
Abstract
The engineering application of carbon fiber-reinforced polymers (CFRP) in lightweight structural systems is constrained by joining defects in friction stir welding (FSW). Current research lacks systematic comparison and mechanism analysis of different auxiliary media for CFRP FSW. This study comparatively investigates the regulation mechanism of aqueous medium and cutting fluid on defect evolution and mechanical properties of CFRP FSW joints. Results demonstrate that cutting fluid achieves a precise balance between welding heat input and cooling rate via synergistic cooling–lubrication effects, overcoming the defect sensitivity caused by the single cooling function of aqueous medium. The intrinsic regulation mechanism of auxiliary media on defect formation is revealed, and cutting fluid is verified to significantly improve joint compactness, suppress interfacial degradation, and enhance mechanical performance. These findings fill the knowledge gap in medium-assisted CFRP FSW and support high-quality joining of high-performance CFRP components.
Introduction
The rapid development of science and technology has driven the high-end equipment manufacturing industry to achieve leapfrog transformation toward lightweight and high-performance directions. Carbon fiber reinforced polymer (CFRP) has become a core lightweight material in key fields such as aerospace, new energy vehicles and high-end rail transit, attracting extensive attention from the industrial and academic communities with its excellent specific strength, specific stiffness and corrosion resistance. 1 Especially in aero-engine nacelles, new energy vehicle body structures and high-speed train key components that pursue ultimate weight reduction and reliability, the application proportion of CFRP has become an important indicator for evaluating the technical level of equipment. 2 On the premise of ensuring structural bearing capacity and service safety, the efficient joining of CFRP components is a core link to realize their engineering application. As a green and efficient solid-state joining technology, friction stir welding (FSW) is presently used in joining of light-weight structural alloys such as Al alloys and Mg alloys3–7 as well as other structural alloys including Cu-alloys and steels.8–11 This solid-state joining technique also exactly meets the lightweight and high-quality requirements for CFRP component joining. 12 For instance, the application of friction stir lap welding to join CFRP sheets and profiles can effectively avoid the weight gain and stress concentration risks caused by traditional mechanical joining in the manufacturing of secondary structures of civil aircraft, while improving structural assembly efficiency. 13 This technology enables seamless lap joining of CFRP components in the manufacturing of battery pack covers for new energy vehicles, which not only guarantees the sealing performance and structural strength of battery packs but also further reduces the overall weight of vehicle bodies, providing critical support for improving vehicle driving range. 14
Friction stir lap welding (FSLW) is regarded as one of the most promising joining technologies for carbon fiber reinforced polymer (CFRP) components, owing to its distinctive advantages including low heat input, minimal welding distortion and stable joint performance. The frictional heat generated by the high-speed rotation of the stirring tool thermally softens the interfacial region of CFRP, and the subsequent axial forging pressure enables dense forming of the joint. This process eliminates the need for filler materials and shielding gas, while effectively avoiding the material degradation issues associated with conventional fusion welding. 15 However, the inherent anisotropy, weak interlaminar bonding and high thermal sensitivity of CFRP pose numerous unique challenges to the friction stir lap welding process. 16 Currently, the technical bottlenecks of CFRP friction stir lap welding mainly lie in three core aspects: interfacial regulation, defect control and joint performance optimization. Interfacial bonding quality is the decisive factor for joint load-bearing capacity. The weak physicochemical interaction at CFRP interlayers and lap interfaces renders the joint susceptible to interfacial debonding. 17 Improper matching of welding parameters such as tool rotation speed and welding speed tends to induce typical defects including surface fiber damage, internal porosity and interlaminar tearing. 18 In addition, CFRP exhibits poor thermal stability: excessive local temperature during welding triggers resin matrix degradation and carbonization, which severely impairs the intrinsic properties of CFRP and thus compromises the service reliability and durability of the welded joint. 19 Therefore, research on CFRP friction stir lap welding is still in a critical breakthrough stage. Systematic investigations are urgently required to clarify the interfacial evolution mechanism and defect formation law during welding, establish a scientific process parameter control system, and provide technical support for efficient and high-quality joining of CFRP components. It will further promote the in-depth application of lightweight manufacturing technology in the field of high-end equipment.
Friction stir welding (FSW) has been successfully applied to join thermoplastic polymers by numerous researchers, with systematic analyses conducted on the effects of process parameters-including tool geometry, rotational speed and welding speed-on weld formation. In fact, the analysis of welding process parameters has been well established in existing studies. Panneerselvam et al. 20 investigated FSW of polypropylene (PP) and found that welds with a sound nugget zone and high hardness could be more readily obtained using a threaded pin compared with square and tapered pin profiles. The influence of tool profile on weld strength was analyzed by Jaiganesh et al., 21 who concluded that triangular threaded pins were more conducive to achieving high-strength welds. In their FSW study on high-density polyethylene (HDPE), Rezgui et al. 22 adopted the Taguchi orthogonal experimental method and revealed that weld strength was most significantly affected by tool dwell time, followed by welding speed, while a substantial improvement in weld strength could be achieved under optimal parameter combinations. Singh S et al. 23 carried out FSW research on dissimilar polymers of polyamide 6 (PA-6) and HDPE. Their results demonstrated that tool rotational speed contributed 58.46% to the tensile strength of welds, highlighting the dominant influence of process parameters on weld properties. Adibeig et al. 24 confirmed that the combination of tool rotational speed and traverse speed was the primary factor governing joint quality in FSW of polymethyl methacrylate (PMMA), and that the selection of appropriate parameters could remarkably enhance welding stability. Mostafapour et al. 25 discussed the effect of tool plunge depth on weld formation during HDPE friction stir welding. Excessive tool plunge was found to cause extrusion of material in the nugget zone, leading to excessive material loss and flash formation. Conversely, insufficient plunge depth would deteriorate the weld surface morphology, with both scenarios resulting in reduced weld strength.
The extensive efforts have been devoted to investigating material flow behavior and defect formation mechanisms in friction stir welded (FSW) polymer joints by researchers. Derazkola et al. 26 conducted an investigation into material flow and defect formation in FSW polymethyl methacrylate (PMMA) joints, and their findings indicated that an increase in tool plunge depth induces the extrusion of material in the weld center, which then accumulates on the retreating side (RS) and causes incomplete weld filling. Excessively high plunge depth exacerbates the inhomogeneous flow of material, the thermoplastic material adheres to the tool shoulder without participating in the flow, resulting in the failure of weld zone formation. In addition, reduced welding speed or increased rotational speed elevates heat input, which gives rise to root porosity defects during the solidification and shrinkage stage of material, while insufficient heat input impairs the formation of the stirred zone (SZ). Arif et al. 27 analyzed friction stir welded acrylonitrile butadiene styrene (ABS) joints and pointed out that excessively high heat input leads to significant softening of the material, such that the tool shoulder fails to support the material transfer from the advancing side (AS) to the retreating side (RS), thereby inducing flash defects on the AS. Excessively high rotational speed further increases heat input, reduces material viscosity and enhances the inhomogeneity of material flow, which also causes flash defects on the RS. By contrast, excessively high welding speed lowers heat input and results in insufficient material mixing, thus generating tunnel defects. Moreover, the study revealed that most defects of the joint are concentrated on the RS, with 61% of joints fracturing at this location, which is completely different from the failure characteristics of FSW metal joints. Zafar et al. 28 observed the material flow law of Nylon-6 during welding by adding tracer materials; the results showed that material on both the AS and RS undergoes lateral diffusion toward the heat-affected zone (HAZ). The root of the weld does not participate in stirring, and no mixing occurs between the material in the stirred zone and that beneath the weld. Material in the lower and middle parts of the weld moves upward uniformly, while a small portion of material near the tool shoulder moves downward and most is lost from the weld in the form of flash. Furthermore, the study indicated that defects in the RS account for the fracture of the weld joint. As can be concluded from the above studies, the optimization of welding parameters and precise control of heat input can effectively mitigate weld defects.
Temperature control during the welding process has been realized by numerous researchers via the introduction of cooling media. In the friction stir welding (FSW) of high-density polyethylene (HDPE). Nateghi et al. 29 adopted external cooling of the weld seam using carbon dioxide gas. The results demonstrated that with the increase in cooling pressure, the thermal residual stress and angular distortion inside the weld seam were reduced, while the mechanical properties of the joint were improved. In addition, cooling pressure exerts a significant influence on weld quality. Gao et al. 30 proposed underwater friction stir welding (UFSW) for HDPE. The presence of water inhibits the heating rate and peak temperature of the weld seam while enabling uniform heat distribution, thus the weld strength is enhanced compared with that obtained by conventional FSW.
The mechanical properties of joints have been improved by many researchers through the fabrication of composite joints with additional filler materials. Azhiri et al. 31 prepared composite welded joints via FSW by grooving acrylonitrile butadiene styrene (ABS) sheets and filling them with silica powder of 50 nm in diameter. The findings indicated that the incorporation of silica increased the average tensile strength of the joint by 25.2%, and multi-pass welding was found to affect the dispersibility of silica particles. Morisada et al. 32 investigated the effect of different pin geometries on the dispersibility of nanoclay particles in FSW joints of thermoplastic polyolefin (TPO, polypropylene containing ethylene propylene diene monomer). Threaded tools were verified to provide higher heat input and superior stirring action, which enhances the dispersibility of clay particles and thereby improves the mechanical properties of the weld seam.
