
Abstract
This paper describes the modification methods and molding processes in the preparation of biodegradable plastics reinforced with different environmentally friendly biodegradable fillers. Given the distinct chemical structures and properties of different plastics, the same filler can lead to significant variations in material performance. Among the most widely studied plant-based fillers—wood flour, lignin, hemp fiber, bamboo fiber, and starch—were selected due to their abundance, low cost, high development potential, and strong representation in current research. This review evaluates the effects of these fillers on five key biodegradable polymers:
Keywords
Introduction
At present, people are increasingly concerned about the environmental pollution of traditional plastic products and the enhancement of environmental awareness. The negative impact of traditional plastic products on the environment in the production and recycling process is extremely serious, and it has become one of the environmental pollution problems that need to be solved urgently.1,2 These plastic products are difficult to degrade in the natural environment, and long-term accumulation will cause damage to soil, water and ecosystems.3,4 Therefore, finding new materials that can replace traditional plastic products with biodegradability and environmental performance has become a common goal of scientific research and industry. 5 Biodegradable composites have emerged in this context. 6
These materials can degrade into small molecules such as carbon dioxide and water under natural conditions like soil, aquatic environments, or sunlight, as well as under specific conditions including composting or anaerobic digestion, through microbial activity or natural factors such as light. This degradation process helps minimize environmental pollution.7,8 Not only do they serve as sustainable alternatives to traditional petroleum-based plastics, reducing ecological harm, but they also enhance resource efficiency. Consequently, they are widely used in applications such as food packaging, 9 transportation, 10 and medical fields. 11
Biodegradable materials are usually aliphatic polyester or polycarbonate materials, and PLA,
12
PHA,
13
PBS,
14
PBAT,
15
PCL
16
are common today. With the improvement of environmental awareness and the promotion of policies, the research and application of biodegradable composite materials have gradually been emphasized. Governments have introduced relevant policies to encourage and support the research, development and application of biodegradable materials. At the same time, companies are also actively investing in R&D resources to improve the performance and reduce the cost of biodegradable composites to meet market demand. At present, the mainstream composites are carbon fiber-based composites, glass fiber-based composites, aramid fiber-based composites, plant fiber-based composites, the former three have better mechanical properties and higher density, but compared with plant fibers, there are defects such as expensive raw materials, non-degradable and difficult to recycle.17–19 Most plant-based fillers are derived from agricultural waste and offer advantages such as low cost and biodegradability. By using plant-based fillers to enhance biodegradable plastics, we can effectively alleviate environmental issues caused by discarded plastics and biomass. Additionally, due to its multifunctionality, antimicrobial properties, corrosion resistance, and low cost, this material has broad application prospects across multiple fields and represents a promising green and environmentally friendly material with significant future potential. In this paper, PLA, PHA, PBS, PBAT, PCL, several commonly used biodegradable plastics as the object of study (molecular structure formula shown in Figure 1), due to the different plastics due to the differences in their chemical structure and properties, the use of the same substance as a filler may produce a large difference. Therefore, the following commonly used biodegradable fillers are reviewed in this paper, aiming to provide reference for the application of composites. Molecular structure of commonly used biodegradable polyesters.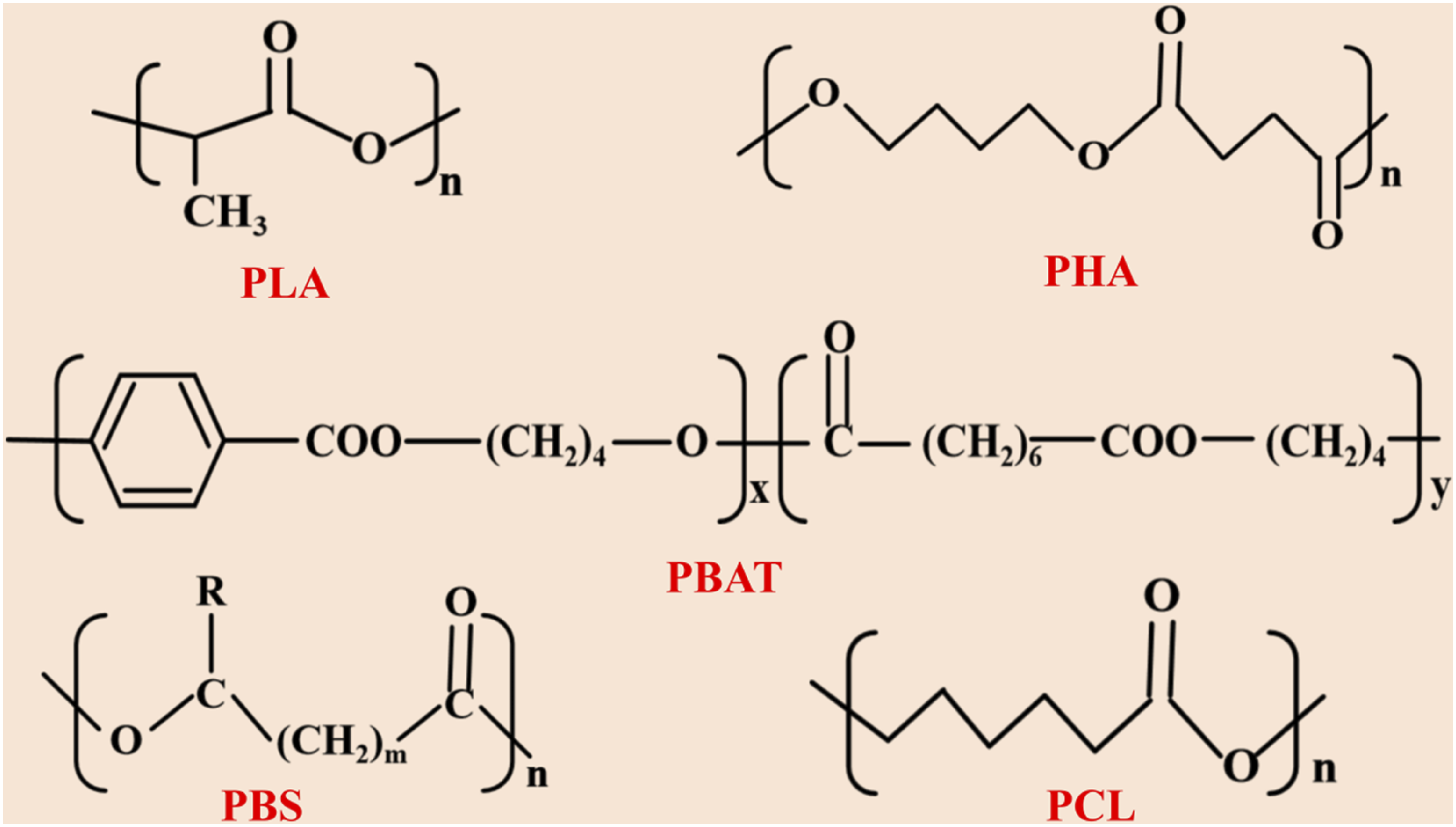
PLA matrix composites
The raw materials of PLA are mainly derived from renewable plant resources, such as corn, sugarcane, potatoes and other starch-rich crops. These raw materials are converted into lactic acid through starch extraction, saccharification, fermentation, etc., and then further made into PLA by polymerization reaction. There are two main synthesis routes of PLA, namely, direct polycondensation and propylene glycol ester ring-opening polymerization. The direct polycondensation method is the direct dehydration polycondensation of lactic acid at high temperature and low pressure, but the product molecular mass is not uniform, the practical application of the effect is poor. propylene glycol ester ring-opening polymerization method is the mainstream production method, which is converted into propylene glycol ester first, and then ring-opening polymerization to obtain the pure PLA.20,21 The mechanical properties of PLA are excellent, and similar to polypropylene plastics, which can be used as an alternative to PP and PET plastics in a number of fields. It also has good gloss, transparency and some bacteriostatic properties. 22 However, the slow crystallization rate and low crystallinity of PLA result in a low heat deflection temperature, limiting its application in hot-filled or heat-sterilized product packaging. PLA lacks toughness and is highly susceptible to bending and deformation. Therefore, toughening modification is usually required.
Wood flour/PLA composites
Mechanical properties
The main source of wood flour (WF) is the wood chips of all kinds of trees. As an organic filler for plastics, wood flour has many excellent properties, such as wide source, low price, low density and good insulation. Zhang et al.
