
Abstract
In this study, a series of injection-molded magnets with identical dimensions and good molding quality were prepared. The effects of injection temperature, injection pressure, and injection speed on the microstructure and mechanical properties of PPS/NdFeB magnets were systematically investigated using a controlled univariate method combined with orthogonal experimental design. The results indicate that as the temperature increases, the crushing force of the PPS/NdFeB magnet rises to a maximum of 320.5 N and then stabilizes. When the injection pressure is too low, the density of the magnet decreases, leading to poor mechanical properties. Higher injection pressure results in greater density and higher crushing force. The injection speed should be maintained at a moderate level; either excessively high or low speeds adversely affect magnet performance. Based on orthogonal experimental analysis, optimal preparation parameters-including injection temperature, pressure, and speed were determined, providing valuable guidance for industrial production.
Introduction
Injection-molded NdFeB magnets are characterized by high dimensional accuracy, high production efficiency, high strength, and low processing cost, demonstrating considerable application potential in fields such as electronic equipment and the automotive industry.1,2 Generally, the magnetic properties of injection-molded NdFeB magnets are primarily governed by the NdFeB powder itself, while their mechanical properties are strongly influenced by the type and content of the binder used in the manufacturing process. 3 Previous studies 4 have shown that a higher binder content in the injection mixture leads to greater mechanical strength of the NdFeB magnet. Qin et al. 5 found that when the nylon binder content is below 7%, injection molding becomes difficult and the mechanical strength of NdFeB composite particles decreases. Compared with other binders, polyphenylene sulfide (PPS) resin exhibits good mechanical strength and is suitable for heavy-load applications requiring higher heat resistance and chemical stability. Related research 6 has demonstrated that when PPS is used as the binder, the compressive strength of PPS/NdFeB can reach 85 MPa, significantly higher than that of nylon-bonded magnets. With the same volume fraction of NdFeB powder in PPS and polyamide (PA) matrices, the tensile strength of PPS/NdFeB is twice that of PA/NdFeB, although its ultimate strain is only half. 7 Önal et al. 8 also reported that when PPS and PA12-type binders are used as thermal stabilizers for NdFeB, they typically exhibit significantly higher thermal stability than EP, with some exceeding 400°C. Literature 9 determined through Fourier Transform Infrared (FT-IR) spectroscopy that the fundamental structure of PPS in PPS/NdFeB composites remained unchanged during high-temperature blending. This is because the molecular structure of PPS consists of benzene rings and sulfur atoms interacting in a regular configuration, facilitating the formation of crystalline structures with high thermal stability. However, the high melt viscosity of PPS resin makes it difficult to load a high mass percentage of NdFeB powder. 10 Thus, obtaining high-performance PPS/NdFeB injection-molded magnets through precise control of the preparation process remains a key industrial challenge.
To better control the injection molding process, various parameters must be optimized. 11 Injection temperature, injection pressure, and injection speed are the three most critical parameters in the production of injection-molded magnets. An appropriate injection temperature ensures adequate melt fluidity and mold filling while reducing defects such as bubbles and shrinkage pores. When the injection temperature exceeds 295°C, the melt formed by NdFeB magnetic powder and binder can fill the mold effectively. 12 However, exceeding a certain temperature may cause binder decomposition or even oxidation of the magnetic powder. 13 Injection pressure drives the melt to fill the mold cavity and greatly influences the filling rate and magnet density. Insufficient pressure can cause short-shot defects, 14 whereas excessive pressure may lead to separation of the binder from the magnetic powder and even equipment damage. The mold-filling rate is also directly affected by injection speed. Too slow an injection speed may prevent complete cavity filling, while too high a speed increases the melt shear rate, potentially degrading the polymer and reducing the mechanical properties of the magnet. 15
