
Abstract
This investigation was conducted to synthesize and characterize sustainable composite materials for construction applications—specifically roof tiles—by utilizing recycled thermoplastics (HDPE, PP, PET) reinforced with silica sand microparticles. This methodology offers the dual advantage of mitigating plastic-waste accumulation and providing a cost-effective alternative to conventional, resource-intensive construction materials. Employing a Taguchi L9 orthogonal array, the study systematically optimized the effects of thermoplastic type, filler weight fraction (30–50 wt.%), and particle size (150–450 µm) on mechanical performance and moisture-ingress resistance. Experimental analysis revealed that the composite comprising HDPE, 30 wt.% silica, and 150 µm particles (A1B1C1) exhibited superior energy-absorption capacity (impact strength: 5.83 J) and minimal water absorption (0.15%). Conversely, the most favorable mechanical integrity was achieved with the PET, 50 wt.% silica, and 300 µm particle configuration (A3B3C2), which maximized hardness (60.8 HRB), compressive strength (57.9 MPa), and flexural strength (49.56 MPa). Multi-response optimization via Grey Relational Analysis (GRA) confirmed that the A3B3C2 combination provided the most robust overall solution, yielding a maximum Grey Relational Grade of 0.833. Consequently, the successful fabrication of these optimized recycled thermoplastic composites demonstrates their strong potential for real-world use in roof-tile production, thereby supporting a more sustainable and resource-efficient construction industry.
Introduction
Composite materials provide several advantages over traditional construction materials, including high strength-to-weight ratio, corrosion resistance, and design flexibility. Plastics, in particular, have become widely used due to their lightweight nature, durability, and ease of processing. However, global plastic production has increased sharply in recent decades, with packaging accounting for a major proportion of consumption. Driven by its wide ranging applications, plastic production has grown exponentially, increasing from about 5 million tons in the 1950s to over 400 million tons in 2022, with global demand expected to quadruple by 2050. 1 Plastics constitute approximately 8–12% of municipal solid waste, amounting to nearly 190 million tons generated annually. 2 Due to their non-biodegradable nature, limited recycling rates, and challenges in waste management, plastic waste has emerged as a major environmental concern, contributing to pollution and ecological degradation.1,3,4 The rise in plastic consumption is driven by population growth, low production costs, and the wide range of applications, 5 yet only a small portion is recycled, making sustainable plastic waste management a global priority. 6 In recent years, the construction industry has shown increasing interest in utilizing recycled plastics as alternative raw materials. Recycled polymer-based composites are particularly promising due to their durability, ease of molding, and resistance to degradation. When polymers are combined with fillers, their structural, mechanical, and thermal properties can be significantly improved. 7 Fillers such as silica sand are commonly incorporated to enhance strength, hardness, dimensional stability, and cost efficiency.8–12
Several studies have reported the potential of plastic–sand composites for construction applications. Khadka et al. 13 developed plastic–sand floor tiles with low water absorption (0.04%) and compressive strength of 25.4 MPa, suitable for non-traffic pavements. Bamigboye et al. 14 demonstrated that roof tiles manufactured from recycled PET and river sand exhibited better performance at 40–50% PET content than conventional cement tiles. Christopher et al. 15 investigated LDPE-bonded sand blocks and observed improved compressive strength (27 MPa) when smaller silica particles were used. Similarly, Omosebi et al. 16 produced floor tiles by substituting cement with shredded PET and sand, obtaining higher compressive and flexural strengths compared to conventional cement-based tiles. However, there remains a research gap regarding the comparative use of multiple recycled thermoplastics combined with varying silica sand particle sizes and filler proportions, particularly for roofing applications.
In this study, three common waste thermoplastics—high-density polyethylene (HDPE), polypropylene (PP), and polyethylene terephthalate (PET)—were selected to produce silica-reinforced composites for roof tile applications. The main objective is to optimize production parameters and evaluate their effects on compressive strength, flexural strength, hardness, impact energy absorption, and water absorption properties. Specifically, the effects of thermoplastic type, silica sand weight fraction, and silica particle size were systematically investigated. The novelty of this research lies in the comparative evaluation and rigorous multi-objective optimization of silica-reinforced composites produced from three different recycled thermoplastics—HDPE, PP, and PET—for roof-tile applications. Unlike previous studies that primarily focused on a single polymer system or relied on trial-and-error approaches, this work employs a robust optimization framework combining Taguchi experimental design with Grey Relational Analysis (GRA) to simultaneously evaluate the effects of thermoplastic type, silica sand particle size, and filler weight fraction. This integrated approach quantitatively identifies an optimal composite formulation that simultaneously achieves enhanced and more consistent mechanical and water-resistance performance, outperforming non-optimized mixes reported in earlier studies and overcoming the limitations of single-property optimization.17,18 By elucidating the interactions between polymer type, filler size, and composition, the study provides new insights into performance-driven mix design. Furthermore, the use of locally available river silica sand enhances cost efficiency and sustainability, while the comparative assessment of multiple recycled thermoplastics offers practical guidance for selecting the most suitable waste polymer for roofing applications. Overall, this work demonstrates that systematic optimization is a decisive factor in achieving high-performance recycled plastic–sand composites, thereby contributing to sustainable construction and advancing circular economy objectives.
Materials and methods
Materials
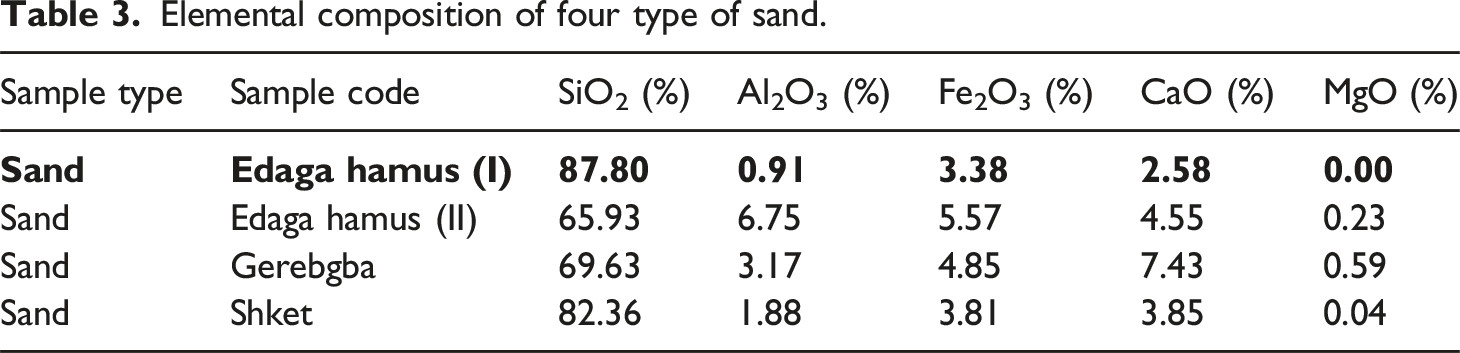
The materials used in this study included waste thermoplastics and silica sand. The thermoplastic materials—high-density polyethylene (HDPE), polypropylene (PP), and polyethylene terephthalate (PET)—were sourced from post-consumer packaging waste and other discarded products collected from solid waste disposal sites in Mekelle City, Tigray, Northern Ethiopia. Silica sand was collected from three riverbed locations in the Tigray region, namely Edagahamus, Gerebgba, and Shket. The sand is predominantly composed of silicon dioxide (SiO2), which provides high strength, durability, and suitability as a reinforcing filler for composite production.
Processing of silica sand
The collected silica sand was first placed in plastic containers and thoroughly washed with water to remove dirt and impurities. The washing process was repeated several times to ensure complete cleaning, after which the sand was oven-dried to eliminate residual moisture. Subsequently, the dried sand was sieved in accordance with ASTM C33/C33M-08 standards using ISO sieve meshes, and three particle size ranges—450 µm, 300 µm, and 150 µm—were selected for this study.
Silica characterization technique
Silica sand samples were collected from four locations in Tigray, Northern Ethiopia—Edagahamus I, Edagahamus II, Gerebgba, and Shket—for X-ray fluorescence (XRF) analysis. Determining the oxide composition of the sand is essential to evaluate its potential influence on the mechanical performance of the resulting composites. For the analysis, 12 g of finely ground sand from each site was prepared and compacted under a pressure of 200 kN. Elemental characterization was conducted using an XRF spectrometer (PANalytical PW 4400/24, 230 V, 5 KVA, 50/60 Hz) at Messebo Cement Factory, Mekelle, Tigray, Ethiopia.
Fabrication of composites
After cleaning and preparation, the shredded waste plastics were fed into a furnace and melted at controlled temperatures to produce a homogeneous molten material suitable for molding. The melting temperatures applied to melt the recycled HDPE, PP, and PET are 135°C, 175°C, and 265°C, respectively. Silica sand micro particles were gradually incorporated into the molten thermoplastics to ensure uniform dispersion while maintaining the integrity of the polymer matrix, with a mixing time of 10 minutes at a mixing speed of 150 rpm. 19 The resulting mixture of molten plastic and sand particles was subsequently shaped and compacted using a compression molding machine at a pressure of 20 MPa. 13
Testing methods
Impact strength
The impact behavior of the composites was evaluated using a Charpy pendulum impact tester in accordance with ISO 179-1:2010, 20 using notched specimens with dimensions of 80 × 10 × 4 mm3. A minimum of five specimens were tested for each composition, and the average value was reported to ensure reliability.