23
prepared MAH grafted polylactic acid (MAH-g-PLA) with the grafting reaction shown in Figure 2(a), which was used as an interfacial bulking agent. Then PLA/WF/MAH-g-PLA composites were prepared. It was found that when the addition of MAH-g-PLA was 30%, the flexural and tensile strengths were enhanced by 6% and 9%, respectively, compared to PLA/WF, and the dispersion of WF in the PLA matrix was significantly improved, while the crystallinity of the composites was the highest.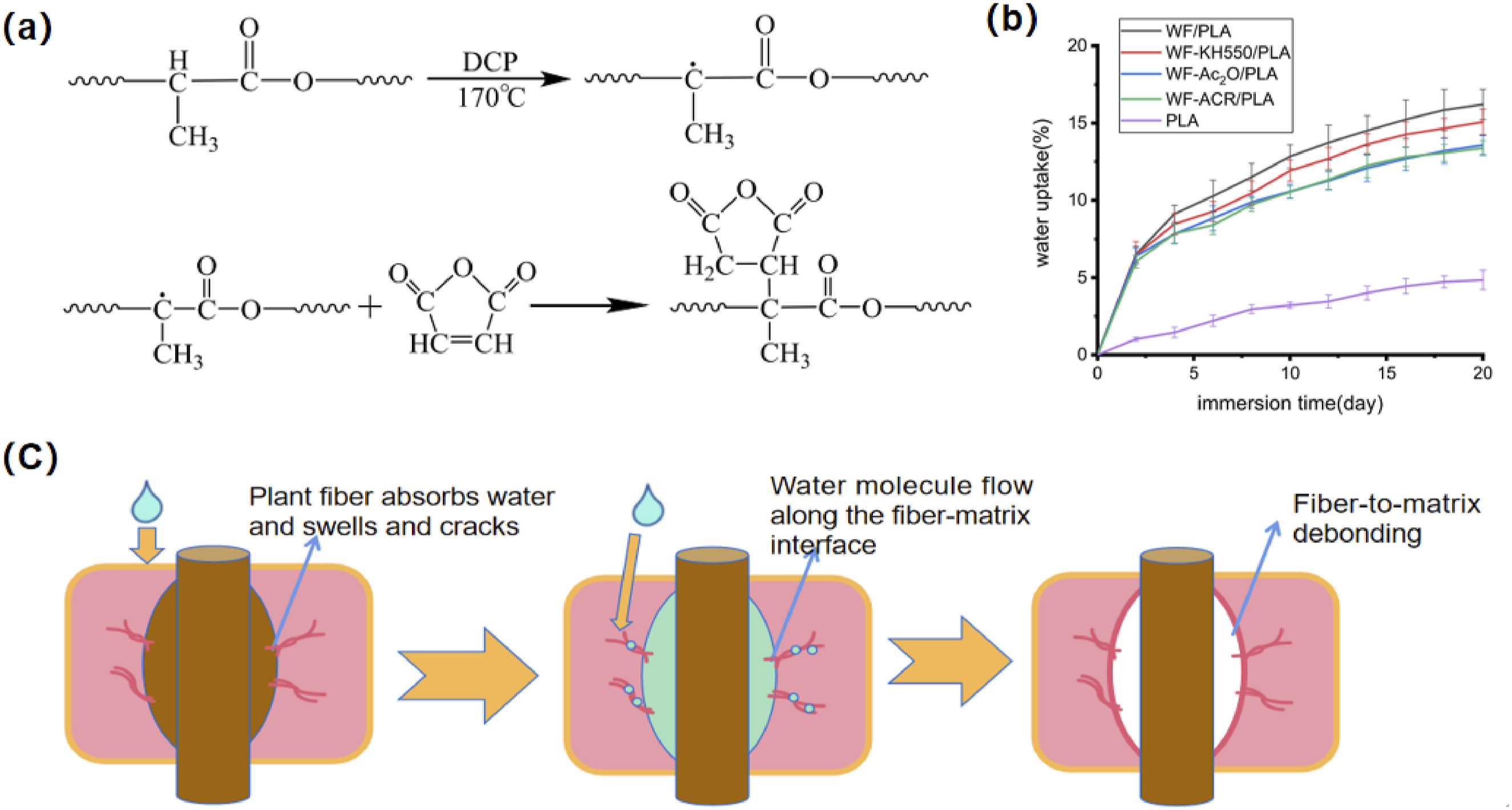
Liu et al. 24 performed alkali treatment on WF and investigated the effect of different concentrations of NaOH solution on the mechanical properties of composites. The results showed that the most significant effect was achieved at a NaOH solution concentration of 5.0%, and the flexural strength, tensile strength, elongation at break were enhanced by 34.3%, 18.5%, and 12.5%, respectively, indicating that the chemical modification of the WF effectively enhanced the compatibility between the filler and the matrix. This is because alkali treatment can remove part of the hemicellulose and lignin and improve the dispersion of WF in the plastic matrix, not only that, according to the principle of mechanical interlocking, the increase in the surface roughness of alkali-treated WF also contributes to the improvement of the mechanical properties. However, it is worth noting that too high a concentration of NaOH can also have a negative effect, because excessive removal of hemicellulose and lignin can lead to a decrease in the modulus of elasticity of the cell wall, which affects the flexibility of the composite.
Lv et al. 25 proposed an innovative approach to enhance the performance of PLA-based biocomposites through the synergistic effect of WF and a self-assembling nucleating agent (TMC-300). Experimental results demonstrated that TMC-300 could self-assemble into unique dendritic structures on WF surfaces under hydrogen bonding interactions, which effectively induced the epitaxial crystallization of PLA. The resulting interfacial crystalline layer served as a “bridge”, significantly improving the interfacial bonding strength between the PLA matrix and WF. At an optimal TMC-300 loading of 0.5 wt%, the flexural strength and notched impact strength increased by 10% and 69%, respectively, compared to neat PLA. Furthermore, the study revealed that WF and TMC-300 exhibited a synergistic nucleation effect, not only markedly accelerating the crystallization rate of PLA but also enhancing its ultimate crystallinity.
Huo et al. 26 developed a co-deposition-based surface modification strategy to enhance the interfacial bonding properties of WF/PLA composites. By co-depositing either dopamine or tannic acid (TA) with 3-aminopropyltriethoxysilane (APTES) onto WF surfaces, they successfully constructed reactive functional coatings. These active coatings effectively improved the interfacial connection between WF and PLA matrix through covalent bonding and physical entanglement, thereby significantly enhancing the interfacial interaction and compatibility between the two components. The results demonstrated that the TA/APTES co-deposition system exhibited superior modification effects compared to the dopamine/APTES system, achieving remarkable increases of 33.4% in tensile strength and 185.9% in elongation at break for the resulting composites.
The enhancement effect of wood powder is remarkable and the price is low, which can effectively reduce the production cost, the interfacial compatibility can be effectively improved by adding interfacial compatibilizers such as MAH-g-PLA or alkali treatment of wood flour. In terms of raw material selection and pretreatment technology, the interfacial bonding between wood powder and plastic matrix can be significantly enhanced through fine treatment of wood powder, such as the use of ultra-micro crushing, surface modification and other technologies, which in turn enhances the overall mechanical properties of composites. In addition, in the future, the influence of different kinds of wood (e.g., hardwood, softwood) and their different parts (e.g., bark, trunk) on the performance of composites should be explored, which will provide new ideas for customised design of high-performance wood powder reinforced plastics.
Hygroscopicity
Altun et al. 27 used the method of pre-impregnation of dilute solution of matrix material for the treatment. The experimental results found that the pre-impregnation treatment was nevertheless effective in reducing the water absorption of the composites. Yu et al., 28 in order to enhance the water absorption performance of the WF/PLA 3D printed composites, employed a silane coupling agent (KH550) and acetic anhydride (Ac2O) to pretreat the WF, and introduced acrylate resins (ACR) as a toughening agent. With this series of modifications, the results showed that both the pretreatment of WF and the addition of ACR reduced the water absorption of the composites, as shown in Figure 2(b). Ac2O was esterified with -OH in WF, and there was hydrogen bonding between -OH in KH550 and -OH in WF, and the interaction of esterification reaction and hydrogen bonding effectively improved the bonding between WF and PLA.
Nouri-Sadegh et al. 29 prepared PLA/WF composites with varying amounts of graphene nanoparticles (GNPs). Several tests were conducted to evaluate the performance of these composites. The results of the tests revealed that the optimum amount of GNP addition in the prepared WPC samples was 2%. The addition of 2% GNP to the composites significantly reduced their water absorption, which was reduced by 31.6% compared to the composites without added GNP after 168h water absorption test. Moreover, by observing the morphological images of the composites, it was found that GNP was uniformly distributed and well dispersed in them. This is because nano-sized GNPs can restrict the intermolecular motion of the surrounding polymer, making it difficult for water to penetrate and forming an effective barrier to water absorption.
