
Abstract
The identification of a practical and more effective surface modification method for improving the interfacial adhesion and bonding capacity of ultra-high molecular weight polyethylene (UHMWPE) has been the research focus in the field of UHMWPE fibers. In this research, a ONE-STEP impregnation process was developed and investigated. The surface analysis revealed that consistent coating was generated on the fiber surface, leading to a significantly increased surface roughness. The chemical species and functional groups on the fiber were characterised by XPS and ATR-FTIR. Microdroplet test showed that the UHMWPE/EP interfacial shear strength (IFSS) was increased by 338.1%, indicating successful functional groups introduction. The increase of fiber surface roughness was synchronously validated in the experiment of yarn pull out from fabric with an increase of 398.9%. The duration of processing was considerably reduced by the revolutionary ONE-STEP impregnation process with efficiency improvement of 63.6% on the premise of strong interface bonding. By utilizing a strong interface between the UHMWPE and epoxy as a transition layer, the adhesion strength between the UHMWPE and TPU was enhanced to 33.1 N. This advancement presents new opportunities for interfacial properties enhancement of non-reactive fiber-reinforced composites.
Introduction
Materials such as ultra-high molecular weight polyethylene (UHMWPE) fabric and thermoplastic polyurethane (TPU) composites find wide-ranging applications across various fields.1–3 TPU is classified as a thermoplastic elastomer. It retains its elastomeric properties, allowing it to return to the original shape following deformation. 4 UHMWPE fiber are crucial in the realm of high-strength fiber owing to their exceptional characteristics, such as enhanced impact resistance and energy absorption.5,6 For example, UHMWPE composites are used to manufacture ballistic-resistant vests and helmets. The ballistic impact resistance and improved protection for the human body was achieved by specifically engineered.7–9 However, the UHMWPE molecular are composed of repetitive -CH2-. The fiber surface energy is reduced by the non-polar nature. Furthermore, the high crystallinity of UHMWPE and notably smooth surface results in unfeasible chemical bonding and mechanical locking at the interface of this composite material. 10 Consequently, both the interfacial adhesion and the mechanical properties of UHMWPE reinforced composites in practical applications are adversely affected by these characteristics. Chemically inert fiber can be modified to promote adhesion to the resin, either directly or indirectly. Enhancement of composites mechanical properties would be consequently achieved by the modification.11–14
Currently, methods to enhance the adhesion properties of UHMWPE fiber focus on either incorporating irregular surfaces to create interlocking mechanisms or introducing functional groups to achieve chemical crosslinking. Pre-treatment methods, such as blending15–19 and extraction procedures, 20 are commonly used for their simplicity in industrial settings but often yield limited polar groups on the fiber surface. Conversely, post-treatment techniques like plasma treatment, 21 radiation-induced grafting,22,23 and acid-based chemical etching24,25 offer significant improvements in surface roughness and functional group introduction, though they may induce structural damage to the fiber.
Among the post-treatment methods, fiber surface coating modifications are particularly notable. These techniques utilize physical deposition to introduce functional groups and enhance surface roughness without compromising the structural integrity of the fiber. Lee et al. 26 recently introduced a non-destructive method for fiber modification using polydopamine (PDA), a biomimetic polymer inspired by the adhesive proteins found in mussels. A dense and uniform PDA coating is formed as functional groups adhere to the fiber surface through π-π stacking interactions. Additionally, the PDA coating can serve as a substrate for subsequent chemical reactions, with cross-links between molecules being formed through Michael addition or Schiff base reactions, thereby enabling further modifications to the fiber surface.27–31 Sa et al. 32 coated the UHMWPE surface with a PDA layer and subsequently grafted ethylene glycol diglycidyl ether. The study demonstrated a substantial improvement in the bonding force between UHMWPE fiber and rubber, with a 67.5% increase in interfacial shear strength (IFSS) in the composites. Accompany with the application of the PDA layer, 1,6-hexanediamine (HMDA) was grafted onto the UHMWPE, 33 resulting in an 82.7% increase in IFSS between the modified fiber and the epoxy (EP) as revealed by single-fiber pull-out tests. While PDA coating are effective and uncomplicated for future grafting reactions, the technique considered as a inevitable time-consuming approach.
Liu et al. 34 reported that a polyethyleneimine/polydopamine (PEI/PDA) hybrid layer was spontaneously co-deposited onto the surface of carbon fiber via oxidative co-polymerization using a simple one-step dip-coating method. Analysis of the carbon fiber surface’s microstructure and chemical properties before and after modification revealed that the PEI/PDA functionalization introduced abundant amine groups and increased the carbon fiber surface energy by 70.5%. Yang et al. 35 utilized a combination of amino-functionalized carbon nanotubes and polydopamine to modify the surface of poly (p-phenylene terephthalamide) fiber. The one-step method, performed for 24 h, achieved the highest CNTs deposition, resulting in a 16.5% increase in single-fiber tensile strength and a 59.7% increase in pull-out force with rubber. While the surface modification method involving PDA co-deposition mitigates the time-consuming nature of step-by-step sorting, it only provides modest improvements in the interface bonding.
Recently, some researchers have incorporated EP resin between inert fiber and rubber to improve the interfacial properties. Tayfun et al. 36 investigated the enhancement of compatibility between coconut shell fiber and TPU using EP. Zhang et al. 37 prepared PET-EDL/rubber composites using epoxy-activated PET fabrics. EP enabled the rubber latex to form cross-linking points. The 180° peeling test demonstrated a peel adhesion strength of 17 N/mm for PET-EDL/rubber composites. Some scholars used PDA system as a fiber surface coating and then combined with EP to improve the binding force between fiber and resin. Liu et al. 27 modified the UHMWPE surface using PDA grafting with coupling agent KH602 and prepared the EP framework with glycerol triglycidyl ether and diethylenetriamine. Subsequently, ethylene-pyridine latex was incorporated to produce UHMWPE/rubber composites, which exhibited a peel adhesion strength of 8.3 N/mm in the 180° peeling test. This method significantly enhances the interfacial performance of fiber composites by creating reactive sites and interfacial transition layers between the fiber and resin.
In this work, a novel ONE-STEP impregnation method combining PDA/HMDA was developed to functionalize UHMWPE fibers, enabling uniform amine-rich coating and enhanced roughness. Combining ONE-STEP impregnation and EP impregnation, the adhesive strength between UHMWPE and TPU was effectively enhanced. Processing time was significantly reduced while improving interfacial properties. The research offers novel perspectives on the UHMWPE fabric/TPU composites interfacial optimization and presents opportunities for their further advancement.
Materials and manufacturing processes
Materials
Ultra-high molecular weight polyethylene fibers (UHMWPE, untwisted) were purchased from Jin Bai Rui New Material Co., Ltd (Dongguan, China). UHMWPE fabric (1500D, 15 × 15 bundles/inch, plain weave) was supplied by Tekailun New Materials Application Co., Ltd (Dongguan, China). Thermoplastic polyurethane (TPU, 250 μm) film were obtained from BW Advanced Materials Co., Ltd (Beijing, China). Epoxy resin (EP, AM-8928A) and the corresponding curing agent (AM-8928B) were purchased from Huibai New Material Technology Co., Ltd (Shanghai, China). Dopamine-hydrochloride (DA), 1,6-Diaminohexane (HMDA, analytical grade), Tris (hydroxymethyl) aminomethane (Tris, standard buffer solution), and Tris (hydroxymethyl) aminomethane hydrochloride (Tris-HCl, reagent grade) were obtained from Aladdin Reagent Industries, Inc. (Shanghai, China). Acetone and Anhydrous ethanol were supplied by Tianjin Fengchuan Chemical Reagent Technology Co., Ltd (Tianjin, China). All chemicals were used as received without further purification.
Surface modification of UHMWPE fiber
Prior to surface modification, the fibers were subjected to a cleaning procedure. Specifically, the fibers were immersed in a solvent mixture of acetone and ethanol at a volume ratio of 1:1 and ultrasonically washed for 40 min to remove surface contaminants. Subsequently, the fibers were thoroughly rinsed with deionized water and dried in a vacuum oven at 60°C for 12 h.
