
Abstract
Fused deposition modeling (FDM) is abundantly adopted in various industries due to its enormous features among the other additive manufacturing techniques. To improve the biodegradability and properties of polymer components printed by FDM process, in this study, polylactic acid reinforced with short bamboo fibers (PLASBF) at different weight percentages (i.e., 03, 06, and 09) and with coupling agents were prepared using a melt mixer; PLA composite filaments were extracted via filament extruder setup. Further, PLA composite samples were prepared by using FDM. The surface texture and chemical compounds of short bamboo fibers (SBFs) were studied by SEM, EDX and FTIR. Also, the mechanical characterization of PLA composite specimens was investigated. The result shows that, the improved surface texture and enhanced hydrophobicity of SBFs were identified as compared to untreated SBFs. Additionally, the ultimate tensile strength of PLASBF09 increased (i.e., 80.68 MPa) among the other compositions and virgin PLA as well. Also, the flexural strength of PLASBF03 is significantly improved (i.e., 128.48 MPa) as compared to other compositions and neat PLA samples. The developed new class of PLA based short bamboo filament is suggestible as a feed stock material for FDM, small scale vendors, researchers and industrial applications.
Keywords
Introduction
Metals and metal matrix composites are adopted in emerging fields like automotive, aeronautical, medical and domestic because of enormous mechanical and thermal properties. Apart from the advantages, these are having certain issues like high capital cost, poor corrosion resistance, higher weight to aspect ratio and tedious task to produce complex geometries. Synthetic polymers (i.e., nylon, polyethylene, polyester, Teflon and epoxy) play a vital role in the small-scale industry applications and approximately overcome the above noted issues present in the metals and metal matrix composites. 1 However, synthetic polymers are harmful to the environment or to human health in case of ingestion, not biodegradable and eco-friendly. This reason, immense research has been reported on thermoplastic polymers like polypropylene (PP), polyvinyl chloride (PVC), acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA) to enhance the mechanical, thermal and biodegradability properties. 2
In addition, thermoplastic polymers are widely used in injection moulding, blow moulding and additive manufacturing applications due to which they can further mould or recycled easily. In additive manufacturing, thermoplastic polymer filaments (TPPFs) have been adopted for fused deposition modelling (FDM) to create complex geometries with less material wastage, no tooling and most economical manner as compared to subtract manufacturing process and fulfil the small-scale vendor requirements. Moreover, the optimization of FDM input variables much influence to enrich the dimensional stability and mechanical properties of TPPFs samples printed by FDM.3–5
Eventhough, the TPPFs having poor thermal resistance, non biodegradable and possess lower mechanical properties, hence the researchers has been focused on development of hybrid filaments i.e., thrmoplastic polymer filaments with reinforcemnt of natural fibers to sortout the drawbacks present in TPPFs. In addition, natural fibers being relatively low cost, abundantly available, easy to process, fast to cure, biodegradable and consists of adequate mechanical properties. Also, natural fibers are available in various size ranges, including long or continuous fibers (>1 mm) with a high aspect ratio (L/D ≈ 1000), short fibers (<1 mm) with a medium aspect ratio (L/D = 10–100), and particulate forms (10–25 µm) with a low aspect ratio (L/D = 1–10). However, long and continuous fibers are generally unsuitable for additive manufacturing processes because they tend to agglomerate and can cause nozzle clogging during the printing process. In contrast, short fibers and particulate forms are more compatible with 3D printing techniques and are therefore widely employed as reinforcement materials in additively manufactured composites. 6
Jordon Girdis et al., 7 developed and investigated ABS filament with reinforcement of macadamia nut shell powder (MNSP) for FDM applications. The characterization results revealed that, the 19 wt% of MNSP exhibits grater tensile properties (i.e., improved around 25%) and 30% denser than commercially available wood fill filament samples. However, the weight percentage of MNSP increases result in decreases the density as well as strength of the material. Milosevic et al., 8 explored mechanical characterization of polypropylene filament reinforced with hemp and harakeke natural fibers (10, 20 and 30 wt%) specimens by FDM. The investigation outcomes explored that, at 30 wt% of both hemp and harakeke fibers reinforcement in the polypropylene filament samples exhibits 50% increased tensile strength (TS) and 143% increased tensile modulus (TM) as compared to virgin polypropylene filament samples.
Also, Osman and Atia 9 investigated ABS filament with reinforcement of various fiber loadings (i.e., 5 wt%, 10 wt% and 15 wt%) of rice-straw (RS) for FDM process. The outcome result shows that, tensile strength for all the cases decreases, whereas flexural strength decreases and increased RS at 15 wt%. Moreover, the water absorption of the specimens increases when the fiber loading is added. Liu et al. 10 studied PLA filament with reinforcement of different weight percentages of sugar cane bagasse (SCB) (i.e., 3,6,9,12 and 15 wt%) samples by FDM. The result shows that, the TS and Flexural Strength (FS) decrease whereas Flexural Modulus (FM) increases in all the cases as compared to virgin PLA samples printed by FDM process. However, the better results were identified when the SCB at 6 wt%.
Sang et al., 11 developed a PLA filament with reinforcement of KH550 basalt fibre (KBF) of varying fiber loadings i.e., 5, 10 and 20 for FDM applications. Also, PLA/KBF filament components were compared with PLA/Carbon filament components with same wt%. The outcome revealed that, the PLA/KBF filament components exhibited closer TS and FS values of PLA/Carbon counterpart components. Moreover, Xiao et al., 12 Investigated mechanical characterization of PLA filaments reinforced with hemp hurd, focusing on samples produced by FDM. The study also included a comparison with samples produced by injection moulding (IM). The outcome revealed that the TS and FS of the FDM printed specimens were reduced by 50% and 32% as compared to IM samples. However, the impact strength (IS) of the FDM specimens was found to be comparable to that of commercially available PLA filaments.
Pereira et al., 13 focused on physical and mechanical characterization of PLA filaments reinforced with varying amounts of Rice Husk (RH) at 0, 5, 10, 15, and 20 wt% were considered for sample fabrication by FDM. The study found that it becomes challenging to successfully fabricate specimens using FDM when the PLA filaments contain more than 10% RH. Kesava Murthy et al., 14 Found the mechanical and wear characteristics of PLA filament reinforced with of born nitride (BN) for FDM applications. The findings explored that, the PLA with reinforcement of 5 and 10 wt% of BN exhibited significantly improved the ultimate tensile strength, with increases of 35.5% and 46.33% respectively as compared to virgin PLA. In addition, compared to PLA, the wear rate was reduced 0.12 and 0.10 microns of PLA-BN composite samples. Also, PLA reinforced carbon fibers 15 and Poly Butylene Adipate Terephthalate (PBAT) 16 composite specimens mechanical properties has been studied and compared with virgin PLA.
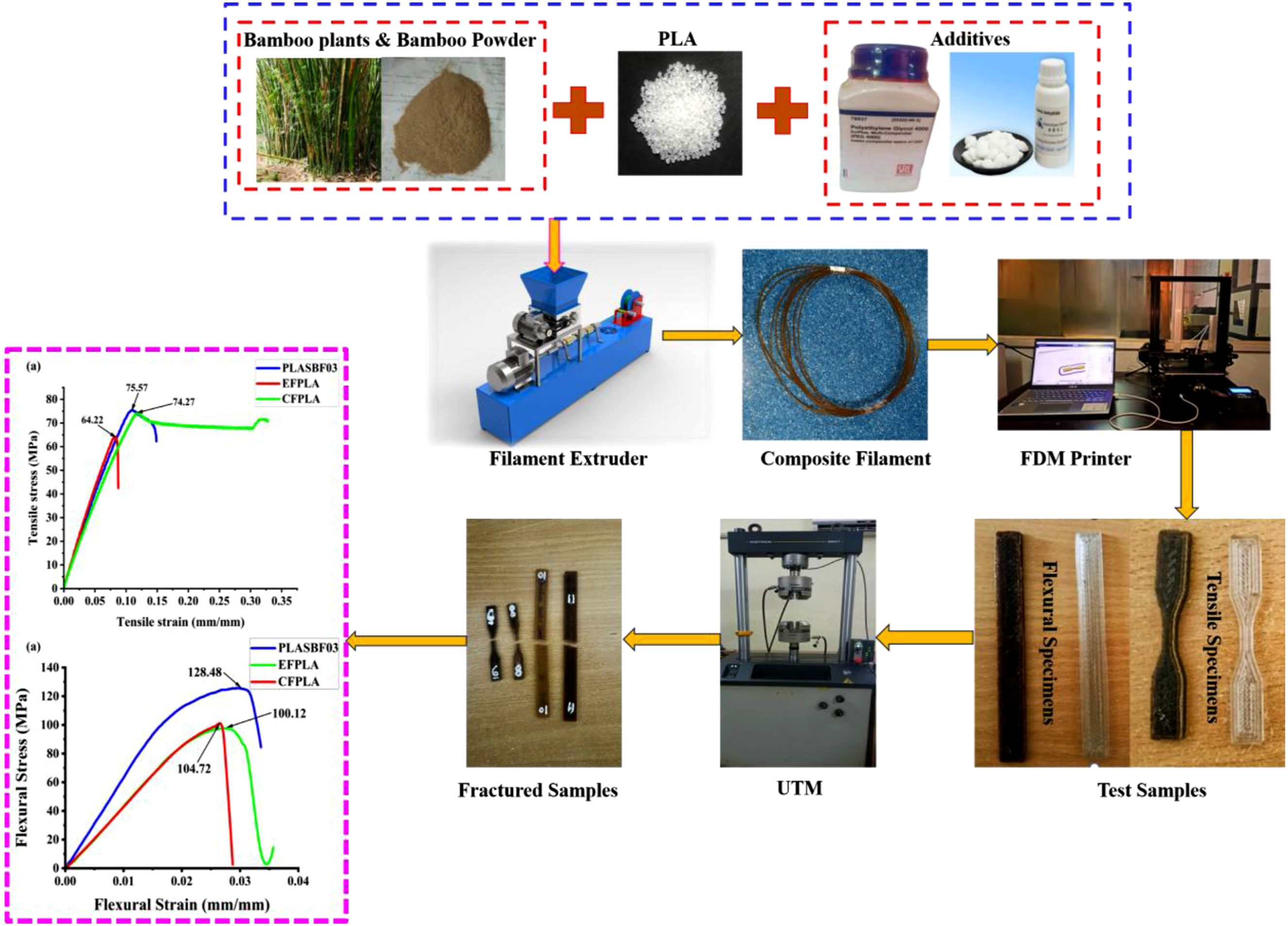
However, the limited research work has been reported on processing and fabrication of PLA based natural fiber reinforced filaments for FDM applications. This study focuses on development of new class eco-friendly 3D printing PLA filaments reinforced with of short bamboo fiber composites. Initially, bamboo fibers were extracted and refined, treated chemically with sodium hydroxide (NaOH) and benzoyl chloride solution. Later, PLA composite blended mixer (i.e., mixer of PLA, bamboo fibers and additives) have been prepared by using melt mixer setup. Subsequently, the PLA based filaments with varying weight percentages of SBFs were fabricated via filament extruder setup. Further, PLA and PLA with reinforcement of varying weight percentages of SBFs specimens (as per the ASTM standards) were printed by FDM. Finally, the surface texture of bamboo fibers with and without chemical treatments were examined. In addition, the mechanical properties like TS, TM, FS and FM of neat PLA and PLA based composite samples were evaluated.