Usually, untreated WF/PLA composites have poor compatibility, which leads to part of the wood flour fibers being exposed on the surface, thus increasing the water absorption of the composite, and ultimately leading to board breakage. The mechanism is schematically shown in Figure 2(c). After experiments, it was found that either the addition of coupling agent or pretreatment of WF or the use of pre-impregnation can effectively reduce the water absorption of the composites, which is due to the reduction of hydroxyl groups in WF exposed on the surface of the material and the improvement of interfacial defects. In the selection and use of additives, more efficient and environmentally friendly water repellents and coupling agents should also be developed in the future, and the formulation and dosage of additives should be optimised to maintain a better water absorption with less additive quantity, and the weathering resistance of the composites can also be further improved. In terms of preparation process, by optimising the mould design and cooling and shaping process, the pores and defects inside the material can be reduced to further improve its waterproof performance.
Lignin/PLA composites
3D printing performance
Currently, 3D printing technology has been widely used in various industries, and at the same time, the performance requirements for products have gradually increased. As the global awareness of environmental protection increases, lignin-enhanced PLA, as a bio-based and biodegradable material, will be favoured by more and more consumers. 30 In 3D printing, the use of this material can significantly reduce the generation of waste and reduce the pollution of the environment, while lignin filling can effectively improve the performance of 3D printed products.
Hong et al.
31
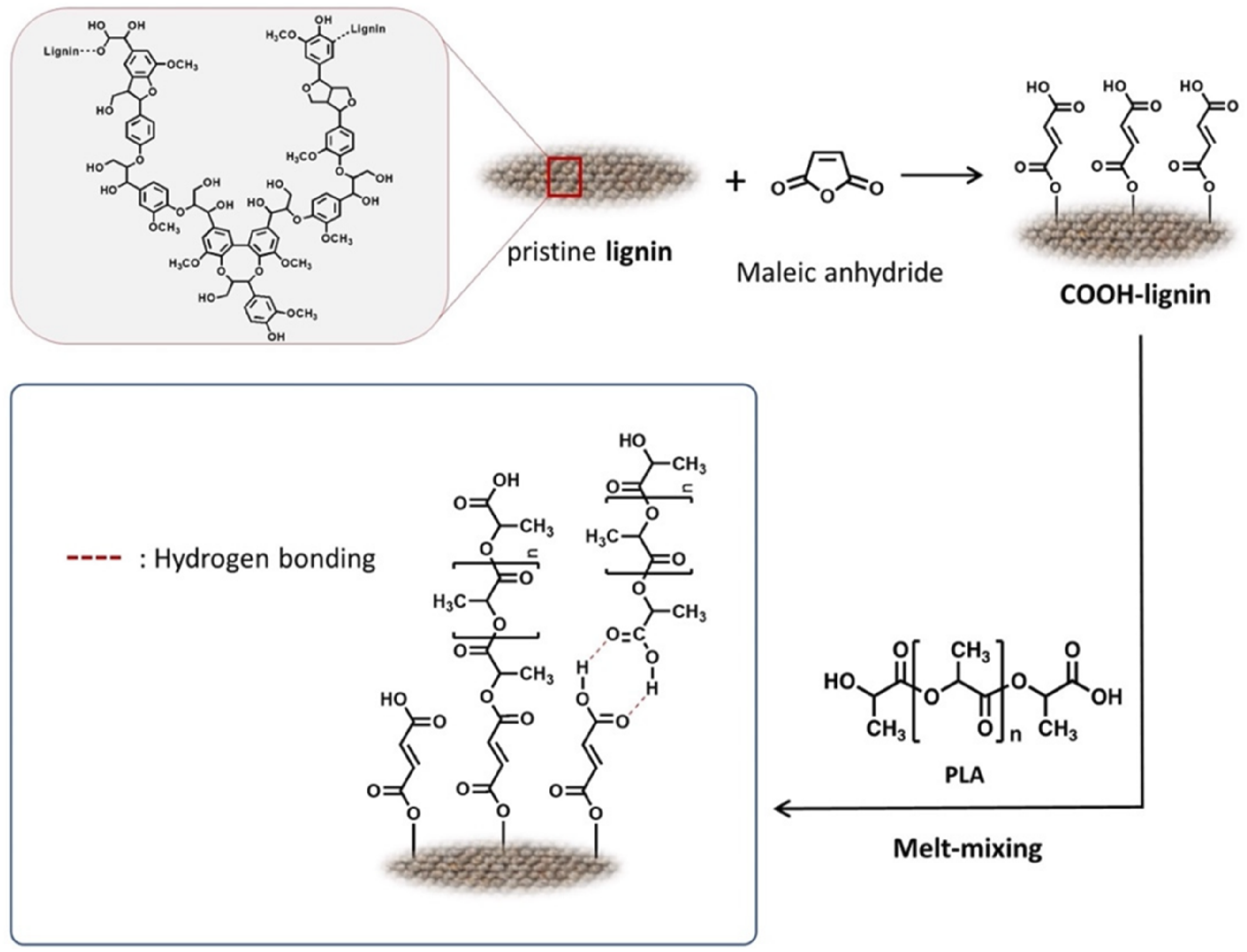
successfully converted the original lignin into a new type of lignin characterized by a carboxyl group at the end (i.e., COOH-Lignin) by utilizing the esterification reaction that occurs between hydroxyl group and anhydride group, as shown in Figure 3. When COOH-Lignin was used as a filler, it was found that the interfacial adhesion properties between it and the PLA matrix were significantly improved and became stronger compared to the original lignin. When COOH-Lignin was added at 20%, the tensile strength and modulus of elasticity were enhanced by 133% and 105%, respectively, compared with pristine lignin. Schematic of the reaction between modified lignin and PLA.
31
Zhang et al.
32
explored lignocellulosic nanofibers (LCNFs) containing different percentages of lignin (from 0.2% to 8.5%) and composited these nanofibers with polylactic acid (PLA), as shown in Figure 4(a) and the experimental results revealed that the flexural strength of LCNF/PLA was improved by 153.0% compared to PLA when the lignin addition was 3.7%. In addition, the 3D printing filaments prepared using LCNF/PLA composites showed excellent thermal stability, making them ideal for use in common fused deposition molding (FDM) 3D printers.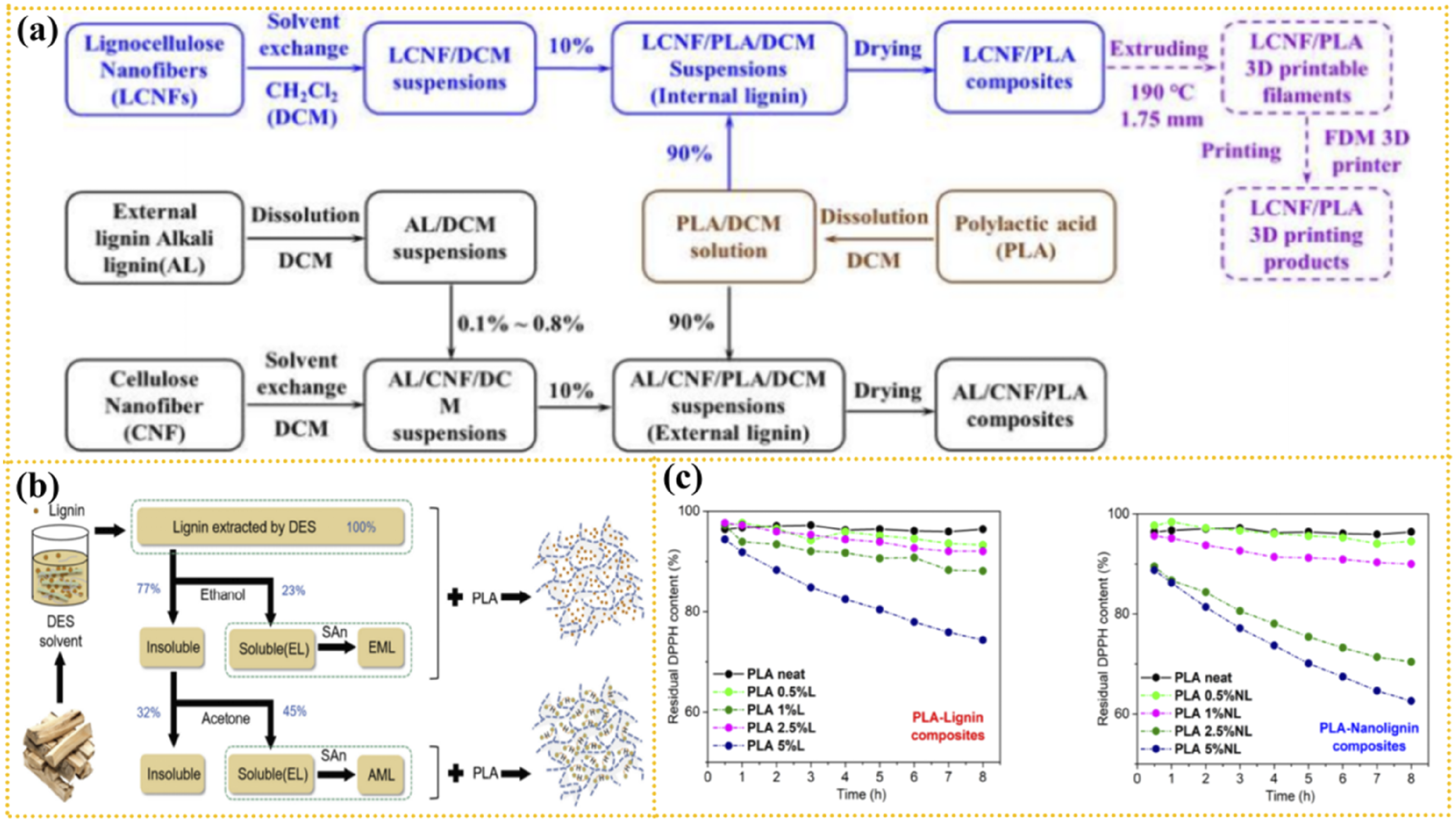
In summary, lignin can effectively enhance the performance of PLA-based composites and reduce the production cost through chemical modification and nanofibrosis technique, which provides an environmentally friendly and high-performance new material option for the 3D printing field. These research results not only promote the development of 3D printing technology, but also open up new ways for the high-value utilization of lignin.