Flexural strength
The flexural strength of the composites was measured in accordance with ASTM D790 21 using a universal testing machine (Microcomputer-Controlled Electro-Hydraulic Servo Universal Testing Machine, Model SI-1000 KN) at Mekelle University, Tigray, Ethiopia. Tests were performed on five specimens for each composition, and all measurements were conducted at ambient temperature.
Compression strength
The compressive strength of the composites was evaluated in accordance with ASTM D695-96 22 using a universal testing machine (Microcomputer-Controlled Electro-Hydraulic Servo Universal Testing Machine, Model SI-1000 KN) at Mekelle University, Tigray, Ethiopia. Rectangular specimens with dimensions of 25 × 25 × 10 mm were prepared following the standard requirements. Each specimen was tested at ambient temperature, and a minimum of five replicates were used for each composition to ensure repeatability and reliability of the results.
Hardness
Specimens for Rockwell B-scale hardness testing were prepared with standardized dimensions of 25 × 25 × 10 mm, following ASTM D785. Hardness measurements were conducted at an ambient temperature of 23 ± 2°C using a Rockwell hardness tester. For each composite formulation, a minimum of five measurements were taken at different locations on the specimen surface, and the average value was reported to ensure accuracy and reproducibility.
Water absorption
Water absorption of the developed composites was determined by immersing the specimens in distilled water, following the procedure outlined in ASTM D570-98. Each specimen was weighed before immersion to obtain its initial (conditioned) weight and reweighed after immersion to obtain the wet weight. The percentage of water absorption was then calculated using equation (1). All tests were conducted at ambient temperature, with a minimum of five replicates per composite formulation to ensure reproducibility. The average value was reported, allowing assessment of the effects of silica sand content, particle size, and thermoplastic type on the water uptake behavior of the composites.

Design of experiment
Taguchi analysis
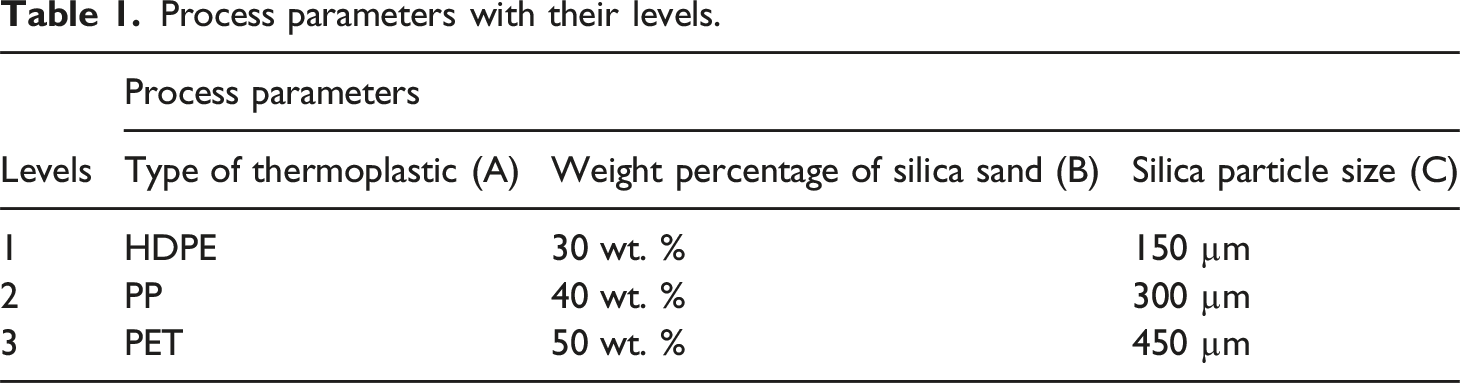
Process parameters with their levels.
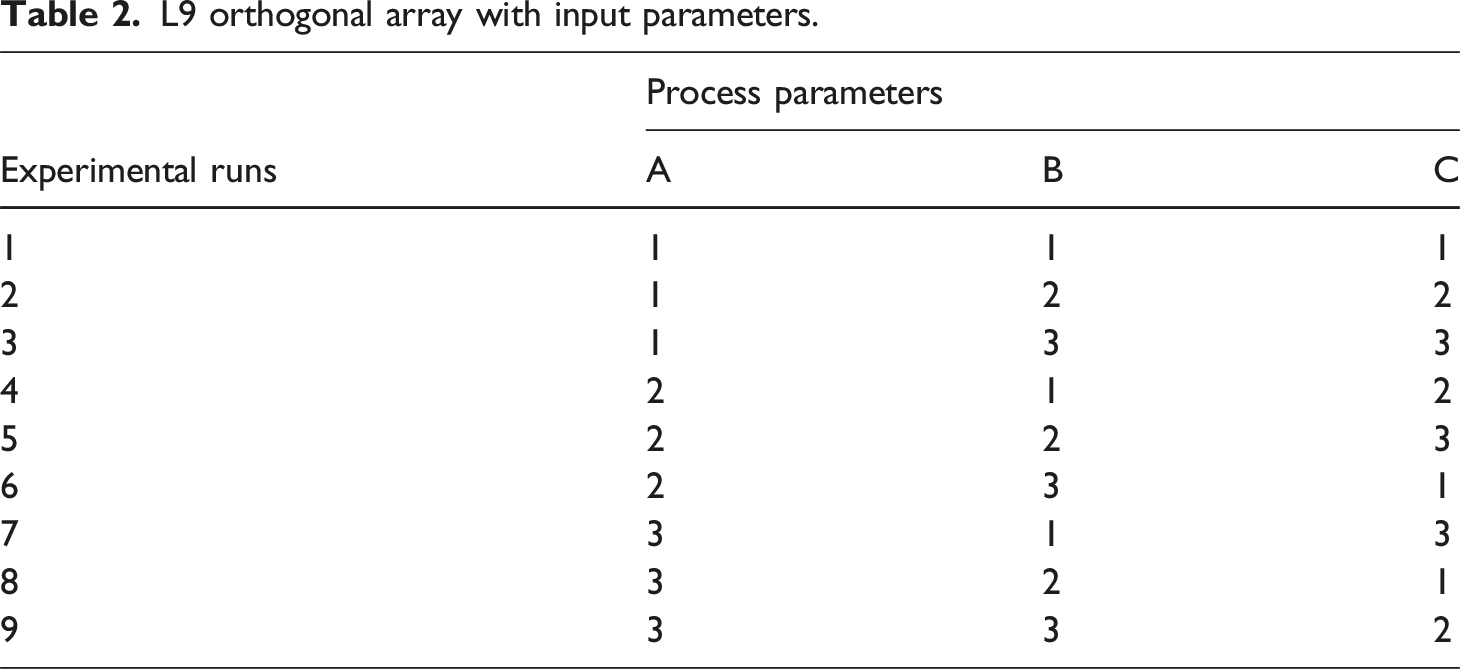
L9 orthogonal array with input parameters.
Smaller is better:
Larger is better:
Analysis of variance
Analysis of variance (ANOVA) is a statistical method used to evaluate the significance of factors affecting response variables, based on contributions, F-tests, and p-values.24–27 In this study, ANOVA was applied to the experimental results to determine the statistical significance of each process parameter on the measured responses. The results are reported as percentage contributions, which indicate the relative influence of each factor on the performance characteristics of the composites. A significance level of α = 0.05 was adopted, corresponding to a 95% confidence level, ensuring that the probability of the observed differences arising from random variation is limited to only 5%, thereby confirming the reliability of the results.
Multi response optimization
Although the Taguchi method is efficient, it does not inherently offer a complete solution for determining optimal parameters when dealing with multiple objectives at the same time. Hence, the Grey Relational Analysis (GRA) technique is considered appropriate for optimizing multiple response variables by accounting for the relative significance of each quality characteristic.26,28,29 This study applied GRA to optimize the development of
GRA follows these procedures Step 1: Grey relational generation
Which involves normalizing the experimental data according to the nature of the response. When the desired outcome is a maximum value, the “higher the better” normalization formula is applied, whereas for minimizing a response, the “smaller the better” normalization equation is used.
Smaller is better
Larger is better Step 2: Grey relational coefficient
The grey relational coefficient represents the degree of correlation between the ideal (best) and the observed experimental results. It is determined using the formula provided in equation (6). equation (7) defines the deviation between Step 3: Grey relational grade



The overall GRG is calculated using equation (10) Step 4: Grey relational ordering
In this stage, different parameter combinations are ranked according to their overall performance considering multiple objectives.
Results and discussion
Elemental composition
Elemental composition of four type of sand.
Mechanical properties
Experimental results of mechanical properties of thermoplastic rooftile composite.