Although substantial research has been devoted to polymer FSW, elucidating the effects of process parameters and tool design on weld formation and performance as well as investigating optimization strategies such as cooling media and auxiliary fillers, notable gaps remain in the existing literature. First, research objects are mostly concentrated on pure thermoplastic polymers (e.g., PP, HDPE, PMMA), whereas systematic investigations on fiber-reinforced composites such as CFRP are relatively scarce, especially the in-depth discussion on the regulatory effect of different medium environments on the CFRP welding process is lacking. Second, the existing research related to cooling media only involves a limited range of types such as carbon dioxide gas and water, neither refined analysis on the defect formation mechanism of CFRP weld surfaces and joint cross-sections nor comparative studies between water medium and cutting fluid medium have been carried out, which makes it difficult to meet the joining requirements of CFRP in complex engineering scenarios. Third, previous studies on defects have mostly focused on macroscopic cause analysis, with insufficient interpretation of the microscopic mechanisms underlying interlaminar fiber-resin interface evolution and defect initiation and propagation of CFRP under the action of different media. This deficiency fails to provide adequate theoretical support for the precise control of CFRP welding defects in multi-medium environments.
This study focuses on the FSW process of CFRP in two distinct medium environments (aqueous medium and cutting fluid). The formation mechanisms of typical defects on weld surfaces (e.g., flash, scratches, resin residue) and joint cross-sections (e.g., porosity, fiber damage) are systematically investigated by the two medium conditions. The differential influences of medium types on the morphology, distribution and evolution laws of defects are clarified, thus providing critical theoretical and technical support for the high-quality welding of CFRP under multi-medium service conditions.
Material and experimental procedure
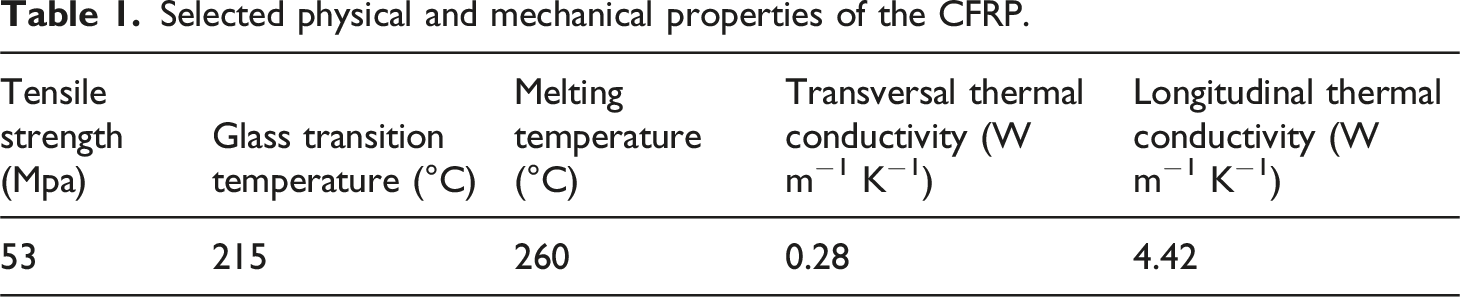
Selected physical and mechanical properties of the CFRP.
Friction stir welding (FSW) experiments were carried out on a stationary gantry-type HT-JM20 × 8/2 welding machine manufactured by China Aerospace Engineering Equipment (Suzhou) Co., Ltd. The machine had a rated power of 6 kW with the maximum strokes of X, Y and Z axes being 800 mm, 600 mm and 480 mm respectively. Its maximum operating rotational speed and welding speed were 2000 r/min and 3000 mm/min respectively, and it could be operated via control panel programming or handwheel control. A stirring tool made of H13 tool steel was adopted in the experiments, equipped with a tapered threaded pin. Its specific dimensions were as follows: pin length of 3 mm, shoulder diameter of 10 mm, clamping end diameter of 20 mm and clamping end length of 40 mm (as shown in Figure 1). The tilt angle of the stirring tool was fixed at 2.5°. Physical drawing of friction stir welding.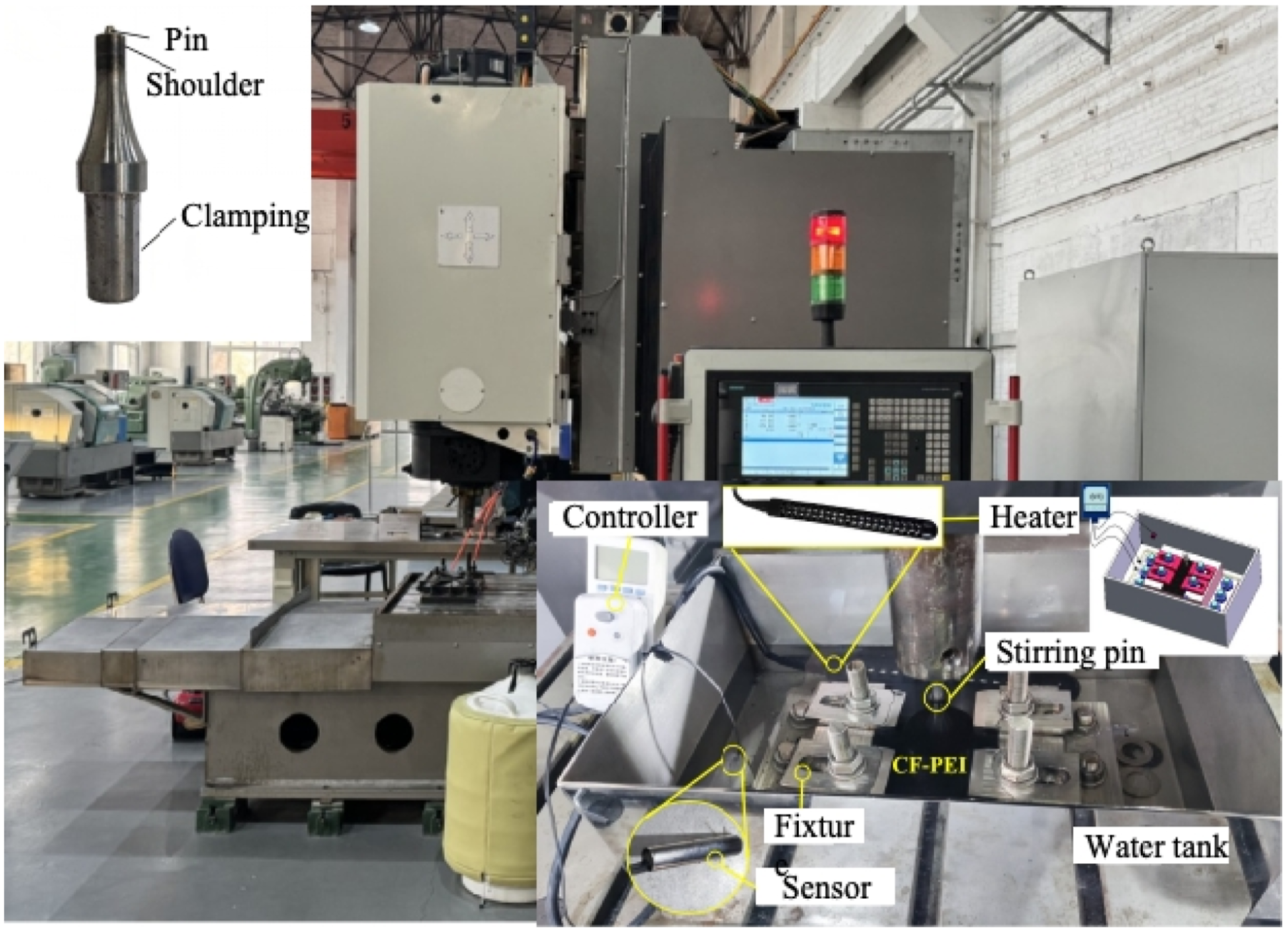
Both underwater friction stir welding (UFSW) and cutting fluid-assisted friction stir welding (CFFSW) were performed using special fixtures made of 304 stainless steel with a matching water tank of 400 mm × 200 mm × 100 mm to construct the welding environment. The degrees of freedom in all directions of the fixture were precisely constrained, and both the fixture and the water tank are sealed. The water tank was equipped with an auxiliary heat source composed of a heater, a high-precision temperature sensor and a controller, which could realize water temperature regulation and heat preservation, and had the functions of preheating before welding and cooling rate adjustment. CFFSW was conducted in a non-submerged mode with a customized rubber sealing ring (thickness: 1.5–2.5 mm) adopted to control the dosage of cutting fluid, and the welding could be completed on a universal fixture.
In this study, lap welding of CFRP was conducted by underwater friction stir welding (UFSW) and cutting fluid-assisted friction stir welding (CFFSW). All plates were cleaned with ethanol before welding, then clamped by fixtures with consistent clamping force. The zero point was positioned by a handwheel and calibrated with a high-precision feeler gauge, and the plunge depth of the stirring tool was fixed at 3 mm. High-definition cameras, metallographic microscopes and tensile testing machines were employed for the characterization and testing of welded joints. Tensile specimens were prepared in accordance with the ASTM D3163 standard. Tensile tests were performed on a universal tensile testing machine at a tensile speed of 0.5 mm/min as specified in ASTM D3163, with specimens kept parallel to the edge of the sliding block. Three specimens were fabricated for each parameter group, and the average value was taken as the final lap-shear strength. For microstructural analysis, joint specimens were subjected to cold mounting, grinding with 400–2000 grit water abrasive papers, polishing with 0.5 μm diamond paste and cleaning with ethanol, followed by observation under a Leica DMi8A inverted metallographic microscope.