Antimicrobial properties
Lignin is characterized by its inclusion of a large number of benzene rings and phenol units. These chemical structural features confer certain antimicrobial properties to lignin. Specifically, the benzene ring and phenol units of lignin are able to interact with components of the bacterial cell membrane, thereby disrupting the structure or function of the bacteria and thus inhibiting their growth and reproduction. 33
Bužarovska et al. 34 prepared PLA/alkaline lignin (aL) composites and explored the effect of aL on their antibacterial properties, and cytotoxicity. The experimental results showed that the Gram-positive bacterial viability of PLA/aL composites was 10 times lower than that of the pure PLA material, and the cytotoxicity level was very low.
Yan et al. 35 employed succinic anhydride (SAn) to esterify lignin to obtain modified lignin (AML), and prepared lignin/PLA composites and AML/PLA composites, respectively. The results showed that the lignin obtained by different extraction methods differed in their bactericidal properties, as shown in Figure 4(b). The lignin/PLA samples showed more obvious inhibitory effects on Gram-positive bacteria, while the AML/PLA composites were effective in reducing the activity of E. coli, especially on S. aureus, which reached a high level of 95% antibacterial effect.
The presence of benzene ring structure and phenolic units in lignin gives it antimicrobial properties.The bactericidal effect of lignin varies with different extraction methods, which is related to the diversity of phenolic derivatives. Different types of composites have different degrees of inhibition of bacteria after the addition of lignin samples. Therefore, lignin, as a natural antimicrobial agent, has potential applications in the antimicrobial field. The antimicrobial properties of lignin can be further improved by extraction and modification, and lignin-based composites or products with antimicrobial functions can be developed to meet the needs in different fields.
UV and antioxidant properties
Lignin is formed from three types of phenylpropane units (lilac-based S-unit, guaiac-based G-unit, and p-hydroxyphenyl H-unit) interconnected by ether and carbon-carbon bonds, and has a three-dimensional reticular structure. The aromatic rings therein are conjugated to reactive groups such as methoxy, phenol, carbonyl and vinyl, and this conjugated structure enables lignin to effectively absorb ultraviolet light from sunlight. In addition, the content of phenolic hydroxyl groups in lignin also has an important effect on the UV-resistant properties. High phenolic hydroxyl content confers better UV-shielding properties to lignin, and the range of phenolic hydroxyl UV-absorption peaks in the structure of lignin coincidentally covers the major wavelength bands of UV light (UVA and UVB) at the Earth’s surface. Therefore, lignin and its derivatives have a natural advantage in terms of UV radiation resistant materials. 36 In addition, lignin has oxidising properties, which mainly stem from its multiple hydroxyl and phenolic hydroxyl structures. These structures can react with free radicals and thus inactivate them. 37
Cavallo 38 prepared PLA films containing 1% and 3% ratios of pristine lignin nanoparticles (LNPs) by an extrusion process and evaluated the overall performance of these films as food packaging materials. The study covered various aspects such as UV-visible barrier properties, antioxidant properties, and antimicrobial properties. In addition, the migration of relevant substances in food simulants was examined and the decomposition of the films was tested under simulated composting conditions. The results showed that lignin nanoparticles were all effective in enhancing the UV protection, antioxidant and antimicrobial properties of the PLA films, especially at higher percentages of filler loading. In migration tests and disintegration experiments under simulated composting conditions, it was found that the behavior of these multifunctional nanocomposite films was similar to that of the pure PLA films regardless of the formulation, suggesting their potential application in environmentally friendly packaging materials.
Makri 39 has been able to achieve this by using micron-sized lignin (L) or nanosized lignin (NL) as green fillers in four different ratios (0.5 wt%–5 wt%) PLA-lignin composite films were prepared. It was found that the UV-blocking and antioxidant properties of the two composite films were enhanced, and this enhancement was more obvious at higher filler contents. However, the performance of PLA-NL composite films was consistently better than that of their PLA-L counterparts due to the finer dispersion of NL in the PLA matrix, as shown in Figure 4(c).
In summary, the UV and antioxidant resistance of lignin mainly originates from its unique chemical structure and functional groups. Food packaging materials should provide a certain degree of UV and antioxidant resistance for food, and the addition of lignin can make the composite materials have better UV and antioxidant resistance, which is expected to be used in the fields of medical care, cosmetics, food packaging, and so on. At the same time, it is possible to increase the amount of lignin added and reduce the particle size to meet the needs of various fields of use without affecting the requirements of use.
Degradation properties of PLA matrix composites
PLA is one of the most likely green and environmentally friendly materials, and it is necessary to study its degradation characteristics. Wu et al. 40 introduced poly(methyl methacrylate) (PMMA) into WF/PLA composites and conducted hydrolysis experiments on it. The experimental results showed that PMMA improved the interfacial compatibility between WF and PLA, and the degradation rate was much faster than that of pure PLA. Due to the good compatibility between PLA and PMMA, as well as the strong water absorption of WF, this allows water molecules to penetrate inside the WF/PLA/PMMA composites. Once inside the material, the water molecules directly attack the ester bonds in the PLA molecular chains, resulting in the PLA layer on the surface of the composite being the first to be gradually hydrolyzed by the water molecules in solution. In contrast, PMMA typically exhibits excellent corrosion resistance and durability. After the hydrolysis of PLA, the remaining unhydrolyzed PMMA network structure is able to encapsulate the larger-sized wood flour particles, limiting their diffusion from the composite to the outside solution, but the water molecules are still free to pass through the PMMA network and continue to act on the PLA, which is manifested as a gradual degradation mechanism from the inside of the material to the outside.
Due to the long degradation time of PLA in its natural state, the introduction of lignin can shorten the degradation time of PLA. Silva et al. 41 investigated the effect of the addition of lignin on the degradation rate of PLA.The PLA/lignin composites were prepared by melting and blending PLA with 5, 10, and 15 wt% lignin, respectively.The three sets of samples were buried in the garden soil along with the pure PLA samples for For 180 days, the experimental results revealed that the samples containing 5% lignin showed small cracks on the side, the samples containing 10 wt% lignin showed visible cracks, and the samples containing 15 wt% lignin showed minimal visual changes. This suggests that appropriate lignin addition helps to promote the degradation rate of PLA.
As a biodegradable polymer material, the degradation process of PLA mainly relies on hydrolysis and microbial synergy. In the water environment, the ester bond in the PLA molecular chain is easy to be attacked by water molecules and break, forming oligomers and lactic acid monomer, especially in high humidity or aqueous solution system, this hydrolysis reaction will be accelerated. At the same time, the microorganisms in the environment (e.g., bacteria, fungi) are able to secrete esterases and other biological enzymes, which can further catalyse the depolymerization of the PLA molecule chain, and decompose the oligomers into carbon dioxide, water and other harmless substances gradually. The oligomer is gradually decomposed into carbon dioxide and water and other harmless substances, and the complete degradation of the material is finally realised. The whole degradation cycle is affected by factors such as environmental humidity, temperature, microbial activity and the molecular structure of the material (e.g. crystallinity, molecular weight), and can usually be completed within a few months under industrial composting conditions, or even longer in the natural environment. This artificially adjustable degradation characteristic can make PLA show significant advantages in environmental protection packaging, biomedical and other fields.