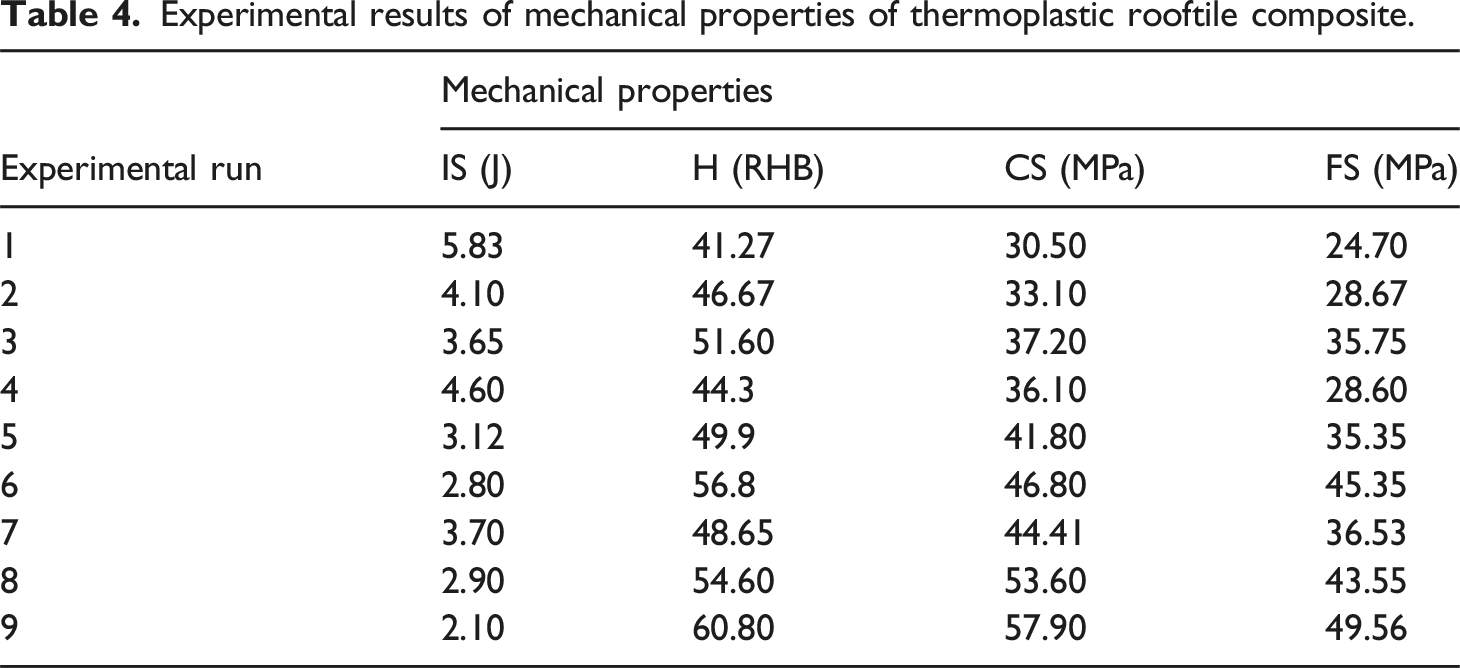
Overall, the results indicate a trade-off between rigidity and toughness. PET-based composites with moderate to high silica content and intermediate particle sizes provide excellent hardness, compressive strength, and flexural performance, while HDPE-based composites excel in impact resistance. Since roof tiles must withstand compressive, bending, and impact forces, further optimization is required to balance these mechanical properties effectively. Strategies may include adjusting silica content, selecting an optimal particle size, or exploring hybrid polymer blends to develop composites that combine high structural strength with sufficient toughness. These findings highlight the potential of silica-reinforced thermoplastic composites for roof-tile production, while emphasizing the importance of continued refinement to achieve an optimal balance of mechanical performance for real-world applications.
Taguchi analysis
Impact strength
The main effects plot for the signal-to-noise (SN) ratios, shown in the Figure 1, illustrates the influence of the three process parameters—polymer type (A), silica content (B), and silica particle size (C)—on the impact strength of the thermoplastic–silica sand composites. According to the SN ratio analysis, higher values indicate better performance (i.e., higher impact strength). From the graph, it is evident that Type of thermoplastic (A) has the significant effect on impact strength. The SN ratio is highest at level 1 (HDPE), decreases at level 2 (PP), and reaches its lowest value at level 3 (PET). This indicates that HDPE-based composites provide superior impact resistance, while PET-based composites are the most brittle. This can be attributed to differences in polymer chain flexibility and toughness, where HDPE’s ductile nature allows better energy absorption and crack blunting, whereas PET’s stiffer chains facilitate crack propagation and brittleness. Silica content (B) also strongly influences impact strength. The plot shows the highest SN ratio at the lowest filler content (30 wt.%), decreasing progressively with 40 wt.% and 50 wt.% silica. This trend indicates that increasing silica loading reduces the composite’s capacity to absorb impact energy, which can be attributed to the brittle nature of rigid mineral fillers. Higher filler content can create stress concentration points within the matrix, reducing load transfer efficiency and promoting premature fracture. Previous studies have reported that increasing the weight fraction of silica particles incorporated into thermoplastics can lead to a noticeable reduction in absorbed impact energy.
10
Silica particle size (C) appears to have a comparatively minor effect on impact strength. The SN ratios show only slight variation across the three particle sizes, indicating that particle size has a limited influence on impact behavior relative to polymer type and silica content. Smaller particles may slightly improve interfacial adhesion and local load transfer, but the overall effect is minimal compared to polymer ductility and filler fraction. The main effects plot S/N ratios on impact strength.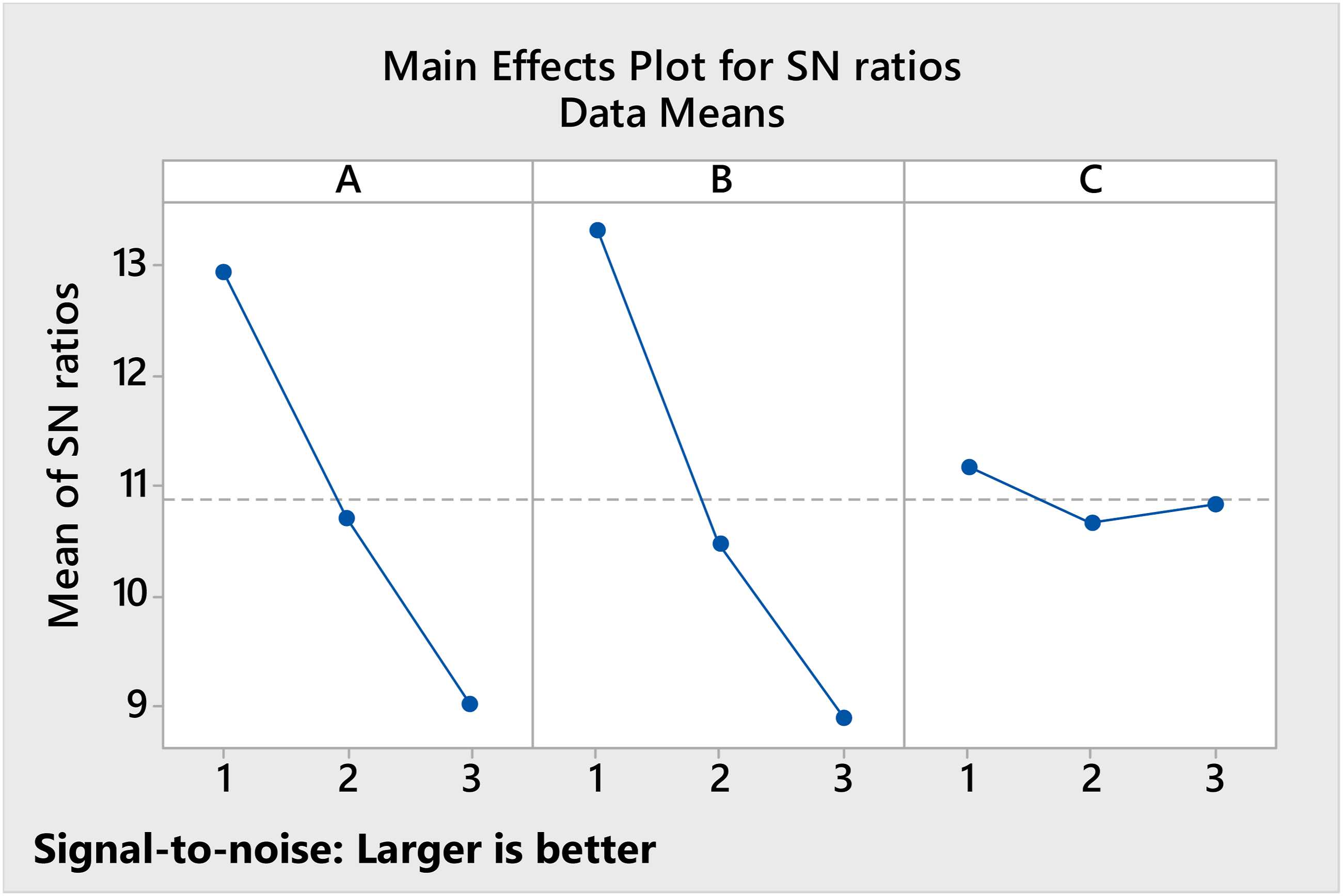
In summary, the main effects plot highlights that HDPE with low silica content exhibits the highest impact strength, while increasing silica content and using stiffer polymers like PET decrease impact resistance. Particle size has only a marginal effect. These insights are important for optimizing composite formulations for applications requiring high toughness, such as roof tiles.
Hardness
As illustrated in Figure 2, the hardness of recycled thermoplastic composites reinforced with silica sand microparticles is strongly influenced by the type of thermoplastic (A), silica content (B), and silica particle size (C). The plot for hardness indicates that the type of thermoplastic (A) has the significant effect. Among the three polymers, HDPE-based composites (level 1) exhibit the lowest hardness, followed by PP-based composites (level 2) with moderate hardness, while PET-based composites (level 3) achieve the highest hardness. This trend reflects the differences in crystallinity: PET has the highest crystallinity, followed by PP, and HDPE has the lowest. Higher crystallinity results in a stiffer molecular structure and greater resistance to indentation, explaining the superior hardness of PET-based composites.
