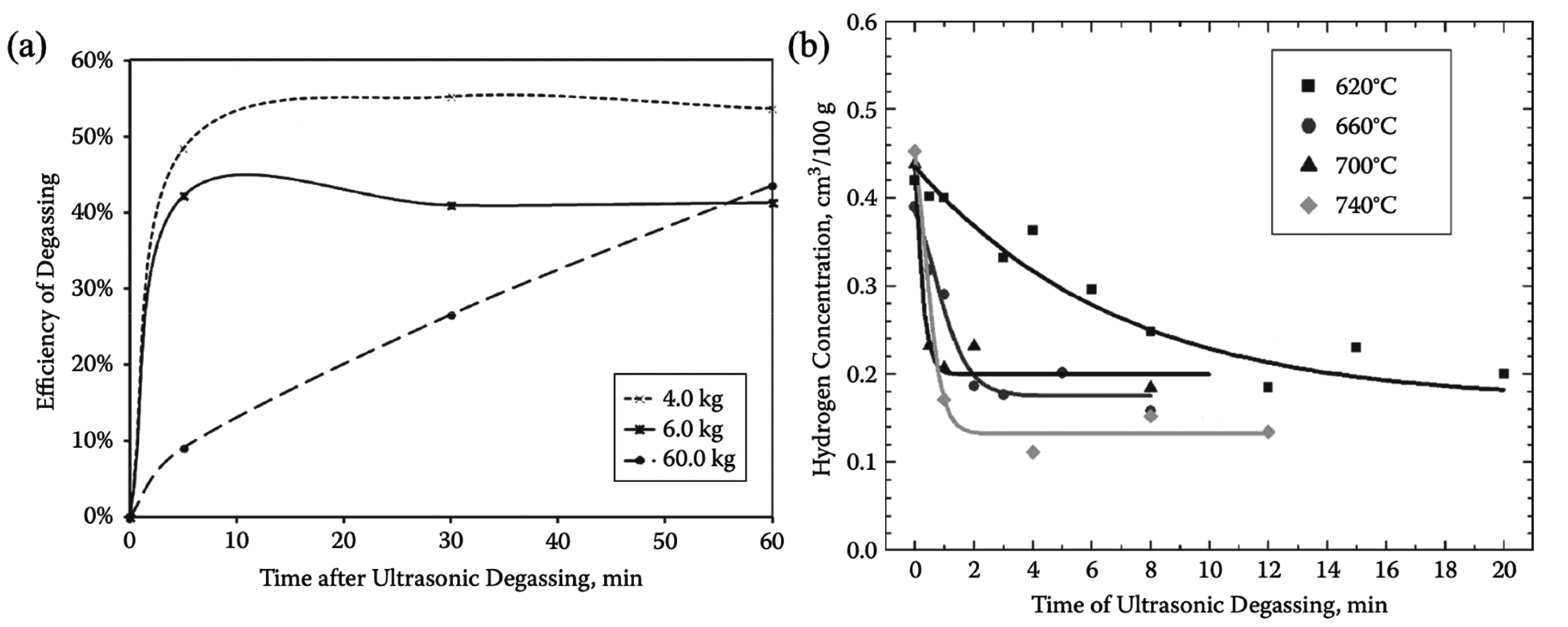
(a) Degassing efficiency of ultrasonic treatment and (b) hydrogen content as a function of ultrasonic degassing time in molten Al. Source: Reproduced with permission from Elsevier (2008). 14
As mentioned previously, if the sound waves applied to the liquid metal through sonication have pressure above the cavitation threshold, they can generate cavitation bubbles in the melt. These cavitation bubbles enable degassing by becoming filled with gas through rectified diffusion.15,16 In effect, the ultrasonic degassing of molten metal consists of the following stages: 1) gas bubbles form on cavitation nuclei and grow due to the high-intensity ultrasonic vibration, 2) the pulsating bubbles accumulate hydrogen through diffusion and 3) separate bubbles coalesce and float to the surface of the molten metal. 6 In effect, ultrasonic degassing has the potential to significantly increase the density of cast metal (decrease porosity) making it possible to obtain almost pore-free castings. 6
Ultrasonic grain refinement
A melt typically consists of foreign particles that are typically not wetted by the liquid metal. This is especially true for molten Mg. Due to its high affinity for oxygen, the liquid metal usually contains a large number of oxides. For Al, it is less likely due to its stability at higher temperatures, however it is possible for foreign particles or gases to become entrapped in liquid Al. Solidification typically occurs heterogeneously, as a result of substrates that are present in the melt. Moreover, the foreign particles in the melt have adsorbed gas on their uneven surface and in micro-cracks and crevices, 6 as demonstrated by the schematic diagram in Figure 4. If the contact angle θ between the bubble and the melt is larger than 90°, the gas pressure in the crevice is smaller than the equilibrium gas pressure in the liquid. As a result, the gas bubble is stable inside the cracks of the solid suspension particle. If the contact angle θ is smaller than 90°, then the solid phase is wettable by the liquid, and the gas pressure inside the crevice is larger than the equilibrium gas pressure in the liquid phase.17,18 In this case, the gas bubble will be unstable and dissolve in the liquid.
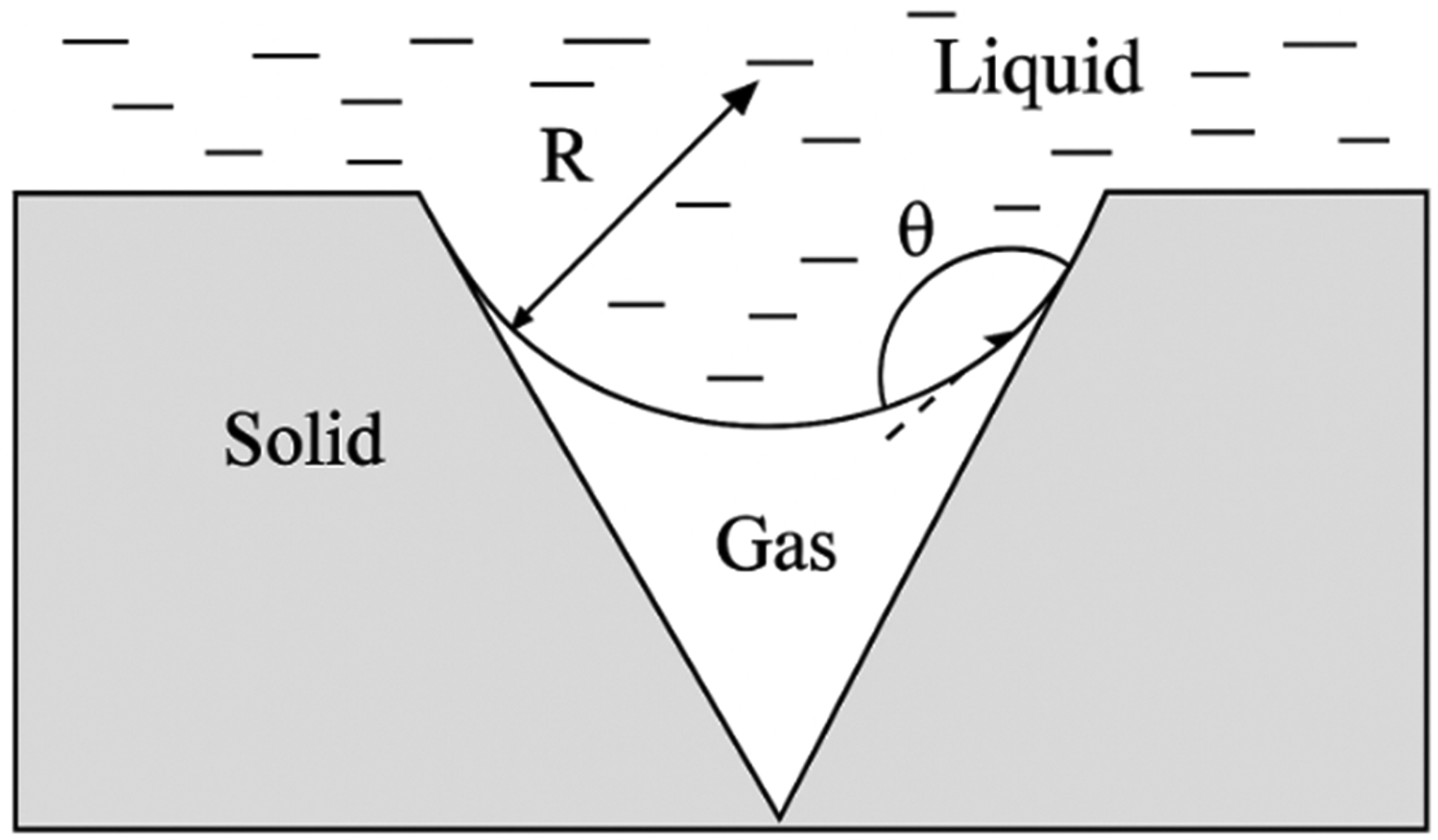
Schematic model of a cavitation nucleus in the form of a non-wettable solid. 6
Treatment with high intensity ultrasonic waves can transform substrates in the melt into active solidification sites. 17 Any solid particle in the liquid metal that has an affinity to the solidifying phase has the potential to become an active solidification site. However, the presence of the gas phase on the surface, micro-cracks and crevices of these particles hinders the access of the liquid phase and prevents wetting with the melt. As a result, many foreign particles remain inert during solidification. During ultrasonic processing, if the intensity is higher than the cavitation threshold, cavitation bubbles can be formed near the gas-filled crevices or cracks. The cavitation bubbles pulsate, grow and eventually collapse, which produces high-energy pulses or cumulative jets. Both phenomena result in filling of uneven areas on a particle surface with liquid metal. At the same time, the particle is stripped of adsorbed gas, becomes accessible by the surrounding melt, and acts as a perfect solidification site for the melt.
Additionally, grain refinement is aided by ultrasonic processing through dendrite fragmentation due to solute effects. 18 Acoustic streaming and cavitation play role in solute distribution due to the generated enhanced dynamic flows in the melt. This can result in accumulation of solute at the solidification front and fluctuate the growth velocity, which directly affects the coarsening of the dendrite. This coarsening of the dendrites promotes necking of the dendrite branch and their subsequent fragmentation. Additionally, there can be local solute entrapment at the dendrite roots which lead to localized superheating of the solid phase, thus resulting in incipient melting. Therefore, solute plays an important role in grain refinement, because disturbances in solute distribution in the melt and uneven propagation of the solidification front can lead to dendrite fragmentation and localized melting of dendrite roots.
Qian et al. 18 investigated the influence of solute content on the grain refinement of magnesium alloys under ultrasonic processing. The authors found that ultrasonic irradiation alone is insufficient for effective grain refinement. Adequate solute content is necessary to promote efficient grain refinement effects. They demonstrated that there is a linear relationship between solute content and grain refinement, despite maintaining a constant ultrasonic intensity. It was found that increasing solute content was more effective than solely increasing ultrasonic power, with minimal impact observed on solute redistribution even at high power levels (1700W/cm²).
The experimental setup involved a 20 kHz ultrasonic generator delivering intensities from 105 to 1700W/cm² via a titanium sonotrode. Binary Mg–Al and Mg–Zn alloys (1–9 wt.%) and commercial alloys AZ31, AJ62, and AZ91 were studied. Alloys were cast in 70 mm diameter × 70 mm height ingots under controlled air-cooling conditions. In the absence of ultrasonic processing, coarse and dendritic grains formed. With ultrasonic processing, fully equiaxed grains and substantial refinement were observed, especially in alloys with higher solute content. Grain density increased almost linearly with solute content where Mg–9Al achieved ∼5640 grains/mm³ compared to only ∼64 grains/mm³ in pure Mg, as shown in Figure 5.
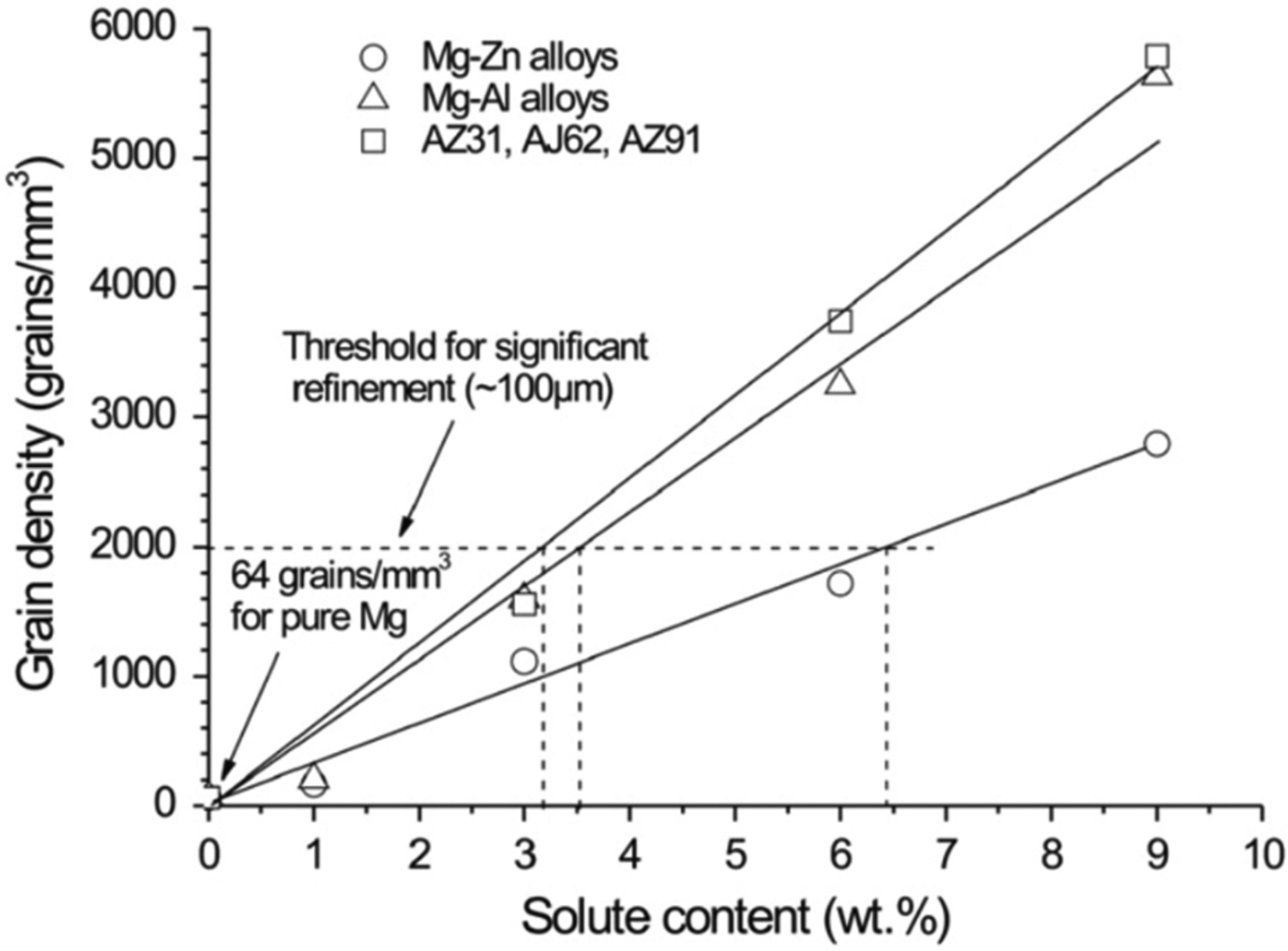
Grain density as a function of solute content for various magnesium alloys subjected to ultrasonic processing at 1700 W/cm2. Source: Reproduced with permission from Elsevier (2010). 18
The authors propose a combined mechanism: ultrasonic irradiation serves as a nucleation facilitator, producing initial crystallites through enhanced wetting and local undercooling. 18 Meanwhile, solute ensures the survival and growth of these nuclei by generating constitutional undercooling and triggering further nucleation. The presence of solute is therefore critical to the success of ultrasonic grain refinement. Consequently, alloy composition optimization offers a more practical route to refinement than pursuing excessive ultrasonic power. This insight opens new opportunities for alloy design specifically tailored for applications involving ultrasonic processing.
