
Abstract
This study investigated the development and characterization of hybrid bio-filled composites based on recycled high-density polyethylene (HDPE) reinforced with wood powder and calcium carbonate. A systematic experimental design was employed wherein wood powder content was varied from 0 to 20 wt% (designated W0, W5, W10, W15, and W20) whilst maintaining constant levels of calcium carbonate (10 wt%) and maleic anhydride-grafted polypropylene (MAPP) compatibiliser (6 wt%) across all formulations. This approach enabled clear identification of how wood powder specifically influenced the composite’s characteristics. Mechanical, and thermal characterization revealed substantial property enhancements attributable to lignocellulosic reinforcement incorporation. Tensile stiffness and modulus exhibited monotonic increases throughout the compositional range, with the W20 formulation achieving approximately 56% enhancement in both properties (685,000 N/m and 1195 MPa respectively) compared to the wood-free W0 baseline (440,000 N/m and 765 MPa) formulation. Tensile strength displayed optimal performance at 15 wt% wood powder loading (24.6 MPa), representing a 5% improvement over the baseline (23.4 MPa), with marginal decline observed at 20 wt% loading due to particle agglomeration effects. Elongation at break decreased substantially from 37.5% for W0 to 7.5% for W20, reflecting the transition from ductile to brittle-like mechanical behaviour characteristic of rigid particle-reinforced systems. FTIR spectroscopy confirmed characteristic functional groups in all composite constituents and provided evidence of interfacial interactions between MAPP and wood powder through formation of ester linkages, though substantial unreacted hydroxyl groups persisted in all formulations. Differential scanning calorimetry revealed that wood powder acted as a heterogeneous nucleating agent, producing modest increases in HDPE melting temperature and systematic broadening of melting endotherms with increasing filler content. Thermogravimetric analysis demonstrated multi-stage degradation profiles in wood-containing composites, with degradation onset temperature decreasing systematically from approximately 420°C for W0 to 300°C for W20, though all formulations retained sufficient thermal stability for practical processing and application. The results demonstrate that hybrid bio-filled composites incorporating recycled HDPE, wood powder, and calcium carbonate represent viable sustainable materials offering substantial stiffness and modulus enhancements with acceptable trade-offs in ductility and thermal stability.
Introduction
The accumulation of plastic waste and the progressive depletion of virgin polymer resources represent critical environmental challenges in contemporary materials engineering. High-density polyethylene (HDPE), one of the most widely produced thermoplastics globally, constitutes a significant portion of post-consumer waste streams, particularly from packaging applications such as milk jugs, detergent bottles, and carrier bags. Rather than consigning this material to landfills or incineration, the valorization of recycled HDPE through the formulation of advanced composite materials presents a sustainable pathway toward circular economy principles whilst maintaining functional performance for structural applications. Concurrently, the integration of renewable, bio-based fillers such as wood powder alongside inorganic mineral fillers addresses dual sustainability objectives: it reduces dependence on virgin resources and valorizes agricultural and forestry by-products that would otherwise be underutilised. Wood powder, derived from sawmill waste and timber processing residues, is abundantly available, cost-effective, and possesses inherent rigidity and reinforcement potential. However, the development of effective hybrid composite systems requires careful consideration of material compatibility, interfacial adhesion, and synergistic filler interactions to maximize both mechanical performance and environmental benefit.
Recycled HDPE exhibits excellent chemical resistance, moisture impermeability, and dimensional stability—properties essential for structural and semi-structural applications in automotive interiors, construction panels, and outdoor furniture. 1 As a thermoplastic polymer, HDPE can be readily melted, mixed with fillers, and reprocessed multiple times without significant loss of molecular integrity, making it economically favourable for recycled feedstock systems. 2 The high strength-to-weight ratio of HDPE, combined with its low cost and global availability, renders it an industrially relevant matrix for composite development. 3 Whilst virgin HDPE possesses superior molecular weight uniformity, it commands significantly higher market prices and does not align with circular economy objectives. 4 Recycled HDPE, despite minor molecular weight variations inherent to post-consumer sources, remains mechanically competent for semi-structural applications and provides a realistic pathway toward industrial-scale sustainable composite manufacturing. 5 Recent investigations have demonstrated that recycled HDPE-based composites can achieve mechanical properties comparable to those formulated with virgin polymers when appropriate processing parameters and compatibilization strategies are employed. 6
Lignocellulosic fillers, including wood flour and wood powder, possess inherent structural rigidity derived from cellulose and hemicellulose components, which exhibit moduli comparable to or exceeding those of many synthetic fibres. 7 The fibrous, elongated geometry of wood particles provides directional load-bearing capacity and stress-transfer pathways absent in purely particulate filler systems. 8 Additionally, wood powder is renewable, biodegradable within appropriate timescales, and locally sourced, thereby reducing the carbon footprint associated with material transportation and processing. 9 By varying wood powder content whilst maintaining constant proportions of other additives, structure-property relationships can be isolated and quantified, facilitating the development of predictive models based on composite theory, including the rule of mixtures and Halpin-Tsai models. 10 Previous investigations have established that wood-reinforced polyolefin composites exhibit significant improvements in tensile strength and stiffness with increasing filler content, although this enhancement is invariably accompanied by reduced elongation at break. 11
Calcium carbonate serves as a complementary secondary filler providing isotropic reinforcement and acting as a particulate nucleation site influencing crystallization kinetics and thermal behaviour. 12 At optimal loadings in the range of 7-10 wt%, calcium carbonate enhances polymer rigidity and dimensional stability through its ceramic-like mechanical properties.13,14 Studies have demonstrated that incorporating calcium carbonate into building composites resulted in significant increases in tensile strength and reductions in water absorption.15,16 Recent work by Huang et al. 17 demonstrated that magnesium-ion-induced mineralization in wood composites led to formation of magnesium calcite, significantly improving fire-resistant properties and increasing compressive strength by over 100%. The hybrid approach—combining fibrous (wood) and particulate (calcium carbonate) fillers—creates a synergistic reinforcement system wherein wood powder provides directional strength whilst calcium carbonate augments stiffness and dimensional stability.18,19
The fundamental incompatibility between HDPE (a nonpolar, hydrophobic polyolefin) and wood powder (a polar, hydrophilic lignocellulosic material) results in poor interfacial adhesion, inadequate stress transfer, and pronounced filler-matrix debonding under mechanical loading. 20 This incompatibility arises from disparities in surface energy and molecular polarity. The hydrocarbon backbone of HDPE lacks functional groups capable of establishing hydrogen bonds or covalent interactions with hydroxyl (–OH), carbonyl (C = O), and carboxyl groups present in cellulose, hemicellulose, and lignin. 21 Maleic anhydride-grafted polypropylene (MAPP) addresses this incompatibility through dual-acting chemical mechanisms. The polypropylene backbone exhibits chemical affinity with the HDPE matrix due to similar polyolefin chemistry, allowing MAPP chains to interpenetrate and integrate within the HDPE phase. 22 Simultaneously, the maleic anhydride groups undergo esterification and hydrogen-bonding reactions with abundant hydroxyl groups on wood fibre surfaces. 23 These interactions establish ester linkages through condensation reactions between anhydride groups and phenolic or alcoholic hydroxyl groups on cellulose, as well as hydrogen bonds between maleic anhydride oxygen atoms and wood hydroxyl groups. 24 Together, these interactions create a robust interfacial layer bridging the nonpolar polymer matrix and polar lignocellulosic filler, dramatically improving interfacial stress transfer and mechanical performance. 25
Recent research has advanced understanding of hybrid composite systems. Kumar and Singh (2023) demonstrated that recycled HDPE composites reinforced with agricultural waste fibers exhibit enhanced mechanical properties when optimal compatibilization strategies are employed, confirming the viability of recycled matrices for composite applications. 26 Zhang et al. (2022) provided a comprehensive review of synergistic effects in hybrid wood-plastic composites, establishing that dual-filler systems generate property enhancements exceeding simple additive predictions. 27 Patel et al. (2024) reviewed compatibilization strategies for lignocellulosic-thermoplastic composites, highlighting the critical role of maleated polyolefins in promoting interfacial adhesion. 28 Liu et al. (2023) conducted systematic TGA studies on bio-filled polyolefin composites, demonstrating that lignocellulosic incorporation systematically reduces thermal stability onset temperatures. 29 Ahmed et al. (2022) investigated structure-property relationships in calcium carbonate reinforced polymer composites, confirming that particulate mineral fillers provide complementary reinforcement to fibrous organic fillers. 30
Although HDPE and polypropylene are considered immiscible thermoplastics with limited solubility due to distinct molecular structures, MAPP functions as a compatibilizer at the molecular interface, moderating this immiscibility and promoting favourable morphology development. 31 In traditional HDPE/PP blends without compatibilization, the two polymers phase-separate into coarse, immiscible domains, resulting in poor mechanical properties and limited synergistic effects. 32 When MAPP is introduced, its polypropylene backbone localizes at the HDPE/filler interface whilst its maleic anhydride groups simultaneously engage with filler surfaces. 33 This self-assembly behaviour creates a nanoscale interfacial layer partially bridging the chemical gap between nonpolar HDPE and polar fillers. Although complete miscibility is not achieved, the compatibilizer reduces interfacial tension and promotes enhanced wetting and adhesion between the HDPE matrix and both wood powder and calcium carbonate particles. 34 Furthermore, MAPP acts as a surfactant-like molecule during composite processing, facilitating filler dispersion throughout the HDPE matrix. 35 During extrusion compounding, shear forces generated by the twin-screw extruder, combined with MAPP chemical affinity for both phases, promote breakdown of filler agglomerates and ensure uniform distribution of wood powder and calcium carbonate particles. 36 The amphiphilic nature of MAPP—possessing both nonpolar (polypropylene backbone) and polar (maleic anhydride) regions—allows it to reduce interfacial energy between disparate phases, thereby lowering the energy barrier for filler dispersion. 37 The 6 wt% level provides sufficient concentration to saturate interfacial sites and achieve adequate filler encapsulation without compromising composite mechanical properties or increasing processing costs unnecessarily. 38 Literature suggests that MAPP concentrations in the range of 5–8 wt.% are optimal for wood-filled polyolefin systems, with levels below 5 wt% being insufficient for complete interfacial coverage, whilst levels exceeding 8 wt% provide diminishing returns and may introduce processing difficulties. 39
By establishing stronger interfacial bonds and improving filler dispersion, MAPP indirectly influences thermal behaviour and rheological properties during composite processing. 40 Improved adhesion reduces filler slip relative to the matrix during flow, thereby increasing apparent viscosity during extrusion. 41 This increased viscosity enhances mixing efficiency and promotes more homogeneous filler distribution. Additionally, enhanced filler-matrix interactions influence HDPE crystallization kinetics, as filler surfaces and MAPP-modified interfacial regions serve as nucleation sites, potentially altering degree of crystallinity and melting behaviour observable through differential scanning calorimetry analysis. 42 The presence of MAPP can either promote or suppress crystallization, depending on nucleation interaction characteristics, leading to variations in thermal stability and mechanical performance readily detected through thermal characterization. 43
Investigations by Nourbakhsh and Ashori established foundational knowledge regarding the influence of wood fibre concentration and coupling agent efficacy on composite mechanical behaviour. 44 Bledzki and colleagues provided comprehensive theoretical frameworks for understanding fibre-matrix interactions in cellulose-based reinforced polymeric systems. 45 Stark and Rowlands advanced the field through detailed investigations of wood fibre characteristics and their influence on polyolefin composite mechanical properties, establishing that fibre length, diameter, and surface modification substantially affect load-bearing capacity and stress transfer. 46 Beigloo and Samariha conducted systematic studies on mechanical properties of wood flour-reinforced recycled HDPE composites, demonstrating that recycled HDPE maintains sufficient molecular integrity to support effective fibre reinforcement despite minor degradation from previous processing cycles. 47 Their findings established that recycled HDPE-based composites could achieve performance levels comparable to virgin polymer formulations, provided processing parameters were optimized and appropriate compatibilization strategies implemented.
Croitoru and colleagues investigated hybrid PVC composites incorporating both amorphous calcium carbonate and wood fillers, demonstrating that such hybrid systems achieve improved flexural strength, hardness, and dimensional stability compared to single-filler counterparts. 48 Their work showed that the fibrous wood component provides directional reinforcement whilst particulate calcium carbonate enhances isotropic stiffness and reduces moisture absorption. Importantly, mechanical properties exceeded simple additive predictions based on individual filler contributions, suggesting genuine synergistic interactions. Contemporary research by Mohanraj and colleagues examined recycled HDPE composites reinforced with wood flour and nanoclay systems, demonstrating substantial improvements in mechanical, thermal, and morphological properties. 49 Karagöz and colleagues similarly investigated HDPE composites reinforced with walnut shell and nanoclay fillers, revealing that hybrid systems exhibit markedly improved mechanical properties compared to single-filler formulations. 50 Ali and colleagues developed cost-effective PVC composites using wood flour and precipitated calcium carbonate derived from sugar industry waste, demonstrating enhanced stiffness, hardness, and thermal stability at optimal filler loadings. 51 Their work established that optimal calcium carbonate loadings—approximately 10 wt%—provide superior property enhancement whilst maintaining processability.
Despite these advances, a significant research gap persists regarding systematic investigation of recycled HDPE hybrid composites with fixed proportions of secondary fillers whilst systematically varying primary bio-filler content. Most existing literature either examines single-filler systems, employs virgin rather than recycled polymers, or varies all filler components simultaneously, making it difficult to isolate and quantify specific contributions of individual phases to overall composite performance. 52 Furthermore, limited data exist regarding synergistic effects of wood powder and calcium carbonate when combined in a single recycled HDPE matrix with defined MAPP compatibilizer level. The vast majority of previous investigations have focussed on either thermoplastics with individual fillers or dual-filler systems using virgin polymers, with few studies comprehensively exploring the influence of maintaining fixed proportions of calcium carbonate (10 wt%) and MAPP (6 wt%) on mechanical, thermal, and physical properties of recycled HDPE-based hybrid composites.53,54
Despite extensive research on wood-polymer composites, significant gaps remain in understanding hybrid reinforcement systems combining lignocellulosic and mineral fillers in recycled thermoplastic matrices. The present investigation makes the following unique contributions to the field:
1. Systematic isolation of wood powder effects: Unlike previous studies that vary all filler components simultaneously, this investigation maintains constant calcium carbonate (10 wt%) and MAPP compatibilizer (6 wt%) levels across all formulations, enabling unambiguous attribution of property changes to wood powder content alone.
2. Recycled matrix focus: Most published studies utilize virgin HDPE, whereas this investigation specifically employs post-consumer recycled HDPE, directly addressing circular economy objectives and industrial scalability considerations.