Materials and methods
Biopolymers, fibers and chemical agents
Bio-PLA with KBB1012 grade is used as the matrix material. Short bamboo fibers (SBFs) with a particle size of 300 µm are employed as the reinforcement material at varying weight percentages (i.e., 3%, 6%, and 9% by weight). Additives or coupling agents such as malic anhydride (C2H2O3) (MA) and polyethylene glycol (C2nH4n+2On+1) (PEG) are incorporated to improve layer adhesion between polymer and the reinforcement. 17 Additionally, chemical treatments using sodium hydroxide (NaOH) and benzoyl chloride (C7H5OCl) are applied to the bamboo fibers to remove lignin, pectin, hemicellulose, wax, and other impurities and get the clean and rougher surface. Also, these treatments help reduce the fibers’ hydrophilicity and improve their hydrophobic characteristics.
Processing of short bamboo fibers
Bamboo (Bambusa), approximately 12 feet in length sticks were first cut into smaller stems. These stems were then converted into stakes through a peeling process. The stakes were further processed into raw bamboo powder using a shearing operation.
18
To ensure uniform particle size (300 µm), the powder was subjected to a sieving process.
19
The SBFs were then treated with a 5% sodium hydroxide (NaOH) solution at 50°C and stirred at 1000 rpm for 3 hours. This treatment removed chemical elements like pectin, hemicellulose, lignin, waxes, and other surface contaminants, while preserving the cellulose content. After treatment, the wet BCFs were cleaned with acetone and distilled water to eliminate any residual NaOH. Finally, the cleaned BCFs were dried in a hot air oven at 50°C for 48 hrs and kept in airtight sealed vessel.20–22 The processing of SBFs procedure as shown in Figure 1. Processing of raw bamboo stems to short bamboo fibers with NaOH treatment.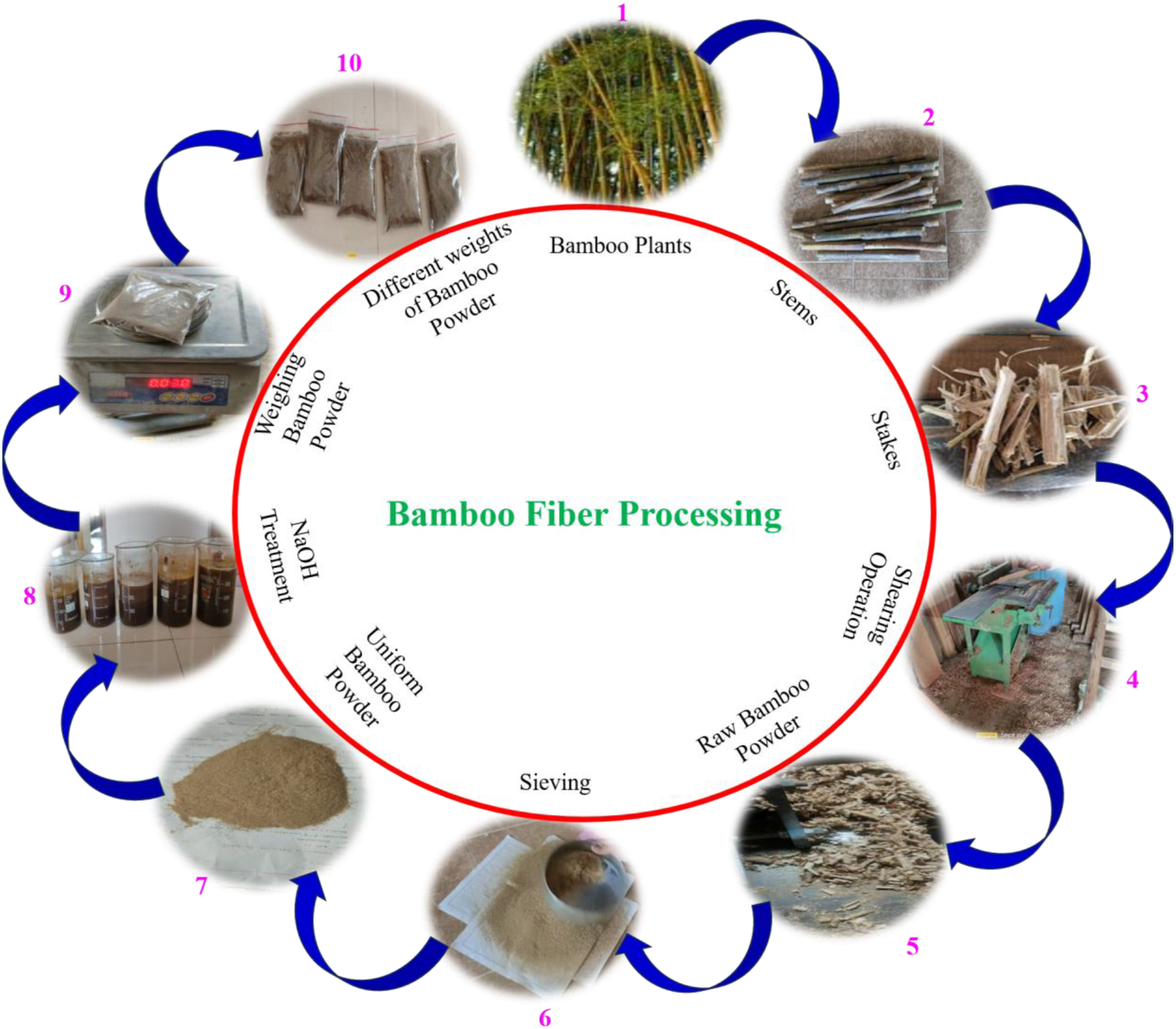
Benzoylation treatment on SBFs
In general, natural fibers have hydrophilic nature to absorb the moisture around 5 to 10%. This result in debonding between polymer and fiber, variation in dimensional stability of the fibers, ineffective mechanical load transformation between fiber and matrix and moths and insects attracts towards the moisture result in damage of composite material. 23 Before mixing of reinforcement with matrix, fiber treatment is most essential to sort-out the above listed issues, hence the benzoylation treatment is one of the fiber surface modification treatments to reduce hydrophilic nature and enhance the hydrophobicity of the fibers. 24 Initially, BCFs immersed into a solution of 50 mL benzoyl chloride (C7H5ClO] (purity is 99%, density 1.21 g/cm3, and 10 wt% NaOH solution with a fiber to solution ratio is 1:10 and stirring speed of 1000 rpm for 20 minutes. Later, fibers were soaked into ethanol solution in 1 hour to remove the ineffective benzoyl solution. Finally, the treated fibers were refined with distilled water and then remove the moisture in hot-air oven at 50°C for 24 hr. 20
SEM (Scanning Electron Microscope)
The surface texture of SBFs before and after NaOH and benzoylated treatment has evaluated by SEM images obtained from a ZEISS EVO series Model EVO 18. Prior to imaging, the test samples (SBFs) were thoroughly cleaned to remove any contaminants or debris. They were then coated with gold to enhance image quality. The samples were subsequently mounted on aluminium studs and stored in a moisture-free environment until SEM analysis was performed.
EDX (Energy Dispersive X-ray)
The EDX is used to analyse the microstructures observed in SEM for detailed elemental composition. This non-destructive analysis accurately determines the chemical elements and their concentrations in the samples, including both treated and untreated bamboo fibers. The EDX system features an X-MAX analytical silicon drift sensor with a range of 20 mm2 and resolution guaranteed in accordance with ISO 15632:2002.
Fourier Transform Infrared (FTIR) Spectroscopy
The functional chemical groups of bamboo fibrils untreated, treated with NaOH and benzoyl chloride were obtained by using FTIR spectroscopy (Bruker FTIR ALPHA II Spectrometer, NIT Raipur, Chhattisgarh, India). The spectra were acquiring 8 scans with a resolution of 2 cm−1. The obtained spectra having the absorbance of the various bamboo fibers verses wavenumber with a range of 500–4000 cm−1.
Composite filament preparation
The counter clock wise rotating dual screw mixing device is used for blending of PLA, short bamboo fibers, MA and PEG for preparation of composite blended mixture. Further, the conical twin screw filament extruder setup (Model; HAAKE Rheomex CTW5, Thermofisher, Germany) is used for extraction of PLA filament reinforced with short bamboo fibers and additives. The extruding spindle speed is 15 rpm, and the filament extruder feeding to metering zone temperatures are 180°C, 195°C and 190°C respectively. The filament extrudate squeezed out through 2 mm nozzle and the filament diameter is controlled by calliper and oblong is to be 1.75 ± 0.05 mm diameter. The extracted filament spool dried in hot-air oven at 40°C at 12 hours and stored at room temperature preceding to printing in FDM printer.
Preparation of the specimen by using FDM printer
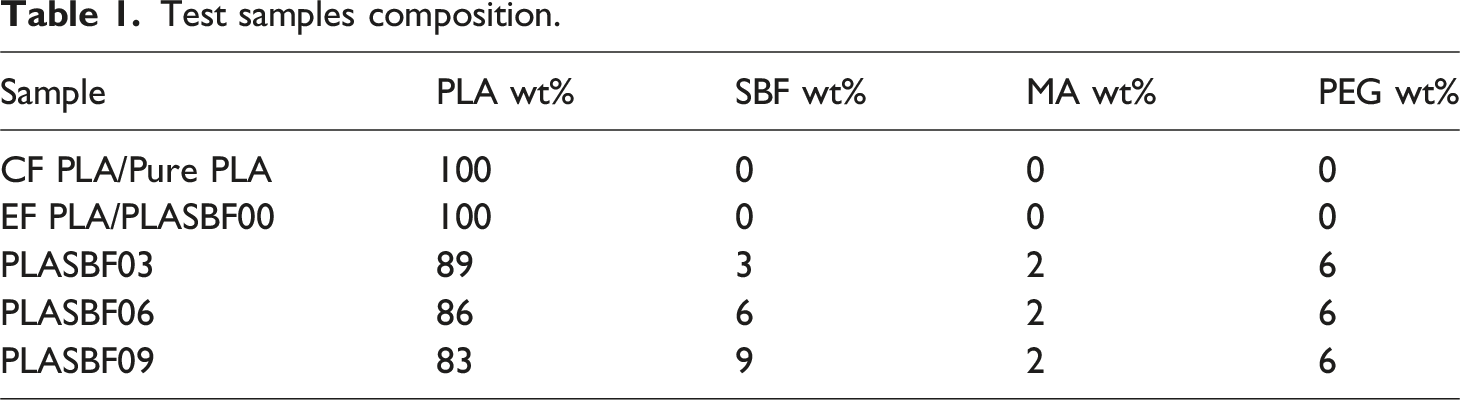
Test samples composition.