Results and discussion
Surface morphology of weld assisted by water medium
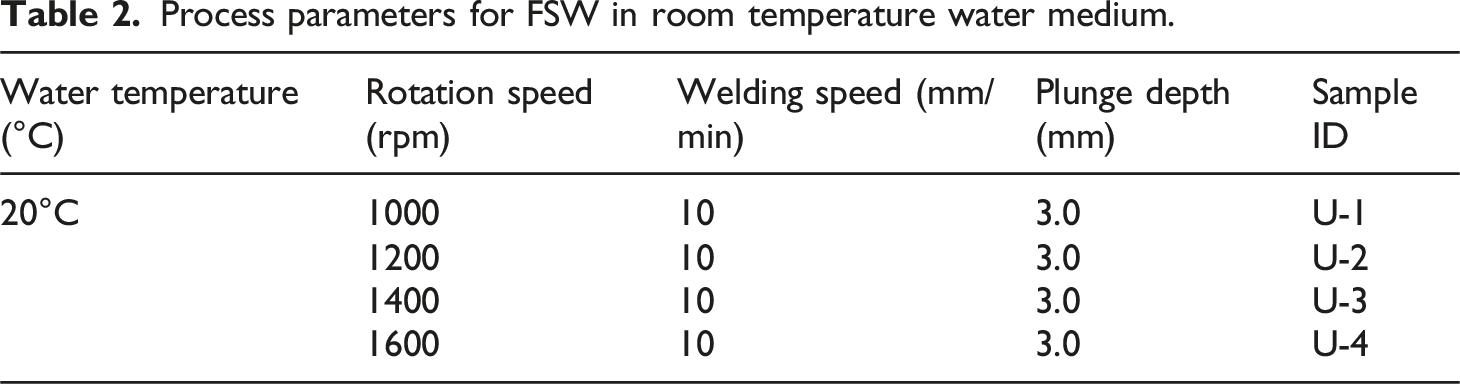
Process parameters for FSW in room temperature water medium.
In an aqueous medium at 20°C, the surface defects of CFRP friction stir lap welds exhibit distinct evolutionary characteristics with variations in rotational speed. Under the welding condition of U-1, the relatively low frictional heat input is suppressed by the strong cooling effect of the aqueous medium. The CFRP material undergoes insufficient plastic softening and shows weak flowability, such that the plastic material cannot fully fill the void zone after the stirring pin sweeps across, leading to the formation of continuous shallow groove defects on the weld surface. Meanwhile, the shoulder extrusion effect is weak, resulting in poor weld flatness without obvious porosity. When the rotational speed is increased to 1200 r/min (specimen U-2 in Figure 2(b)), the enhanced heat input improves the material flowability and reduces the depth of groove defects, but the non-uniform cooling of the room-temperature aqueous medium causes differential material softening. Local material accumulation (slight flash) occurs at the edge of pores, and brittle spalling of insufficiently softened material forms intermittent micro-pits. As the rotational speed is further increased to 1400 r/min (Figure 2(c)), the elevated heat input drives the plastic flow of material into an unstable state. Excessive softening of material induced by shoulder frictional heat leads to massive extrusion and flash formation. The mismatch between water cooling and the periodic shearing action of the stirring pin results in periodic fluctuations during the material softening and resolidification process, thus the weld surface presents periodic wavy defects, and flow discontinuity tends to induce potential internal porosity. Under the welding condition of U-4 (Figure 2(d)), the excessive heat input from high rotational speed and strong cooling of the room-temperature aqueous medium jointly form a non-uniform state of local overheating-rapid cooling. Material in the shoulder region is excessively softened due to overheating and extruded at high speed, forming a large amount of disorderly accumulated flash. In contrast, material beneath the stirring pin exhibits insufficient flow due to rapid cooling, ultimately leading to the formation of severe tunnel-type groove defects. Surface morphology of UFSW weld in 20°C aqueous medium.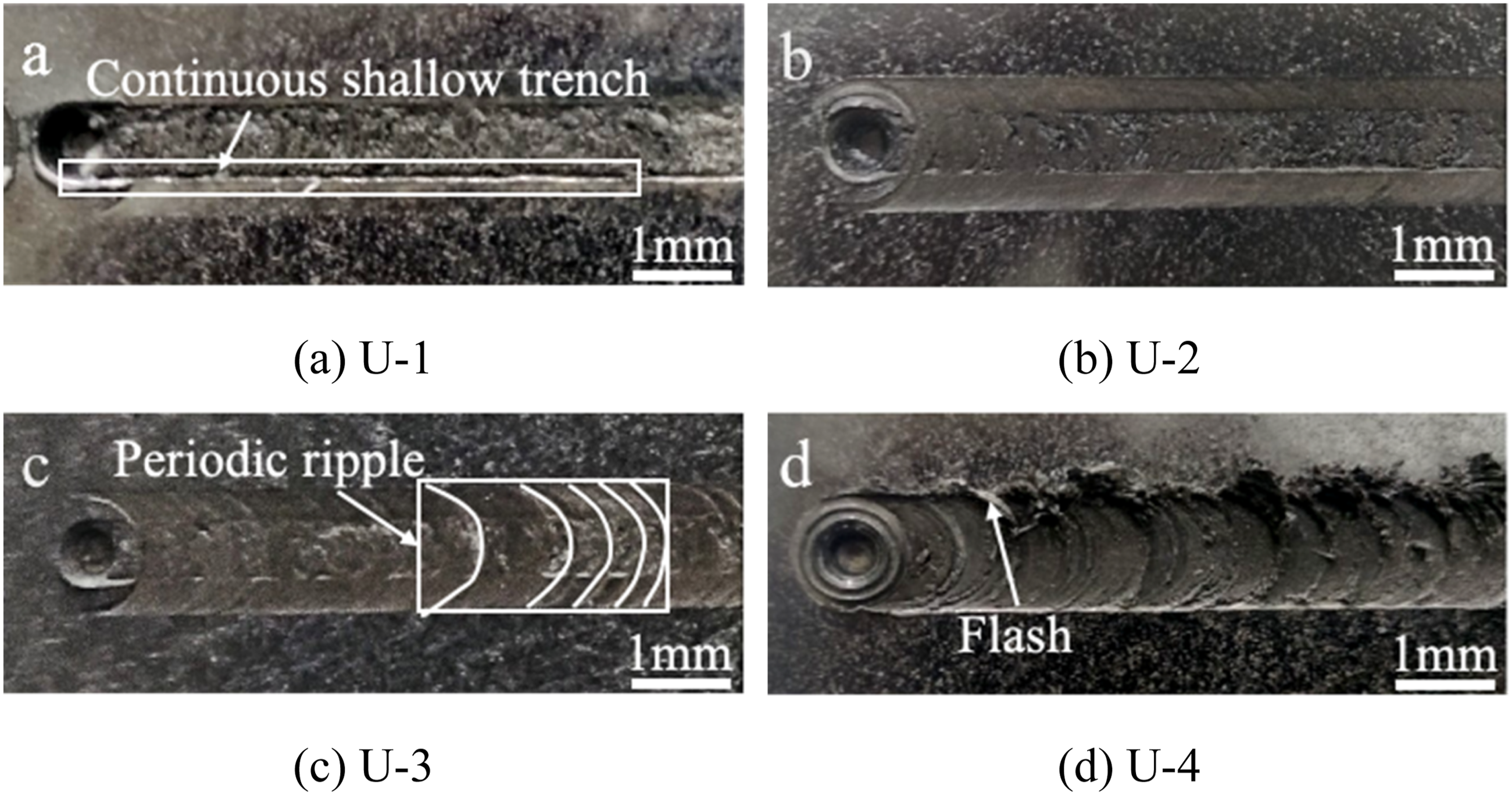
Micro-morphology of weld assisted by water medium
Process parameters of water medium FSW at different temperatures.