It is well known that during the injection molding of PPS/NdFeB magnets, process parameters interact with each other. Systematic investigation of the interplay among multiple factors is therefore crucial for promoting the application of PPS/NdFeB magnets. In this work, PPS/NdFeB magnets were fabricated by injection molding, and the effects of process parameters on their microstructure and mechanical properties were systematically studied. To avoid the limitations of single-factor experiments, an orthogonal design was employed to optimize the injection process parameters and identify the best combination. Through orthogonal optimization, we aim to further enhance the performance of injection-molded bonded PPS/NdFeB magnets and achieve more efficient and precise process control.
Experimental apparatus and methods
The raw NdFeB powders used in this experiment were MQP-14-13 and MQP-15-9HD magnetic powders supplied by Magkun Magnetic Material (Tianjin) Co., Ltd. First, the two powders were mixed in a 9:1 ratio and stirred thoroughly to obtain the bonded NdFeB magnetic powder. Then, 40 kg of NdFeB magnetic powder, 1000 g of absolute ethanol, and 400 g of titanate coupling agent were weighed and blended in a vacuum mixing mixer (ZK-JB120L, Wenling Nanfang Powder Equipment Factory). After uniform mixing, the treated magnetic powder was transferred to an electric blast oven (MP-881, Suzhou Mingpin Oven Equipment Manufacturing Co., Ltd) and a crushing vibrating screen machine for drying and crushing. Once all powder particles passed through a 40-mesh sieve, 9 wt.% (33.3 vol.%) of PPS resin powder, 0.4 wt.% (2.0 vol.%) of antioxidant (C73H108O12), and 0.2 wt.% (1.1 vol.%) of lubricant (C12H25NO) were fully mixed and extruded using a twin-screw extruder (SJ-200, Zhangjiagang Qinfeng Machinery Co., Ltd) to produce black granules of uniform size and shape. Finally, the PPS/NdFeB composite granules were fed into an injection molding machine (HTF86X1, Ningbo General Plastic Machinery Manufacturing Co., Ltd) to prepare the magnets. Before machine startup, initial process parameters were empirically set as follows: injection temperature 310°C, injection pressure 70 MPa, injection speed 96 mm/s, to establish stable melt flow. The complete preparation process and the actual rotor are shown in Figure 1. Preparation process of bonded PPS/NdFeB magnet particles: (a) granular material preparation process; (b) rotor forming process.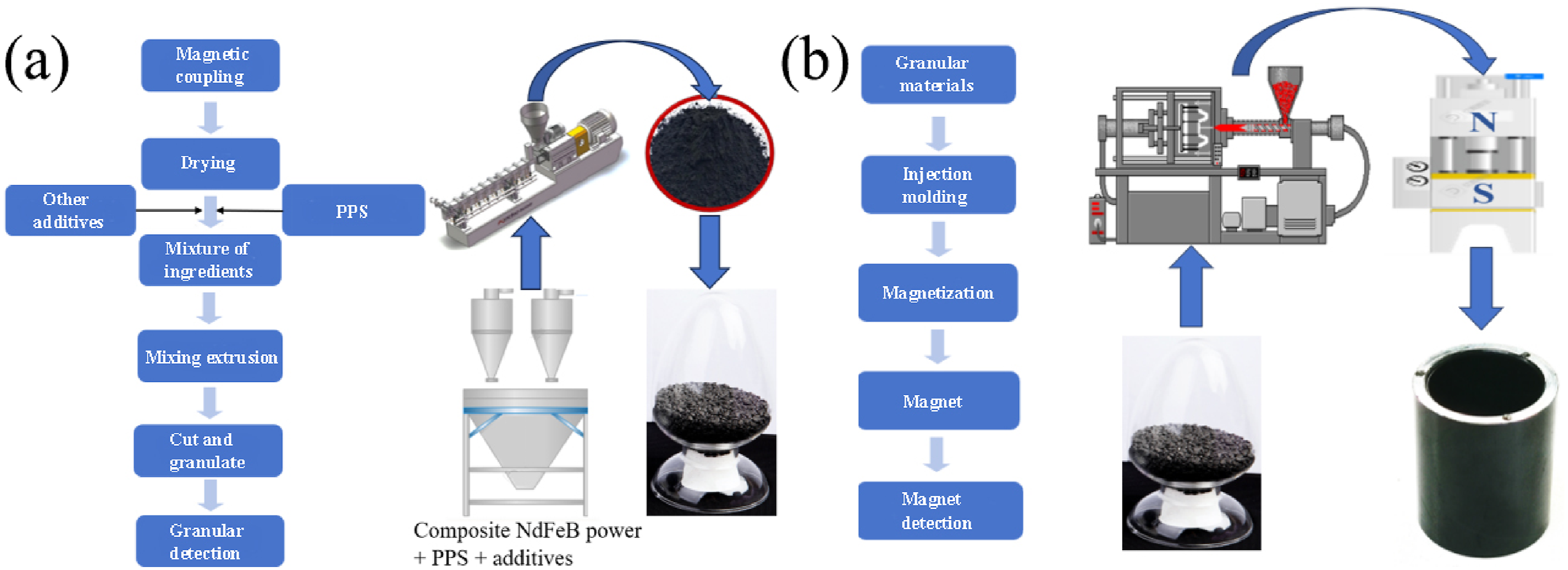
Figure 2 shows the surface morphology of NdFeB magnetic powder before and after treatment. Figure 2(a) reveals that the magnetic powder particles exhibit varying sizes ranging from several micrometers to 200 µm, with relatively smooth and flat surfaces devoid of any attachments. Compared to untreated magnetic powder, the particle size of the titanate-coupled magnetic powder remains relatively consistent. However, noticeable surface attachments are observed (Figure 2(b)). This is attributed to the high viscosity and strong adhesion properties of the titanate, which form a molecular layer on the magnetic powder surface. SEM morphology of NdFeB magnetic powder: (a) untreated magnetic powder; (b) titanate coupling agent treated magnetic powder.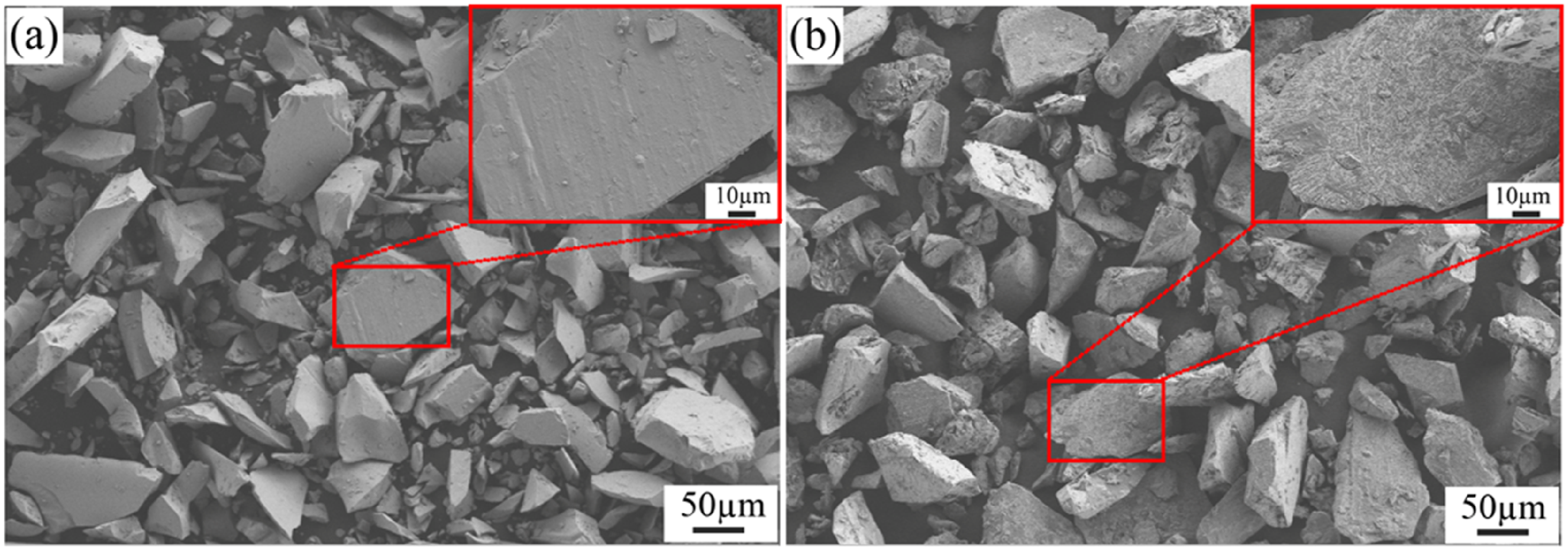
Particle distribution parameters of the NdFeB powders.

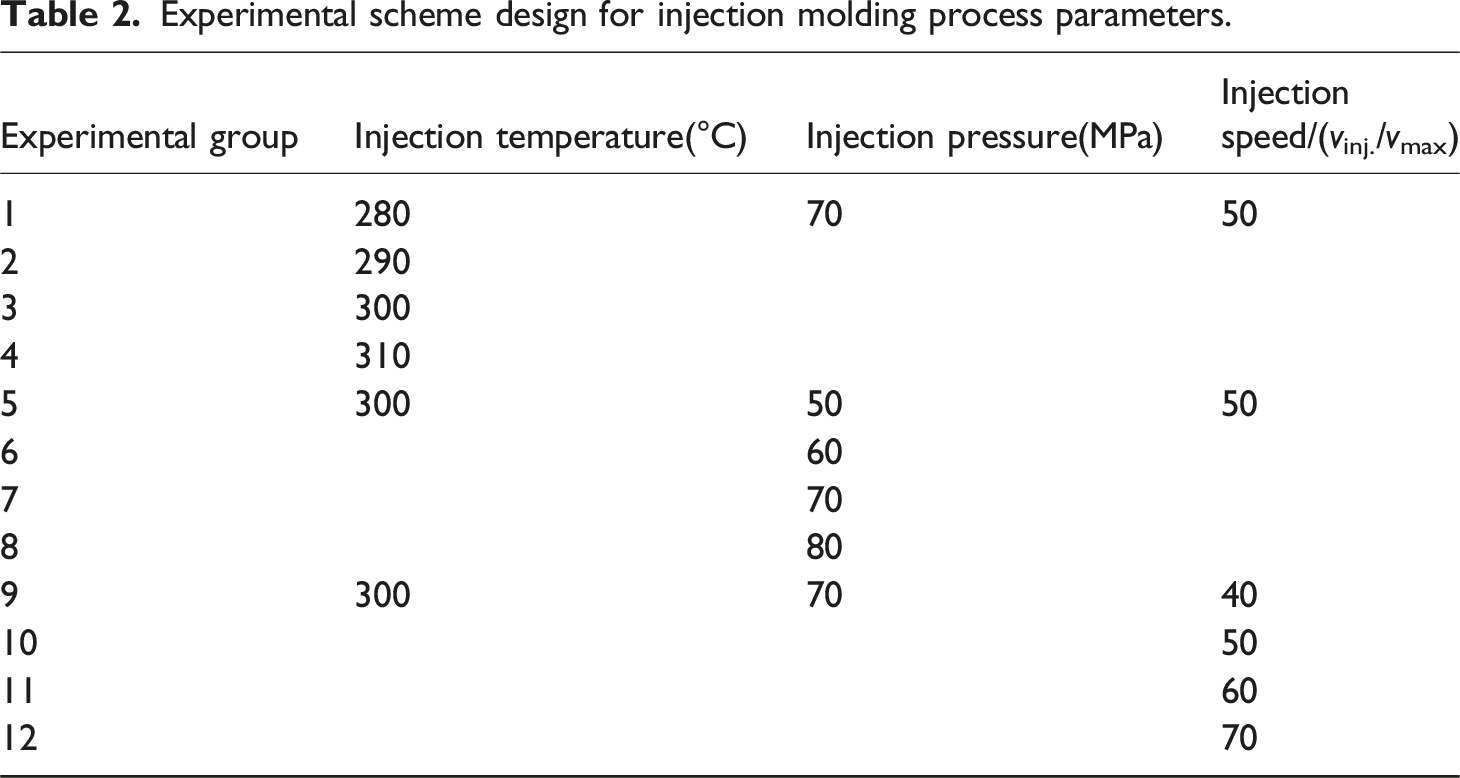
Experimental scheme design for injection molding process parameters.
