
Abstract
In this investigation, composite materials made from high-density polyethylene (HDPE) and alumina, as well as from HDPE, alumina, and glass fibers, were prepared, aiming to improve the thermal stability, stiffness, and mechanical strength. The combined effects of alumina and glass fibers and the individual effects of alumina were studied. Alumina concentrations ranged from 5 wt% to 10 wt% and glass fiber concentrations ranged from 10 wt% to 30 wt%. For the hybrid composite materials, alumina concentration was maintained constant as the glass fiber concentration increased. The composites were processed with a double-screw extruder. Their properties were evaluated through a multi-analytical approach. Results pointed to a significant increase of the elastic modulus for the hybrid composite (up to 501% in comparison to the neat polymer), at the cost of a large decrease in toughness, alongside a decline in impact resistance. Elastic modulus improvement was observed in both hybrid and HDPE-alumina composites, being higher for the hybrid composites due to the addition of glass fibers. HDPE-alumina composites presented a decrease in mechanical strength, whereas the hybrid composites showed an increase of this parameter. Concerning thermal properties, the hybrid composites presented higher thermal stability than that of the HDPE-alumina composites and a similar degradation temperature as the neat polymer. Micrographs pointed to weak adhesion between alumina particles and the polymeric matrix as well as a slight degree of fiber detachment. Overall, the hybrid composites presented considerably higher stiffness and mechanical strength than the neat polymer and HDPE-alumina composite (19–26% increase), with no significant change in thermal stability.
Introduction
Composite materials have been increasingly used in recent decades. The properties of this class of materials can be tailored by careful selection of the constituents, creating materials composed of at least two phases. These materials are usually lighter, stiffer, more corrosion resistant and tenacious than pure materials. 1,2 The final properties of the composite will be given by the relative amount of each constituent and by the inherent properties, including shape. 3
Polymeric materials are usually chosen as the matrix phase for composites due to their processability and ease of use, without the need to use sophisticated equipment, and because it is relatively easy to control their properties with addition of fillers. 4 –6 Polyethylene, a thermoplastic polymer with wide production and great versatility, can be obtained in various configurations, among them the high-density polyethylene (HDPE). 7,8 This particular class of polyethylene is highly crystalline, linear, and with low ramification volume, presenting better mechanical properties than the other types of polyethylene. 8 Because of that, HDPE is a natural choice to be used as matrix in composites. However, HDPE has low modulus and low strength, with values around 1 GPa and ranging from 22 MPa to 33 MPa, respectively. 9
For the selective improvement of the properties of polymers, fillers or reinforcements are added as a dispersed phase. 8,10 Inorganic fillers present better mechanical and thermal properties than organic ones and usually adhere better to the matrix phase, besides improving the thermal stability of polymers. 11 Addition of alumina (Al2O3) results in better stiffness and thermal stability than the addition of metallic fillers and can be obtained in calcined or hydrated form, with micrometric or nanometric particle size. 10,12,13 This inorganic filler is inexpensive and has been reported to increase the thermal stability of HDPE. 11,14,15 The addition of inorganic particulate fillers is also known to improve the elastic modulus of the material but at the cost of adversely affecting the impact resistance. 15,16 The effects caused by the addition of such a filler are influenced by its size, where the smaller the particle size, the better the properties obtained are. 3,14,17 When greater improvement in the mechanical properties is desired, fibers are used as reinforcements. 18 Fibers can sustain higher loads than particulate fillers, due to their better load transfer mechanism with the matrix, and can be used in a variety of geometric shapes and spatial arrangements. 19,20 Glass fiber is the most common inorganic fiber used in industry, owing to its excellent mechanical properties, ease of use, and low cost. When added to a thermoplastic matrix, these fibers are known for improving mechanical resistance, stiffness, and thermal stability, at the cost of significantly reducing the ductility. 18,21 When added to polyethylene, glass fiber performs better if HDPE is used as matrix than other types of PE, such as LDPE. 22
With the objective of combining the positive effects provided by different types of fillers and reinforcements, hybrid composites have been studied to better understand the individual and combined effects of the dispersed phases. This class of material provides even more flexibility to designers to selectively tailor the properties of the final composite. Recent studies conducted by Grison et al. 10 showed that the combined addition of alumina and organic particles can better improve the flexural resistance than the individual addition of each component. Huang et al. 23 reported other positive effects achieved by the combined addition of two different dispersed phases in a HDPE matrix, such as increase in tensile modulus and tensile strength. Moreover, Mohan et al. 24 studied the effects of nano-alumina particles (functionalized with and without a silane coupling agent) on an epoxy/fiberglass composite. They reported positive results concerning fracture toughness, but no significant changes in ultimate tensile strength or elastic modulus were observed for both the functionalized and pristine alumina particles.
Even though hybrid composites have been studied, to the best of our knowledge, there are no reports of the combined addition of alumina and glass fiber to HDPE matrices. These three materials, as mentioned earlier, are commonly used in industry and their combination can yield a material that is easy to obtain with high mechanical resistance and low cost.
Therefore, we studied a HDPE matrix composite filled with alumina and/or glass fiber, to shed more light on the combined effects of these well-known and commonly used materials.
Materials
Commercial high density polyethylene, IE59U3, supplied by Braskem, with density of 0.959 g/cm3 and measured elastic modulus of 0.5 GPa according to ASTM D638 standard, was used in this work. The alumina powder used as filler was provided by Alcoa and has an average particle size at 50% distribution (D50) of 2–7 μm; 99.7% purity and density of 3.90 g/cm3. Glass fiber, donated by Owens Corning, under the trade name of 147A and in chopped form, has an average diameter of 14 μm and length of 4 mm. Its density is about 2.5 g/cm3 and the fibers are pretreated with a silane coupling agent.
Methods and characterization
Composite fabrication
In this study, the composites prepared were all obtained through the extrusion method, using a Leistritz twin-screw extruder. The as-received polyethylene was dried for a period of 24 h at temperature of 60°C before being mixed with the fillers, followed by processing. The fillers were used without any additional surface treatment (or any treatment at all in the case of alumina particles) before being mixed and incorporated into the polyethylene matrix.
Before the fabrication step, polyethylene, alumina and glass fiber were individually weighed. HDPE was weighed on a common scale (±0.1 g) while the fillers were weighed on a precision scale (±0.001 g). A fixed amount of 10 wt% of alumina was chosen — before obtaining any experimental results — as the one that would possibly yield the best results.
The mixed materials were then fed into the preheated twin-screw extruder (manufactured by Leistritz, Germany) with a temperature profile from 160°C to 230°C, from feed to dosing area. The screw rotation was of 600 rpm and feed rate was 1.5 kg/h. The set of screws employed in the processing were used as provided by the manufacturer and said to be for “general use,” possessing a length to diameter ratio of 40. Upon exiting the extrusion barrel, the material was cooled in water and immediately pelletized with an AX3032 pelletizer manufactured by AX Plásticos, Brazil.
For the HDPE-alumina composites, a concentrate with 20 wt% alumina was first produced using an AX Plásticos single-screw extruder. The processing conditions for this concentrate were as follows: temperature profile, from feed to dosing area, of 160/175/190/210/230°C and screw rotation speed of 70 rpm. The screw profile is given by the manufacturer as for “general use” and presents a length to diameter ratio of 32. Immediately after extrusion, the concentrate was pelletized and dried.