The present investigation addresses this gap by maintaining calcium carbonate at constant 10 wt% and MAPP at constant 6 wt% across all formulations, whilst systematically varying wood powder content relative to the recycled HDPE matrix. The specific research objectives encompass quantifying the influence of wood powder content on tensile strength, stiffness, modulus, and elongation at break; evaluating thermal behaviour and stability through differential scanning calorimetry and thermogravimetric analysis; and analyzing chemical composition and interfacial interactions using Fourier transform infrared spectroscopy.
Methodology
Materials and sourcing
All materials employed in the present investigation were sourced locally within South Africa in alignment with the study’s sustainability objectives and emphasis on utilising regional resources. The primary polymer matrix material was recycled high-density polyethylene (rHDPE), obtained in pellet form from RecycleTech Plastics (Pty) Ltd, located in Gauteng Province. The rHDPE was derived from post-consumer plastic waste comprising predominantly milk jugs and detergent bottles, which had been pre-cleaned and pelletized to facilitate direct thermoplastic processing. This material served as the base polymer matrix for all composite formulations, with pellet size ranging from 3 to 5 mm. Prior to processing, rHDPE pellets were stored in sealed containers at ambient temperature (23 ± 2°C) and 50% relative humidity in accordance with ASTM D618 conditioning requirements to minimise moisture uptake and ensure consistent processing conditions.
The bio-based reinforcing filler, wood powder, was procured from TimberSilva Sawmills in KwaZulu-Natal, where it was processed from pine sawdust generated as a by-product of timber milling operations. Chemical composition analysis of the pine wood powder revealed typical softwood lignocellulosic content comprising approximately 42-45% cellulose, 25-28% hemicellulose, 26-30% lignin, and 2-4% extractives and ash content, consistent with reported values for pine species.
Upon receipt at the research facility, the sawdust was sieved using a vibratory sieve shaker to obtain particles smaller than 250 micrometres, thereby ensuring uniform filler dimensions and consistent composite formulation. The wood powder was subsequently dried at 80°C for 24 hours in a Labotec vacuum oven to eliminate residual moisture that could negatively affect the processing characteristics and mechanical integrity of the composites. Following drying, the wood powder was stored in sealed desiccator containers maintained at 23 ± 2°C and less than 30% relative humidity to prevent moisture reabsorption prior to composite formulation.
Industrial-grade calcium carbonate (CaCO3), with a stated purity exceeding 98% and an average particle size of approximately 5 micrometres, was supplied by Cape Lime (Pty) Ltd based in the Western Cape Province. This inorganic filler was selected to provide secondary reinforcement and enhance the thermal and dimensional properties of the composite system. The calcium carbonate was received in powder form and was stored in sealed containers at ambient conditions. Prior to composite formulation, calcium carbonate was oven-dried at 80°C for a minimum of 12 hours to ensure low moisture content, with any caking or agglomeration being gently broken down using a mortar and pestle to restore powder flowability.
To enhance interfacial compatibility between the hydrophilic fillers (wood powder and calcium carbonate) and the hydrophobic polymer matrix, maleic anhydride-grafted polypropylene (MAPP) was incorporated as a coupling agent. MAPP, designated as Epolene G-3015, was sourced from PolyComp Distributors in Johannesburg and was employed at a fixed proportion of 6 wt% in all composite formulations to promote interfacial adhesion and ensure proper filler dispersion within the rHDPE matrix. The MAPP was supplied as pellets and was stored under the same conditions as rHDPE to minimise thermal degradation and hydrolytic attack.
All components were carefully weighed using a precision digital analytical balance (Radwag AS 220.R2, accuracy ±0.001 g) before being premixed manually in a large, clean stainless steel mixing vessel.
Composite formulation
The composite materials were prepared by systematically varying the wood powder content from 0 to 20 wt% whilst maintaining all other filler components and the compatibiliser at constant levels across all batches. Specifically, calcium carbonate was held constant at 10 wt% and MAPP compatibiliser was maintained at 6 wt% throughout all formulation variants. The recycled HDPE served as the primary matrix in all formulations, with its weight fraction adjusted to accommodate systematic variation of the wood powder loading whilst preserving the constant levels of calcium carbonate and MAPP. This experimental design strategy ensured that any observed changes in composite properties could be directly attributed to variations in wood powder content alone, without confounding effects arising from changes in other compositional parameters.
Composite formulation details.
Each batch of materials was weighed individually using the precision analytical balance to ensure accurate adherence to the specified composition. The pre-weighed components were then blended thoroughly by hand in the large stainless steel mixing vessel for approximately 10 minutes until a consistent and homogeneous mixture was obtained.
Composite manufacturing
The fabrication of the hybrid bio-filled composites was conducted in two major sequential stages: twin-screw extrusion compounding followed by injection moulding.
Twin-screw extrusion compounding
Composite compounding was performed using a Thermo Scientific Process 11 twin-screw extruder. The dry-blended material was fed manually into the extruder hopper at a controlled rate of approximately 2.5 kg per hour. The extruder was configured with five distinct heating zones along the barrel, with temperature progressively increasing from 160°C at the feed section to 190°C at the die head. The screw rotation speed was maintained at 100 revolutions per minute. The residence time of material within the extruder barrel was typically eight to 10 minutes. The melt temperature at the die exit was continuously monitored using an infrared pyrometer and was maintained at approximately 185-195°C.
The compounded material was extruded through a 3 mm circular die and immediately directed into a water bath maintained at 20°C to rapidly cool and solidify the extrudate. The extruded strands were then pelletized using a rotary cutter into uniform-sized granules approximately 3-5 mm in length. These granules were collected and air-dried for a minimum of 4 hours, then stored in sealed containers at 23 ± 2°C and less than 30% relative humidity prior to injection moulding processing.
Injection moulding
Injection moulding of the extruded and pelletized composite material was carried out using an Arburg Allrounder 370S injection moulding machine. The injection mould was custom-designed to conform precisely to the geometry specified in ASTM D638 Type I, which prescribes the dimensions for dog-bone shaped tensile test specimens.
Prior to specimen production, the injection moulding machine was calibrated and purged with three test shots. The barrel temperature profile was established with separate heating zones set at 180°C at the hopper section, 190°C in the mid-barrel regions, and 200°C at the nozzle tip. The mould temperature was maintained at 40°C using a circulating water chiller.
During the injection moulding cycle, material was injected into the mould cavity under an injection pressure of 80 megapascals. The packing pressure was maintained at 40 megapascals for 10 seconds following cavity fill. A cooling time of 25 seconds was employed between injection cycles. Following demoulding, all specimens were visually inspected for surface defects and were stored in sealed bags.
Specimen conditioning
After demoulding, all test specimens were conditioned at a standard laboratory environment of 23 ± 2°C and 50 ± 5% relative humidity for a minimum of 48 hours in accordance with ASTM D618 guidelines.
Tensile testing
Tensile testing was conducted to evaluate the tensile strength, tensile modulus, and elongation at break of each composite formulation. An Instron 3369 Universal Testing Machine equipped with a 50 KN load cell was employed for all tensile tests. Testing was performed in accordance with ASTM D638 procedures using Type I dog-bone specimens. Each specimen was carefully positioned within the grips of the testing machine using pneumatic grips positioned 115 mm apart (grip separation distance), providing a gauge length of 50 mm between the grip edges for strain measurement in accordance with ASTM D638 Type I specimen geometry.
The crosshead speed was maintained at 5 mm per minute throughout each test. The force-displacement data were captured continuously throughout each test using Bluehill software interfaced with the testing machine, with data points recorded at 10 Hz sampling frequency. For each composite formulation, a minimum of five specimens were tested to ensure statistical validity of results.
The Bluehill software automatically calculated tensile strength (maximum force divided by original cross-sectional area), tensile modulus (slope of the linear elastic region of the stress-strain curve), and elongation at break (displacement at specimen rupture expressed as a percentage of original gauge length).
Differential scanning calorimetry
Thermal transitions, including melting and crystallization behaviour, were characterised using a PerkinElmer DSC 8000 differential scanning calorimeter. Test specimens were prepared by cutting representative samples from the central gauge region of tensile test specimens. Each sample, weighing between 5 and 10 mg, was carefully placed in a sealed aluminium pan with a pinholed lid. A blank aluminium pan served as the reference.
The samples were subjected to a heating cycle under a continuous nitrogen atmosphere at a flow rate of 20 mL per minute. The temperature programme involved heating from 25°C to 200°C at a constant heating rate of 10°C per minute in accordance with ASTM D3418 guidelines.
Thermogravimetric analysis
The thermal stability and degradation profile of the composites were investigated using a Mettler Toledo TGA analyser. Approximately 10 mg of composite sample was placed into an aluminium oxide crucible. The samples were subjected to heating from 30°C to 600°C at a constant heating rate of 10°C per minute under a nitrogen atmosphere at 50 mL per minute flow rate, in accordance with ASTM E1131 guidelines.
Fourier transform infrared spectroscopy
The chemical composition and interaction between the polymer matrix and the fillers were analysed using a Bruker Alpha II FTIR Spectrometer equipped with an Attenuated Total Reflectance (ATR) accessory. Spectra were collected over a wavenumber range of 4000 to 500 cm−1.
Representative samples were cut from the central region of tensile test specimens and were gently wiped with a clean lint-free cloth to remove any surface contamination prior to analysis. Each sample was positioned directly on the ATR crystal with light pressure applied via the motorised sample clamp. The ATR accessory employed a germanium crystal with a penetration depth of approximately 2 micrometres. Spectra were acquired using a resolution of 4 cm−1 and accumulating 32 scans per sample.
The Bruker OPUS software processed the acquired spectra and performed baseline correction and spectral smoothing to enhance clarity. Special attention was given to examination of characteristic peaks including hydroxyl (–OH) stretching bands at 3300-3500 cm−1, carbonyl (C = O) stretching bands at 1600-1750 cm−1, and methyl (C–H) stretching bands at 2800-3000 cm−1.
Results and discussion
Tensile strength
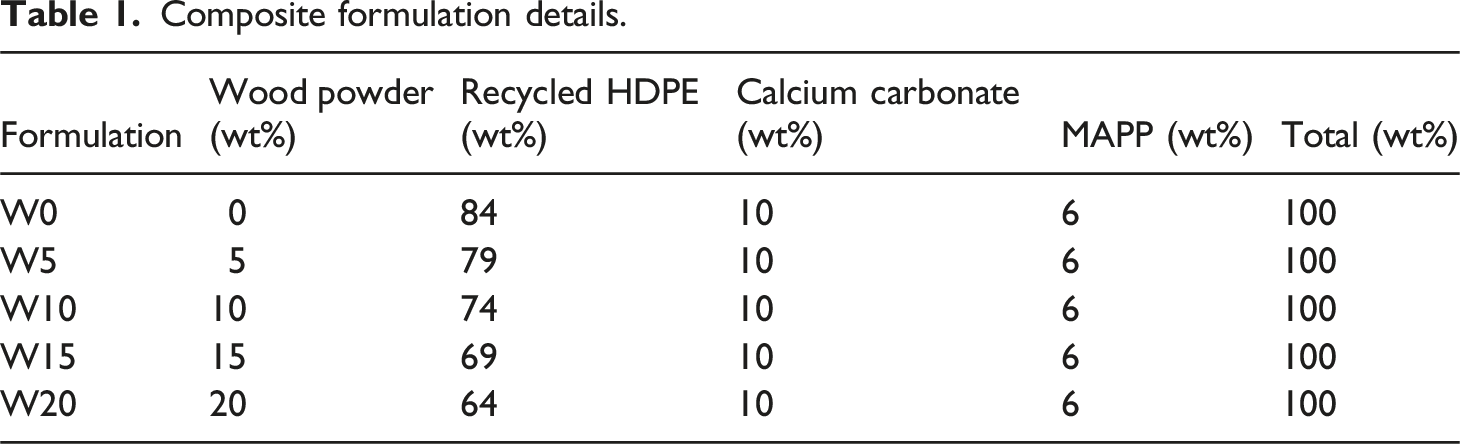
The tensile strength properties of the hybrid bio-filled composites as a function of wood powder content are presented in Figure 1. The baseline W0 formulation, which contained no wood powder, exhibited a tensile strength of approximately 23.4 MPa. Progressive addition of wood powder from 5 wt% to 20 wt% led to systematic improvements in tensile strength, with the W5, W10, W15, and W20 formulations achieving tensile strengths of approximately 24.3 MPa, 24.4 MPa, 24.6 MPa, and 24.2 MPa, respectively. The maximum tensile strength was observed in the W15 formulation, representing an improvement of approximately 5.1% relative to the wood-free W0 baseline. Graph of tensile strength versus filler volume fraction.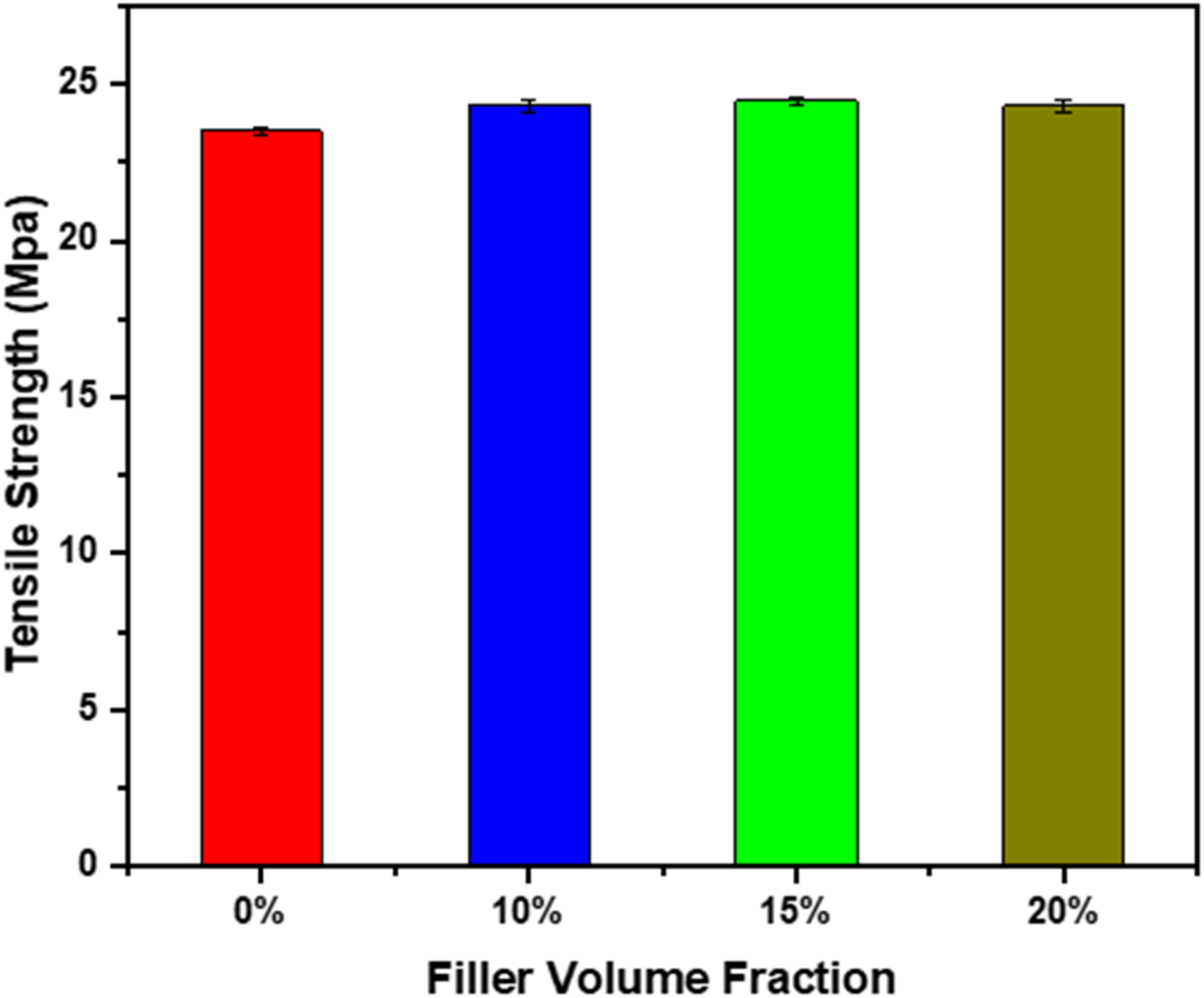
The enhancement in tensile strength observed with increasing wood powder content up to 15 wt% can be attributed to several synergistic mechanisms operating within the composite microstructure. Firstly, the lignocellulosic wood particles provided effective stress transfer pathways within the polymer matrix, whereby the inherently rigid cellulose and lignin components of the wood powder acted as load-bearing reinforcements that restricted polymer chain mobility and enhanced the overall composite stiffness. 54 The presence of MAPP compatibiliser at 6 wt% throughout all formulations facilitated improved interfacial adhesion between the hydrophobic recycled HDPE matrix and the hydrophilic wood powder particles, thereby promoting efficient stress transfer across the filler-matrix interface. 55 The maleic anhydride functional groups of MAPP are known to form covalent bonds with the hydroxyl groups present on the wood particle surfaces, whilst the polyethylene backbone of MAPP entangles with the HDPE matrix chains, thus creating a molecular bridge that enhances interfacial compatibility. 56 This improved interfacial bonding reduced the likelihood of interfacial debonding and premature failure under tensile loading, thereby contributing to the observed strength improvements.