Results and discussions
Effect of injection temperature
Figure 3 presents SEM images of the surface and cross-section of PPS/NdFeB magnets produced at an injection pressure of 70 MPa and an injection speed of 50% Vmax (Vmax = 160 mm/s) under different injection temperatures: 280, 290, 300, and 310°C. Under injection pressure of 70 MPa and injection speed of 50% Vmax, SEM images of magnet surface and cross section of PPS/NdFeB magnet at different injection temperatures: (a, b) 280°C; (c, d) 290°C; (e, f) 300°C; (g, h) 310°C.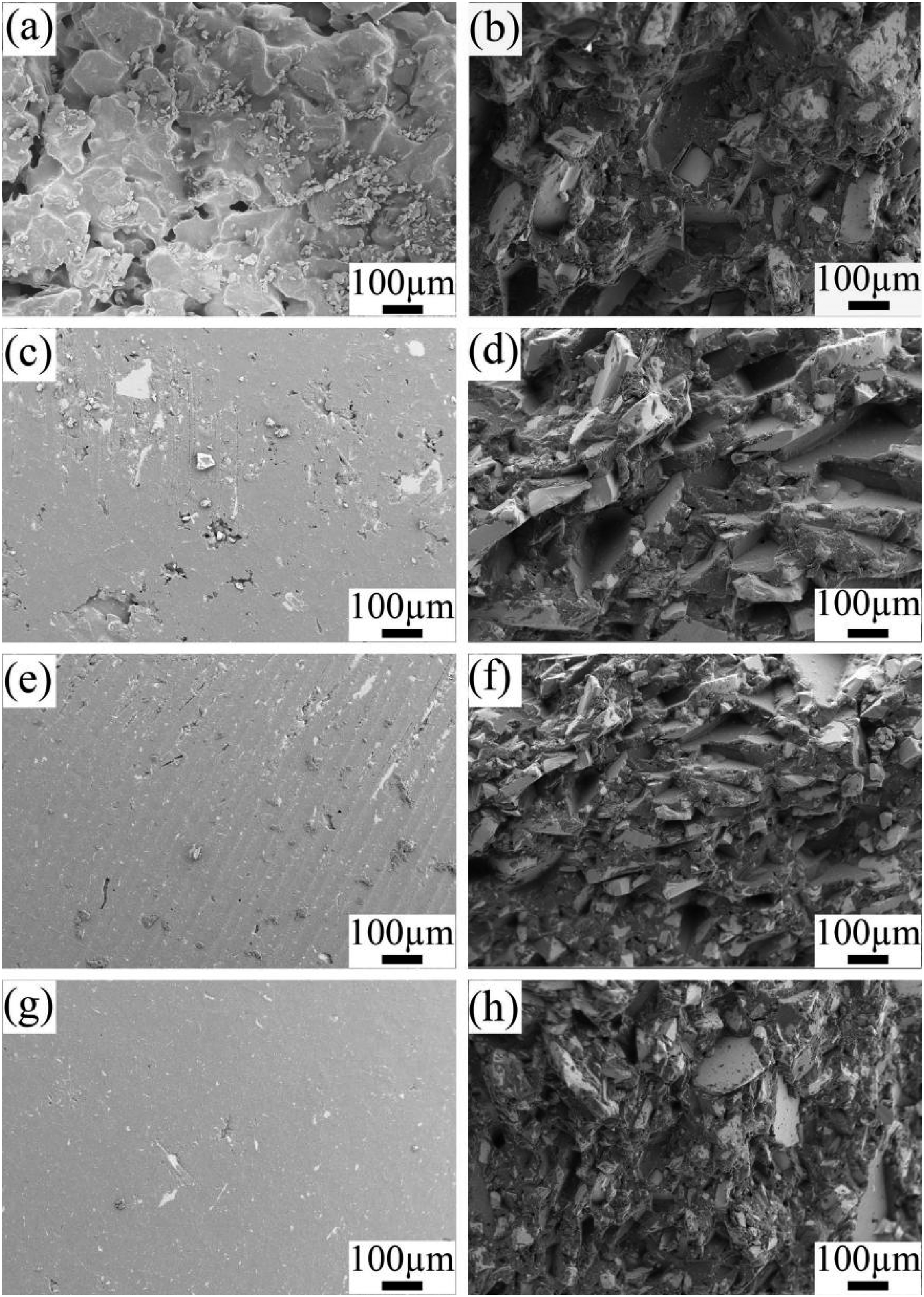
As shown in Figure 3(a) and (b), at 280°C the magnet surface exhibits the poorest condition; composite particles are not tightly bonded, numerous pores are present, the surface contour is blurred, and the interior is loose with large voids. When the temperature increases to 290°C (Figure 3(c) and (d)), a relatively continuous surface forms, but pores and unfused particles remain, and the interior still shows considerable unevenness. With a further increase to 310°C (Figure 3(g) and (h)), the surface becomes flat and smooth, composite particles bond closely, pores are nearly invisible, and the interior is denser, although some looseness persists. From the SEM image of the magnet’s cross-section, we can observe that as the injection temperature continues to rise, the pores within the magnet decrease at a visible rate. Evidence indicates 16 that in bonded magnetic composites, both hardness and tensile strength exhibit an upward trend as the internal porosity of the material decreases and diminishes.
According to previous experimental results, the melting point of PPS/NdFeB granules is approximately 280°C. During injection molding, a low injection temperature prevents complete melting of the particles, directly impairing molding quality. When the temperature exceeds 290°C, the melt flow behavior improves, facilitating better mold filling and magnet formation.
Figure 4 shows the radial crushing force of PPS/NdFeB rotors as a function of injection temperature. The crushing force increases gradually with temperature, stabilizing at about 320.5 N when the temperature reaches 300°C; further temperature increases do not significantly change the crushing force. PPS/NdFeB melt exhibits viscoelastic pseudoplastic behavior with a yield point, and temperature strongly affects its fluidity.
17
At low temperatures, high magnetic particle loading leads to inadequate melting and low magnet density. As temperature rises, composite particles pack more tightly, increasing density and thus crushing force. Beyond 300°C, the density increases slightly, but the crushing force decreases. Study
18
has confirmed that the PPS/NdFeB interface is prone to debonding at temperatures between 100 and 180°C. Thus, the high temperature of 310°C significantly increases the thermal damage of the interface, which leads to the reduction of the crushing force even if the material density is not reduced. PPS only begins thermal decomposition at temperatures above 400°C.
19
Therefore, excessively high temperatures do not yield higher-quality magnets, consistent with earlier conclusions.