To obtain the desired concentrations in weight of alumina and better dispersion of particles, the concentrate produced was then diluted with neat polymer. Both the materials were dried for a period of 24 h at 60°C. The materials were weighed on a common scale (±0.1 g) and were manually mixed before being fed into the extruder as described earlier.
A summary of the composites and the respective amount of filler effectively incorporated — measured by thermogravimetric analysis (TGA) — is shown in Table 1. Alumina powder is more likely to adhere to the extruder feeder walls, undergoing loss during the feeding process. Therefore, the alumina concentration can be different from the previously weighed amount, described in the previous item.
Summary of the composites.
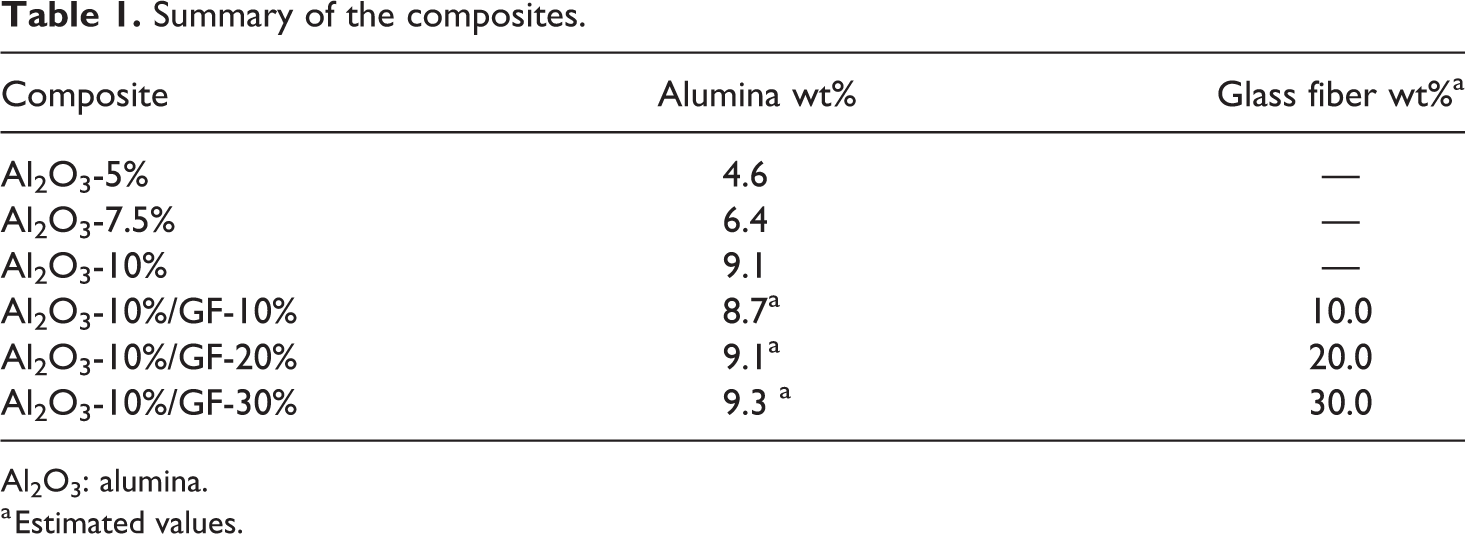
Al2O3: alumina.
a Estimated values.
TGA analysis gives information about the residual amount of inorganic material after the polymer’s thermal degradation, representing the total amount of filler incorporated in the polymer. However, it is not possible to distinguish alumina from glass fiber in the inorganic residues. The amount of filler and reinforcement is estimated taking into account that alumina is more adherent to the feeder walls and therefore more likely to vary from the weighed amount than the fibers. Fibers were considered to have suffered no loss during the processing.
Characterization
The composites were analyzed by TGA and differential scanning calorimetry (DSC) to determine the amount of filler effectively incorporated, degradation temperature, and heating and cooling enthalpies. TGA analysis was carried out from 25°C to 700°C with a heating rate of 10°C/min using a TA Instruments TGA Q500 analyzer. DSC analysis was carried out from 25°C to 200°C with the same heating rate as that of TGA and with the application of three heating cycles to erase the thermal history of the sample. The cycles were carried under the same conditions as the analyses themselves, both heating and cooling. A TA Instruments DSC-Q-100 calorimeter was used. Both analyses were conducted under inert nitrogen atmosphere. Samples analyzed had an average mass of about 20 mg.
Crystallinity indexes were calculated by the following equation 8

where Xc is the crystallinity index, W% the weight percent of polymeric material, and ΔHf and ΔHf0 are, respectively, the enthalpy of fusion of the sample and enthalpy of fusion of the 100% crystalline polymer. ΔHf0 was defined for 100% crystalline polyethylene as 293 J/g. 25
Samples for impact and tensile tests were injection molded in accordance with ASTM D-256 and ASTM D-638 standards, respectively. Tensile analysis was carried out using a Shimadzu testing machine with a 5 kN load cell and testing speed of 100 mm/min. Testing conditions were in accordance with ASTM D-638 and a total of 10 test specimens were used for each analysis. From the tensile curves, toughness of the test samples was also inferred from the area under the stress–strain curve. The calculation of toughness values was performed using the following mathematical expression

where U is the integrated stress–strain curve area, automatically calculated by the Shimadzu software, w is the width of the test specimen, t the thickness of the specimen, and GL the effective gauge length of the specimen, yielding a result that can be interpreted as energy absorbed per unit of volume until fracture.
Impact resistance analysis was conducted with a CEAST 9050 impact pendulum equipped with a 0.5 J hammer and followed the ASTM D-256 testing conditions for Izod analysis.
Morphological analysis was carried out with a Hitachi TM3030 Plus scanning electron microscope, operating at a voltage of 15 kV in secondary electron imaging mode. Samples analyzed were fractured under cryogenic conditions and coated with a thin layer of conductive material (gold) with BAL-TEC model SDC 005 sputter coater.