31
Additionally, the higher stiffness of PET enhances load transfer between the polymer matrix and the rigid silica particles, contributing to overall composite reinforcement. Silica content (B) also strongly influences hardness. Increasing the silica content from 30 wt.% (level (1) to 50 wt.% (level (3) leads to a significant increase in hardness across all polymer types, consistent with the intrinsic rigidity of silica particles, which reinforce the polymer matrix and restrict chain mobility.
32
Higher filler content also improves the load-bearing capacity of the composite and limits polymer chain deformation under applied stress, further increasing surface hardness. Silica particle size (C) has a moderate effect on hardness. Composites containing intermediate particle size (300 µm, level (2) exhibit the highest hardness, whereas smaller (150 µm, level (1) or larger (450 µm, level (3) particles produce slightly lower values. This suggests an optimal particle size that maximizes particle-matrix contact, improves stress transfer efficiency, and prevents stress concentration points that could weaken the surface. PP composites show intermediate performance. Both polymer type and silica content dominate the hardness response, whereas particle size has a secondary effect. These findings provide guidance for optimizing hardness in recycled thermoplastic composites for roof-tile applications. Selecting PET as the matrix, incorporating higher silica content, and using an appropriate particle size can maximize surface hardness, ensuring improved stiffness, resistance to indentation, and wear performance essential for durable, long-lasting roofing materials. These observations are consistent with previously reported findings, where recycled HDPE reinforced with silica exhibited a maximum hardness of approximately 44 HV, confirming the reinforcing effect of silica particles on thermoplastic matrices.
13
Furthermore, literature reports indicate that PET composites containing 50 wt.% silica with intermediate particle sizes achieve the highest hardness, whereas HDPE composites with lower silica content and finer particles show the lowest hardness, reinforcing the conclusion that increasing silica content enhances composite hardness.
33
The main effects plot S/N ratios on hardness.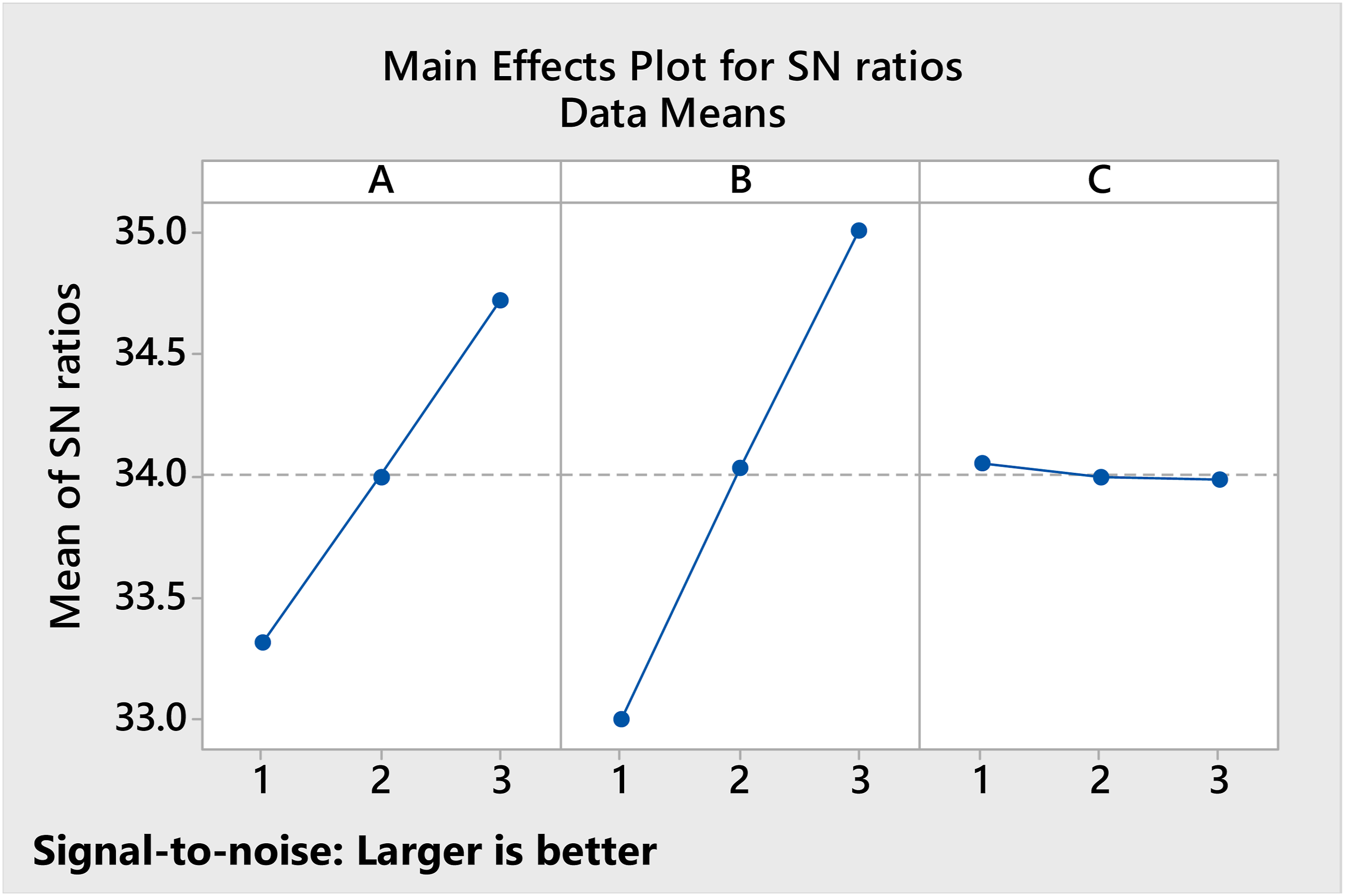
Compressive strength
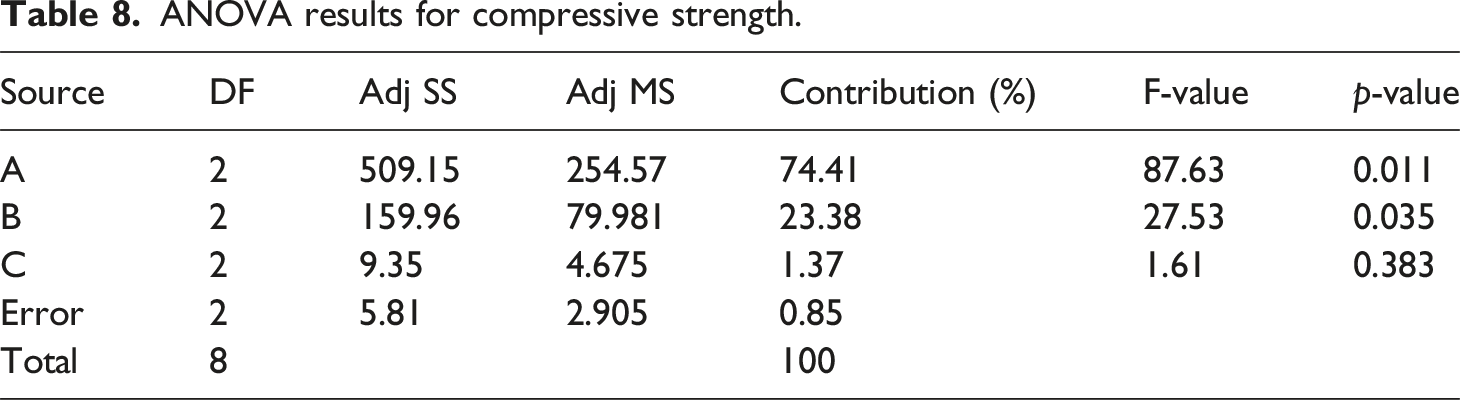
Based on the analysis of the S/N ratios main effects plot shown in Figure 3, the thermoplastic type (A) is the most significant factor influencing the compressive strength of the thermoplastic–silica sand composites, followed by the silica content (B), while the silica particle size (C) has only a minor effect. The plot reveals a clear trend showing that PET-based composites (Level 3) achieve the highest compressive strength, followed by PP (Level 2), and then HDPE (Level 1). This trend can be attributed to PET’s higher crystallinity and stiffness, which enhance load-bearing capacity and improve stress distribution under compression. The S/N ratio also increases with higher silica content, indicating that 50 wt.% (Level 3) provides the most effective reinforcement. The rigid silica particles restrict polymer chain mobility, improve stress transfer between filler and matrix, and increase the overall stiffness of the composite, resulting in higher compressive strength. Previous studies on recycled thermoplastic roof tiles have similarly reported that composites with higher silica content exhibit superior compressive strength, consistent with the present results.
