
Abstract
For today’s technological deployments, increasing scientific curiosities have been noticed for designing high performance natural fibers (e.g., basalt fibers) based hybrids as economical, ecological, and sustainable substitutes of carbon/glass/aramid fibers derived engineering structures. Based on these facts, present review is planned to unfold the potential of basalt fibers, polymer/basal fibers composites and nanomodified nanocomposites. Initially, fundamentals of basalt fibers and their composites with polymer matrices (epoxies, polyamides, poly (vinyl alcohol), poly (ethylene terephthalate), poly (lactic acid)) have been reviewed. Afterwards, design, characteristics, and performance of polymer/nanoparticles/basalt fibers nanocomposites have been deliberated. In due course, various polymer/basalt fibers nanocomposites categories developed with carbonaceous (graphene, graphene nanoplatelets, graphene oxide, carbon nanotube) and inorganic nanoparticles (nanoclays, silica, titania) have been presented. As per literature to date, for nanocomposite formation, nanoreinforcements have been included as additives, fiber surface modifiers, coupling agents, etc., by using a number of ways such as chemical vapor deposition, dip coating, solution/chemical routes, and sizing methods. Adding basalt fibers and nanomodified basalt fibers in polymeric systems have competently upsurged the tensile, flexural, or compression strength/modulus, thermal conductivity, thermal stability, friction/wear resistance, nonflammability, radiation absorption, chemical stability, and surface functionalities for ion/molecular adsorption/interactions. Fabrication approaches of polymer/basalt fibers composites/nanocomposites include in situ method, solution route, melt blending, curing, hand lay up technique, injection molding, resin transfer molding, extrusion, and three dimensional printing. Prominent application areas of polymer/nanoparticles/basalt fibers nanocomposites include radiation shielding, mechanically resilient engineering structures, fire proofing, tribological potential, and water remediation. Nevertheless, comprehensive future investigations need to be performed for exploration of optimized nanomodification, interfacial mechanisms, and structure-property-performance of basalt fibers based nanocomposites.
Keywords
Introduction
Synthetic fibers (carbon fibers, 1 glass fibers, 2 aramid fibers 3 ) reinforced polymeric composites generally show superior stiffness/weight ratio, strength, and mechanical features for a myriad of technological industries, like aerospace, automotive, defense, devices, construction, medical, etc. However, synthetic fibers based materials are mostly nonbiodegradable, cause greenhouse gas emissions, and ∼95% transpiration to landfills. 4 Basalt fibers are sustainable inorganic fibers obtained from natural basalt core which meet green end of life processes and circular economy concept. 5 Basalt fibers are high performance green fibers obtained through high temperature melting/drawing without generating environmental pollution. 6 Polymer/basalt fibers composites revealed better physical properties, sustainability, and cost advantages than traditional carbon or glass fibers composites. 7 Polymer/nanoparticles/basalt fibers nanocomposites own superior mechanical (strength, fatigue, shock), tribological, heat constancy, thermal conductivity, anticorrosion, radiation absorption, compared with basalt fibers based composites owing to interfacial adhesion characters. 8 Consequently, basalt fibers and nanoparticles reinforced polymeric nanocomposites have been extensively applied for radiation shielding, engineering (strength, tribology, flame resistance), and biomedical purposes. 9
This state-of-the-art review article for the first time in the literature to date compiles fundamentals, designs, features, and technical performance of basalt fibers, polymer/basalt fibers composites, and particularly nanoreinforced polymer/basalt fibers nanocomposites at one place. Furthermore, probable application areas, challenges, and scope of polymer/nanoparticles/basalt fibers nanocomposites have been presented. In this way, the manuscript attempted to present latest trends in polymer/nanoparticles/basalt fibers nanocomposites with a thorough analysis of the abovementioned aspects.
Basalt fibers—origin, properties, benefits
Basalt is an igneous or volcanic rock formed from rapid cooling of low viscosity lava on rocky planets.
10
On Earth, >90% of volcanic rock occurs as basalt. It is usually composed of oxides of silicon, magnesium, potassium, iron, aluminum, etc., with notable percentages of silica or quartz.
11
Figure 1(A) shows general structural composition of basalt with chemically rich oxide constituents. Nevertheless, this basalt composition may slightly vary depending upon the geographical occurrence of basalt. (A) A snapshot of structural composition of basalt; (B) a commonly used manufacturing technique for basalt fibers from basalt ore; (C) basalt fibers (a) sheet; (b) short chopped fibers; (c) a scanning electron microscopy image.
16
(C) reproduced with permission from MDPI.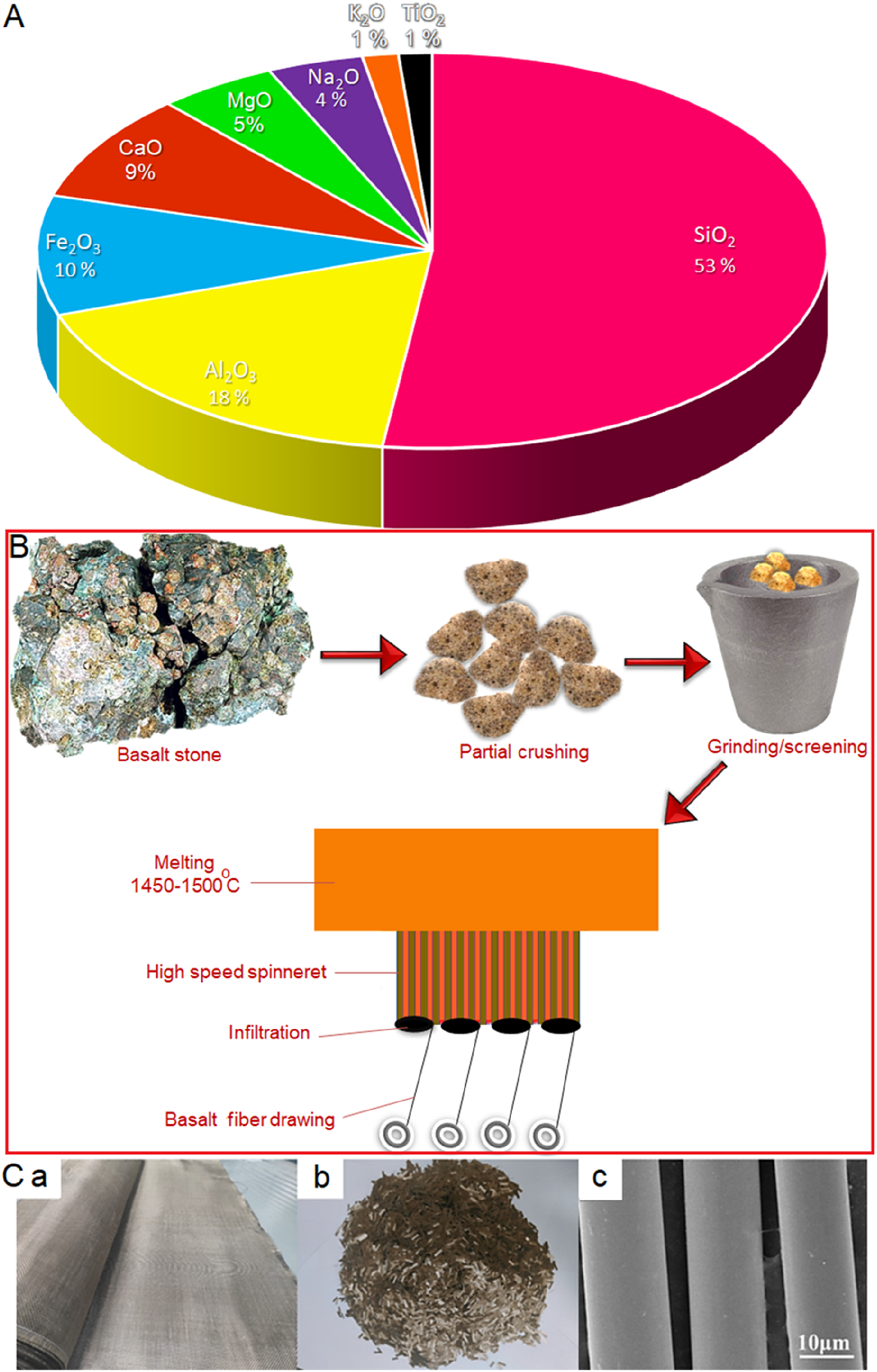
Initially, in 1922, Paul Dhé (France) proposed basalt fiber production method. 12 However, actual technique for extraction of basalt fibers from basalt ore was later commenced by the Soviet Union (1954). 13 In 1970’s and onward, basalt fiber production processes properly started in China and Soviet Union on large scale.14,15 These fibers were successfully employed to form thermal insulation materials, fighter shells, and other materials related to defense industry. 16
A simple manufacturing technique for basalt fibers from basalt ore may involve material grinding, melting, and drawing to form fibrous structures (Figure 1(B)). This process is usually carried out at a very high temperature of ∼1500°C–1700°C to melt the basalt material into a glassy molten liquid. Afterwards, the molten liquid is extrusion to form the desired basalt fibers. Figure 1(C[a and b]) display photographs of basalt fibers based sheet and chopped basalt fibers, respectively. Figure 1(C[c]) shows scanning electron microscopy image of basalt fibers.
Basalt fibers are green materials obtained from basalt rocks; though the manufacturing process need to be well developed and optimized in terms of equipment suitability, facile control of production parameters, and reproducibility.
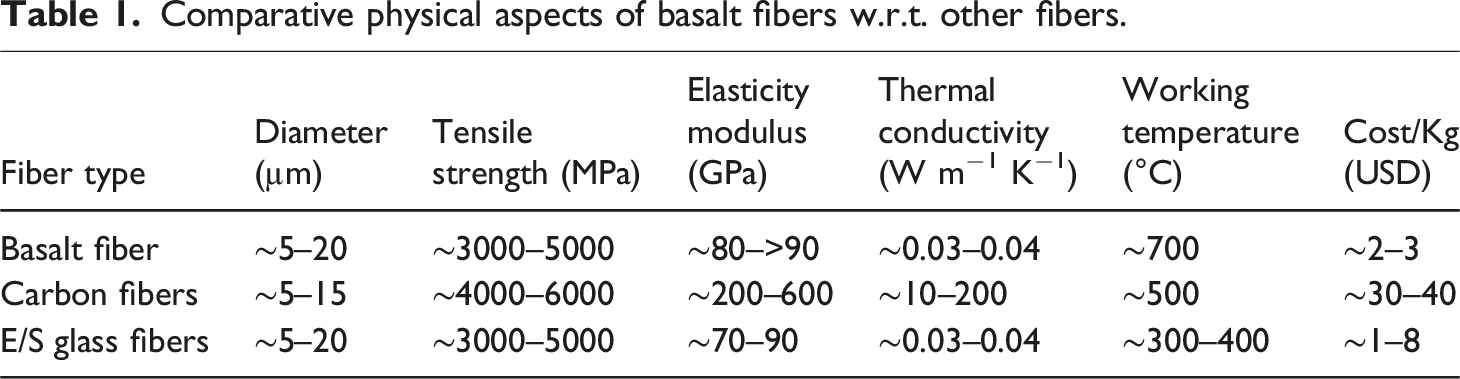
Comparative physical aspects of basalt fibers w.r.t. other fibers.
Among significant applications, basalt fibers have been employed in automotive and space industries to attain low weight, low cost, and high structural resilience, heat stability, and flame retardancy in a green/sustainable way.
18
Moreover, basalt fibers based materials have been advantageously adopted in petrochemical industry to replace heavy metal/ceramic based pipes and infrastructures.
19
Furthermore, in civil engineering sector, life span, durability, anticracking, and strength/cost ratio of cementitious structures have been considerably enhanced by using basalt fibers.
20
In addition, basalt fibers have been employed in electromagnetic shielding, water treatment, catalytic, and other technological applications.