The procedure for fiber surface modification is schematically illustrated in Figure 1. Briefly, Tris was added to a dopamine (DA) solution with a concentration of 2 g/L, and the pH was adjusted to 8.5. The UHMWPE fiber were then immersed in the solution and stirred at 300 r/min at room temperature for 24 h to allow the formation of a polydopamine (PDA) coating. After the reaction, the fiber were rinsed thoroughly with deionized water, followed by drying in a vacuum oven at 60°C for 12 h. The resulting fibers were denoted as UHMWPE-PDA. The name was short as UPE-P. Schematic illustration of the surface modification process of UHMWPE fibers.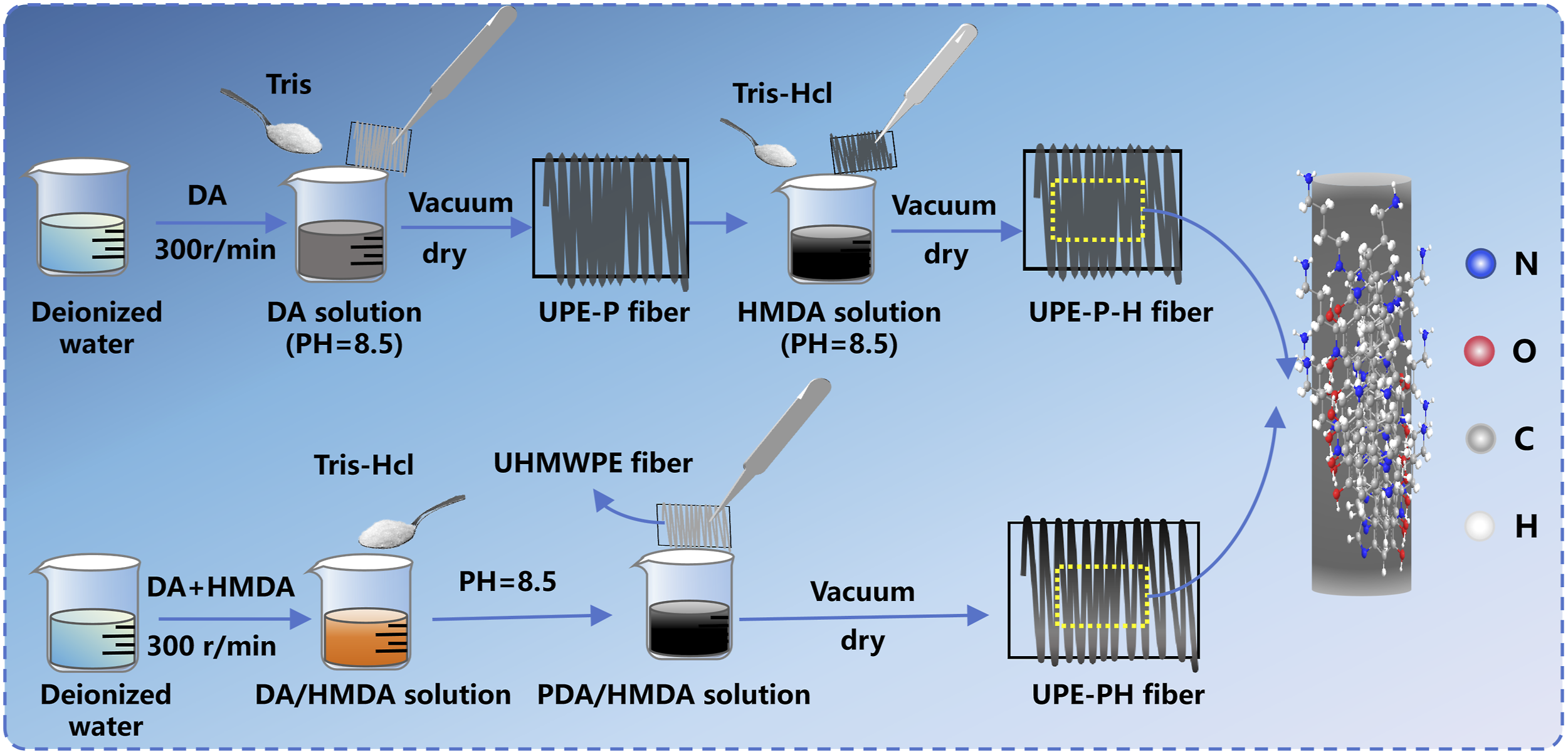
Subsequently, 1 g of 1,6-diaminohexane (HMDA) was dissolved in 400 mL of deionized water. The pH of the HMDA solution was adjusted to 8.5 using Tris-HCl. The UPE-P fiber were submerged in the HMDA solution and reacted at 300 r/min at ambient temperature for 9 h. Upon completion of the reaction, the fibers were thoroughly rinsed with deionized water and dried in a vacuum oven at 60°C for 12 h. The resulting fibers were designated as UHMWPE-PDA-HMDA. The name was short as UPE-P-H.
In a one-step modification process, 0.8 g of dopamine (DA) and 1 g of 1,6-diaminohexane (HMDA) were added to 400 mL of deionized water. The pH of the mixture was adjusted to 8.5 using Tris-HCl. Subsequently, the cleaned UHMWPE fibers were immersed in the solution and stirred at 300 r/min at ambient temperature for designed durations (3 h, 6 h, 9 h, 12 h, and 24 h). After the reaction, the fibers were thoroughly rinsed with deionized water and dried in a vacuum oven at 60°C for 12 h. The resulting fibers were denoted as UHMWPE–ONE–STEP. The name was short as UPE–PH.
Preparation of single-fiber pull-out specimens
Individual fiber were isolated carefully from the UHMWPE fiber bundles and mounted onto custom-made paper frames. A small pretension was applied to each fiber to ensure consistency among all specimens. The epoxy (EP) resin and curing agent were mechanically mixed at a weight ratio of 10:3 until a homogeneous mixture was obtained. A small droplet of resin was then carefully transferred onto the surface of the single fiber. Subsequently, the resin droplet was cured at 80°C for 2 h. Notably, the curing conditions did not cause any detectable degradation of the UHMWPE fibers The interfacial shear strength (IFSS) was evaluated via the single-fiber pull-out test.
Fabrication of UHMWPE fabric/TPU composites
The epoxy (EP) resin and curing agent were mechanically mixed at a weight ratio of 10:3 until homogeneous. After the ONE-STEP treatment, the UHMWPE plain weave fabric was cut into specimens with dimensions of 200 × 25 mm and 100 × 100 mm for coating adhesion and puncture tests, respectively. The EP coating was applied at a coating weight of 0.15 L/m2. Thermoplastic polyurethane (TPU) films were cut to matching dimensions and placed on both side of the fabric. The assemblies were then placed in a flat vulcanizer at 100°C for 1 h to obtain UHMWPE fabric/TPU composites.
Experimental procedure
Chemical structure and surface composition analysis
The chemical structure and functional groups of the UHMWPE fiber were characterized in the mid-infrared region (4000-450 cm−1) using attenuated total reflectance fourier transform infrared spectroscopy (ATR FTIR, Perkin Elmer, USA).
The surface chemical composition of the UHMWPE fiber was investigated using X-ray photoelectron spectroscopy (XPS, Thermo Scientific K-Alpha, USA) with an Ag3d5/2 X-ray source.
Surface morphology and microstructure analysis
The morphology of the UHMWPE fiber was examined using a scanning electron microscope (SEM, Tescan Mira Lms, Czech Republic) and a 3D measuring laser microscope (3D, Lext OLS5100, Evident, China) before and after modification. Additionally, energy dispersive spectroscopy (EDS) was used to analyze the fiber surface. The surface roughness of the fiber was observed by atomic force microscopy (AFM, Bruker Dimension Icon, Germany). The static contact angle was measured using a contact angle meter (CA, Shanghai Zhongchen Digital Technology Apparatus Co., Ltd, China) with a 2 μL deionized water droplet.
Thermogravimetric analysis
Thermogravimetric analysis was conducted under a nitrogen atmosphere with a thermogravimetric analyzer (TG, PerkinElmer, USA). The system was operated over a temperature range of 30 to 800°C at a heating rate of 10°C/min.
Interfacial shear strength (IFSS) measurement
The IFSS between UHMWPE and EP was evaluated by single-fiber pull-out tests using a tensile tester (YM-06A, Laizhou Yuanmao Instruments Co., Ltd, China) at a cross-head speed of 10 mm/min33,38. Each test was conducted a minimum of 10 times to ensure the reliability of the results, with the average value being considered for analysis. The IFSS (τ) was calculated using the following equation (1):

Interfacial adhesion evaluation by H pull-out tests
As for the adhention force between coated UHMWPE fiber and the TPU, the fiber bundle was fixed in the TPU block and then the H pull-out test was operated for the force measurement. The force of fiber bundle pull-out from the plain fabric was used as an indirect index for the fiber surface roughness evaluation. The H pull-out test was carried out on a universal testing machine (UTM4204X, Suns, China) with a stretching speed of 100 mm/min.
Macroscopic interfacial bonding performance
The puncture resistance and coating adhesion of the composites were selected as key indicators to evaluate the interfacial bonding performance at the macroscopic scale. The puncture resistance test was conducted in accordance with GB/T 31,064-2014 at a crosshead speed of 500 mm/min. The peel strength test was performed in accordance with ISO 2411:2000 with a stretching speed of 50 mm/min 39 .
Statistical analysis
Analysis of variance (ANOVA) was used to prove whether the UHMWPE fiber treatment strategy significantly influenced the composite interfacial strength for a better understanding. One-way ANOVA with a significant level of 0.05 was selected to evaluate the significance of differences between the factors and mechanical properties of the composite. The software Microsoft Office 2021 was used to perform the calculation.