Ultrasonic dispersion
In this section, a general overview of the fundamentals of ultrasonic dispersion are discussed. More detailed analysis of quantitative data is discussed later in Section 4. An important mechanism in ultrasonic grain refinement is improved distribution and deagglomeration of nucleation substrates or reinforcement particles.
19
For Mg alloys, the optimal size of a particle to be active in the melt as a substrate for nucleation is 1 to 5 µm.
20
Particles that are introduced in the melt, either as powders or through grain refining master alloys, are often of the right size, however, they are mostly agglomerated in clusters. As a result, when the refiner is added to the melt, only a small fraction of particles become active as substrates for heterogenous nucleation. This occurs due to the presence of larger particle clusters as large agglomerates are usually blocked by filters or settle to the bottom of the melt. As well, large agglomerates can reach the final casting and become a casting defect, which are typically sites for crack initiation and propagation. Therefore, effective deagglomeration and dispersion of potential substrates is critical for improving grain refinement efficiency. As previously discussed, cavitation is the primary mechanism for refinement as well as deagglomeration. The erosion effect of cavitation can be characterized by the following criterion
6
:

Where,
High intensity ultrasonic treatment can create a large number of cavitation bubbles. These bubbles can be effectively distributed throughout the melt due to the streaming action of the sonication process. The bubbles form preferentially at substrate interfaces and gas pockets. As a result, added grain refining particles and particle agglomerates are ideal areas for cavitation bubble formation. According to Eskin, 6 the mechanism of particle deagglomeration in the liquid metal is described as follows: 1) cavitation bubbles are formed at the abovementioned interfaces, 2) the bubbles pulsate due to the vibratory motion of the sonotrode, loosening the agglomerates, and eventually implode. The resultant pressure and momentum pulses push the agglomerates apart. The deagglomeration by cavitation mechanism is presented in Figure 6. It has been reported that the local pressure generated, which can be up to 500 MPa, far exceeds the capillary and adhesive forces that hold the particle agglomerates together, i.e., up to 1 MPa. 22
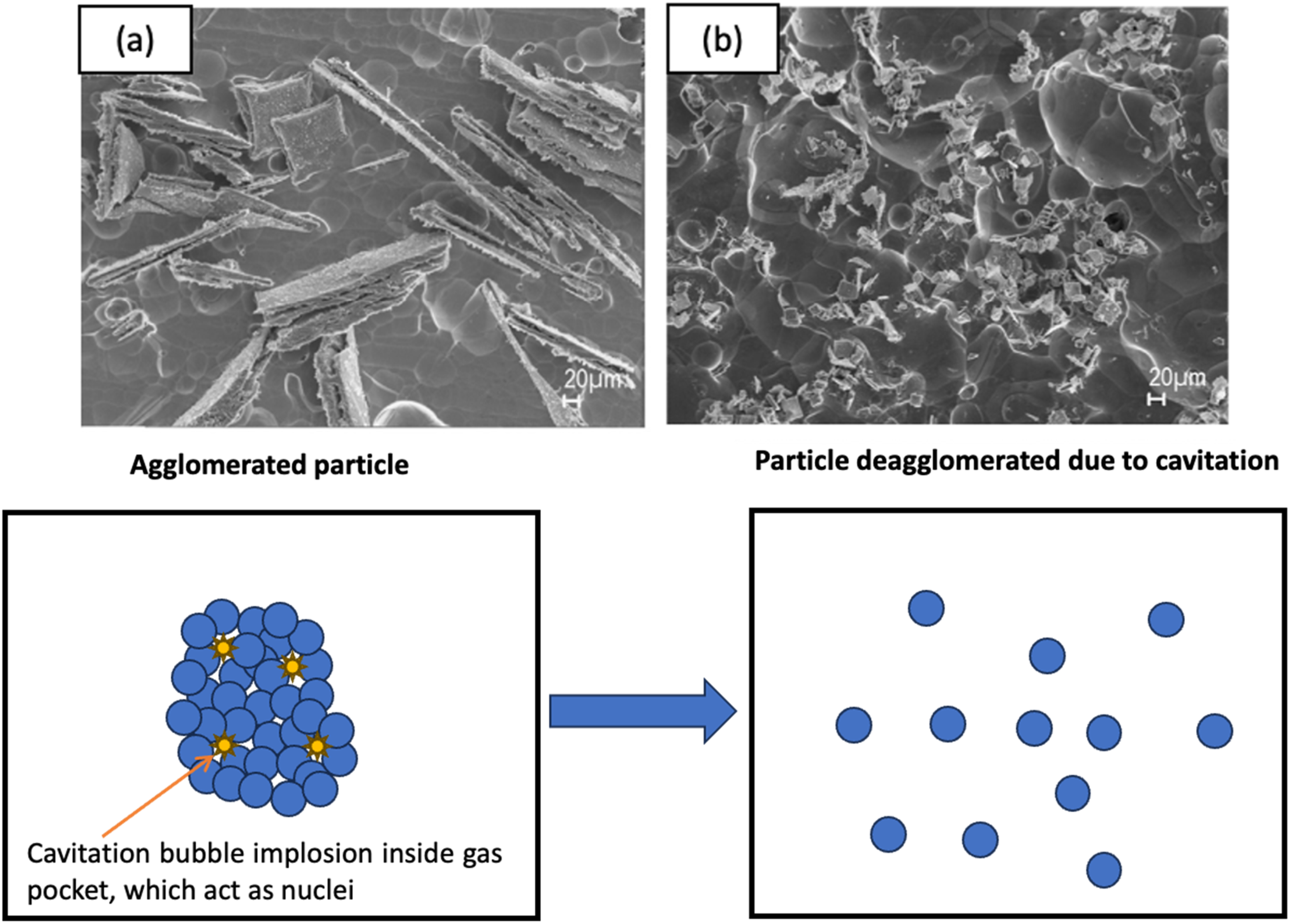
(a) Al3Ti intermetallic before ultrasonic processing and (b) fragmented Al3Ti post ultrasonic processing with schematic diagram demonstrating the cavitation deagglomeration mechanism. Source: Reproduced with permission from Elsevier Open Access (2016). 21
Ultrasonic processing during solidification
There has been significant interest in the research field regarding the effects of ultrasonic processing on the solidification behavior and microstructure of liquid metals. Several theories and mechanisms have been put forward by researchers to explain the refining effects due to sonication. Typically, these studies are carried out by applying sonication while the molten metal solidifies, from liquidus to solidus.6,23–25 However, some studies have reported grain refinement during isothermal processing in the liquid state as well.10,26,27 In either case, the bulk of the proposed refinement mechanisms related to sonication are associated with the cavitation.
The solidification process itself can be influenced by ultrasonic processing, leading to modifications in the microstructure and resulting properties of the alloy. Abramov and Eskin6,8 have made significant contributions to the study of ultrasonic treatment in casting and solidification processes, particularly its practical application in direct chill cast ingots and degassing processes for Al alloys. Subsequent research has explored laboratory experiments examining the effects of solute28–31 and nucleant particles on grain refinement, primary intermetallic phase refinement,6,32 solidification behavior of immiscible systems, degasification techniques, as well as the development of metal matrix nano-composites. Furthermore, simulation studies have been carried out to evaluate the impact of temperature gradient and fluid flow on solidification structure.33–35 Understanding cavitation phenomenon during UST applications has also been investigated using transparent analogues and water models.36–38 Additionally, there have been significant advancements in in-situ characterization through X-ray synchrotron imaging techniques which contribute further to our understanding.39–41
Wang et al. 33 investigated the impact of UST on the solidification and microstructure of an Al-2Cu alloy, as illustrated in Figure 7. The results show that without UST, the grain structure consists of coarse equiaxed dendrites in the central and lower parts of the sample, with columnar dendritic grains at the top. Applying UST in Range I from 714°C to 660°C (Figure 7(b)), a few degrees above the liquidus temperature, resulted in a similar grain structure as when UST is not applied. When UST is precisely applied at the liquidus temperature, there is no significant change in macrostructure except for an increase in the top columnar region. No refinement in grain structure was observed when UST was terminated just before or applied below the liquidus temperature. The microstructure of the specimens fabricated using UST at temperatures 20°C, 40°C, and 60°C above the liquidus temperature for a duration of 4 min is illustrated in Figure 3. In Range IV, Figure 7(f) displays a well-defined columnar dendritic structure with no discernible refinement. However, elevating the UST starting temperature from 201°C to 401°C and then to 601°C above the liquidus led to minimal refinement across the entire sample, as demonstrated in Figure 7(b) and (c). Under both conditions, the grain size was reduced to approximately between 150–200 µm. It was found that melt temperature significantly impacts refining of the alloy's cast microstructure when UT is administered via an un-preheated sonotrode, suggesting a critical threshold temperature beyond which significant refinement of α-Al grain structure occurs. The results indicate that using ultrasonic treatment at certain temperatures affects the grain structure of the solidified Al–2Cu alloy, but for significant grain refinement, the timing and temperature must be carefully controlled. The importance of time and temperature parameters is further explored later in Section 3.
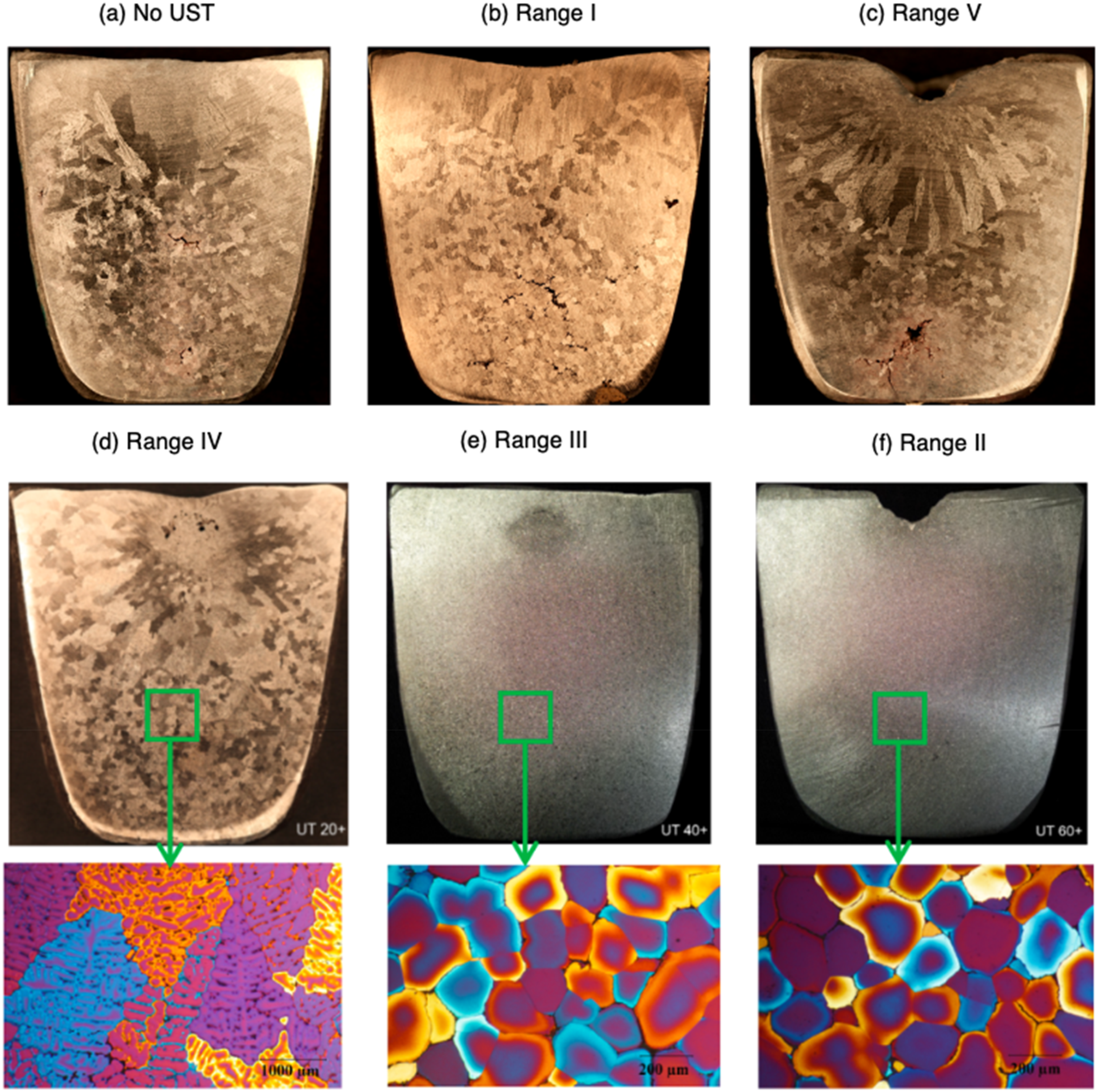
Effect of UST on microstructure of Al-2Cu alloy during solidification at various temperatures during solidification: (a) without UST, (b) 714 to 660 °C, (c) 655 °C, (d) 674 °C, (e) 694 °C, (f) 714 °C. Source: Reproduced with permission from Elsevier (2014). 33
During solidification, cavitation due to ultrasonic processing has been reported to effectively fragment and redistribute large dendrites.42–45 This phenomenon is caused by the collapse of cavitation bubbles during treatment. When the cavitation bubbles collapse, pressure pulses and high-intensity acoustic streaming form in the melt. In addition, cavitation-induced changes in melt pressure can also result in changes in melt temperature locally, thus leading to the melting and separation of secondary dendrite arms from primary dendrite arms. 42 Further, the fragmented dendrites can act as heterogenous nucleation sites for the nucleation of grains, leading to an overall finer grain structure. 10 However, if sonication is occurring at an elevated temperature, above liquidus, it may not be possible for grains to form and grow.