Results and discussion
HDPE-alumina composites
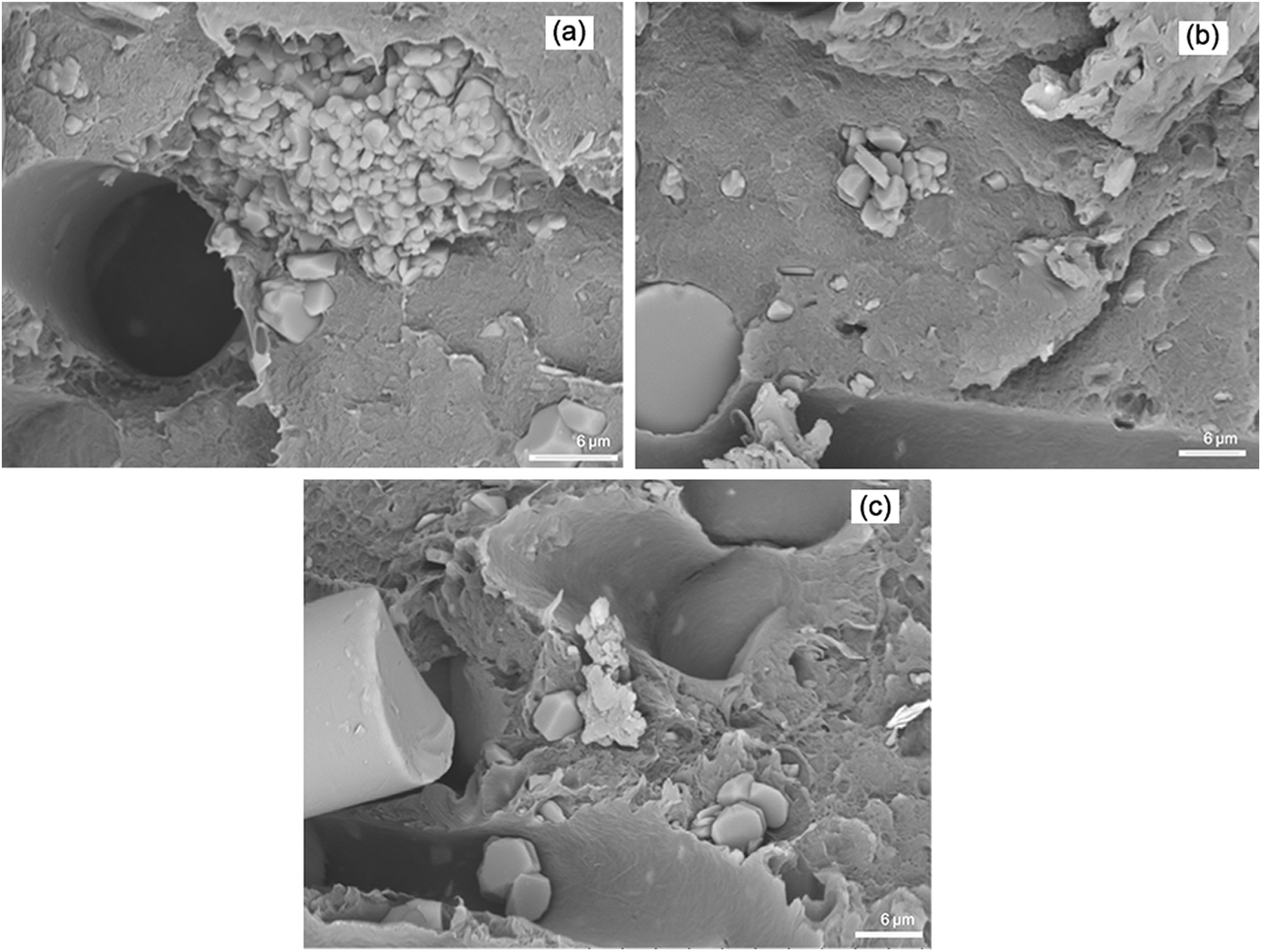
Scanning electron micrographs were used to analyze the filler dispersion and adhesion with the polymeric matrix. The micrographs showed a relatively uniform distribution of the alumina particles and a low adhesion between filler and matrix, which can be observed in Figures 1(a) and (b). However, a certain tendency to form small agglomerates with increasing filler concentration was observed (Figure 1(c)), as also reported in the literature, when adding nano-alumina particles to LDPE matrices. 14,15 This is an important aspect because the physical properties of composites are related to the dispersion of fillers and their adhesion to the polymer matrix. 26
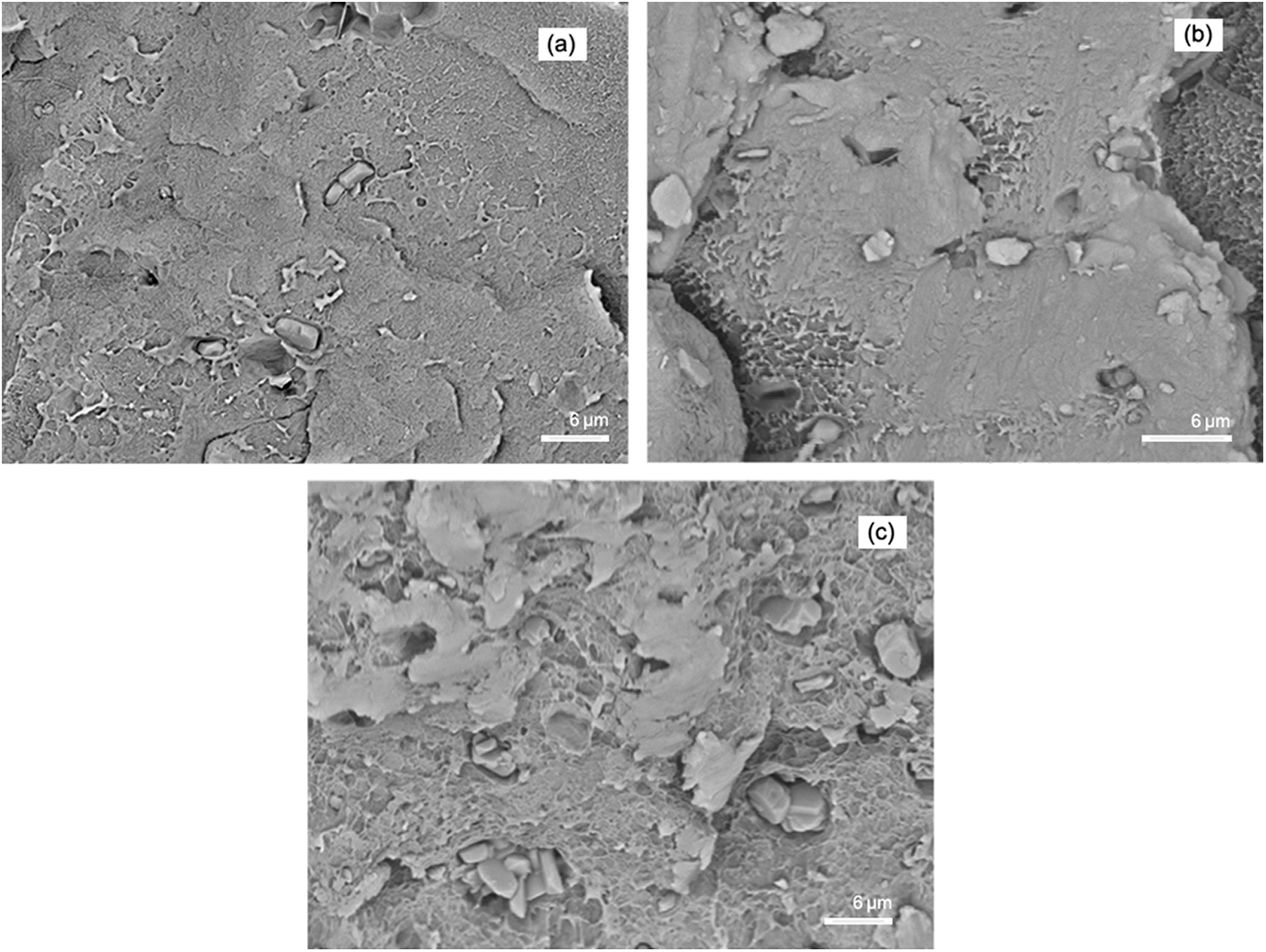
Micrographs of the fractured surfaces of HDPE-alumina composites: Al2O3-5% (a), Al2O3-7.5% (b) and Al2O3-10% (c).
Low adhesion combined with the formation of particle agglomerates results in low surface area and formation of voids between filler and matrix, which can act as crack initiation points. Thus, a less effective stress transfer mechanism is obtained.