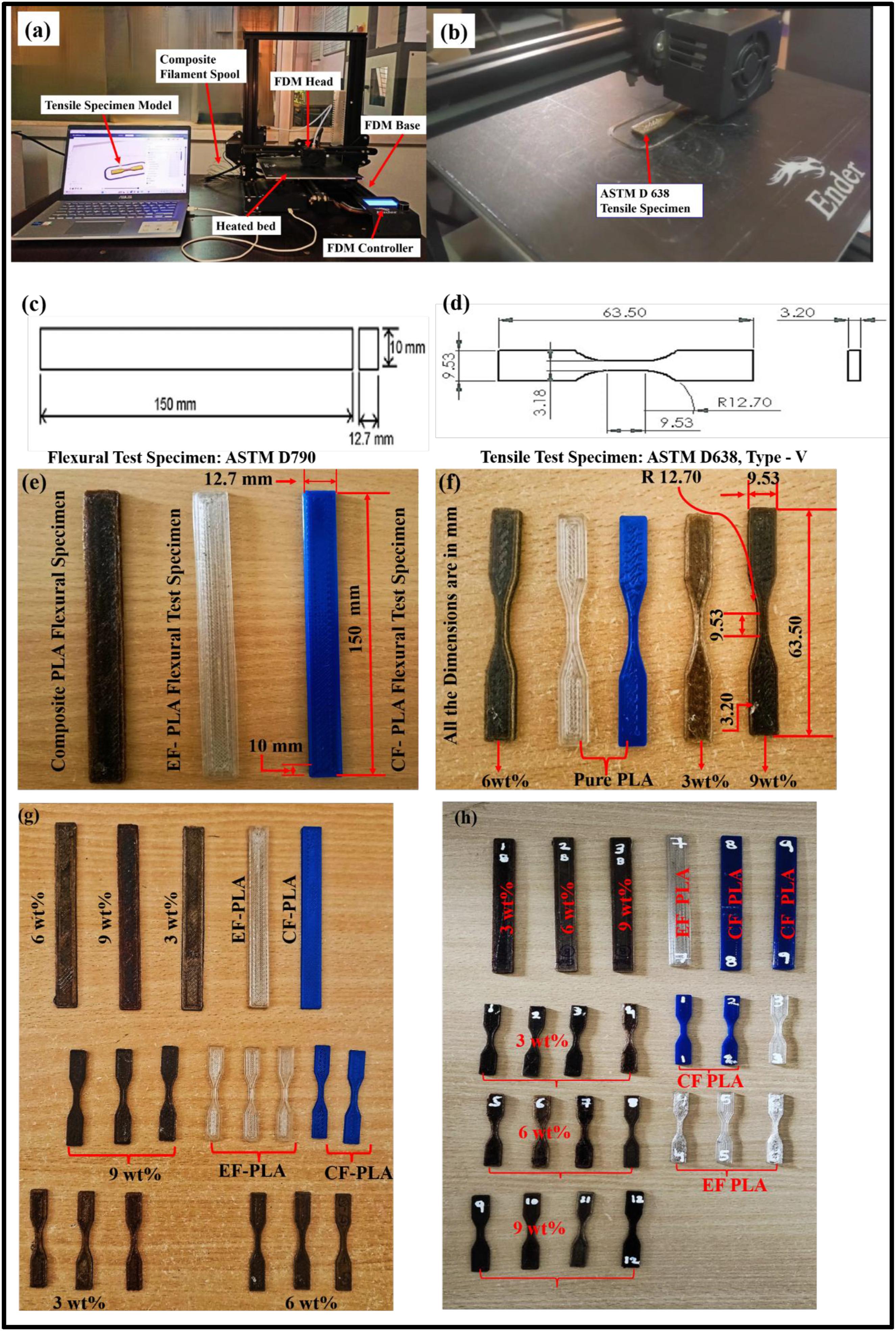
(a) FDM printer setup (b) Printing of the sample (c) Standard flexural specimen (d) standard tensile specimen (e) flexural samples with dimensions (f) tensile samples with dimensions (g) Testing samples (h) Testing samples with labeling.
Experimental details
Tensile tests were carried out using an INSTRON 3367 machine, which has a load capacity of ±30 kN and is equipped with a 40 mm axial extensometer. All tensile tests were performed at a crosshead speed of 2 mm/min. The corresponding values of ultimate tensile strength (UTS) and tensile modulus (TM) were determined for the samples, as illustrated in Figure 3(a)–(d). 3 Point bending tests were done on the same setup, with a crosshead speed of 5 mm/min. The test specimens were supported on movable supports with a span of 60 mm, as shown in Figure 3(e)–(g). The flexural strength (FS) and flexural modulus (FM) were measured from the results and are presented in Table 2. For both the tensile and flexural tests, three samples were used for each set of measurements. (a-g). UTM testing setup and testing of PLA and PLA + SBFs tensile and flexural specimens. Tensile and flexural samples test results.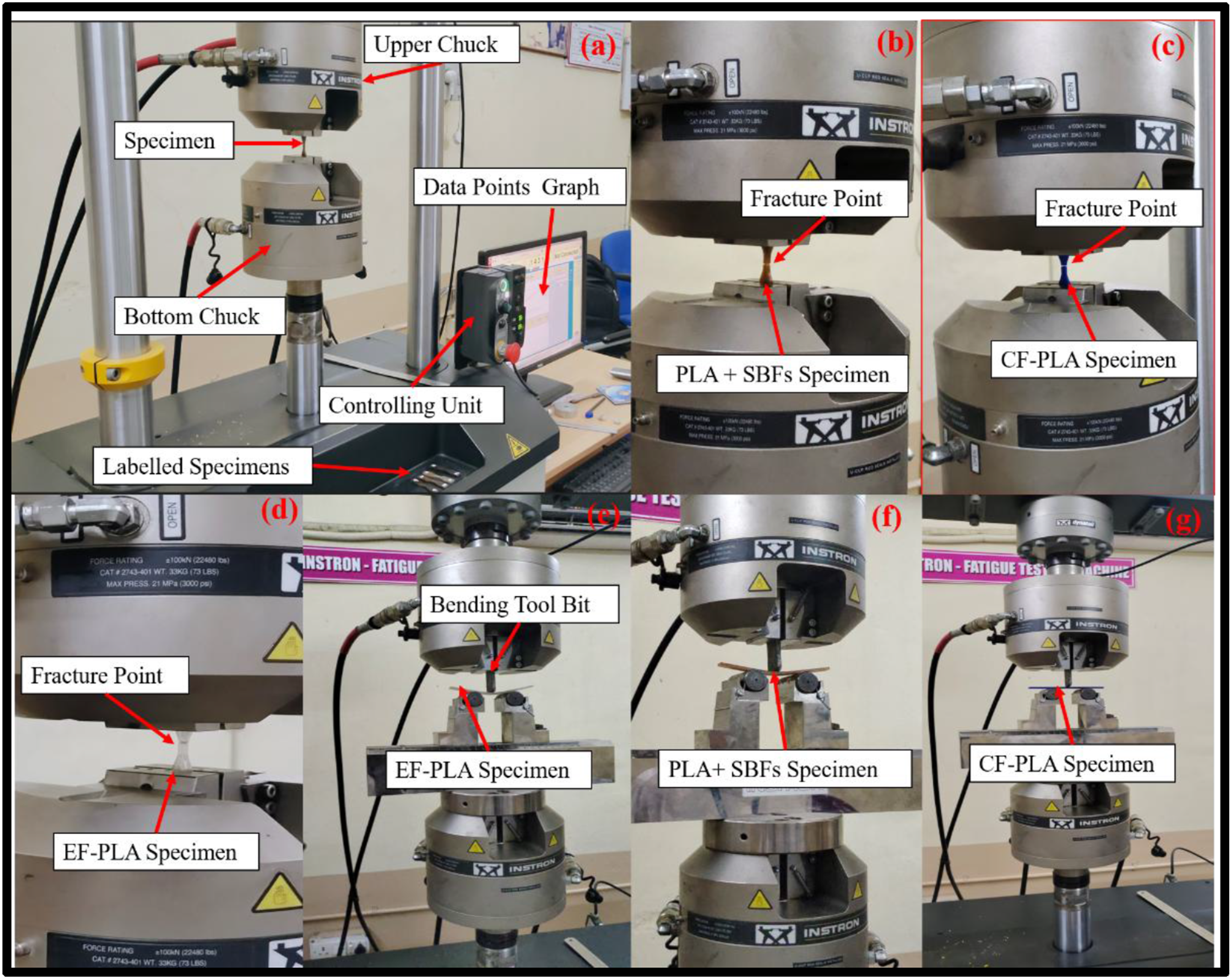
Results and discussions
Impact of alkali treatment on bamboo fibrils
Bamboo fibers are suppressed different chemical constituents, including cellulose, pectin, lignin, hemicellulose, and wax. Cellulose, which is linked by hydrogen bonds, undergoes a transformation during alkali treatment. 25 When treated with an alkali solution, the hydrogen bonds in cellulose are broken, leading to the formation of hydroxyl groups through ionization. Simultaneously, components such as hemicellulose, lignin and pectin react with sodium ions and dissolve in water. 26 Surface impurities and waxes are removed by thoroughly washing the bamboo fibers with deionized water. After alkali treatment, the remaining pure cellulose in the bamboo fibers exhibits greater flexibility and an ability to rearrange its structure under applied loads. 27
Furthermore, the treatment modifies the fiber surface and its reactivity, rather than claiming improved behavior with resins and composites.