20
Effect of different injection temperatures on the properties of injection molding PPS/NdFeB magnets: Compressive strength, density.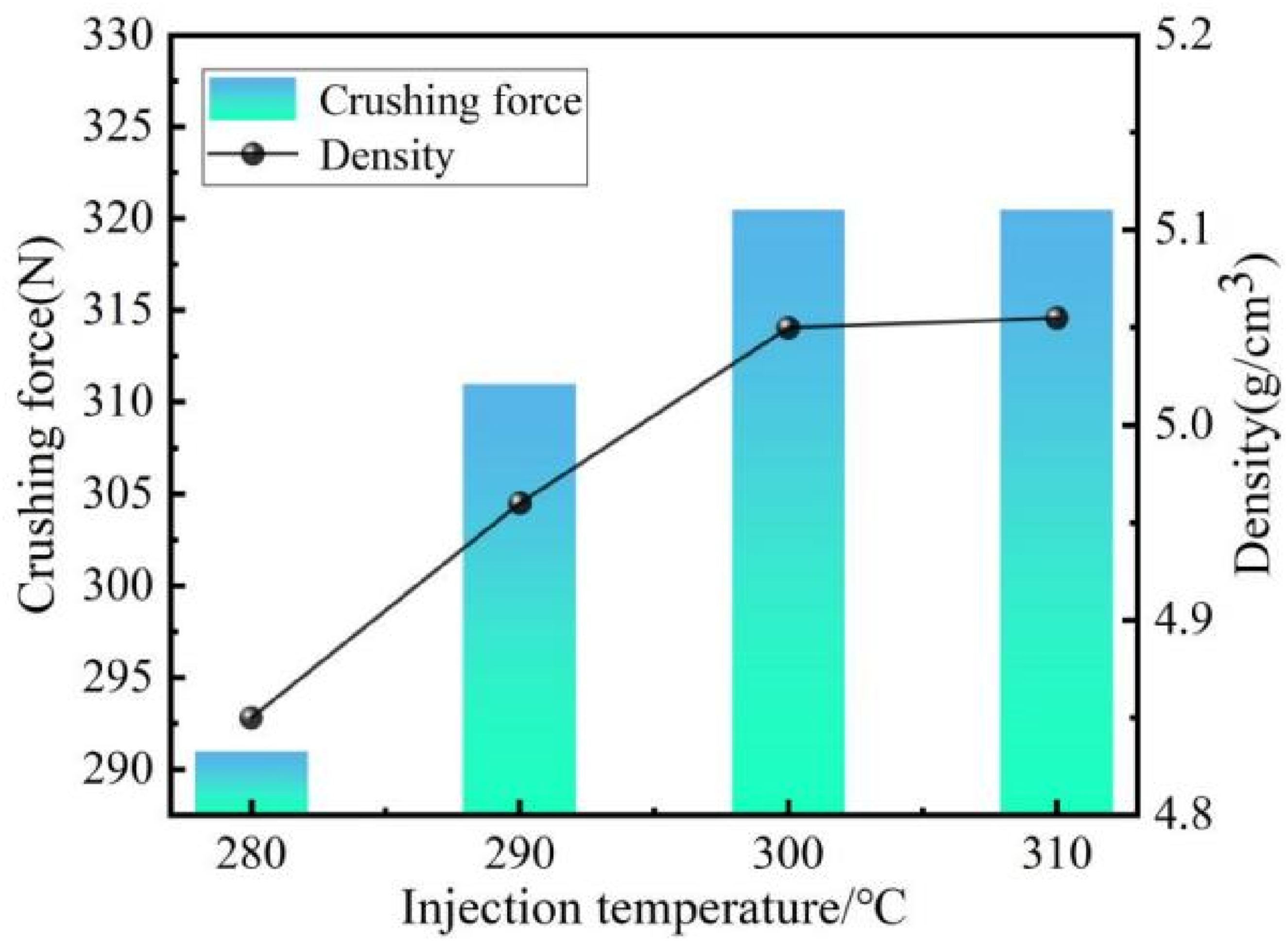
Effect of injection pressure
With injection temperature fixed at 300°C and injection speed at 50% Vmax, the influence of injection pressure on the structure and crushing force of PPS/NdFeB magnets was studied. As shown in Figure 5(a) and (b), at 50 MPa the magnet surface is rough, the interior is loose, and many pores exist, indicating insufficient filling, noticeable shrinkage, and shrinkage cavities. When pressure increases to 60 MPa (Figure 5(c) and (d)), and 70 MPa (Figure 5(e) and (f)), particles bond better, with only a few small particles remaining unfused—likely NdFeB magnetic particles not fully coated by PPS. Although PPS/NdFeB melts at 280°C, practical limitations in mixing time and equipment can leave some NdFeB particles dispersed on the magnet surface (circled in Figure 5). At 80 MPa (Figure 5(g) and (h)), the magnet surface becomes smooth with few unfused particles, internal density is higher, and powder distribution is more uniform. Under injection temperature of 300°C and injection speed of 50% Vmax, SEM images of magnet surface and cross section of PPS/NdFeB magnet at different injection pressures: (a, b) 50 MPa; (c, d) 60 MPa; (e, f) 70 MPa; (g, h) 80 MPa.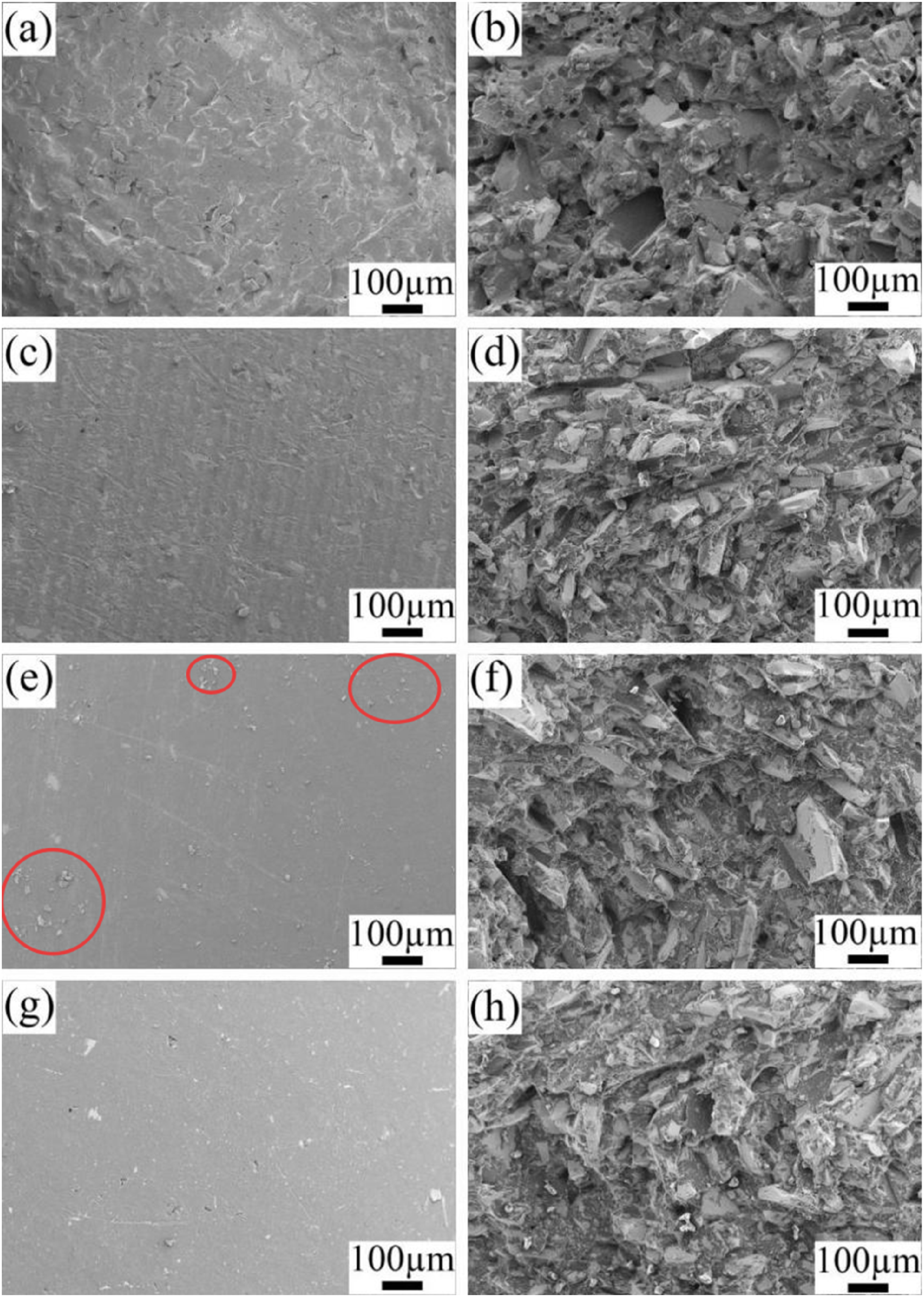
Low injection pressure results in insufficient melt flow, adversely affecting molding quality. Pressure losses during melt flow into the mold cavity also directly influence filling quality. Additionally, due to the susceptibility of the PPS-NdFeB interface to thermal stress during injection molding, voids and cracks readily nucleate at the interface, leading to debonding. 18 Therefore, a sufficiently high pressure is necessary to reduce internal defects and improve magnet quality.
Figure 6 illustrates how magnet density and crushing force vary with injection pressure. At 50 MPa, density and mechanical properties are poor, with a crushing force of only 302.2 N. At 60 MPa, the melt retains enough energy to fill the cavity rapidly after losses; internal voids decrease significantly, and crushing force rises to 312.5 N. As pressure increases further, density and crushing force continue to rise, this indicates that high pressure effectively reduces filling defects. The decrease in porosity directly enhances the material’s load-bearing capacity.
21
At 80 MPa, the density growth tends to level off, while the crushing force continues to rise to 324.4 N. This demonstrates that when porosity approaches minimization, higher injection pressure induces physical compression of magnetic powder particles, thereby strengthening their inherent load-bearing capacity.