PHA matrix composites
PHA is a new type of bio-based biodegradable plastic synthesized from living organisms such as microorganisms, plants and animals. It is a polymeric biomaterial, a linear biopolymer with hydroxyl fatty acid esters as the main chain and hydroxyl end groups, which is present in large quantities in microbial cells, especially in bacterial cells. PHA has many excellent properties, such as good biodegradability, biocompatibility, biosafety, and environmentally friendly, and does not pollute the ecological environment.42,43 The synthesis of PHA is shown in Figure 5(a). Moreover, the degradation speed of PHA is relatively fast, and it can realize complete natural degradation in about 1-3 years after entering the ocean, which is greatly accelerated compared with the degradation cycle of ordinary plastics that often takes hundreds of years. In addition, PHA has the advantages of renewability, non-toxicity. It meets the food contact safety standards and can be safely used in food packaging and other occasions of direct contact with food. Meanwhile, PHA is also characterized by good gas barrier, high temperature and heat resistance, and easy dyeing, which makes it have a wide range of applications in many fields such as packaging, agriculture, medicine, and industry (Figure 5(b)).
44
Nonetheless, PHA is not thermally stable and is prone to decomposition, for which researchers have explored the incorporation of appropriate and less costly amounts of plant fibers into PHA. This initiative can both enhance the mechanical properties of PHA materials and significantly reduce the production cost, which in turn broadens the application areas of PHA plastics. There are various types of PHA, among which the three biodegradable plastics, Poly-hydroxybutyrate (PHB), polyhydroxybutyrate-co-valerate (PHBV), and Poly-3-hydroxybutyrate/4-hydroxybutyrate (P(3,4)HB), are more prominent in terms of research and application. (a) Synthesis of PHA
43
; (b) Applications of PHA.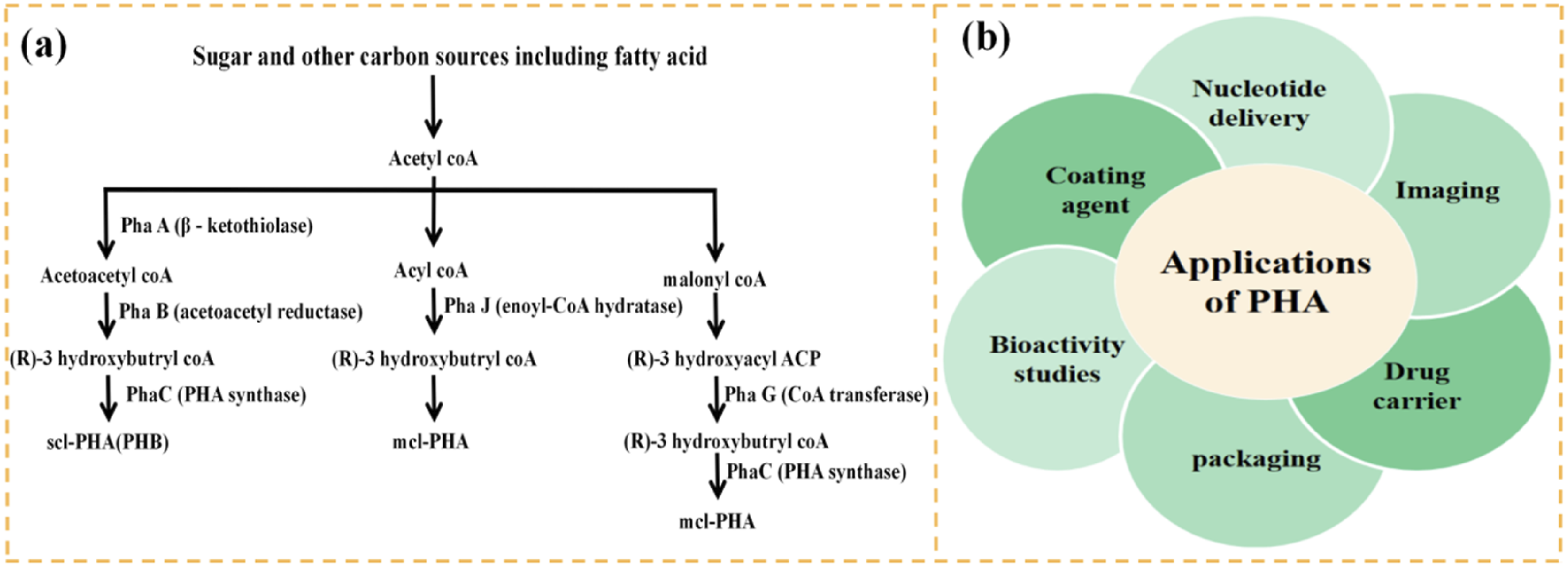
Hemp fiber/PHA composites
Hemp fiber variety, high strength, acid and alkali resistance, will be used to strengthen the PHA class polymer can significantly enhance the mechanical properties. At the same time, the growth cycle of hemp plants is short, easy to plant and regenerate, biodegradable, in line with the concept of sustainable development.
Hassan et al. 45 prepared jute fiber/PHB composites, through the differential scanning calorimetry (DSC) thermal analysis and bending test found that alkali-treated jute fiber can effectively reduce the crystallinity of PHB, the maximum reduction of up to 6%, which makes the composites more ductile, the addition of jute fiber also changed the rheological properties of PHB. In addition, the addition of both treated and untreated jute fibers increased the flexural modulus of the composites by 11%. Alkali treatment of jute fiber, so that the fiber crystal structure changes, the structure increases the specific surface area of the fiber surface, which is conducive to the fiber and polymer interfacial bonding. However, too high a concentration of alkali will destroy the fiber crystal structure, making the fiber brittle, reducing the ability to withstand the load.
Smith et al. 46 agave fiber/PHB composites and incorporated organic peroxides during the preparation process to investigate the synergistic effect between PHB and agave fibers. The focus of the study was to optimize the mechanical properties of PHB by modulating its crystallinity, especially to reduce the high brittleness and enhance the impact strength of PHB. SEM observations showed that the incorporation of agave fibers and the peroxide-treated fibers were able to reduce the formation of spherulitic crystals in the PHB matrix, which in turn controlled the reduction of the crystalline regions. Meanwhile, SEM reveals the key role of organic peroxides in enhancing the adhesion between fibers and matrix and improving the interfacial interaction. When the composites contained 25 wt% agave fibers and 0.1 phr of perovskite, the flexural strength, impact strength, and heat deflection temperature increased by 46%, 45%, and 39%, respectively, compared to pure PHB.
Gunning et al. 47 prepared composites using an extrusion-injection molding process, which consisted of 10% to 30% of hemp fibers, jute fibers, and recycled cellulose (i.e., lyocell fibers) blended with PHB. It was shown that the flexural modulus of the composites with the addition of these three types of hemp fibers, however, was significantly increased compared to pure PHB, with the composites with the addition of 30% jute fibers having the largest flexural modulus enhancement of 591%, while the composites with the addition of 30% hemp fibers had a flexural modulus enhancement of 246%.
Hemp has a wide variety of fibres, which have a good mechanical enhancement effect on PHA-type materials. The direction of fibre arrangement also affects the mechanical properties and forming efficiency of the materials, and the unidirectional arrangement of fibres can form high-strength materials. In addition, the addition of peroxide helps to improve the interfacial bonding between the hemp fibres and the matrix, which further enhances the overall mechanical properties of the composites.
Wood flour/PHA composites
In order to improve the defects in the interfacial compatibility of wood fibers with PHA species of plastics, researchers have improved the performance of composites by adding various types of interfacial compatibilizers or through the modification of wood fibers and improved processing. Xie et al. 48 in order to investigate the effect of colorants on the interfacial compatibility between wood and polymers in WF/PHBV composites, three colorants, namely, white, yellow, and red, were used to dye the WF/PHBV. The experimental results showed that the flexural strength and modulus of elasticity of WF/PHBV showed a tendency of increasing and then decreasing with the increase of colorant addition. Specifically, the performance of WF/PHBV was optimized when the white, yellow and red colorant additions were 3%, 2% and 3%, respectively. At this time, their flexural strengths were enhanced by 21%, 33% and 18%, respectively, and their elastic moduli were also increased by 26%, 37% and 21%, respectively.
Chan et al. 49 investigated the effect of using three different compatibilization techniques on the mechanical properties of WF/PHBV composites. These techniques included: silica treatment of wood fibers using Sigmacote, maleic anhydride (MA) graft modification of the PHBV matrix, and addition of poly(methylene diphenylene diisocyanate) (pMDI). The results of the study showed that treatment with Sigmacote resulted in a decrease in the tensile strength of the composites by about 20 ± 5%. In contrast, the use of MA graft-modified PHBV resulted in a slight enhancement of the tensile and impact strengths of the composites by about 5 ± 3% and 10 ± 4%, respectively, and this enhancement was independent of the graft content. On the other hand, when 2 wt% of pMDI was added, the tensile strength of the composites was significantly improved, reaching an enhancement of 25 ± 6%.