Figure 2 presents a comparison of the elastic modulus and mechanical strength between the neat polymer and the alumina composites. The high rigidity of the alumina particles is expected to increase the material stiffness, as predicted by the common equations of micromechanics of composite materials, and confirmed by other experimental data. 3,23,27 –29 However, the elastic modulus increased only to a threshold value, above which increasing filler content caused no significant variation of this parameter. A decrease in filler surface area caused by agglomeration can reduce the influence that alumina exerts on the modulus. The observed agglomeration seemed to be overriding the effects of alumina, so the modulus was relatively independent of the alumina content.
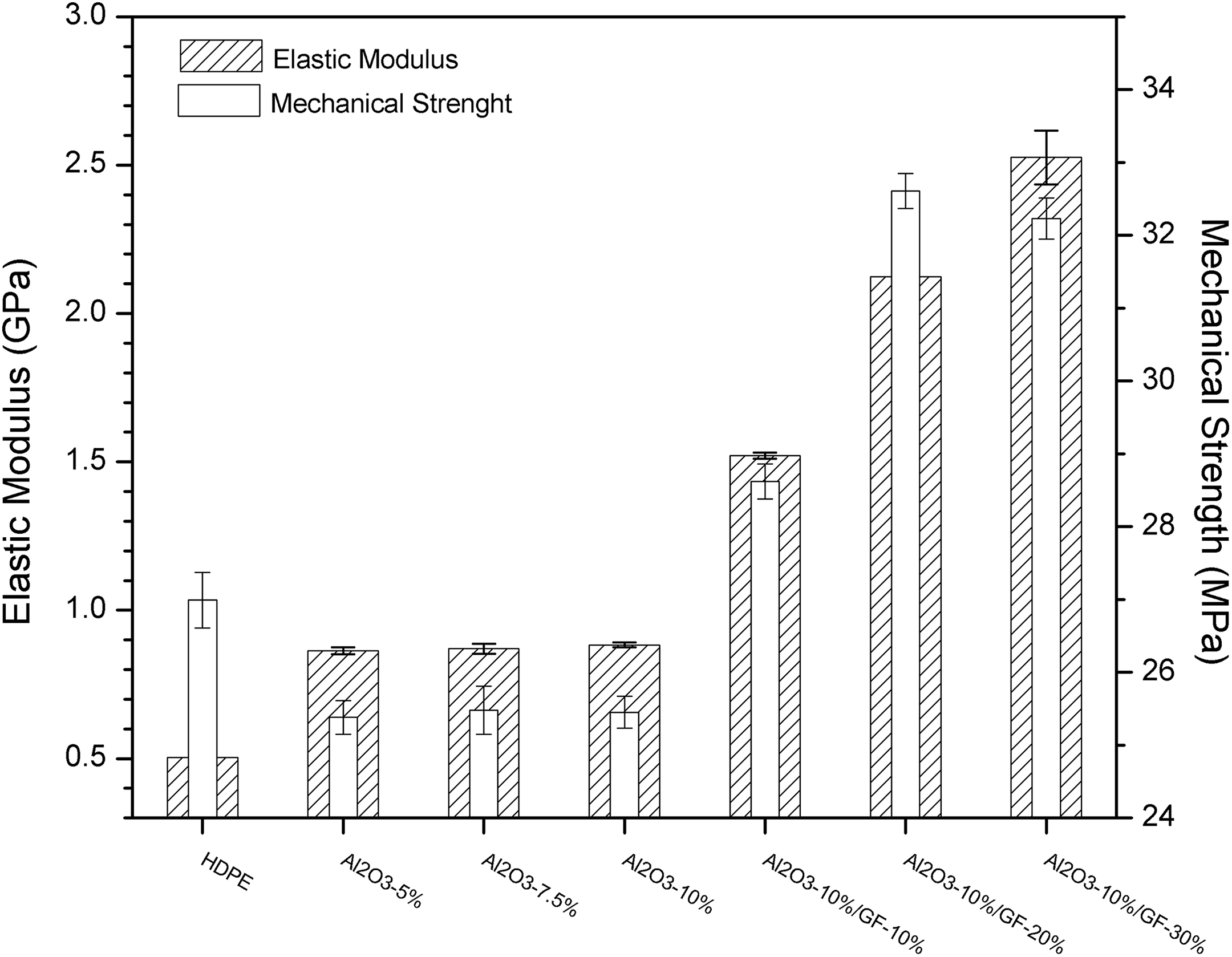
Elastic modulus and mechanical strength comparison between neat polymer and composites.
The influence of alumina on the material toughness is hard to evaluate due to the large standard deviation obtained (Figure 3). However, some assumptions can be made. If the low adhesion between alumina and HDPE is taken into account, toughness is likely to decrease, since the interface failure would occur more easily and would cause premature rupture of the material. In this manner, toughness should decrease with increasing filler content. A tendency in reduction of tenacity with the increase of the alumina fraction was, in fact, observed.
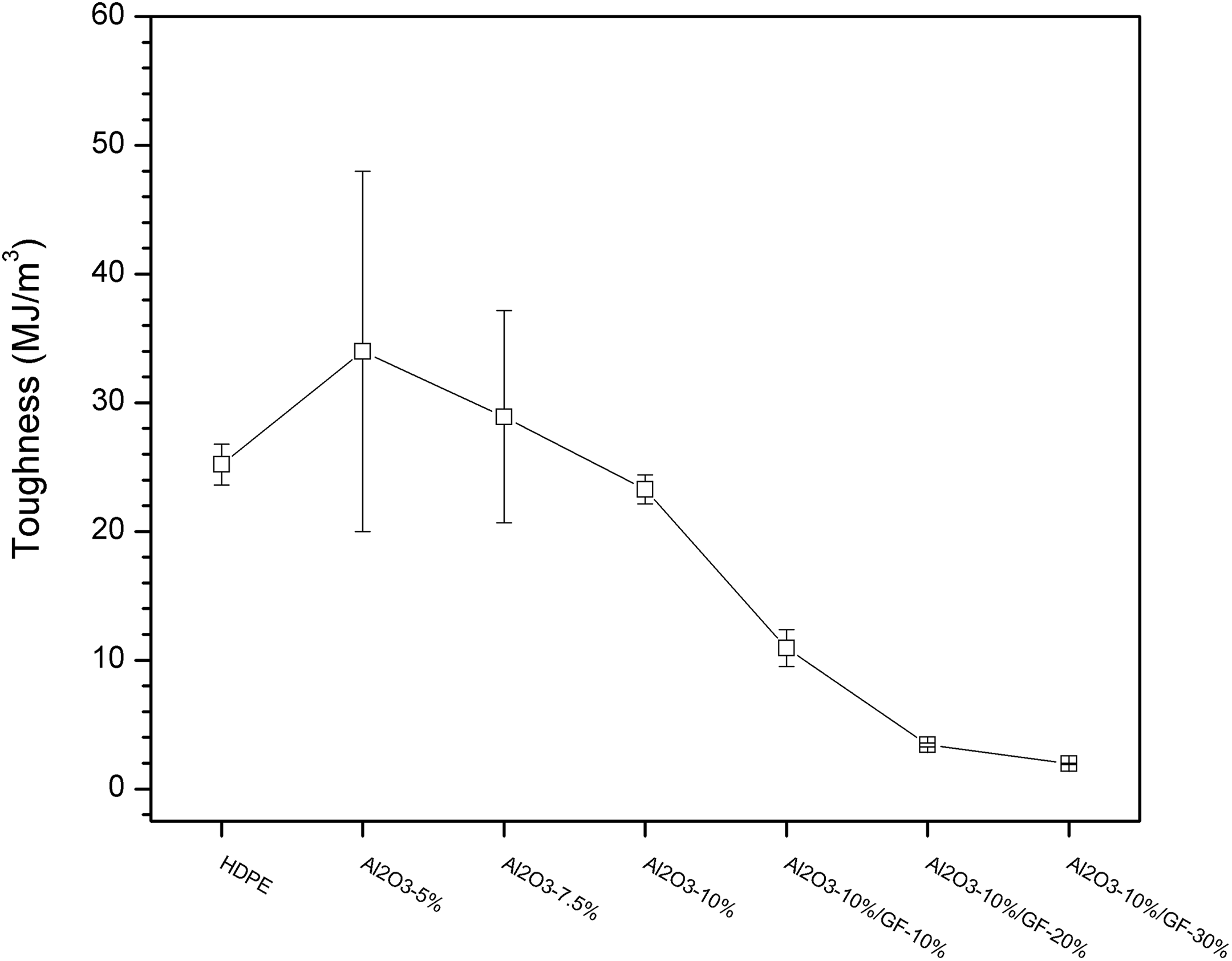
Toughness comparison between neat polymer and composites.