Results and discussion
Chemical composition and structure of UHMWPE
The ATR-FTIR spectra of PDA, HMDA, as well as their mixed solution used for fiber surface modification are shown in Figure 2(a). The surface chemical structures of pristine and modified UHMWPE fibers are presented in Figure 2(b). The untreated UHMWPE fiber exhibit characteristic absorption peaks at specific wavenumbers. The peaks at 2920 cm−1 and 2841 cm−1 correspond to the asymmetric and symmetric stretching vibrations of -CH2 groups, respectively, while the absorption peak at 1465 cm−1 is attributed to the deformation vibration of -CH2 groups. In addition, an absorption peak at 714 cm−1 is associated with the out-of-plane bending vibration of –CH2 groups. ATR-FTIR spectra of (a) PDA, HMDA, and their mixed solution, and (b) pristine and modified UHMWPE fibers.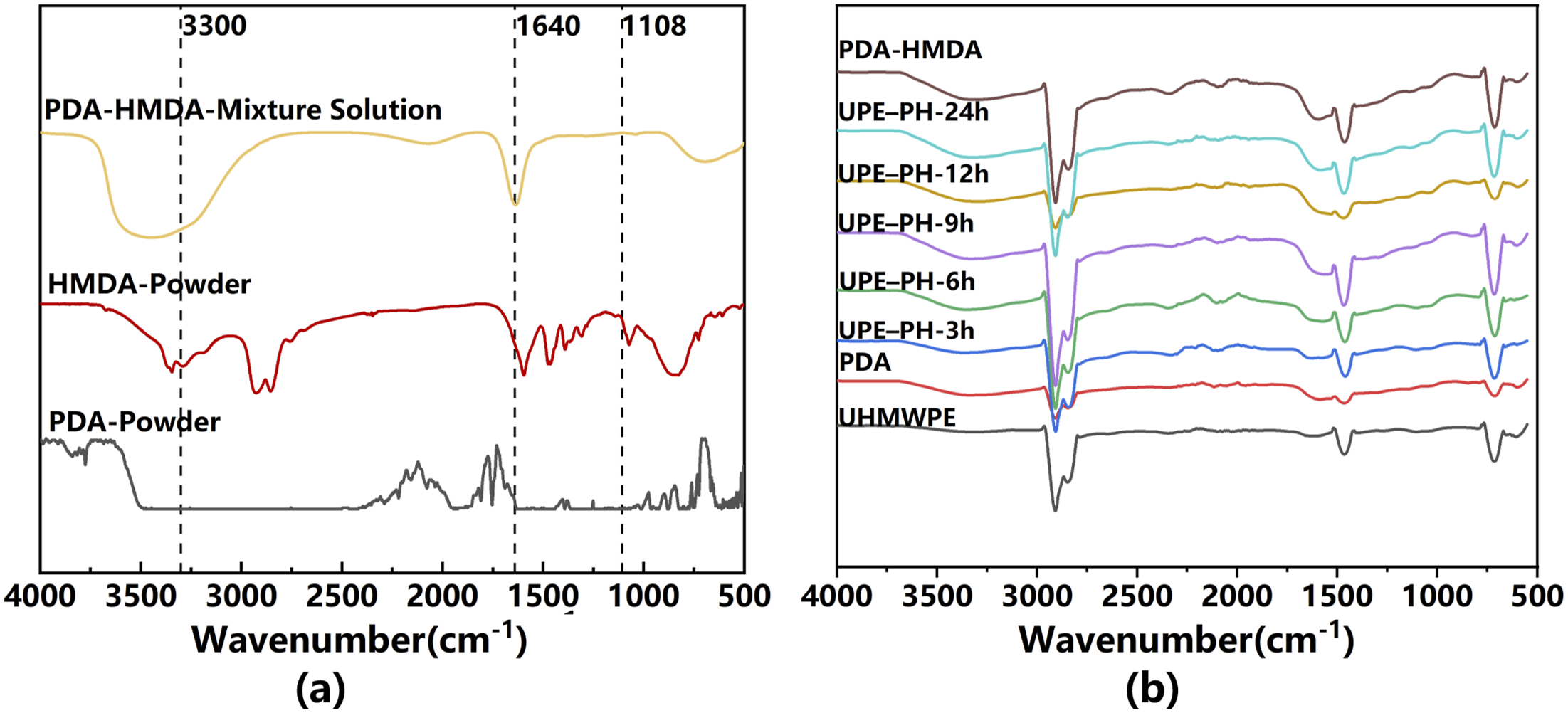
As shown in Figure 2(b), new broad absorption peaks at approximately 3300, 1640, and 1108 cm−1 after PDA coating. The band centered at 3300 cm−1 is assigned to the stretching vibrations of N-H and O-H groups. The absorption at 1640 cm−1 corresponds to the C = C and C = N bonds, while the peak at 1108 cm−1 is attributed to C-O stretching vibrations.40,41 These spectral features indicate the effective deposition of PDA on the fiber surface. In addition, The appearance of distinct and broadened absorption bands at characteristic wavenumbers suggests the successful introduction of amino-containing functional groups by HMDA modification. For the ONE-STEP impregnation process, a gradual increase in the absorption intensities is observed with increasing treatment duration, similar to the PDA–HMDA modification. This enhancement is likely associated with the synergistic interactions between PDA and HMDA on the UHMWPE fiber surface. The FTIR results confirmed that the UHMWPE fiber surface had been successfully coated.
X-ray photoelectron spectroscopy (XPS) was employed to analyse the surface chemical composition of pristine and modified UHMWPE fibers, with particular emphasis on the chemical species and interfacial bonding introduced by PDA and PDA–HMDA treatments. The XPS wide scan spectra along with the high-resolution C1s and N 1s spectra are presented in Figure 3. Compared with pristine UHMWPE, a noticeable increase in the N 1s atomic concentration was observed for the UPE–P surface, indicating the successful introduction of nitrogen-containing functionalities. In addition, the presence of catechol and quinone groups in the PDA coating resulted in an increased O 1s atomic ratio on the modified fibers, which is consistent with the FTIR results and confirms the effective deposition of PDA on the UHMWPE surface. XPS wide-scan spectra and high-resolution C 1s and N 1s spectra of UHMWPE fibers before and after surface modification: pristine UHMWPE (a1–a3), UPE–P (b1–b3), UPE–P–H (c1–c3), and UPE–PH (d1–d3).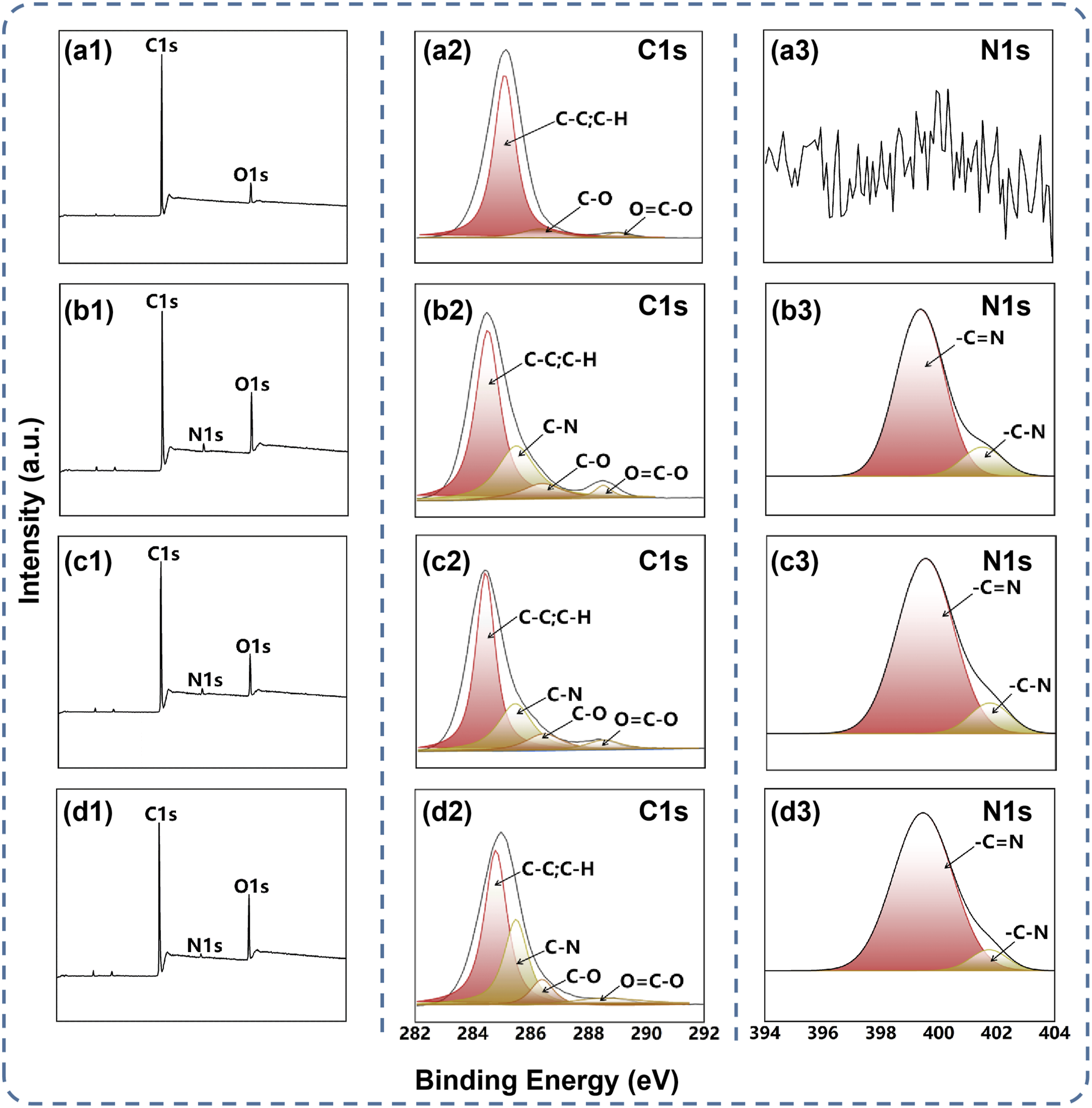
Semi-quantitative analysis of N 1s components derived from XPS peak fitting.
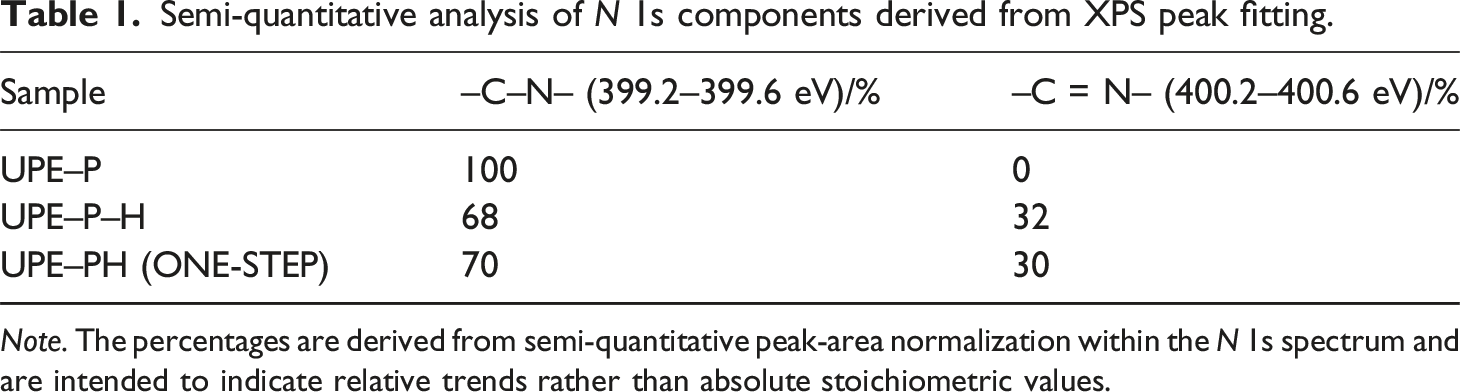
Note. The percentages are derived from semi-quantitative peak-area normalization within the N 1s spectrum and are intended to indicate relative trends rather than absolute stoichiometric values.