21
Figure 2 demonstrates the so far conceivable applied sectors for basalt fibers along with their polymeric composites, as discussed in the subsequent review section. Application zones of basalt fibers and polymer/basalt fibers composites.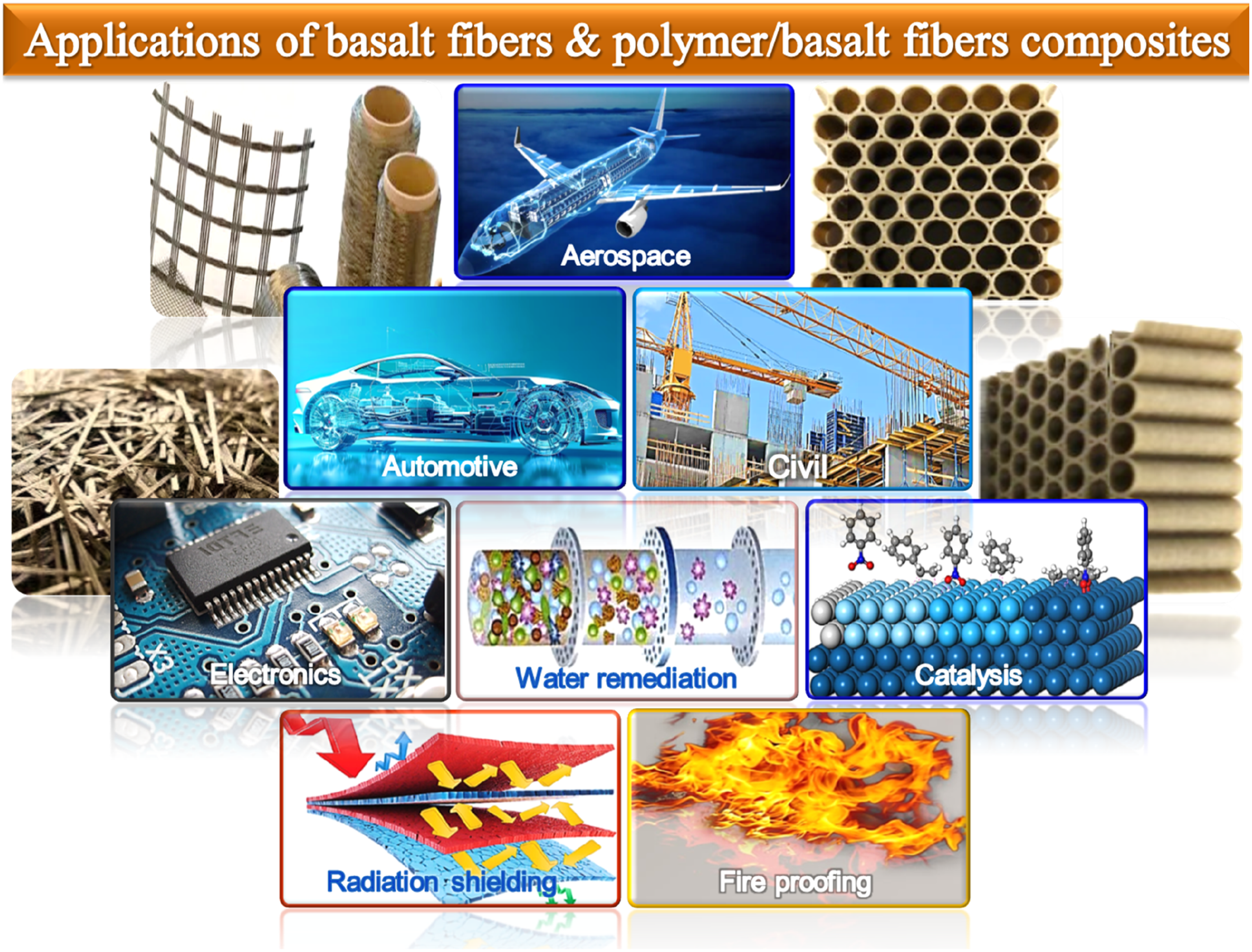
Basalt fiber composites with polymers
As per research to date, a distinguished use of basalt fibers can be noticed for efficient polymeric reinforcements. 22 Innumerable polymers, such as epoxies, polyamides, poly (vinyl alcohol), poly (tetrafluoroethylene), poly (ethylene terephthalate), and others, have been employed for the formation of high performance composites with basalt fibers. 23 Herein, thermo-mechanical, flammability, and allied high end characteristics of polymer/basalt fibers composites have been exploited. 24 The mechanically strengthened, thermally stable, flame retardant, electrically feasible, radiation absorption, and thermally insulating polymer/basalt fibers composites have been employed for military, defense, aerospace, automotives, civil engineering, electronics, and energy sectors.25,26 Hither, interfacial properties of polymer-basalt fibers have been enhanced by employing functional basalt fibers. The interfacially compatible polymer/basalt fibers composites have been employed for further advanced applications in industrial sectors. 27 In this concern, basalt fibers have been modified via dry or wet treatments to enhance interfacial interactions with the matrices. 28 Nevertheless, research boundaries of polymer/basalt fibers composites need to be expanded by enhancing their interfacial adhesion and deploying novel approaches and technical insight for future advancements.
Epoxy/basalt fibers composites
Epoxy resins or matrices are high performance thermosetting polymers offering valuable blend physical properties (strength, wear/scratch resistance, chemical confrontation, adhesion, etc.). 29 Various recent and previous literature reports have been observed for epoxy composites reinforced with basalt fibers, especially to enhance their strength, tribological, heat resistance, fire resistant, anticorrosion, and allied physical features.30–33 Previously, Matykiewicz et al. 34 explored the effect of blending basalt powder along with basalt fibers in the epoxy matrix by using mechanical mixing, curing, and hand lay up methods. Inclusion pf 2.5 wt.% fillers led to maximum increment in tensile strength and storage modulus to >200 MPa and >3.4 GPa, respectively, relative to neat basalt fibers (<200 MPa and <3 GPa, respectively). At the same loading level, the glass transition temperature of epoxy/basalt fiber/basalt powder composite was observed >120°C, relative to neat basalt fibers (114°C). Hence, improvement in mechanical and thermal stability of epoxies were established using basalt fibers. Later, Karvanis et al. 35 developed epoxy and basalt fibers (54 vol.%) based composites through compression molding technique. The tensile strength of the composites was observed >500 MPa. As per thermogravimetry analysis, the maximum decomposition temperature of ∼500°C was observed due to epoxy backbone cleavage. Whereas, the thermal stability for basalt fibers was found >900°C. Sun et al. 36 produced unidirectional basalt fiber and epoxy based materials via resin impregnation and filament winding techniques. At higher temperature (77 K) and nitrogen environment, tensile and compressive strength of the composites was augmented by > 52% and >69%, respectively, relative to that of the room temperature values. Such anomalously superior mechanical performance of epoxy/basalt fibers composites at high temperatures was found useful for cryo-pressure vessel application. In addition to pristine basalt fibers, reinforcing modified fibers in epoxy matrixes further enhanced the mechanical and thermal properties of the composites. For instance, Pozueco et al. 37 performed carbon dioxide laser surface modification of basalt fibers and then curing method to form epoxy/basalt fiber composites. The tensile strength (up to 47 MPa) flexural strength (up to 78 MPa) of the laser treated (1.04 W/mm2) fiber composites were enhanced by ∼21%. Moreover, an 8% increase in interfacial shear strength of the untreated composites (50 MPa) was observed, i.e., ∼54 MPa. This effect was attributed to the increase in interfacial bonding and stress transfer properties of modified basalt fibers with epoxy matrix. Xiang et al. 38 chemically modified basalt fibers by using 3-aminopropyltriethoxysilane and reinforced in epoxy matrix through curing method. The epoxy/modified basalt fibers composites depicted ∼56% and 36% increments in the tensile strength and flexural strength, respectively, as compared to neat epoxy matrix. Moreover, the interfacially compatible epoxy-basalt fiber system revealed fine corrosion resistance (impedance = 109 Ω cm2 in 35–120 days salt spray test).
Hence, epoxy/basal fibers composites have been successfully designed by using techniques, like curing melt blending, hand lay up, compression molding, etc. These composites have important engineering and coating related applications due to valuable mechanical, tribological, and anticorrosion competence. Nevertheless, industrial scale applications of epoxy/basal fibers composites for space, defense, and environmental purposes require further advanced manufacturing methods with well controlled processing conditions.
Polyamide/basalt fibers composites
Among thermoplastics, polyamides (polyamide 6, polyamide 66, polyamide 11, etc.) have been used as one of the most efficient matrices for basalt fiber reinforcements.39–41 Previously, Lee et al. 42 produced polyamide 6 and long basalt fiber based composites by resin impregnation technique. In these composites, rubbery compatibilizing agent was used to enhance the dispersion and compatibility between matrix-fiber interfaces. The resulting polyamide 6/long basalt fiber composites were analyzed for elastic moduli and mechanical anisotropy properties by using numerical calculations. Recently, Valentini et al. 43 developed polyamide 6/basalt fiber composites by applying in situ polymerization and resin transfer molding methods. These composites revealed lower porosity, superior crystallinity, and notably higher interlaminar/interfacial shear strength in the range of 34–52 MPa, as compared to debonded fiber sample (∼12 MPa). Sharma et al. 44 manufactured polyamide 66 and basalt fiber based composites by injection molding technique and investigated robustness and thermal conductivity. Adding 10 wt.% basalt fibers and marble particulate compatibilizer led to valuable tensile strength, flexural strength, impact strength, fracture toughness, and wear rate of 117 MPa, 154 MPa, 2.8 J, and 7.05 × 10−4 mm3/Nm, respectively. In addition, these composites revealed thermal conductivity of >1.0 W/mK. Zhao et al. 45 introduced silane coupling agent in polyamide 66/basalt fibers composites to enhance the resin-fiber compatibility effects. Herein, the coupling agent was found to improve the polar interactions and bonding between polyamide 66 and basalt fibers, so leading to superior interlaminar shear and mechanical characteristics, Gigante et al. 42 formed polyamide 11/short basalt fibers composites by injection molding tactic. Adding 10–30 wt.% basalt fibers and optimized processing parameters revealed 38% and 140% enhancements in the strength of stiffness of the polymer, respectively. Barczewski et al. 46 also produced polyamide 11 and short basalt fibers based composites by injection molding and twin screw extrusion techniques. The explored the flame retardancy and reproducibility of polyamide 11/short basalt fibers materials after recycling processes. For this purpose, the short basalt fibers were treated with ammonium polyphosphate, pentaerythritol, and melamine cyanurate based intumescent flame retardant system. Adding flame retardants and controlled processing conditions did not disturbed the reproducibility and flame retardancy of polyamide 11/short basalt fibers up to four processing cycles. Song et al. 47 produced melt blended polyamide 1012 and basalt fibers derived composites. Adding 30 wt.% basalt fibers to polyamide 1012 led to superior tensile strength and flexural strength properties (>84 MPa and 120 MPa, respectively). Moreover, basalt fibers did not affect the crystallinity or melting behavior of polyamide matrix. Chong et al. 48 designed nylon 56 and basalt fibers based composites via melt blending technique. The nylon 56/basalt fibers composites had density of <1.54 g cm−3. Adding 50 wt.% fibers in polyamide matrix led to ∼345% enhancement in flexural modulus (>10,000 MPa) and ∼317% increment in impact strength (12.5 kJ/m2). In addition, adding basalt fibers caused considerable decrease in the water absorption and shrinkage properties of these materials. Recently, Raajeshkrishna et al. 49 filled both the short basalt fibers and carbon fibers in polyamide 6 or nylon 6 matrix by using melt blending (twin screw extruder) and injection molding methods. Adding 20 wt.% basalt fibers and 10 wt.% carbon fibers enhanced the tensile strength, flexural strengths, tensile modulus, and flexural modulus by ∼19%, ∼13%, 11%, and 23%, respectively, compared with unfilled matrix.
Thus, different types of polyamides have been processed with basalt fibers through in situ polymerization, melt method, resin transfer molding, injection molding techniques. Specific applications of polyamide/basalt fibers composites has been noted for automotive, space, defense, and civil sectors. 50
Poly (vinyl alcohol)/basalt fibers composites
Poly (vinyl alcohol) is a water soluble biodegradable thermoplastic polymer with modest structural integrity. 51 Pristine poly (vinyl alcohol), its fibers, and composites have been employed for important engineering applications.52–54 Poly (vinyl alcohol)/basalt fibers have also been reported in the literature.55–57 Loh et al. 58 designed basalt fibers filled poly (vinyl alcohol) composites using dry and wet mortar mixing technique. Adding 1–2 wt.% basalt fibers enhanced the tensile strength and flexural strength from ∼3 to >5 MPa and ∼5 MPa to >8 MPa, respectively. The enhancements in tensile and flexural strengths were attributed to the optimum fiber contents as well as load transfer effects through the matrix. Jain et al. 59 formed crosslinked poly (vinyl alcohol) and basalt fibers based materials by solution casting route. As per dynamic mechanical analysis, reinforcement of 5–20 wt.% basalt fibers caused increase in glass transition temperature from 120°C to 150°C. In addition, increasing stress levels of 2–8 MPa enhanced the creep deformation from 160 to ∼5 to ∼11 GPa. These results were credited to optimal crosslinking effects in poly (vinyl alcohol)/basalt fibers composites. Shu et al. 60 reinforced poly (vinyl alcohol) with basalt fibers of varying lengths (3–12 mm) and contents (0.25–1 wt.%) by solution method. Herein, adding 0.5 wt.% of 9 mm long basalt fibers revealed unconfined compressive strength of ∼13 MPa, i.e., 71% higher than the neat matrix. Such high performance poly (vinyl alcohol)/basalt fibers designs have been employed to enhance the mechanical properties of cementitious civil structures. 61 Moreover, Song et al. 62 produced poly (vinyl alcohol)/basalt fibers composite foams by using thermal self-assembly methods and applied for acoustic and thermal insulation applications. According to results, the multifunctional composite foams had low thermal conductivity and fine noise reduction coefficient of ∼0.03 W/(m·K) and 0.4, respectively. In civil engineering, such composites were found applicable for energy efficient and noise control structures. Likewise, few more recent reports were noticed for high tech poly (vinyl alcohol)/basalt fibers composites. 63
Thence after, these composites have been mostly prepared using facile solution processing technique and had notable mechanical/thermal resistance and thermal transportation applicable for engineering and civil sectors.