For the composites with low alumina concentrations, we expected that the voids created during the debonding process would be far apart from each other. Voids alter the stress state within the polymeric material in the vicinity of the particles, relieving the stress and reducing the tendencies to propagate cracks. In this manner, a shear band deformation mechanism will take place, allowing the material to absorb a greater amount of energy. 30 Nevertheless, this effect declines or disappears when alumina concentration is increased, since the average interparticle distance decreases with increasing filler content, so cracks can coalesce more easily. 17
The crystallinity indexes, shown in Table 2, did not show a clear tendency with alumina content. As found in the literature, 31 a reduction in crystallinity is strongly associated with the presence of particles within the amorphous structure of the polymeric matrix, so that a decrease in the size of the crystalline domain has a direct relation with the crystallinity index.
Results from TGA and DSC thermal analysis: degradation temperatures, melting and crystallization enthalpies, and crystallinity indexes.
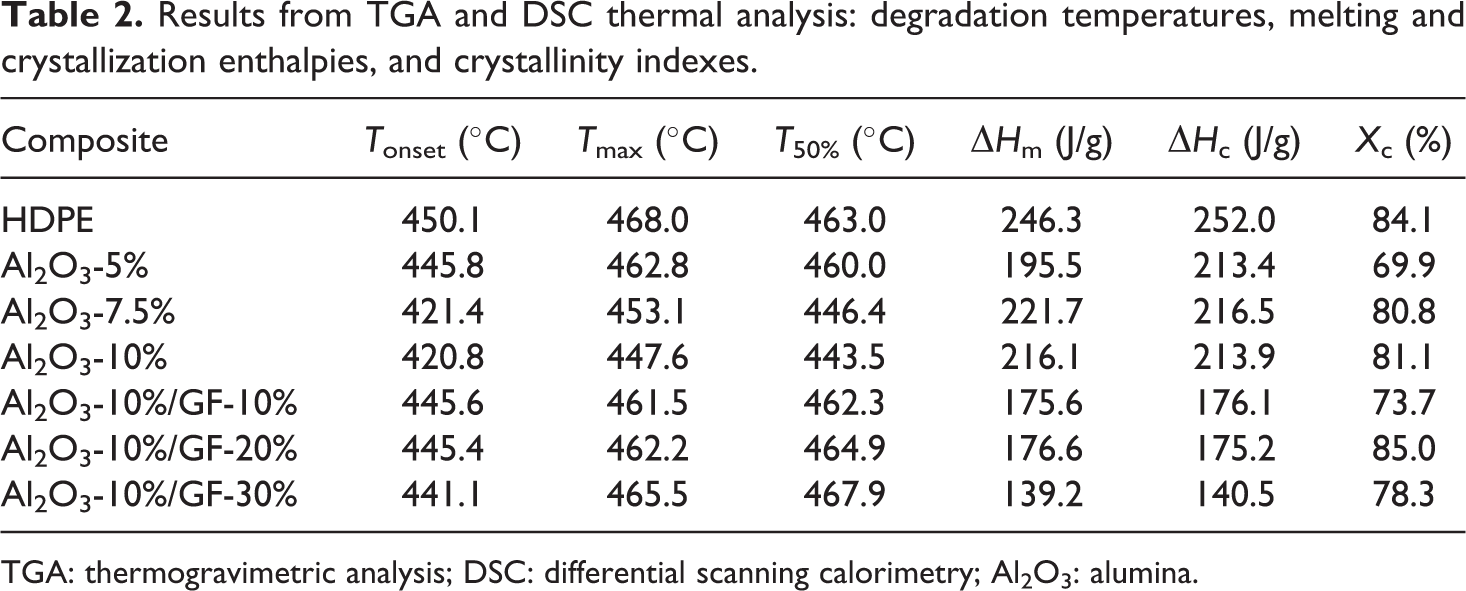
TGA: thermogravimetric analysis; DSC: differential scanning calorimetry; Al2O3: alumina.
The observed initial decrease in crystallinity followed by a subsequent increase can indicate that alumina initially lodges in the amorphous structure, and as the content by weight is increased, it tends to settle in the crystalline structure. However, this factor influenced the previously discussed properties only slightly.
Figure 4 shows a comparison between the impact resistance of the composites and the neat polymer. The addition of alumina caused a significant reduction of this parameter, up to approximately 42%, with a filler content of 9.1 wt% (composite Al2O3-10%). The addition of rigid particles is expected to reduce ductility, increase the elastic modulus, and therefore leads to lower impact resistance, 15,16 since the particles restrict the polymer chains’ movement. 23 Crystallinity is also known to affect impact resistance, having an inverse relation with this parameter. 32 Moreover, as shown in Figure 1, the presence of particle agglomerates further decreased the impact resistance of the material.