The weld surface morphologies under different water temperatures are presented in Figure 3. At a water temperature of 20°C, the weld morphology is shown in Figure 3(a). As analyzed for Figure 2, the strong cooling effect of room-temperature water significantly suppresses the conduction and accumulation of frictional heat. CFRP is only locally softened in the direct action zone of the stirring pin and shoulder, and the range of plastic flow is limited. After the stirring pin sweeps across, insufficiently softened material fails to fill the void zone. Meanwhile, the coupling effect of periodic shearing by the shoulder and rapid cooling results in discontinuous fish-scale patterns on the weld surface. The core inducement of this defect is a severe imbalance between heat input and cooling rate, which leads to insufficient material flowability. Surface morphology of UFSW weld at different water temperatures.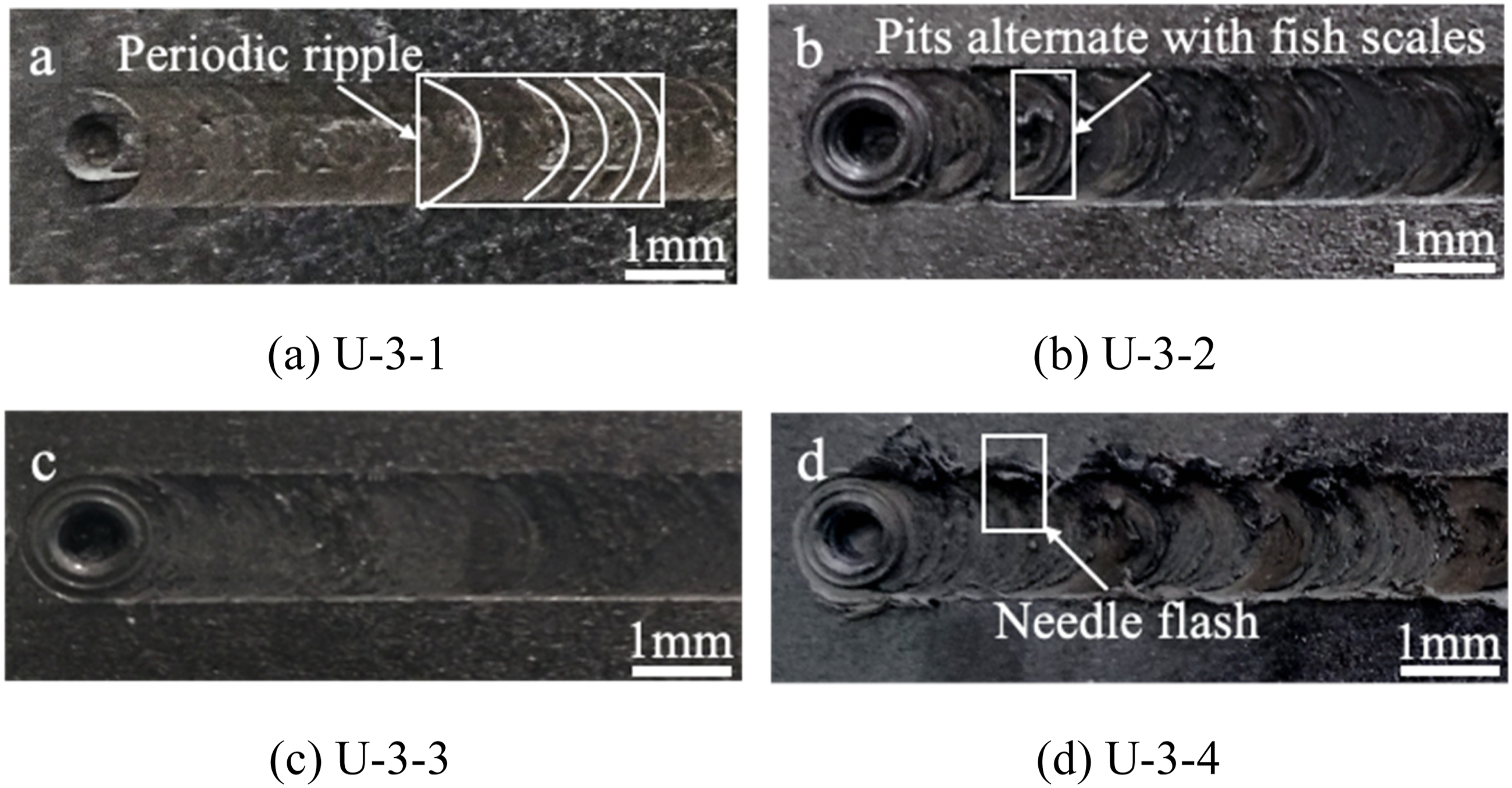
When the water temperature is increased to 40°C, the cooling rate of the aqueous medium decreases. The effective action range of frictional heat is expanded, the degree of plastic softening of CFRP is improved. Tunnel defects are suppressed to a certain extent, but the non-uniformity of material softening and solidification remains prominent. Under the periodic shearing action of the stirring pin, locally softened material shrinks during cooling, forming intermittent pit defects (Figure 3(b)). Meanwhile, material at the shoulder edge still suffers from slight insufficient flow due to rapid heat dissipation, eventually presenting a morphology with alternating pits and fish-scale patterns. Although the matching degree between heat input and cooling is improved, uniform material flow is not yet achieved.
When the water temperature reaches 60°C, the cooling rate of the aqueous medium decreases further. The cumulative effect of frictional heat is enhanced, and uniform softening of CFRP is realized across the entire zone. On the one hand, sufficient heat input matches the material flowability with the sweeping speed of the stirring pin and shoulder, thus completely eliminating defects such as tunnels and pits as shown in Figure 3(c). On the other hand, a uniform cooling rate suppresses periodic fluctuations in material flow, and the weld surface exhibits continuous, flat and uniform textures.
When the water temperature is increased to 80°C, the cooling rate of the aqueous medium is excessively reduced, resulting in excessive frictional heat input and local overheating softening of CFRP. Material in the shoulder zone loses viscosity due to overheating and is severely extruded by the high-speed rotating shoulder, forming needle-like flash defects in Figure 3(d). Meanwhile, the overheated material undergoes irregular shrinkage during cooling, leading to disordered accumulation on the weld surface. This defect originates from excessive heat input. The degree of material softening exceeds the process requirement, ultimately causing deterioration of the surface morphology.
The micro-morphology of the weld cross-section directly characterizes the plastic flow behavior and interfacial bonding state of the material. Water temperature exerts a dominant effect on the formation mechanism of cross-sectional defects and interfacial bonding quality by regulating the dynamic balance between heat input and cooling rate. The weld cross-sectional morphologies under different water temperature conditions are presented in Figure 4, with local magnified observations performed on typical cross-sectional regions, as marked by the yellow rectangles in Figure 4. Micro-morphology of UFSW weld section at different water temperatures.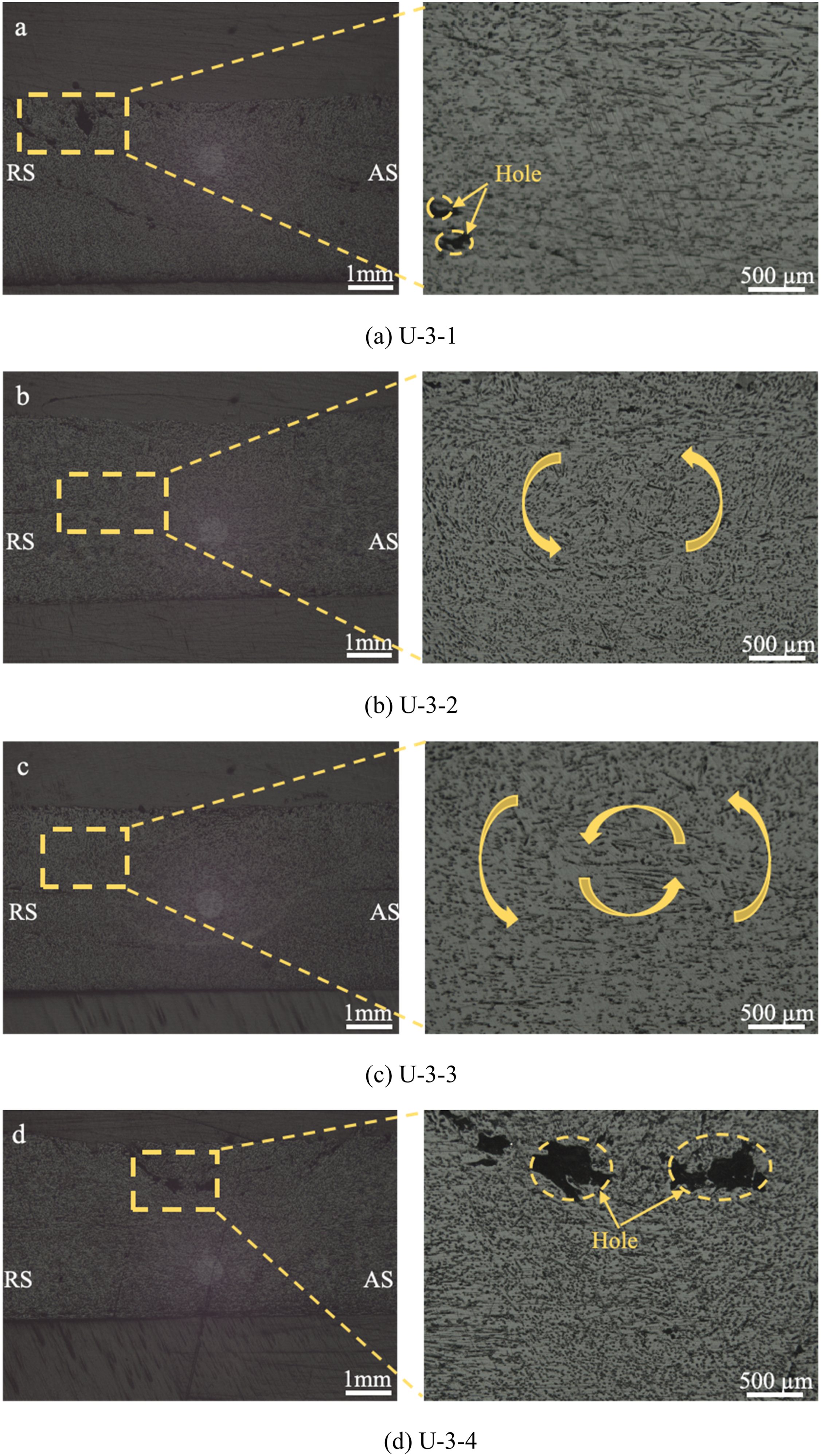
At a water temperature of 20°C, the joint cross-section is shown in Figure 4(a), where dispersed micropore defects are distributed across the weld cross-section and the fiber-matrix interface exhibits locally discrete bonding characteristics. This is because the strong cooling effect of room-temperature water at 20°C rapidly dissipates frictional heat, CFRP is only softened to a limited extent in the local zone of the stirring pin, and the range of plastic flow is strictly confined. Micro-scale debonding occurs at the insufficiently softened fiber-matrix interface, while the softened matrix fails to fill the debonded zones timely, eventually leading to the formation of dispersed micropores. Meanwhile, the material flow rate is much lower than the sweeping speed of the stirring pin, resulting in insufficient fiber bundle spreading. The discrete distribution of interfacial bonding creates micro-scale weak zones that impair the mechanical properties of the joint.