22
Effect of different injection pressures on the properties of injection molding PPS/NdFeB magnets: Compressive strength, density.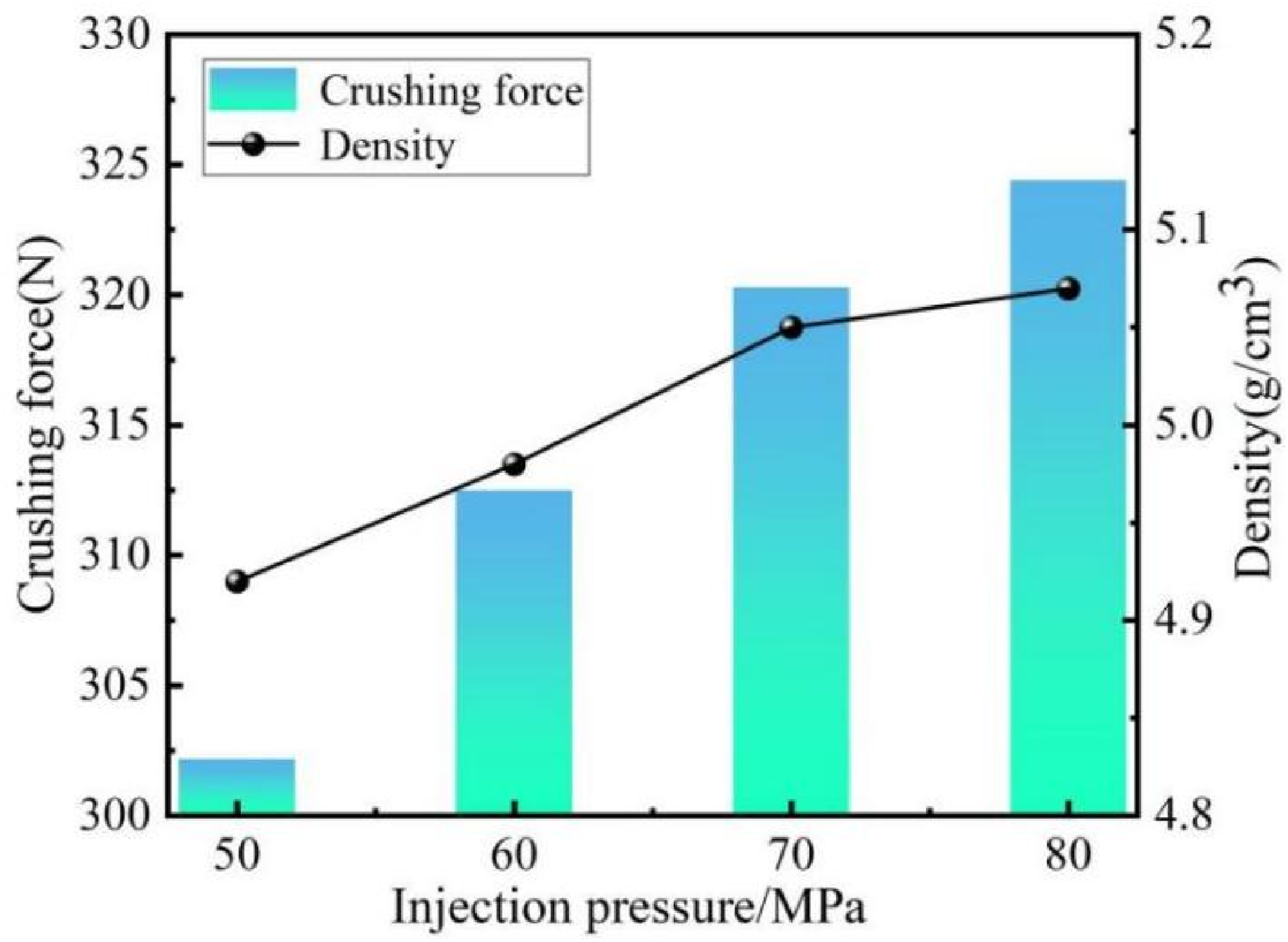
Effect of the injection velocity
To comprehensively evaluate the effect of injection speed, experiments were conducted at an injection temperature of 300°C and pressure of 70 MPa, with speeds of 40%, 50%, 60%, and 70% Vmax. Figure 7 shows SEM images of the magnet surface and cross-section. At low speed (40% Vmax, Figure 7(a) and (b)), composite particles are well-bound, but some pores and small particles remain due to insufficient melt flow to fully fill the surface. As speed increases, the number of pores and unfused particles gradually decreases, indicating that higher injection speed enhances melt mobility in the cavity, promoting more homogeneous particle distribution and tighter bonding. Under injection temperature of 300°C and injection pressure of 70 MPa, SEM images of magnet surface and cross section of PPS/NdFeB magnet with different injection speeds: (a, b) 40% Vmax; (c, d) 50% Vmax; (e, f) 60% Vmax; (g, h) 70% Vmax.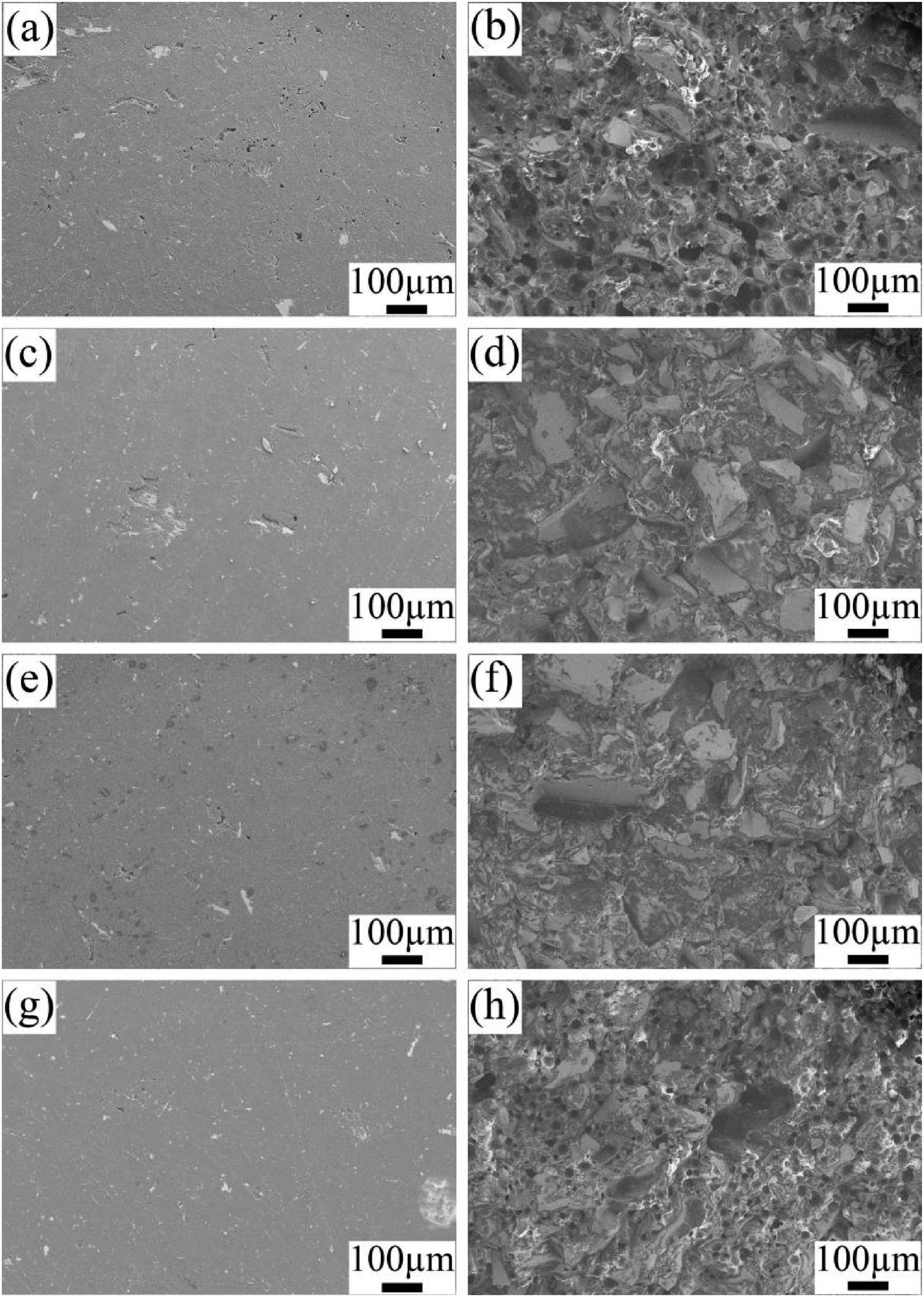
It is generally recognized that higher powder loading increases the concentration gradient within the mold cavity. 23 Simultaneously, increasing injection speed reduces melt viscosity and improves fluidity. 24 Additionally, the injection speed affects the dispersion of particles within the polymer matrix. 25 Therefore, appropriately increasing the injection speed enhances melt homogeneity, enabling the production of magnets with superior remanence and coercivity. Thus, a sufficiently high speed enables rapid cavity filling and reduces pore formation, resulting in a smoother surface. However, as seen in Figure 7(h), at 70% Vmax the filling is so rapid that air cannot escape in time, creating shaped pores in the magnet. Thus, injection speed should not be excessively high.