Poly (ethylene terephthalate)/basalt fibers composites
Poly (ethylene terephthalate) is a commodity thermoplastic polymer (a polyester) having wide ranging industrial uses.64–66 In recent years, recyclability and reproducibility of poly (ethylene terephthalate) have been considered for environmentally feasible engineering applications.67–69 Similarly, few old and topical reports have been observed for interfacially compatible poly (ethylene terephthalate)/basalt fibers composites.70,71 Yin et al. 72 formed basalt fibers filled poly (ethylene terephthalate) composites with trimethylolpropane triacrylate compatibilizer, using melt blending approach. The composites were further treated with gamma radiation for an interfacially crosslinked structure. Including 1–3 wt.% trimethylolpropane triacrylate compatibilizer was found to enhance the mechanical and thermal features of poly (ethylene terephthalate)/basalt fibers composites. Notably, adding 30 wt.% basalt fibers, 1 wt.% compatibilizer, and 30 kGy irradiation led to superior tensile strength, notched Izod impact strength, and thermal deformation point (160 MPa, 9 kJ/m2, and >220°C, respectively). Kuciel et al. 73 produced poly (ethylene terephthalate) composites with short as well as long basalt fibers by injection molding method. Hither, short basalt fibers proved valuable to enhance the tensile strength and Young’s modulus by about 20%–40% and 80%–150%, respectively, relative to the long fibers. Thus, short basalt fibers were found to better reduced the deformation capacity of these materials.
Hence, poly (ethylene terephthalate)/basalt fibers have been processed using melt blending and injection molding methods. Using basalt fibers with poly (ethylene terephthalate) has been considered to promote the ecological applications of these materials for large scale applications. Nevertheless, focused research efforts must be performed the field of poly (ethylene terephthalate)/basalt fibers for high end engineering designs.
Poly (lactic acid)/basalt fibers composites
Poly (lactic acid) is an aliphatic thermoplastic polymer, i.e., a semicrystalline polyester. 74 Poly (lactic acid) have been recognized for remarkable biodegradability, mechanical, engineering, and other physical features.75,76 Since last decade, researches have been noticed regarding poly (lactic acid)/basalt fibers composites.77–79 Han et al. 80 formed short basalt fibers (10–60 wt.%) filled poly (lactic acid) composites by melt blending technique. Inclusion of 50 wt.% short basalt fibers led to tensile strength, tensile modulus, and flexural strength of 140 MPa, 5050 MPa, and 160 MPa, respectively. Adding fibers also enhance the crystallinity of the composites from 35% to 55%. Dincer et al. 81 designed poly (lactic acid)/basalt fibers composites with boric acid compatibilizer by using melt mixing, extrusion, and injection molding techniques. Here, 10 wt.% basalt fibers contents and 2 wt.% boric acid resulted in 19% enhancement in tensile strength of the poly (lactic acid) matrix. Moreover, the coefficient of friction curve of the compatiblized composites was showed a positive shift, from 20 m to 60 m. Recently, Jagadeesh et al. 82 produced single screw extrusion based three dimensional printed poly (lactic acid) and basalt fibers (1–5 wt.%; 1.75 mm diameter) derived composites. Notable enhancements in impact and flexural strengths of these materials were observed for the 3 wt.% filler loading. Furthermore, adding fiber contents enhanced the water absorption properties of these composites. Malik et al. 83 used extrusion three dimensional printing (additive manufacturing) for the fabrication of poly (lactic acid) and continuous basalt fibers based composites. Owing to effectiveness of fabrication method, tensile toughness and flexural toughness were increased found to by 381% and 235%, respectively, with adding fiber contents (up to 20 wt.%). Moreover, tensile and flexural strains of these materials were reduced, from 10% to 40%, with fiber loadings.
Herein, combination of poly (lactic acid) and basalt fibers offers a green route towards the development of environmentally friendly composites with valuable mechanical and tribological feature. However, more comprehensive scientific surveys need to be performed to design sophisticated three dimensional printed poly (lactic acid)/basalt fibers composites for technical deployments. Among other matrices, few literature reports were noticed to enhance the thermal, mechanical, tribological, and environmental impact of poly (tetrafluoroethylene) using basalt fibers reinforcement.84–87
Polymer/basalt fibers nanocomposites
Graphene reinforced polymer/basalt fiber nanocomposites
Graphene has been studied as a significant nanoreinforcement to enhance the compatibility of polymers and basalt fibers at interfacial levels. In this concern, near and far literature efforts have been observed for polyamide 6/graphene/basalt fibers nanocomposites.88–90 Initial report by Wang et al.
91
revealed twin screw extruder based melt mixing technique for the formation of polyamide 6 and graphene oxide modified basalt fibers nanocomposites. Herein, basalt fibers were modified by grafting of graphene oxide layers with the help of polydopamine in a solution route. The as obtained graphene oxide modified basalt fibers were reinforced in polyamide 6 matrix. As per results, graphene oxide modified fibers efficiently enhanced the impact strength, flexural strength, and wear rate of composite by ∼ 17%, 13%, and 51%, respectively, relative to polyamide 6/basalt fibers nanocomposites. The enhancement in mechanical and tribological characteristics of hybrids can be attributed to chemically modification of basalt fibers; thereby leading to superior interfacial contacts, compatibility, and load transference. Zhou et al.
92
used direct coating and sizing methods for graphene modification of basalt fibers. The polyurethane was used as a sizing agent to coat basalt fibers with graphene layers. Later, polyamide 6 and graphene modified basalt fibers (0.1–0.5 wt.%) derived nanocomposites were formed by melt method. Adding up to 0.5 wt.% reinforcements led to ∼18% and 34% increments in tensile strength and flexural strength, respectively, relative to nonmodified polyamide 6/basalt fibers composites. These results indicated efficient stress transfer due to interfacial adhesion of polyamide 6-graphene-basalt fibers. Correspondingly, 0.5 wt.% reinforced polyamide 6/graphene/basalt fibers nanocomposites (∼89°C) revealed an increase of ∼37% in glass transition temperature, compared with polyamide 6/basalt fibers composites (∼65°C). Rong et al.
39
applied electrostatic self assembly approach for the modification of basalt fibers with graphene oxide by using γ-aminopropyltriethoxysilane (Figure 3(A)). The surface modified basalt fibers were used to form nanocomposites with polyamide 6 by using laminated molding technique. The modification of basalt fibers surface with 0.8 g L−1 graphene oxide contents caused ∼85%,∼ 43%, ∼53%, and ∼63%, respectively, increments in interlaminar shear strength, impact strength, flexural strength, and flexural modulus of nanocomposites, as compared to nonmodified polyamide 6/basalt fibers composites (Figure 3(B[a–d])). As per proposed mechanism for mechanical property enhancements, the overall fine interfacial interactions of polyamide 6 and basalt fibers based nanocomposites were due to the presence of graphene oxide at interfacial areas. Moreover, the polyamide 6/graphene oxide/basalt fibers nanocomposites had reduced wear rate and average friction coefficient of around 40% and 15%, respectively, compared with the polyamide 6/basalt fibers composites. These results confirmed chemical modification of basalt fibers with uniformly dispersed graphene oxide to enhance interfacial bonding and matrix-nanofiller-filler crosslinking effects. Tribological mechanisms of unfilled polyamide 6/basalt fibers composite and polyamide 6/graphene oxide/basalt fibers nanocomposite and optical microscopic profiles after friction test were also studied (Figure 3(C[a and b]), respectively). After steel ball test, unfilled polyamide 6/basalt fibers composite had visibly deeper grooves and wear marks, compared with the graphene oxide based nanocomposite system. Thus, the presence of graphene oxide at interfacial areas caused better adhesion between matrix-fiber, so leading to superior wear resistance. Hence, superior mechanical and tribological characteristics were attained for the polyamide 6/graphene oxide/basalt fibers nanocomposites. Few more relevant reports can be observed for such polyamide 6 and graphene oxide functional basalt fibers designs.
39
(A) Schematic of electrostatic self assembly modification of amine modified basalt fibers with graphene oxide; (B) (a) interlaminar shear strength (ILSS); (b) impact strength; (c) flexural strength; (d) flexural modulus and interfacial interactions of polyamide 6, graphene oxide, and basalt fibers based nanocomposites; (C) snapshot of tribological mechanisms of (a) pure polyamide 6/basalt fibers; (b) polyamide 6/graphene oxide/basalt fibers nanocomposites, a1, b1 = optical microscopy images of corresponding steel ball surfaces after friction test.
39
BF = basalt fibers; GO = graphene oxide; PA6 = polyamide 6; NH2-BF = amine modified basalt fibers; GO-BF = graphene oxide-basalt fibers; KH550 = γ-aminopropyltriethoxysilane; BF/PA6 = basalt fibers/polyamide 6; LGO-BF/PA6 = polyamide 6 nanocomposites with modified graphene oxide/basalt fibers. Reproduced with permission from Elsevier.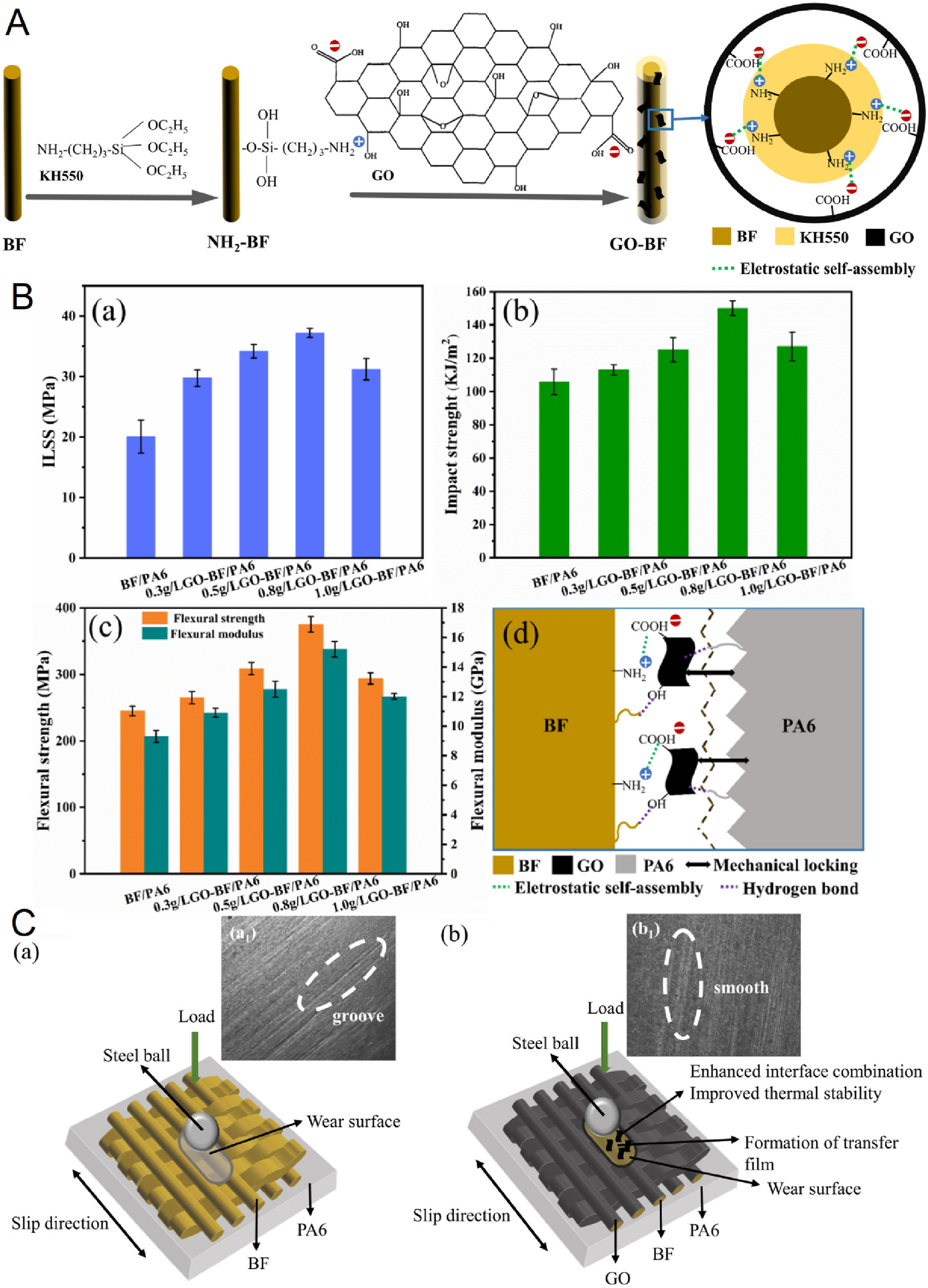
Recent and previous literature has been noticed for epoxy and graphene modified basalt fibers nanocomposites.93–95 Sukur et al.
96
manufactured epoxy/graphene nanoplatelets/basalt fibers nanocomposites via vacuum bagging technique. Adding graphene nanoplatelets in epoxy/basalt fibers composite system led to considerable enhancements in their mechanical and tribological performance. As per results, graphene nanoplatelets notably enhanced the tensile strength, tensile modulus, and wear resistance of the nanocomposites by ∼ 43% and 75%, and 60%, respectively. Furthermore, coefficient of friction of epoxy/graphene nanoplatelets/basalt fibers nanocomposites was reduced by 23%, according to ball on disk wear test. Herein, microscale wear mechanism was accountable for superior tribological performance of these hybrids. Jamali et al.