20
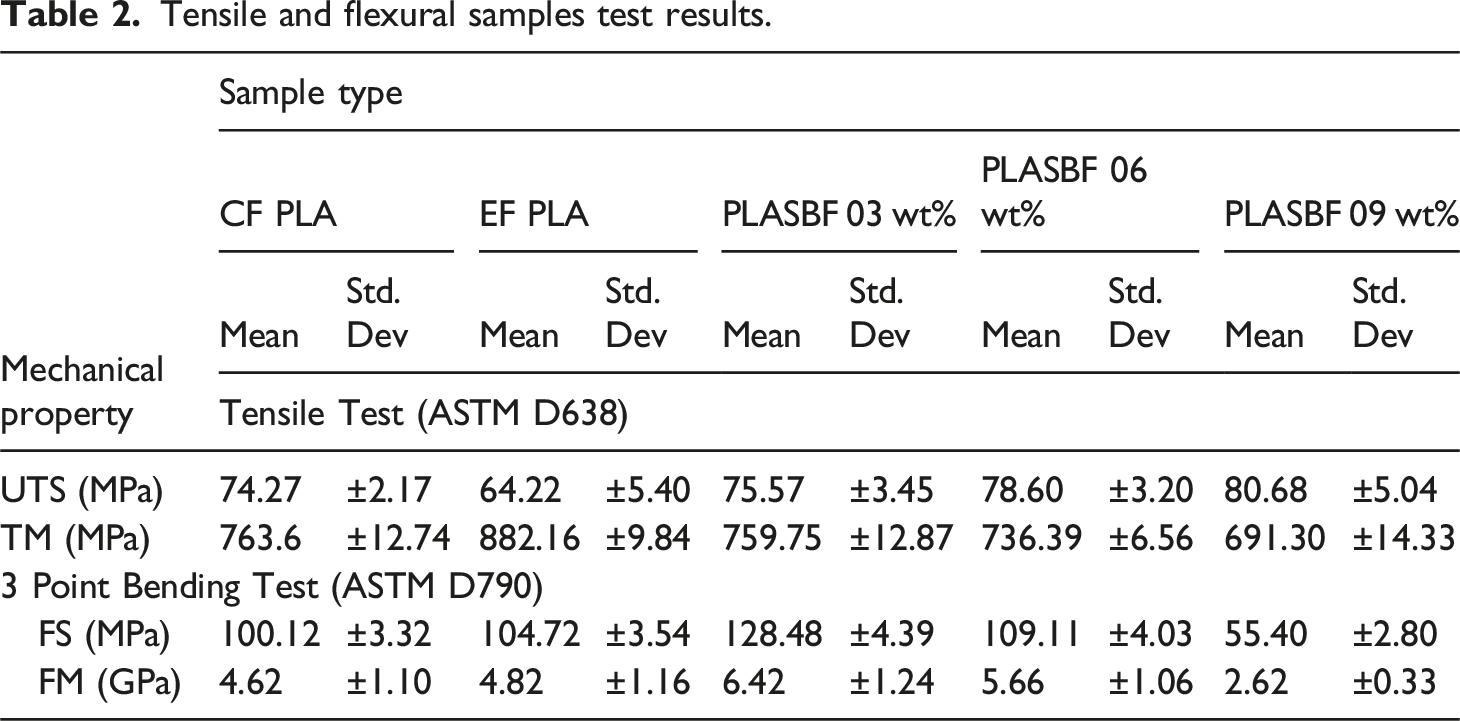
Figure 4 (a)–(d) shows SEM images illustrating the changes before and after alkali treatment. Before treatment (Figure 4 (a)–(b)), fibril breakage, smoother surfaces, and surface impurities are clearly visible. After undergoing the mercerization process (Figure 4 (c)–(d)), the bamboo fibers display a cleaner, rougher texture with visible grooves, indicating structural changes and improved surface characteristics. SEM images of bamboo fiber (a-b) without NaOH treatment (c-d) with NaOH treatment.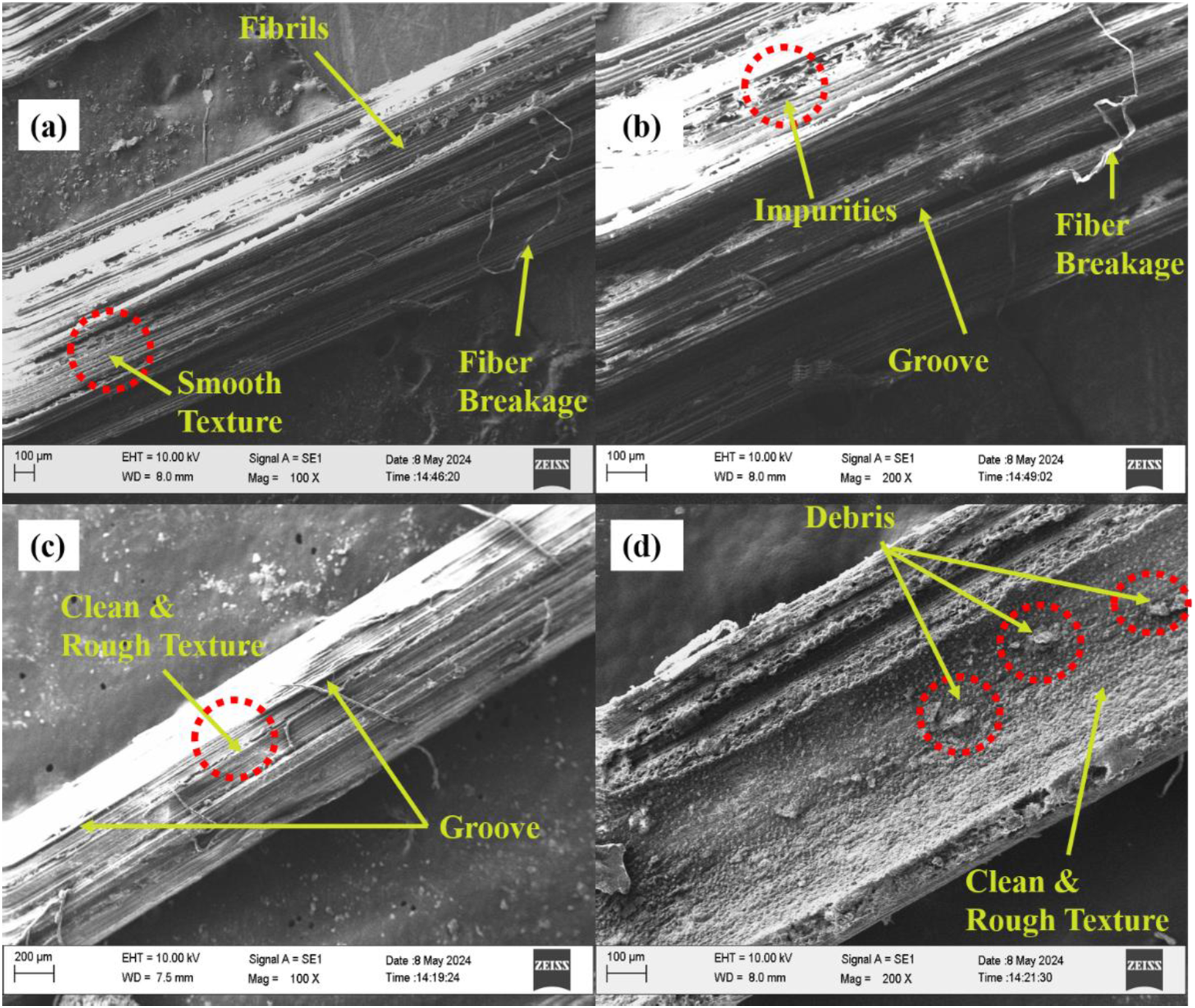
Benzoylation treatment effect on bamboo fibers
Natural fibers are predominantly hydrophilic and have smooth surfaces, which can result in reduced mechanical properties and poor interfacial bonding between the polymer and fiber. To address these issues, the fibers undergone a benzoylation process, which made them more hydrophobic and created a rougher surface texture as shown in Figure 5(a)–(b). This treatment ultimately led to improved mechanical properties and enhanced bonding among the matrix and fiber.
20
SEM images of bamboo fiber (a) without benzoylated (b) with benzoylated.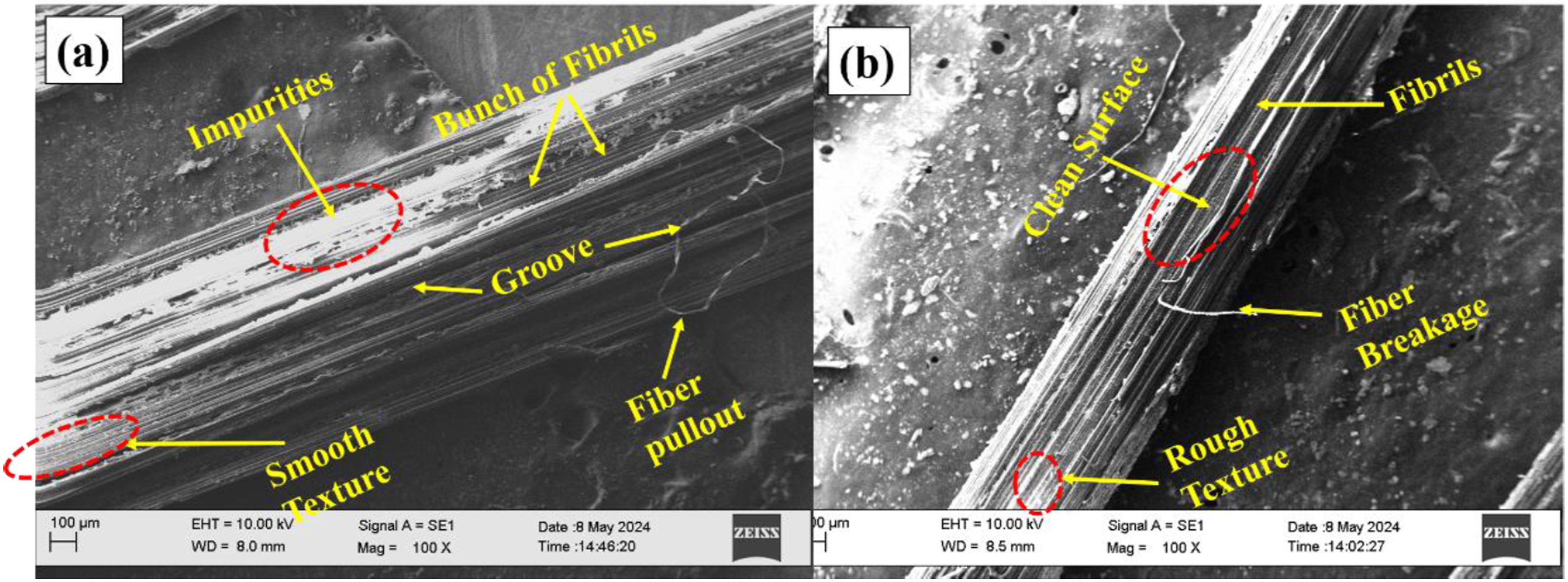
The SBFs were first treated with alkali solution to remove surface impurities such as lignin, waxes, and oils. This alkaline treatment also activates the hydroxyl groups present in cellulose and lignin, as illustrated in Figure 6(a). The process causes the breakdown of α-O-4 bonds,
20
leading to the generation of additional hydroxyl groups and the release of Na+ ions. The alkali treated SBFs reacted with benzoyl chloride and NaOH (i.e., NaOH is helps in neutralizing the liberated HCl (hydrogen chloride) and also acts as a catalyst for a reaction) solution.