Figure 8(a) plots the crushing force against injection speed. The crushing force first increases and then decreases sharply with increasing speed, reaching a maximum of 325.8 N at 60% Vmax. Injection speed is related to shear rate.
26
Within a certain range, higher speed increases shear rate, which reduces melt viscosity, decreases magnetic powder filling resistance, and enhances melt mobility in the cavity, thereby improving magnet density and mechanical properties. However, excessively high speed hinders gas evacuation, creating pores and degrading mechanical properties. Consequently, at 70% Vmax the crushing force drops to 312.8 N. Figure 8(b) quantifies magnetic field distribution uniformity using the standard deviation of surface magnetic field peak (SDpeak). It shows that at the optimal speed (60% Vmax), the magnet achieves the lowest SDpeak, indicating minimal internal defects, the most uniform structure, and optimal consistency in magnetic field strength among all poles after magnetization. Therefore, in practice, an injection speed of 50∼60% Vmax is recommended. Effect of different injection speeds on the properties of injection molding PPS/NdFeB magnets: (a) Compressive strength, density; (b) SDpeak.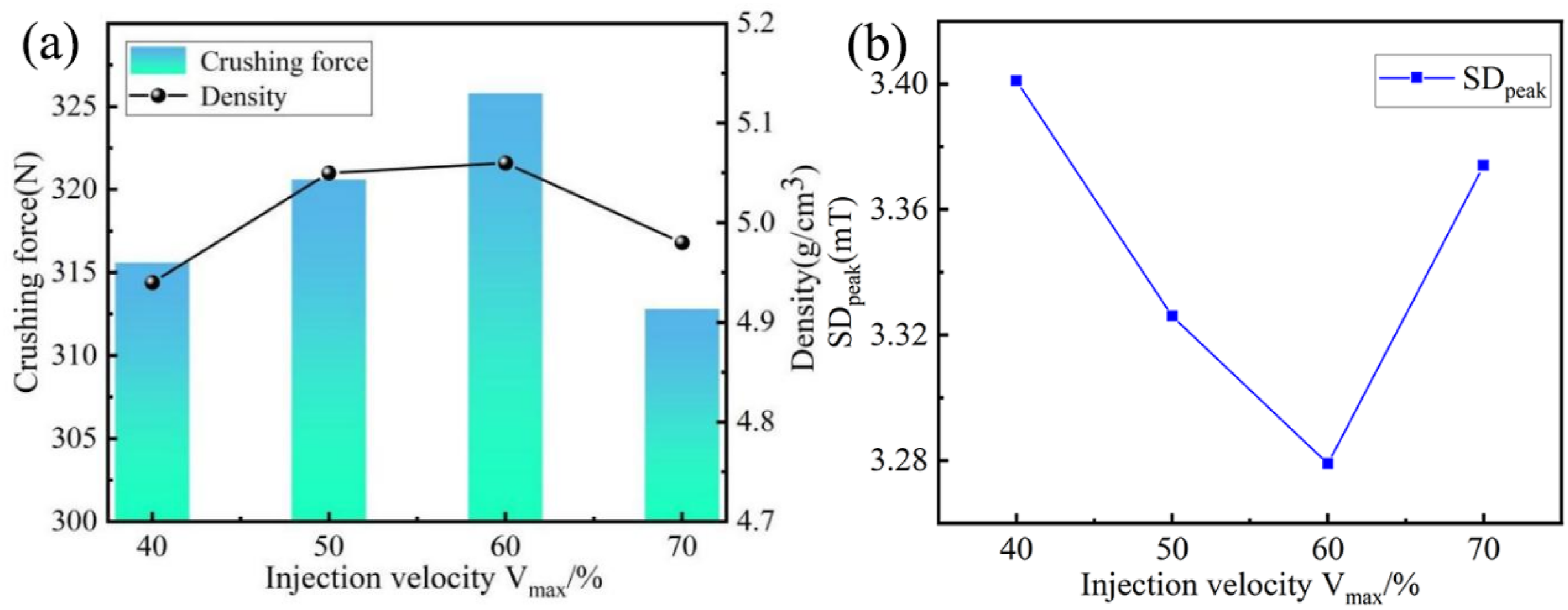
Orthogonal experiment
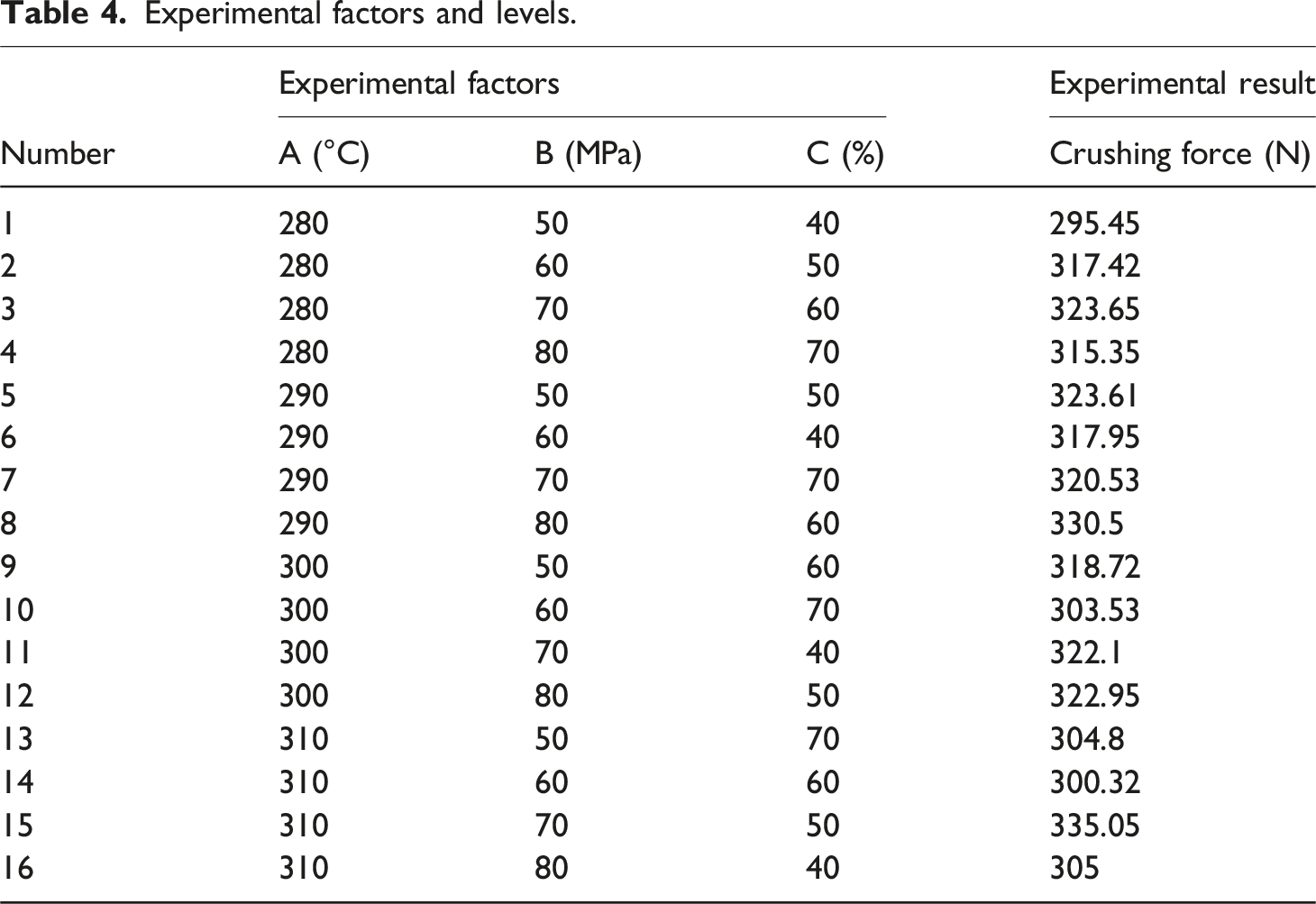
Experimental factors and levels.