Meanwhile, the high-resolution C1s spectra deconvoluted into four components corresponding to C-C/C-H (284.6 eV), C-N (285.5 eV), C-O (286.4 eV), and O = C-O (288.5 eV), respectively.35,40 After HMDA grafting, an increased contribution of C-N species accompanied by a relative decrease in O = C–O components was observed, which further supports the occurrence of amine-related surface reactions. Taken together, the N 1s and C 1s spectroscopic results provide strong supporting evidence for the formation of a PDA–HMDA hybrid interfacial layer on the UHMWPE fiber surface.
Surface morphologies of the UHMWPE
The surface wettability of UHMWPE fibers before and after modification was evaluated by static water contact angle measurements. As shown in Figure 4(a1), the pristine UHMWPE fiber exhibited a high contact angle of 121.46°, indicating a highly hydrophobic surface. The contact angle decreased to 107.47°(Figure 4(a2)), reflecting the introduction of polar functional groups. Subsequent PDA-HMDA modification further reduced the contact angle to 100.49° Figure 4(a3). The lowest contact angle of 97.54° was observed for fibers treated by the ONE-STEP impregnation process (Figure 4(a4)), suggesting the most pronounced improvement in surface hydrophilicity. This enhanced wettability can be attributed to the combined effects of increased surface polarity and surface roughness induced by the deposited coating layer. Comparative analysis of surface wettability, morphology, and roughness of UHMWPE fibers before and after surface modification. Water contact angle images of UHMWPE, UPE–P, UPE–P–H, and UPE–PH fibers (a1–a4); SEM images and corresponding EDS elemental maps of pristine UHMWPE and UPE–PH fibers (b1 and b2); AFM topography images of UHMWPE, UPE–P, UPE–P–H, and UPE–PH fibers (c1–c4).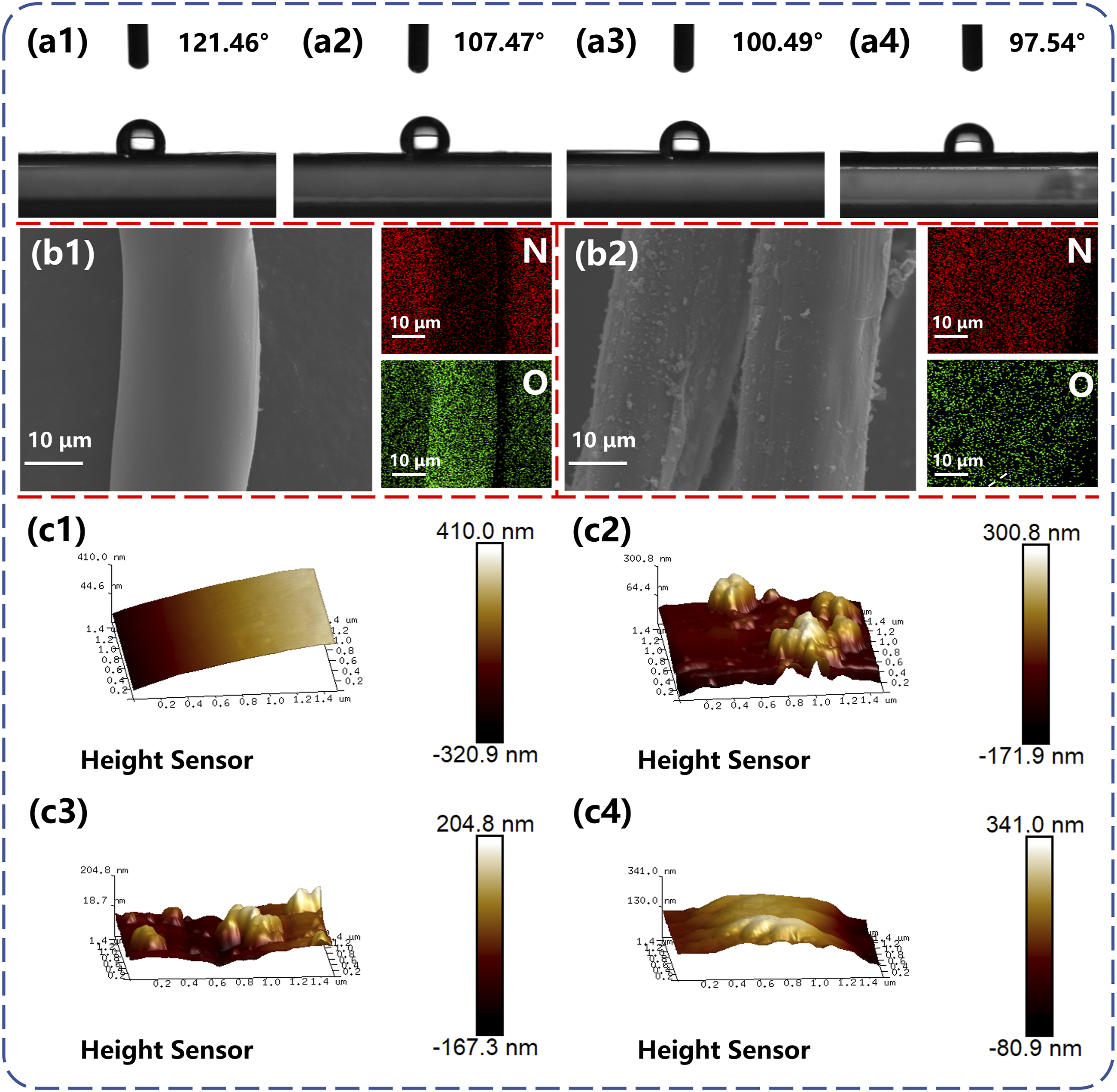
The surface morphology of UHMWPE fibers before and after modification was further characterized by SEM and EDS analysis (Figure 4(b)), with negligible nitrogen content, where trace N signals are attributed to environmental contamination. In contrast, the ONE-STEP modified fiber displayed a visibly roughened surface morphology with clear coating features (Figure 4(b2)). The corresponding EDS elemental maps confirmed the uniform presence of both nitrogen and oxygen, demonstrating the successful deposition of PDA and HMDA on the fiber surface.
AFM was employed to quantitatively evaluate the surface topography and roughness evolution of UHMWPE fibers. As shown in Figure 4(c1), the pristine UHMWPE fiber exhibited an exceptionally smooth surface, which is consistent with SEM observations. After surface modification, pronounced topographical features were observed for UPE-P, UPE-P-H, and UPE-PH fibers (Figure 4(c2–c4)), indicating the formation of a roughened coating layer. The height sensor images further confirm the increased surface asperities induced by the surface treatments.
Surface roughness of UHMWPE fiber before and after modification.
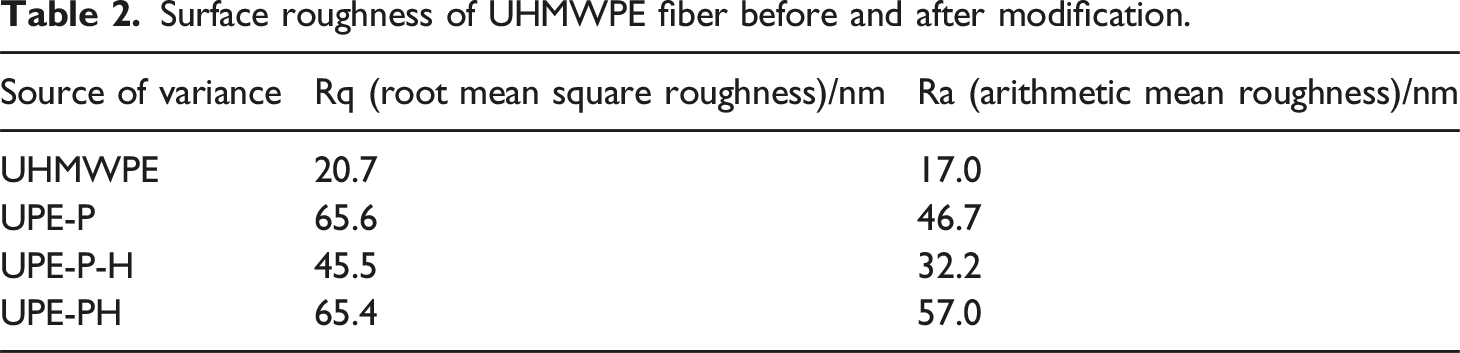
Importantly, the increase in surface roughness plays a crucial role in interfacial load transfer. A roughened fiber surface enhances mechanical interlocking and frictional resistance at the fiber–matrix interface, which effectively suppresses interfacial debonding. According to shear-lag theory, higher interfacial friction promotes more efficient stress transfer from the epoxy matrix to the UHMWPE fiber, resulting in an apparent increase in interfacial shear strength (IFSS). This correlation is experimentally supported by the simultaneous enhancement in AFM roughness parameters, yarn pull-out force, and IFSS values observed for UHMWPE-ONE-STEP fibers, indicating a strong coupling between surface topography and interfacial shear performance.