28
The reaction results in the substitution of OH groups in the SBFs with benzoyl groups. This process also releases sodium ions (Na+) and chloride ions (Cl−), which dissolve in the water. As a result, sodium chloride (NaCl) is formed, as illustrated in Figure 6(b). (a) Fibers treated with NaOH solution (b) Alkali treated fibers with benzoylation process.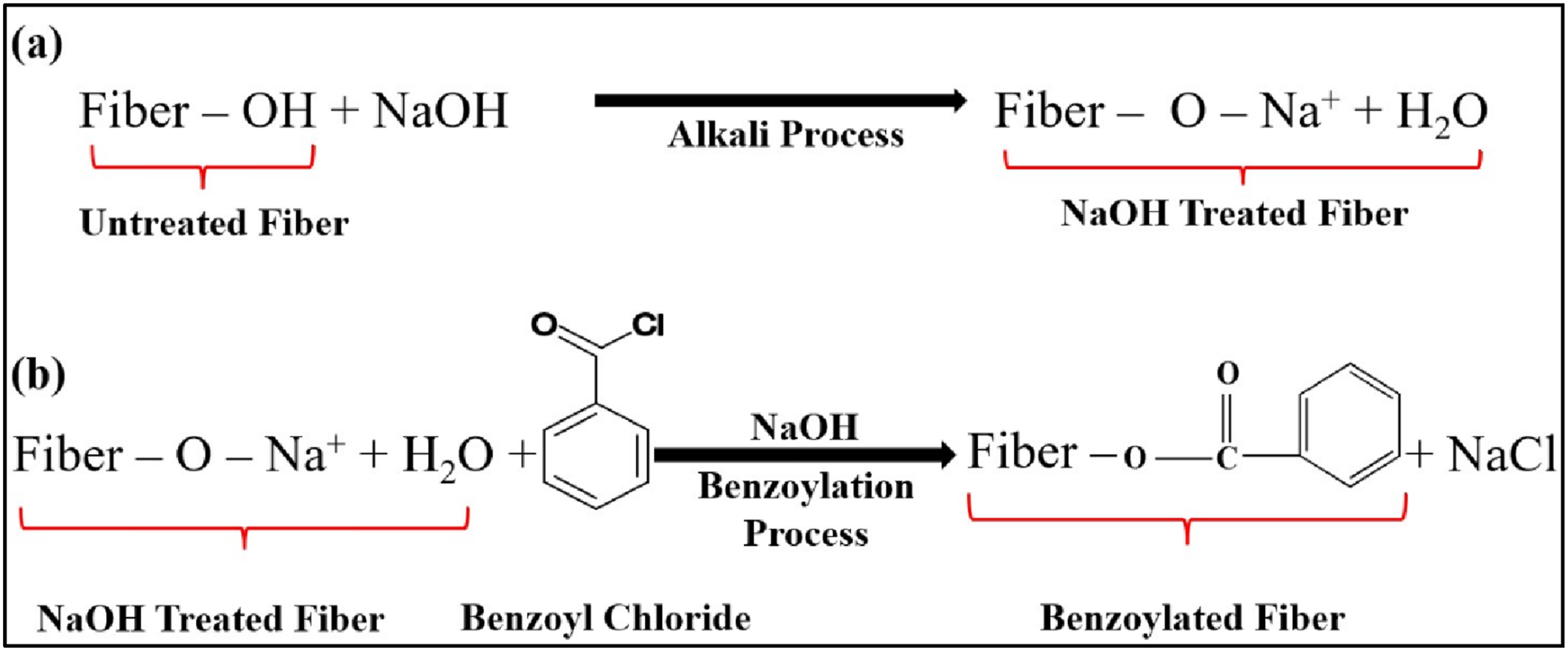
The mass density of the benzoylated fiber increased by 1.03 times compared to the untreated fiber. This increase is attributed to the grafted molecules filling the pores and voids within the fiber. 29
Results of EDX
The EDX analysis is used to determine the molecular and atomic weight percentages of chemical elements present in bamboo fibers before and after NaOH and benzoylation treatments, as shown in Figure 7 (a)–(f). EDX analysis of bamboo fibers (a-b) Untreated (c-d) Alkali treated (e-f) Benzoylated.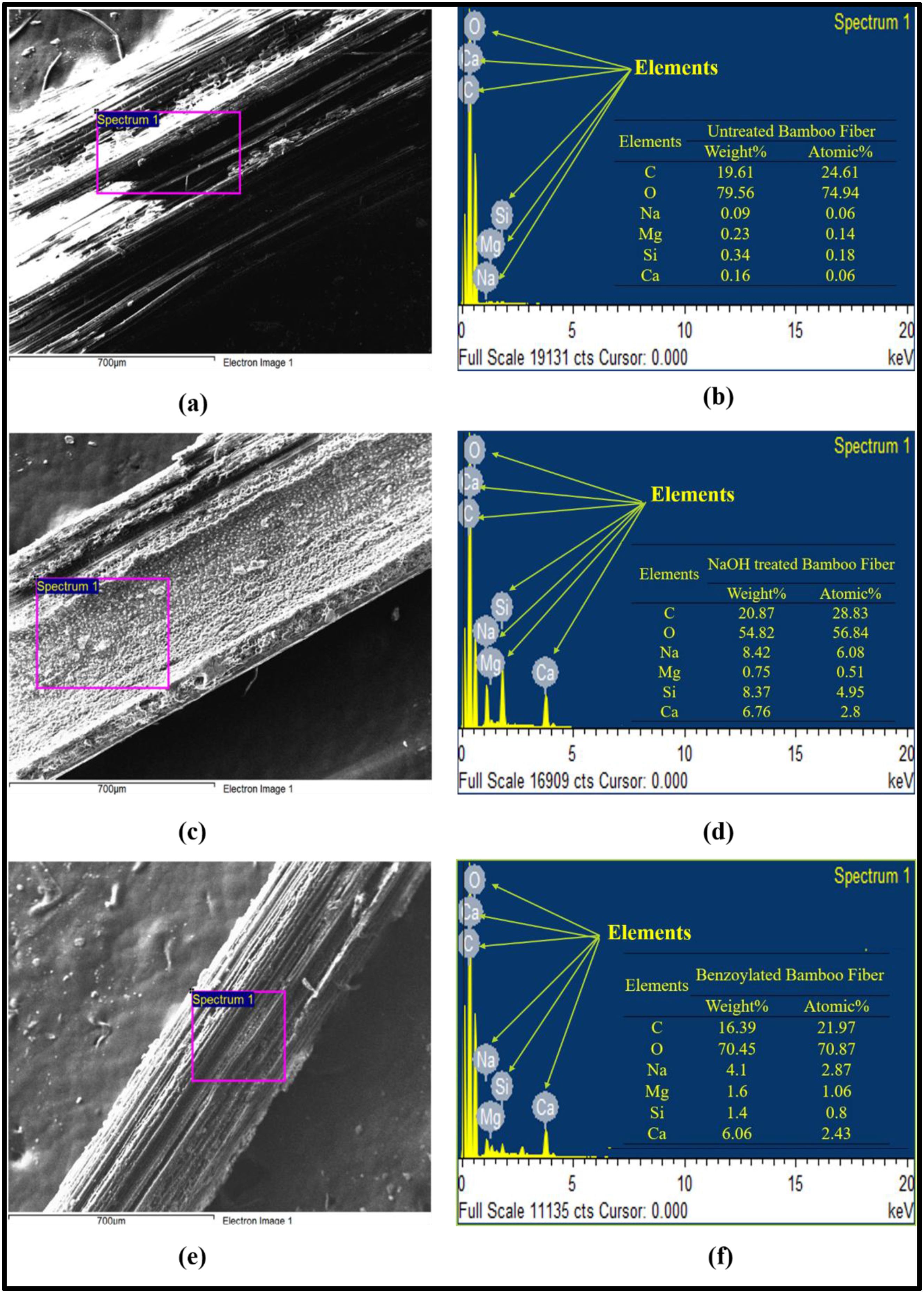
The EDX images in Figure 7 (a)–(b) reveal that elements such as O (oxygen), C (carbon), Na (sodium), Mg (magnesium), Si (silicon), and Ca (calcium) are the major constituents, with carbon and oxygen being the primary elements associated with cellulose. 30 Their respective molecular and atomic weight percentages are disclosed in Figure 7(b, d, f). Following NaOH treatment, the carbon percentage increases slightly from 19.61% to 20.87%, while the oxygen percentage decreases significantly from 79.56% to 54.82%, as depicted in Figure 7 (c)–(d). These changes may be occurred due to the reaction of non-cellulosic compounds such as pectin, hemicellulose, lignin and waxes with sodium and chloride ions, leading to their dissolution in water.31,32 In the case of benzoylation treatment, the carbon and oxygen percentages decrease from 19.61% to 16.39% and from 79.56% to 70.45%, respectively, as illustrated in Figure 7 (e)–(f). This reduction is occurred due to the grafting of benzoyl functional groups onto the surfaces of the bamboo fibers, which enhances their hydrophobicity and removes the excess starch, hemicellulose, cellulose and lignin. Consequently, the compositions of carbon and oxygen are decreased. 33
FTIR analysis
The untreated and treated bamboo fibril FTIR spectra as shown in Figure 8. The characteristic peaks position of the FTIR spectra deduced about the constituents and their bonding between the chemical species based upon the functional groups present in the sample. Bamboo fibre FTIR spectra.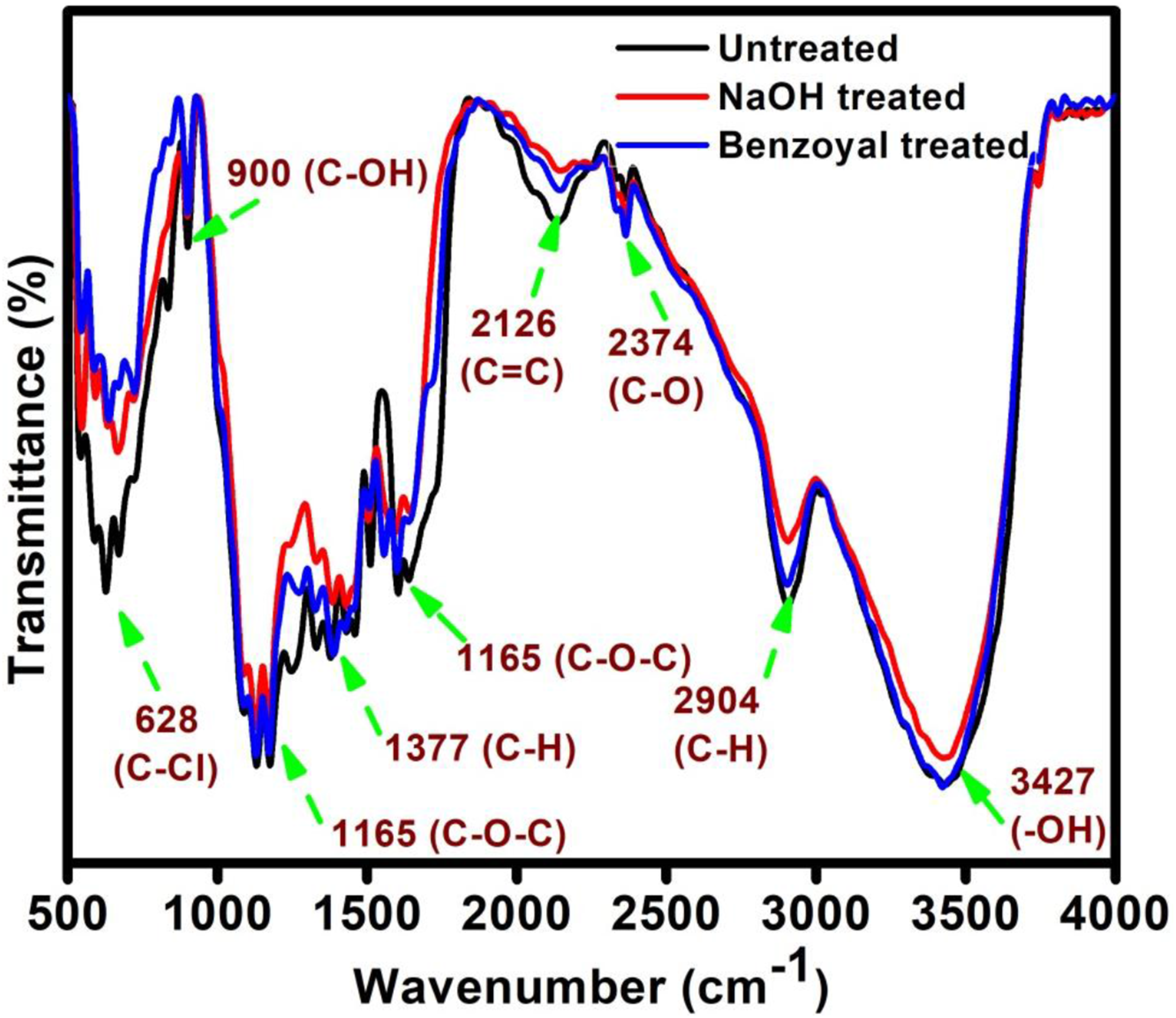
The three FTIR spectra of untreated Bamboo, NaOH treated and benzoyl treated as shown in Figure 8. For the comparison, characteristic peaks positions of FTIR spectra for untreated and treated with NaOH and benzoyl are found to be insignificant deviation in the peak position (Figure 8). The treatment of bamboo fiber with an alkaline solution and benzoyl agent leads to the partial elimination of surface-bound non-cellulosic components and contaminants, without altering the native molecular structure of the cellulose itself.34,35 The exact position of the characteristic peaks are designated along with functional groups in the inset of the FTIR spectra (Figure 8). It is well known that bamboo is consisted of cellulose, lignin, and hemicellulose are the main elements. A distinct infrared absorption band appearing at 628 cm−1 indicates the halogen compound due to formation of chloro-compound (C-Cl). 