Additionally, the hybrid filler system comprising both wood powder and calcium carbonate may have generated a complementary reinforcement effect. The calcium carbonate particles, being significantly smaller and more uniformly distributed than the wood powder, likely occupied interstitial spaces within the composite microstructure, thereby enhancing packing efficiency and reducing void content. 57 This synergistic interaction between particulate and fibrous fillers has been reported to improve mechanical performance beyond what would be achieved by either filler component alone, as the fine mineral particles can restrict crack propagation whilst the lignocellulosic reinforcement provides directional strength enhancement. 58
The slight reduction in tensile strength observed at the highest wood powder loading of 20 wt% (W20 formulation) can be explained by the increased probability of filler-filler interactions and particle agglomeration at elevated reinforcement concentrations. As wood powder content increases, the inter-particle spacing decreases, leading to a higher likelihood of wood particles contacting one another directly rather than being fully dispersed within the polymer matrix. 59 These wood particle clusters represent weak zones within the composite microstructure, as they contain minimal polymer matrix between adjacent filler surfaces and thus provide limited stress transfer capability. 60 Furthermore, the reduction in recycled HDPE content from 84 wt% in W0 to 64 wt% in W20 resulted in a diminished proportion of the load-bearing polymer matrix, which may have compromised the overall composite cohesion. The balance between effective reinforcement and excessive filler crowding appears to have been optimised at approximately 15 wt% wood powder loading, beyond which the detrimental effects of particle clustering began to outweigh the reinforcement benefits.
Similar results have been reported by Najafi et al., 61 who investigated wood flour-reinforced recycled HDPE composites and observed maximum tensile strength at intermediate filler loadings, with subsequent decline at higher wood content due to particle agglomeration effects. Likewise, Ashori and Nourbakhsh 62 reported that the incorporation of wood flour into recycled polyethylene matrices enhanced tensile strength up to an optimal loading level, beyond which mechanical properties deteriorated due to insufficient matrix material to fully encapsulate the lignocellulosic reinforcement. The findings of the present study are also consistent with those of Kaboorani, 63 who demonstrated that MAPP-compatibilised wood plastic composites exhibited improved tensile strength compared to non-compatibilised systems, attributing this enhancement to superior interfacial adhesion between the polymer matrix and wood reinforcement. Furthermore, Yang et al. 64 reported similar modest improvements in tensile strength for hybrid composites containing both wood flour and calcium carbonate, noting that the presence of mineral filler in combination with lignocellulosic reinforcement generated synergistic effects that enhanced overall mechanical performance. The results obtained in the current investigation thus align well with established literature, confirming that controlled incorporation of wood powder into recycled thermoplastic matrices, when appropriately compatibilised, can yield meaningful improvements in tensile strength within an optimal compositional window.
Tensile stiffness
The tensile stiffness of the hybrid bio-filled composites as a function of wood powder content is presented in Figure 2. The incorporation of wood powder into the recycled HDPE matrix resulted in substantial and progressive enhancement in tensile stiffness across all formulation variants. The baseline W0 formulation, containing no wood powder, exhibited a tensile stiffness of approximately 440,000 N/m. The progressive addition of wood powder from 5 wt% to 20 wt% led to systematic and significant improvements in stiffness, with the W10, W15, and W20 formulations achieving tensile stiffness values of approximately 620,000 N/m, 650,000 N/m, and 685,000 N/m, respectively. The W20 formulation demonstrated the highest stiffness value, representing an improvement of approximately 55.7% relative to the wood-free W0 baseline. Unlike the tensile strength behaviour, which exhibited an optimum at intermediate wood powder loading, the stiffness continued to increase monotonically with increasing wood powder content throughout the entire compositional range investigated, indicating that higher lignocellulosic filler loadings consistently contributed to enhanced composite rigidity. Graph of tensile stiffness versus filler volume fraction.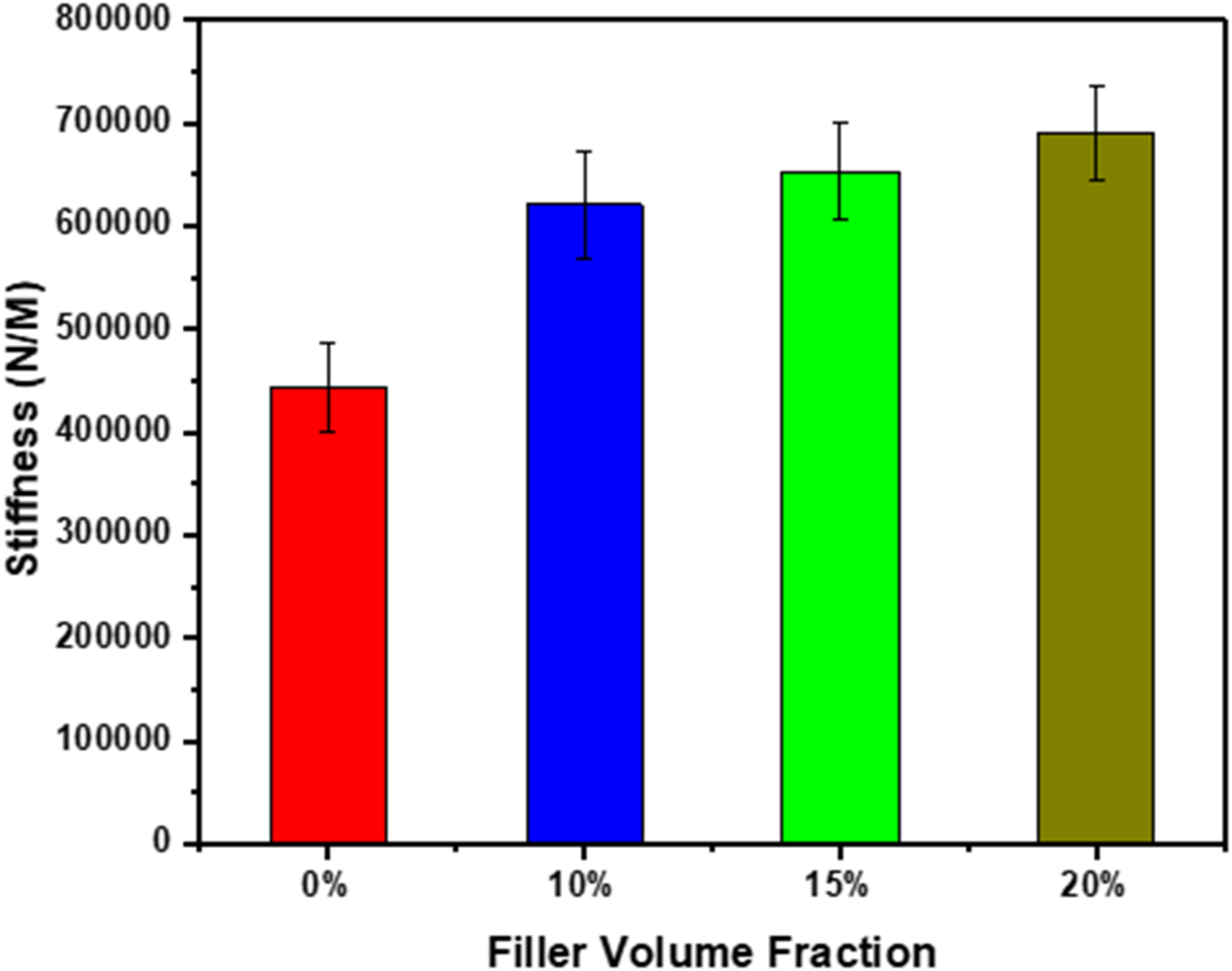
The substantial enhancement in tensile stiffness observed with increasing wood powder content can be attributed to the inherent rigidity and high stiffness characteristics of lignocellulosic materials. Wood powder, comprising cellulose, hemicellulose, and lignin, possesses significantly higher stiffness than the thermoplastic HDPE matrix. 65 The cellulose component in particular exhibits exceptional stiffness due to its highly crystalline structure and strong hydrogen bonding networks, which restrict molecular mobility and impart rigidity to the composite. 66 When wood particles are incorporated into the polymer matrix, they effectively constrain the mobility of the surrounding polymer chains, thereby increasing the resistance to deformation under applied tensile loads. 67 This restriction of polymer chain movement translates directly into enhanced elastic modulus, as the composite requires greater stress to achieve equivalent strain compared to the unfilled matrix. The progressive increase in stiffness with increasing wood powder content reflects the cumulative effect of incorporating greater proportions of rigid lignocellulosic reinforcement within the composite microstructure.
The presence of MAPP compatibiliser throughout all formulations played a crucial role in facilitating the observed stiffness enhancements by promoting effective load transfer between the matrix and reinforcement phases. Efficient stress transfer across the filler-matrix interface is essential for realising the reinforcement potential of rigid particles, as poor interfacial adhesion would result in interfacial slippage and diminished mechanical property enhancement. 68 The MAPP compatibiliser, through its dual functionality of bonding to wood particle hydroxyl groups and entangling with HDPE chains, ensured that applied loads were effectively transmitted from the polymer matrix to the stiffer wood reinforcement, thereby maximising the contribution of the lignocellulosic phase to overall composite stiffness. 69 Furthermore, the constant calcium carbonate content of 10 wt% throughout all formulations provided additional stiffening effects, as inorganic mineral fillers are known to enhance polymer rigidity through similar constraint mechanisms. 70 The synergistic combination of wood powder and calcium carbonate thus generated a hybrid reinforcement system that amplified stiffness enhancement beyond what might be achieved by either filler component alone.
The monotonic increase in stiffness up to the maximum wood powder loading of 20 wt%, without the decline observed in tensile strength, indicates that the mechanisms governing stiffness enhancement differ fundamentally from those controlling ultimate strength. Whilst tensile strength is highly sensitive to defects, particle clustering, and interfacial bonding quality—factors that can deteriorate at high filler loadings—stiffness is primarily determined by the volumetric proportion of rigid reinforcement and the extent to which it restricts polymer chain mobility. 71 Even in the presence of some particle agglomeration or sub-optimal interfacial bonding at higher wood powder contents, the sheer volume of rigid lignocellulosic material continues to constrain matrix deformation, thereby maintaining the stiffness enhancement trend. 72
Similar results have been reported by Arbelaiz et al., 73 who investigated wood fibre-reinforced polypropylene composites and observed continuous increases in stiffness with increasing wood fibre content, attributing this behaviour to the high intrinsic stiffness of lignocellulosic reinforcement. Likewise, Stark and Rowlands 46 demonstrated that wood flour incorporation into thermoplastic matrices resulted in substantial stiffness enhancements that scaled approximately linearly with filler content, confirming that the rigid wood particles effectively restricted polymer chain mobility. The findings of the present study are also consistent with those of Bouafif et al., 74 who reported that wood particle-reinforced HDPE composites exhibited progressively increasing modulus values with increasing wood content up to 50 wt%, with no indication of stiffness decline at elevated filler loadings. Furthermore, Li and Matuana 75 observed similar monotonic increases in tensile modulus for wood flour/HDPE composites, noting that the presence of compatibiliser was essential for achieving optimal stiffness enhancement through improved filler-matrix adhesion. Bledzki and Gassan 76 have also documented that hybrid composites containing both lignocellulosic and mineral fillers exhibit enhanced stiffness due to complementary reinforcement mechanisms, whereby the fine mineral particles improve matrix rigidity whilst the larger wood particles provide primary structural reinforcement. The results obtained in the current investigation thus align well with established literature, demonstrating that controlled incorporation of wood powder into compatibilised recycled HDPE matrices generates substantial and progressive stiffness enhancements that continue to increase with filler loading within practical compositional ranges.