Degradation properties of PHA matrix composites
In the natural environment, PHA is degraded through the synergistic action of hydrolysis and microbial enzymatic degradation. Water molecules first penetrate into the interior of the material, gradually destroying its ester-bond structure and breaking the high molecular chain into low molecular weight fragments; subsequently, microorganisms (such as Pseudomonas, Bacillus, etc.) in the soil or water body secrete specific esterases, which further decompose these fragments into metabolites, such as short-chain fatty acids, carbon dioxide, and water, and ultimately return to the natural cycle.
Chan et al. 50 investigated the biodegradation characteristics of PHBV/WF composites in soil environment. In the study, PHBV/WF composite samples with different wood contents (0, 20 and 50 wt%, respectively) were buried in soil. The experimental results showed that the degradation rate of PHBV/WF composites accelerated with the increase of wood content. The weight loss of the PHBV/50 wt% WF composite reached 5 times that of the pure PHBV patch after 12 months of burial under the same burial conditions. The mechanical properties of pure PHBV were largely maintained after 12 months of soil burial, whereas PHBV/50 wt% WF composites lost their mechanical integrity.
Wu et al. 51 focused on the morphological changes of PHA, PHA/palm fiber (PF), and maleic anhydride grafted PHA (PHA - g - MA)/PF composites in soil with burial time. It was observed that PHA - g - MA/TPF (20 wt%) composites degraded faster than pure PHA after 30 and 60 days of burial. In addition, larger pores were observed in the PHA - g - MA/TPF composite at both 30 and 60 days of burial, which further suggests that the composite has a higher level of degradation. Moreover, the rate of weight loss of PHA - g - MA/PF composites was also accelerated compared to PHA, with a weight loss of more than 40% after 60 days of burial.
In summary, the addition of plant fillers helps to accelerate the degradation rate of PHA composites, and the addition of PHA - g - MA or treatment of plant fillers with coupling agents can effectively improve the degradation performance of PHA composites.
PBS-based composites
PBS plastic is a biodegradable plastic with excellent performance and environmental friendliness. As a polyester-based material, PBS is synthesized from butanediol and butanedioic acid through a polycondensation reaction, and its molecular chain contains hydrolyzable ester groups, which enables this plastic to be completely degraded in the natural environment or by microorganisms, and ultimately converted into carbon dioxide and water, thus significantly reducing the pollution of the environment.
52
The primary advantage of PBS plastic is its biodegradability. Due to its biodegradability, PBS plastic is widely used in packaging materials, agricultural films, disposable tableware, textiles, and the healthcare industry. Especially in the packaging and agricultural sectors, the use of PBS plastic can significantly reduce plastic waste pollution and promote green and sustainable development.
53
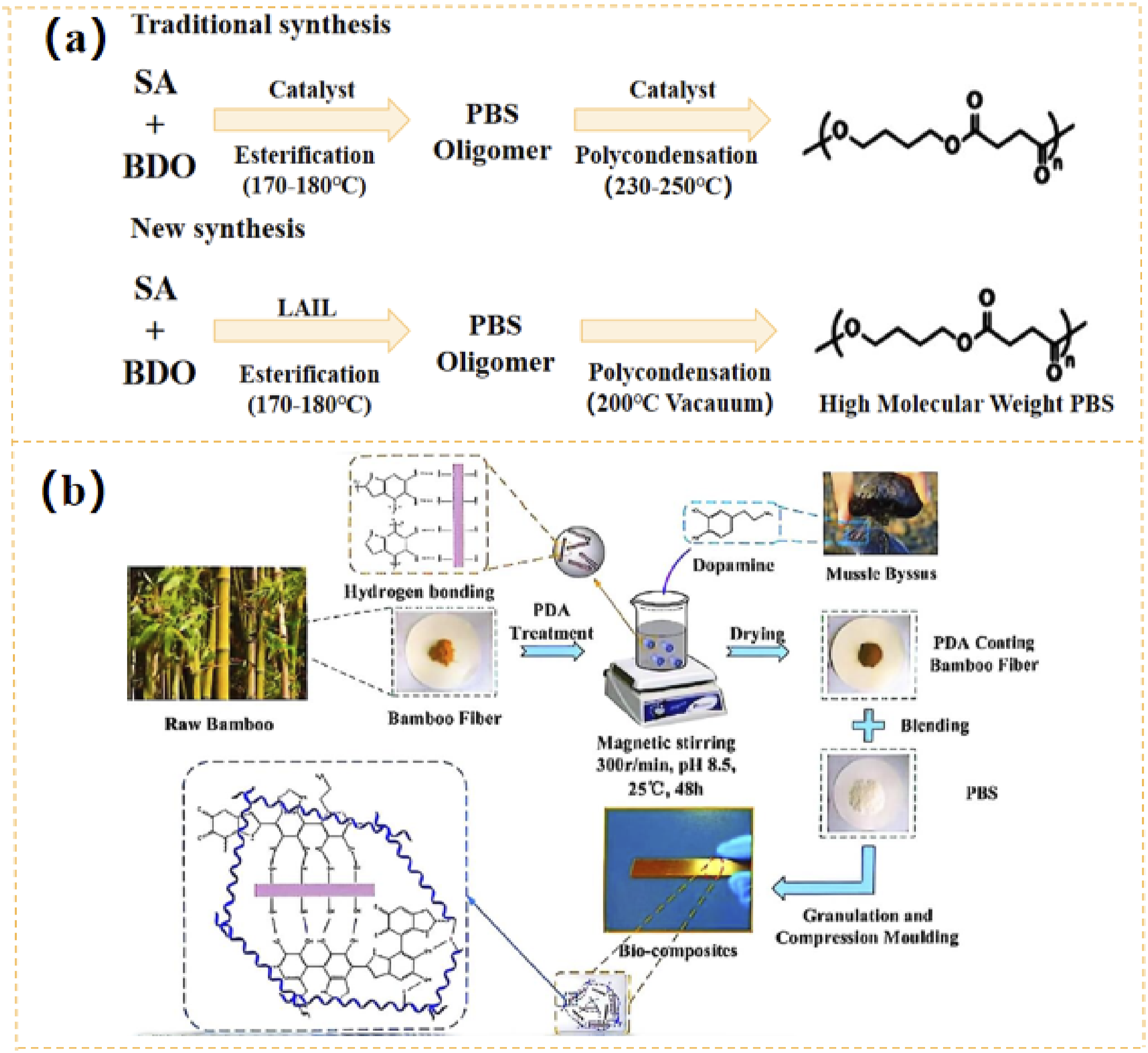
The main synthesis process of PBS is shown in Figure 6(a). (a) Synthesis of PBS; (b) Flowchart of BF/PBS preparation.