It has been reported in literature that the localized pressure pulses due to cavitation can be on the order of 100 to 1000 MPa. 6 For example, such changes in melt pressure can cause the melting point of an Mg alloy to increase between 12 and 120 °C. As a result, the localized variation in pressure in certain areas of the melt can lead to transient local changes in undercooling.23,46 Moreover, if the conditions remain favorable, embryos of Mg may begin to form and grow, which can lead to a finer grain structure. However, if the ultrasonic processing is being applied isothermally, the aforementioned phenomenon would be transient. In effect, it is unlikely that the formed embryos would survive the interval between ultrasonic processing and casting of the alloy. Consequently, the formation of Mg embryos and their nucleation due to pressure variations during sonication cannot be a contributing factor for isothermal ultrasonic processing.
Ultrasonic processing parameters
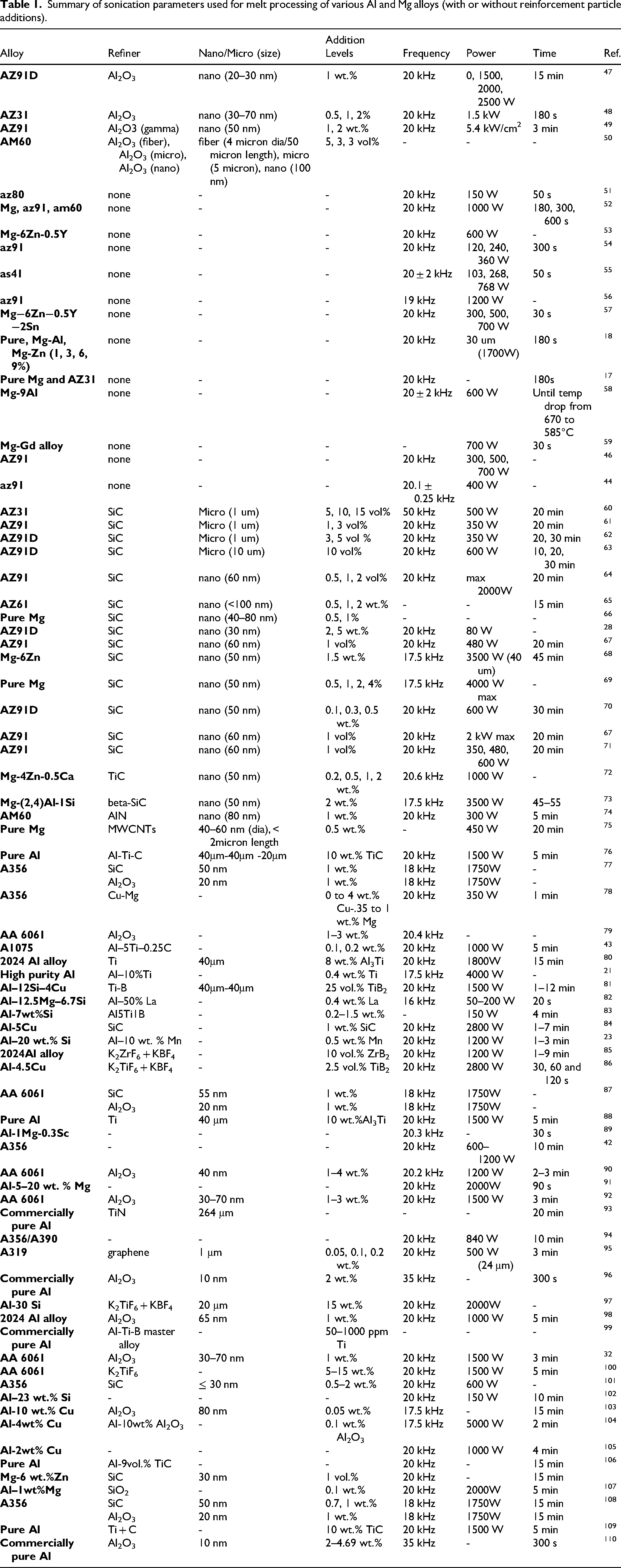
The effectiveness of ultrasonic processing in achieving desired material properties in Al and Mg alloys is influenced by various parameters including the amplitude, processing time, and temperature. A comprehensive summary of the various works involving the sonication of Al and Mg alloys is presented in Table 1. Ultrasonic processing is increasingly being used for degassing and grain refinement of aluminum and magnesium alloys. An increase in sonication amplitude generally improves the refinement of secondary phases up to a threshold. The UST equipment has become more robust and stable, which allows for extended periods of ultrasonication of molten metal. Though the frequency of the ultrasonic device may be varied, most studies use a fixed frequency for ultrasonic processing. Greater grain refinement is achieved at a higher temperature by ultrasonic processing as the viscosity of the melt decreases with increasing temperature. The summary demonstrates commonly used alloys and the corresponding ultrasonic processing parameters used to achieve optimal grain refinement, degassing, deagglomeration and dispersion of reinforcement particles. This section will provide an overview of each of these important parameters.
Summary of sonication parameters used for melt processing of various Al and Mg alloys (with or without reinforcement particle additions).
Amplitude
The amplitude of the ultrasonic vibration refers to the maximum displacement or “peak-to-peak” motion of the sonotrode or horn. The amplitude is one of the key variables that defines the energy generated during sonication
6
:
Ultrasonic technology for processing liquid metals offers significant adaptability in adjusting the amplitude output as a fraction of the instrument's maximum capacity. However, specialized sonotrodes with a small diameter (e.g., 6.0 mm) designed for handling small volumes of molten metal are often restricted to lower output percentages in order to preserve the integrity of the equipment. Conversely, commonly used sonotrodes with larger diameters (e.g., 12.7 mm) have been documented to apply ultrasonic energy to molten metal at amplitudes reaching up to 60 μm.
Emadi et al. 10 demonstrated the effects of varying ultrasonic amplitudes on the microstructure and mechanical properties of AZ91E Mg alloy, as shown in Figure 8. The authors subjected molten AZ91E alloy to ultrasonic vibrations with various amplitudes, ranging from 1.25 to 15 μm, at a frequency of 20 kHz for 180 s. Their findings indicated that sonication using amplitudes up to 7.5 μm effectively refined the grain size of the alloy (Figure 8(a)). Additionally, it was found that the application of ultrasonic vibrations to the AZ91E magnesium alloy leads to the refinement of the eutectic β-Mg17Al12 phases. The secondary phases in the alloy become shorter in length and finer in size with increasing sonication amplitude. This improvement in microstructure was due to the smaller grain size and undercooling induced by cavitation in the liquid metal. The oscillation and collapse of cavitation bubbles also generate shockwaves through the metal, which can fragment and refine existing microstructures, including secondary phases. Furthermore, Emadi et al. 10 demonstrated that even a low amplitude (1.25 μm) could increase the density, thus improving the ultimate tensile strength (UTS), and ductility of the castings.
Although increasing sonication amplitude generally improves the refinement of secondary phases, there is a threshold, typically around 7 μm, where full cavitation occurs. Beyond this point, further increases in amplitude do not substantially affect grain size because the maximum potential for refinement through cavitation has been reached and only a fraction of newly activated nucleation sites contribute to the solidification process. The research indicates that the optimal range of amplitudes for similar refinement appears to be between 7.5 and 15 μm, suggesting that within this range, beneficial refining effects on the secondary phases are observed without significant additional gains at higher amplitudes (Figure 8).
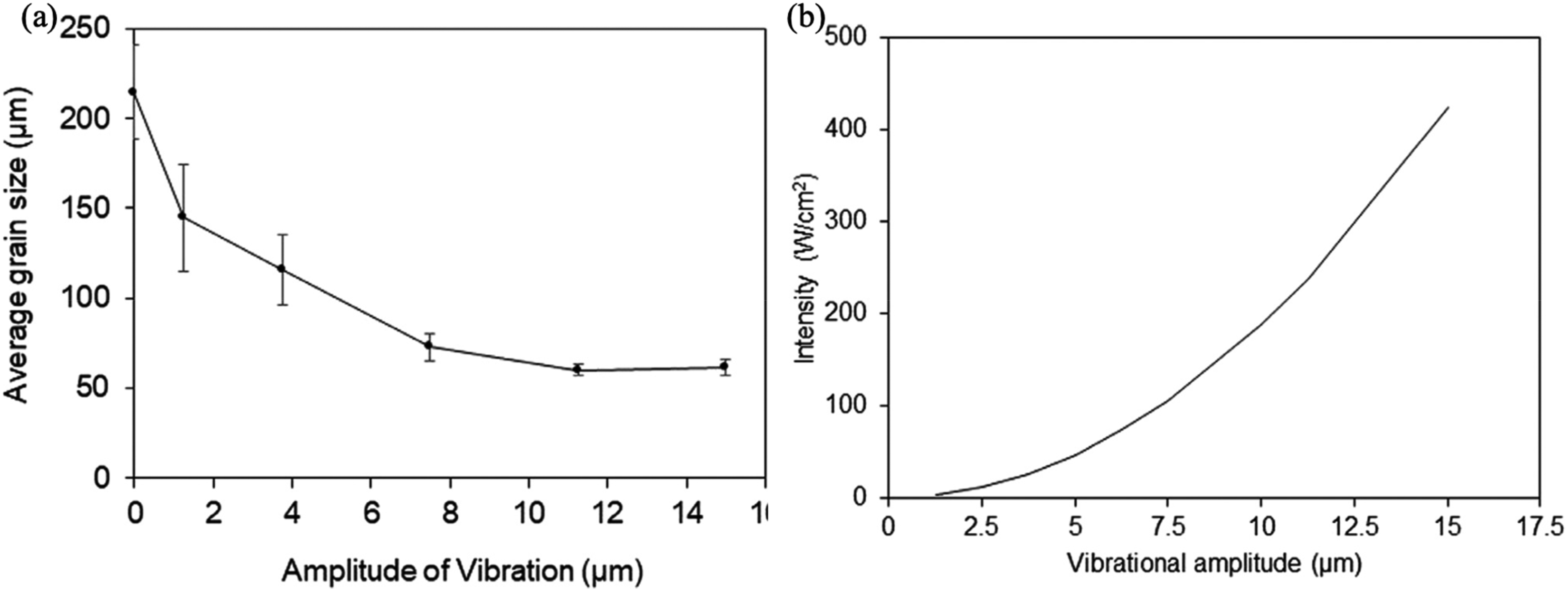
Relationship between UST amplitude with (a) grain size and (b) sonication intensity of AZ91E Mg alloy. Source: Reproduced with permission from Elsevier B.V. Open Access (2022). 10
Time and frequency
The ultrasonic treatment time refers to the duration for which the material is subjected to ultrasonic vibrations. During this period, cavitation bubbles form and collapse, generating intense energy and turbulence in the material. The energy from ultrasonication increases with time as the cavitation bubbles have more opportunity to interact and create effects such as acoustic streaming and particle dispersion. As a result, changes in microstructural features over time occur at a slower yet systematic rate. Additionally, components of UST equipment are robust and stable, allowing for extended periods of ultrasonication of molten metal. MMCs have been reported to be processed by UST of molten metal containing reinforcements ranging from 60 s up to 5400 s. For example, Liu et al. 81 demonstrated that for a constant ultrasonic frequency (20 kHz) and power (1.5 kW), increasing the ultrasonic processing time resulted in refinement of the TiB2 particles and Al3Ti intermetallics. The refinement of Al3Ti can be seen in Figures 9(a) and (b), where ultrasonic vibrations led to significant reduction in the average length and width of the particles. Figure 9(c) presents the large reductions in average diameter of TiB2 with the application of ultrasonic vibration. Nonetheless, careful consideration of the alloy composition and design of experiments are required to determine the ultrasonic processing time required to refine the microstructure, degas or disperse reinforcement particles (Figure 9).
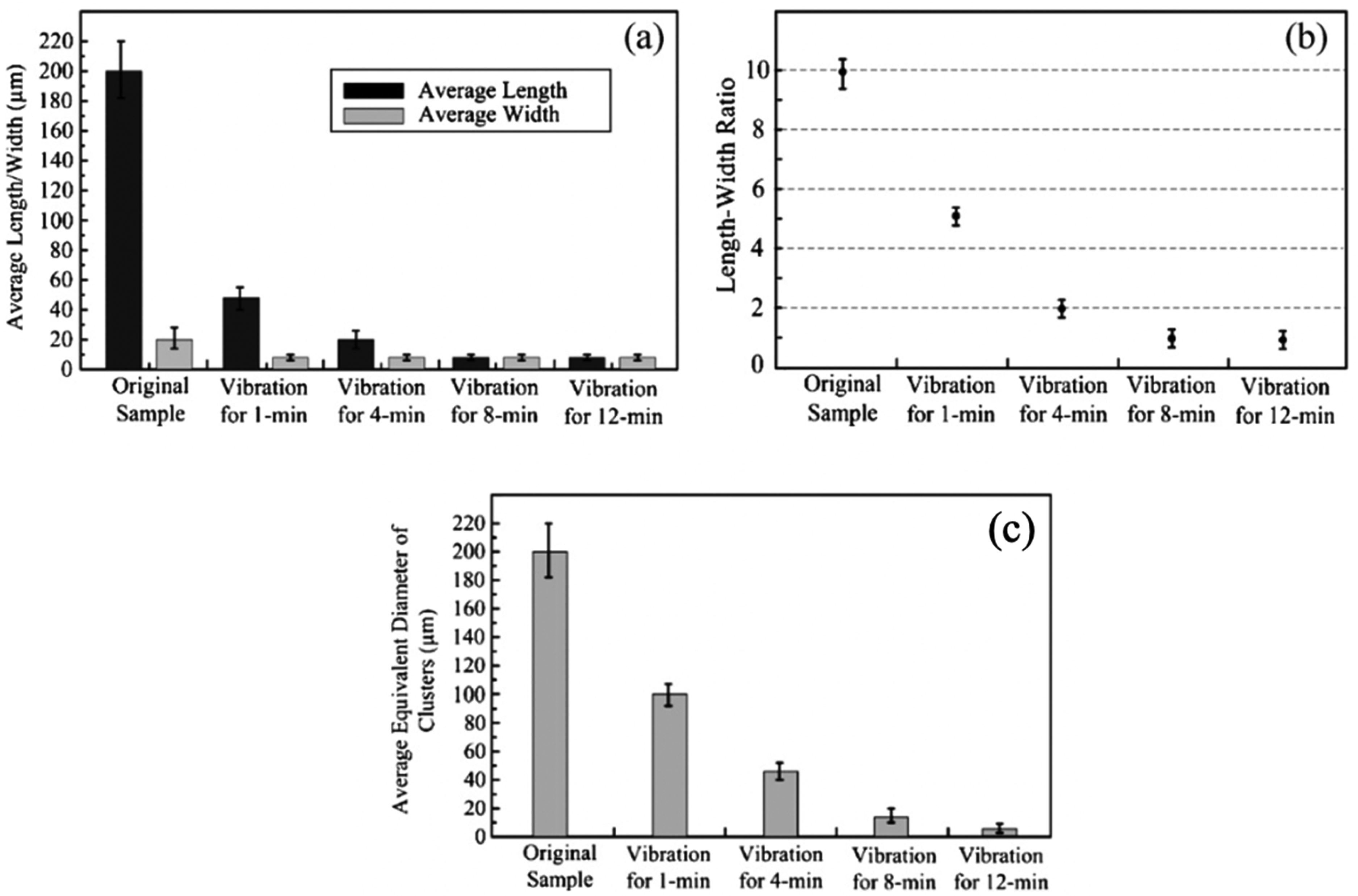
Effect of ultrasonic time on the refinement of (a)-(b) Al3Ti and (c) TiB2 particles. Source: Reproduced with permission from Elsevier (2012). 81
As seen in Table 1, the sonication time ranges for various applications ranging from as short as 30 s to as long as 20 min. Evidently, the time for sonication depends on whether the process involves inoculant addition. When the study involves sonication alone, the processing times are within 5 min. However, when inoculants are added to the melt, the sonication time increases to a maximum of 20 min (range of 5 min to 20 min) according to the data obtained from the literature (Table 1). The longer times are associated with inoculant addition considering that the aim is to effectively deagglomerate and disperse the particles. Depending on the type of inoculant and their size, more time may be required for optimal dispersion. This is typically true for both Al and Mg, although there maybe cases where less time is required for sonication with inoculant addition, such as the study by Mula et al. 110 on pure Al, where only 300 s was required to disperse Al2O3.