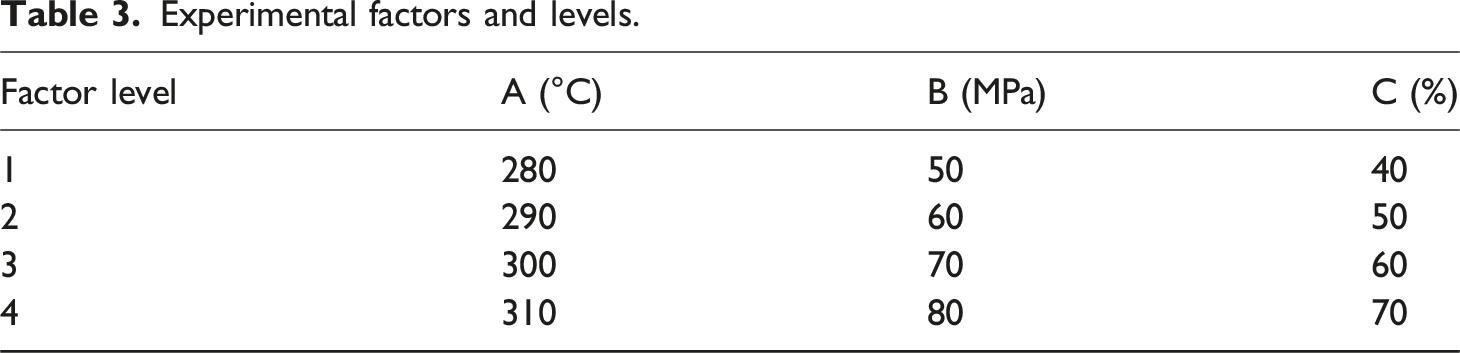
Experimental factors and levels.
Analysis of variance of compressive strength.
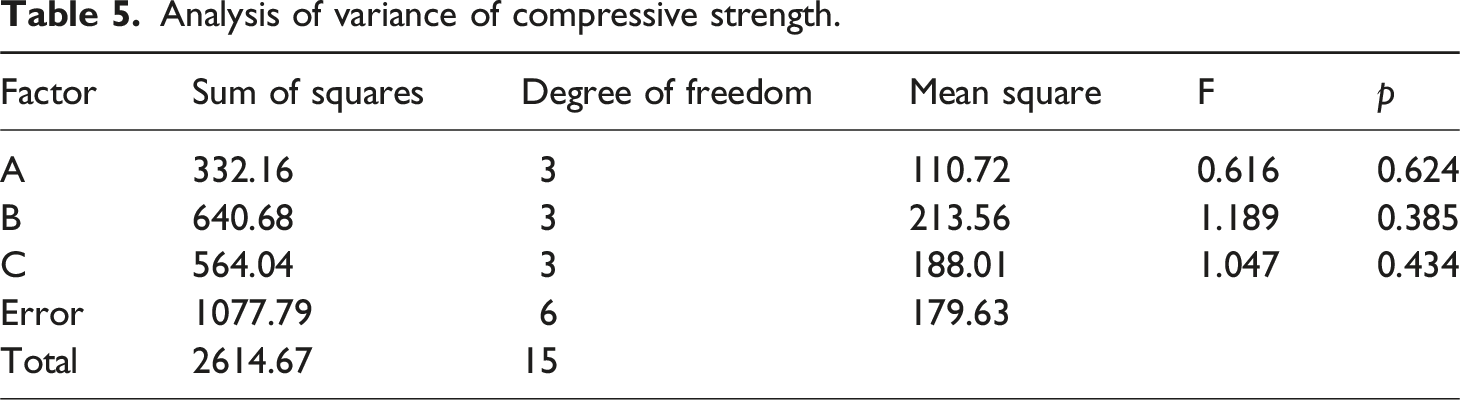
Injection pressure is the most significant factor influencing magnet crushing force, which stems from the high-filling characteristics of the system studied. In this work, the volume fraction of NdFeB reaches as high as 59.6 vol.%. Reference 27 indicates that when the filler volume fraction exceeds approximately 59 vol.%, the melt viscosity of the system increases sharply, and the flow behavior shifts from being dominated by viscous fluid dynamics to being dominated by “pressure-driven densification”. Under this mechanism, sufficient injection pressure is critical for expelling air, overcoming interparticle friction, and achieving complete filling. However, this mechanism has an upper limit: when the filling level further increases to approximately 65 vol.% or higher, the polymer continuous phase becomes severely insufficient, leading to bonding failure and compaction limitations.
Extreme variance analysis of compressive strength by factors.
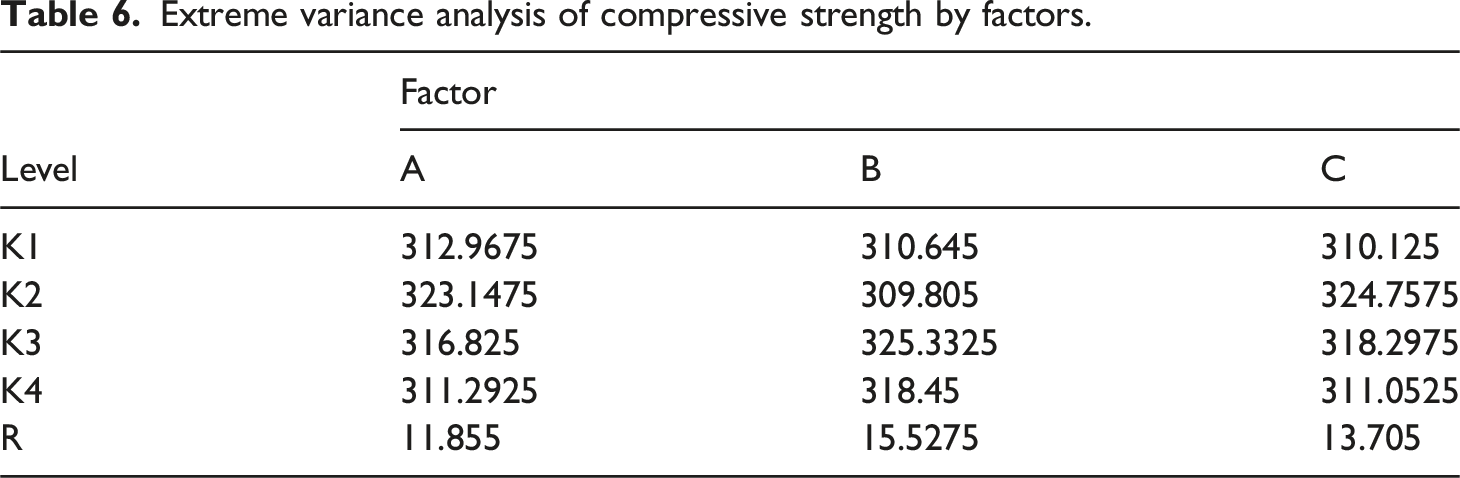
By analyzing the maximum compressive strength level of each factor, we can find the best combination of process parameters. According to the Table 6, the compressive strength of K2 (290°C) was the highest in the injection temperature A factor, K3 (70 MPa) has the highest compressive strength in the injection pressure B factor, K2 (50% Vmax) compressive strength is greatest in the C-factor of injection rate. According to the above analysis, the optimized combination of each factor is A2B3C2. For injection molding at the optimal process parameters, the compressive strength of the injection magnet was 340.5 N, which was indeed improved compared with the experimental parameters shown in Table 4 above.