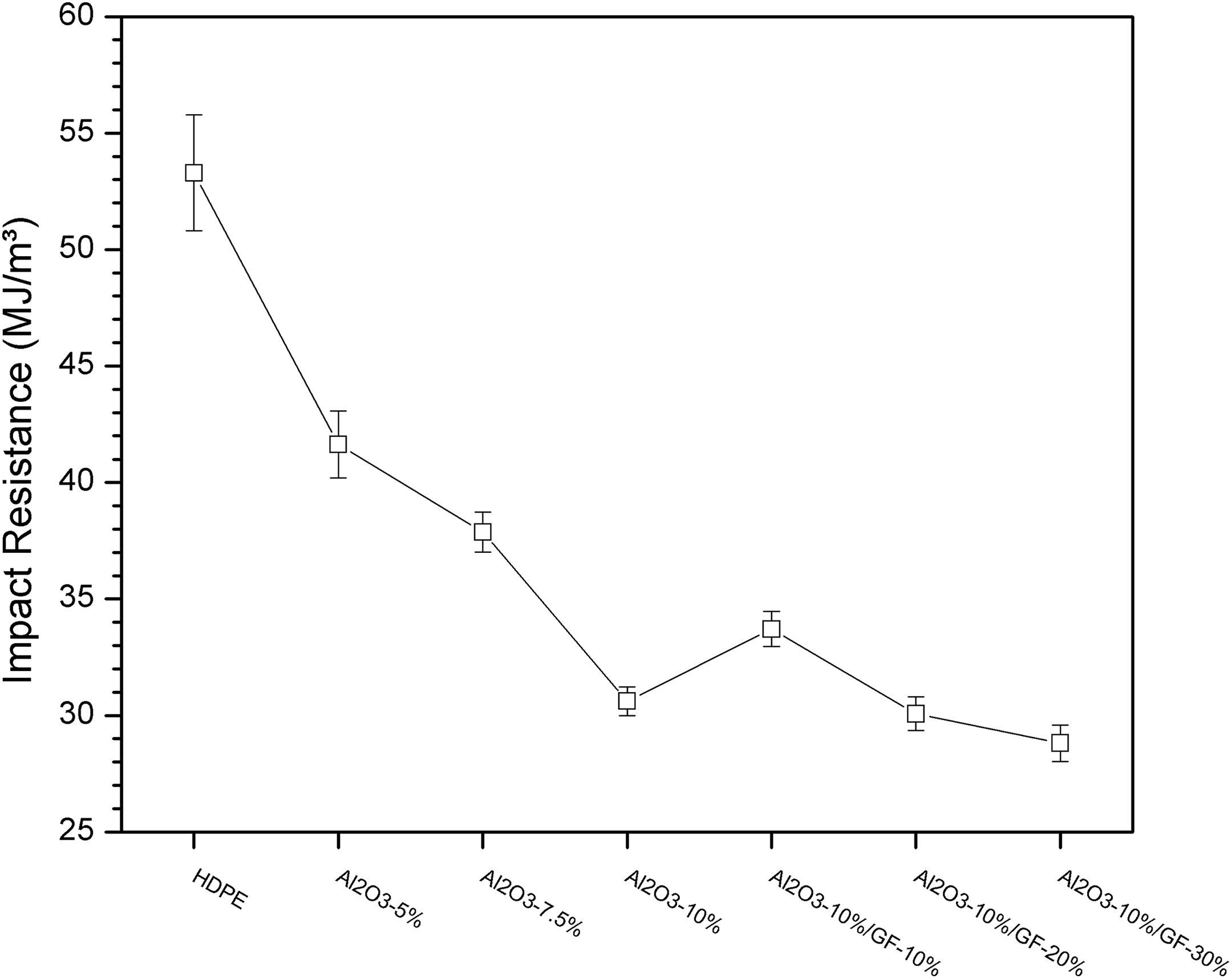
Impact resistance comparison between neat polymer and composites.
Nonetheless, Perkins 33 stated that impact resistance in not a fundamental material property, since this also depends on the specimen geometry and the specific test conditions. A classic tensile elongation test does not involve creation of notches in the test specimen and the loading is uniaxial and usually slow. Moreover, the injection-molded specimens are usually in their optimum (oriented) direction. Most materials are much more brittle in biaxial or triaxial stress conditions than they are in uniaxial loading. 33 The different natures of the loading should also be considered (static in tensile elongation tests and dynamic in impact tests), yielding different responses of the material. Therefore, it is not always possible to establish a relationship between the materials’ toughness and high-speed impact loading.
The results obtained by TGA are shown in Figure 5 and reported together with DSC results in Table 2. It can be observed that the degradation temperature decreased with the addition of alumina, as did the onset temperature and temperature of 50% mass loss (T50). Other authors have found that the addition of alumina to a polyethylene matrix increases the temperature where maximum thermal degradation rate occurs (Tmax). 11,15 Nevertheless, the TGA analysis conducted by Malucelli et al. 15 was under air, while the samples prepared by Murty et al., 11 containing 20 wt% alumina, were physically mixed in the sample holder, having no chemical bonding with the polymeric matrix prior to analysis.
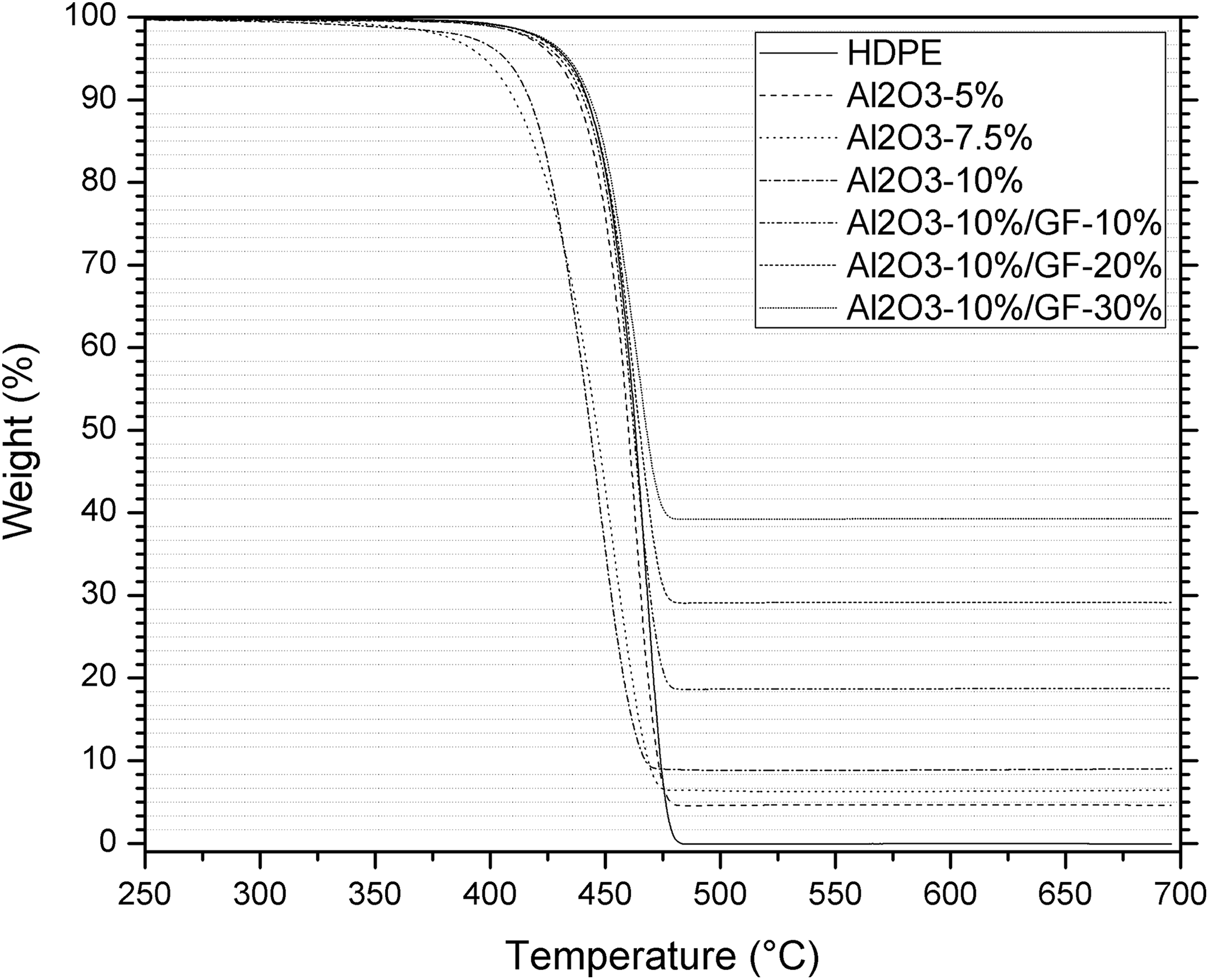
TGA curves of the composites.