97
produced silane modified graphene nanoplatelets and epoxy/silane-graphene nanoplatelets/basalt fibers nanocomposites through solution method. In this attempt, 0.4 wt.% silane-graphene nanoplatelets were found effective to upsurge the tensile strength, flexural strength, and compressive strength of the nanocomposites by about 16%, 47%, 51%, respectively. In another attempt, Jamali et al.
98
used chemical reduction route to convert graphene oxide to graphene with hydrazine and then performed silane modification by employing N-(3-trimethoxysilylpropyl)ethylenediamine. Afterwards, epoxy/silane-graphene/basalt fibers nanocomposites were fabricated via solution, sonication, and hand lay up approaches. As compared to pristine epoxy/basalt fibers composites, adding 0.5 wt.% silane modified graphene caused notable enhancements in tensile strength, flexural strength, and compressive strength of the nanocomposites (46%, 54%, 66%, respectively). Evidently, silane-graphene played essential role to enhance interfacial bonding between epoxy and basalt fibers. Hosseini et al.
99
produced epoxy/graphene/glass/basalt fibers nanocomposites through hand lay up method. Figure 4(A) shows a step wise process for manufacturing epoxy and glass/basalt fibers nanocomposite with graphene nanoreinforcement. Herein, 1-2 wt.% graphene nanofiller was used to form nanoreinforced epoxy and glass/basalt fibers based system. Adding 2 wt.% graphene reinforcement capably enhanced the tensile strength and flexural strength, by 37% and 55%, respectively (Figure 4(B)). The matrix-fiber interfacial bonding and fracture mechanism of the composites were also studied. According to damage evaluation of nanocomposite laminate surfaces by C scans (Figure 4(C)), inclusion of both the 1 and 2 wt.% graphene to epoxy and glass/basalt fibers based nanocomposites showed almost similar minorly damaged/delaminated areas. These results were credited to the presence of graphene nanoparticles in interfacial regions to enhance the adhesion between epoxy and glass/basalt fibers. (A) Step wise process for manufacturing glass/basalt fibers nanocomposite with graphene nanoreinforcement; (B) stress-strain analysis for (a) tensile strength of glass/basalt, glass/basalt with 1 wt.% graphene, and glass/basalt with 2 wt.% graphene; (b) flexural strength for of glass/basalt, glass/basalt with 1 wt.% graphene, and glass/basalt with 2 wt.% graphene; (C) damage evaluation of laminate surfaces viewed by C scans using immersion ultrasonic testing system after double impact at 3 m/s (supercritical): (a) glass/basalt with 1 wt.% graphene; (b) glass/basalt with 2 wt.% graphene.
99
GB = Glass/Basalt. Reproduced with permission from Elsevier.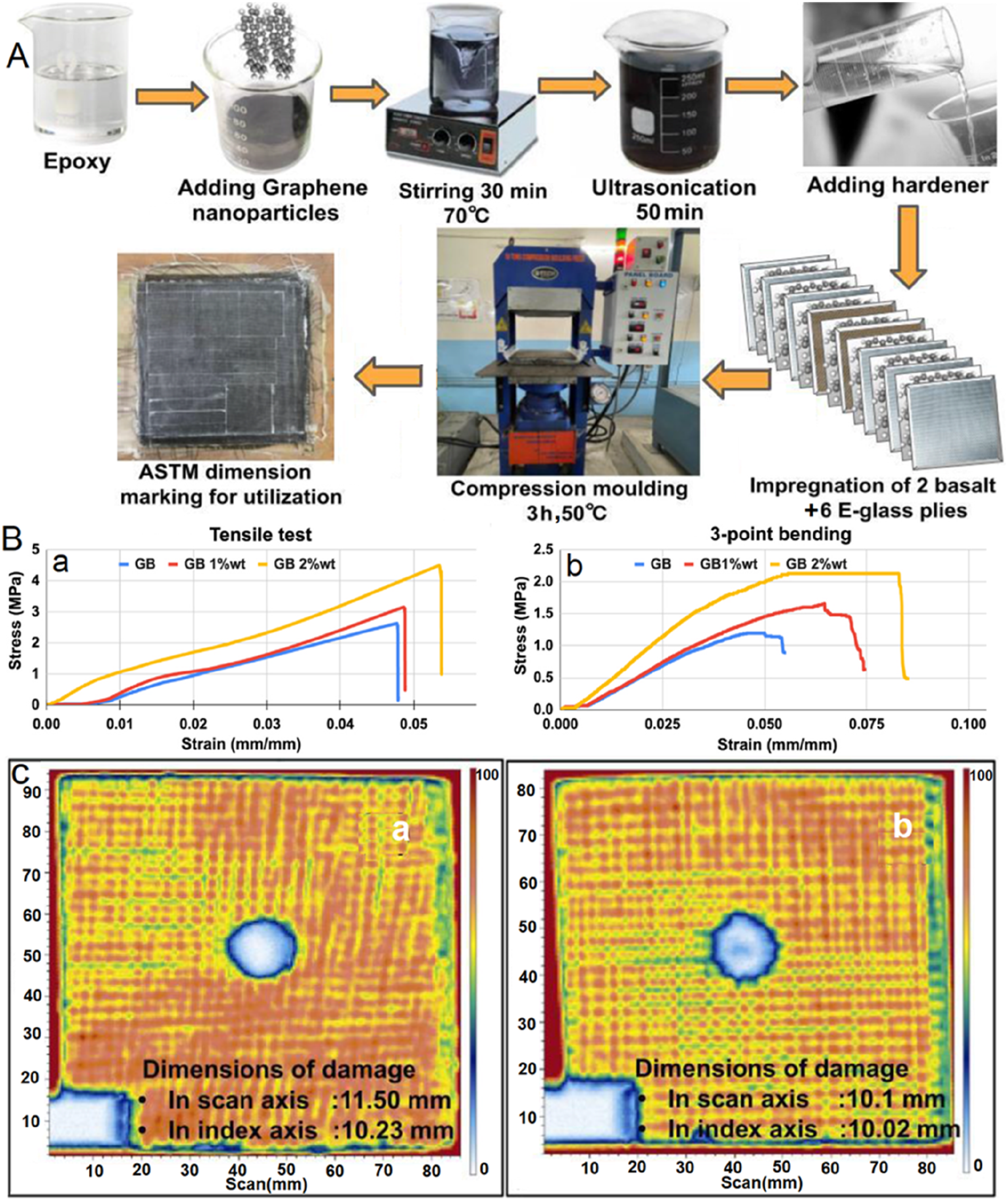
Besides polyamides and epoxies, very limited reports were noticed on graphene filled polyesters/basalt fibers and polypropylene-graft-maleic anhydride/basalt fibers materials, so these categories of hybrids need to be explored in future.100,101 For inclusion of nanocarbon in polymer/basalt fiber systems, graphene, graphene nanoplatelets, or graphene oxide layers have been deposited on fiber surfaces by solution route, melt method or sizing effects. In this regard, silane modification, sizing agents (e.g., polyurethane), and other routes have been used to chemically modify the fiber surfaces with graphene. Afterwards, graphene modified basalt fibers were reinforced in the polymer matrices according to their type, as discussed in above Section 3 of this manuscript. Besides, graphene based nanofillers have also been directly added in the epoxy resin to form nanocomposite with basalt fibers, instead of using fiber modification routes. In almost all the studies systems with different polymers (polyamides, epoxies), graphene filled hybrids had superior physical performance, than nonfilled polymer/basalt fibers systems, owing to interfacial adjustments.
Carbon nanotube based polymer/basalt fiber nanocomposites
Similar to graphene, carbon nanotubes have been reinforced in the polymer/basalt fibers composites. In this concern, various polyamides and basalt fibers have been reinforced with carbon nanotubes to form advanced engineering structures.102–104 Previously, Szakács and Mészáros 105 produced polyamide 6/carbon nanotubes/basalt fibers nanocomposites by using melt compounding and injection molding approaches. Carbon nanotubes nanoadditives instigated 10% of residual deformation at ∼ 18 MPa stress, whilst in the case of unfilled system residual deformation occurred at a higher stress of 50 MPa. In recent times, Wang et al. 106 manufactured polyamide 6/carbon nanotubes/basalt fibers nanocomposites by using melt technique. Initially, basalt fibers were modified with carbon nanotubes based sizing method. Using carbon nanotube sized basalt fibers revealed enhancements in tensile strength, flexural strength, tensile modulus, and flexural modulus of ∼18%, 36%, 33%, and 63%, respectively, relative to that of the non modified composites. Hence, carbon nanotubes acted as interfacial bonding agents to enhance the load transfer effects through polyamide 6/carbon nanotubes/basalt fibers nanocomposite system. Xiang et al. 107 initially modified basalt fibers with carbon nanotubes through cyclic soaking in aqueous nanoparticles dispersion and drying methods. Afterwards, 10 wt.% of modified basalt fibers filled nylon 6 nanocomposites were prepared through melt mixing and fused granular fabrication based three dimensional printing methods. Using 0.04 wt.% carbon nanotubes led to >120% increment in tensile strength and >36% reduction in friction coefficient of the three dimensionally printed hybrids, relative to unfilled nylon 6 resin and unfilled nylon 6/basalt fibers composites. Hence, research efforts on polyamide/carbon nanotubes/basalt fibers nanocomposites revealed superior mechanical and tribological profiles.
Besides, carbon nanotubes have been used to reinforce epoxy/basalt fibers systems.108,109 Previously, Mittal and Rhee
110
adopted chemical vapor deposition technique to graft carbon nanotubes on basalt fibers surfaces. This technique offered consistent dispersion of nanoparticles on the fiber surfaces via grafting approach. Later, carbon nanotubes modified basalt fibers were used to fill the epoxy matrix by hand lay up technique (Figure 5(A)). According to field emission electron microscopy micrographs of pristine basalt fiber and carbon nanotube modified basalt fiber (Figure 5(B[a and b]), respectively), carbon nanotubes can be seen uniformly deposited on the walls of basalt fiber. This study suggested development of well interconnected conductive pathways in carbon nanotube modified basalt fabers reinforced epoxy matrix, relative to pristine dispersion of carbon nanotubes (Figure 5(C)). Including 0.1–1.0 wt.% carbon nanotubes in the nanocomposite systems revealed volume resistivities in the range of 1.48 × 1013 Ω cm to 7.9 × 1012 Ω cm (Figure 5(D)). In addition, these nanocomposites were tested for electromagnetic interference shielding effectiveness and had values in the range of 19–20 dB. Hence, development of a multiscale epoxy-carbon nanotubes-basalt fibers system with uniform nanoparticle dispersion led to superior electron conduction and radiation shielding properties. (A) Fabrication route for epoxy/carbon nanotubes/basalt fibers nanocomposite; (B) field emission electron microscopy micrographs of: (a) pristine basalt fibers; (b) carbon nanotube modified basalt fibers; (C) schematic of conductive pathways in: (a) epoxy/carbon nanotube; (b) epoxy/carbon nanotube/basalt fibers nanocomposite; (D) comparison of volume resistivities of epoxy/carbon nanotubes (0.1–1 wt.%) and epoxy/carbon nanotubes/basalt fibers nanocomposite.