13
Conversely, silica particle size has only a minor effect, showing slight variations across the tested levels. In summary, the optimal formulation for maximum compressive strength—which is critical for roof-tile applications—utilizes PET combined with the highest silica content. Compressive strength decreases in HDPE composites with lower silica content due to lower matrix stiffness and less effective stress transfer, emphasizing the importance of polymer type and filler content in load-bearing performance. The main effects plot S/N ratios on compressive strength.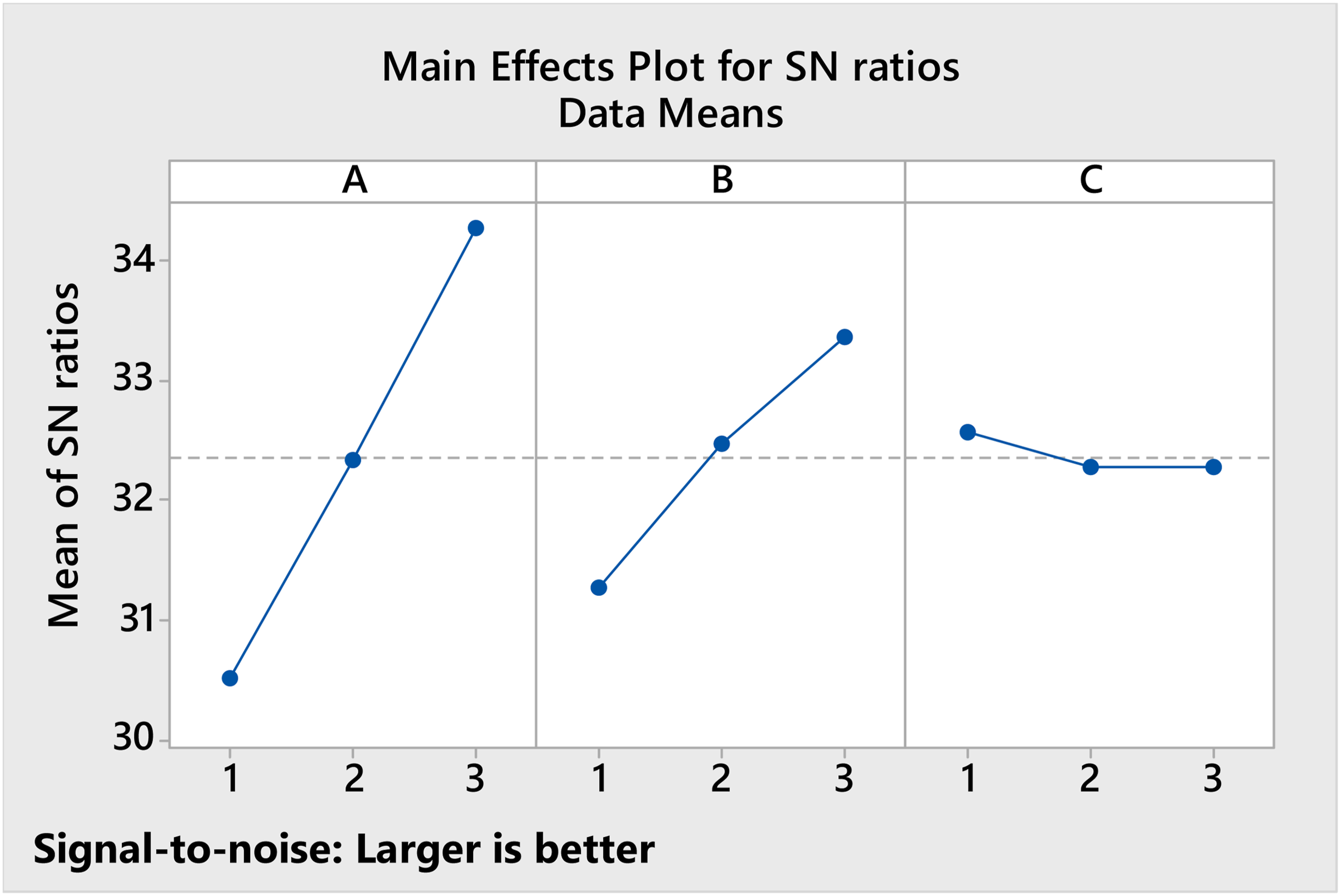
Flexural strength
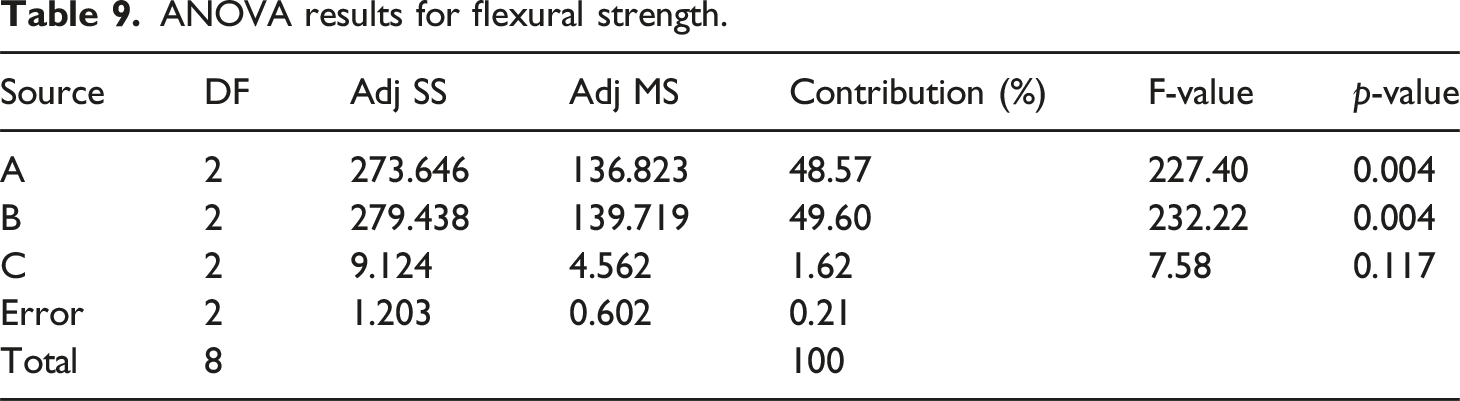
The main effects plot for the flexural strength (FS) S/N ratios, shown in Figure 4, identifies the key factors governing the composite’s resistance to bending, with polymer type (A) and silica content (B) emerging as the dominant parameters. In the S/N ratio analysis, higher values indicate better performance, corresponding to higher flexural strength. The plot shows a steep increase in S/N ratio for polymer type (A) from HDPE to PET (A3), indicating that the high inherent stiffness and crystallinity of PET provide a superior matrix capable of withstanding greater strain under bending stress. PET’s rigid molecular structure enhances stress distribution, delays crack initiation, and improves load transfer from the matrix to the embedded silica particles. Silica content (B) further complements this effect, with the highest S/N ratio observed at 50 wt.