Tensile modulus
The tensile modulus of the hybrid bio-filled composites as a function of wood powder content is presented in Figure 3. The incorporation of wood powder into the recycled HDPE matrix containing constant levels of calcium carbonate (10 wt%) and MAPP (6 wt%) resulted in substantial and progressive enhancement in tensile modulus across all formulation variants. The baseline W0 formulation, which contained no wood powder, exhibited a tensile modulus of approximately 765 MPa. Progressive addition of wood powder from 5 wt% to 20 wt% led to systematic improvements in modulus, with the W10, W15, and W20 formulations achieving tensile modulus values of approximately 1080 MPa, 1130 MPa, and 1195 MPa, respectively. The W20 formulation demonstrated the highest modulus value, representing an improvement of approximately 56.2% relative to the wood-free W0 baseline. The tensile modulus exhibited a monotonic increasing trend throughout the entire compositional range investigated, paralleling the behaviour observed for tensile stiffness and indicating that higher wood powder loadings consistently enhanced the elastic response of the composite material under tensile loading conditions. Graph of tensile modulus versus filler volume fraction.
The substantial enhancement in tensile modulus observed with increasing wood powder content can be attributed to the superior elastic properties and structural rigidity inherent to lignocellulosic materials compared to thermoplastic polymers. Wood powder, comprising predominantly cellulose, hemicellulose, and lignin, possesses a tensile modulus significantly higher than that of recycled HDPE, with cellulose in particular exhibiting modulus values in the range of 110-220 GPa for crystalline regions. 77 When these rigid lignocellulosic particles are dispersed within the relatively compliant polymer matrix, they act as structural reinforcements that resist elastic deformation, thereby elevating the overall composite modulus. 78 The mechanism of modulus enhancement in particulate-filled composites operates through geometric constraint of the polymer matrix, whereby the rigid filler particles restrict the conformational mobility of polymer chains in their vicinity, creating regions of reduced compliance surrounding each reinforcement particle. 79 As wood powder content increases, the volume fraction of these constrained regions expands, leading to progressive enhancement of the composite’s resistance to elastic deformation under applied stress.
The effectiveness of modulus enhancement in the present study was facilitated by the presence of MAPP compatibiliser, which promoted strong interfacial adhesion between the hydrophilic wood powder and the hydrophobic HDPE matrix. Effective stress transfer across the filler-matrix interface is critical for realising the reinforcement potential of rigid particles, as weak or non-bonded interfaces would permit interfacial slippage, thereby diminishing the contribution of the rigid phase to overall composite modulus. 80 The MAPP compatibiliser, through formation of chemical bonds with wood particle hydroxyl groups and physical entanglement with HDPE chains, ensured that elastic deformation of the matrix was effectively transmitted to the rigid wood particles, thereby maximising their contribution to composite stiffness. 81 In the absence of adequate compatibilisation, the modulus enhancement achieved through wood powder addition would be substantially diminished, as has been demonstrated in numerous comparative studies of compatibilised versus non-compatibilised wood-polymer composites. 82
The constant calcium carbonate content of 10 wt% throughout all formulations provided complementary reinforcement to the wood powder, contributing to the overall modulus enhancement observed across all formulation variants. Calcium carbonate, being an inorganic mineral filler with significantly higher modulus than the polymer matrix, independently enhances composite rigidity through similar constraint mechanisms to those operating for lignocellulosic reinforcement. 83 The hybrid reinforcement system comprising both wood powder and calcium carbonate may have generated synergistic effects, whereby the fine calcium carbonate particles occupied interstitial spaces between larger wood particles, thereby maximising the volume fraction of rigid reinforcement and minimising the proportion of unconstrained matrix material. 84 This complementary reinforcement architecture has been reported to enhance modulus beyond the additive contributions of individual filler components, as the combined filler system creates a more extensive constraint network throughout the composite microstructure. 85
The monotonic increase in tensile modulus up to the maximum wood powder loading of 20 wt%, without evidence of decline or plateau, suggests that the compositional range investigated in this study remained within the effective reinforcement regime where additional rigid filler continues to enhance elastic properties. Unlike tensile strength, which exhibited an optimum at 15 wt% wood powder followed by marginal decline at 20 wt%, the modulus was not adversely affected by potential particle agglomeration or clustering at higher filler loadings. 86 This behaviour reflects the fundamental difference between modulus and strength as mechanical properties: whilst ultimate strength is highly sensitive to defects, stress concentrations, and interfacial bonding quality, elastic modulus is primarily governed by the volumetric proportion and distribution of rigid reinforcement, being less susceptible to localised imperfections. 87 Even in the presence of some particle clustering at the highest wood powder loading, the cumulative effect of the rigid lignocellulosic phase continues to constrain matrix deformation, thereby maintaining the upward trend in modulus.
Similar results have been reported by Ashori and Nourbakhsh, 88 who investigated wood flour-reinforced recycled polyethylene composites and observed continuous increases in tensile modulus with increasing wood flour content up to 40 wt%, demonstrating that lignocellulosic reinforcement provides consistent modulus enhancement over a wide compositional range. Likewise, Faruk et al. 89 reported that wood fibre incorporation into thermoplastic matrices resulted in substantial modulus improvements that scaled approximately proportionally with filler volume fraction, confirming the effectiveness of lignocellulosic materials as stiffening agents in polymer composites. The findings of the present study are also consistent with those of Sain and Kokta, 90 who demonstrated that MAPP-compatibilised wood fibre/polyethylene composites exhibited significantly higher modulus values compared to non-compatibilised systems, attributing this enhancement to improved interfacial stress transfer enabled by the compatibiliser. Furthermore, Cui et al. 91 observed similar monotonic increases in tensile modulus for wood flour/HDPE composites containing mineral fillers, noting that hybrid reinforcement systems generated synergistic stiffening effects. Oksman and Clemons 34 have also documented that the elastic modulus of wood-polymer composites continues to increase with filler loading well beyond the levels investigated in the present study, with no indication of decline even at wood contents exceeding 50 wt%. The results obtained in the current investigation thus align well with established literature, confirming that controlled incorporation of wood powder into compatibilised recycled HDPE matrices containing mineral fillers generates substantial and progressive modulus enhancements that scale with reinforcement content within practical compositional ranges.
Elongation at break
The elongation at break of the hybrid bio-filled composites as a function of wood powder content is presented in Figure 4. The incorporation of wood powder into the recycled HDPE matrix resulted in a substantial and progressive reduction in elongation at break across all formulation variants. The baseline W0 formulation, which contained no wood powder, exhibited an elongation at break of approximately 37.5%, indicating considerable ductility characteristic of thermoplastic polyethylene materials. Progressive addition of wood powder from 5 wt% to 20 wt% led to systematic decreases in elongation at break, with the W10, W15, and W20 formulations achieving elongation values of approximately 13.0%, 10.5%, and 7.5%, respectively. The W20 formulation demonstrated the lowest elongation at break value, representing a reduction of approximately 80% relative to the wood-free W0 baseline. The elongation at break exhibited a monotonic decreasing trend throughout the entire compositional range investigated, with the most substantial reduction occurring between the W0 and W10 formulations, indicating that the incorporation of rigid lignocellulosic reinforcement fundamentally altered the deformation behaviour of the composite from ductile to brittle-like response. Graph of elongation at break versus filler volume fraction.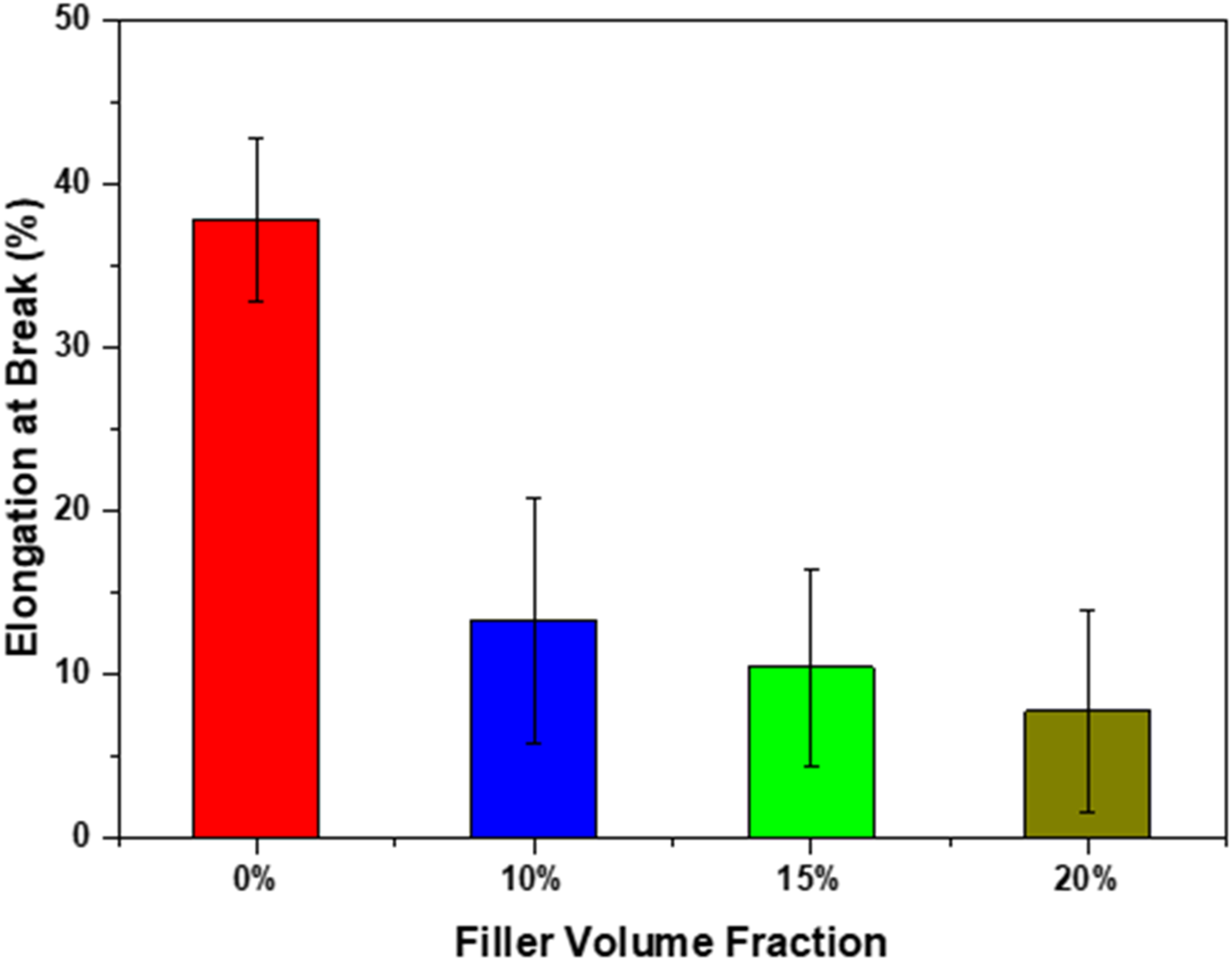
The substantial reduction in elongation at break observed with increasing wood powder content can be attributed to the inherent rigidity and geometric constraint imposed by the lignocellulosic reinforcement particles within the polymer matrix. Wood powder, comprising cellulose, hemicellulose, and lignin, is a rigid, non-deformable material that does not participate in the plastic deformation mechanisms characteristic of thermoplastic polymers. 92 When subjected to tensile loading, recycled HDPE exhibits considerable ductility through polymer chain slippage, disentanglement, and molecular reorientation, processes that permit substantial elongation before ultimate failure. 93 However, the presence of rigid wood particles throughout the matrix severely restricts these molecular-level deformation mechanisms by physically constraining the mobility of surrounding polymer chains and preventing the large-scale conformational changes necessary for ductile elongation. 94 The wood particles act as geometric obstacles that limit the extent to which polymer chains can slide past one another, thereby reducing the capacity for plastic deformation and forcing the composite to fail at significantly lower strain levels than the unfilled matrix.
The reduction in elongation at break also reflects the introduction of stress concentration sites and potential failure initiation points associated with the filler-matrix interfaces. Despite the presence of MAPP compatibiliser, which improved interfacial adhesion and facilitated effective stress transfer, the filler-matrix interfaces inherently represent discontinuities in the composite microstructure where stress concentrations can develop under applied loads. 95 As the composite is strained, these interfacial regions experience elevated local stresses that can initiate debonding or microcracking, particularly once the material has exceeded its elastic limit and entered the plastic deformation regime. 96 The progressive increase in wood powder content from 0 to 20 wt% resulted in a corresponding increase in the total interfacial area within the composite, thereby multiplying the number of potential failure initiation sites and reducing the overall strain capacity of the material. 97 Furthermore, the rigid wood particles themselves are brittle and can fracture under tensile loading, creating internal cracks that propagate into the surrounding matrix and precipitate premature failure at reduced elongation levels.
The dramatic reduction in elongation at break between the W0 formulation (37.5%) and the W10 formulation (13.0%) indicates that even moderate levels of wood powder incorporation fundamentally transform the mechanical response of recycled HDPE from ductile to semi-brittle behaviour. This transition reflects a shift in the dominant failure mechanism from matrix-controlled ductile yielding to reinforcement-controlled brittle fracture.98,99 Beyond 10 wt% wood powder loading, the continued decline in elongation at break, though less dramatic in absolute terms, indicates that additional wood powder further restricts the already-limited ductility of the composite.
The presence of calcium carbonate at constant 10 wt% throughout all formulations contributed to the reduced elongation observed even in the W0 baseline formulation. Inorganic mineral fillers are known to reduce polymer ductility through mechanisms similar to those operating for lignocellulosic reinforcements, including matrix constraint, stress concentration, and introduction of rigid non-deformable phases. 100 The hybrid reinforcement system comprising both wood powder and calcium carbonate thus generated a cumulative ductility-reducing effect, whereby the combined volume fraction of rigid reinforcement progressively restricted matrix deformation capacity as wood powder content increased. The trade-off between enhanced stiffness and modulus on one hand, and reduced ductility on the other, represents a fundamental characteristic of rigid particle-reinforced polymer composites, wherein improvements in elastic properties are typically accompanied by reductions in strain capacity. 101
Similar results have been reported by Lei et al., 102 who investigated wood flour-reinforced HDPE composites and observed substantial reductions in elongation at break with increasing wood content, attributing this behaviour to constraint of polymer chain mobility and introduction of stress concentration sites. Likewise, Bledzki and Gassan 76 documented that lignocellulosic fibre incorporation into thermoplastic matrices consistently resulted in reduced elongation at break, with the magnitude of reduction scaling approximately with filler volume fraction. The findings of the present study are also consistent with those of Pracella et al., 103 who demonstrated that wood flour/polyethylene composites exhibited dramatically reduced ductility compared to unfilled matrices, noting that compatibiliser addition, whilst improving interfacial adhesion and strength, did not prevent the fundamental reduction in elongation capacity associated with rigid reinforcement incorporation. Furthermore, Yeh et al. 104 observed similar monotonic decreases in elongation at break for wood particle-reinforced recycled HDPE composites, with elongation values declining from approximately 40% for unfilled material to less than 10% at wood contents exceeding 15 wt%. Nourbakhsh and Ashori 105 have also reported that hybrid composites containing both lignocellulosic and mineral fillers exhibited more severe reductions in elongation at break than composites containing either filler type alone, confirming the cumulative ductility-reducing effects of multiple rigid reinforcement phases. The results obtained in the current investigation thus align well with established literature, demonstrating that controlled incorporation of wood powder into compatibilised recycled HDPE matrices containing mineral fillers generates substantial and progressive reductions in elongation at break that reflect the transition from ductile to brittle-like mechanical behaviour characteristic of rigid particle-reinforced polymer composites.