Since ultrasonic processing involves the use of vibrations that pass through molten metal, it is important to remember that essentially waves are being propagated through the material. A wave can be characterized by the distance traveled between adjacent regions, otherwise known as the wavelength. However, this wavelength travels over one period T = 1/f, where f is the frequency of the wave. Hence frequency is a common parameter that is identified during ultrasonic processing. Depending on the ultrasonic device, the frequency may be varied. However, many studies in the literature typically use ultrasonic devices with a fixed frequency. Some common frequencies used in ultrasonic processing of alloys include 20 kHz, 25 kHz, and 40 kHz. According to the literature, demonstrated in Table 1, there is a trend showing that researchers have been using frequencies around 20 kHz and varying the other parameters such as vibrational amplitude, power and time.
Temperature
Temperature plays a significant role in ultrasonic processing, especially when treating molten metals. It can impact the efficacy of the treatment in various ways. For instance, as temperature rises, the viscosity of the molten alloy decreases, allowing for easier movement and dispersion of particles. This lower viscosity at higher temperatures can facilitate better transmission of ultrasonic waves and enhance cavitation effects. Additionally, it is important to consider the cavitation threshold because the amount of energy needed to generate cavities within the liquid metal is influenced by temperature; cavitation is more easily initiated in conditions with lower viscosity. Furthermore, different phases and structures within an alloy respond differently to ultrasonic processing at varying temperatures, which in turn affects its resulting mechanical properties. This is also related to the earlier discussions on solidification in Section 2.5. The selection of the processing temperature will depend on the specific alloy system. For instance, ultrasonic processing can induce fragmentation of primary crystals and dendrites, leading to microstructural refinement, as shown in Figure 10. This refining effect is most effective when applied continuously at specific temperatures ranging from above the liquidus through the upper part of the phase's solidification range that requires refinement. In the case of Al3Ti, ultrasonic processing in the temperature ranges from 810 to 770°C (above liquidus) and from 770 to 730°C (within the liquidus range) leads to significant fragmentation and refinement of the intermetallic phase. However, less refinement was achieved in the temperature range from 730 to 690°C (below the liquidus). 21 This, in turn, also impacts the equipment, including the material used for the sonotrode as mentioned earlier. Given that this article centers on the ultrasonic processing of lightweight metals and alloys, much of the discussion will revolve around relatively low processing temperatures.
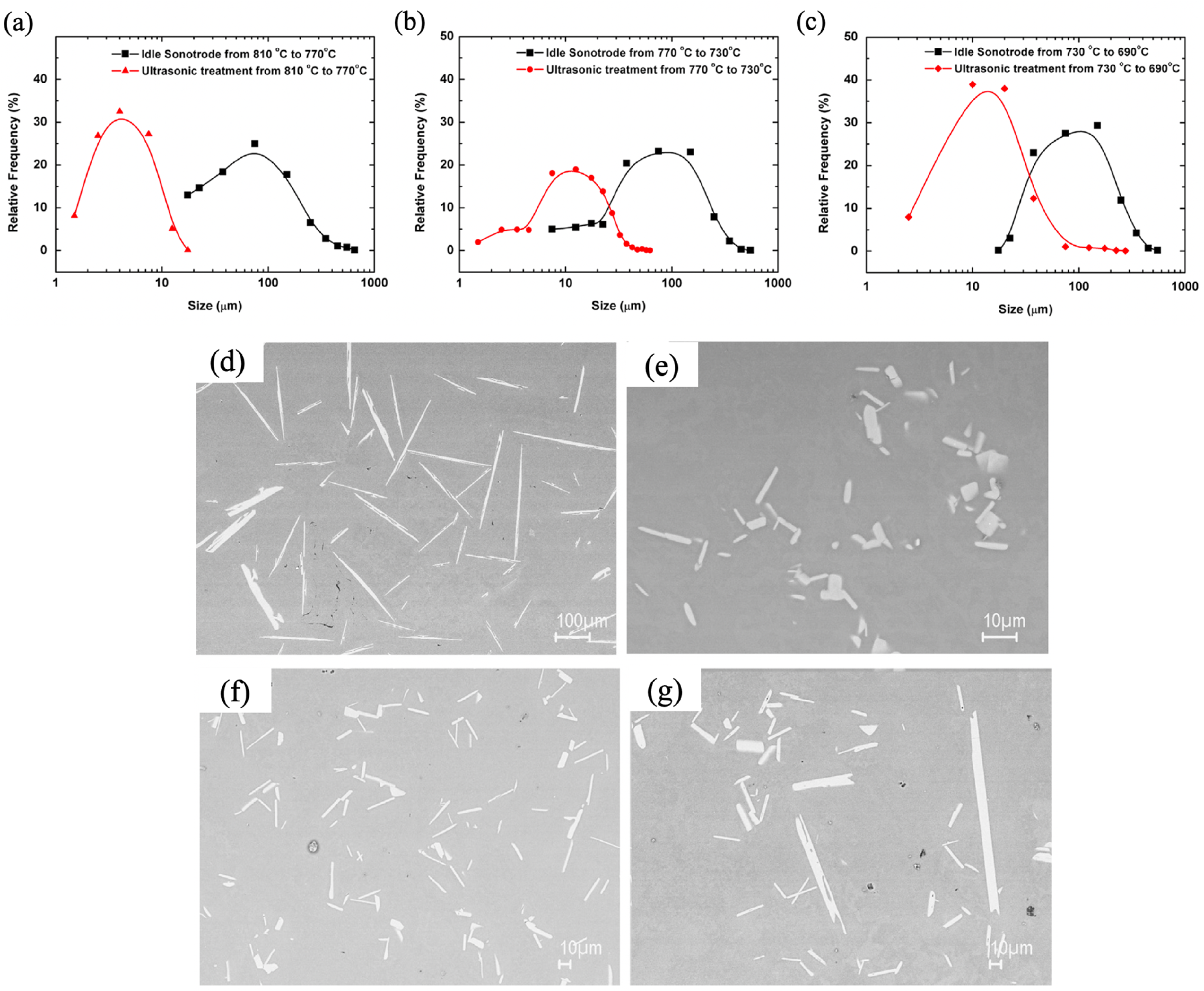
Effect of ultrasonic processing temperature on the morphology of primary Al3Ti intermetallic in Al-0.4Ti alloy (a) without UST; (b) with UST performed from 810 to 770 °C; (c) with UST performed from 770 to 730 °C; (d) with UST performed from 730 to 690 °C. Source: Reproduced with permission from Elsevier Open Access (2016). 21
Ultrasonic processing for particle dispersion
Ultrasonic processing has been a primary method used to disperse reinforcement particles in light metals and alloys. Typically, reinforcement particles do not have sufficient wettability with the molten metal, leading to poor dispersion and inadequate strengthening effects. Furthermore, the agglomeration and settling of particles can occur during solidification, resulting in uneven distribution and reduced mechanical properties. Ultrasonic processing can effectively address these challenges by promoting the dispersion of particles and preventing their agglomeration. This section will review the microstructure, mechanical behavior and thermal properties of lightweight alloys processed using ultrasonic techniques for particle dispersion.
Microstructure
The microstructure is a key characteristic that depends on the ability of ultrasonic processing to uniformly disperse reinforcement particles in metals and alloys, to produce what is otherwise known as metal matrix composites. One of the primary uses of ultrasonic processing is for deagglomeration of reinforcement particles. In molten metal, reinforcement particles tend to agglomerate due to high surface energy, van der Waals forces, and lack of wetting between the particles and the metal matrix.95,111 Large agglomerates often lead to non-uniform distribution of particles in the final composite, resulting in variations in mechanical and thermal properties. Furthermore, these agglomerates are sites of stress concentration and crack initiation, which can lead to catastrophic failure and deteriorated properties, as shown in the fracture surfaces of A319/graphene composites in Figure 11. 111 Ultrasonic processing was critical in maintaining a clean fracture surface, whereas without the treatment, severe agglomeration of graphene was observed. This ultimately resulted in significantly reduced mechanical properties.
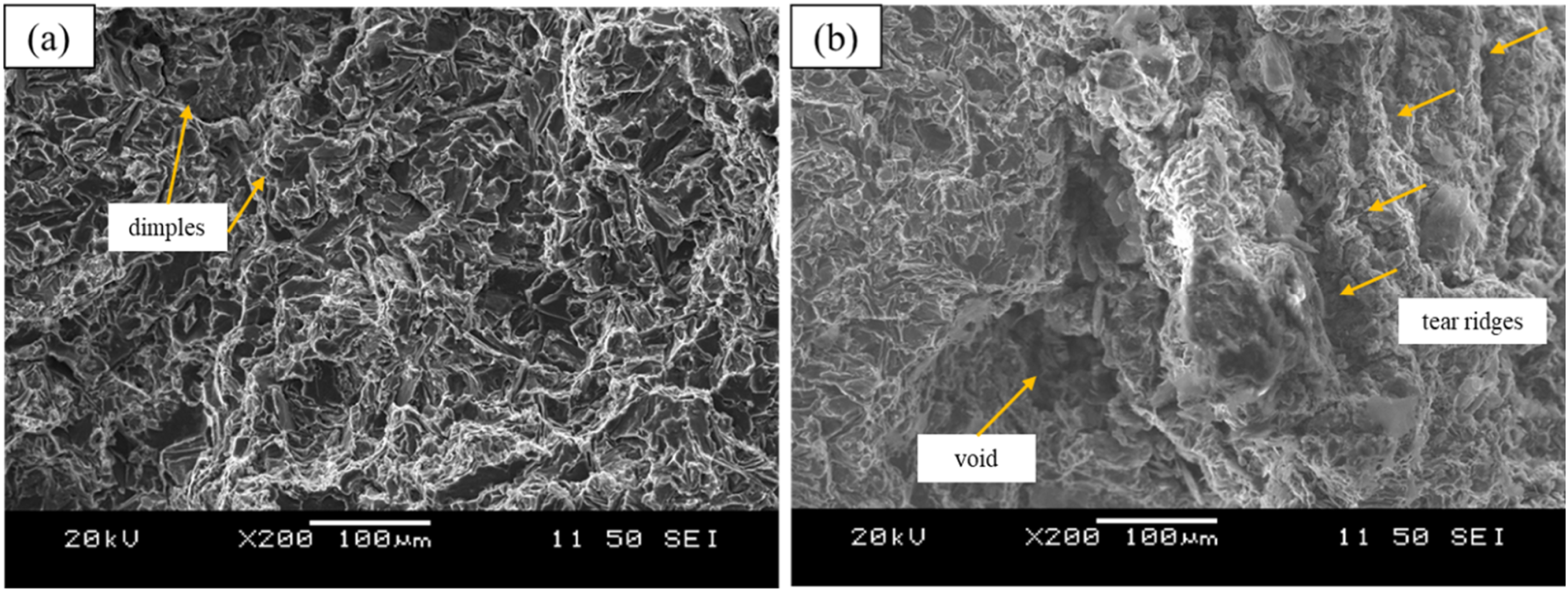
Fractographs of A319/graphene composites (a) with sonication and (b) without sonication resulting in severe agglomeration of graphene. Source: Reproduced with permission from MDPI Open Access (2022). 111
Gao et al. 86 demonstrated that ultrasonic vibration treatment can improve the distribution of TiB2 particles in an Al-4.5Cu alloy matrix (Figure 12). The study showed that after 30 s of ultrasonic vibration treatment, large particle aggregates were eliminated due to the effects of cavitation and acoustic streaming generated by the ultrasonic vibrations. With a longer treatment time of 120 s, all the particle aggregates were eliminated, leading to uniform distribution of TiB2 particles in the melt and enhanced mechanical properties for the composite material. Specifically, the yield strength and UTS increased by 84% and 39%, respectively, for composites treated for 120 s. The authors found that ultrasonic cavitation and acoustic streaming, resulting from ultrasonic processing, work together synergistically to break down particle aggregates and evenly distribute the TiB2 particles within the aluminum matrix. Cavitation is a process in which intense vibrations from ultrasonic treatment create rapid pressure fluctuations in the liquid metal, leading to the formation of tiny vapor-filled cavities or “bubbles” where the local pressure drops below the vapor pressure of the liquid. As these cavities grow and collapse violently due to pressure fluctuation, high-pressure shock waves and intense local heating are generated. This action can break up clusters of particles like TiB2, disrupting agglomerates and helping to disperse individual particles throughout the matrix. Furthermore, ultrasonic vibrations also generate a steady flow in the liquid called acoustic streaming. This phenomenon occurs due to the transfer of momentum from the oscillating ultrasonic wave to the liquid metal, creating a continuous flow pattern. The resulting turbulent flow can help homogenize the melt by physically redistributing particles more uniformly throughout the matrix, thus preventing settling or clustering.