Thermogravimetric analysis of the UHMWPE
Thermogravimetric analysis (TGA) and derivative thermogravimetric (DTG) curves of pristine and modified UHMWPE fibers measured under a nitrogen atmosphere are presented in Figure 5. The thermal decomposition behavior of the samples can be divided into two characteristic stages. Thermal degradation behavior of pristine and surface-modified UHMWPE fibers: (a) TGA and (b) DTG curves measured under nitrogen atmosphere.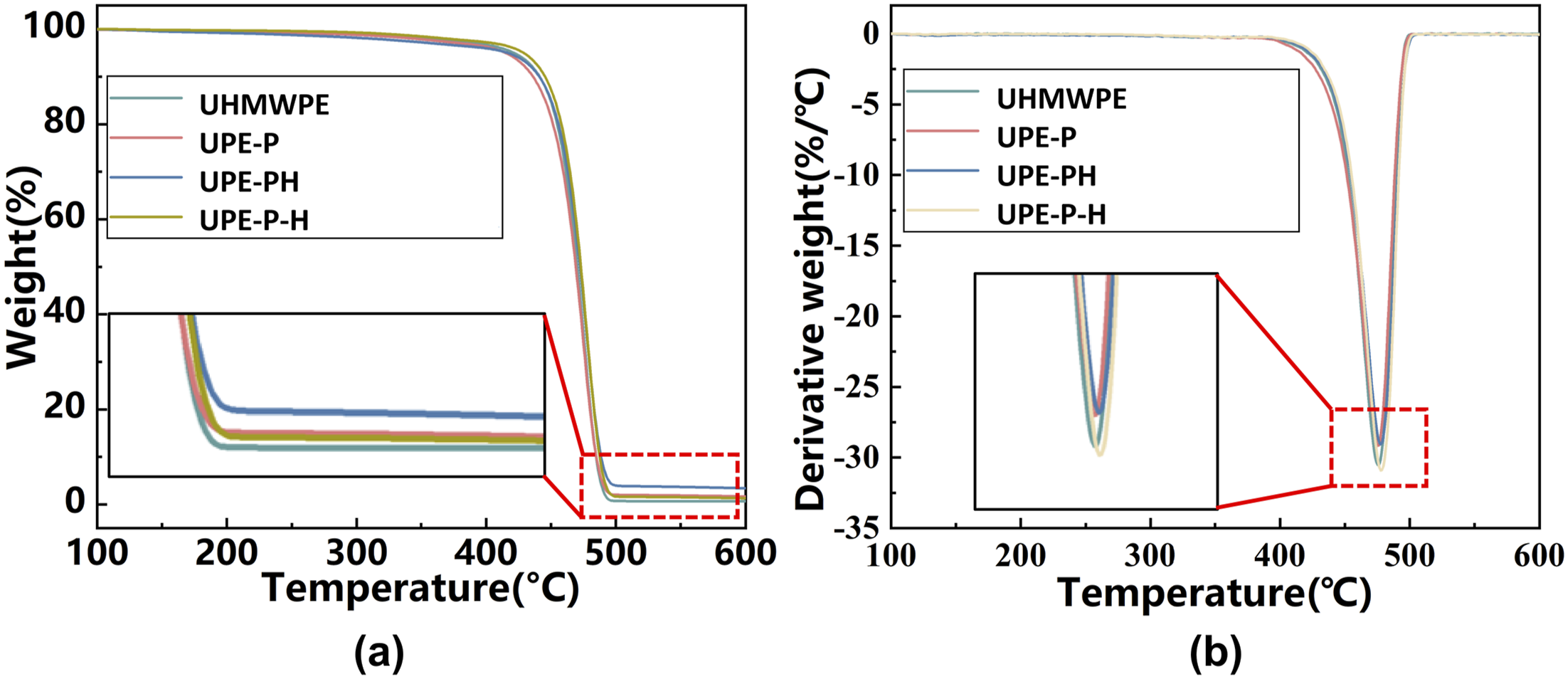
The first stage, occurring below approximately 300°C, is associated with the removal of physically adsorbed species and the thermal degradation of the surface-modified components. In this temperature range, the PDA homopolymer exhibits an initial decomposition onset at around 300°C, which is consistent with the reported thermal behavior of polydopamine. For pristine UHMWPE, negligible mass loss is observed in this stage, reflecting its chemically inert and nonpolar nature. The second stage, spanning approximately 400 to 500°C, corresponds to the main-chain thermal degradation of UHMWPE. As shown in Figure 5(a), pristine UHMWPE undergoes rapid mass loss in this region, with a total weight reduction of 98.35 wt%. In comparison, UPE-P exhibits a slightly lower weight loss of 96.82 wt%, corresponding to an estimated PDA content of approximately 1.53 wt% on the fiber surface.
After PDA–HMDA modification, the residual mass at 600°C increases modestly, and the total weight loss is reduced to 97.69 wt%. The higher char residue suggests the presence of thermally stable nitrogen-containing structures derived from PDA–HMDA reactions. It is noted that partial loss of PDA during HMDA grafting may account for the relatively lower residue compared with the ONE-STEP treatment.
Notably, the UHMWPE–PH (ONE-STEP) fibers exhibit the highest residual mass, with a weight loss of 94.33 wt% in the main degradation region. The corresponding surface modification is estimated to be approximately 4.02 wt%, indicating a higher grafting efficiency achieved through the ONE-STEP impregnation process.
The highest rates of weight loss around 480°C for both pristine UHMWPE fiber and modified UHMWPE fiber were exhibited in the DTG curves, as shown in Figure 5(b). The DTG curves further reveal that all samples exhibit a primary decomposition peak centered at approximately 480°C, corresponding to UHMWPE backbone scission. However, the maximum degradation rate of the modified fibers is reduced compared with that of pristine UHMWPE, particularly for the UHMWPE–PH sample. This reduction in peak intensity suggests that the PDA–HMDA hybrid coating acts as a thermally stable interfacial layer, which restricts chain mobility and retards thermal decomposition.
Friction resistance of fiber bundle and the tensile properties of fiber bundle
The schematic diagram illustrating the fiber bundle pull-out from the fabric is shown in Figure 6(a). The surface friction of UHMWPE fiber was evaluated by extracting a fiber bundle from the fabric. The UHMWPE fabric samples were precisely cut into 9 cm2. A fixed fiber bundle was interwoven vertically with 15 picks, resulting in 15 interlacing points. The loading peak magnitude was determined by the interlacing points and the frictional forces acting between the yarns. The microscale surface structure prevented slippage between fiber bundle. A comparison of the initial three loading peaks in the fiber bundle pull-out process is shown in Figure 6(b). A trend of decreasing peak load values with the fiber bundle pull-out distance was observed. The load-displacement characteristics of UHMWPE fabric, following modification by different methods, are shown in Figure 6(c). The decrease in peak load was attributed to fewer transverse yarns under tension, resulting in lower overall pull-out resistance. Fiber bundle pull-out from the fabric. (a) Diagram of the fiber bundle pull-out from the fabric, (b) comparison of the first 3 loading peaks during the fiber bundle extracting, (c) load displacement of the fiber bundle pull-out from the fabric before and after the coating process.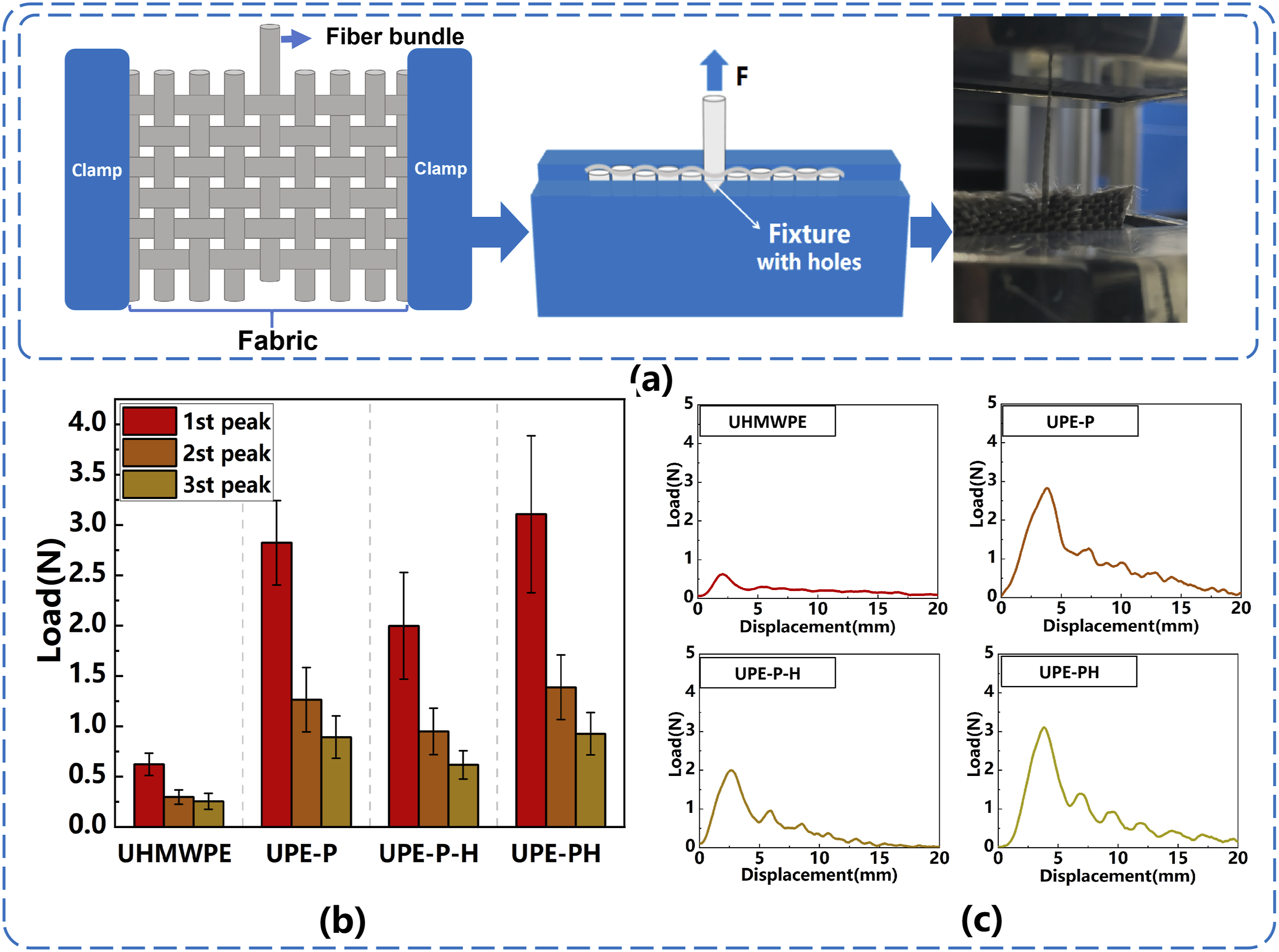
Compared to the coatings prepared by the PDA and ONE-STEP methods, the pull-out force of the fibre bundle was lower after the PDA-HMDA modification. The decrease in pull-out force was attributed to partial detachment of the PDA coating from the fiber surface. The processes resulted in a reduction in surface roughness, thereby decreasing friction at the interfaces. Conversely, the ONE-STEP impregnation process effectively preserves a specific level of surface roughness. The force required to initiate the sliding of the fiber bundle has been significantly increased from 0.6 N to 3.1 N. In comparison to PDA-HMDA, the ONE-STEP impregnation process significantly enhanced the interface friction force. 42
The bundle breaking force test was performed to analyze the effect of UHMWPE modification on tensile performance, as shown in Figure 7(a). The untreated UHMWPE single fiber bundles shows a tensile strength of 233.0 N. The surface of untreated UHMWPE fiber shows longitudinal grooves, as shown in Figure 7(b). During tensile processes, the grooves expose the fiber to uneven internal stress, resulting in fracture. The primary role of the PDA-HMDA coating was to fill these longitudinal grooves, thereby reducing stress concentration during loading, as evidenced by the 3D microscope images in Figure 7(c).