56
Bamboo fiber/PBS composites
Mechanical properties
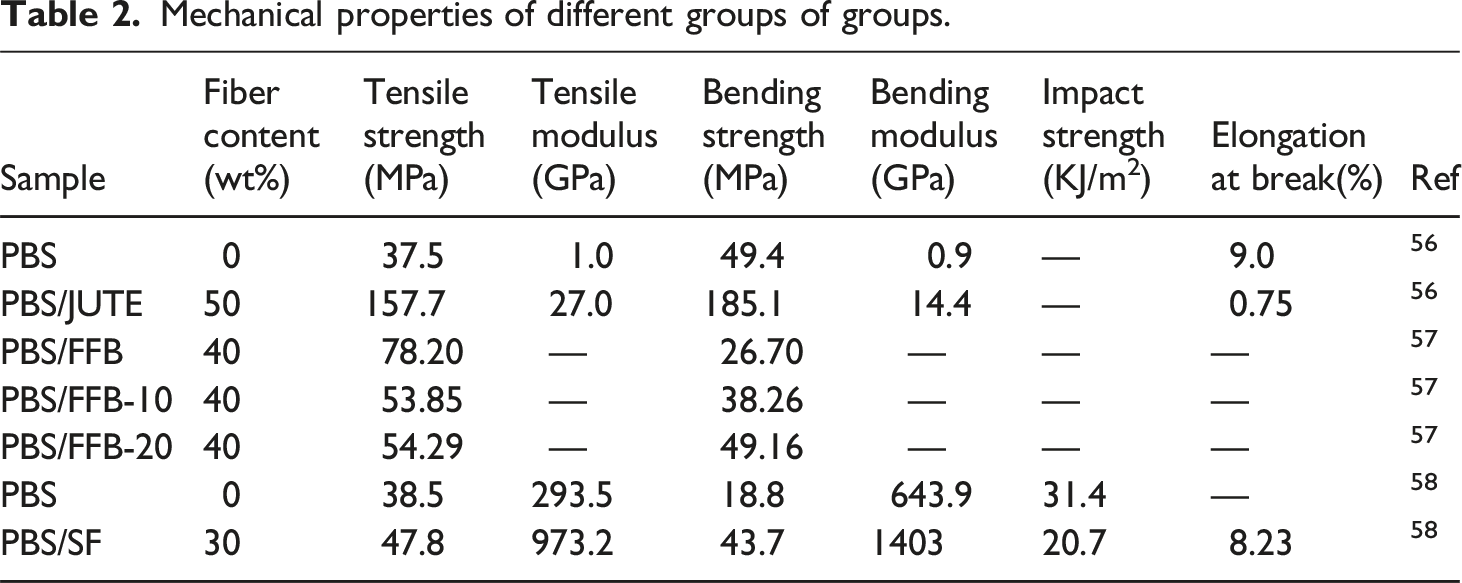
Bamboo is fast growing and easily available, and bamboo fiber (BF) is widely used to reinforce various plastics due to its high mechanical strength and tiny microfiber angles. However, due to the strong polarity and hydrophilicity of BF, contrary to the non-polar and hydrophobic PBS matrix leads to poor compatibility between the two. Therefore, in order to obtain high-performance biodegradable composites, certain measures are usually required to improve the interfacial compatibility between bamboo fibers and PBS. Pivsa-Art et al. 54 investigated the use of BF as a reinforcing filler and PBS as a biodegradable polymer matrix for the preparation of BF/PBS composites. The fillers were divided into two groups, alkali treated and untreated bamboo fibers, and the ratio of PBS to BF was set at 90/10, 80/20, and 70/30.The results of the study showed that the tensile strength of the alkali treated composites was increased by 10.2%, 15.4%, and 5.6%, and the impact strength was increased by 20.1% compared to that of the untreated composites, respectively, 30.8%, and 23.1%, respectively. Alkali treatment can dissolve the hemicellulose, lignin and other impurities on the surface of BF, so that the fiber produces a rough surface morphology, and at the same time destroys some of the hydrogen bonds between the cellulose molecular chains, so that the fiber becomes loose, increasing the effective contact area of the fiber and matrix infiltration, which is conducive to the enhancement of interfacial bonding, and thus improve the mechanical properties of the composite material.
Bao et al. 55 successfully grafted poly (poly(ethylene glycol) methyl methacrylate) (PPEGMA) onto BF by esterification reaction with atom transfer radical polymerization technique to make BF@PPEGMA. The BF/PBS and BF@PPEGMA/PBS composites were prepared respectively. The results showed that the mechanical properties were enhanced with the increase of BF addition, and the interaction between BF @ PPEGMA and PBS matrix was significantly enhanced compared with unmodified BF. The tensile strength, modulus of elasticity and elongation at break were enhanced by 103.2%, 31.5% and 41.3%, respectively, when the BF addition was 15 wt%. In addition, the PBS/BF@PPEGMA composites had lower water absorption compared to the PBS/BF composites, which was attributed to the reduction of hydroxyl group content on the bamboo fibers after surface modification.
Mechanical properties of different groups of groups.
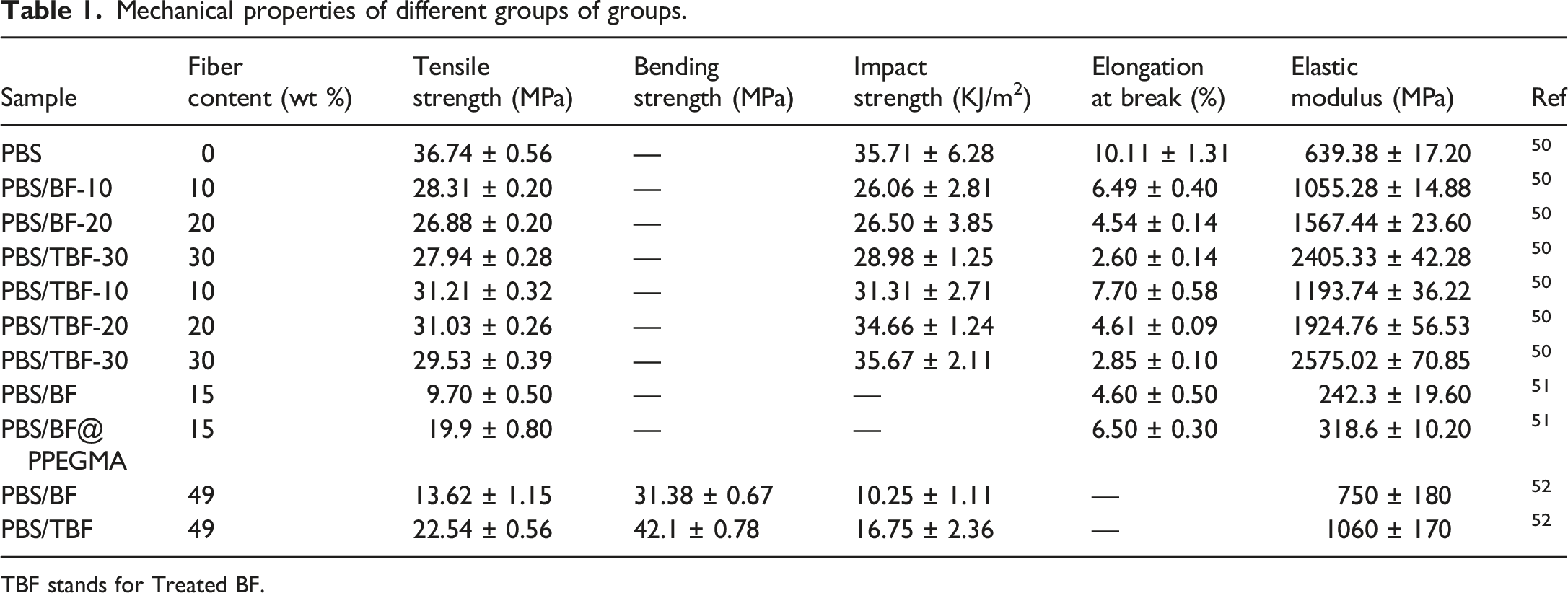
TBF stands for Treated BF.
Modification methods such as alkali treatment and grafting treatment can effectively reduce the polarity of BF, but the chemical residues after degradation may pollute the environment, and more environmentally friendly modification methods should be further explored to ensure that the performance of the composites is improved while reducing the pollution of the environment. In the future, the interfacial bonding technology between bamboo fibre and plastic matrix should be optimised, and environmentally friendly additives and modification methods should be introduced, so as to broaden its application areas. From automotive interiors and building materials to electronic product housings and packaging materials, as well as high-end furniture and outdoor products, BF/PBS composites will meet the needs of different industries with their excellent performance and diverse designs.
Multifunctionalized applications
In addition to enhancing the mechanical properties of composites, BF has other functionalized applications such as acoustic absorption, electromagnetic shielding, and bacterial inhibition. 57
In order to address the electromagnetic pollution problem faced by low-density and low-carbon footprint materials, Hong et al.