% (B3). At this loading, the rigid silica particles maximize filler-matrix contact, restrict polymer chain mobility, and enhance overall composite stiffness, resulting in higher flexural strength prior to failure. Silica particle size (C) has a comparatively minor effect, showing only slight variations across the tested levels, indicating that moderate particle sizes are sufficient to achieve effective stress transfer without introducing significant stress concentrations. The experimental results validate these trends, showing that the optimal combination for maximum flexural strength is A3B3C2: PET (A3), 50 wt.% silica (B3), and 300 µm particle size (C2). This optimized formulation provides the mechanical robustness required for roof tiles, ensuring they can resist bending stresses from wind loads and handling during installation, thereby enhancing durability and long-term performance. The main effects plot S/N ratios on flexural strength.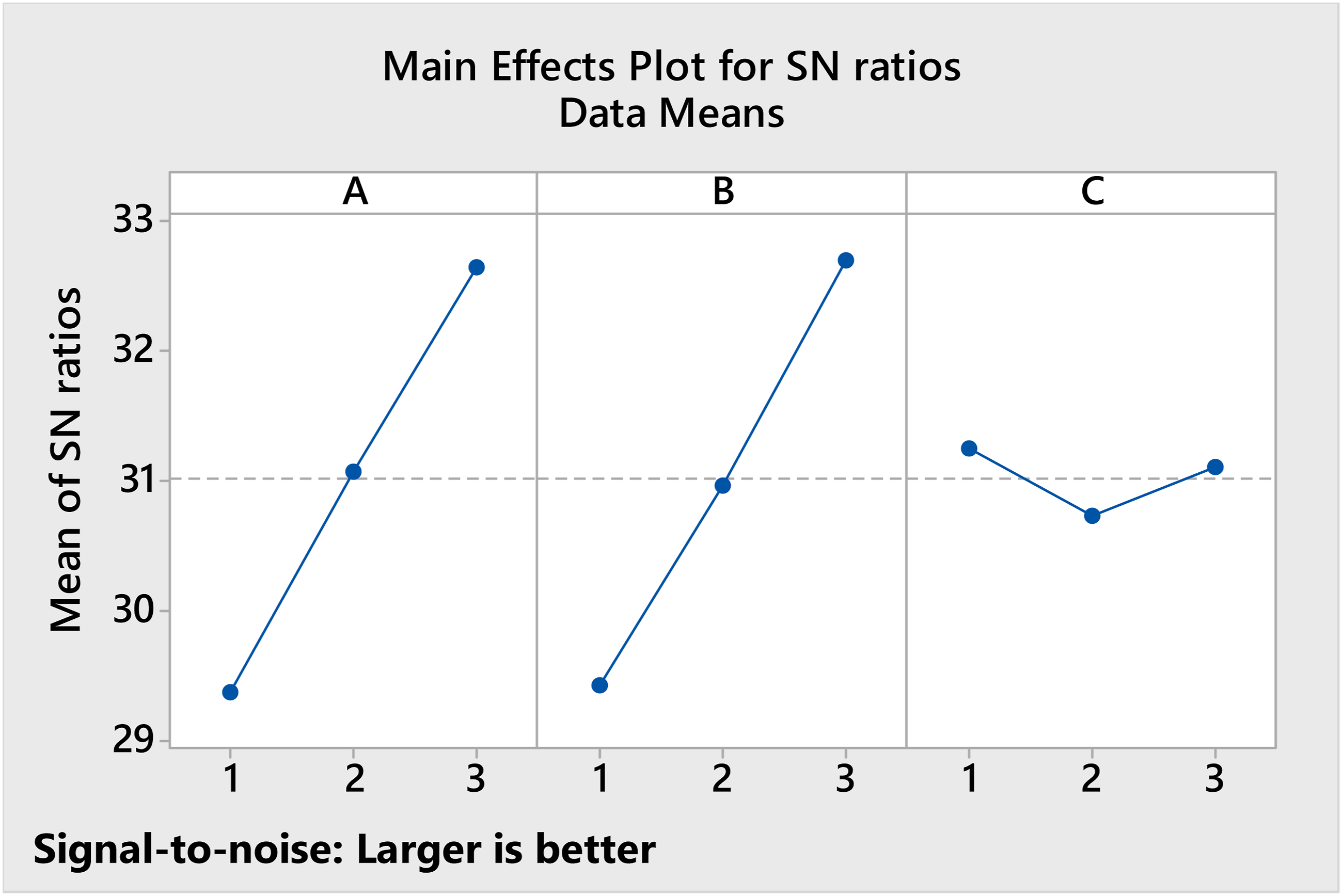
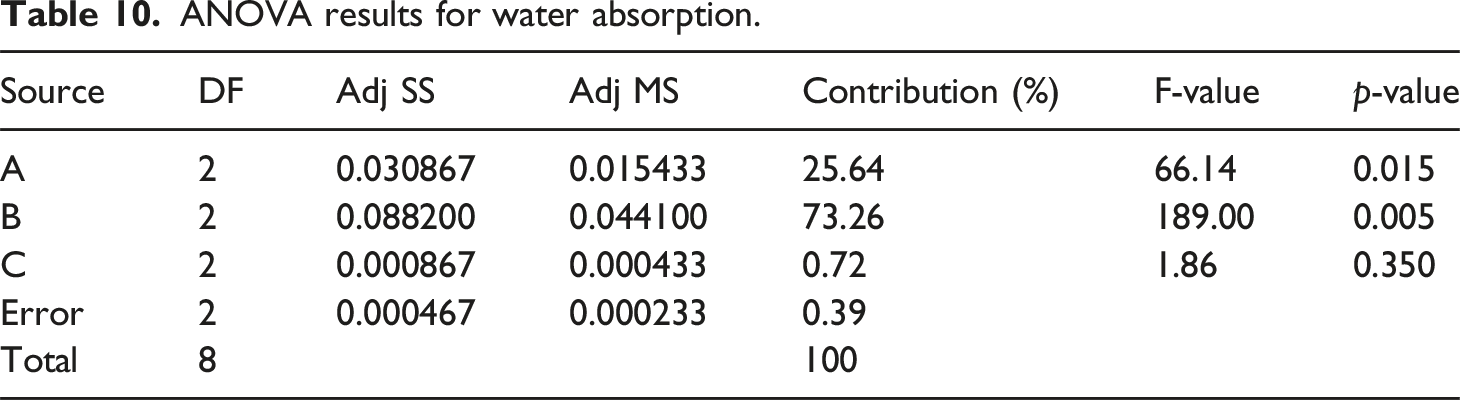
Water absorption
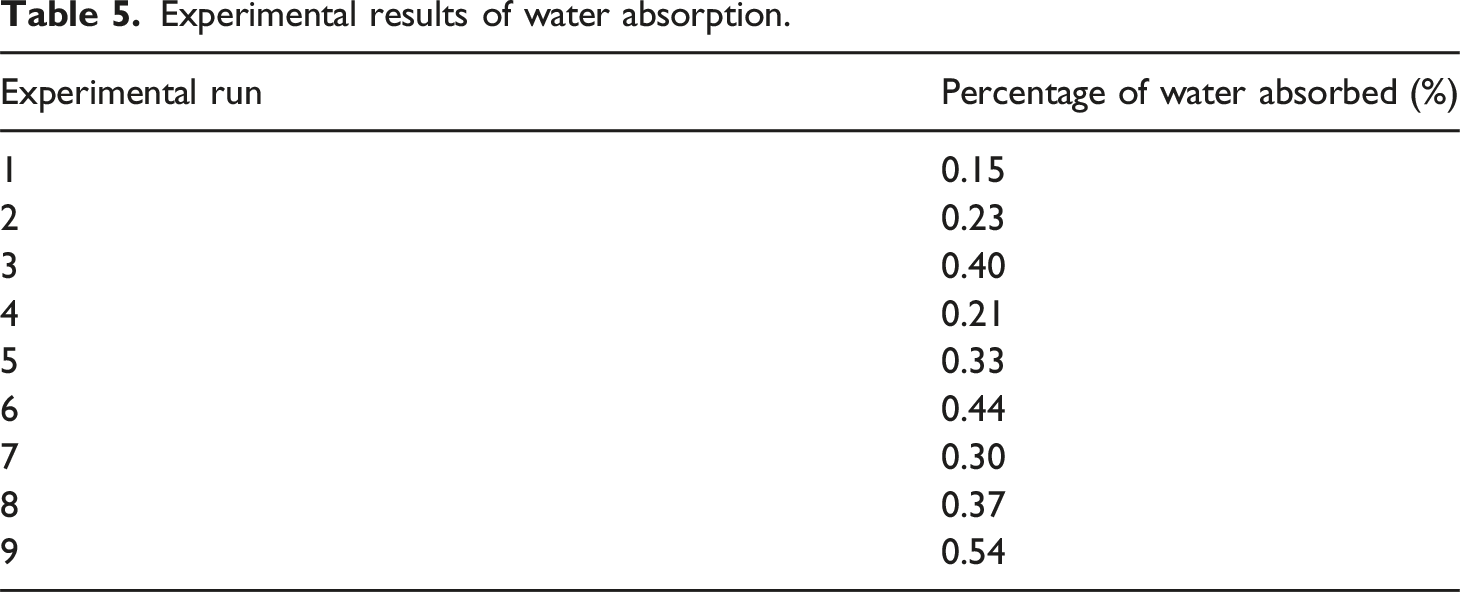
Experimental results of water absorption.
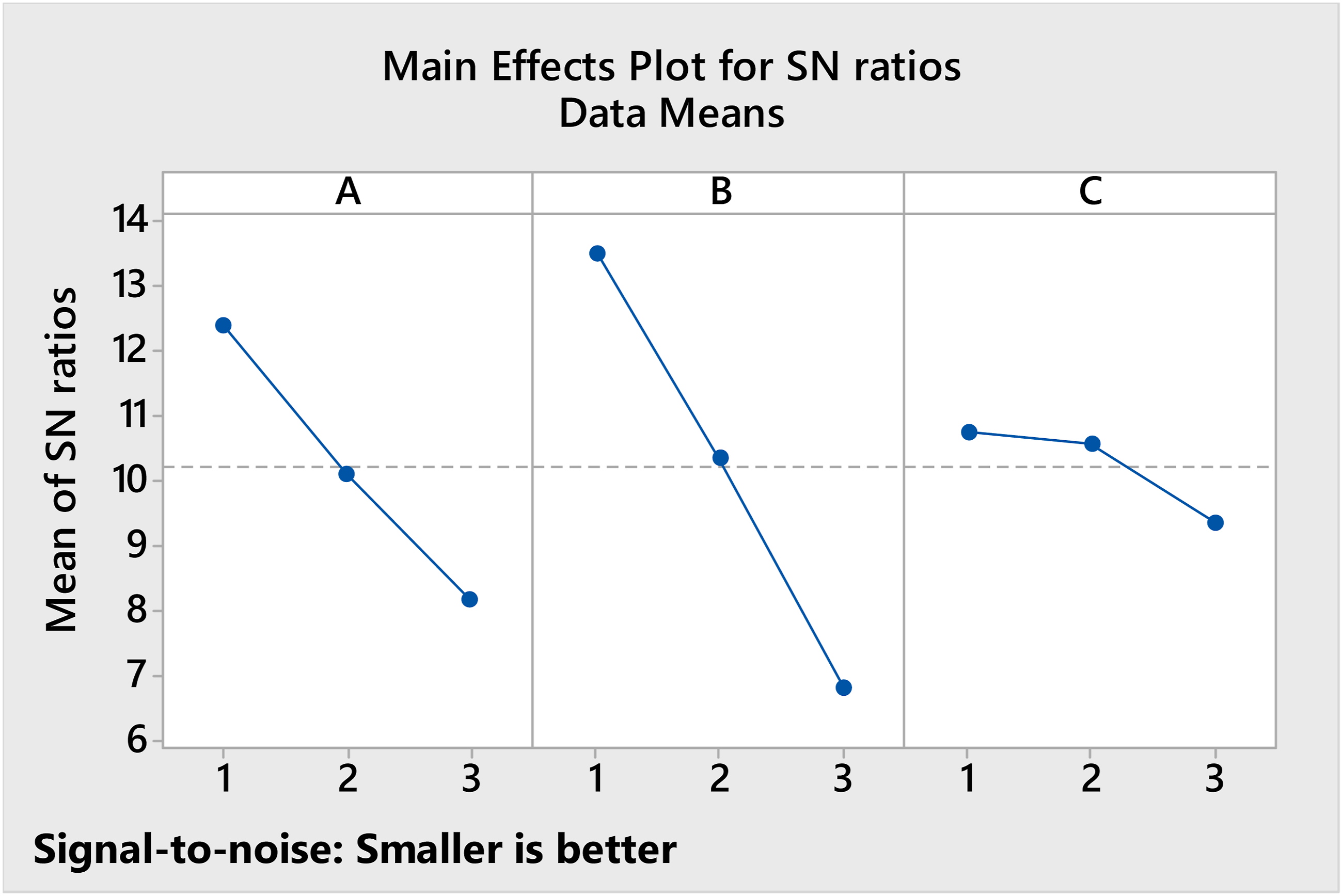
The main effects plot S/N ratios on water absorption.