43
The incorporation of PDA-HMDA coating on UHMWPE fiber resulted in a modest enhancement of their mechanical properties. Consequently, the UHMWPE-ONE-STEP fiber have achieved a tensile strength of 247.3 N. It should be noted that the modification with PDA does not affect the original crystalline structure of UHMWPE fiber.
33
(a) Tensile strength and strain at break of UHMWPE fiber, (b) 3D microscope images of pristine UHMWPE fiber, and (c) 3D microscope images of UHMWPE-ONE-STEP fiber.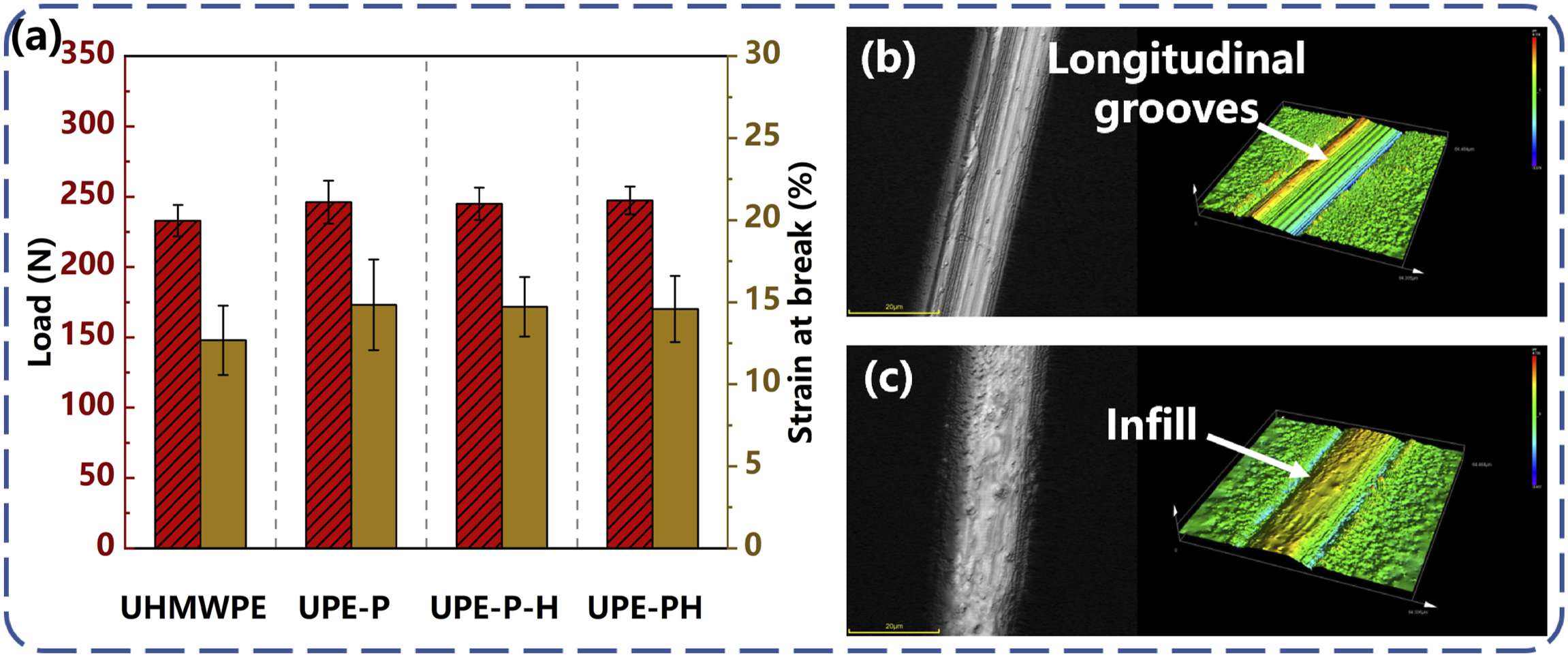
Interfacial adhesion of UHMWPE/TPU composites
The single-fiber pull-out test specimens and the experimental principles are shown in Figure 8. As the bonding between TPU and UHMWPE after coating is not ideal, an EP layer was added to the treated UHMWPE surface. Therefore, the bonding performance between UHMWPE and the EP was evaluated as the primary focus of this study. The IFSS between UHMWPE fiber and EP resin was investigated. The fiber was pulled out from the resin droplet through a pair of splints (Figure 8(a)). The results of the single-fiber pull-out test are shown in Figure 8(b). IFSS has been effectively improved by applying PDA and HMDA coatings to fibre surfaces. Initially, the IFSS between untreated UHMWPE fiber and EP was 2.02 MPa. The IFSS increased by 110.3% and reached to 4.25 MPa after the application of PDA coating. The rise in IFSS is attributable to the enhanced roughness of the UHMWPE fiber surface as a result of PDA treatment. However, the improvement in adhesion strength achieved solely through PDA coating was found to be limited. Excessive deposition of PDA may result in a decrease in the IFSS due to the creation of clusters on the surfaces of fiber, leading to stress concentrations. Similar observations have been reported in the literature.26,44 IFSS of different modified UHMWPE fiber. (a) Preparation of single-fiber pull-out tests specimen and experimental testing principle, (b) different modification methods, (c) ONE-STEP method with different treatment times, (d) SEM of the fracture surface of UHMWPE/EP composites, and (e) SEM of the fracture surface of UHMWPE-ONE-STEP/EP composites.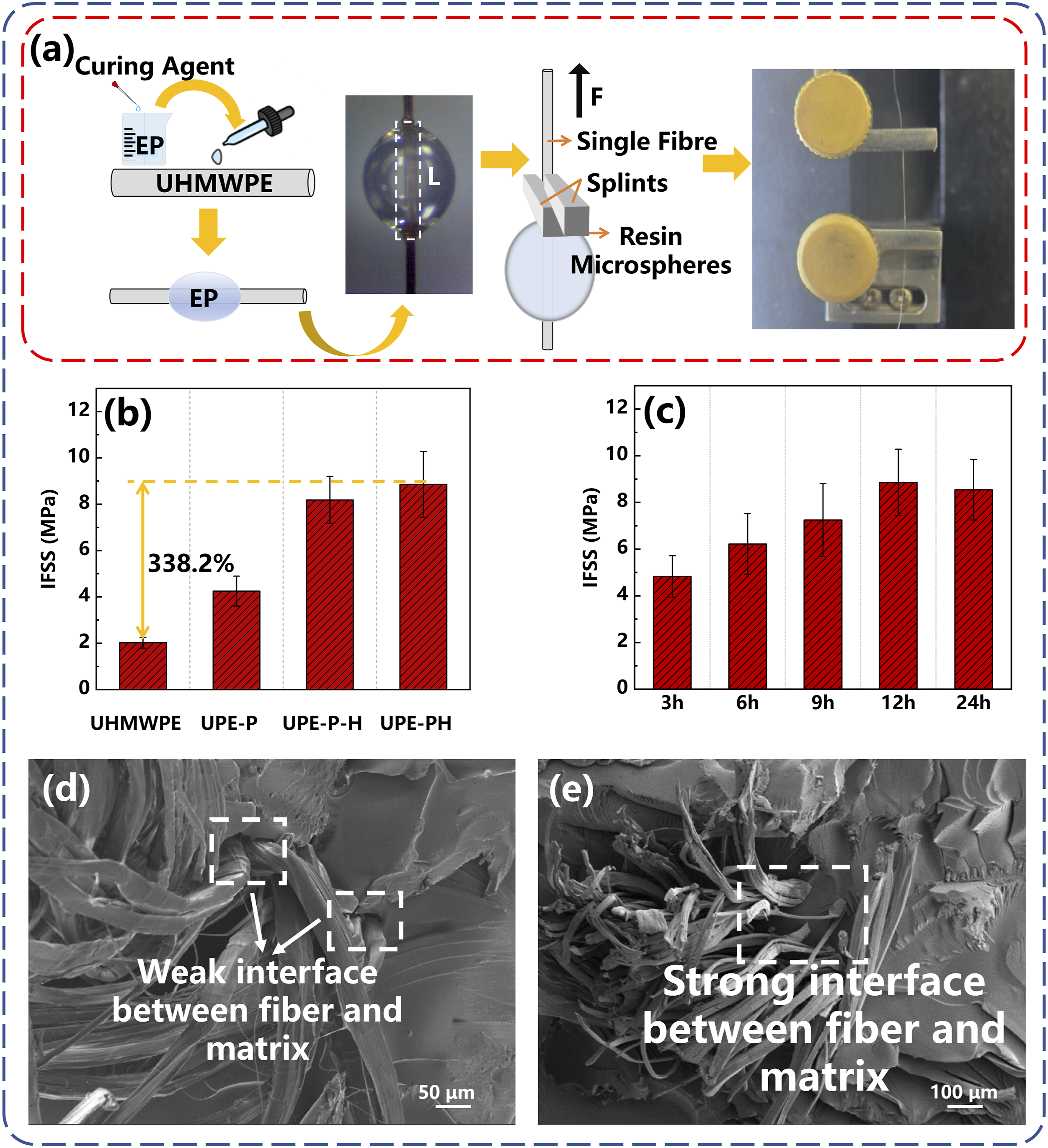
As shown in Figure 8(c), grafting HMDA onto the fiber surface could improve the IFSS between UHMWPE fiber and EP resin. The successful grafting of HMDA onto the fiber surface has resulted in the formation of abundant reactive groups. The ONE-STEP modification procedure further increased the IFSS to 8.85 MPa, marking a substantial 338.2% increase compared to control sample. Moreover, the IFSS of UPE-P-H was found to be 8.18 MPa lower than that of UPE-PH. Notably, the ONE-STEP impregnation process resulted in higher surface roughness compared to the PDA-HMDA method.