110
CNT = carbon nanotube; BF-CNT/epoxy = carbon nanotube modified basalt fibers in epoxy. Reproduced with permission from Elsevier.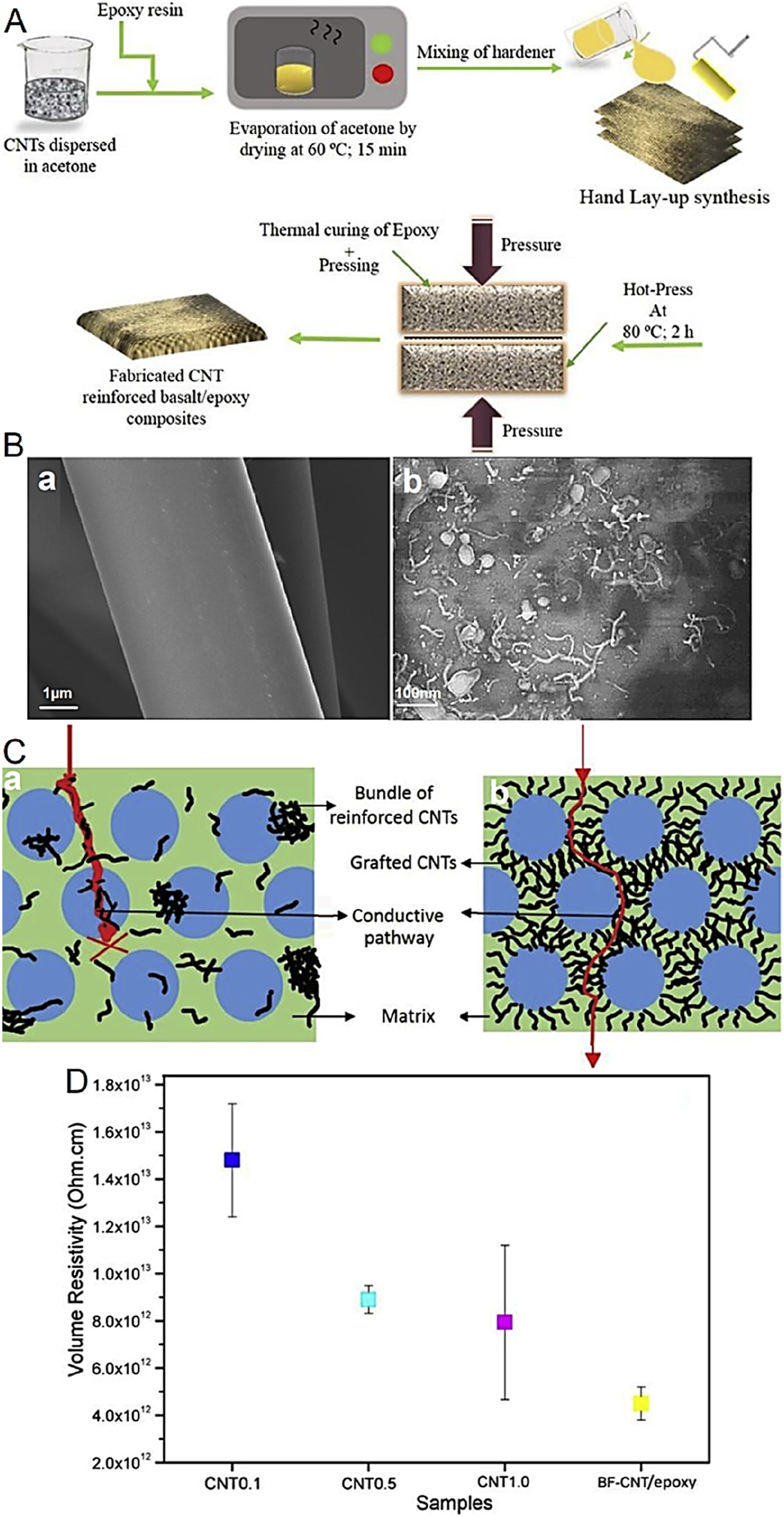
In recent years, Wu et al. 111 investigated epoxy/carbon nanotubes/basalt fibers nanocomposites produced by vacuum assisted resin transfer molding approach. Herein, addition of carbon nanotubes was found effective to enhance the mechanical and radiation absorption competence of the nanocomposites. Including 1.5 wt.% carbon nanotube contents led to 21% and 9% enhancements in tensile fracture strength and bending strength, respectively, of the epoxy/basalt fibers system. Furthermore, a 2.5 mm thick epoxy/carbon nanotubes/basalt fibers nanocomposite shield with 1.5 wt.% nanofiller contents caused effective electromagnetic absorption bandwidth and minimum reflection loss of ∼0.7 GHz and ∼ −14 dB, respectively (9.6 GHz). The radiation absorption of epoxy/carbon nanotubes/basalt fibers nanocomposites can be credited to electron conduction and percolation characteristics of the nanoreinforced hybrids.
Furthermore, Shi et al. 112 initially prepared carbon nanotubes filled epoxy resin by blending, sonication, and curing methods. Later, epoxy/carbon nanotubes/basalt fibers nanocomposites were designed by using externally bonded reinforcement tactic. In this attempt, addition of 0.8 wt.% carbon nanotubes led to 55% and 172%, respectively, increments in bond strength and interface fracture energy of the hybrids, relative to unfilled epoxy/basalt fibers system. These nanocomposites were predicted suitable for large scale reinforced concrete based engineering applications.
As evident from scientific reports so far, carbon nanotube nanoadditives have been mostly used to reinforced polyamide and epoxy based basalt fibers hybrids. Therefore, literature need to be expanded towards the reinforcement of other categories of polymer/basalt fiber composites (Section 3). Hence, basalt fibers have been efficiently modified with carbon nanotubes via chemical vapor deposition, sizing method, and solution coating routes. Besides, carbon nanotube direct addition in polymer/basalt fibers composites was also considered. The epoxy/carbon nanotubes/basalt fibers have been mostly investigated for strength, tribology, and radiation shielding characteristics. Thus, research efforts so far on epoxy/carbon nanotubes/basalt fibers depicted indispensable radiation shielding, structural engineering, civil, and other strength based applications. Nevertheless, each applied potential of epoxy/carbon nanotubes/basalt fibers nanocomposites have been limitedly explored to date and comprehensive future efforts desirable in these directions.
Inorganic nanofillers in polymer/basalt fiber nanocomposites
Among inorganic nanoparticles, nanoclays, silica, titania, and few metal nanoparticles have been used to reinforced the polymer/basalt fibers nanocomposites.113,114 Essential reports have been noticed for polymer/nanoclay/basalt fibers nanocomposites.115–117 Initial attempt by Niaki et al.
118
designed montmorillonite nanoclay filled epoxy, diglycidyl ether of bisphenol A, and basalt fibers using polyamine based curing method. Figure 6(A) and (B) illustrate scanning electron microscopy images of fractured surfaces of basalt fibers reinforced epoxy matrix after mechanical testing. The micrographs revealed fiber pull out and matrix failure effects at fractured surfaces. Moreover, Figure 6(C) portrays scanning electron microscopy image showing matrix cavities filled with basalt fibers, in which fillers can be seen as bonded links between the matrix cavities. Furthermore, Figure 6(D) shows scanning electron microscopy micrograph of epoxy/montmorillonite/basalt fibers nanocomposites with small nanoclay aggregates dispersed throughout the matrix phase. Besides, addition of nanoclay nanoparticles revealed notable enhancements in tensile strength compressive strength, and flexural strength of epoxy/basalt fibers by 35%.10%, and ∼5%, respectively, relative to unfilled samples. In addition, mechanical properties of epoxy/montmorillonite/basalt fibers nanocomposites were also found to enhance at high temperatures of 250°C. Accordingly, Figure 6(E) shows the effect of temperature on the compressive strength, flexural strength, and tensile strength of epoxy/montmorillonite/basalt fibers nanocomposites, before and after nanoclay reinforcement. Herein, adding nanoclay nanoparticles visibly enhanced the mechanical characteristics of the hybrids due to better matrix-filler bonding effects, even at raised temperatures. These hybrids were suggested useful to enhance the mechanical resilience of concrete structures in civil sectors. (A and B) Scanning electron microscopy micrograph of basalt fiber reinforced epoxy matrix after mechanical test; (C) scanning electron microscopy image showing matrix cavities filled with basalt fibers, where (a and b) basalt fillers bonded between the matrix cavities; (D) scanning electron microscopy micrograph of epoxy/basalt fiber/nanoclay nanocomposite; (E) effect of nanoclay addition with varying temperature on mechanical properties of epoxy/basalt fiber/nanoclay nanocomposite.
118
Reproduced with permission from Elsevier.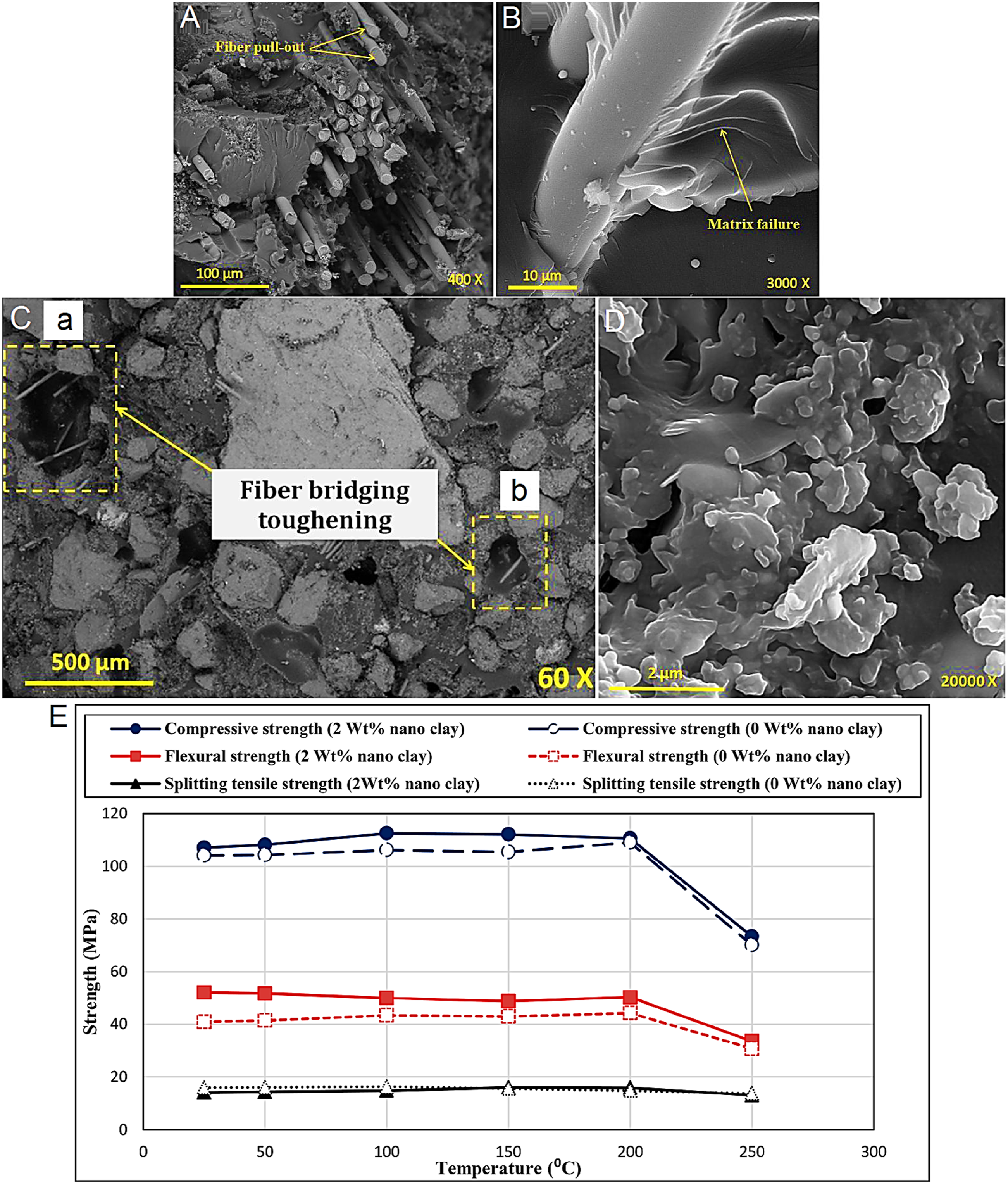
Later, Bahari-Sambran et al. 119 formed epoxy/nanoclay/basalt fibers nanocomposites with 1–5 wt.% nanoadditives, by using mechanical mixing, centrifugation, and hand lay up techniques. Herein, inclusion of nanoclay contents was supposed to develop physical links between epoxy and fibers and interfacial compatibility; in turn enhancing the energy absorption (Charpy tests) and impact strength of the hybrid system. Bulut et al. 120 reported epoxy, montmorillonite (0.5–2 wt.%), and basalt fibers based nanocomposites by using vacuum assisted resin transfer molding technique. In this attempt, adding nanoclays enhanced the tensile strength, flexural strength, and energy absorption of the hybrids by ∼ 8%, 29%, and 17%, respectively. These results suggested better exfoliation and least aggregation of nanoclay nanoparticles in the epoxy/basalt fibers system. Recently, Dhiravidamani et al. 121 adopted hand layup technique to form epoxy/nanoclay/basalt fibers nanocomposites. In this attempt, inclusion of 4 vol.% of nanoclay in the hybrids led to >9% enhancements in the impact strength, compare with the unfilled epoxy/basalt fibers system.
Scientific surveys have been expanded to the development of polymer/silica/basalt fibers nanocomposites.122,123 In last decades, Kuzmi et al. 124 first modified basalt fibers by silanization process with 3-aminopropyltriethoxysilane and 3-glycidyloxypropyltrimethoxysilane agents. Later, the silane modified basalt fibers were filled in diglycidyl ether of bisphenol A epoxy through curing method (with 3,3′-dimethyl-4,4′-diamino-dicyclohexylmethane) and vacuum infusion technique. Herein, silane modified basalt fibers caused 23% enhancement in the tensile strength of the hybrids, relative to the nonmodified fiber based system. Presence of silica nanoparticles in epoxy-fibers system was supposed to improve the interfacial adhesion of the system. Recently, Azizi et al. 125 used sol gel technique to form silica fume nanoparticles and modified the basalt fibers surfaces with trimercaptopropyltrimethoxy silane. The silica nanoparticles modified basalt fibers were filled in the epoxy matrix through hand lay up technique. Due to consistent dispersion of silica nanoparticles (4 wt.%) on fiber surfaces and interfacial bonding with the matrix, 20% enhancement in shear strength of the hybrids was observed. A few more allied attempts can be noticed in the literature for polymer/silica/basalt fibers nanocomposites with superior mechanical properties due to the presence of silica nanoreinforcements. 126
Limited relevant reports were also seen regarding polymer/titania/basalt fibers nanocomposites.127–130 Notably, Iyer et al. 131 produced titania nanoparticles modified basalt fibers and filled in the epoxy matrix by hand lay up and compression molding techniques. Addition of 4 wt.% titania nanoparticles were found effective to enhance the tensile strength, flexural strength, and interlaminar shear strength of epoxy/basalt fibers by 40%, 60%, and 70%, respectively, relative to the nonmodified fiber based system. The significant advances in the mechanical profiles of hybrids were attributed to the titania induced matrix-fiber bonding effects.