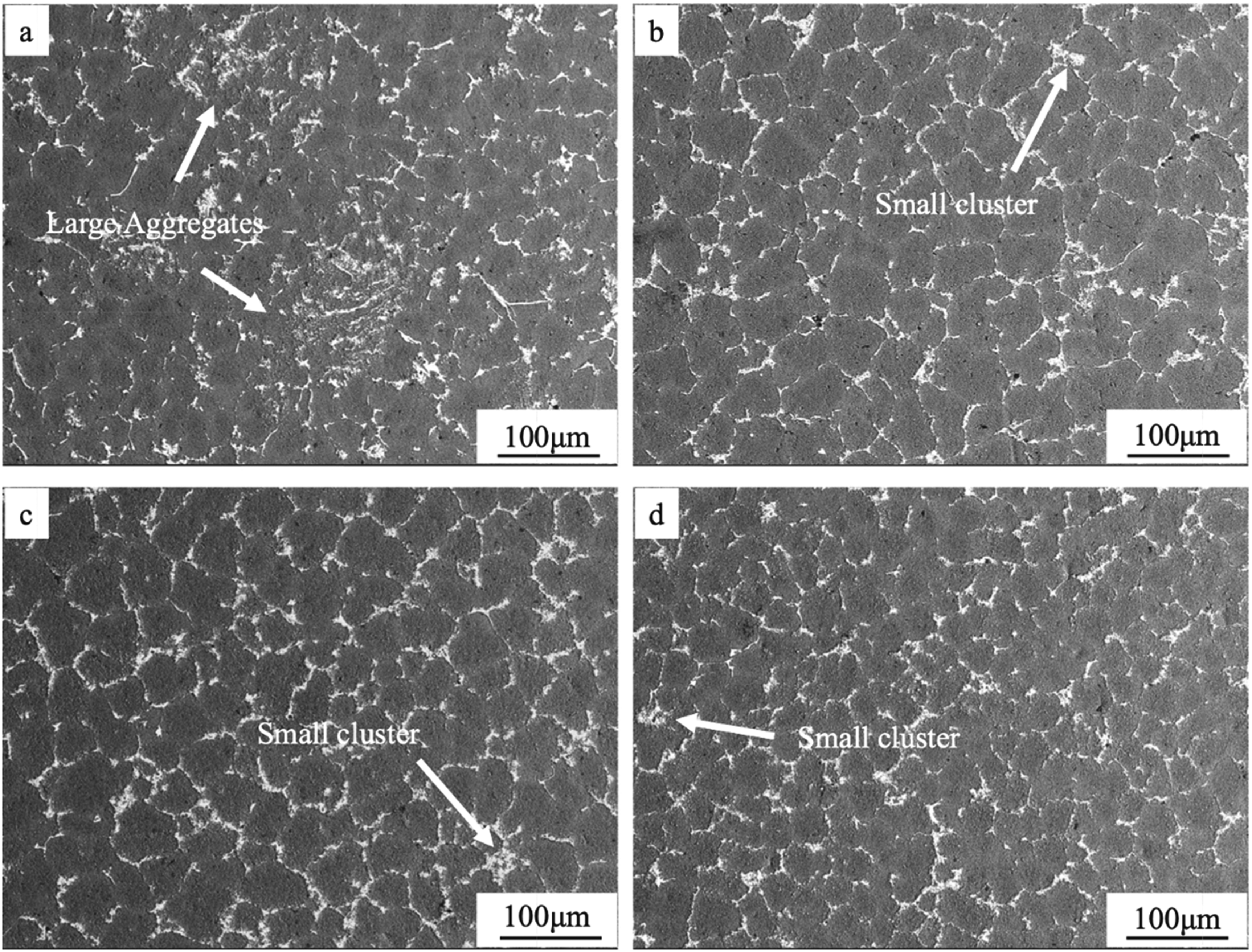
Effect of ultrasonic processing on deagglomeration of particles in Al-4.5Cu alloy: (a) untreated and treated with sonication for (b) 30 s, (c) 60 s and (d) 120 s. Source: Reproduced with permission from Elsevier (2017). 86
After deagglomeration, ultrasonic processing further aids in dispersing the reinforcement particles within the melt. This dispersion is crucial for influencing the overall mechanical properties of composites. Studies have shown that ultrasonic processing is an effective method for dispersing reinforcement particles in Al and Mg alloys. Emadi et al. 19 compared the effectiveness of ultrasonic processing to mechanical stirring in the dispersion of Al2O3 particles in AZ91E alloy. Ultrasonic processing significantly enhanced the distribution of Al2O3 particles compared to mechanical stirring. It also had further effects by improving the distribution and refining of the Mn-Al intermetallic phases, transforming their needle-like morphology into a spherical shape and ultimately enhancing the overall mechanical properties of the composite. Similarly, Mohammed et al. 112 successfully used ultrasonic processing to disperse boron nitride nanotubes (BNNT) in liquid Al. The effective dispersion of BNNT led to grain refinement in the microstructure of the BNNT-reinforced AMC as shown in the EBSD results in Figure 13. They demonstrate that cavitation induced by ultrasonic processing led to deagglomeration and dispersion of BNNT, resulting in a 97% improvement in the yield strength of the BNNT-reinforced AMC.
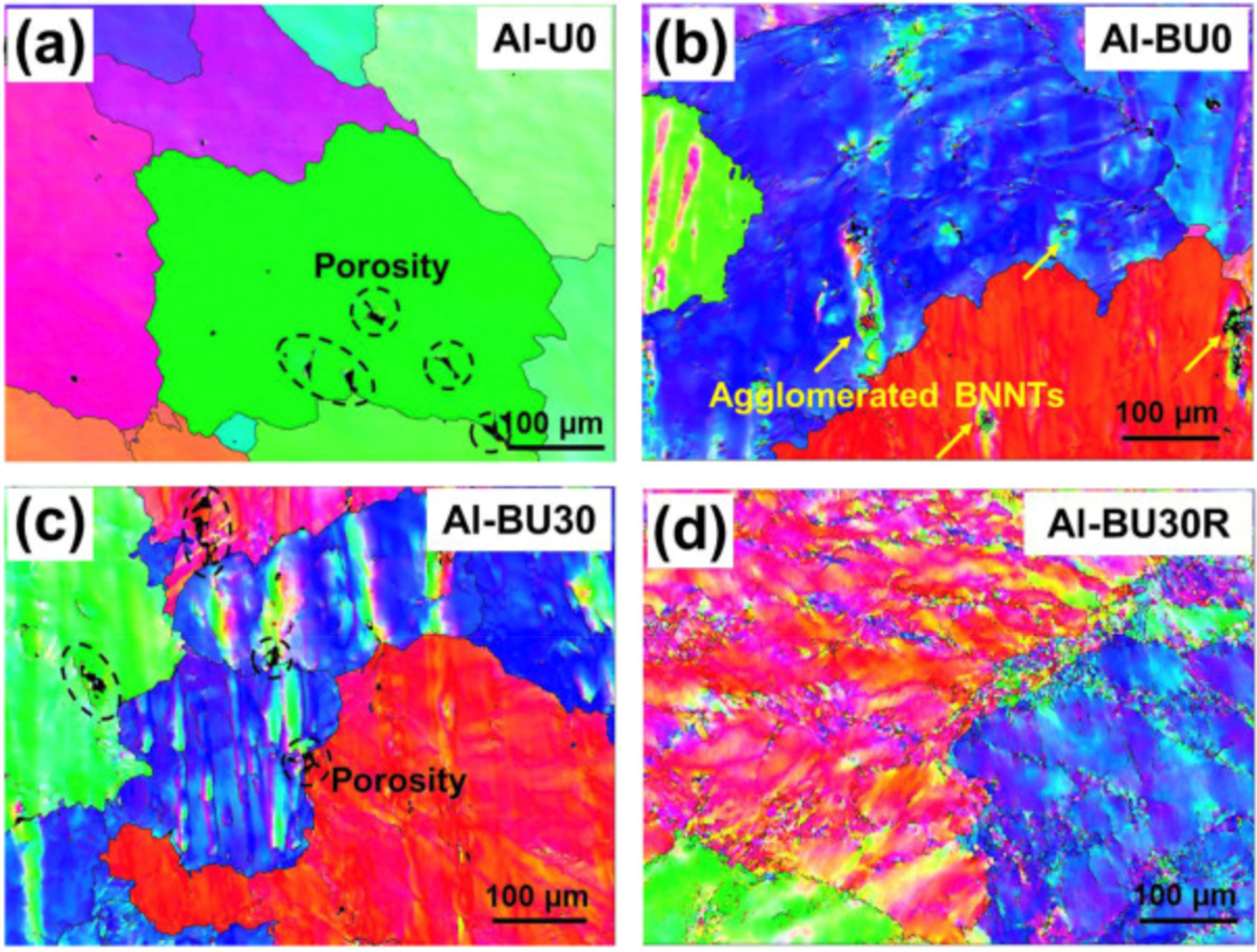
EBSD results of (a) pure Al, (b) pure Al with BNNT additions (no sonication), (c) pure Al with BNNT additions (with sonication), and (d) Al with BNNT additions (with sonication and rolling). Source: Reproduced with permission from Elsevier (2023). 112
Srivastava and Chaudhari 92 also demonstrated the influence of ultrasonic processing on the dispersion of nano-alumina (1, 2, and 3 wt%) particles in liquid Al6061 alloy. As shown in Figure 14, increasing additions of nano-alumina resulted in prominent refinement of grains up to 2 wt.% and enhancement in the hardness values. Additionally, the isolated effect of ultrasonic processing was investigated (sample 1NCMS), which demonstrated refinement from ultrasonic cavitation alone was achieved. However, increasing the nano-alumina addition to 3 wt% resulted in coarsening of the grains, which subsequently reduced the hardness of the composite. The porosity percentage was also measured for each of the conditions, where it was reported that the porosity percentage increased with increasing particle additions.
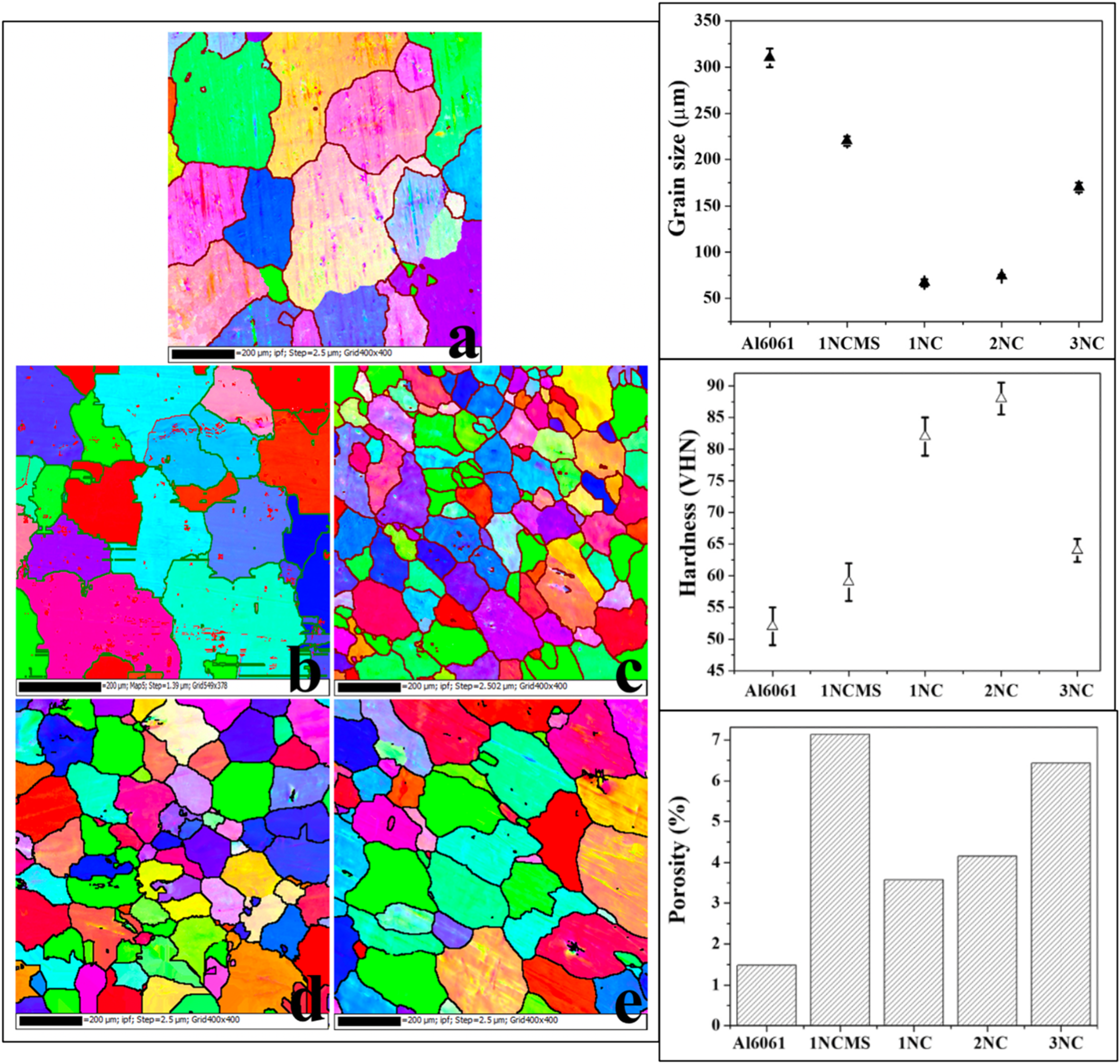
Grain size, hardness, porosity % and corresponding EBSD micrographs of: (a) Al6061 alloy, (b) 1NCMS, (c) 1NC, (d) 2NC, and (e) 3NC nanocomposites. Source: Reproduced with permission from Elsevier (2018). 92
Solidification typically occurs heterogeneously, with substrates present in the melt. Foreign particles in the melt have adsorbed gas on their uneven surface and in micro-cracks and crevices. If the contact angle between the bubble and the melt is greater than 90°, then the gas pressure in the crevice is lower than the equilibrium gas pressure in the liquid - resulting in a stable gas bubble inside solid suspension particle cracks. Conversely, if the contact angle is less than 90°, indicating that the solid phase is wettable by liquid, then gas pressure inside crevices exceeds that of equilibrium gas pressure - leading to an unstable gas bubble that dissolves into liquid. 19
High intensity ultrasonic waves can transform particles into active solidification sites. 56 Any solid particle in the liquid metal that has an affinity to the solidifying phase has the potential to become an active site. However, gas trapped on a particle's surface hinders access of the liquid phase and prevents wetting with the melt, leaving many foreign particles inert during solidification. Ultrasonic processing at intensities higher than cavitation threshold could form bubbles near gas-filled crevices or cracks in these particles. The pulsating, growing, and collapsing of these bubbles produce high-energy pulses or cumulative jets filling uneven areas on a particle surface with liquid metal. Ultimately, this process strips away adsorbed gas from the particle's surface and makes it accessible by surrounding melt, turning it into a perfect solidification site for melting purposes.
The ultrasonic process is believed to cause changes in the morphology and distribution of the alloy's secondary phases. Cavitation can improve wettability and clean the surface of foreign melt particles, while the streaming action efficiently distributes these particles throughout the liquid metal. As a result, newly wetted particles can serve as effective nucleation sites for not only the matrix Mg phase but also intermetallics. The increases in local melt pressure due to cavitation can increase the melting point of phases.54,113,114 In some cases, if this increase exceeds bulk melt temperature for an intermetallic phase, it may prompt nucleation through sufficient undercooling. Additionally, localized temperature and pressure variations induced by cavitation hindered growth could lead to improved secondary phase morphology.