The correlation between the fiber and matrix on the fracture surface of the composites is demonstrated in the SEM image (Figure 8(a) and (b)). Noticeable gaps was found at the interface due to the weak interfacial between untreated inert fiber and the matrix (Figure 8(d)). As seen in Figure 8(e), the chemical reactivity of the amine groups and the rough surface make strong adhesion between surfaces cooperatively. The SEM results are consistent with the single-fiber pull-out experiments.
The main way a blunt-edged tool damages materials is by having its tip penetrate through the surface of puncture-resistant composites and continue into the interior of the composites.
45
Figure 9 summarizes the puncture, peeling, and fiber pull-out behaviors of UHMWPE fabric/TPU composites with different interfacial treatments. As shown in Figure 9(a), distinct damage morphologies were observed after puncture. For UHMWPE–TPU composites without EP or ONE-STEP modification, irregular fiber breakage and non-uniform damage patterns were evident, indicating uneven stress distribution among fiber bundles during penetration. In contrast, the UPE-PH/TPU with EP coating exhibited more regular fractures and preserved bundle integrity, suggesting that stress was more uniformly transferred across the fabric during puncture.
46
The various aspects of UHMWPE fabric/TPU composites. (a) The preparation process, (b) the puncture process, (c1-c2) the puncture adhesive strength, (d1-d2) the adhesive strength, and (e1-e2) the H pull-out force.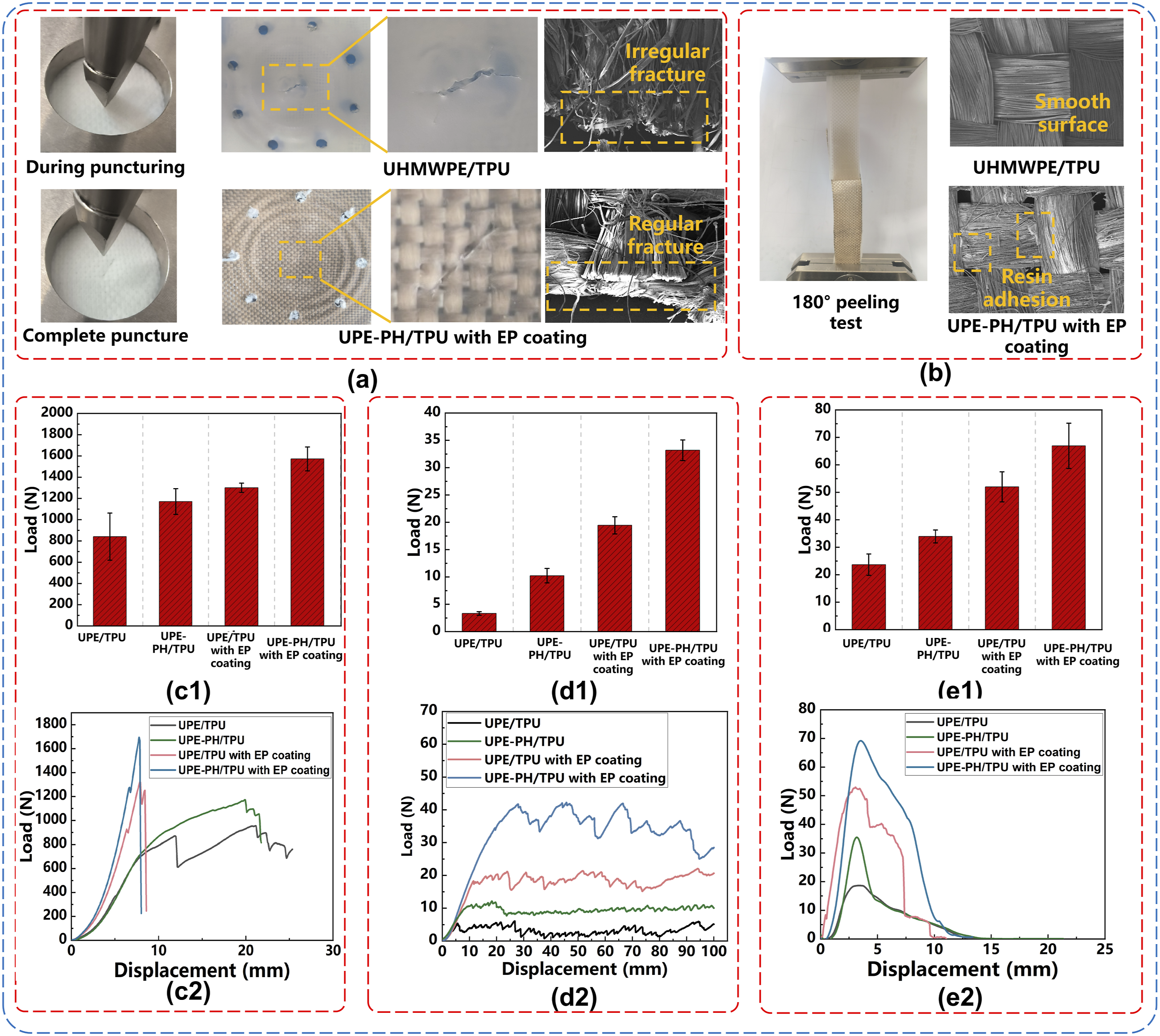
The interfacial adhesion behavior was further evaluated by 180°peeling test Figure 9(b). After peeling, the untreated UHMWPE–TPU composites presented a relatively smooth fabric surface, indicating weak interfacial bonding and interfacial debonding as the dominant failure mechanism. In comparison, the UPE-PH/TPU with EP coating showed abundant resin residues adhered to the fabric surface, demonstrating cohesive failure within the interlayer and confirming the enhanced interfacial adhesion induced by the EP-assisted ONE-STEP modification.
The puncture load–displacement curves and corresponding peak load values are shown in Figure 9(c1 and c2). The UHMWPE–TPU composites exhibited larger deformation prior to failure, which can be attributed to yarn slippage and progressive fiber rearrangement under puncture loading. This behavior is associated with higher energy dissipation through frictional sliding but limited load-bearing efficiency. In contrast, the UHMWPE–ONESTEP–EP–TPU composites showed higher peak loads accompanied by reduced displacement at maximum load, indicating suppressed yarn slippage and more effective load transfer between fiber bundles and the TPU matrix.
The reduction in displacement and the steeper load increase in the puncture curves suggest a transition in deformation behavior from a deformation-dominated response to a more constraint-dominated failure process, rather than extensive ductile deformation. This behavior is consistent with the observed regular fracture features and strong interfacial bonding evidenced by peeling morphology. Although the total deformation capability is reduced, the enhanced interfacial adhesion promotes synchronized fiber participation and higher resistance to localized penetration, thereby improving puncture performance.
The 180°peel test curves and column charts of UHMWPE fabric/TPU composites are shown in Figure 9(d1 and d2). The lack of adhesion between the unmodified UHMWPE fabric and TPU is evident from experimental testing, which is why it is not represented in the peel curves and column charts. The peeling force between the fabric and TPU increased to 3.3 N after the ONE-STEP impregnation process. The gaps between the UHMWPE yarns was filled by EP and robust bonds with TPU was generate. The peeling force was ulteriorly increased to 19.4 N accordingly. Incorporating the strong interface provided by the ONESTEP and EP resin transition layer, adhesion between the fabric and TPU was further enhanced and the peeling force was shown to be 33.1 N. These results indicated that the interfacial bonding between UHMWPE and TPU could be effectively upgraded by the joint application of ONE-STEP coating and EP impregnation.
The H pull-out test was conducted to examine the interfacial adhesion between UHMWPE fiber and TPU, as shown in Figure 9(e1 and e2). UHMWPE fiber and TPU did not adhere due to the smooth and inert fiber surface. The compression on the TPU layers directly influences the basic H pull-out force of UHMWPE-TPU composites. The surface roughness of UHMWPE fiber was increased by the ONE-STEP impregnation process. The increase in surface roughness led to an enhancement in the mechanical interlocking between the fiber and TPU and resulted in a higher H pull-out force (33.9 N). The EP was used as an intermediary to connect the UHMWPE-ONE-STEP fiber and TPU. As a result, the H pull-out force increased to 66.9 N. The unexpected pill and H pull-out test results indicated that the utilize of EP as an intermediary layer between the fiber and TPU had significant effects on the interface properties of the composites.