Furthermore, very restricted literature seen for silver nanoparticles filled polymer/basalt fibers nanocomposites.132–134 Zhu et al. 135 formed silver nanoparticles coated basalt fibers and filled in poly (tetrafluoroethylene) matrix via resin molding approach. The silver nanoparticles modification of basalt fibers was attained through catalyst activated electroless deposition method with silver nitrate solution. The resulting silver nanoparticles modified basalt fibers revealed 91% and 950% upsurges in tensile strength and thermal conductivity, respectively, of the poly (tetrafluoroethylene) derived nanocomposites, compared with the nonmodified fibers based system. Thus, silver nanoparticles were considered as effective adhesives for interfacial level connections of basalt fibers with the matrices.
Hence, modification of basalt fibers with different types of inorganic nanoparticles effectively improved the mechanical and thermal profiles of polymeric nanocomposites, then their conventional counterparts. Nevertheless, very limited research articles seen to date for polymer/inorganic nanoparticles/basalt fibers hybrids. Therefore, more comprehensive designs need to be developed to attain superior strength, tribological, thermal, and high end features of these materials.
Technological applications of basalt fiber based composites or nanocomposites
Radiation shielding
With the increasing use of electronic devices in current century, electromagnetic interference pollution has appeared as a serious environmental and health concern.136,137 To deal with this serious type of pollution, various advanced nanomaterials have been developed and scrutinized for radiation shielding.
138
As compared with the traditional carbon or glass fiber composites, basalt fibers offered an economical and sustainable route to design high performance electromagnetic interference shields.139–141 Lin et al.
142
used laser scribing technique to deposit graphene on polyimide substrate, which was then reinforced to basalt fibers and epoxy matrix based hybrid system. The laser scribed graphene caused fine adhesion and interlocking of basalt fibers with epoxy matrix, so leading to notable enhancements in the electromagnetic interference shielding effectiveness of ∼25–50 dB. Zhao et al.
143
used a solvent free method to manufacture nanocomposite of poly (vinyl alcohol)-grafted-3,4-dihydroxybenzoic acid, graphene nanoplatelets, and carbon nanotubes. Superior tensile strength of the hybrids was noted as 266 MPa. Adding ∼3 wt.% graphene nanoplatelets/carbon nanotubes nanoparticles to the hybrid system led to superior electrical conductivity, electromagnetic interference shielding effectiveness, and shielding efficiency of ∼48 S m−1, ∼30 dB, and ∼99.9%, respectively. Si et al.
144
modified carbon nanotubes with magnetite nanoparticles. Then, basalt fibers were functionalized with carbon nanotubes/magnetite nanoparticles via dip coating adsorption process. Hither, using 7 wt.% carbon nanotubes/magnetite nanoparticles in epoxy/carbon nanotubes/magnetite nanoparticles/basalt fibers based shield (1.5 mm) led to valuable minimum reflection loss of ∼ −41 dB. The results were attributed to the in situ anchoring and network formation of carbon nanotubes/magnetite nanoparticles in the nanocomposite shields; thereby supporting superior electrical, magnetic, and radiation absorption properties. Chang et al.
145
used chemical vapor deposition technique to coat basalt fibers with carbon nanotube, in the presence of C2H2 and H2 gases at 800°C (Figure 7(A)). Then, poly (dimethyl siloxane)/carbon nanotubes/basalt fibers nanocomposites laminates were designed via hand lay up process. Figure 7(B) shows the effect of increasing number of hybrid layers on shielding effectiveness of poly (dimethyl siloxane)/carbon nanotubes/basalt fibers nanocomposites. As per results, increasing number of material layers from 3 to 9, effectively enhanced the electromagnetic interference shielding effectiveness from 20 to 40 dB. In addition, radiation shielding due to transmission was found as the prominent phenomenon to cause maximum upsurge in the electromagnetic interference shielding effectiveness of material with any number of material layers (Figure 7(C)). According to the proposed mechanism for electromagnetic interference shielding by poly (dimethyl siloxane)/carbon nanotubes/basalt fibers nanocomposites, carbon nanotubes were supposed to develop electron conducting interconnecting network for electron transmission between matrix-fibers (Figure 7(D)). Consequently, poly (dimethyl siloxane)/carbon nanotubes/basalt fibers hybrid laminates acted as strong electromagnetic wave absorption shields. (A) Manufacture of carbon nanotube coated basalt fibers by chemical vapor deposition and then poly (dimethyl siloxane)/carbon nanotubes/basalt fibers nanocomposites; (B) electromagnetic interference shielding effectiveness versus frequency and number of layers of poly (dimethyl siloxane)/carbon nanotubes/basalt fibers nanocomposites; (C) electromagnetic interference shielding effectiveness (transmission, reflection, and absorption phenomenon) versus number of layers of poly (dimethyl siloxane)/carbon nanotubes/basalt fibers nanocomposites; (D) a snapshot of electromagnetic interference shielding mechanism of poly (dimethyl siloxane)/carbon nanotubes/basalt fibers nanocomposites.
145
PDMS = poly (dimethyl siloxane); BFF = basalt fibers fabric; CNTs = carbon nanotubes; BFF-CNT = basalt fibers fabric/carbon nanotubes; BFF-CNT/PDMS = poly (dimethyl siloxane) and basalt fibers fabric/carbon nanotubes hybrid; CVD = chemical vapor deposition; SET = shielding effectiveness due to transmission; SER = shielding effectiveness due to reflection; SEA = shielding effectiveness due to absorption. Reproduced with permission from Elsevier.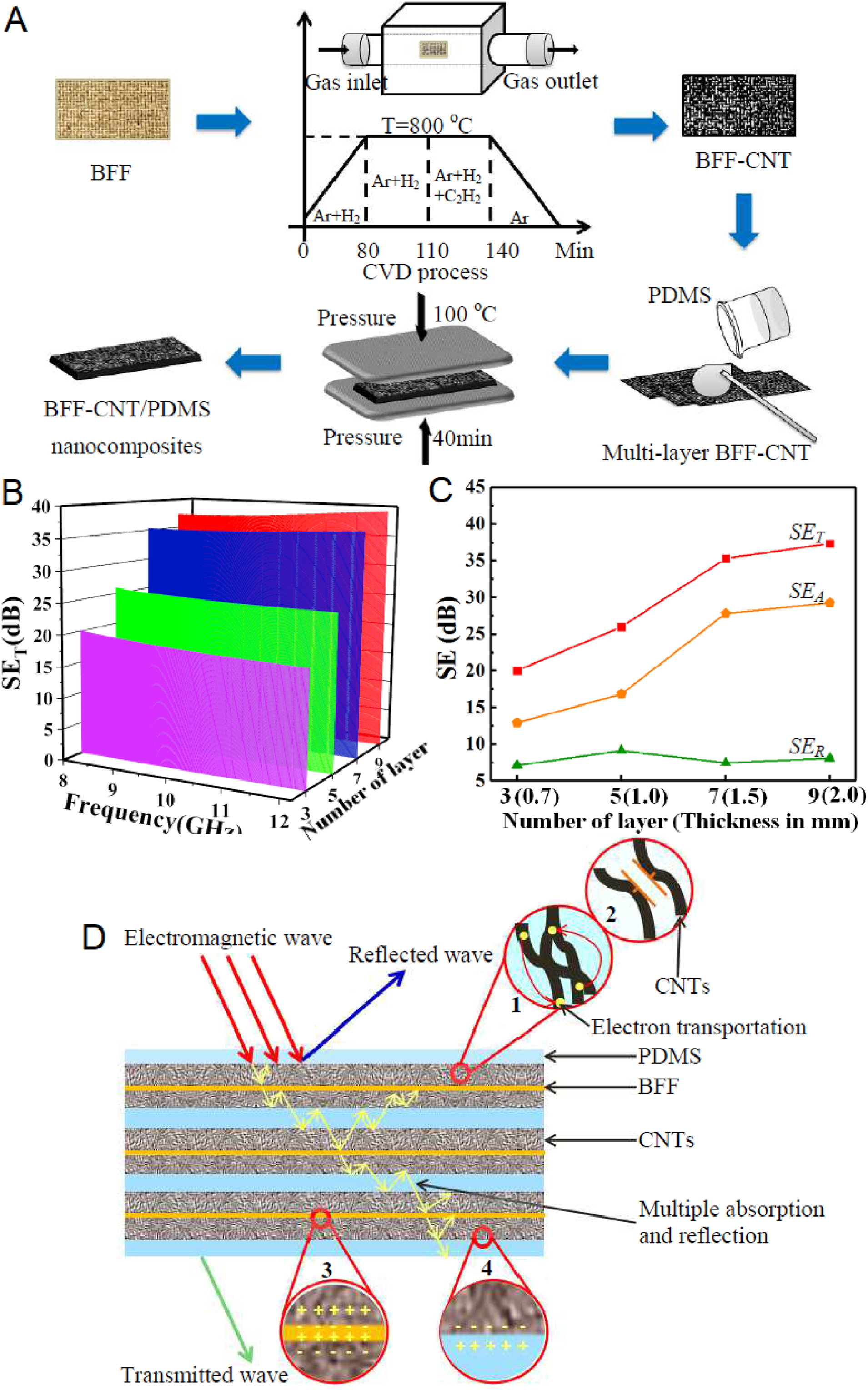
Further, Chen et al. 146 modified basalt fibers with cobalt-nickel alloy nanoparticles via writing-grafting-activation-deposition and electrothermal technique to form radiation shielding epoxy based materials. Owing to fine deposition of metal nanoparticles on fiber surfaces, these hybrids revealed superior electrical conductivity and electromagnetic interference shielding effectiveness of ∼ 3–38 S cm−1 and 36–72 dB, respectively, with increasing deposition time. Hence, various routes have been adopted to nanomodify the basalt fibers and reinforce in thermosetting matrices to form advanced radiation protection materials. However, further comprehensive attempts need to be performed to attain optimally modified basalt fibers designs and derivative shields for industrial scale electromagnetic interference shields.
Engineering and fire proofing potential
Engineering applications of polymer/basalt fibers and derived nanocomposites have been investigated in the literature, especially w.r.t. mechanical resilience characters. 147 Reinforcement of basalt fibers or nanomodified basalt fibers (nanocarbon or inorganic nanoparticles) in polymers have depicted significant enhancements in the tensile strength, tensile modulus, flexural strength, flexural modulus, compression strength, compression modulus, toughness, and other mechanical aspects, as discussed in a number of studies presented in preceding Section 4. 148 The considerable increments in mechanical profiles of surface modified basalt fibers based nanocomposites can be credited to interfacial bonding between matrix-fibers. In addition to nanoparticle surface coating of basalt fibers, coupling agents and sizing techniques have been used to design compatible high performance polymer/nanoparticles/basalt fibers hybrids. Among different types of fiber reinforcements (carbon fibers, glass fibers, aramid fibers, etc.) for engineering plastics and thermosets, basalt fibers have advantages of comparable mechanical stability, economical, and environmental sustainability.
Basalt fibers based nanocomposites have been developed with valuable friction, wear, and shock resistance features. 149 In due course, Raajeshkrishna et al. 150 studied tribological performance of epoxy/basalt nanofibers nanocomposites by curing method. Adding 1–5 wt.% basalt nanofibers in the epoxy matrix considerably enhanced the wear resistance by 80%–85% and reduced the coefficient of friction. The tribological performance of epoxy/basalt nanofibers nanocomposites were attributed to the synergistic effects between matrix-nanofiller. Toth et al. 151 studied tribological characteristics of a thermoset, unsaturated polyester/vinyl ester filled with polyoxymethylene/molybdenum disulphide nanofiller. Adding nanofiller contents caused 20%–80% reduction in coefficient of friction of the hybrids. Mahesha et al. 152 investigated tribological wear properties of epoxy/basalt fibers nanocomposites reinforced with nanoclay/nanotitania nanoparticles. As per results, increase sliding distance from 2000 to 8000 m decresaed the specific wear rate linearly from 5 to 1 ✕ 10−14 (m3/N-m). Recently, Birleanu et al. 153 designed epoxy/basalt fibers hybrids based by vacuum bagging and thermal curing methods. Adding up to 70 wt.% basalt fibers reduced the coefficient of friction and specific wear rate by ∼43% and 78% respectively. The wear mechanisms involved in superior tribology of these materials include fiber-matrix interfacial compatibility, fiber antifracture, and matrix anticracking. Few more examples of tribologically stable polymer/basalt fibers nanomaterials have already been discussed in preceding review sections.
High performance polymer/basalt fibers nanocomposites have not only been recognized for superior mechanical robustness, but also have distinct thermal conductivity features.
154
Particularly, low thermal conductivity of polymer/basalt fibers hybrids have been observed usable for fire insulation applications.155,156 Yang et al.