36 A separate, notable signal near 900 cm−1 corresponds to hydroxyl group motion, providing evidence for β-glycosidic linkages that connect anhydro glucose segments within the polysaccharide matrix. 37 Vibrational activity at 1165 cm−1 reflects ether-type C–O–C linkages inherent to the polymer framework. The resonance at 1377 cm−1 aligns with aliphatic group dynamics, including methylene scissoring and methyl deformation. Additionally, an absorption feature at 1610 cm−1 is linked to the vibrational response of molecularly bound water. Peaks positioned at 2126 cm−1 and 2374 cm−1 correspond to unsaturated carbon frameworks, such as alkyne triple bonds, and vibrational modes in alkyl chains, respectively. Finally, a broad absorption near 3426 cm−1 highlights hydroxyl interactions associated with structural biopolymers like lignin, hemicellulose, and cellulose, which are the key elements of bamboo architecture. 35
Extraction of composite filament via filament extruder
The composite filaments were extracted by conical twin screw filament extruder setup (shown in Figure 9(a)). Firstly, the copped compound composite (i.e., mixing of PLA, bamboo fiber, MA and PEG) pieces scooped into hopper of filament extruder. Initially, the compound material enters into feeding zone at which the material gets preheated and tends to moisture free compound. Later, material flows towards the compression zone, at this stage material reaches to its glass transition temperature result in rubbery state of PLA based compound converted into glassy state.
38
Further, the glassy state material crowded out from the 2 mm nozzle and formed into a filament having 1.75 ± 0.05 mm diameter.
39
Finally, the extracted filament passing through a belt conveyor and spooled as shown in Figure 9 (b)–(d). (a) Filament extruder setup (b) Composite filament spool extracted from filament extruder (c) PLA filaments with reinforcement of different wt % of bamboo fibers (d) Pure PLA filament.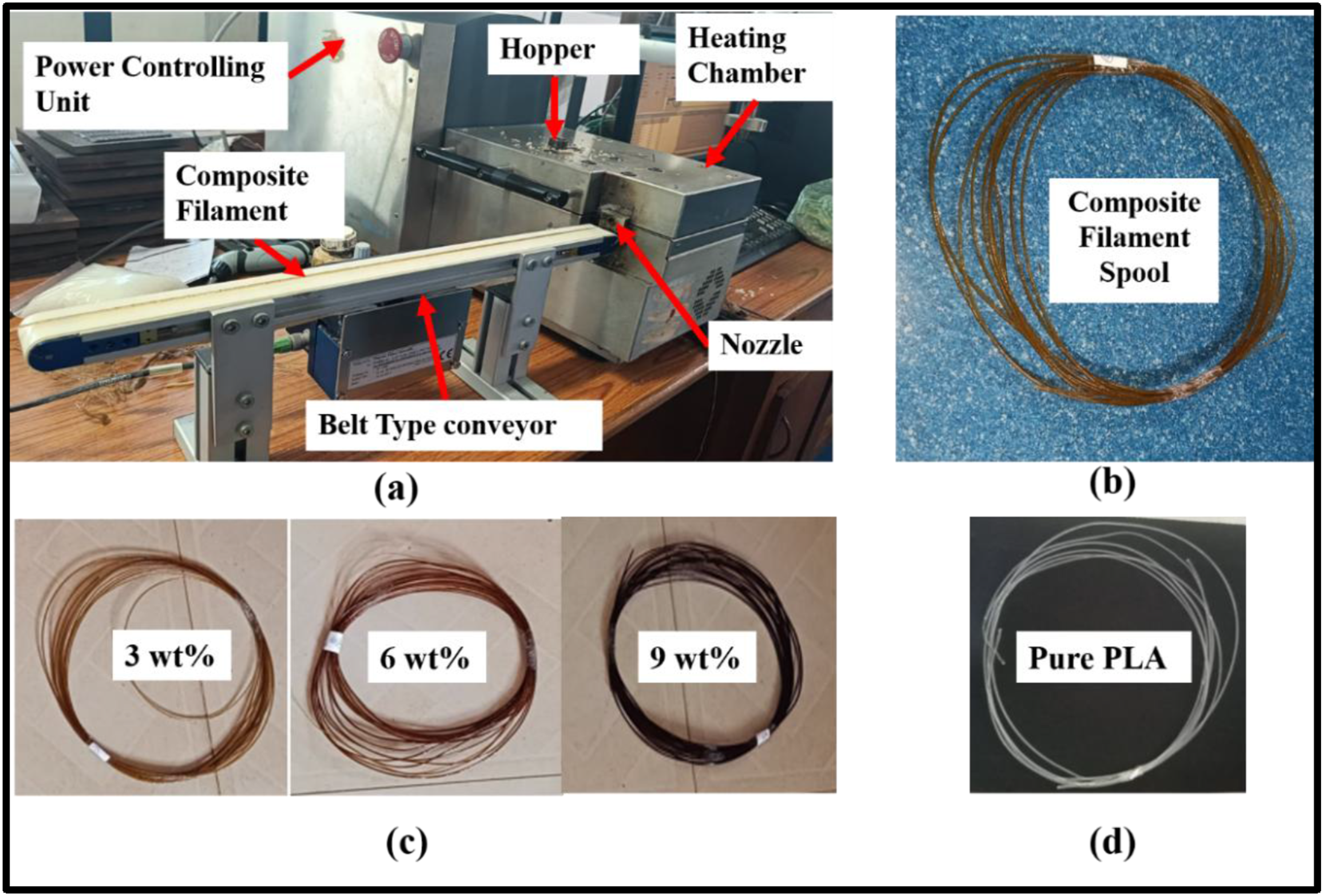
Mechanical properties of composite filament specimens
Tensile properties of PLASBF composite specimens
The tensile strength (TS) values of PLASBF03 (75.57 MPa), PLASBF06 (78.60 MPa) and PLASBF09 (80.68 MPa) are significantly improved as compared to CFPLA (74.27 MPa) and EFPLA (64.22 MPa) samples as shown in Figure 10 (a)–(c). This is due to fact that, the bamboo fibers possess high TS, which directly contributes to the enhanced strength of the PLA composite when mixed into the polymer matrix.
40
Additionally, the strong and stiff short bamboo fibers along with coupling and toughening additives in the PLA matrix, effectively distributing stress more evenly result in reducing the premature failure under the tension.