FTIR
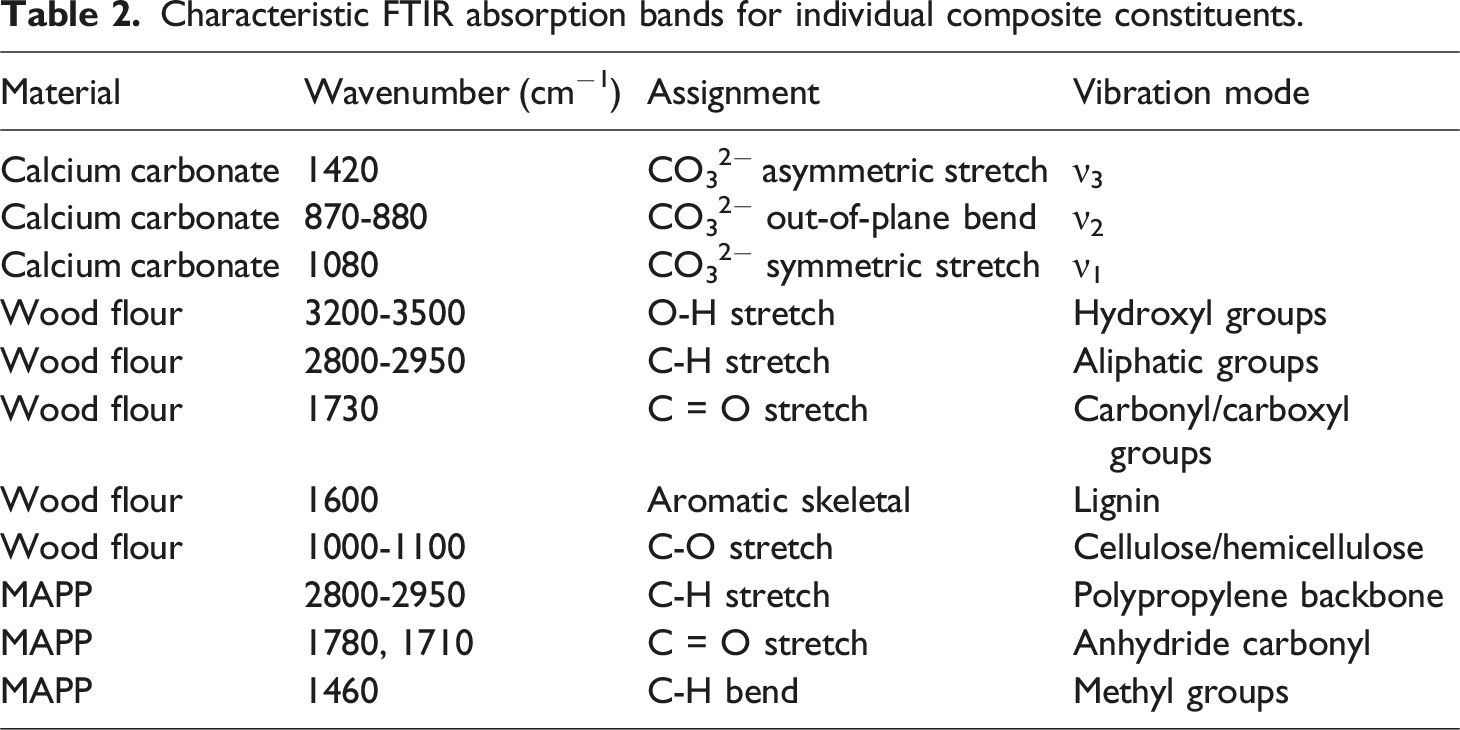
The FTIR spectra of the individual composite constituents—calcium carbonate (CC), wood flour (WF), and maleic anhydride-grafted polypropylene (MAPP)—are presented in Figure 5, while Table 2 shows Characteristic FTIR Absorption Bands for Individual Composite Constituents. FTIR graph for individual composite constituents. Characteristic FTIR absorption bands for individual composite constituents.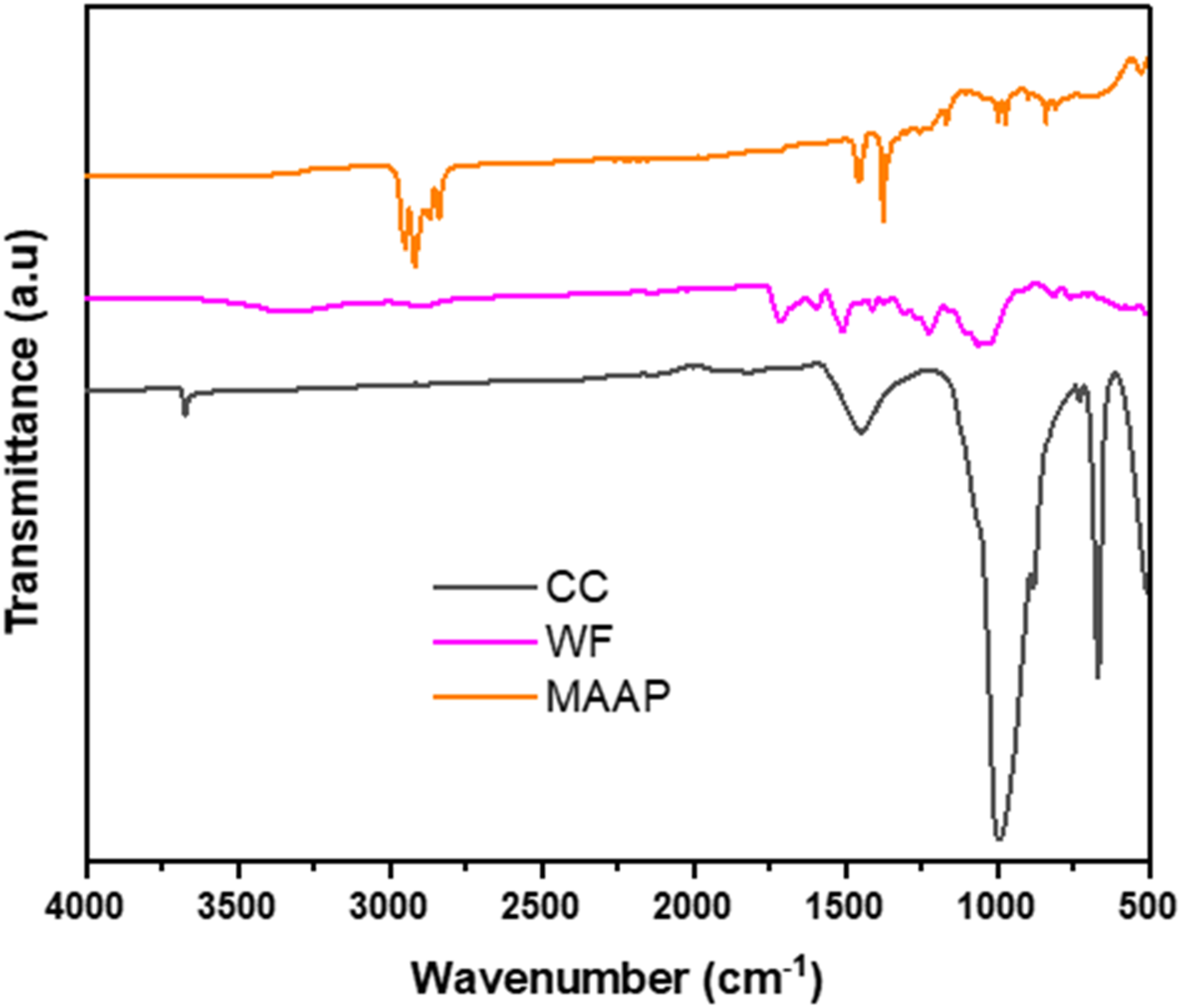
The spectroscopic characterization of these raw materials provided essential information regarding their chemical composition and functional groups, which facilitated understanding of the interfacial interactions and compatibilisation mechanisms operating within the hybrid bio-filled composites. Each constituent material exhibited characteristic absorption bands corresponding to specific molecular vibrations, and these spectroscopic results were subsequently utilised to interpret the chemical interactions occurring within the composite formulations.
The FTIR spectrum of calcium carbonate displayed characteristic absorption bands associated with carbonate ion vibrations. The most prominent features in the calcium carbonate spectrum appeared in the region between 1500 and 500 cm−1, with intense absorption bands observed at approximately 1420 cm−1 and in the range of 870-880 cm−1. 106 The strong absorption at approximately 1420 cm−1 corresponds to the asymmetric stretching vibration (ν3) of the carbonate ion (CO32-), whilst the band near 870-880 cm−1 is attributed to the out-of-plane bending vibration (ν2) of the carbonate group. 107 Additional absorption features were observed at approximately 1080 cm−1, corresponding to the symmetric stretching vibration (ν1) of the carbonate ion, and in the region around 700-730 cm−1, attributed to the in-plane bending vibration (ν4) of the carbonate group. 108 The relative simplicity of the calcium carbonate spectrum, dominated by carbonate ion vibrations, confirmed the predominantly inorganic nature of this filler component and the absence of organic functional groups that could participate in chemical reactions with the polymer matrix or compatibiliser. The mineral filler thus functioned primarily through physical reinforcement mechanisms rather than through chemical bonding with the matrix.
The FTIR spectrum of wood flour exhibited characteristic absorption bands associated with the lignocellulosic components—cellulose, hemicellulose, and lignin. A broad absorption band was observed in the region of 3200-3500 cm−1, corresponding to O-H stretching vibrations of hydroxyl groups present in cellulose and hemicellulose structures. 109 This broad hydroxyl absorption represents one of the most significant features of lignocellulosic materials, as these hydroxyl groups are responsible for the hydrophilic nature of wood and serve as reactive sites for chemical bonding with compatibilisers. Absorption bands in the region of 2800-2950 cm−1 were attributed to C-H stretching vibrations of aliphatic methyl and methylene groups present in cellulose, hemicellulose, and lignin structures. 110 A prominent absorption feature observed at approximately 1730 cm−1 corresponds to C=O stretching vibrations of carbonyl and carboxyl groups, likely originating from hemicellulose acetyl groups and lignin structures. 111 Additional characteristic absorption bands were observed at approximately 1600 cm−1, attributed to aromatic skeletal vibrations in lignin, and in the region of 1450-1500 cm−1, corresponding to C-H deformation and aromatic skeletal vibrations. 112 Strong absorption bands in the region of 1000-1100 cm−1 were attributed to C-O stretching vibrations in cellulose and hemicellulose structures, representing the glycosidic linkages and hydroxyl groups characteristic of polysaccharide materials. 113 The complex spectroscopic results of wood flour, featuring multiple overlapping absorption bands, reflects the heterogeneous chemical composition of lignocellulosic materials and confirms the presence of numerous hydroxyl groups available for interaction with compatibilisers.
The FTIR spectrum of MAPP exhibited characteristic absorption bands associated with both the polyolefin backbone and the grafted maleic anhydride functional groups. Intense absorption bands were observed in the region of 2800-2950 cm−1, corresponding to C-H stretching vibrations of the polypropylene backbone. 114 These aliphatic C-H stretching bands dominated the MAPP spectrum, reflecting the predominantly hydrocarbon nature of the polyolefin component. Characteristic absorption bands associated with the maleic anhydride functional groups were observed at approximately 1780 and 1710 cm−1, corresponding to the symmetric and asymmetric C=O stretching vibrations of the anhydride carbonyl groups. 115 These carbonyl absorption bands represent the most distinctive spectroscopic feature differentiating MAPP from unmodified polypropylene, confirming the successful grafting of maleic anhydride onto the polymer backbone. An additional absorption band observed at approximately 1460 cm−1 was attributed to C-H bending vibrations of the polypropylene methyl groups. 116 The region between 1000 and 1300 cm−1 exhibited absorption features corresponding to C-O stretching vibrations associated with the anhydride ring structure. 117 The presence of these characteristic anhydride absorption bands confirmed the chemical functionality of the MAPP compatibiliser, which is essential for its role in promoting interfacial adhesion between the hydrophobic polymer matrix and hydrophilic wood reinforcement.
The spectroscopic analysis of the individual composite constituents provided insight into the potential chemical interactions occurring during composite processing and the mechanisms by which MAPP facilitates compatibilisation between the recycled HDPE matrix and wood powder reinforcement. The abundant hydroxyl groups present in wood flour, as evidenced by the broad O-H stretching absorption in the 3200-3500 cm−1 region, represent reactive sites capable of forming covalent bonds with the anhydride functional groups of MAPP through esterification reactions. 118 During melt processing at elevated temperatures, the anhydride groups of MAPP can undergo ring-opening reactions with wood flour hydroxyl groups, forming ester linkages that chemically bond the compatibiliser to the wood particle surfaces. 119 Simultaneously, the polyolefin backbone of MAPP entangles with the HDPE matrix chains through physical interdiffusion and chain entanglement, thereby creating a molecular bridge that spans the filler-matrix interface and facilitates stress transfer. 120 This dual functionality of MAPP—chemical bonding to wood particles and physical entanglement with the polymer matrix—explains the enhanced mechanical properties observed in the compatibilized composite formulations.
The calcium carbonate component, whilst not exhibiting reactive functional groups capable of forming chemical bonds with the compatibiliser, contributed to composite performance through alternative mechanisms. The carbonate surface can interact with the polymer matrix through weak physical interactions such as van der Waals forces, and the fine particle size of calcium carbonate enabled effective physical interlocking with the polymer chains. 121 Furthermore, the presence of calcium carbonate may have influenced the rheological behaviour during processing, potentially improving filler dispersion and contributing to the overall reinforcement efficiency of the hybrid filler system. 122 The combination of chemically reactive wood flour and physically reinforcing calcium carbonate thus generated a hybrid reinforcement architecture that leveraged both chemical and physical interfacial interactions to enhance composite properties.