157
explored morphology, thermal stability, and flame retardancy of poly (lactic acid)/carbon nanotubes/basalt fibers nanocomposites produced by melt compounding technique. Aluminum hypophosphite was included as a fire retardant in the system. Figure 8(A[a–c]) show scanning electron microscopy micrographs of poly (lactic acid)/basalt fibers, poly (lactic acid)/basalt fibers/aluminum hypophosphite, and poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube, respectively. In the case of poly (lactic acid)/basalt fibers and poly (lactic acid)/basalt fibers/aluminum hypophosphite, basalt fibers can be seen at the fractured surfaces. On the other hand, addition of carbon nanotubes and aluminum hypophosphite formed a uniformly disperse phase between poly (lactic acid) and basalt fibers, so leading to superior compatibility and physical performance. Figure 8(B) shows thermogravimetry analysis curves of poly (lactic acid)/basalt fibers and derived nanocomposites. As per results, maximum decomposition temperature for poly (lactic acid)/basalt fibers was increased from 367°C to 377°C for poly (lactic acid)/basalt fibers/modified carbon nanotubes. Maximum increase in property was noticed for poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube, i.e., ∼382°C, due to the synergistic effects of carbon nanotube modified basalt fibers and flame retardant agent. Similarly, increase in char residue was noticed from 21 to 38% (700°C). Figure 8(C) displays heat release rate (HRR) scans of poly (lactic acid)/basalt fibers and derived nanocomposites, as per cone calorimetry analysis. According to the results, peak heat release rates of poly (lactic acid)/basalt fibers and poly (lactic acid)/basalt fibers/modified carbon nanotubes were observed at 304 Wg−1 and 256 Wg−1 (16%), respectively. Maximum decrease in property was noticed for poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube, i.e., ∼167 Wg−1 (45%). The results imply that inclusion of both the nanotubes as well as flame retardant agent cause maximum reduction in flammability properties of these materials. Moreover, limiting oxygen index of 31% and V-0 rating indicated superior flame resistance of these hybrids. Figure 8(D[a–c]) illustrate char residue photos (after cone calorimetry tests) of poly (lactic acid)/basalt fibers, poly (lactic acid)/basalt fibers/aluminum hypophosphite, and poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube, respectively. Here again superior nonflammability of poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube can be noticed due to the formation of more compact char, relative to other samples. Yasir et al.
158
studied the fire resistant characters of epoxy/graphite/basalt fibers hybrids by coating on a steel substrate. After ignition, the nanocomposite revealed remarkable flame resistance and temperature of steel substrate was not raised. Xu et al.
159
developed nanocomposites of basalt fibers with antimony trioxide nanoparticles. In this case, limiting oxygen index was observed in the range of ∼21%–33% with V-0 level indicating valuable flame resistance of the hybrids. Future interest in developing high tech basalt fibers based systems will definitely become a research hotspot in fire proof nanomaterials. (A) (a–c) Scanning electron microscopy images of poly (lactic acid)/basalt fibers, poly (lactic acid)/basalt fibers/aluminum hypophosphite, and poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube, respectively; (B) thermogravimetry analysis curves of poly (lactic acid)/basalt fibers and derived nanocomposites; (C) heat release rate (HRR) scans of poly (lactic acid)/basalt fibers and derived nanocomposites; (D) (a–c) char residue photos (after cone calorimetry tests) of poly (lactic acid)/basalt fibers, poly (lactic acid)/basalt fibers/aluminum hypophosphite, and poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube, respectively.
157
PLA/BF = poly (lactic acid)/basalt fibers; PLA/BF/AHP = poly (lactic acid)/basalt fibers/aluminum hypophosphite; PLA/BF/m-CNT = poly (lactic acid)/basalt fibers/modified carbon nanotube; PLA/BF/AHP/m-CNT = poly (lactic acid)/basalt fibers/aluminum hypophosphite/modified carbon nanotube. Reproduced with permission from RSC.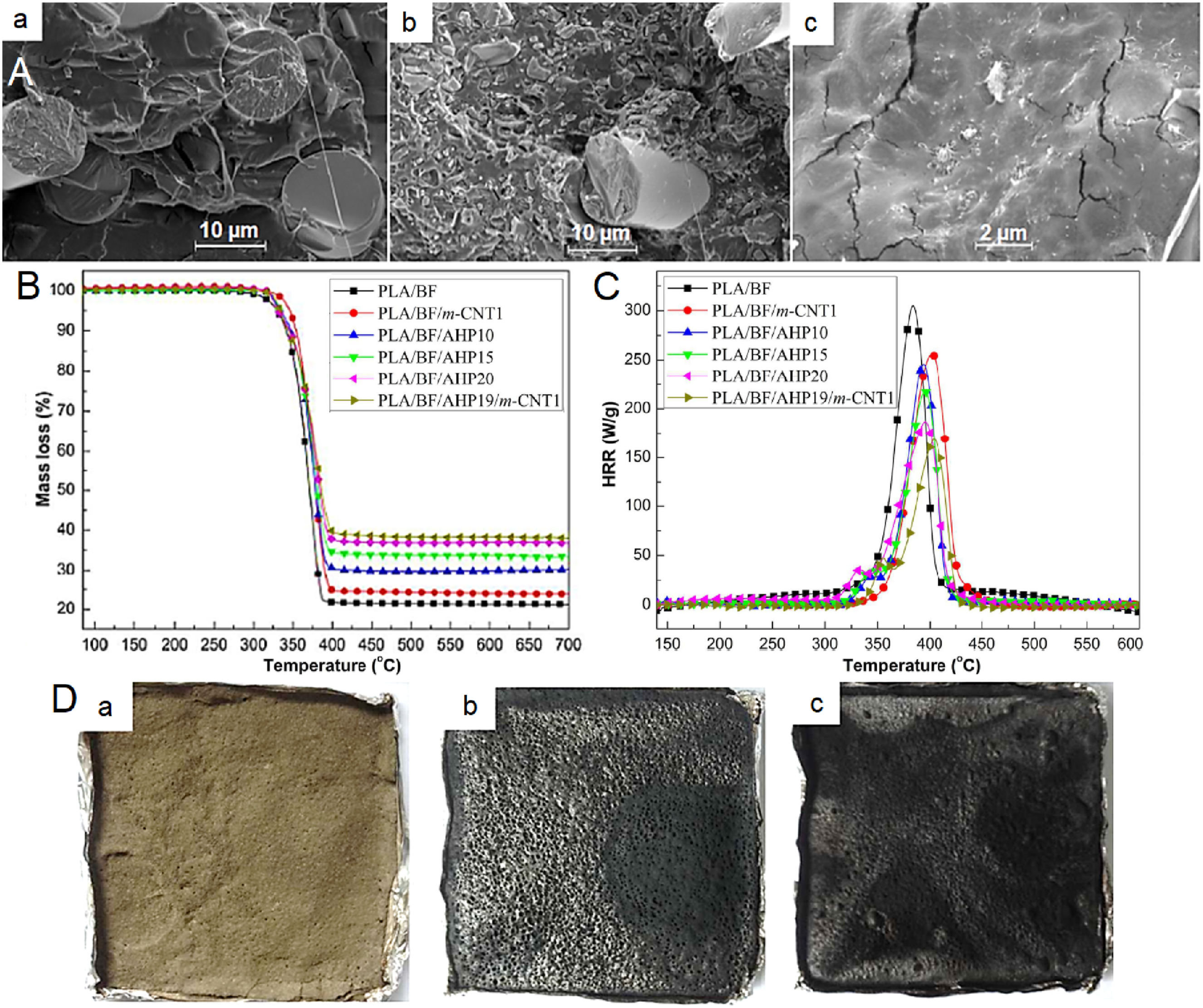
Water remediation
Basalt fiber nanocomposites used in several ways to clean water, for metal ion removal, dye degradation, and self cleaning purposes.160,161 For toxic metals ion removal, few basalt fibers based nanocomposite designs have been reported so far.162,163 Among earliest attempts, Kwon et al. 164 used basalt fibers as porous adsorbent material for toxic metal ions, including Zn2+, Pb2+, Cd2+, Cu2+, and As3+. Toxic metal ions removal efficiencies of basalt fibers were noted >90% revealing their remarkable water treatment potential. 165 Zhang et al. 166 modified basalt fibers using polyacrylamide/epoxy/nanosilica coating for waste water remediation. In this way, functional groups on the surface of basalt fibers based nanocomposites facilitated the removal of toxic metal ions and bacteria from contaminated water. Recently, Yu et al. 167 used layer by layer deposition method for the formation of polymer/graphene oxide/basalt fibers hybrids. The resulting adsorbent nanomaterials were effective in removing Cr6+ ions up to ∼98% from contaminated water. In this attempt, density functional theory was applied to study the interactions of graphene oxide nanoparticles with basalt fibers surface. The interfacial interactions and compatibility of these hybrids in turn promoted superior surface area, strength, adsorption capacity, and reusability for toxic ion removal purposes.
Furthermore, few literature studies have been noticed regarding efficient polymer/basalt fibers nanocomposite designs for dye removal from contaminated water.168,169 For instance, basalt fibers modified with inorganic nanoparticles (like titania, zinc oxide, etc.) have been used applied to eradicate/degrade methyl orange,
170
methyl red,
171
methylene blue.
172
Recently, El-Sheikh et al.
173
fabricated electrospun polyamide and weathered basalt fibers based nanocomposite membranes for dye removal. Figure 9(A) shows ultrafiltration setup consisting of ultrafiltration membrane, filtration cell, stirrer, pressure source, and reservoir. Figure 9(B) and (C) illustrate effect of initial dye concentration change on methylene blue and methyl orange dyes rejection by electrospun polyamide membrane and electrospun polyamide/weathered basalt fibers nanocomposite membranes, respectively. The removal percentages of nanocomposite membrane towards dyes were found higher than the simple composite membrane, owing to increase in the adsorption surface area after weathering of basalt fibers. Consequently, the dye rejection efficiencies of methyl orange and methylene blue were detected as 74% and 90%, respectively. It was observed that polyamide/weathered basalt fibers nanocomposite membranes own functional surfaces with anti dye fouling and rejection applications. Figure 9(D) displays effect of regeneration cycles on electrospun polyamide/weathered basalt fibers nanocomposite membrane for dye rejection. With the increasing cyclic performance, dye color intensity was increased due to color regeneration efficiency of the nanocomposite membrane. (A) Ultrafiltration setup for water purification; (B) effect of initial dye concentration change on rejection of methylene blue and methyl orange dyes by electrospun polyamide membrane; (C) effect of initial dye concentration change on rejection of methylene blue and methyl orange dyes by electrospun polyamide/weathered basalt fibers nanocomposite membranes; (D) effect of regeneration cycles on electrospun polyamide/weathered basalt fibers nanocomposite membrane for dye rejection.
173
MB = methylene blue; MO = methyl orange. Reproduce with permission from Springer.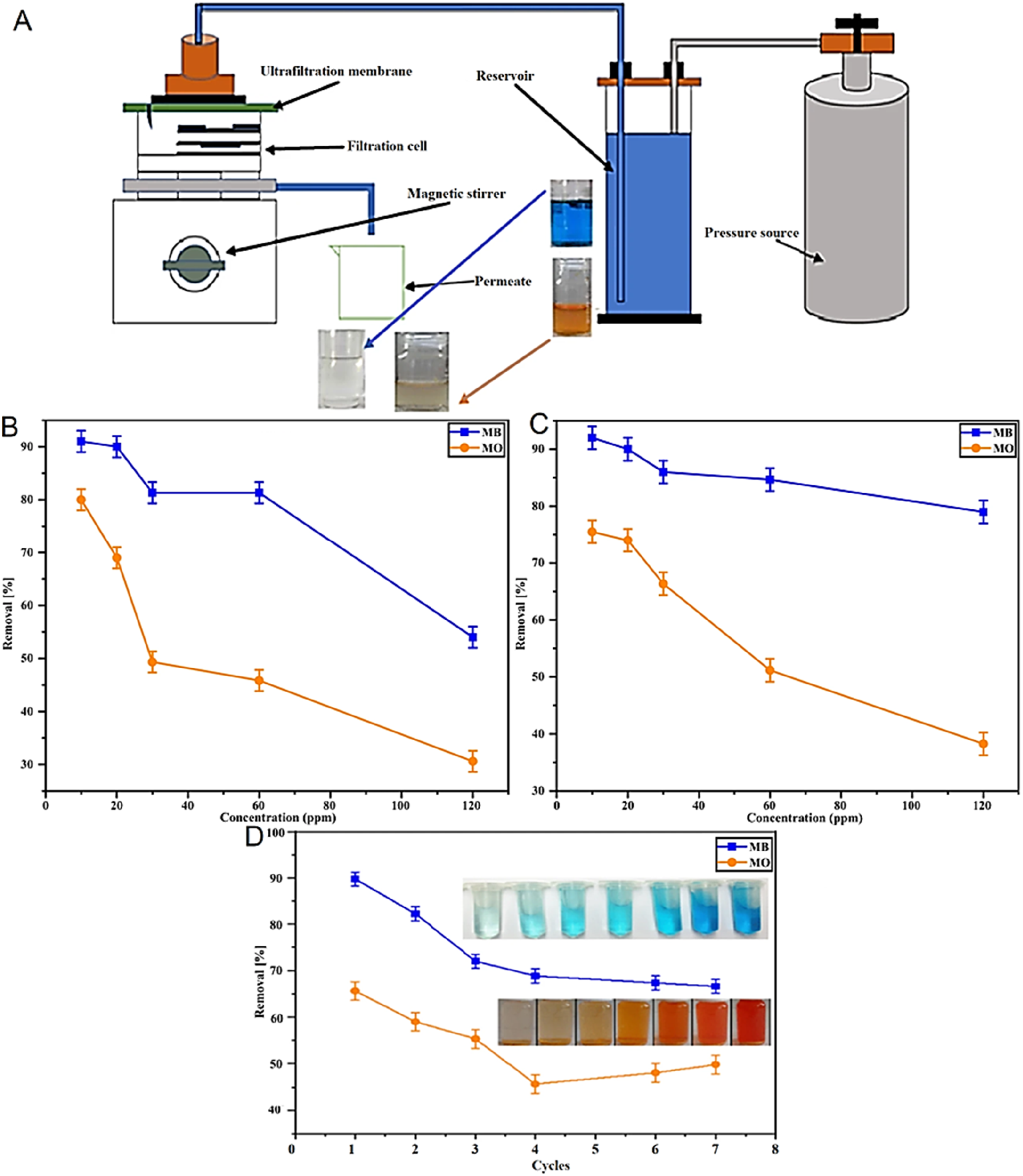
For water purification, restricted attempts have also been observed regarding basalt fibers based nanocomposites for self cleaning and water resistance features.174,175 Zhang et al. 176 coated poly (vinyl alcohol) on basalt fibers surfaces to attain hydrophilic properties. The resulting hybrid showed superior self cleaning and acid/alkali resistance characters. In addition, water treatment capacity of poly (vinyl alcohol)/basalt fibers hybrid was found >600 L·m−2·h−1. Li et al. 177 studied sea water resistance of basalt fibers coated with epoxy/silica nanosheets and polysilsesquioxane nanosheets. The nanocomposite sizing of basalt fibers surfaces effectively enhanced the anticorrosion, chemical resistance, and overall sea water resistance features. However, sufficient research attempts have not been performed so far in this direction.