ANOVA
Impact strength
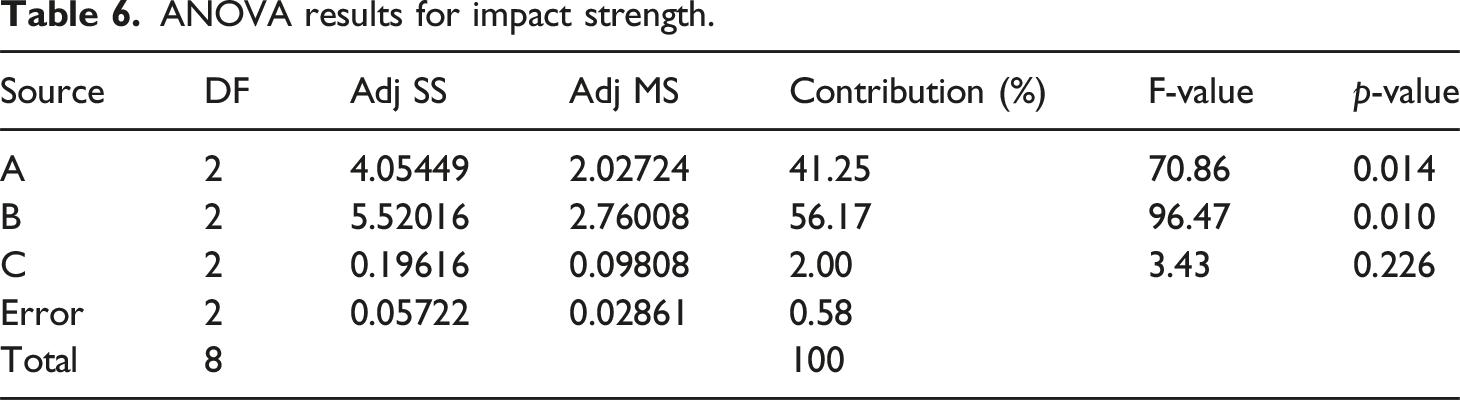
ANOVA results for impact strength.
Hardness
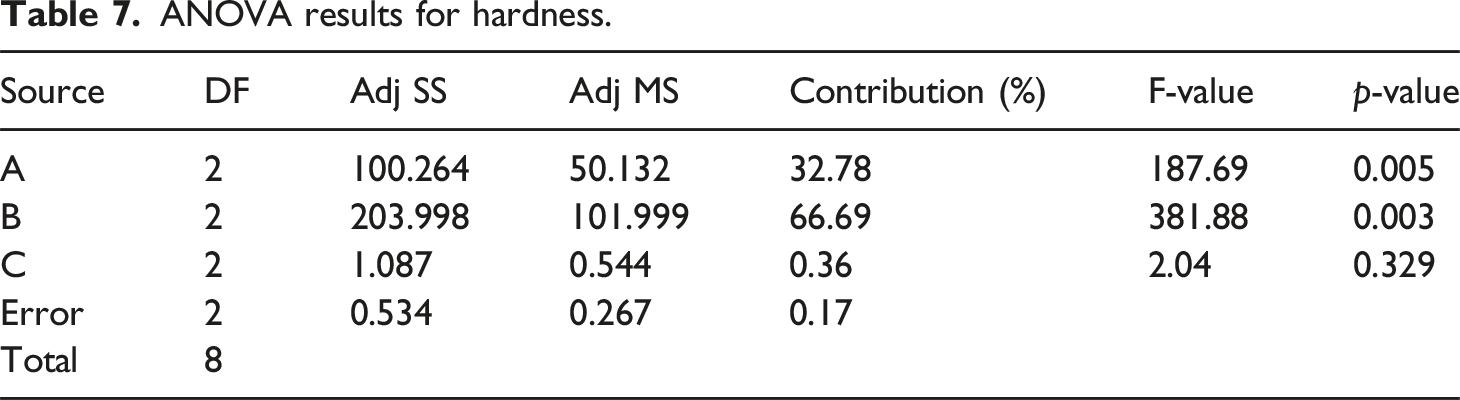
ANOVA results for hardness.
Compressive strength
ANOVA results for compressive strength.
Flexural strength
ANOVA results for flexural strength.
Water absorption
ANOVA results for water absorption.
Multi response optimization
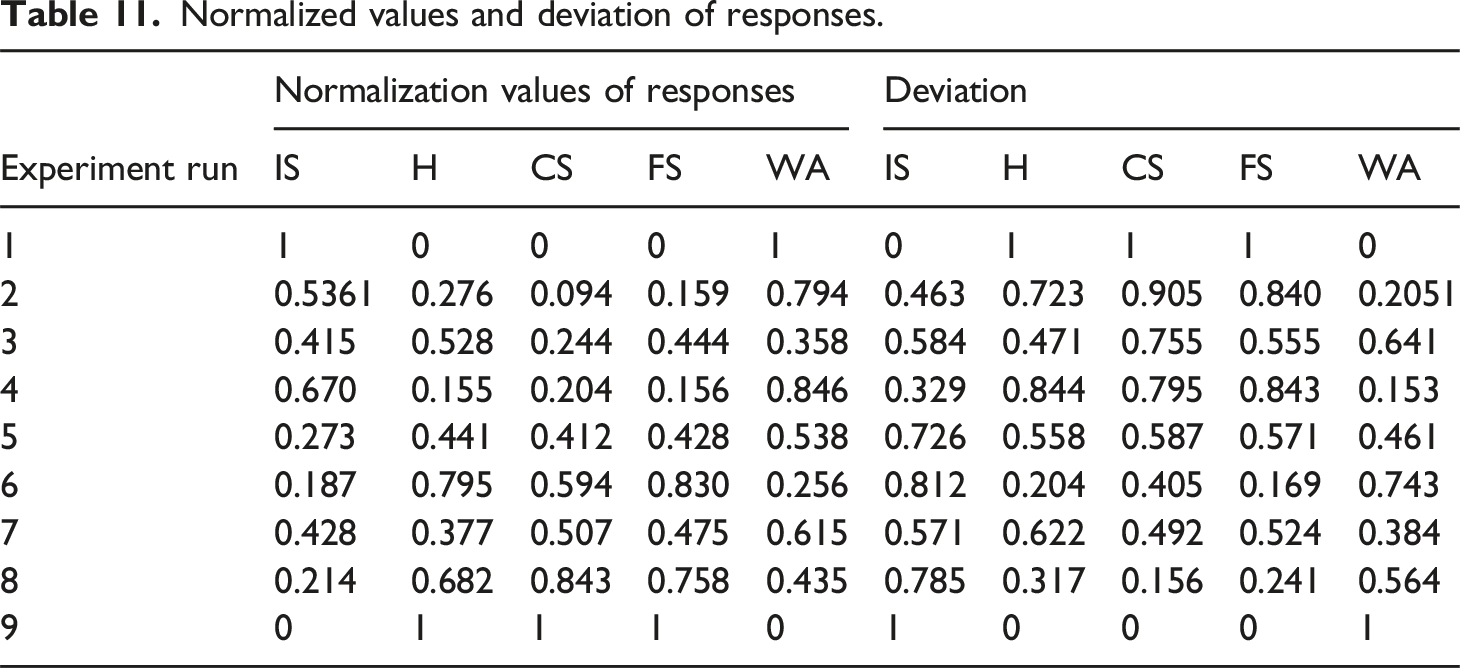
Normalized values and deviation of responses.