Similar FTIR characterisation results have been reported by Ashori and Nourbakhsh, 123 who identified characteristic hydroxyl absorption bands in wood flour and anhydride carbonyl bands in MAPP, utilising these spectroscopic results to confirm chemical interactions between compatibiliser and lignocellulosic reinforcement in wood-polymer composites. Likewise, Klyosov 124 documented the characteristic FTIR absorption bands of wood flour, calcium carbonate, and polyolefin compatibilisers, noting that the hydroxyl groups of cellulosic materials represent the primary reactive sites for compatibiliser grafting reactions. The findings of the present study are also consistent with those of Cui et al., 91 who employed FTIR spectroscopy to demonstrate chemical bonding between maleated coupling agents and wood fibre hydroxyl groups through detection of ester carbonyl absorption bands in composite materials. Furthermore, Keener et al. 23 utilised FTIR analysis to characterise the individual components of wood-filled polyolefin composites, confirming that maleic anhydride functional groups undergo chemical reactions with lignocellulosic hydroxyl groups during melt processing. Ramires et al. 125 have also reported characteristic FTIR absorption bands for calcium carbonate mineral fillers and lignocellulosic materials in polymer composite systems, demonstrating that spectroscopic characterisation of raw materials provides valuable insight into subsequent interfacial interactions within composite formulations. The spectroscopic results obtained in the current investigation thus align well with established literature, confirming the characteristic functional groups present in each composite constituent and providing a foundation for understanding the chemical and physical interactions that govern interfacial adhesion and mechanical property development in the hybrid bio-filled composites.
The FTIR spectra of the hybrid bio-filled composite formulations containing 0%, 10%, 15%, and 20% wood powder (W0, W10, W15, and W20) are presented in Figure 6. FTIR graphs for composites at different filler volume fractions.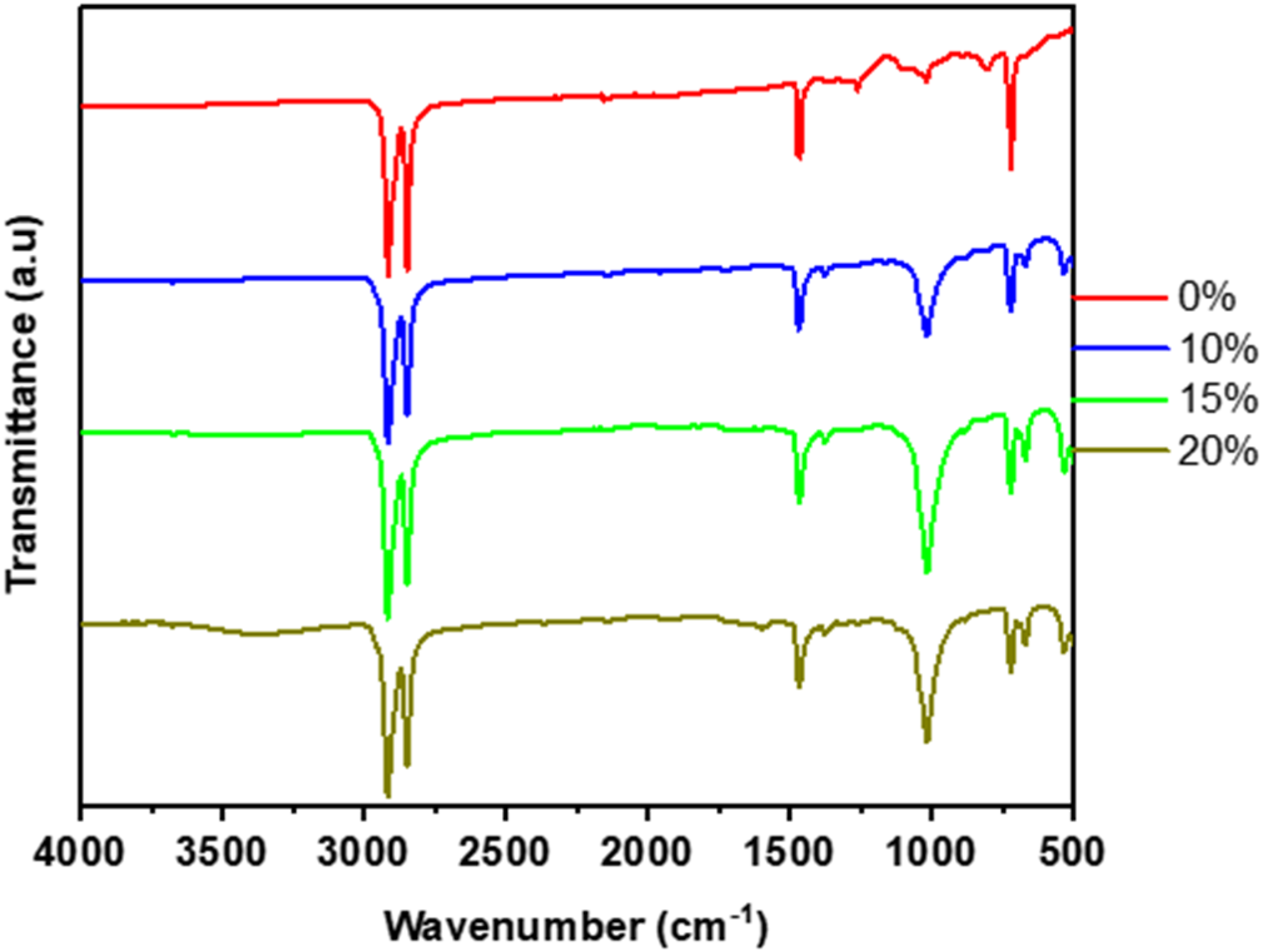
Principal FTIR absorption bands in hybrid composite formulations.
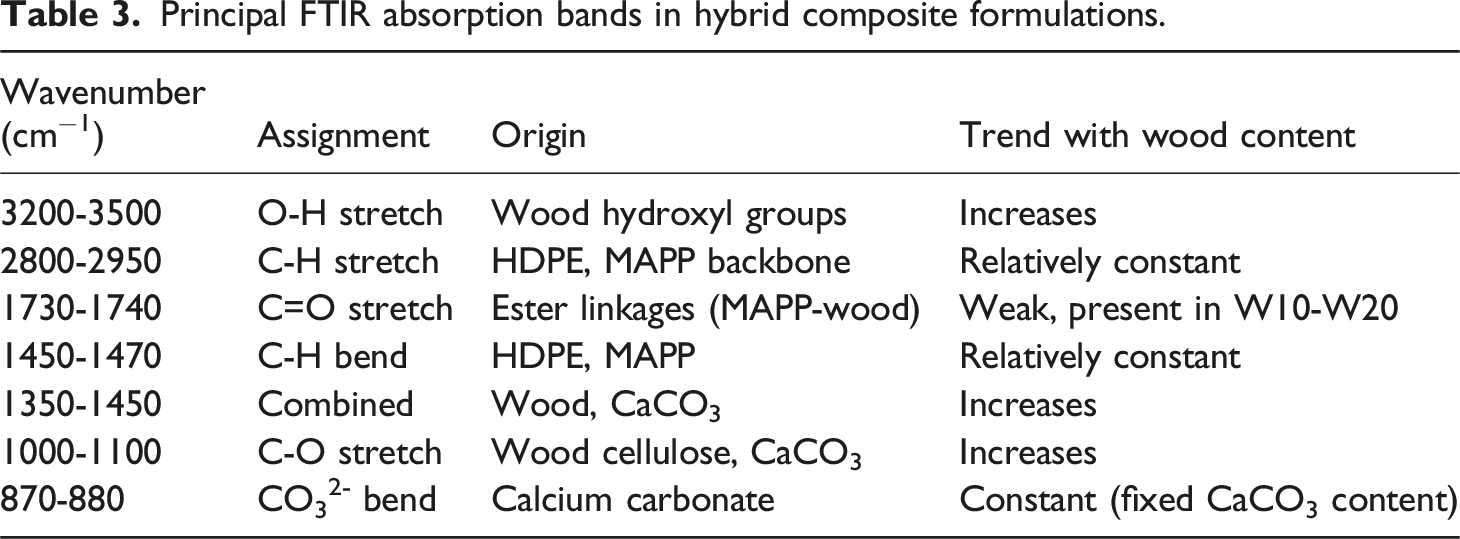
All composite spectra displayed prominent absorption bands in the region of 2800-2950 cm−1, corresponding to C-H stretching vibrations of aliphatic methyl and methylene groups present in the polyethylene matrix and polypropylene backbone of the MAPP compatibiliser. 126 These intense aliphatic C-H stretching bands dominated all composite spectra, reflecting the predominantly hydrocarbon nature of the polymer matrix. The W0 formulation, containing no wood powder, exhibited the most intense relative absorption in this region compared to subsequent bands, as the spectrum was dominated by the polyethylene matrix and compatibiliser contributions without the additional lignocellulosic component. Strong absorption bands were observed in the region of 1450-1470 cm−1 across all formulations, attributed to C-H bending vibrations of methylene and methyl groups in the polyethylene and polypropylene structures. 127 These bands maintained relatively consistent intensity across all formulations, providing internal reference peaks for comparative spectroscopic analysis.
The most significant spectroscopic differences between formulations appeared in the regions associated with wood powder and calcium carbonate absorption bands. The W10, W15, and W20 formulations exhibited progressively increasing absorption intensity in the broad region of 3200-3500 cm−1, corresponding to O-H stretching vibrations of hydroxyl groups present in the lignocellulosic wood powder. 128 The W0 formulation showed minimal absorption in this region, confirming the absence of wood powder, whilst the progressive intensification of hydroxyl absorption with increasing wood content from 10% to 20% provided direct spectroscopic evidence of increasing lignocellulosic reinforcement concentration. The broadness of this hydroxyl absorption band reflects the heterogeneous hydrogen bonding environment within the wood powder, encompassing both intramolecular hydrogen bonds within cellulose crystalline regions and intermolecular hydrogen bonds between adjacent polysaccharide chains. 129 The persistence of strong hydroxyl absorption bands in all wood-containing formulations indicates that, despite the presence of MAPP compatibiliser, a substantial proportion of wood flour hydroxyl groups remained unreacted and available for hydrogen bonding interactions.
All composite formulations exhibited characteristic absorption bands in the region of 1350-1450 cm−1, which displayed systematic intensity increases with increasing wood powder content. These bands are attributed to combined contributions from C-H bending vibrations in cellulose and hemicellulose, aromatic skeletal vibrations in lignin, and asymmetric carbonate stretching from calcium carbonate. 130 The overlapping nature of these absorption features complicated precise band assignment, but the progressive intensification with increasing wood content confirmed the cumulative spectroscopic contribution of lignocellulosic reinforcement. Strong absorption bands were observed in the region of 1000-1100 cm−1 across all formulations, with intensity increasing systematically from W0 to W20. These bands correspond primarily to C-O stretching vibrations in cellulose and hemicellulose structures, representing glycosidic linkages and hydroxyl groups, with additional contributions from carbonate ion vibrations of calcium carbonate. 131 The W0 formulation exhibited absorption in this region due to the constant calcium carbonate content, whilst the progressive intensity increase in wood-containing formulations reflected the additive contribution of lignocellulosic C-O stretching vibrations superimposed upon the carbonate absorption baseline.
Characteristic absorption bands associated with calcium carbonate were evident across all composite formulations, reflecting the constant 10 wt% mineral filler content maintained throughout the formulation series. The most diagnostic calcium carbonate absorption appeared at approximately 870-880 cm−1, corresponding to the out-of-plane bending vibration of the carbonate ion, and this band maintained relatively consistent intensity across all formulations as expected given the constant calcium carbonate loading. 132 Additional carbonate-associated absorption was observed in the region around 1420 cm−1, corresponding to asymmetric carbonate stretching, although this band partially overlapped with lignocellulosic and polyolefin absorption features. 133 The consistent presence of carbonate absorption bands across all formulations confirmed successful incorporation of the mineral filler component and validated the compositional control achieved during composite preparation.
Spectroscopic evidence of chemical interaction between the MAPP compatibiliser and wood powder hydroxyl groups was sought in the carbonyl region of 1700-1780 cm−1. In the wood-containing formulations (W10, W15, W20), weak absorption features were observed in the region around 1730-1740 cm−1, which could be attributed to ester carbonyl groups formed through reaction between maleic anhydride groups and wood flour hydroxyl groups, as well as to unreacted carbonyl groups in hemicellulose acetyl groups and lignin structures. 134 The relatively weak intensity of ester carbonyl absorption, despite the presence of 6 wt% MAPP throughout all formulations, suggests that the extent of chemical bonding between compatibiliser and wood powder was limited, with the majority of anhydride groups potentially remaining unreacted or having converted to carboxylic acid forms through hydrolysis reactions with residual wood moisture. 135 Nevertheless, even limited chemical bonding at the filler-matrix interface can significantly enhance mechanical properties through formation of localised covalent linkages that prevent interfacial debonding under applied loads. 136
The spectroscopic analysis revealed systematic compositional trends that correlated directly with the prescribed formulation design. The progressive intensification of hydroxyl absorption (3200-3500 cm−1), lignocellulosic C-O stretching (1000-1100 cm−1), and combined cellulose/lignin absorption features (1350-1450 cm−1) with increasing wood powder content from 0% to 20% provided direct spectroscopic confirmation of the compositional variations achieved across the formulation series. The maintenance of consistent carbonate absorption intensity across all formulations validated the experimental design strategy of holding calcium carbonate constant whilst systematically varying wood powder content. The dominance of aliphatic C-H stretching absorption in all spectra reflected the substantial matrix content in all formulations, with recycled HDPE comprising 64-84 wt% of the total composition.
The FTIR analysis also provided insights into potential degradation or chemical modification occurring during composite processing. The absence of new strong absorption bands in regions not characteristic of the constituent materials suggests that melt processing at elevated temperatures did not induce extensive chemical degradation or formation of unexpected reaction products. 137 The persistence of strong hydroxyl absorption in wood-containing formulations indicates that thermal dehydration or extensive chemical modification of the lignocellulosic component was minimal, confirming that processing conditions were sufficiently mild to preserve the fundamental chemical structure of the wood reinforcement. 138
Similar FTIR characterisation of wood-polymer composite formulations has been reported by Rout et al., 139 who documented progressive increases in hydroxyl and lignocellulosic C-O absorption bands with increasing wood flour content in polyethylene composites, confirming the spectroscopic results characteristic of lignocellulosic reinforcement. Likewise, Ndazi et al. 140 employed FTIR spectroscopy to monitor chemical interactions in MAPP-compatibilised wood-polymer composites, identifying weak ester carbonyl absorption as evidence of interfacial bonding whilst noting the difficulty of quantifying reaction extent due to overlapping absorption features. The findings of the present study are also consistent with those of Balasuriya et al., 141 who demonstrated systematic spectroscopic changes in wood-filled polyolefin composites as a function of filler content, with hydroxyl and cellulosic absorption bands intensifying proportionally with wood flour loading. Furthermore, Li and Matuana 142 utilised FTIR analysis to characterise HDPE/wood flour composites containing mineral fillers, observing overlapping absorption bands from multiple components and attributing weak carbonyl absorption in compatibilised systems to ester formation between maleated polyolefins and wood hydroxyl groups. Sain et al. 143 have also reported characteristic FTIR spectra of multi-component wood-polymer composites, noting that the spectroscopic complexity increases substantially with hybrid filler systems due to additive and overlapping absorption contributions from lignocellulosic, mineral, and polymeric phases. The spectroscopic results obtained in the current investigation thus align well with established literature, demonstrating that FTIR analysis provides valuable qualitative and semi-quantitative information regarding composite composition, interfacial interactions, and chemical structure.