41
However, the tensile modulus of PLASBF with 3,6 and 9 weight percentages are gradually decreasing i.e., 759.75 MPa, 736.39 MPa and 691.30 MPa even with increasing tensile strengths of the corresponding composites. This is because, increasing the fiber loading may leads to poor fiber distribution and increased void formation throughout the composite result in negative impact on the tensile modulus.42,43 (a-c). Tensile stress versus tensile strain graphs of 3,6 and 9 wt% of PLASBFs.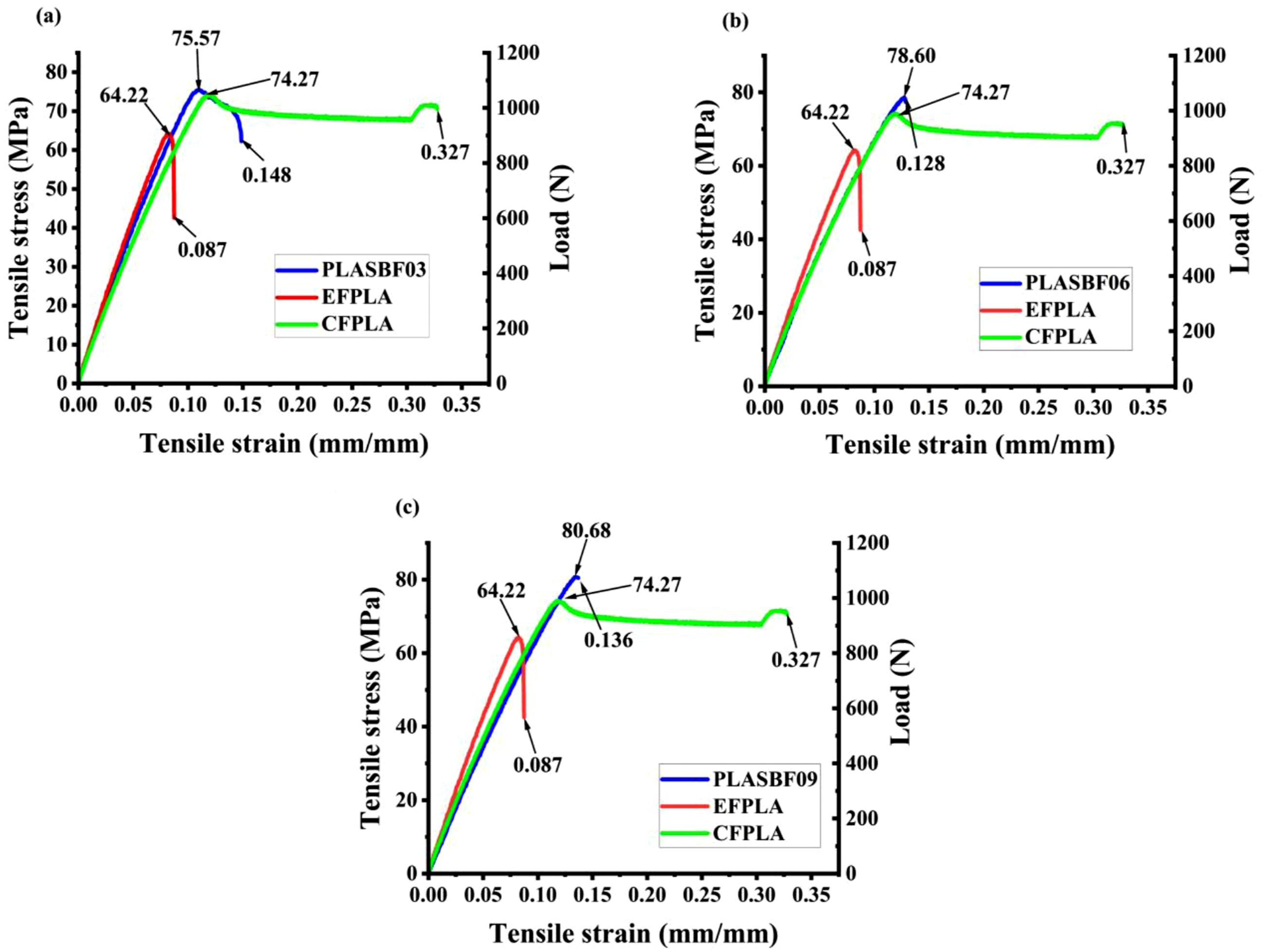
The percentage of elongation (i.e., tensile strain × 100) of PLASBF03 (14.8 %), PLASBF06 (12.8 %) and PLASBF09 (13.6 %) are drastically reduced as compared to CFPLA (32.7 %) sample as shown in Figure 10 (a)–(c). This is because, the higher tensile strength of all compositions leads to lesser deformation plastically before the failure point, result in inherently lower percentage of elongation as compared with virgin PLA samples.44,10 Also, it is found that, the EF PLA sample exhibits lower percentage of elongation i.e., 8 % is drastically reduced as compared to other compositions and CFPLA samples. 45 This is may occur due to variation of temperatures in the filament extruder setup and absorption of moisture content of the PLA granules before entering in to the filament extruder.
Flexural properties of PLASBF composite specimens
The properties like FS and FM of the PLASBF03, PLASBF06, PLASBF09, EFPLA and CFPLA samples were investigated and the obtained results were plotted flexural stress versus flexural strain graphs are displayed in Figure 11 (a)-(c). From Figure 11 (a) shows that, The PLASBF03 sample observed higher flexural strength i.e., 128.48 MPa over EFPLA (i.e., 100.12 MPa) and CFPLA (104.72 MPa) samples. This is due to fact that, the stiff and strong bonding between PLA matrix and short bamboo fibers due to coupling agents to allows the effective load transfer PLA matrix to SBF reinforcement, avoids the localized stress concentration result in improved flexural strength as compared with neat PLA samples.
46
Also, identical pattern has been noticed in the case of PLASBF06 and presented in Figure 11(b), it is found that, the FS of PLASBF06 is 109.11 MPa, EFPLA is 100.12 MPa and CFPLA is 104.72 MPa were obtained.
47
(a–c). Flexural stress versus flexural strain graphs of 3,6 and 9 wt% of PLASBFs.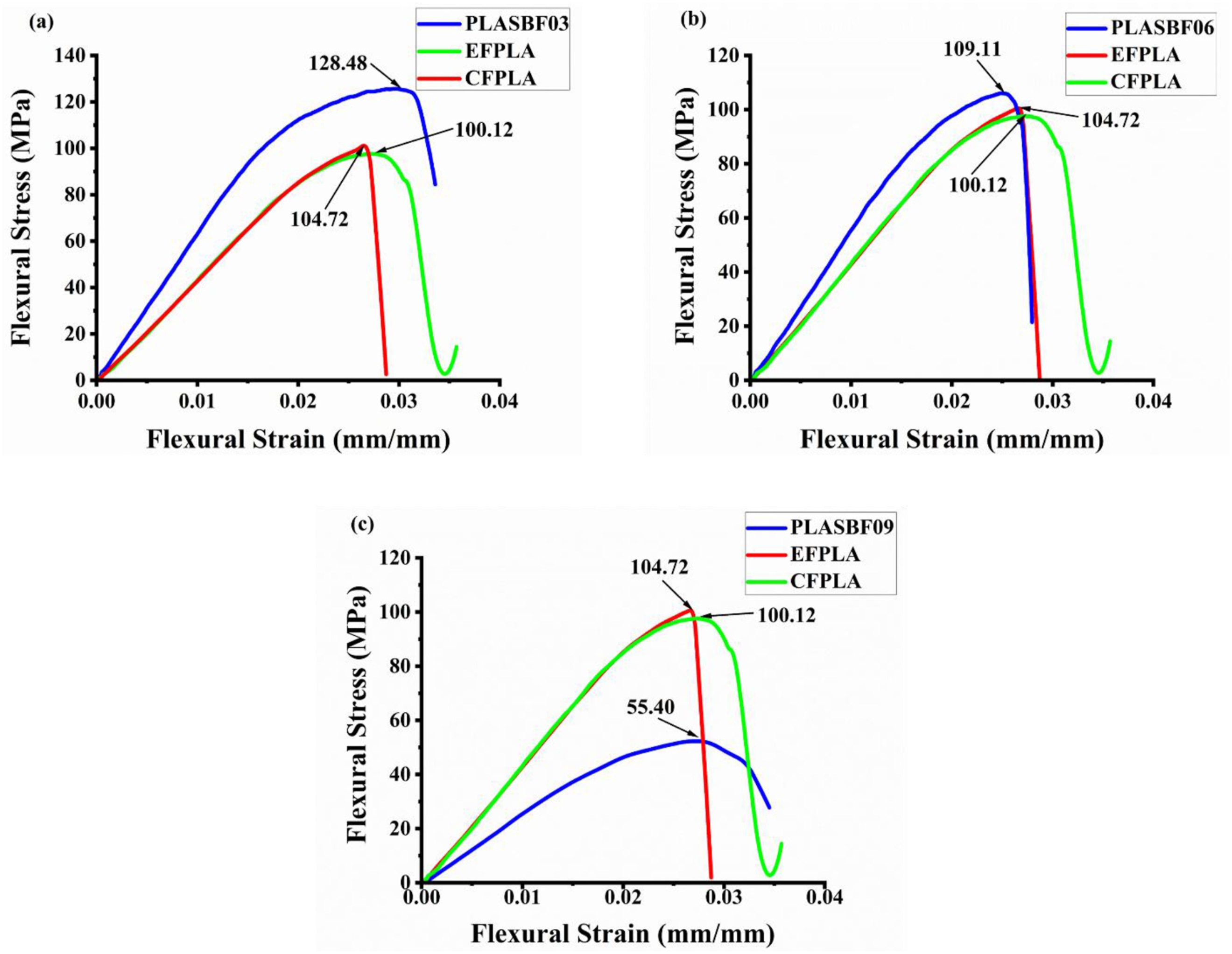
However, the negative trend was observed in the case PLASBF09 as shown in Figure 11(c). it is noticed from the graph that, the PLASBF09 decreased i.e., 55.40 MPa as compared with EFPLA and CFPLA (i.e., 104.72 MPa and 100.12 MPa) samples. The reason is that, the higher loading of the SBFs in the PLA polymer can develop stress concentration points in the composition, result in debonding among the polymer and fibers and misalignment between the fibers, possess in premature failure under the lower loads and obtained poor flexural strength. 48
Fractography analysis of PLA and PLA composite specimens
The fractography study of PLA and PLA reinforced with varying weight percentages of SBFs was conducted by analysing the fractured cross-sections of the specimens (shown in Figure 12 (a)–(h)). Fracture analysis of samples (a, e) Pure PLA (b, f) PLA+3 wt% of SBFs (c, g) PLA +6 wt% SBFs (d, h) PLA +9 wt% SBFs.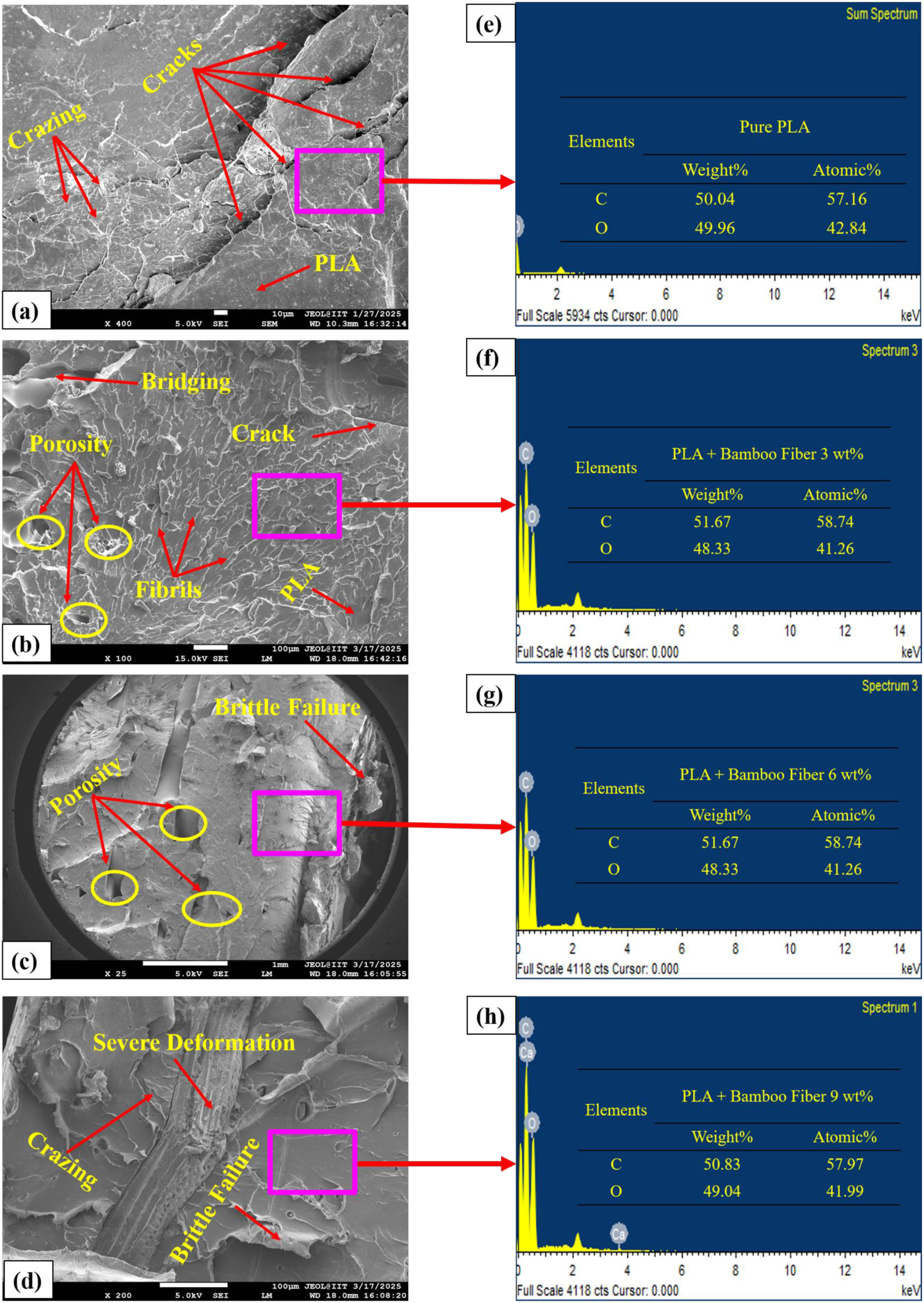
Figure 12(a) illustrates that the pure PLA fractured cross-section exhibited cracks and crazing defects, leads to a reduction in the mechanical properties of the specimens. 46 Additionally, the chemical composition of pure PLA (Figure 12(e)) consisting of carbon (C) and oxygen (O) at 50.04 wt% and 49.96 wt% and does not change in both fractured and unfractured specimens. This may be attributed to the lower heat generation when the test sample undergoes elongation. 49