When the water temperature is increased to 40°C, a continuous annular plastic flow trajectory is presented on the weld cross-section (Figure 4(b)) with no obvious defects and interfacial bonding tending to be uniform. The reduced cooling rate at this temperature enhances the cumulative effect of frictional heat, expanding the range of material plastic softening to both the stirring pin action zone and interfacial transition zone. A preliminary match is achieved between the material flow rate and stirring pin shear rate. The periodic shearing of the stirring pin drives the softened matrix and fiber bundles to form continuous annular flow. The debonded interfacial zones are fully filled, and fiber bundles spread uniformly along the interface. Only the curvature fluctuations of the flow trajectory indicate that the flow uniformity has not yet reached the optimal level.
At a water temperature of 60°C, the weld cross-section displays a dense spiral plastic flow trajectory (Figure 4(c)), and the fiber-matrix interface exhibits a strong bonding characteristic with gap-free encapsulation. The water temperature of 60°C achieves an optimal balance between heat input and cooling rate, which not only avoids excessive dissipation of heat input but also suppresses local overheating of the material. CFRP is uniformly softened in the entire zone, and the matrix viscosity is highly matched with the stirring pin shear rate, driving fiber bundles to form dense spiral flow. Interfacial debonding and porosity are completely eliminated, fiber bundles are uniformly encapsulated during flow. The densification of the flow trajectory reflects high synergy between the movement of fibers and matrix, resulting in excellent interfacial bonding.
When the water temperature is increased to 80°C (Figure 4(d)), aggregated pore defects appear on the weld cross-section, and localized overburning degradation at the fiber-matrix interface is observable. The excessively reduced cooling rate at 80°C leads to excessive frictional heat input. The matrix loses viscosity due to overheating and cannot effectively encapsulate fiber bundles, causing agglomerated accumulation of fiber bundles during stirring. Non-uniform shrinkage occurs when the overheated matrix cools, forming aggregated pores between fiber bundles. Meanwhile, thermally induced degradation at the fiber-matrix interface caused by overheating further weakens the bonding strength, ultimately forming a dual weak zone with both defects and degradation.
Tensile-shear properties of weld assisted by water medium
The lap-shear properties of CFRP joints fabricated by underwater friction stir lap welding under different water temperatures are presented in Figure 5. The curves corresponding to 20°C and 80°C exhibit a brittle response characteristic with a sharp rise and sharp drop, while those at 40°C and 60°C show plastic deformation capacity with a gradual rise and gradual drop. The core reason for this difference is that the strong cooling effect of room-temperature water at 20°C rapidly dissipates frictional heat, leading to insufficient plastic flow of CFRP and the formation of dispersed micropores on the retreating side of the weld. Under lap-shear loading, stress is directly concentrated at the defects, and brittle fracture occurs without plastic coordinated deformation after the peak stress is reached. At 80°C, the excessively reduced cooling rate results in excessive frictional heat input, and aggregated pores are formed on the retreating side, as shown in Figure 4(d). Meanwhile, overheating induces thermally induced degradation at the fiber-matrix interface. The interface fails first under loading, which leads to a drop in strength and a significant deterioration in plastic response. At 40°C, the reduced cooling rate enhances the cumulative effect of heat input, expanding the material flow range to the interfacial transition zone, and a continuous annular flow trajectory is formed on the retreating side. Fibers undergo no excessive deformation and the interfacial bonding is uniform. Under lap-shear loading, fibers and matrix can achieve coordinated deformation through micro-slip, thus a certain degree of plastic response is exhibited. At 60°C, an accurate balance between heat input and cooling rate is achieved. The entire CFRP material is uniformly softened, and the matrix viscosity is highly matched with the shear rate of the stirring pin. A dense spiral flow trajectory is formed on the retreating side, where fibers are properly spread without elongation damage, as shown in Figure 4(b), and the interface presents a gap-free encapsulation characteristic. As a result, the lap-shear strength reaches a peak value of 33.6 MPa. The fracture positions of all joints are concentrated on the retreating side. This is because the retreating side serves as the material filling zone after stirring pin sweeping, and the integrity of its flow trajectory directly determines the local bonding strength. The micropores at 20°C, aggregated pores at 80°C, and flow trajectory curvature fluctuations at 40°C all make the retreating side a natural weak zone prone to stress concentration. Although the dense flow trajectory at 60°C yields the highest strength, the retreating side still becomes the fracture initiation zone due to the uneven load-bearing capacity of the entire joint. Tensile-shear properties and fracture location of UFSW joints at different water temperatures.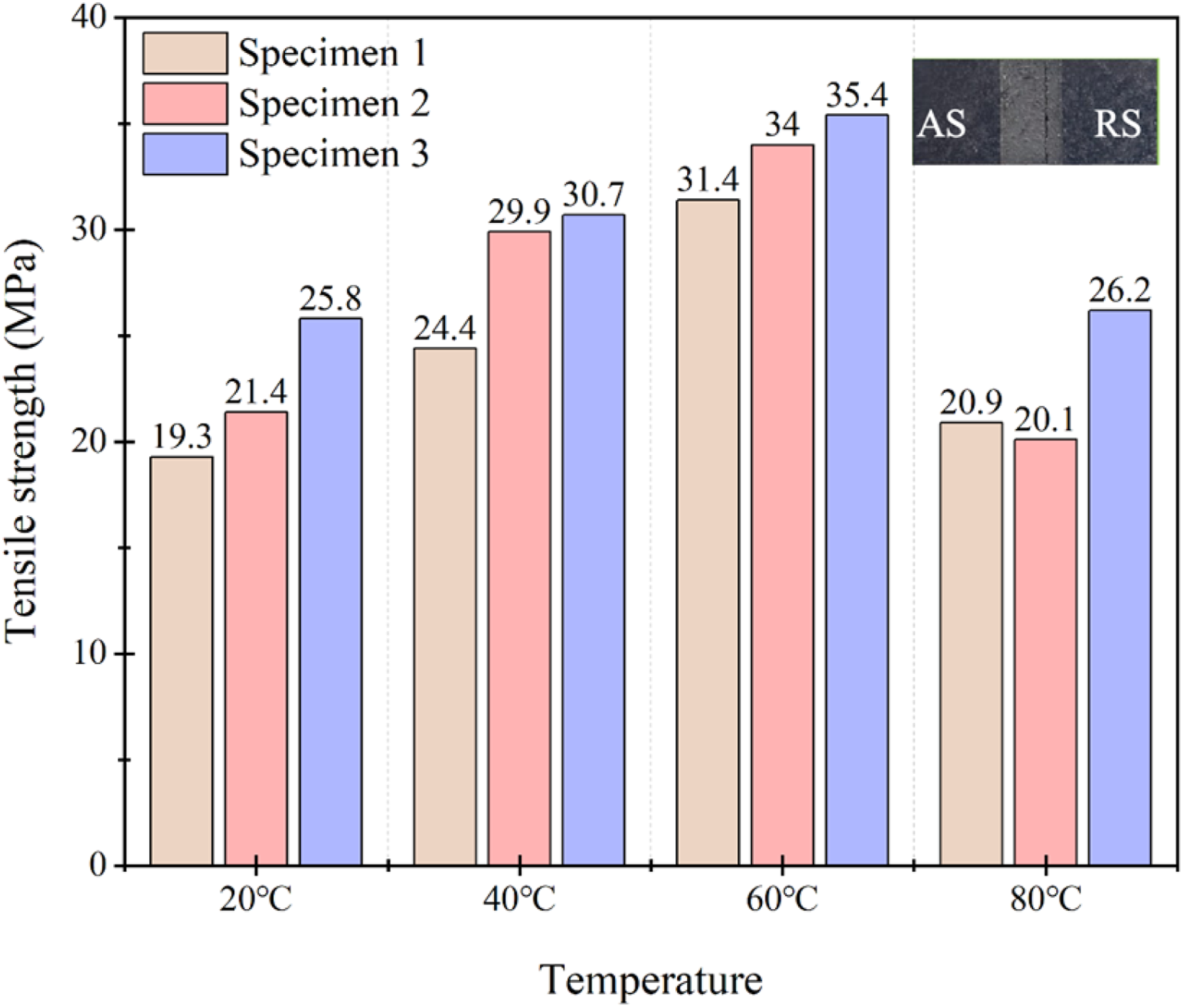
Surface morphology of weld assisted by cutting fluid
In the preceding sections, with water as the auxiliary medium, the regulation laws of key parameters including rotational speed and water temperature on the weld surface morphology, microstructure and lap-shear properties of CFRP friction stir welds are systematically investigated. It is clarified that the dynamic balance between heat input and cooling rate is the core mechanism determining weld quality. Essentially, tunnel defects and periodic waviness are generated under room-temperature water condition, while flash accumulation occurs under high-temperature water condition. All these defects are directly related to the matching degree between the cooling characteristics of the medium and process heat input. However, water medium still has limitations in practical applications, such as poor cooling uniformity and insufficient anti-rust protection for equipment. The single cooling function cannot meet the composite requirements of precise temperature control and defect suppression during CFRP welding.