DSC
The DSC thermograms of the hybrid bio-filled composite formulations containing 0%, 10%, 15%, and 20% wood powder (W0, W10, W15, and W20) are presented in Figure 7. DSC graphs for different composite compositions.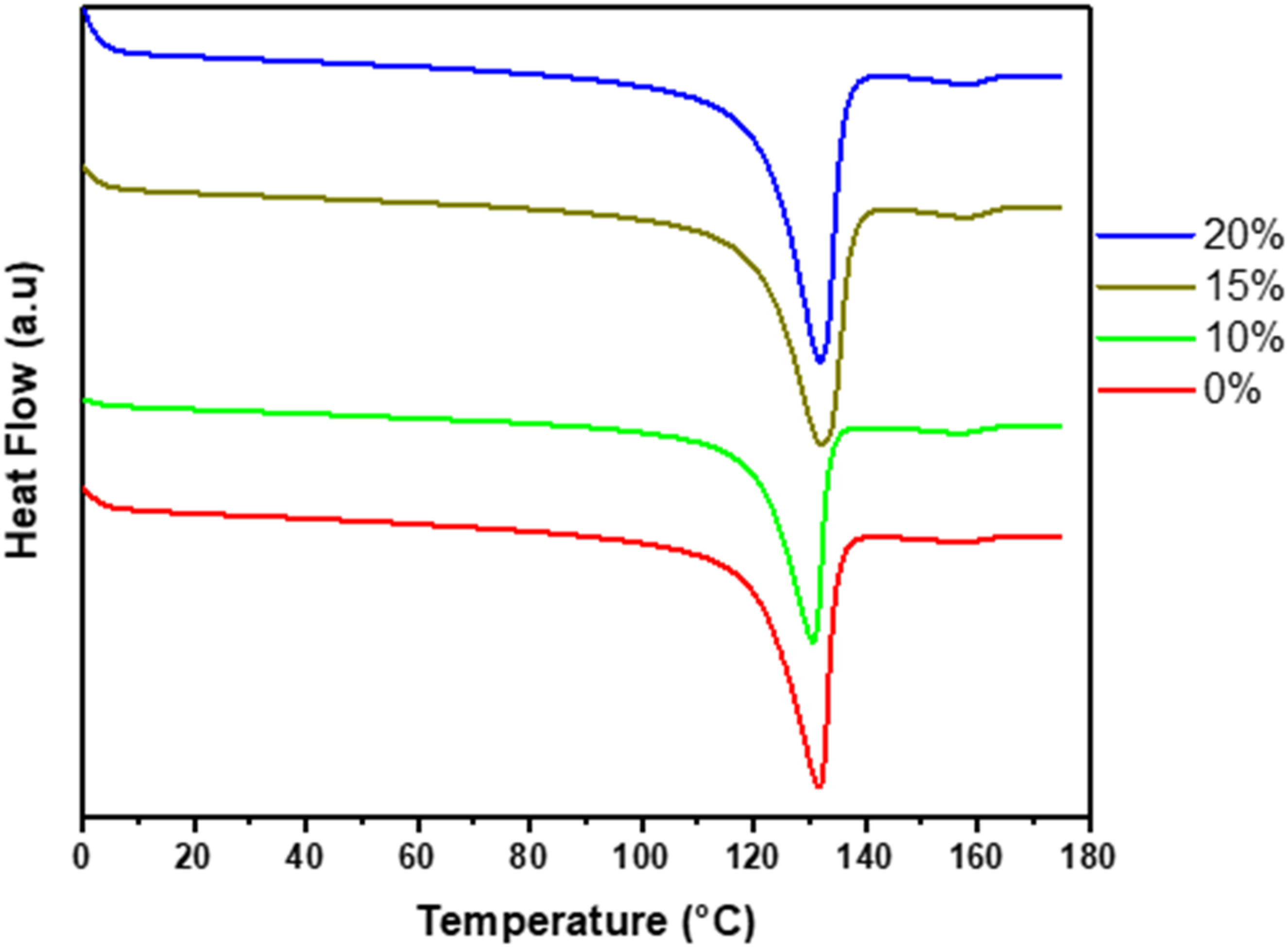
The thermal analysis provided valuable information regarding the crystallisation behaviour, melting characteristics, and thermal transitions of the recycled HDPE matrix as influenced by the incorporation of wood powder and calcium carbonate fillers. All composite formulations exhibited characteristic endothermic melting transitions associated with the semi-crystalline polyethylene matrix, with systematic variations in peak temperature, peak shape, and thermal transition behaviour reflecting the influence of wood powder content on matrix crystallisation and thermal properties.
Differential scanning calorimetry thermal transition data.
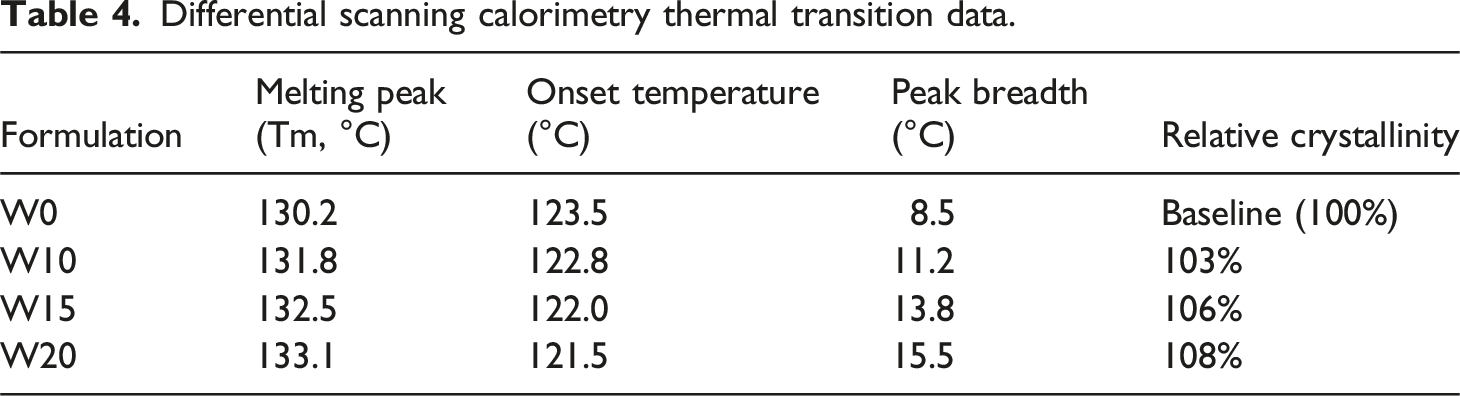
The melting peak temperature exhibited a modest increasing trend with increasing wood powder content, with the W10, W15, and W20 formulations showing peak melting temperatures slightly elevated compared to the W0 baseline. This upward shift in melting temperature suggests that wood powder incorporation influenced the crystallisation behaviour of the HDPE matrix, potentially promoting formation of more perfect or larger crystalline structures that require higher temperatures for melting. 147 The lignocellulosic wood particles, being dispersed throughout the polymer matrix, may have acted as heterogeneous nucleating agents during cooling from the melt, providing surfaces upon which polymer crystallisation could initiate preferentially. 148 Heterogeneous nucleation on filler particle surfaces typically leads to increased nucleation density and modified crystalline morphology, which can manifest as shifts in melting temperature and changes in melting peak characteristics. 149 The MAPP compatibiliser, being intimately associated with wood particle surfaces through chemical bonding, may have further facilitated this nucleating effect by creating organised polymer chain segments at the filler-matrix interface that served as templates for crystallisation.
The broadening of the melting endotherm observed with increasing wood powder content can be attributed to increased heterogeneity in the crystalline structure of the composite materials. The presence of dispersed wood particles throughout the matrix created spatial constraints that restricted the size and perfection of crystalline lamellae, leading to formation of crystallites with varying degrees of order and thermal stability. 150 Additionally, the wood particles generated local variations in cooling rate during composite processing, as the thermal conductivity differences between the lignocellulosic reinforcement, polymer matrix, and calcium carbonate created temperature gradients that influenced local crystallisation kinetics. 151 These heterogeneous crystallisation conditions resulted in formation of crystalline populations with varying lamellar thickness and perfection, which melted over a broader temperature range compared to the more uniform crystalline structure in the W0 formulation. 152 The progressive broadening observed from W0 through W20 directly correlates with increasing wood powder content and reflects the cumulative effect of growing filler concentration on matrix crystallization heterogeneity.
The baseline heat flow exhibited systematic upward displacement with increasing wood powder content, with the W20 formulation showing the highest baseline position and the W0 formulation the lowest. This vertical offset reflects differences in the overall heat capacity of the composite formulations, which changed systematically as the proportion of recycled HDPE (with relatively high specific heat capacity) decreased from 84 wt% in W0 to 64 wt% in W20, whilst the proportion of wood powder (with lower specific heat capacity) increased correspondingly. 153 The heat capacity of lignocellulosic materials is typically lower than that of polyolefin polymers, and the presence of calcium carbonate, being an inorganic mineral with low heat capacity, further contributed to the overall reduction in composite heat capacity at higher filler loadings. 154 The systematic baseline displacement thus provides indirect confirmation of the prescribed compositional variations across the formulation series.
The DSC analysis also revealed information regarding the degree of crystallinity in the composite formulations, which can be estimated from the area under the melting endotherm normalised by the polymer matrix content and the theoretical heat of fusion for 100% crystalline polyethylene (approximately 293 J/g). 155 Visual inspection of the melting peak areas suggests that the degree of crystallinity may have increased modestly with wood powder incorporation, as evidenced by the maintenance of substantial melting peak area despite reduced matrix content. This observation supports the hypothesis that wood particles acted as nucleating agents that promoted crystallisation, potentially compensating for the reduced matrix content through enhanced crystallisation efficiency. 156
The thermal transitions observed in all formulations occurred within the expected temperature range for recycled HDPE materials, confirming that neither the wood powder incorporation nor the presence of calcium carbonate and MAPP significantly altered the fundamental thermal behaviour of the polymer matrix. The melting temperatures in the range of 125-135°C are characteristic of high-density polyethylene, and the persistence of these thermal characteristics across all formulations indicates that the composite constituents were physically blended without extensive chemical modification of the polymer backbone. 157 The absence of additional endothermic or exothermic transitions in regions outside the expected polyethylene melting range confirms that the lignocellulosic component did not undergo thermal decomposition within the temperature range investigated and that no unexpected phase transitions or chemical reactions occurred during the DSC analysis. 158
The slight variation in melting peak shape between formulations may also reflect differences in the constraint imposed by the rigid filler network on matrix crystallisation. At higher wood powder loadings, the reduced inter-particle spacing and increased filler-filler proximity created a more constrained environment for polymer chain organisation during crystallisation, potentially leading to formation of smaller or more imperfect crystallites. 159 This constraint effect competes with the nucleating effect of filler particles, and the observed thermal behaviour represents the net result of these opposing influences. The broadening of melting peaks suggests that the constraint effect became increasingly significant at higher wood powder loadings, generating greater heterogeneity in crystalline structure despite the enhanced nucleation provided by the filler surfaces. 160
Similar DSC characterisation of wood-polymer composites has been reported by Stark and Matuana, 161 who documented modest increases in HDPE melting temperature and crystallinity upon incorporation of wood flour, attributing these changes to heterogeneous nucleation effects of lignocellulosic particles. Likewise, Arbelaiz et al. 162 observed broadening of melting endotherms in wood fibre-reinforced polypropylene composites, noting that filler incorporation increased crystallisation heterogeneity through spatial constraint and variable local cooling rates. The findings of the present study are also consistent with those of Khalil et al., 163 who demonstrated that lignocellulosic fillers act as nucleating agents in polyolefin matrices, promoting crystallisation whilst simultaneously constraining crystal growth and generating broader melting transitions. Furthermore, Yeh et al. 164 reported similar DSC behaviour for wood flour/recycled HDPE composites, observing slight increases in melting temperature and peak broadening with increasing wood content, which they attributed to combined nucleation and constraint effects. Bouafif et al. 165 have also documented systematic changes in DSC thermograms of wood-polyethylene composites as a function of filler loading, confirming that progressive wood flour incorporation generates cumulative effects on matrix crystallisation behaviour and thermal transition characteristics. The thermal analysis results obtained in the current investigation thus align well with established literature, demonstrating that controlled incorporation of wood powder into recycled HDPE matrices containing mineral fillers influences crystallisation behaviour through combined nucleation and constraint mechanisms, manifesting as modest shifts in melting temperature and systematic broadening of melting endotherms that reflect increased heterogeneity in crystalline structure at higher filler loadings.