Mechanical behavior
Ultrasonic processing significantly influences the mechanical properties of Al and Mg alloys, playing a key role in their strengthening mechanisms. To understand the mechanical behavior, the key strengthening mechanisms must be discussed. Further, the contribution of ultrasonic processing to each of the strengthening mechanisms will be elucidated.
Hall-Petch strengthening
Ultrasonic processing enhances grain refinement by promoting heterogeneous nucleation and hindering grain growth during solidification. The disruption of solute particles in the melt through ultrasonic cavitation and acoustic streaming leads to the formation of nuclei, contributing to grain refinement. This process also induces undercooling of cavitation bubble surfaces and the liquid phase during bubble collapse. The resulting refined grains exhibit a more equiaxed morphology and a smaller average size, thus improving mechanical properties like higher strength and enhanced ductility. Grain refinement strengthening can be quantified using the Hall-Petch equation
6
:
Where d is the grain size, 
Load transfer
UST enhances the surface area of reinforcement particles by deagglomerating them into smaller fragments, which promotes a stronger bond between the matrix and the reinforcement particles (Figure 15). This leads to improved load transfer and higher mechanical strength. The yield strength due to the contribution of the load transfer mechanism can be evaluated using the following formula
116
:
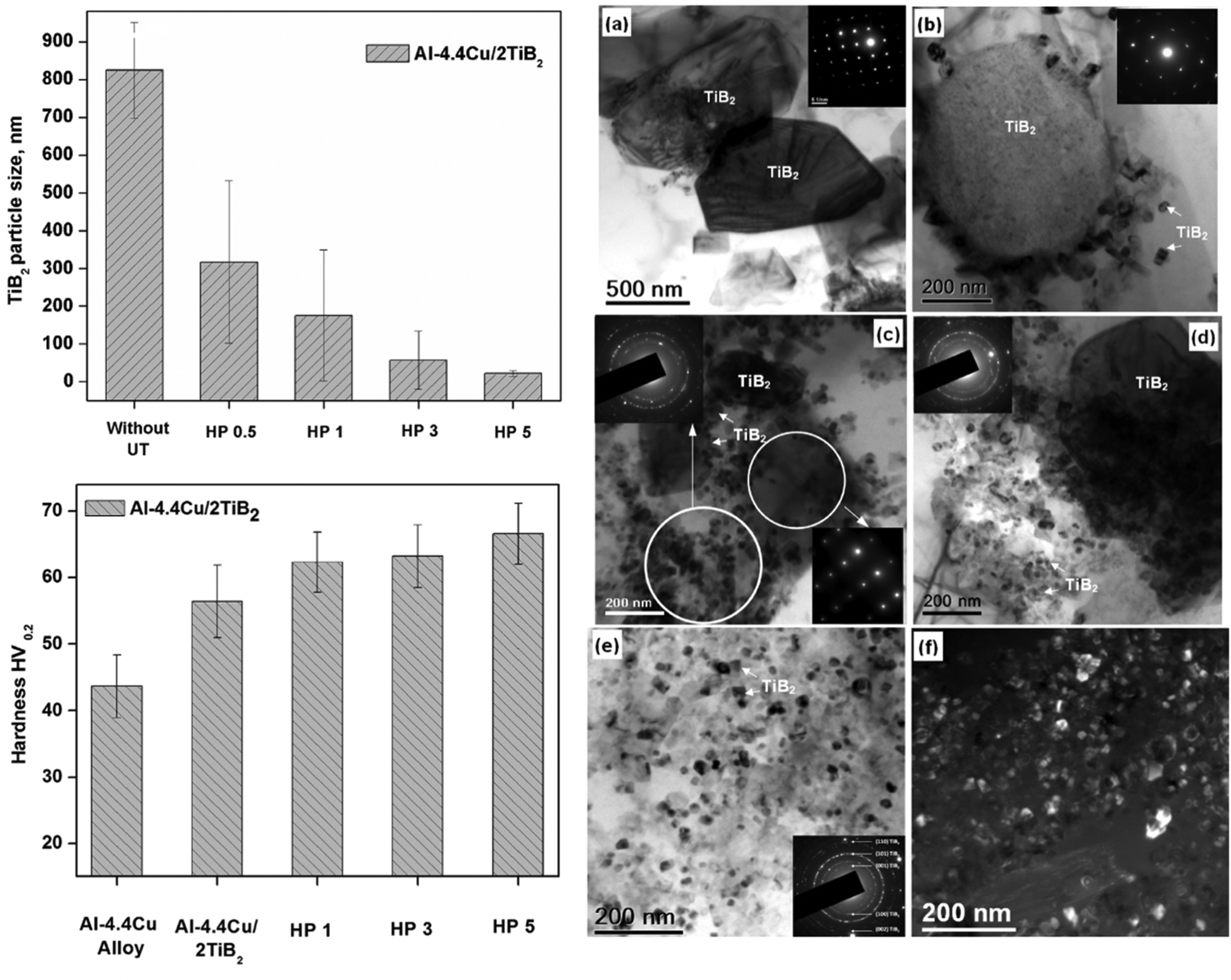
TiB2 particle size and Vickers hardness as a function of ultrasonic process time and corresponding bright field TEM micrographs of Al4.4Cu/2TiB2 composite a) Without UST, b) HP 0.5 c) HP 1, d) LP 5 e) HP 5 and f) Dark Field Image of HP 5. Source: Reproduced with permission from Elsevier (2016). 115
Where
Nampoothiri et al. 115 studied the effects of ultrasonic processing on Al–4.4Cu/2TiB2 composites. The authors subjected the samples to low power (LP) and high power (HP) at 1.25 and 1.5 kW respectively. The treatment time varied from 0.5 to 5 min as shown in Figure 15. In this study, the researchers demonstrated TiB2 particle reduction from approximately 800 nm to 23 nm. This was attributed to deagglomeration by ultrasonic cavitation, whereby cavitation induced particle dissolution and reprecipitation. As a result, the hardness also increased from 45 HV to a maximum of 69 HV with reduction in TiB2 particle size.
Orowan strengthening
This strengthening mechanism is due to the uniform dispersion of reinforcement particles in MMCs. The movement of dislocations is hindered when these dislocations encounter a particle during dislocation motion. As a result, the applied stress must be increased in order for the dislocation to shear or bypass the reinforcement particle. The Orowan strengthening mechanism can be expressed by the following equations
32
:

Coefficient of thermal mismatch
The coefficients of thermal expansion (CTE) between a ceramic reinforcement particle and a metal matrix typically differ by about an order of magnitude. Ultrasonic processing plays a role in enhancing strength through CTE mismatch, because of its ability to deagglomerate and decrease the diameter of added particles. Thus, this increases the dislocation density thereby increasing the effect of CTE mismatch as seen in the formulae below. Additionally, the difference in thermal expansion during processes like sintering and casting can lead to significant discrepancies in volume changes, resulting in increased defect levels. Furthermore, larger interface areas contribute to higher dislocation density along the composite interface, further enhancing these effects. The dislocation density formula and strength by the thermal mismatch mechanism is shown below
118
:

Where
Ductility
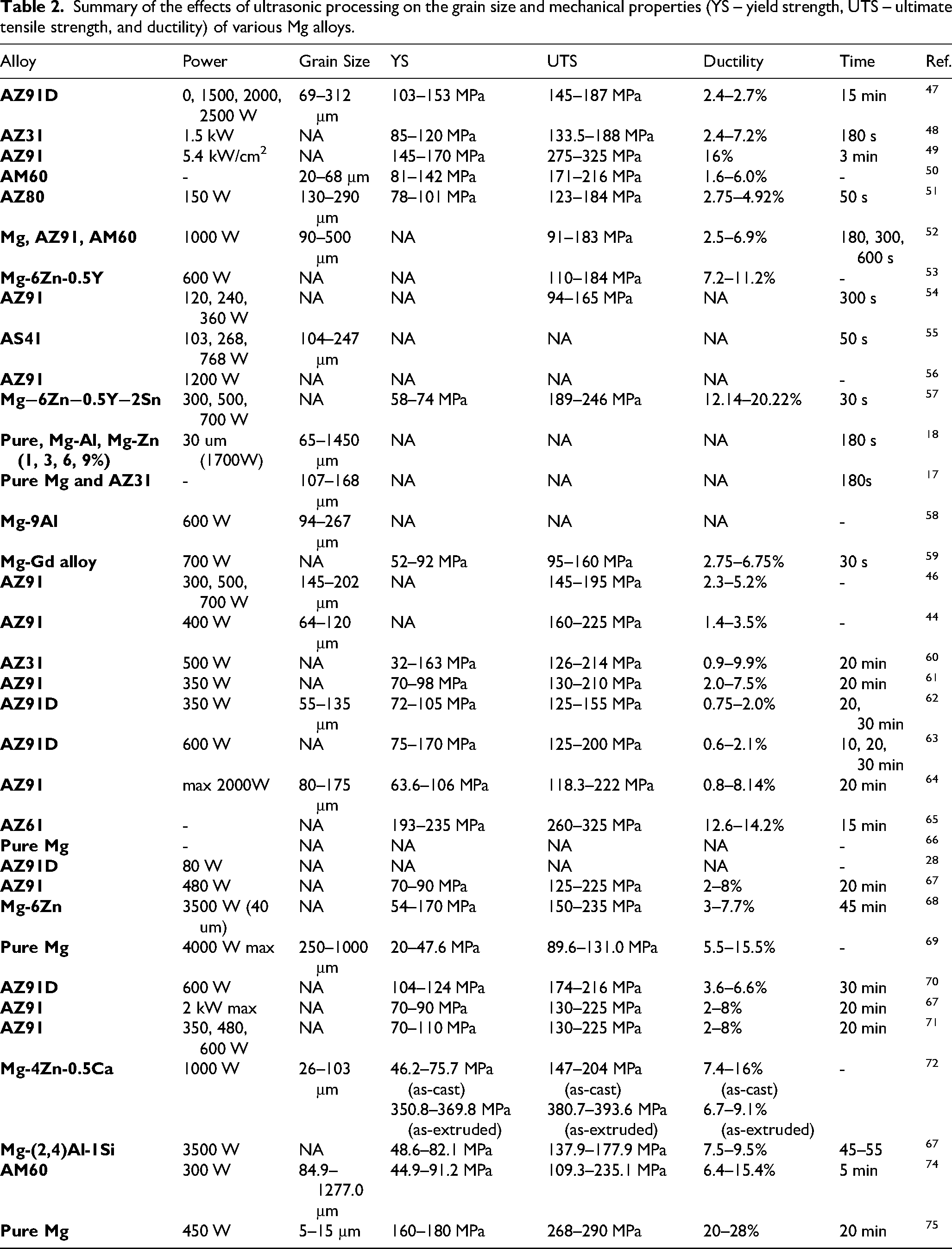
Ultrasonic processing has a pronounced impact on the ductility of aluminum and magnesium alloys, primarily through its influence on grain refinement, phase distribution, and degassing. In general, ductility is influenced by the cast microstructure including grains, secondary phases, porosity and oxide inclusions.118–122 Moreover, it is well known that there is a correlation between ductility and strength or hardness. Hence, typically when the strength increases the ductility is likely to decrease, especially in the case of metal matrix composites. Although, due to the effects of ultrasonic processing, enhancements in both strength and ductility can be achieved. As discussed earlier, ultrasonic processing is capable of modifying the microstructure, degassing for removal of gas porosity, and dispersing reinforcement particles in Al and Mg alloys. Hence, this will have an underlying effect on the ductility of Al and Mg. This is well demonstrated in both Tables 2 and 3, where the effects of ultrasonic processing on the mechanical properties of Al and Mg are summarized.
Summary of the effects of ultrasonic processing on the grain size and mechanical properties (YS – yield strength, UTS – ultimate tensile strength, and ductility) of various Mg alloys.
Summary of the effects of ultrasonic processing on the grain size and mechanical properties (YS – yield strength, UTS – ultimate tensile strength, and ductility) of various Al alloys.
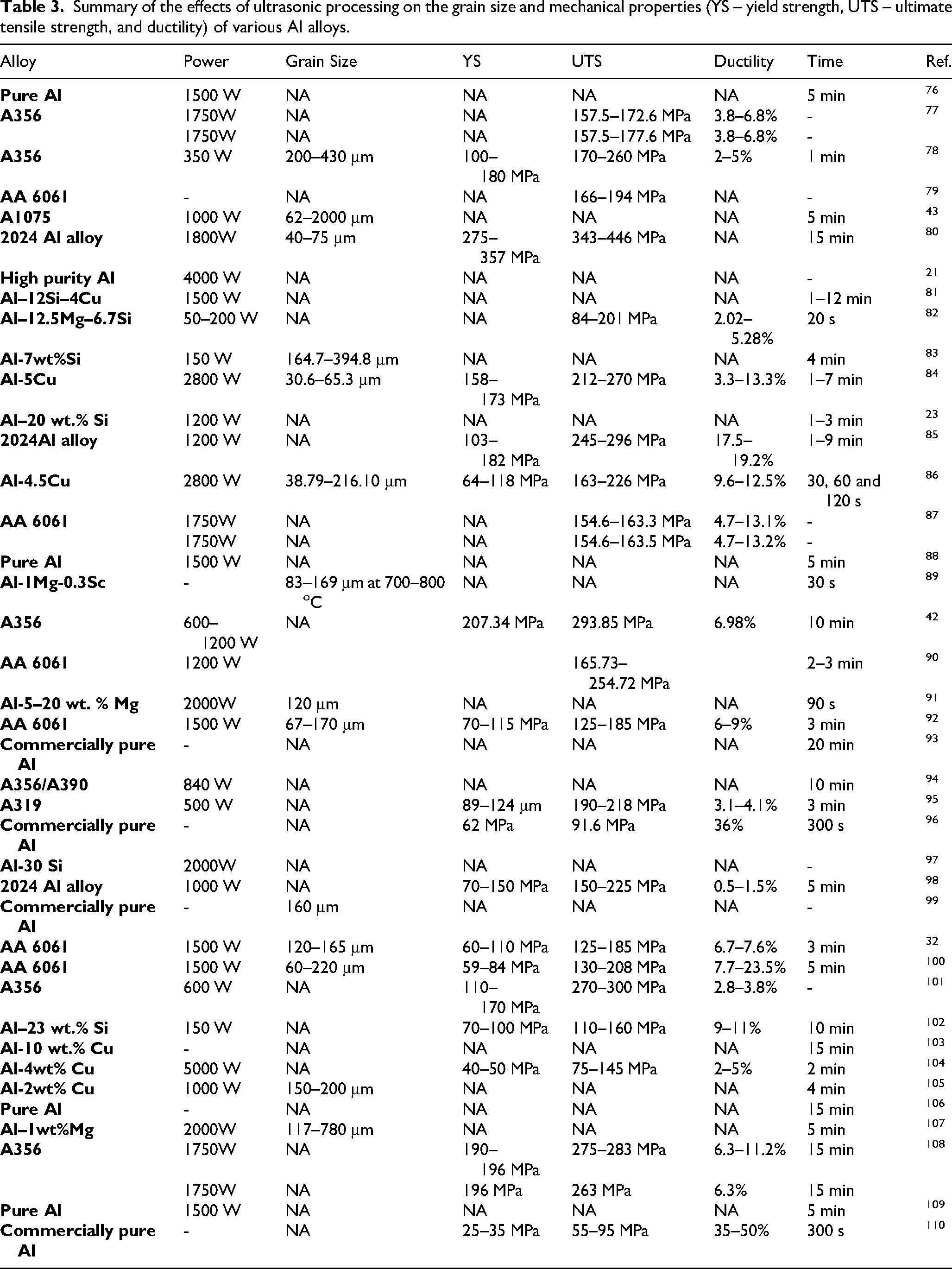
Effect of ultrasonic processing on the mechanical properties of Al and Mg
Understanding the mechanical behavior in general enables deeper understanding on the influence of ultrasonic processing on the mechanical properties of Al and Mg. Following UST processing, researchers characterize the microstructure and mechanical properties to develop their key relationships with the process parameters. Various studies on the effect of UST processing on Mg and Al are summarized in the tables below. The data in Tables 2 and 3 corresponds to Table 1 in Section 3, please refer to Table 1 regarding additional information such as reinforcement addition.