Nikkhah et al. 34 studied the effect of bentonite clay filler on thermal properties of polyethylene. The authors verified that in low concentrations (below 5 wt%), the filler, when well dispersed, acted as a “barrier,” increasing the thermal stability of the material. When concentration rose to 5 wt%, the effect observed was the opposite. The filler used had two concurring effects: barrier effect and promoter (catalyst) effect. The former was responsible for shielding the crystals and thus caused higher thermal stability while the latter promoted premature degradation of the polymer.
Nevertheless, there is also a possibility that impurities contained within this particular alumina powder (among them iron oxide) might have contributed to the decrease in thermal stability, since iron oxide is known to have a significant negative effect on thermal stability of polymers. 11
Hybrid composites
The combined addition of alumina and glass fiber produced composites with properties considerably better than those obtained with alumina alone. Scanning electron microscopy (SEM) micrographs revealed the existence of fiber pull-out and a tendency of alumina particles to agglomerate around the fibers (Figure 6). This aspect is clearly seen in Figure 6(a) (composite Al2O3-10%/GF-10%). Some authors have reported that this behavior of alumina contributes to the formation of percolation networks, which are capable of transferring mechanical stress and energy more easily, increasing the modulus. 16,28,29 Therefore, it is possible that alumina acts not only as filler but also as reinforcement, when glass fiber is incorporated together in the polymeric matrix.
Micrographs of the fractured surfaces of hybrid composites: Al2O3-10%/GF-10% (a), Al2O310%/GF-20% (b) and Al2O3-10%/GF-30% (c).
A decrease in impact resistance is expected with the addition of glass fiber. This fiber is brittle and some authors have reported it decreases the impact resistance of certain polymeric materials. 21,32 However, due to the mentioned behavior of alumina, we did not observe this effect. As seen in Figure 4, when compared to HDPE-alumina composites, impact resistance increased slightly when 10 wt% glass fiber was added. A tendency to lower impact resistance as more glass fiber was incorporated also was observed. This tendency was clearly due to the high amount of rigid inorganic material incorporated in the matrix and to the intrinsic properties of the fibers.
With respect to other mechanical properties of interest, such as mechanical strength and elastic modulus, the addition of glass fiber significantly increased both of these parameters compared to the neat polymer (Figure 2). Elastic modulus increased with rising fiber content, following a “rule of mixtures” tendency, while mechanical strength increased when 10 and 20 wt% glass fiber was incorporated, leveling off with high glass fiber content. Composite Al2O3-10%/GF-20% presented a high crystallinity index (Table 2), which can be related to the high mechanical strength obtained. The reasons for such a high crystallinity index (the highest among all composites produced) still require further investigation.
Elastic modulus and toughness are inversely related properties 35 ; so a decrease of toughness in the hybrid composites can be expected. In fact, toughness was drastically decreased by addition of glass fiber, mainly in the Al2O3-10%/GF-30% composite (Figure 3). Even though the toughness values obtained for the HDPE-alumina composites are hard to interpret due to the very large standard deviation, it is clear that the incorporation of increasing amounts of glass fiber caused a continuous reduction of this parameter. The material became extremely rigid, with restricted plastic deformation, due to such high amount of inorganic fillers. This effect can be seen in the stress–strain curves (Figure 7).
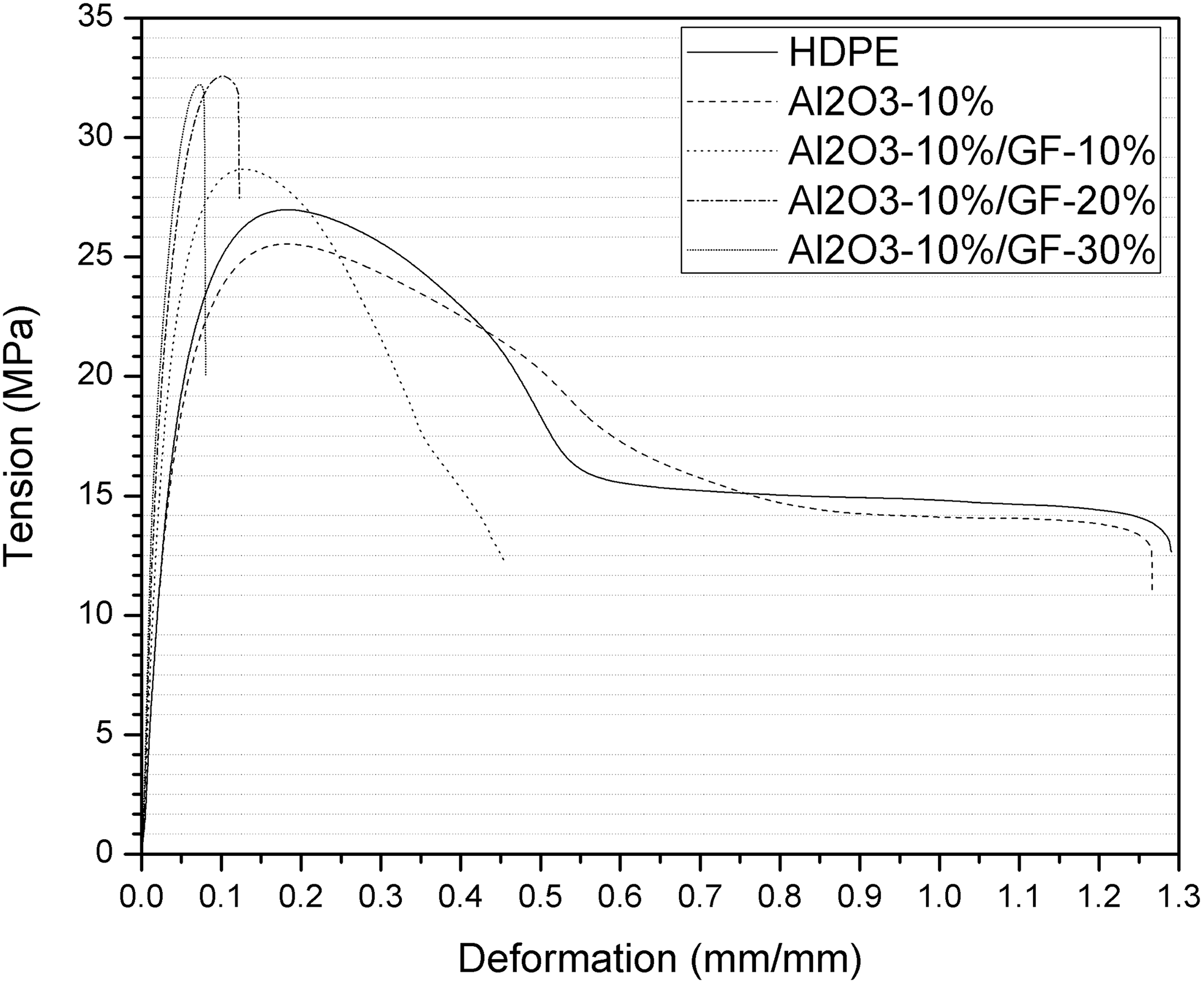
Stress–strain curves of the neat polymer, Al2O3-10% composite and hybrid composites. Al2O3: alumina.