However, the PLA reinforced with 3 wt% SBFs (shown in Figure 12(b) exhibited reduced crack propagation compared to pure PLA. In addition to crack reduction, the cross-section displayed higher porosity and fiber bridging. 13 Furthermore, the chemical composition of PLA reinforced with SBFs, as shown in Figure 12(f), differed from that of virgin PLA, with carbon and oxygen contents of 51.67 wt% and 48.33 wt%, respectively. This variation occurs because bamboo fibers, which contain cellulose and lignin, interact with PLA during processing and degradation, results to changes in the chemical compositions of the composite materials. 42 An identical trend has been identified in PLA reinforced with 6 wt% SBFs, as shown in Figure 12(h). However, the fractured surface of PLA reinforced with 9 wt% SBFs (Figure 12(d)) revealed crazing, brittle failure, and severe deformation defects. This may be occurred due to higher fiber content in the composition, which results in increased deformation and brittle failure. 41
Validation of results with other natural fibers and PLA used in FDM process
Mechanical characterization results of bio-based PLA samples printed by FDM.
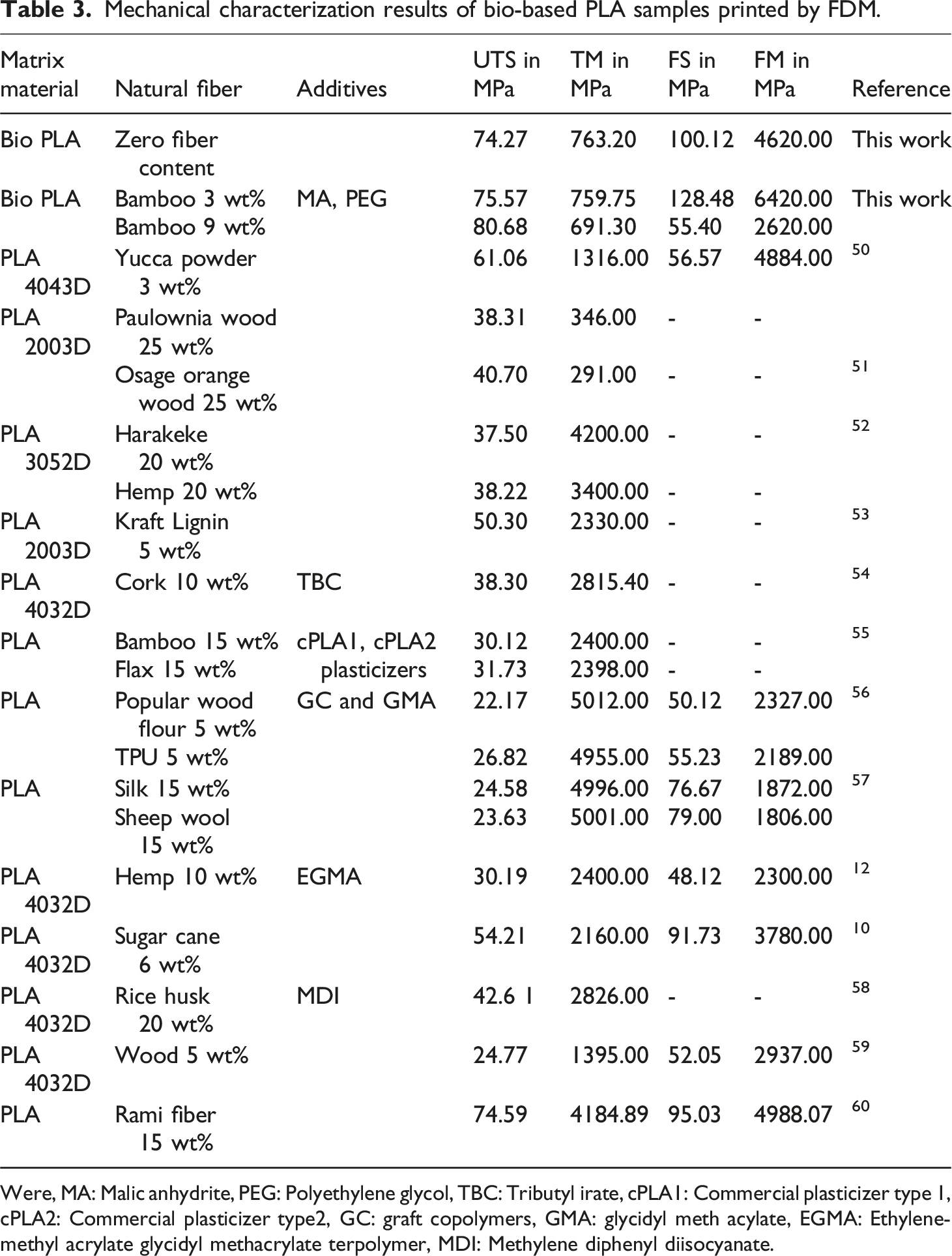
Were, MA: Malic anhydrite, PEG: Polyethylene glycol, TBC: Tributyl irate, cPLA1: Commercial plasticizer type 1, cPLA2: Commercial plasticizer type2, GC: graft copolymers, GMA: glycidyl meth acylate, EGMA: Ethylene-methyl acrylate glycidyl methacrylate terpolymer, MDI: Methylene diphenyl diisocyanate.
Conclusions and future directions
This work aims to processing and fabrication of new class eco-friendly 3D printing PLA filaments with reinforced SBFs and additives. The bamboo fibers were treated through alkalization and benzoylation processes. Their surface texture and functional groups, before and after treatment, were analysed using SEM, EDX, and FTIR. The treated fibers were then blended with PLA using an internal melt mixer, and flexible filaments were produced with a filament extruder. PLA composite specimens were prepared via FDM, and their mechanical properties were evaluated and compared with those of neat PLA. The following conclusions have been drawn from the experimental results. • From the SEM, the rough and clean surface texture with reduced hydrophilicity of bamboo fibers were obtained when the fibers have been treated with alkali and benzoylation process. • The functional groups such as Cl-H, C-O-C, C-H, C=C and -OH of alkali and benzoylated bamboo fibers peaks and characteristics clearly studied via FTIR analysis. • Further, the blended composite compound successfully prepared by using single screw internal melt mixer setup. Additionally, the continuous and flexible composite filament have been extracted via filament extruder setup. • Also, the TS of PLA reinforced with 9 wt% SBFs sample exhibited higher (i.e., 80.68 MPa) as compared to virgin PLA (i.e., 74.24 MPa) samples. • Moreover, the grater FS is obtained in the case of PLA with reinforcement of 3 wt% of SBFs sample (i.e., 128.48 MPa) as compared to other compositions and neat PLA samples. • By achieving these improvements, the fabricated new class eco-friendly 3D printing PLA filaments reinforced with SBFs and additives are adequately suitable as a feed stock material for FDM and seeks to serve as a sustainable substitute to synthetic and polymers presently used in various applications.
Footnotes
Author contributions
Sathish Kumar Adapa
Jagadish J: Data curation, Investigation, Writing – Review and editing.
Srinivsau Gangi Setti: Supervision, Project administration, Review and editing. All authors have read and approved the final manuscript.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Ethical considerations
This work does not contain any studies with human participants or animals performed by any of the authors.
Data availability statement
The authors Confirm that the data supporting the findings of this study are available within the article.