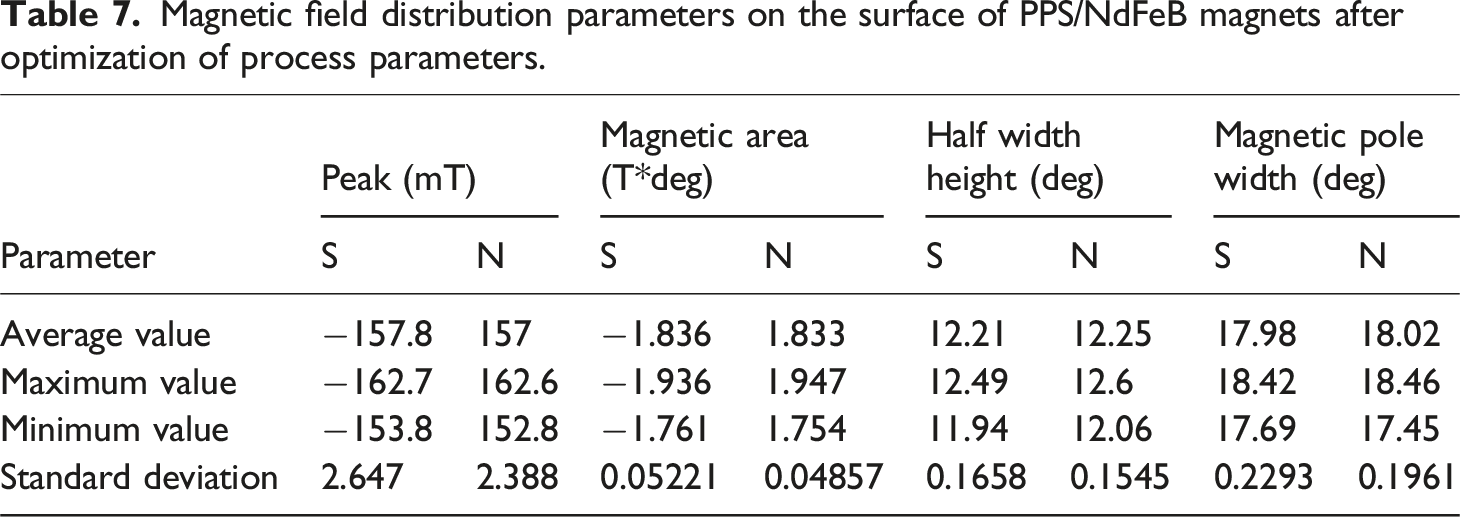
To evaluate the stability of the obtained optimal process parameters (injection temperature of 290°C, injection pressure of 70 MPa, injection speed of 50% Vmax), repeatability tests were first conducted. The results demonstrated good batch consistency in both the density and radial crushing force of the magnetic rings, with average values and standard deviations of 4.98 ± 0.03 g/cm3 and 340.5 ± 6.8 N, respectively. Subsequently, the surface magnetic field distribution map shown in Figure 9 was obtained. It can be observed that under these process parameters, the surface magnetic field distribution of the PPS/NdFeB multipole magnet is relatively uniform, with the waveform exhibiting a good sinusoidal pattern. Table 7 shows the optimized surface magnetic field parameters for the PPS/NdFeB magnet. The surface magnetic fields at the N and S poles reached 157 mT and 157.8 mT respectively, with standard deviations of 2.388 mT and 2.647 mT, and the average standard deviation was 2.5264 mT. Compared to the minimum analysis result of 2.982 mT under test conditions, this represents a 15.3% reduction, indicating a more uniform surface magnetic field intensity distribution on the multi-pole rotor. Magnetic field distribution on the surface of PPS/NdFeB multipole magnets after parameter optimization. Magnetic field distribution parameters on the surface of PPS/NdFeB magnets after optimization of process parameters.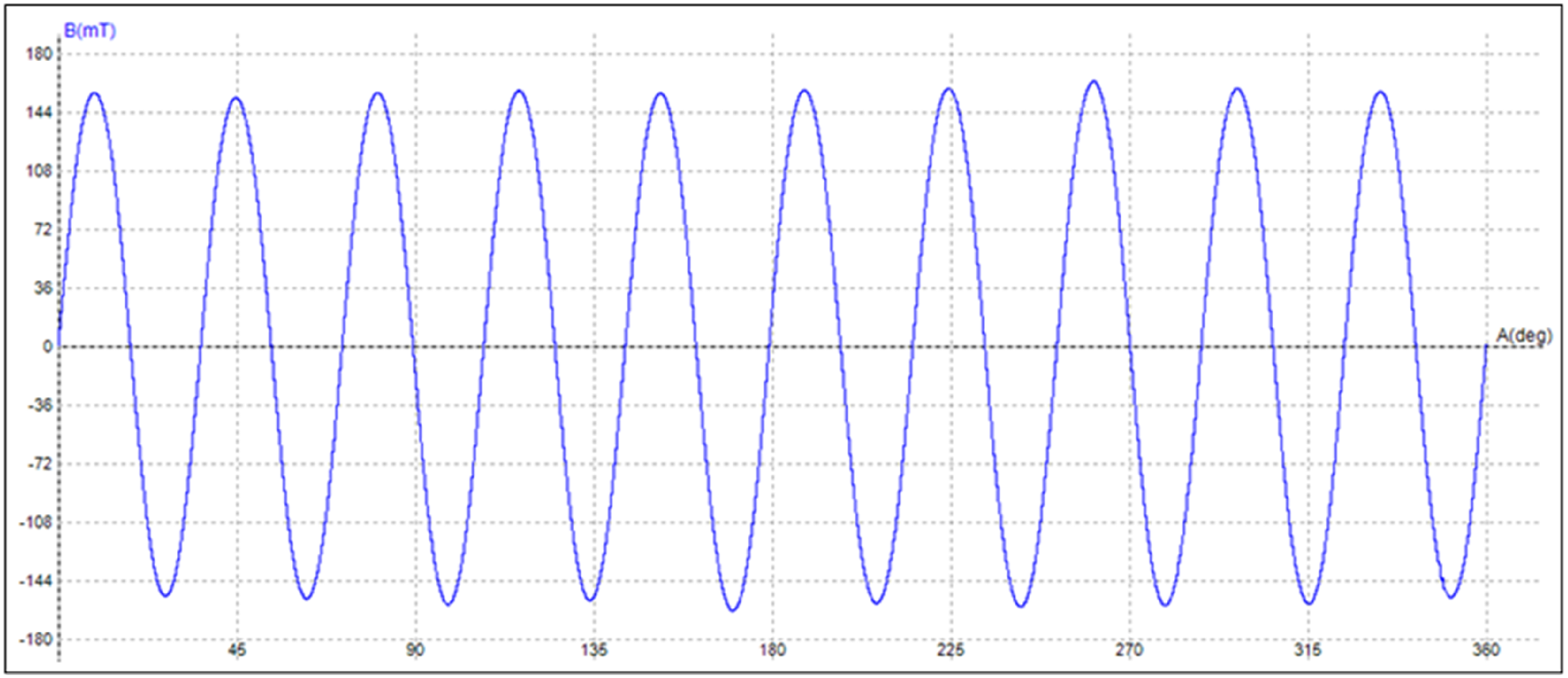
Conclusions
This paper prepared a series of magnetic rotors with different process parameters but the same size, and studied the influence mechanism of the structure and mechanical properties of PPS/NdFeB magnets by univariate method. And the optimum technological parameters were obtained by orthogonal test. With the temperature increases, the crushing force of the PPS/NdFeB magnet increases. However, when the injection temperature reaches 310°C, the mechanical properties of the magnet decrease, resulting in the decrease of radial pressure collapse force. The crushing force of PPS/NdFeB magnets tends to increase with the increase of injection pressure. When the injection pressure is 80 MPa, the crushing force reaches 324.4 N. A high injection speed will make the melt unable to fully fill the mold cavity, and a too low injection speed will create pores inside the melt. So in the actual production, it is appropriate to choose a moderate injection speed ratio of 50% Vmax ∼ 60% Vmax. Based on the orthogonal experiments, the best process parameters for injection molding PPS/NdFeB magnets are obtained by range analysis: the injection temperature is 290°C, the injection pressure is 70 MPa, and the injection rate is 50% Vmax.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Key Research and Development Program of Anhui Province, Grant/Award Number: 202304A05020038, 202423i08050046; Ministry of Industry and Information Technology of the PRC high-quality development special project, Grant/Award Number: TC240A9ED-65.