As a common functional medium in mechanical processing, cutting fluid possesses controllable cooling capacity, excellent lubricity and a certain anti-rust protection effect. It has exhibited potential in optimizing weld formation in metal welding, but in-depth research on its application in CFRP friction stir welding remains lacking. In this section, with cutting fluid as a novel auxiliary medium, the research logic of parameter regulation and defect evolution from the preceding sections is followed. By comparing the weld surface morphology characteristics under different process parameters, the influence laws of the cooling-lubrication synergistic effect of cutting fluid on CFRP plastic flow and weld formation are revealed.
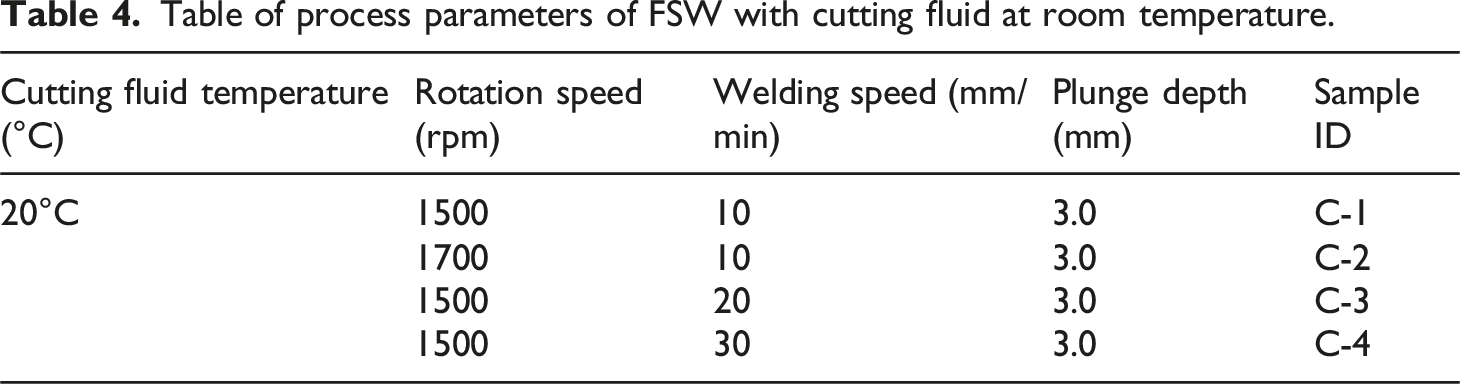
Table of process parameters of FSW with cutting fluid at room temperature.
In the cutting fluid-assisted friction stir welding of CFRP, the dynamic coupling between the cooling effect of cutting fluid and welding heat input is the core factor determining the evolution of weld surface morphology. When the welding speed is fixed at 10 mm/min, the weld surface at a rotational speed of 1500 r/min is shown in Figure 6(a). At this low rotational speed, the frictional heat generation rate is inherently at a low level, and the continuous cooling of cutting fluid further weakens the effective heat input, resulting in a significant reduction in the thickness of the resin plasticized layer and insufficient flowability. As the stirring tool moves along the welding direction, the plasticized resin fails to timely fill the cavity left by the stirring pin, ultimately forming fine fish-scale patterns on the weld surface. Meanwhile, insufficient heat input leads to inadequate shear rearrangement of carbon fiber bundles. The partial fibers fracture and are exposed on the surface, reducing weld flatness. This result indicates that the strong cooling effect of cutting fluid amplifies the problem of insufficient heat input at low rotational speeds, exacerbating defects such as inadequate material filling and disordered fiber arrangement. Surface morphology of UFSW weld in cutting fluid medium.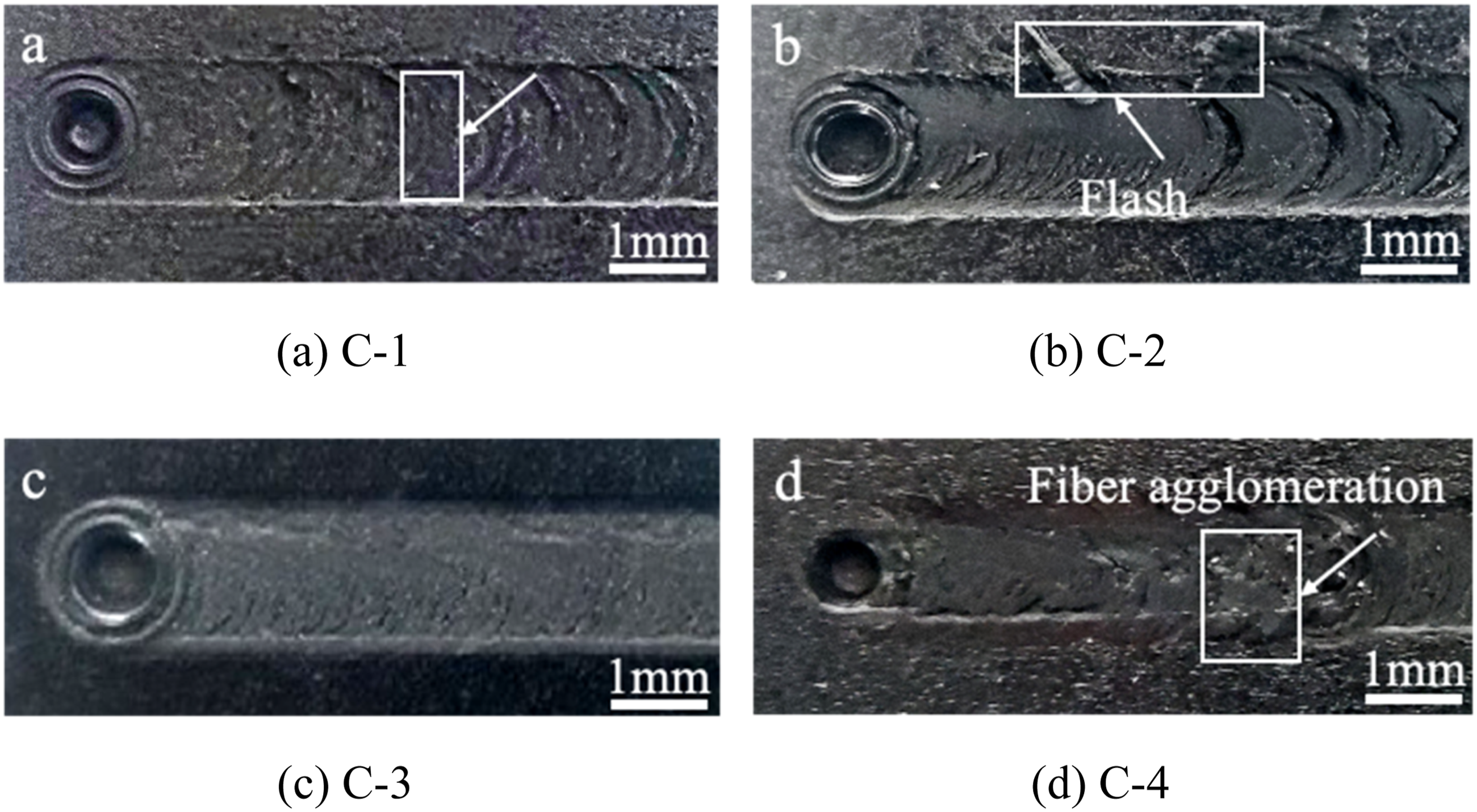
When the rotational speed is increased to 1700 r/min, the weld surface morphology is presented in Figure 6(b). The frictional heat generation rate increases significantly here, leading to elevated heat input. The cooling capacity of cutting fluid cannot fully offset local overheating, causing the resin temperature to approach the thermal decomposition threshold with a sharp drop in viscosity and uncontrolled material flow. Under the local cooling effect of cutting fluid, the temperature distribution difference in different weld zones is further amplified, The zone near the stirring tool is overheated with extremely low resin viscosity, while the zone far from the stirring tool is rapidly cooled by cutting fluid with high resin viscosity. This viscosity gradient induces disordered material flow, ultimately resulting in disordered textures and micro-accumulation on the surface and damaging morphological uniformity. This phenomenon reveals that the mismatch between the cooling capacity of cutting fluid and the heat generation rate at high rotational speeds is the key inducement for material flow instability and surface defects.