The loss of ductility is easily noted when comparing the stress–strain curves. This effect is directly linked to the decrease in toughness, even though the mechanical resistance undergoes a considerable increase. The reduction in toughness is less abrupt than in the impact resistance, due to the nature of the loading applied to the material, explained in item 4.1. Polymers present a viscoelastic characteristic, behaving differently under dynamic and static loadings. Under dynamic loading, the polymeric chains have little or no time to rearrange themselves and do not relax, causing lower energy absorption by viscous mechanisms. In this way, a more brittle behavior prevails.
A hybridization process of vegetable fibers and glass fiber with a PE matrix, as discussed in the literature, 4 indicates that the addition of glass fiber significantly improves the thermal properties of polymers. In the composites produced in this work, the hybridization of glass fiber and alumina promoted an increase in thermal stability only compared to HDPE-alumina composites, yielding a degradation temperature similar to that of the neat polymer. The fibers, which have lower thermal conductivity and similar specific heat compared to alumina (1.3 W·m−1·K−1, 810 J·Kg−1·K−1 and 39 W·m−1·K−1, 775 J·Kg−1·K−1, respectively 9 ), reduced the negative effect caused by the addition of alumina alone.
The formation of percolation networks together with a low adhesion were shown to significantly improve the thermal conductivity of epoxy resins, as discussed by Gojny et al. 36 Moreover, Luyt et al. 28 concluded that formation of percolation networks by copper particles is responsible for decreasing the thermal stability of linear low-density polyethylenes, because it causes the particles to reach higher temperatures quicker and thus degrade the polymeric chains sooner. In this context, it can be assumed that the positive effects, extensively discussed in the literature, of glass fiber on the thermal stability of polymers, was not explored in its full potential in the hybrid composites produced due to the presence of alumina. The positive effects of glass fiber on the thermal stability were suppressed by the low adhesion of alumina and the positioning of the alumina particles in the vicinity of the fibers, creating percolation paths, as observed in Figure 6.
Regarding other thermal parameters, crystallization and melting temperatures were not affected by the addition of fillers (Figure 8), with highest variations achieved being +1.2°C for the crystallization temperature and +0.68°C for the melting temperature. These correspond to less than 1% change in these parameters for both the hybrid and HDPE-alumina composites. Nevertheless, some authors have attributed such a small change to nucleating effects caused by alumina particles. 31
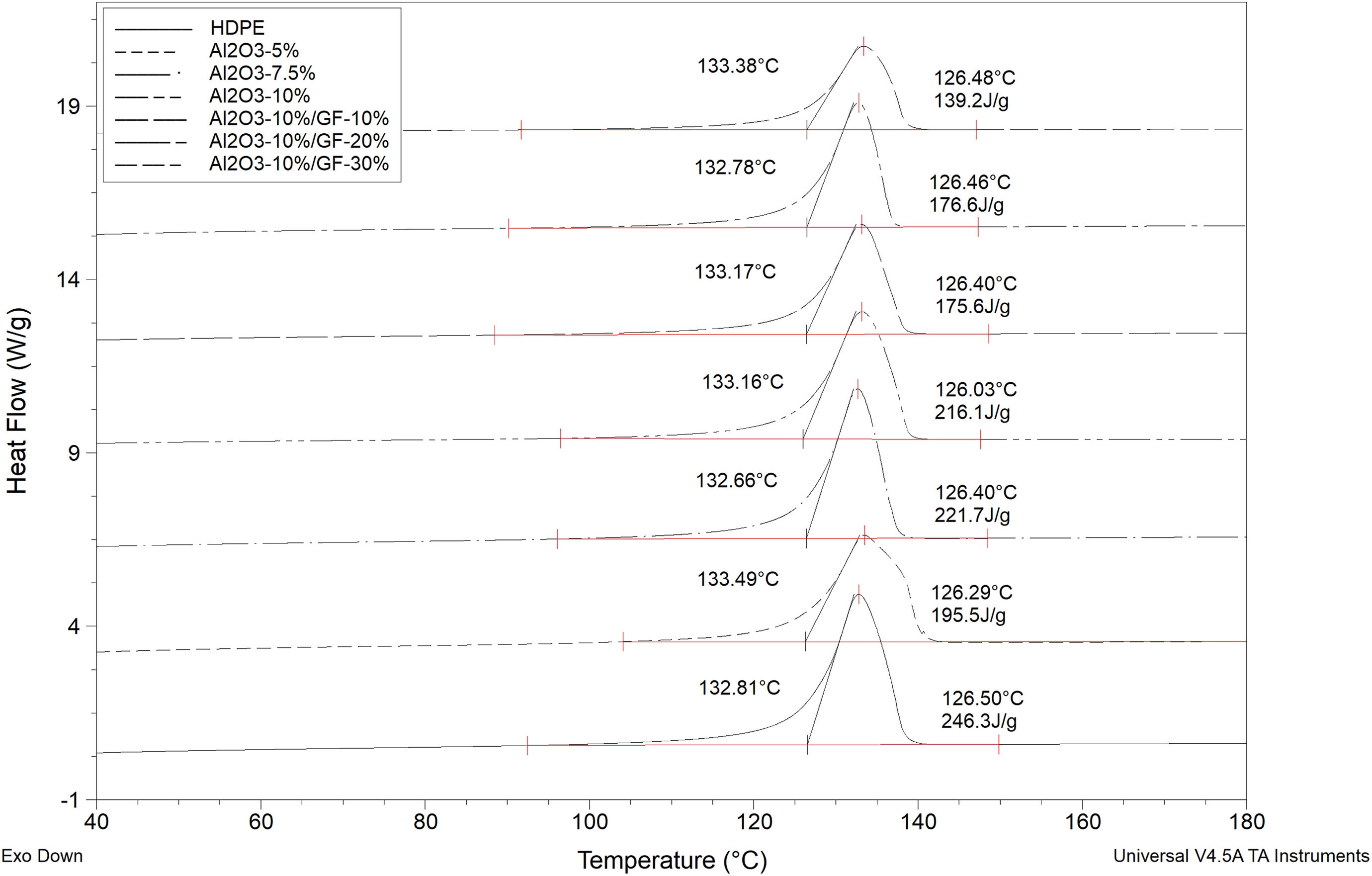
DSC heating curve (third cycle) of the composites.
Conclusions
The following conclusions can be drawn from the experimental results described:
No correlation was observed between the properties of the composite and the mass fraction of alumina. This behavior was attributed to the poor adhesion between the HDPE matrix and the alumina particles, which were used without any surface treatment. However, the combined addition of alumina and glass fiber proved to be effective in improving the stiffness and mechanical strength of HDPE, at the cost of significantly reducing toughness. The use of alumina alone, under the experimental conditions of this study, negatively affected the thermal properties of HDPE. However, when combined with glass fiber, no significant changes in thermal properties were observed compared to the polymer without reinforcement. Both results show that the combined use of alumina and glass fiber has a relevant synergistic effect.
The elastic modulus increased significantly with the addition of alumina and glass fiber, having a 501% increase compared to the neat polymer with the addition of 30 wt% glass fiber. The best results were obtained with 10 wt% alumina and 20 wt% glass fiber, producing a significantly larger modulus while still maintaining some ductility of the composite.
Finally, since low adhesion of the alumina and glass fibers with the HDPE matrix was observed, surface treatment could be used for better exploration of the potential reinforcement of these materials. However, surface treatment should be chosen carefully so as not to impair the observed interaction between alumina and glass fibers, which was considered to be a positive feature regarding mechanical properties.
Footnotes
Acknowledgements
The authors thank Owens Corning do Brasil for providing the fibers used in the research and the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) for partially funding this study.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.