ANOVA of UHMWPE fabric/TPU composites.
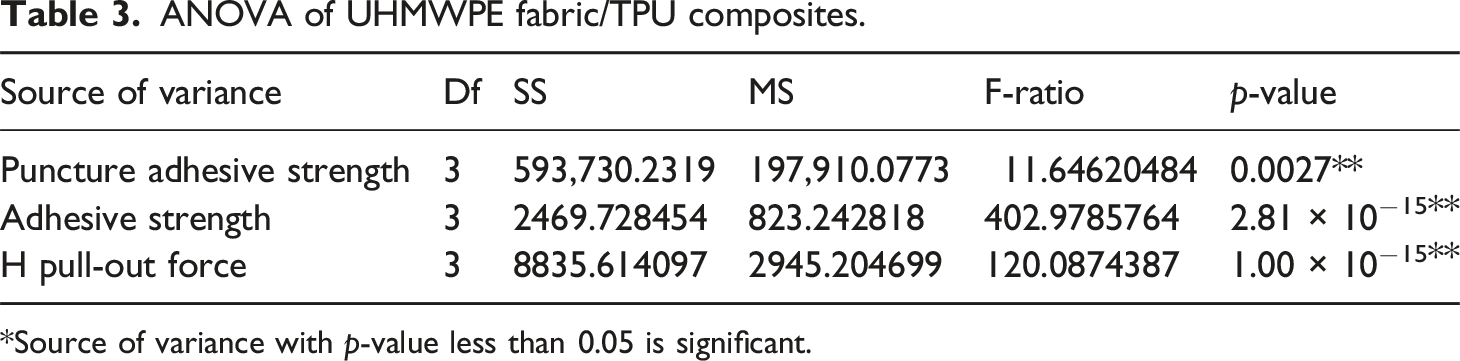
*Source of variance with p-value less than 0.05 is significant.
Mechanistic analysis of interfacial bonding
Understanding the interfacial adhesion mechanism between UHMWPE fiber and TPU-based composites is essential for interpreting the enhanced mechanical performance observed in this study. The Multilayer structure of composite materials of UHMWPE fabric/TPU composites is shown in Figure 10(a). The formation of the ONE-STEP treatment layer on UHMWPE fibers is displayed in Figure 10(b). Under alkaline and oxygen-rich conditions, dopamine molecules undergo oxidative polymerization, generating catechol-derived quinone and semiquinone species. Concurrently, the amine groups from HMDA can participate in Michael addition or Schiff base reactions with oxidized moieties, leading to the formation of a PDA–HMDA hybrid coating.. The resulting layer is immobilized on the UHMWPE surface primarily through a combination of π–π interactions, hydrogen bonding, and physical adsorption, rather than through covalent bonding to the inert polyethylene backbone. UHMWPE fiber/TPU composites interfacial bonding reaction mechanism. (a) The composition of UHMWPE fiber/TPU composites, (b) the ONE-STEP treatment layer on UHMWPE fiber, (c) the interaction zone between ONE-STEP and EP, (d) the interaction zone between TPU and EP.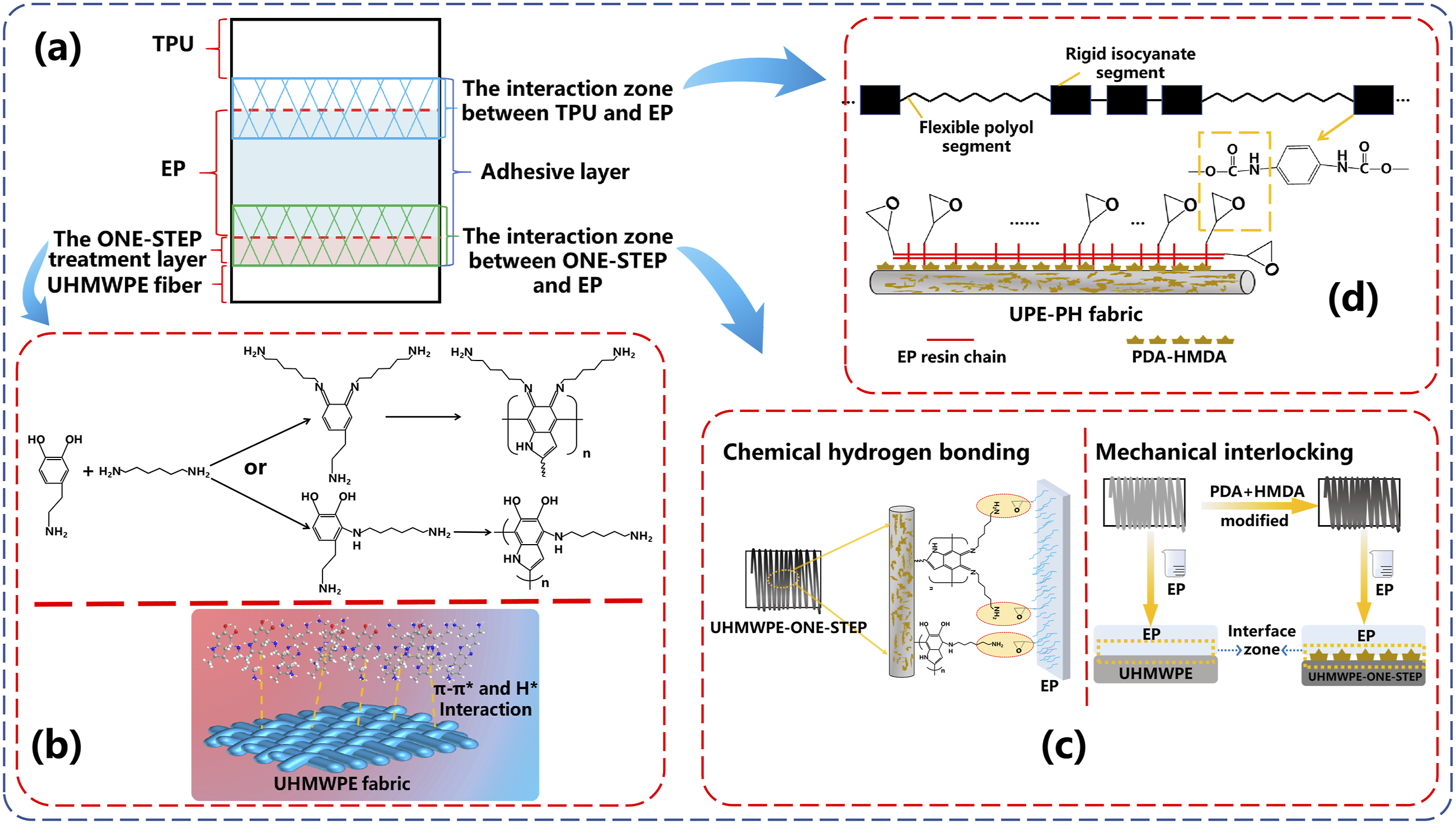
During composite fabrication, the epoxy (EP) curing from a liquid to a solid state, which promotes intimate contact with both the modified UHMWPE fibers and the surrounding TPU matrix. As illustrated in Figure 10(c), the enhanced interaction between UPE-PH and EP is attributed to two synergistic effects. First, the presence of amine-rich functionalities introduced by HMDA may locally participate in or promote epoxy curing reactions at the fiber–matrix vicinity, thereby improving interfacial compatibility. Second, the nanoscale roughness induced by PDA deposition increases interfacial friction and mechanical interlocking, which facilitates stress transfer without implying the formation of a distinct chemical interphase with defined thickness.
The interaction between TPU and EP is schematically shown in Figure 10(d). Rather than proposing a specific curing kinetics or new crosslinked network, this work emphasizes the physical and chemical compatibility between EP and the rigid segments of TPU, which enables effective load transfer across the interface. The so-called “transition layer” described herein therefore represents a functional interfacial interaction zone arising from combined chemical affinity, physical entanglement, and mechanical interlocking, rather than a separately validated or fully crosslinked interphase. It should be noted that the schematic illustrations in Figure 10 are intended to provide a conceptual representation of the interfacial interactions based on experimental observations, including surface chemistry, morphology, and mechanical performance. Detailed curing kinetics and quantitative crosslink density analyses were beyond the scope of this study.
Conclusions
A facile and highly effective surface modification method for UHMWPE has been developed in this work by using the ONE-STEP impregnation process. The ONE-STEP impregnation method combined with EP were used to enhance the bonding between UHMWPE fabric and TPU at the interface. The uniformity and efficacy of the coating application were confirmed through comprehensive tests. Both the single-fiber pull-out tests and the yarn pull-out from fabric tests demonstrated significant improvements in the IFSS and surface friction, with enhancements of 338.2% and 398.9%, respectively. The combined use of ONE-STEP impregnation process and EP resin effectively enhances the interfacial adhesive strength between TPU and UHMWPE to 33.1 N. In conclusion, this innovative interface modification method enhances the interfacial bonding of UHMWPE fabric/TPU composites. This breakthrough not only pioneers novel processing pathways but also significantly advances the development of high-performance inert fiber-reinforced thermoplastic elastomeric composites.
Footnotes
Author contributions
Chao Lu: Methodology, investigation, writing-review and editing, funding acquisition. Hang Yue: Writing-original draft, formal analysis. Junsheng Wang: Conceptualization, Resources, funding acquisition. Hongyang Wang: Investigation, data curation, formal analysis. Ke Shang: Investigation, project administration. Weiping Han: Supervision, resources. Xiaohong Qin: Supervision, resources.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Key R&D Program of China (2022YFC3006002), and China Postdoctoral Science Foundation-Tianjin Joint Support Program (2024T028TJ).