Beginning with Mg, it is evident that ultrasonic processing has an overall positive impact on not only the mechanical properties (yield strength, UTS, and ductility), but grain size as well. In this review, the effects of ultrasonic processing on the microstructure and defects have already been elucidated. Hence, the summarized results demonstrating the trend that ultrasonic processing enhances grain size, strength and ductility is evident. Mg in particular provides additional challenges during liquid metal processing due to its affinity for oxygen at elevated temperatures resulting in oxidation. As a result, oxide formation has a significant impact on the mechanical properties. Thus, the application of UST can be critical in developing the next generation Mg alloys with enhanced properties due to its capabilities on achieving high quality melt cleanliness. It should be noted that a cover gas in combination with ultrasonic processing is still required. In general, Mg has inferior properties compared to Al, thus researchers continue to strive to enhance the properties of Mg to meet or exceed that of Al.123,124 Replacement of critical engineering components with Mg will improve lightweighting and subsequently the efficiency of vehicles in the transportation sector.
An example of the effect of ultrasonic processing can be seen on the studies involving pure Mg.28,72 Cao et al. 69 utilized ultrasonic processing to disperse SiC (50 nm) in pure Mg. This resulted in significant enhancements of yield strength, UTS and ductility from 20 to 47.6 MPa, 89.6 to 131.0 MPa, and 5.5 to 15.5% respectively. With the aid of ultrasonic processing, SiC was homogeneously distributed in the Mg matrix. This increase in strength properties was accompanied by a large reduction in grain size from 1000 μm to 250 μm. Thus, Hall-Petch and Orowan strengthening mechanisms were predominant in the overall enhancement of the strength of pure Mg. As shown in Table 2, the application of ultrasonic processing is not limited to pure Mg. Various researchers investigated the processing technique on commercial alloys such as AZ91, AZ30, AM60, AZ80 and many more. Researchers have also demonstrated that ultrasonic processing enhances the microstructure and mechanical properties of Al and its alloys. For instance, Zhang et al. 42 demonstrated the effects of ultrasonic processing on A356 Al alloy. Operating at 1200 W, the authors achieved yield strength, UTS, and ductility of 207.34 MPa, 293.85 MPa, and 6.98% respectively. These values were approximately 55%, 93% and 10% increases relative to the alloy without sonication.
Thermal properties
The thermal properties of metals and alloys, including thermal conductivity, are significantly influenced by their microstructure. As previously discussed in this article, ultrasonic processing plays a crucial role in refining this microstructure, thus having a direct impact on thermal properties such as conductivity, since the microstructure effectively impede motion of electrons and phonons throughout the metal. Similarly, ultrasonic processing can be used to disperse reinforcement particles with high thermal and electrical conductivities, thus enhancing the matrix thermal properties. In this case, ultrasonic processing enables homogeneous distribution of reinforcement particles and enhances wettability. 125 While most studies tend to prioritize the impact of ultrasonic processing on the mechanical properties of lightweight alloys and MMCs, it is essential to also consider its effects on their thermal properties for further advancement in various industries. This section will concentrate predominantly on the thermal and electrical conductivity of lightweight MMCs.
In recent years, there has been increased interest in improving the thermal and electrical conductivity of MMCs. To that end, for liquid metal processing, the use of ultrasonic waves has shown promise in enhancing the dispersion of reinforcement particles and improving the overall thermal conductivity of the composite material. Of note, in order to improve the conductivities of Al and Mg, the selection of reinforcement particles is important. The reinforcement particle must have a high intrinsic thermal conductivity to effectively enhance the thermal properties of the composite. To that end, many studies incorporate the use of carbon-based reinforcement materials such as carbon nanotubes and graphene. However, several challenges are met when adding carbon-based materials into molten Al or Mg.
The incorporation of carbon-based materials into the metal matrix presents significant challenges due to the high temperature and pressure conditions used in processing composite materials. Key obstacles in developing metal matrix composites for industrial use include achieving even dispersion of carbon-based reinforcing materials in the metal matrix, establishing strong interfacial bonding, and maintaining structural stability of these materials. It has been observed that carbon-based particles have a tendency to cluster together due to Van der Waals forces. Carbon-based materials with large surface areas (up to 1000 m2g−1) tend to form clusters during composite processing as a means of reducing their surface energy. 111 Additionally, the structural integrity of carbon materials, such as graphene, within the metal matrix is compromised under high temperature and pressure processing conditions. Chemical reactions with the metal matrix can occur easily, resulting in the formation of substantial amounts of interfacial products that damage nanoscale reinforcements. Single-wall carbon nanotubes and pristine graphene are especially susceptible to this issue, as their structure can be compromised by the formation of interfacial products. In practical terms, precautions must be taken to prevent overheating during melting of Al or Al-alloy ingots, which may lead to the formation of Al4C3 carbides. Research on graphene as reinforcement particles is still at an early stage, especially when it comes to using liquid metallurgy methods.
Ultrasonic processing has been shown to significantly improve the dispersion of such reinforcement particles, leading to a substantial increase in the conductivity of the MMCs. For example, Andilab et al. 95 demonstrated that the use of ultrasonic processing can effectively disperse graphene nano-platelets in A319 Al, resulting in a considerable increase in electrical conductivity from 27 to 30.2% IACS. The incorporation of graphene nano-platelets into the A319 Al matrix using a combination of hybrid semi-solid stirring and ultrasonic treatment proved particularly effective at enhancing electrical conductivity through deagglomeration and improved dispersion within the aluminum matrix due to ultrasonic processing.
The increased electrical conductivity of A319 can be attributed to a variety of factors. Graphene has an inherently high electrical conductivity due to its unique two-dimensional structure with sp²-bonded carbon atoms, allowing for efficient movement of charge carriers. When GNPs are well-dispersed in the aluminum matrix, they create interconnected networks that facilitate easier electron flow through the material. This network plays a significant role in enhancing the overall conductivity of the composite. Additionally, incorporating GNPs can refine the grain structure within A319, resulting in finer grains that reduce scattering effects at grain boundaries and contribute to improved electrical conductivity. The introduction of GNPs has been observed to decrease Fe impurities in A319 alloy, consequently reducing clusters of harmful intermetallic compounds that can impede electrical conductivity. 95 This results in a cleaner metal matrix with fewer impurity-related obstacles and enables more effective transport of electrons. Furthermore, effective bonding between the GNPs and the aluminum matrix can minimize scattering and discontinuities at the interface. This can contribute to an overall improvement in charge carrier mobility within the composite material.
Challenges and future outlook
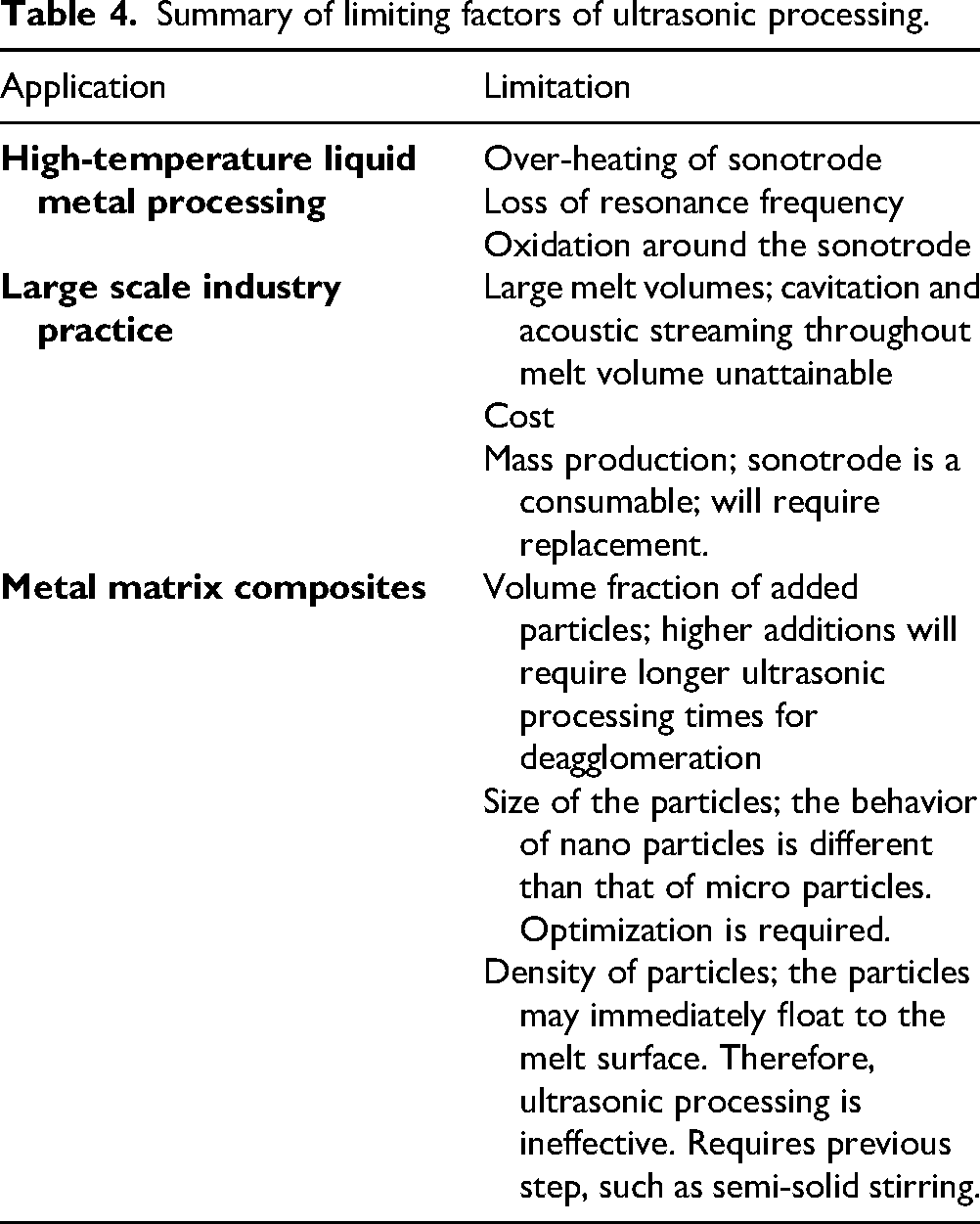
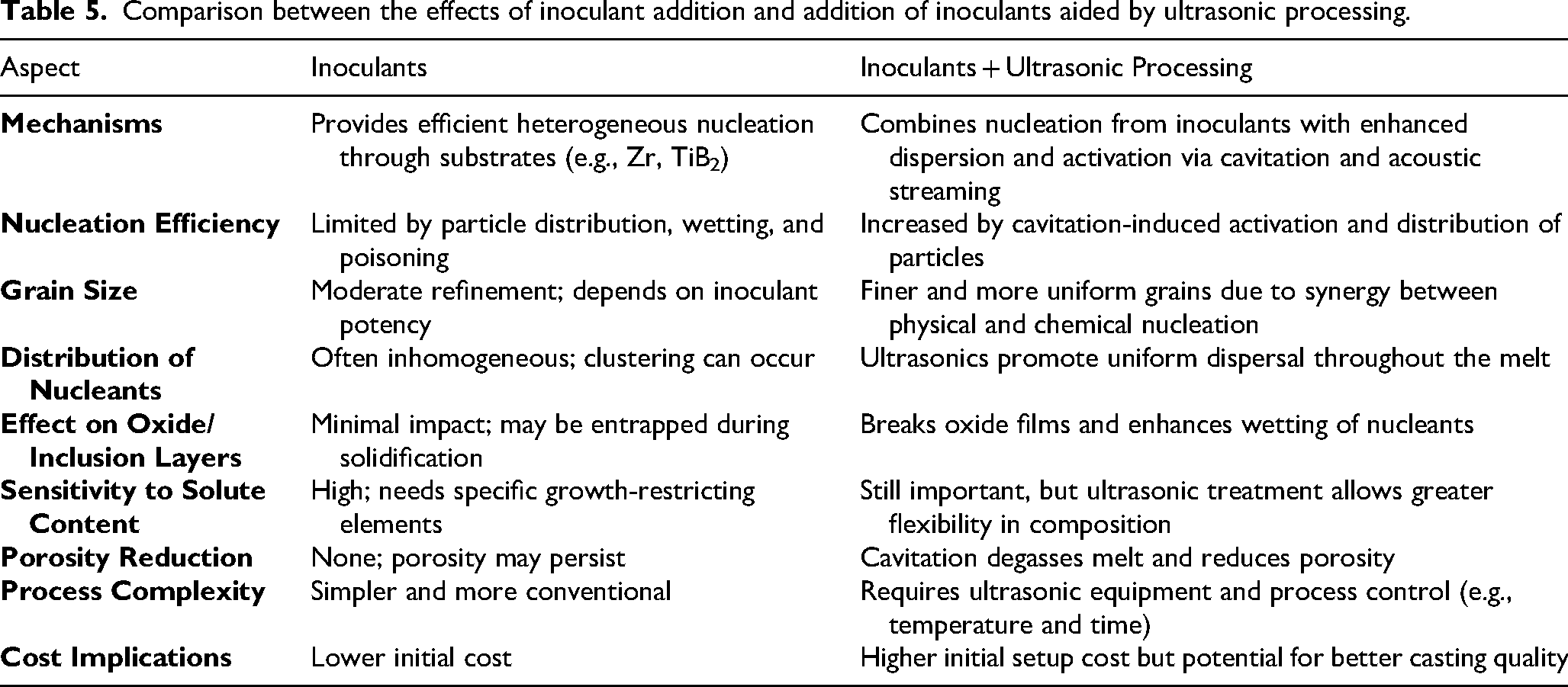
Challenges persist in the ultrasonic processing of Al and Mg alloys, particularly during high-temperature processing of the molten metal. Some of the key limiting factors of ultrasonic processing are summarized in Table 4. The inherent weaknesses for high-temperature applications include the need for additional cooling of the transducer and a limited working range of frequencies. The first issue can be addressed through forced-air flow cooling or by using a water-cooled jacket around the upper part of the waveguide, which can resolve overheating in laboratory-scale research but presents significant challenges at an industrial scale. The second problem is more serious, as this can limit its use in various applications. Modern piezoceramic systems focus on maintaining the working amplitude (typically 10 μm peak to peak), with power capacity dedicated to sustaining this amplitude under various acoustic loads.6,7 For example, the power required to maintain maximum amplitude in water is different than that in Al and Mg alloys. Thus, the transducer needs to be tuned for specific applications. This may also vary depending on the equipment used, as sonicators may have slight differences between manufacturers. The ability to tune the frequency of transducers is limited, thus posing a challenge when operating at high temperatures. Thermal expansion causes geometrical distortions that require adjustments in resonance frequency beyond the capacity of a piezoceramic transducer without overloading. This limitation in frequency tuning at high temperatures poses a challenge for ultrasonic processing of lightweight alloys, as the optimal frequency for cavitation and acoustic streaming may not be achievable under certain operating conditions. In addition, the effectiveness of ultrasonic processing is highly dependent on the specific alloy and its composition. For example, from various trials conducted by the authors in lab, it was found that the transducer maintained maximum amplitude for longer periods of time for Al alloys compared to that of Mg alloys for a similar melt temperature range. This is because, molten Mg readily oxidizes thus causing localized increases in temperature at the sonotrode tip, thereby leading to loss of resonance frequency. However, this was counteracted by efficient forced air cooling of the sonotrode. Overall, the need for additional cooling and limited frequency tuning at high temperatures present challenges for the effective and efficient ultrasonic processing of lightweight alloys. Despite these challenges, as discussed in this review, researchers have demonstrated that ultrasonic processing has immense potential for enhancing the properties of Al and Mg alloys. Specifically, combining this technique with inoculant addition further enhances its industrial application. A comparison between inoculant addition and inoculant addition with ultrasonic processing is summarized in Table 5.