When the rotational speed is fixed at 1500 r/min and the welding speed is increased to 20 mm/min, the weld surface morphology is shown in Figure 6(c). At this parameter, the reduction in heat input per unit length achieves dynamic balance with the cooling rate of cutting fluid. Cutting fluid can timely dissipate excess heat to avoid thermal decomposition of resin without excessive cooling that would cause insufficient resin plasticization, thus maintaining the CFRP resin matrix in a high-viscosity plasticized state at all times. In this state, the material flows uniformly under the action of the stirring tool, with stable spreading and filling processes, ultimately forming a weld surface with continuous textures as well as uniform period and depth. This result demonstrates that the synergistic optimization of the cooling effect of cutting fluid and welding parameters is the core guarantee for achieving high-quality weld morphology.
When the welding speed is further increased to 30 mm/min, the weld surface morphology is presented in Figure 6(d). Here, the heat input per unit length drops to the minimum, and the cooling effect of cutting fluid becomes the dominant factor in the relationship between heat input and heat dissipation. Resin is only locally plasticized in the extremely small zone directly acted on by the stirring pin, while most zones remain unplasticized due to the rapid cooling of cutting fluid. The mechanical dragging effect of the stirring tool dominates the forming process. The unplasticized material undergoes brittle spalling under extrusion, forming linear concave microcracks. Meanwhile, material flow is severely unstable, with wide grooves and fiber agglomeration defects appearing on the surface and surface integrity deteriorating significantly. This indicates that the superposition of excessive cooling by cutting fluid and extremely low heat input completely destroys the plasticization and flow stability of the material, which is an important cause of such severe defects.
In the cutting fluid-assisted friction stir welding of CFRP, the micro-morphology of the weld cross-section directly reflects the plastic flow behavior of the material and the interfacial bonding state. The dynamic coupling between the cooling effect of cutting fluid and welding parameters exerts a key regulatory role in the formation of cross-sectional defects and interfacial bonding quality by regulating the balance between heat input and cooling rate. The weld cross-sectional morphologies under different welding parameters are presented in Figure 7, with local magnified observations of typical regions marked by the yellow rectangles in the figure. Cross-sectional morphology of UFSW joint in cutting fluid medium.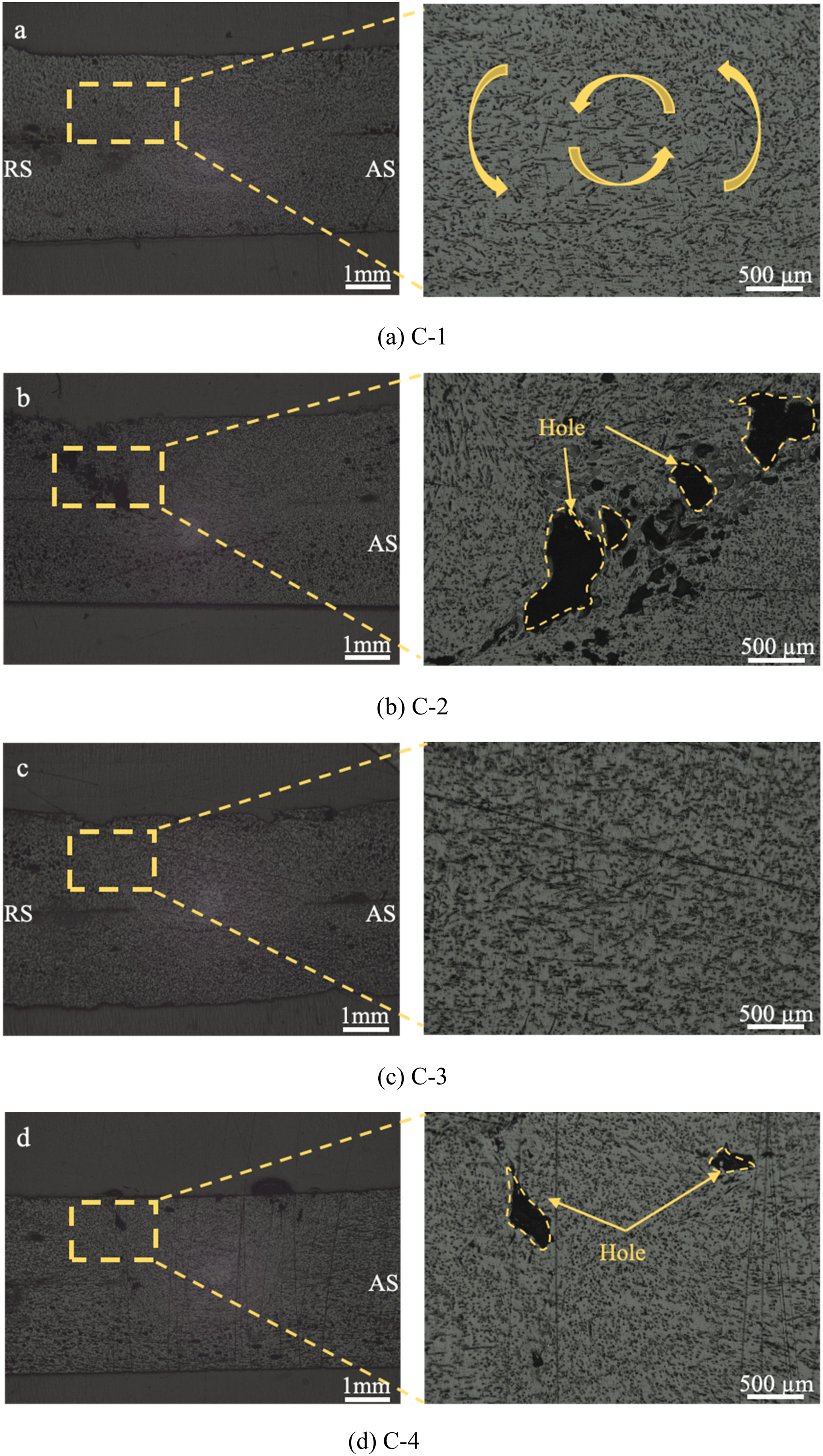
The cross-section of specimen C-1 is shown in Figure 7(a), where the weld cross-section exhibits a continuous spiral plastic flow trajectory with relatively uniform interfacial bonding between fibers and matrix. This is because the frictional heat generation rate is moderate at low rotational speed, and the cooling effect of cutting fluid effectively suppresses local overheating, enabling uniform softening of CFRP in the stirring pin action zone. The matrix viscosity is preliminarily matched with the shear rate of the stirring pin, driving fiber bundles to form dense spiral flow; interfacial debonding and porosity defects are significantly suppressed. Only slight curvature fluctuations in the flow trajectory indicate that room for improvement remains in material flow uniformity.
When the welding speed is maintained at 10 mm/min and the rotational speed is increased to 1700 r/min, aggregated pore defects appear on the weld cross-section (Figure 7(b)) with localized characteristics of fiber agglomeration and fiber-matrix interfacial debonding observable. At this point, the high rotational speed leads to a significant increase in frictional heat input, and the cooling capacity of cutting fluid cannot fully offset local overheating. As a result, the resin matrix loses viscosity due to overheating and fails to effectively encapsulate fiber bundles. The fiber bundles undergo agglomerated accumulation during stirring, and the overheated matrix experiences non-uniform shrinkage during cooling, thus forming aggregated pores between fiber bundles. Meanwhile, thermally induced degradation at the fiber-matrix interface caused by overheating further weakens the interfacial bonding strength, ultimately forming a dual weak zone with both defects and degradation.
The cross-section of specimen C-3 presents a defect-free uniform plastic flow morphology (Figure 7(c)), and the fiber-matrix interface shows a strong bonding characteristic with gap-free encapsulation. Under these parameters, the reduction in heat input per unit length achieves dynamic balance with the cooling rate of cutting fluid, which not only avoids excessive dissipation of heat input but also suppresses local overheating. This enables uniform softening of CFRP across the entire zone. The matrix viscosity is highly matched with the shear rate of the stirring pin, driving fiber bundles to form uniform plastic flow. Interfacial debonding and porosity are completely eliminated, and fiber bundles are uniformly encapsulated during flow, reflecting high synergy between fiber and matrix movement, with interfacial bonding quality reaching the optimal level.
Dispersed pore defects reappear on the weld cross-section of specimen C-4 (Figure 7(d)), and the fiber-matrix interfacial bonding exhibits locally discrete characteristics. This is because the extremely high welding speed reduces the heat input per unit length to the minimum, and the strong cooling effect of cutting fluid further weakens the effective heat input. CFRP is only locally softened in the extremely small zone directly acted on by the stirring pin, and the range of plastic flow is strictly confined. Micro-scale debonding occurs at the insufficiently softened fiber-matrix interface, while the softened matrix fails to timely fill the debonded zones, ultimately forming dispersed micropores. Meanwhile, the material flow rate is much lower than the sweeping speed of the stirring pin, resulting in insufficient fiber bundle spreading. The discrete distribution of interfacial bonding creates micro-scale weak zones that impair the mechanical properties of the joint.