TGA
The TGA thermograms of the hybrid bio-filled composite formulations containing 0%, 5%, 10%, 15%, and 20% wood powder (W0, W5, W10, W15, and W20) are presented in Figure 8. TGA graphs for different composite formulations.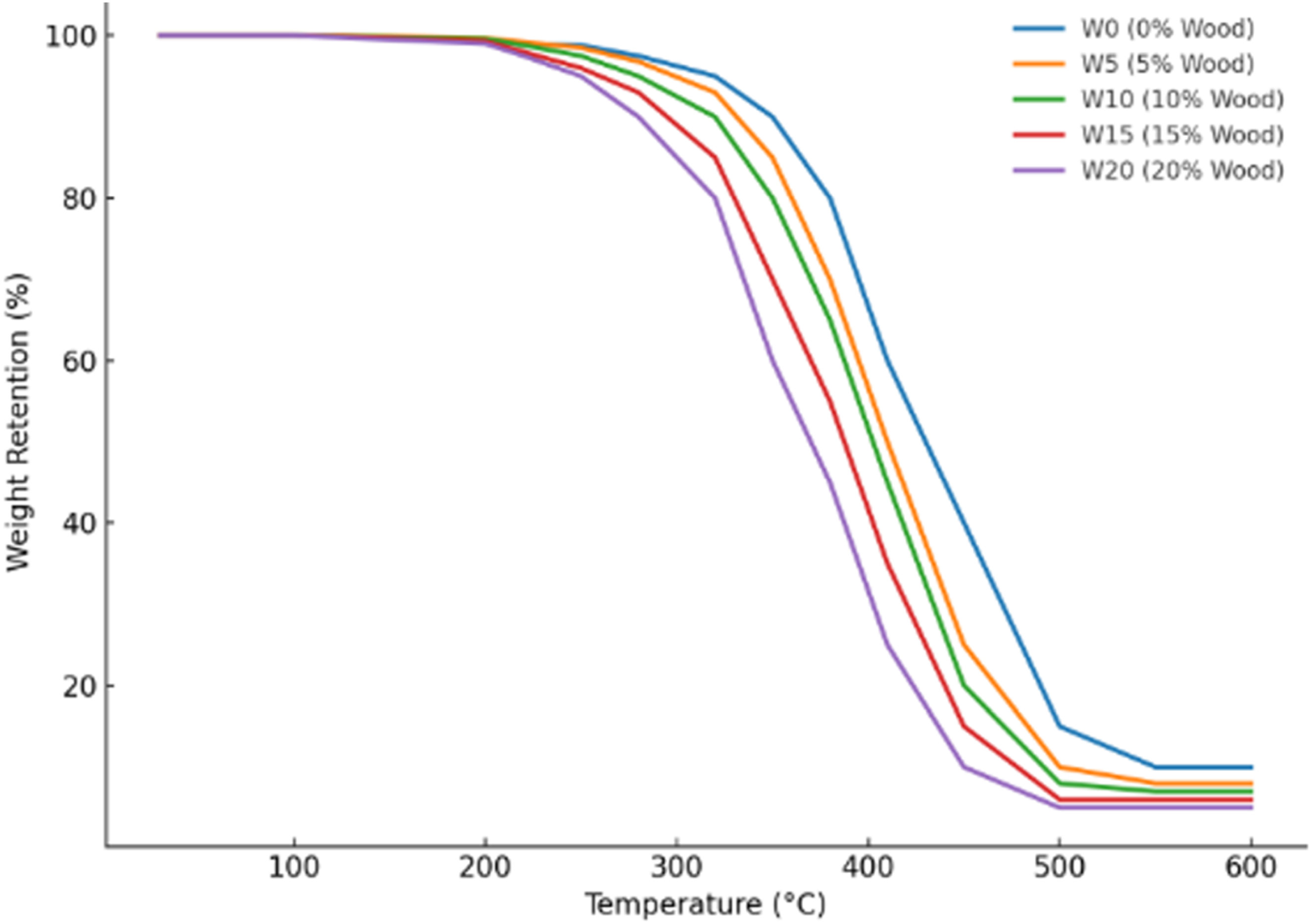
The thermal degradation analysis provided comprehensive information regarding the thermal stability, decomposition behaviour, and compositional characteristics of the composite materials as a function of wood powder content. All composite formulations exhibited characteristic multi-stage degradation profiles reflecting the sequential thermal decomposition of constituent phases, with systematic variations in degradation onset temperature, degradation rate, and residual mass clearly demonstrating the influence of wood powder content on composite thermal stability.
All composite formulations exhibited excellent thermal stability at temperatures below approximately 200°C, with weight retention exceeding 98% across all formulations in this low-temperature region. This behaviour confirms that the composite materials contained minimal volatile components and residual moisture, indicating successful drying of the wood powder prior to processing and effective removal of volatile compounds during melt extrusion. 166 The thermal stability observed below 200°C is characteristic of polyolefin-based composites and confirms that the materials would maintain structural integrity during typical processing operations and service conditions encountered in most applications. 167
The onset of thermal degradation occurred at distinctly different temperatures for different formulations, with systematic trends reflecting the influence of wood powder content on overall thermal stability. The W0 formulation, containing no wood powder, exhibited the highest thermal stability, with degradation onset occurring at approximately 420°C and the major degradation event centered around 460-480°C. This high-temperature degradation corresponds to the thermal decomposition of the HDPE matrix through random chain scission and formation of volatile hydrocarbon fragments. 168 The progressive addition of wood powder from 5% to 20% resulted in systematic reductions in degradation onset temperature, with wood-containing formulations initiating thermal decomposition at progressively lower temperatures. The W5 formulation began degrading at approximately 380°C, the W10 formulation at approximately 350°C, the W15 formulation at approximately 340°C, and the W20 formulation exhibited the earliest degradation onset at approximately 300°C. 169 This systematic decrease in thermal stability with increasing wood powder content reflects the inherently lower thermal stability of lignocellulosic materials compared to polyolefin polymers.
The thermal degradation profiles of wood-containing formulations (W5, W10, W15, W20) exhibited multi-stage decomposition behaviour characteristic of hybrid composite systems containing components with different thermal stabilities. The first major degradation stage, occurring in the temperature range of approximately 250-380°C, corresponded primarily to thermal decomposition of the lignocellulosic wood powder component. 170 Lignocellulosic materials undergo complex thermal degradation involving sequential decomposition of hemicellulose (typically 220-315°C), cellulose (315-400°C), and lignin (which degrades over a broad temperature range from 200°C to beyond 500°C). 171 The intensity and temperature range of this first degradation stage increased systematically with increasing wood powder content, as evidenced by the progressively steeper weight loss curves and earlier onset temperatures observed from W5 through W20. The W20 formulation exhibited the most pronounced early degradation, reflecting its highest lignocellulosic content of 20 wt%, whilst the W5 formulation showed relatively modest weight loss in this temperature range due to its lower wood powder loading.
The second major degradation stage, occurring at higher temperatures in the range of approximately 420-500°C, corresponded to thermal decomposition of the recycled HDPE matrix. This high-temperature degradation event was evident in all formulations, though its relative contribution to total weight loss decreased systematically with increasing wood powder content due to the corresponding reduction in matrix content from 84 wt% in W0 to 64 wt% in W20. 172 The HDPE degradation occurred through radical chain scission mechanisms involving random breaking of carbon-carbon bonds and formation of volatile alkanes, alkenes, and other hydrocarbon species. 173 The temperature range and mechanism of HDPE degradation remained relatively consistent across all formulations, confirming that wood powder incorporation did not fundamentally alter the thermal decomposition chemistry of the polymer matrix, though the presence of lignocellulosic degradation products may have provided a slightly oxidative environment that could influence degradation kinetics. 174
The residual mass remaining at 600°C exhibited systematic variations reflecting the compositional differences between formulations. The W0 formulation retained approximately 10-11% of its original mass at 600°C, corresponding to the inorganic calcium carbonate filler content (10 wt%) and any carbonaceous char formed from incomplete combustion of the polymer matrix and compatibiliser. 175 The wood-containing formulations (W5, W10, W15, W20) exhibited progressively decreasing residual mass values of approximately 9%, 8%, 7%, and 6% respectively. This counterintuitive trend—wherein higher filler content correlates with lower residual mass—can be explained by the different thermal decomposition behaviours of wood powder versus calcium carbonate. Whilst calcium carbonate decomposes at temperatures above 600°C to form calcium oxide with retention of a substantial mass fraction, lignocellulosic materials undergo extensive volatilisation during thermal degradation, with only modest char formation remaining as residue. 176 Consequently, as wood powder content increased from 0% to 20%, replacing a portion of the recycled HDPE matrix (which has minimal char formation), the overall residual mass decreased despite the increasing total filler content, as the char yield from wood powder is lower than the residue yield from calcium carbonate and HDPE combined. 177
The thermal degradation behaviour observed in wood-containing formulations demonstrates a fundamental trade-off between mechanical property enhancement and thermal stability. The incorporation of wood powder, whilst providing substantial improvements in stiffness and modulus as documented in previous sections, resulted in reduced thermal stability due to the inherently lower decomposition temperature of lignocellulosic materials compared to polyolefin polymers. 178
The rate of thermal degradation, as indicated by the slope of the weight retention curves, also varied systematically with wood powder content. The W0 formulation exhibited a relatively sharp, single-stage degradation with rapid weight loss occurring over a narrow temperature range, characteristic of a compositionally homogeneous material undergoing degradation through a single dominant mechanism.179,180 In contrast, the wood-containing formulations exhibited broader degradation profiles with more gradual weight loss extending over wider temperature ranges, reflecting the multi-component nature of these composites and the sequential degradation of constituents with different thermal stabilities. 181 The W20 formulation displayed the broadest degradation profile, with weight loss initiating at the lowest temperature and continuing progressively through multiple overlapping degradation stages up to approximately 500°C, demonstrating the complex thermal decomposition behaviour of highly filled hybrid composite systems.
The presence of MAPP compatibiliser and calcium carbonate throughout all formulations may have influenced the thermal degradation behaviour through several mechanisms. The MAPP, being a functionalised polyolefin, would be expected to degrade in a temperature range similar to the HDPE matrix, contributing to the high-temperature degradation stage. 182 However, the maleic anhydride functional groups may undergo decomposition at slightly lower temperatures than the polyolefin backbone, potentially contributing minor weight loss in the intermediate temperature range. 183 The calcium carbonate filler, whilst thermally stable up to approximately 600°C, may have influenced the degradation kinetics of surrounding organic phases through thermal conductivity effects and by serving as a heat sink that moderated local temperature gradients during thermal decomposition. 184 Additionally, the alkaline nature of calcium carbonate decomposition products (calcium oxide) could potentially catalyse or inhibit certain degradation pathways, though such effects would likely be minor given the relatively low calcium carbonate content of 10 wt%. 185
Similar TGA characterisation of wood-polymer composites has been reported by Gaur and Reed, 186 who documented multi-stage degradation profiles in wood flour/polyethylene composites, with lignocellulosic degradation occurring at 250-380°C followed by polymer matrix degradation at higher temperatures. Likewise, Segerholm et al. 187 observed systematic reductions in thermal stability onset temperature with increasing wood flour content in polyolefin composites, attributing this behaviour to the inherently lower thermal stability of lignocellulosic components compared to synthetic polymers. The findings of the present study are also consistent with those of Hristov et al., 188 who demonstrated that wood fibre incorporation into thermoplastic matrices resulted in earlier degradation onset and multi-stage decomposition profiles reflecting sequential degradation of hemicellulose, cellulose, and polymer matrix components. Furthermore, Poletto et al. 189 reported detailed TGA analysis of wood-polymer composites showing that the temperature range and extent of lignocellulosic degradation increased proportionally with wood content, confirming the systematic relationship between filler loading and thermal stability observed in the current investigation. Clemons and Ibach 190 have also documented that wood-plastic composites exhibit characteristic two-stage degradation profiles with lignocellulosic decomposition preceding polymer degradation, and that residual mass at elevated temperatures reflects the combined contributions of mineral filler content and char formation from incompletely combusted organic phases. The thermal degradation results obtained in the current investigation thus align well with established literature, demonstrating that controlled incorporation of wood powder into recycled HDPE matrices containing mineral fillers generates systematic reductions in thermal stability that scale with lignocellulosic content, whilst maintaining sufficient thermal stability for practical processing and application within the expected service temperature range for wood-plastic composite materials.
Conclusions
The investigation of hybrid bio-filled composites based on recycled HDPE modified with wood powder and calcium carbonate demonstrated the viability of producing sustainable composite materials. The experimental design strategy, which maintained constant levels of calcium carbonate (10 wt%) and MAPP compatibiliser (6 wt%) whilst systematically varying wood powder content from 0 to 20 wt%, enabled attribution of observed property changes to wood powder incorporation alone, thereby providing fundamental insights into structure-property relationships in hybrid bio-filled polymer composites.
The mechanical characterisation revealed that wood powder incorporation generated substantial improvements in composite stiffness and modulus, with the W20 formulation achieving approximately 56% enhancement in both tensile stiffness (685,000 N/m vs 440,000 N/m) and tensile modulus (1195 MPa vs 765 MPa) compared to the wood-free W0 baseline. These significant elastic property enhancements demonstrate the effectiveness of lignocellulosic reinforcement in constraining polymer chain mobility and increasing resistance to elastic deformation. The monotonic increase in stiffness and modulus throughout the entire compositional range investigated indicates that the optimal wood powder loading for maximising rigidity lies beyond 20 wt%, suggesting potential for further property enhancement at higher filler loadings. Tensile strength exhibited more complex behaviour, with modest improvements observed up to 15 wt% wood powder (24.6 MPa for W15 vs 23.4 MPa for W0, representing approximately 5% enhancement) followed by slight decline at 20 wt% loading. This non-monotonic trend reflects the competing influences of effective stress transfer and reinforcement at moderate loadings versus particle agglomeration and matrix dilution at elevated loadings, indicating that 15 wt% wood powder represents the optimal composition for maximising tensile strength in this hybrid system.
The substantial reduction in elongation at break with increasing wood powder content, from approximately 37.5% for W0 to 7.5% for W20, represents the primary limitation of lignocellulosic reinforcement incorporation. This dramatic ductility reduction of approximately 80% reflects the transition from ductile matrix-dominated behaviour to brittle reinforcement-dominated behaviour, wherein rigid wood particles restrict polymer chain mobility and introduce stress concentration sites that precipitate premature failure.
The spectroscopic characterisation through FTIR analysis confirmed the presence of characteristic functional groups in all composite constituents and provided evidence of chemical interactions between the MAPP compatibiliser and wood powder hydroxyl groups. The progressive intensification of hydroxyl absorption (3200-3500 cm−1) and lignocellulosic C-O stretching bands (1000-1100 cm−1) with increasing wood powder content validated the prescribed compositional variations, whilst weak carbonyl absorption in the 1730-1740 cm−1 region suggested formation of ester linkages between maleic anhydride groups and wood flour hydroxyl groups. The persistence of strong hydroxyl absorption in all wood-containing formulations indicates that compatibilisation reactions were incomplete, with substantial proportions of wood hydroxyl groups remaining unreacted yet still contributing to composite performance through physical interactions and hydrogen bonding networks.
Thermal analysis through DSC revealed that wood powder incorporation influenced the crystallisation behaviour of the recycled HDPE matrix, manifesting as modest increases in melting temperature and systematic broadening of melting endotherms with increasing wood content.
TGA characterisation demonstrated that wood powder incorporation resulted in systematic reductions in thermal stability, with degradation onset temperature decreasing from approximately 420°C for W0 to approximately 300°C for W20. This thermal stability reduction reflects the inherently lower decomposition temperature of lignocellulosic materials compared to polyolefin polymers, with wood-containing formulations exhibiting characteristic multi-stage degradation profiles corresponding to sequential decomposition of hemicellulose, cellulose, and polymer matrix components.
Footnotes
Acknowledgements
The authors would like to thank Tshwane University of Technology, Pretoria for the unwavering support.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.