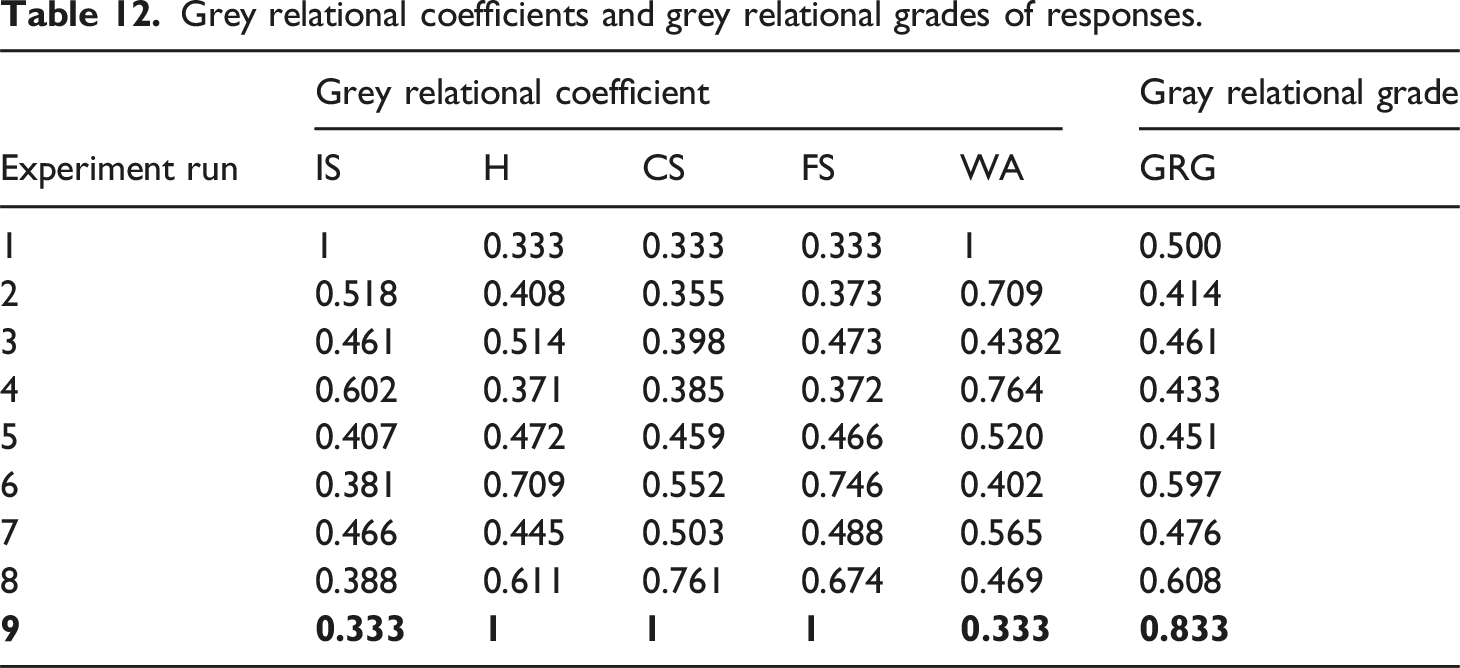
Grey relational coefficients and grey relational grades of responses.
SEM analysis
The scanning electron microscopy (SEM) image shown in Figure 6 provides visual confirmation of the structural integrity of the optimal composite formulation identified through Grey Relational Analysis (A3B3C2: PET, 50 wt.% silica, 300 µm). The micrograph shows a relatively uniform dispersion of silica sand particles within the PET matrix, which is critical for ensuring that applied loads during mechanical testing, such as compressive and flexural stresses, are effectively and evenly transferred from the ductile polymer matrix to the rigid silica particles throughout the composite. This efficient load transfer underpins the high strength, stiffness, and hardness observed in the mechanical tests. Additionally, the SEM image reveals irregular surfaces on some silica particles, which promote mechanical interlocking with the PET matrix. This micro-scale interlocking enhances interfacial bonding and load transfer efficiency, providing a structural basis for the composite’s superior mechanical performance and durability, making it well-suited for demanding applications such as roof tiles. SEM image of PET silica reinforced composite.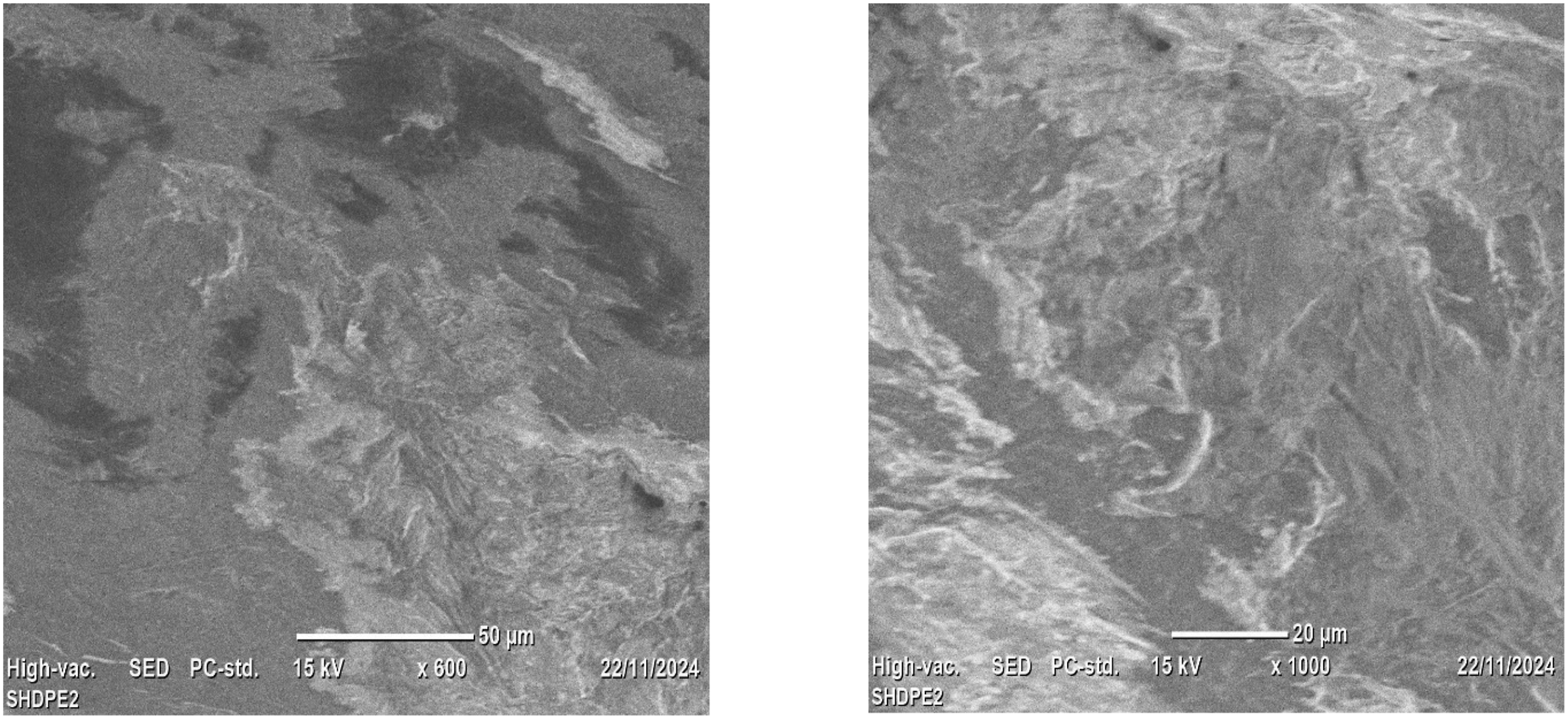
Conclusion
Recycling plastic waste into sustainable construction materials, such as floor and roof tiles, reduces the demand for virgin raw materials, lowers construction costs, and promotes environmental sustainability. This study developed high-performance composites by reinforcing recycled thermoplastics with locally sourced silica sand, achieving significant improvements in mechanical properties along with acceptable moisture resistance. Notable increases in hardness, compressive strength, and flexural strength validate the reinforcement strategy, while further optimization is required to determine the best combination of thermoplastic type, composition, and sand particle size for roof-tile applications.
The key findings are summarized as follows. The highest impact strength (5.83 J) and the lowest water absorption (0.15%) were recorded for the composite fabricated using recycled HDPE, 30 wt.% silica sand, and 150 µm particle size. This indicates the sensitivity of energy absorption and moisture resistance to the filler content. In contrast, the impact strength decreased by 64 % for recycled PET with 50 wt.% silica sand compared to the highest impact strength observed in the 30 wt.% silica sand reinforced HDPE composite. The maximum values for hardness (60.80 HRB), showing a 47.3% increase compared to the lowest hardness, compressive strength (57.9 MPa) with an 89.8% increase, and flexural strength (49.56 MPa) with a 100.6% increase, were obtained for PET reinforced with 50 wt.% silica sand and 300 µm particle size (Experimental Run 9). These results demonstrate the effectiveness of this configuration in enhancing load-bearing performance. Notably, water absorption varied across experimental runs, with the lowest value of 0.15% recorded for HDPE with 30 wt.% silica sand and 150 µm particle size, representing a 72.2% reduction compared to the highest value of 0.54% observed for PET with 50 wt.% silica sand and 300 µm particle size. Grey Relational Analysis identified PET with 50 wt.% silica sand and 300 µm particle size (A3B3C2) as the optimal condition, yielding a maximal Grey Relational Grade of 0.833. This combination offered the best overall balance across all measured properties, including compressive strength (57.9 MPa), hardness (60.80 HRB), flexural strength (49.56 MPa), impact strength (2.1 J), and water absorption (0.54%). These values indicate that the optimized composite can withstand typical mechanical loads and resist moisture uptake, making it suitable for practical roof-tile applications where both structural integrity and durability against environmental exposure are critical.
In conclusion, careful selection of polymer type, filler content, and particle size is essential for achieving a balance between mechanical performance and moisture resistance in recycled thermoplastic composites. The results highlight the potential of these materials as sustainable alternatives for roof-tile production. Limitations of the current study include the lack of comprehensive durability evaluations, such as long-term aging, UV resistance, thermal aging, and weathering, as well as limited assessment of emissions during plastic melting and challenges associated with large-scale manufacturing. Building on this foundation, future research should address these limitations by evaluating environmental emissions, conducting detailed durability testing, optimizing manufacturing processes, and ensuring compliance with construction standards. These efforts are essential to support environmental sustainability, long-term performance, and successful industrial implementation of the composites.
Footnotes
Acknowledgements
The authors wish to express their sincere gratitude to the School of Mechanical and Industrial Engineering and the School of Civil Engineering at the Ethiopian Institute of Technology Mekelle (EIT-M), Mekelle University. Their support, including the provision of materials, access to laboratory facilities, and financial backing for this research, was invaluable.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.