In cutting fluid-assisted friction stir welding of CFRP, the variation in lap-shear strength reflects the effect of the synergistic interaction between welding parameters and the cooling effect of cutting fluid on the mechanical properties of joints, as presented in Figure 8. When the welding speed is fixed at 10 mm/min and the rotational speed is increased from 1500 r/min (C-1) to 1700 r/min (C-2), the lap-shear strength is increased from 12.9 MPa, 10.8 MPa, 11.2 MPa to 17.3 MPa, 21.9 MPa, 22.0 MPa, respectively. This improvement originates from the increased frictional heat input induced by higher rotational speed. Under the dynamic cooling of cutting fluid, the plastic flow of material is more sufficient and the interfacial bonding quality is improved, thereby enhancing the load-bearing capacity of joints. When the rotational speed is fixed at 1500 r/min and the welding speed is increased from 10 mm/min (C-1) to 20 mm/min (C-3), the lap-shear strength is further increased to 30.2 MPa, 30.6 MPa and 36.7 MPa, reaching the highest value among all parameter combinations. This indicates that a dynamic balance is achieved between the cooling rate of cutting fluid and the heat input per unit length under these parameters, which not only avoids material degradation caused by local overheating but also ensures sufficient resin plasticization and uniform fiber spreading. With the optimal interfacial bonding quality, the mechanical properties of joints thus reach the peak level. When the welding speed is further increased to 30 mm/min (C-4), the lap-shear strength decreases to 9.3 MPa, 9.7 MPa and 10.5 MPa. This is because the excessively high welding speed significantly reduces the heat input per unit length, and the strong cooling effect of cutting fluid further weakens the effective heat input, leading to insufficient resin plasticization and unstable material flow. A large number of pores and fiber agglomeration defects are generated at the interface, which ultimately results in a significant reduction in the load-bearing capacity of joints. The variation trend of lap-shear strength is highly consistent with the evolution law of micro-morphology in weld cross-sections, which confirms that the synergistic optimization of the cooling effect of cutting fluid and welding parameters is the core to obtain high-quality CFRP friction stir welded joints. Tensile and shear properties of UFSW joints in cutting fluid media.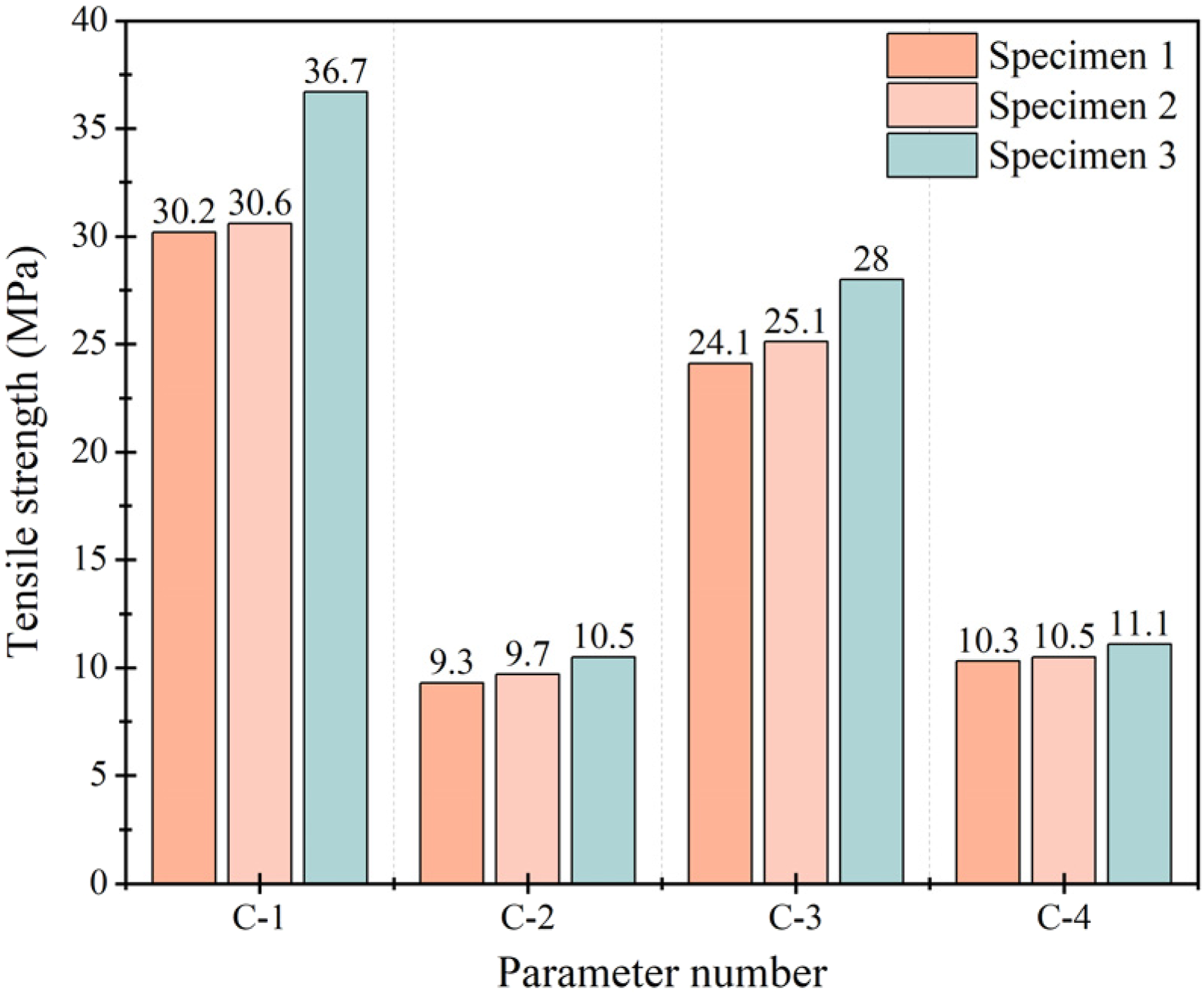
Significant differences exist in the action mechanisms of aqueous medium and cutting fluid in CFRP friction stir welding, which are reflected in their capability to regulate weld defects and the optimization effect on interfacial bonding quality. The aqueous medium is dominated by a single cooling function with its cooling rate difficult to control precisely. The strong cooling effect of room-temperature water at 20°C excessively dissipates frictional heat, leading to limited plastic softening range of CFRP and making the weld prone to tunnel grooves, dispersed pores and discrete fiber-matrix interfacial defects. The insufficient cooling rate of high-temperature water at 80°C causes excessive frictional heat input, inducing defects such as flash accumulation, aggregated pores and overburning degradation at the fiber-matrix interface. Only the water temperature of 60°C achieves preliminary balance between heat input and cooling rate, which suppresses partial defects but still suffers from the problem of flow trajectory curvature fluctuation. By virtue of the cooling-lubrication synergistic effect, cutting fluid improves the precision of defect regulation. Its controllable cooling capacity prevents local overheating or excessive cooling, and its lubricating property reduces frictional resistance between the stirring tool and material, thus decreasing brittle fracture and agglomeration of fibers. When the rotational speed of 1500 r/min is matched with the welding speed of 20 mm/min, cutting fluid completely eliminates weld porosity, fiber agglomeration and interfacial debonding defects, and forms uniform plastic flow trajectories with gap-free encapsulation. The corresponding lap-shear strength reaches 36.7 MPa, which is higher than the peak strength of 33.6 MPa obtained in the aqueous medium, and the defect rate of joints is significantly reduced. A comparison of the two media indicates that the aqueous medium with a single cooling function cannot meet the complex requirements of CFRP friction stir welding, while cutting fluid with synergistic functions has more advantages in defect suppression and joint quality improvement.
Conclusion
This work systematically reveals the regulation mechanism of aqueous medium and cutting fluid on microstructure, defect formation, and mechanical properties of CFRP friction stir welded joints. The dynamic balance between heat input and cooling rate is identified as the core factor governing joint quality. In aqueous medium, 60°C yields the optimal lap-shear strength of 33.6 MPa, but flow inhomogeneity still exists. By contrast, cutting fluid enables defect-free welds with a peak lap-shear strength of 36.7 MPa under 1500 r/min and 20 mm/min, owing to its controllable cooling and lubrication effects that stabilize material flow and enhance interfacial bonding. This study provides novel insights into multi-medium defect control for CFRP FSW, verifies the superiority of cutting fluid as an auxiliary medium, and offers a practical technical route for high-quality joining. Future work can develop multi-functional liquid media to further refine heat input regulation and achieve full-domain defect suppression in CFRP FSW.
Prospect
Future research can focus on multi-functional liquid media to break through the performance limitations of existing single-function media. On the one hand, based on the cooling-lubrication advantages of cutting fluids, the defect rate of joints can be further reduced. On the other hand, novel multi-component synergistic medium systems should be explored to optimize the precision of heat input regulation and material flow characteristics, thereby achieving full-domain suppression of defects in CFRP welds.
Footnotes
Author contributions
Chenhuan Tang: Writing original draft, Investigation, Methodology; Yibo Sun: Conceptualization; Jie Teng: Supervision, Resources; Haoxuan Cao: Validation; Fu Libin: Project administration.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the funding for Liaoning Science and Technology Plan Joint Plan (Key R&D Plan Project) (2025JH2/101800452).
Data Availability Statement
Data will be made available on request.