Summary of limiting factors of ultrasonic processing.
Comparison between the effects of inoculant addition and addition of inoculants aided by ultrasonic processing.
With a view to future industrial application, considerations must be made toward upscaling of the melt volume and consequently, the crucible size. The goal is to produce a uniform ultrasonic field throughout the melt. During sonication of large melt volumes, the three-dimensional volumetric boundaries of the ultrasonic field must be considered. Due to wave attenuation, if the crucible and melt volume are large, the ultrasonic sound waves may not be able to reach all areas of the liquid metal. In most instances, with due consideration to the size of the crucible, it is the belief of the author that the use of an array consisting of multiple sonotrodes may be more prudent than upscaling the dimensions of a single unit. As seen in Figure 16, the authors suggest that a sonotrode array would likely produce a more uniform ultrasonic field when compared to a singular, larger sonotrode. However, the challenge with an array set-up is accounting for the interference between the waves from each of the sonotrodes. Both destructive and constructive wave interference is possible. As a result, there will be localized regions of higher intensity due to constructive interference, as well as regions of stagnation due to wave destructive interference. Further, to promote a level a confidence before final application, the effectiveness of the sonotrode array can be tested with water. This allows direct observation of the cavitation and streaming, thus enabling a more informed approach to casting.
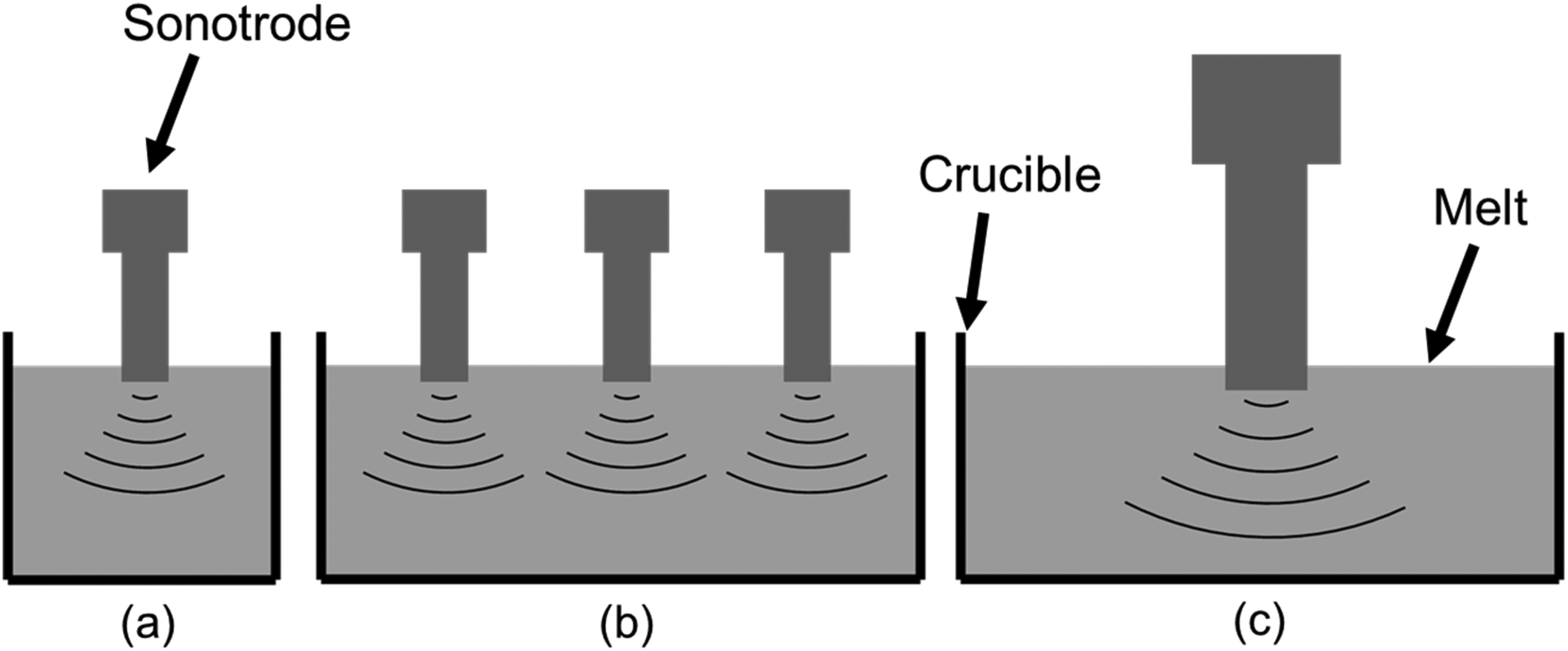
Sonotrode configurations: a) Small scale crucible with single sonotrode, b) large scale crucible with sonotrode array and c) large scale crucible with single larger sonotrode.
As an alternative, fluid dynamics simulations can be performed to examine the effectiveness of the ultrasonic processing equipment. An example of such a simulation can be seen in Figure 17, produced by the authors using ANSYS fluent. If the particular alloy vaporization pressure, liquid density and ultrasonic parameters are known, calculations can be made to estimate the volume fraction of vapor produced during different stages of cavitation. This can also provide an indication of how far reaching the cavitation phenomenon is. Additionally, in the case of multiple sonotrodes in a melt, as previously mentioned, the wave interference can be modeled prior to experimental evaluation. However, for the case of a simple simulation, several factors may not be accounted for, such as the change in cavitation threshold due to the existence of foreign particles and substrates in the melt, the acoustic impedance of the melt, the dynamics of shockwaves produced though cavitation bubble collapse etc. Although not entirely accurate, a reasonable estimate can be achieved through this method. This review has focused on the experimental investigations on the ultrasonic processing of Al and Mg alloys. The authors believe that a separate review that focuses on modeling and simulation of ultrasonic processing will be beneficial for the community.
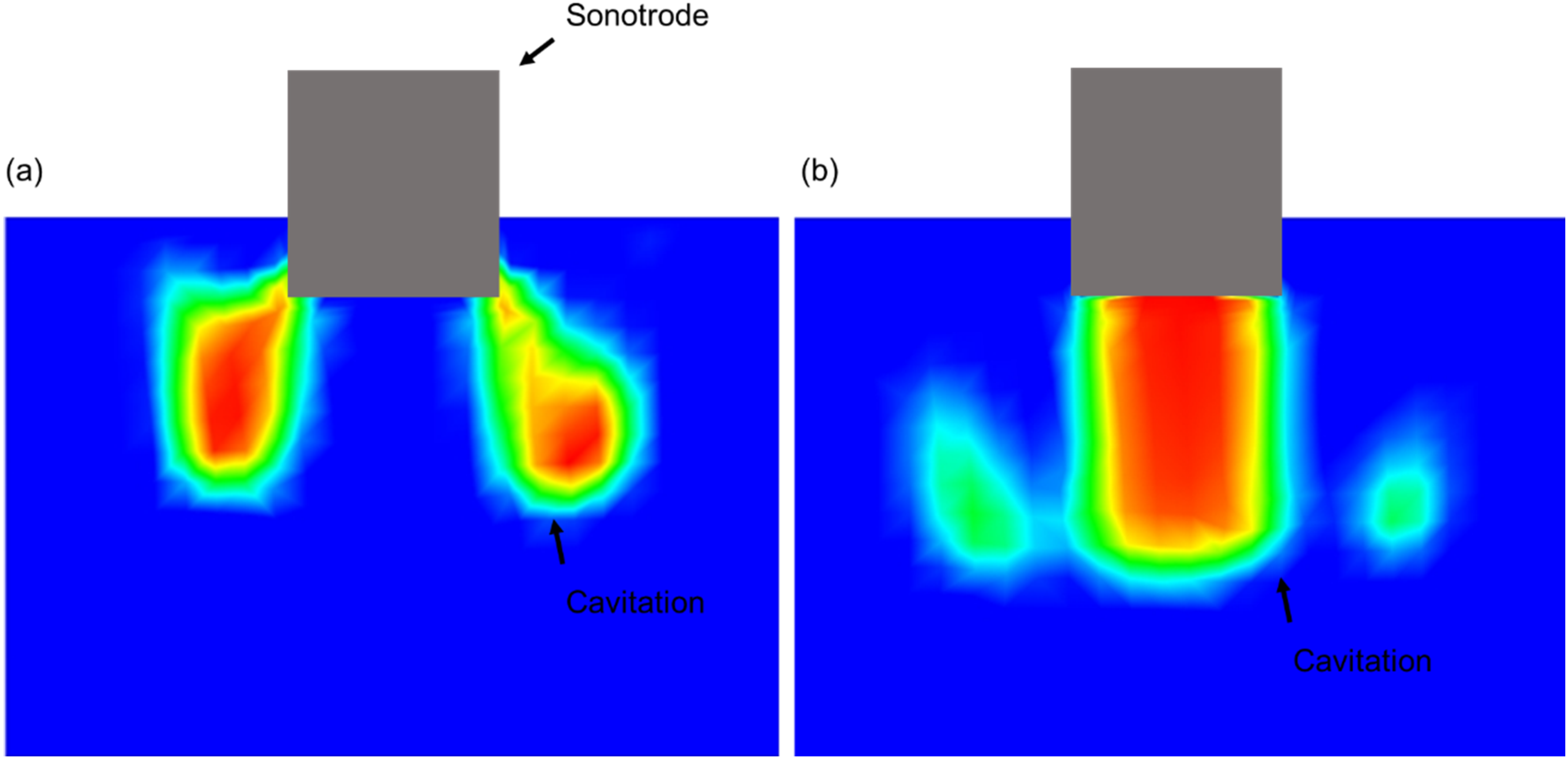
Fluid dynamics simulation of vapor volume fraction during sonication at 15 µm amplitude: a) high pressure half-period and b) low pressure half period.
Summary
Ultrasonic processing is a continuously evolving unique and effective method for enhancing the properties of lightweight alloys. The sonication process uses high-intensity ultrasonic waves applied to molten metal with a sonotrode. The equipment is cost-effective, with short processing times, thus making it an attractive choice for industrial applications. This review demonstrates the importance of ultrasonic processing in developing new Al and Mg alloys with enhanced material properties. Studies have been conducted exploring the effects of varying ultrasonic parameters on the alloy microstructure.
An overview of the fundamentals of ultrasonic processing was discussed. The primary mechanisms of ultrasonic melt processing are acoustic cavitation and streaming. This mechanism serves as the basis for using ultrasonic processing to degas melts and deagglomerate and disperse reinforcement particles in molten metal. Similarly, many studies demonstrate that ultrasonic treatment can be applied during solidification to refine the microstructure of metals and alloys. The efficacy of ultrasonic processing can be optimized or enhanced by manipulating the process parameters such as vibrational amplitude, time and frequency, and ultrasonic processing temperature. In the literature, it was found that a vast number of studies have been conducted and the process parameters were varied in order to achieve enhanced mechanical properties. Since ultrasonic melt processing effectively refines the microstructure and plays a role in the deagglomeration and dispersion of particles in MMCs, there is a direct effect on the mechanical properties as well. As such, the key strengthening mechanisms and mechanical behavior was elucidated as well. However, there are less studies that focus on and report the effect of ultrasonic processing on thermal properties. Hence, there are research opportunities in this area. There are several challenges that must be addressed with ultrasonic processing in order to reach its full potential and widespread use in industrial application. Specifically, for high temperature applications, overheating of the system can occur. Furthermore, the working amplitude can be difficult to maintain depending on the load. For example, this can change with varying alloy composition due to changes in density, or the sonotrode geometry must be adjusted for the melt volume to achieve cavitation and acoustic streaming throughout.
To that end, significant research efforts are required to refine the technology for industrial application, especially in relation to processing molten Al and Mg alloys. This article comprehensively discusses the mechanisms involved during sonication, equipment needed for successful sonication, and the effects of ultrasonic processing on cast Al and Mg alloys. Improved understanding of ultrasonic processing and its resulting effects can provide a significant step towards enhancing the process and promoting its widespread industrial application with a view to improving lightweighting and sustainability.
Footnotes
Acknowledgements
The authors acknowledge the Natural Sciences and Engineering Research Council of Canada (RGPIN-2020-06096) for funding support, including a Canada Graduate Scholarship-Doctoral in support of Bernoulli Andilab (CGSD3 - 559982 - 2021) and Payam Emadi (CGSD3 - 535728 - 2019).
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.