Hence, literature studies to date offered insight into low price and ecological basalt fibers based nanocomposites for water purification. Nevertheless, detailed future investigations seemed to be desirable to explore underlying toxic ions, dyes, or molecular adsorption mechanisms for water purification on large scale.
Future aspects
As discussed in preceding review sections, basalt fibers derived nanomaterials own superior mechanical profiles to replace traditional carbon or glass fibers derived conventional composites, especially in the fields of radiation shielding, engineering structures (aeronautics, automotive, defense) and water remediation. Basalt fibers have been reinforced in a variety of thermoplastics and thermosetting matrices to form high end composites. Moreover, inclusion of carbonaceous and inorganic nanostructure to basalt fiber reinforced composite endowed valuable upgradation in matrix-fiber interfacial associations. Consequently, adding nanoreinforcements in basalt fibers nanocomposites revealed notable enhancements in tribology, heat stability, and nonflammability. Instead of direct addition of nanoparticles to matrix, modification of basalt fibers surfaces by physical or chemical routes have been found more effective to enhance the technical performance of the resulting nanocomposites. After nanosizing, basalt fibers have been introduced in polymeric matrices by customary composite manufacturing techniques, such as melt method, solution casting, in situ route, and large scale approaches (hand lay up, injection molding, curing, and the like.
Herein, major challenges have been observed for basalt fiber modifications which may require appropriate techniques for optimum and consistent dispersion of nanoparticles on fiber surfaces. The uncontrolled and nonuniform deposition of large amounts of nanoparticles on fiber surfaces may result in reduced mechanical and physical properties of the resulting hybrids. Therefore, optimization of basalt fibers modification or sizing methods and conditions as well as nanocomposite fabrication techniques seemed to be indispensable to attain high tech materials. There are two main categories of fiber reinforced composites, including continuous fiber and discontinuous fibrous fillers. 178 Essential surface modification technologies are required to address the weak bonding at the continuous or discontinuous fiber-matrix interfaces. 179 Surface modification technologies usually involves activation or roughening of fiber surfaces through grafting various functionalities or nanoparticles for enhancing interfacial bonding with matrix phases. Usually, surface modifications are usually preferred to promote low utilization efficiency, reduce cost, and lower emissions of the resulting materials on large scales. In addition, key benefit of surface modification of continuous or discontinuous fibers can be seen for enhancing interfacial efficiencies. To efficacy of surface modification relies on the the length and quantity of fibers as well as modification strategies used. For example, short discontinuous fibers of ∼1 cm in length can be easily modified by oxidation methods at elevated temperatures and can be further processed with the matrix. However, modification or using short discontinuous fibers have disadvantage of nonuniform modification and random dispersion in the composites. On the other hand, using continuous fibers and yarns (several cm in length) revealed advantages of uniform modification using facile methods and well aligned composite formation. Consequently, continuous fibers based composites have been known to reveal superior tensile strength, interfacial shear strength, efficient crack bridging, fracture resistance, toughness, longitudinal properties (tensile modulus), and other mechanical features due to interfacial load transfer along fiber directions.180,181 For large-scale modification with continuous fibers can be carried out by electrochemical treatments, like electrophoresis, electrooxidation, or amalgamation, so offering promising avenues toward space/automated processing.
Industrial possibilities of basalt fibers based composites and nanocomposites depend upon growing global basalt rock market. 182 This market is roughly valued ∼2.0 billion USD in 2025 and has expected forecast of ∼5 billion USD till 2035. This market growth of basalt fibers based materials depends upon continuously increasing demand of sustainable, lightweight, and low cost structural materials worldwide. 183 In this concern, space, defense, and automotive sectors face rising pressure to lessen carbon footprints and enhance material performance while meeting green environmental needs/regulations. 22 In these sectors, basalt based products offer superior structural durability, strength-to-weight performance, tribology, radiation defense, corrosion/chemical resistance, and lots of other physical advantages compared with that of the carbon/glass fiber or steel based traditional structures. 184 Particularly, continuous basalt fibers emerge as valuable materials for high performance structural applications. Moreover, increasing interests and investments have been noticed for deployment of basalt fiber materials in modern civil engineering, such as buildings, infrastructures, and other construction activities globally. In addition, driving demands have been observed for high performance basalt fiber solutions for textile production sectors. Thus, material engineers increasingly recognize the methodological worth of basalt fibers based sustainable and high tech products in global industries.
Despite the technical worth of basalt fibers, industrial applications of derived nanocomposites seemed to be restricted due to processing difficulties. 185 Manufacturing consistency is a key challenge for basalt fibers. Mainly, processing issues are the main factors for poor matrix-fiber compatibility, interfacial inconsistency, and restricted mechanical and technical performance to engineer tough basalt fiber reinforced materials. Most importantly, nonchemical production processes allowing continuous basalt fiber manufacturing with linear densities, strength, and overall valuable features, have yet not been established.
Even though, three dimensional printing has been observed as an efficient method to form high performance basalt fibers based materials, however, involve a number of processing challenges. 186 Key issues of three dimensionally printed basalt fibers reinforced composites/nanocomposites usually include practical difficulties of uniform matrix warping, inappropriate leveling, misalignment, fragility, and defects. 187 Furthermore, anisotropic behavior, void formation, low resolution, and lack of accurate modeling via soft wares have been experienced for basalt fibers based materials. 188 In this regard, comprehensive scientific efforts need to be performed to optimize and modify three dimensional printing technique and parameters.
Looking at the ecological nature of basalt fibers, modern demands of recyclability and circular economy must be fulfilled for scalability. Generally, recyclability of basalt fibers may exhibit greater variability in their structural integrity and mechanical characteristics. 189 After reprocessing, basalt fibers based structural composites may experience crack initiation, crack propagation, rapid cracking, and toughening. 190 In the case of resizing of continuous or short basalt fibers, their recovery at end-of-life is also challenging due to bristly and furry nature. Consequently, the reprocessed basalt fibers have poor interlayer bonding, anisotropy, and reprocessing induced mechanical and thermal property losses. 191 Indubitably, focused future research investigations need to be performed by the scientists to overcome all these processing and reprocessing challenges to form optimized polymer/nanoparticle/basalt fibers.
To enhance the electromagnetic interference shielding effectiveness of basalt fibers based materials, nanocarbon nanofillers have been found efficient in enhancing the electrical conduction and radiation absorption characteristics. However, strong matrix-fiber bonding seemed to be indispensable to minimize the fiber’s mechanical strain and associated electrical resistance. Therefore, competent basalt fiber modification technique must be adopted, like chemical vapor deposition, for uniform coating of nanoparticles on surfaces. Nevertheless, metal free catalysts must be used in chemical vapor deposition to avoid environmental and crystallinity issues of basalt fibers. Silane modification of nanocarbons has also been effectually used to improve the matrix-fiber interfacial adhesion and bonding features. In these basalt fiber modification methods, threshold amount of nanoreinforcements as well as optimized conditions must be predefined to attain high performance fibers for polymeric matrices. Since, nanoparticle aggregation can be a limiting factor to reduce the engineering features of basalt fibers. Consequently, cautiously nanomodified basalt fibers have been discovered beneficial for designing smart structural nanocomposites having advanced engineering features (mechanical stability, wear resistance, heat stability, nonflammability). In the case of tribological applications, nanocarbon nanofillers have capability to lubricate the basalt fibers surfaces, so enhancing their wear performance. Furthermore, adding carbon nanoparticles have been noticed to enhance the heat dissipation features, in turn improving the thermal conductivity and flame retardancy features for technical applications. Nevertheless, limited research works have been reported to explore the active mechanisms behind matrix-basalt fiber interfacial modification and mutual associations affecting the performance of multiscale basalt fiber reinforced nanocomposites.
In the case of polymer/nanofiller/basalt fiber nanocomposites, it is important to understand the matrix-nanofiller-fiber interactions, interface development, and mutual synergies, responsible for their superior properties and technical performance. 192 Notably, nanofiller dispersion in polymer/fiber material creates an interaction zone between the matrix and fibers leading to changes in microstructures, space charge distributions, and bonding properties of the system. Particularly, nanoparticles may develop various types of interactions in matrix-fiber phases, including intermolecular bonding, electrostatic links, diffusion, absorption, mechanical interlocking, chemical bonding, surface wetting, etc. 193 All these variable interactions have been found to enhance the interface development and adhesion in matrix-nanofiller-fiber phases. It seems that modifications of each phase can play role to enhance the interfacial compatibility and consequent conducting (thermal, electrical, charge), thermal (glass transition temperature, melting, crystallization, degradation), and mechanical (tensile, shear, wear, tribological) properties of polymer/nanofiller/basalt fiber nanocomposites. 194 Nevertheless, comprehensive theoretical and computational studies have yet not been performed to unfold the matrix-nanofiller-fiber interacting aspects; and so, must be considered by the upcoming field researchers.
Future progress of basalt fiber reinforced composites/nanocomposite materials also depend upon understanding the underlying mechanisms for significant features, like thermal conductivity, radiation shielding, etc. Thermal conductivity of basalt fiber reinforced materials depends on fiber volume fraction, orientation, choice of resin, operating temperature, and direction of heat flow through the system. 195 Moreover, thermal conductivity of basalt fiber composites is anisotropic in nature. The mechanism of thermal conductivity of these materials involves in-plane and through-plane heat conduction of these composites. 196 Furthermore, thermal gradient in one dimensional heat flow through basalt fiber composites play important role to define their thermal conductivities. Consequently, thermal conductivity of these materials can be evaluated both experimentally and numerically.
Radiation shielding mechanism of basalt fiber composites/nanocomposites involves interactions of electromagnetic radiations via attenuation due to reflection, absorption, and internal reflections. 197 Consequently, radiation shielding effect reduces coupling of radiations and electrostatic fields. Usually, conducting materials and low frequency magnetic fields have been applied to block incoming electromagnetic radiations and related electrostatic field effects. Moreover, radiation shielding phenomenon and effectiveness depend upon composition of basalt fiber based material, thickness, frequency of the applied fields, and orientation of shielding material towards incident electromagnetic field. 198 In recent decades, using conducting polymers with fibrous fillers have been discovered valuable to attain superior radiation shielding characteristics. 199
Conclusions
Conclusively, this overview is aimed to reveal the footprint of ecofriendly basalt fibers in the field of polymeric composites and nanocomposites. Particularly, polymer/nanoparticles/basalt fibers nanocomposites with carbonaceous nanostructures (graphene, carbon nanotubes, nanocarbon derivatives) and inorganic nanoadditives (nanoclays, silica, etc.) have attained recent research curiosities owing to remarkable potential for advanced structure-property-performance profiles. The nanoparticles nanoreinforcements have been added to basalt fibers by using numerous treatment approaches, like chemical vapor deposition, dip coating, chemical linking, and other efficient sizing techniques. The nanomodification of basalt fibers have effectively contributed to matrix-nanofiller-fibers interfacial compatibility and load transfer, so leading to superior mechanical, thermal, and other advantageous physical aspects of the resulting hybrids. Incidentally, nanostructural and interfacial progresses of basalt fibers based sustainable nanocomposites set a promising stage for next generation technical applications covering radiation defense, engineering, and environmental fields.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.