58
proposed an innovative approach to enhance the performance of PBS using Fe3O4 nanoparticles (Fe3O4-NPs) and polypyrrole (PPy)-functionalized bamboo fibers (the synthesis of which is shown in Figure 7(a)). Through the coupling effect of polydopamine (PDA), this hybrid system achieves a combination of magnetic loss, dielectric loss, interfacial polarization loss, and distributed reflection, resulting in an excellent shielding efficiency of about 36.9 dB.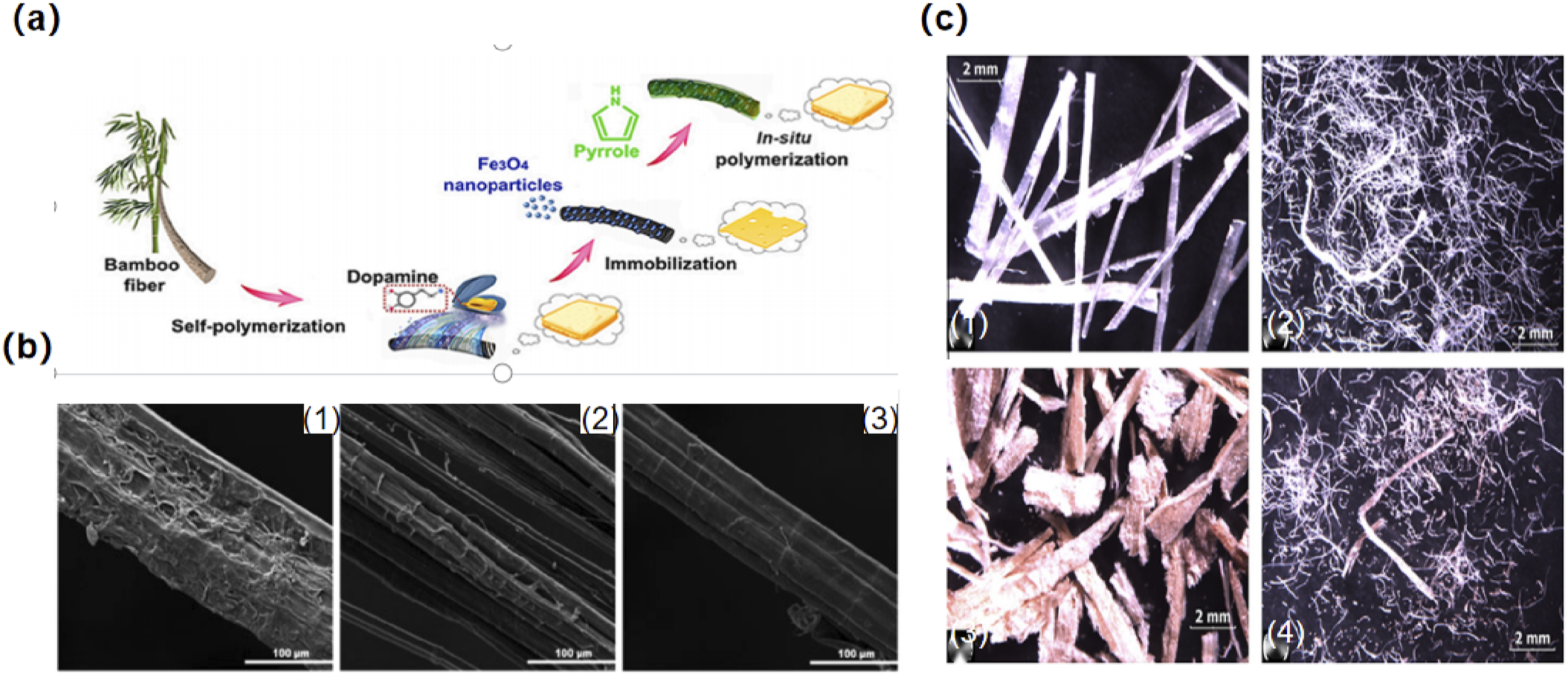
Qi et al. 59 explored the application of a novel BF/PBS composite as a biofilm carrier in denitrification process and analyzed the interactions between bacterial and fungal communities in the denitrification system. The results showed that a satisfactory nitrogen removal efficiency could be achieved by using the BF/PBS composite material for treating wastewater from a recirculating aquaculture system (RAS). At the same time, the composite showed good denitrification performance by reducing dissolved organic carbon (DOC) release and avoiding nitrite accumulation. Therefore, the BF/PBS composite is expected to replace the existing methods for effective removal of nitrate from RAS effluent.
In the future, the research on BF/PBS composites should not only focus on the improvement of mechanical properties, but also on the improvement of other functional aspects to meet the different needs of various fields.
Hemp fiber/PBS composites
Mechanical properties
There are many types of hemp fibers, different hemp fibers have different effects on the plastic matrix, therefore, for different hemp fibers need to take different means of treatment and thus make the composite material to achieve the best state.
Azhar et al. 60 used NaOH at a concentration of 20 g/L for surface modification in order to improve the properties of flaxseed fiber tow. Subsequently, PBS composites reinforced with linseed fiber tows were prepared using hot pressing method. It was found that the flexural strength of the composites treated with 20 g/L NaOH was significantly increased from 26.70 MPa to 49.16 MPa, an increase of 84%. SEM images further revealed the effect of alkali treatment on the interfacial bonding between the fiber bundles and the matrix.The surface topography of the alkali-treated fiber bundles became more dense, as shown in Figure 7(b), and the interfacial bonding with the matrix was also more. Alkali treatment reduces the hydrophilicity of the fibers, making it easier for the matrix to be immersed in the conduit of the fiber bundles, increasing the contact area between the fibers and the matrix, and thus increasing the bond strength between the fibers and the matrix. At the same time, alkali treatment increases the proportion of cellulose in the fiber, which plays a role in enhancing the strength of the composite material.
Gamma (γ) ray irradiation is an efficient and pollution-free physical treatment method that can effectively enhance the performance of sustainable composite materials. Kumar et al. 61 prepared composite materials using sisal fiber and PBS in a 3:7 ratio. The developed composite materials were irradiated with γ rays at different doses (e.g., 5, 10, and 15 kGy). Subsequently, the irradiated composite materials were compared with the non-irradiated composite materials in terms of mechanical properties, thermal properties, microstructural properties, crystallinity, and water absorption behavior. The experimental results showed that at a radiation dose of 15 kGy, the tensile and flexural strengths of the irradiated composite materials increased by 38.2% and 23.8%, respectively, compared to the non-irradiated samples. γ ray irradiation generates free radicals in fibers and polymer matrices. These free radicals are highly reactive and can participate in various reactions such as cross-linking and bond breaking, promoting chemical bonding between fibers and matrices and enhancing the overall performance of composite materials.
Mechanical properties of different groups of groups.
In summary, different pretreatment methods and modification conditions need to be selected for different categories of hemp fibers, such as controlling the concentration of alkali treatment, the temperature and pressure of steam blasting, the dosage of silane coupling agent, the amount of hemp fibers added, and other conditions, in order to ensure that the best results are achieved.
Rheological and thermal properties
Feng et al. 63 evaluated the rheological properties of these composites by blending PBS with sisal fibers (SFs), steam-exploded sisal fibers (SESFs), and steam-exploded bagasse fibers (SEBFs) with different morphologies using a torque rheometer, and the microscopic morphology of each morphology is shown in Figure 7(c). It was found that composites reinforced by those flexible fibers with higher aspect ratios and larger matrix contact areas have relatively smaller non-Newtonian indices n for the same fiber content. Typically, the value of n tends to decrease with the increase of fiber content. In addition, at the same fiber content (e.g., 10 wt% and 30 wt%), the consistency index of composites reinforced with fiber fillers is larger compared to that of powder-filled composites; moreover, the larger the actual contact area between the matrix and fibers, the higher the consistency index of the composites.
Liang et al. 64 prepared PBS/KF composites containing 0%, 10%, 20% and 30% of kenaf fiber (KF) and studied their thermal properties in detail. The results showed that the addition of KF also increased the melting point of the composites from 76.3°C to 87.7°C. The crystallization half-life of the PBS/KF composites was reduced to 10.8% and 14.3% of that of the pure PBS under isothermal crystallization conditions at 96°C and 100°C, respectively, indicating that KF effectively accelerated the crystallization process of PBS. However, the results of SEM analysis showed that the adhesion between PBS and KF still needs to be improved. Therefore, further optimization of the preparation process of the composites or the addition of appropriate interfacial modifiers are needed to enhance the interaction between PBS and KF in future studies.
In summary, in terms of rheological properties, future research will be devoted to a deeper understanding of the influence of the morphology, size, distribution and surface properties of hemp fibres on the rheological behaviour of composites. Advanced characterisation techniques and simulations will be used to more accurately predict and control the rheological properties of the composites in order to optimise their processing and product performance. In terms of thermal properties, key indicators such as thermal stability, thermal conductivity and coefficient of thermal expansion of hemp fibre/PBS composites will receive more attention. By optimising the composition and structure of the composites, materials with higher thermal stability and lower coefficient of thermal expansion are expected to be obtained to meet the demands of applications under extreme conditions such as high temperature and high pressure. Meanwhile, the study of the thermal conduction mechanism of composites and the development of hemp fibre/PBS composites with high thermal conductivity will help to improve the thermal management performance of the materials and broaden their applications in the fields of heat exchanging and electronic packaging.
Degradation properties
In order to evaluate the degradation properties of PBS-based composites, Han et al. 65 prepared RFF/PBS composites using amino-functionalized hemp fibers (RFF), which were subjected to composting degradation tests to investigate the effect of the content of RFF on the degradation rate of PBS. The experimental results showed that RFF/PBS containing 50 wt% of RFF had the fastest degradation rate, reaching 58.7% after 150 d of composting test. Initial degradation of the composites generally occurred at the interface between the plant fibers and PBS, and this disruption led to delamination of the material and accelerated the degradation rate.
The degradation mechanism of PBS is closely related to two main enzymes, namely lipase and cellulase. When lipase acts on PBS, it induces the breakage of a large number of ester bonds on the molecular chain of PBS. As the enzymatic hydrolysis process continues, the PBS matrix gradually splits into smaller pieces, releasing H2O and CO2 in the process. In addition, cellulase is able to react with cellulose and produce glucose. Similarly, glucose can be converted to H2O and CO2 more easily under aerobic environmental conditions.
PBAT-based composites
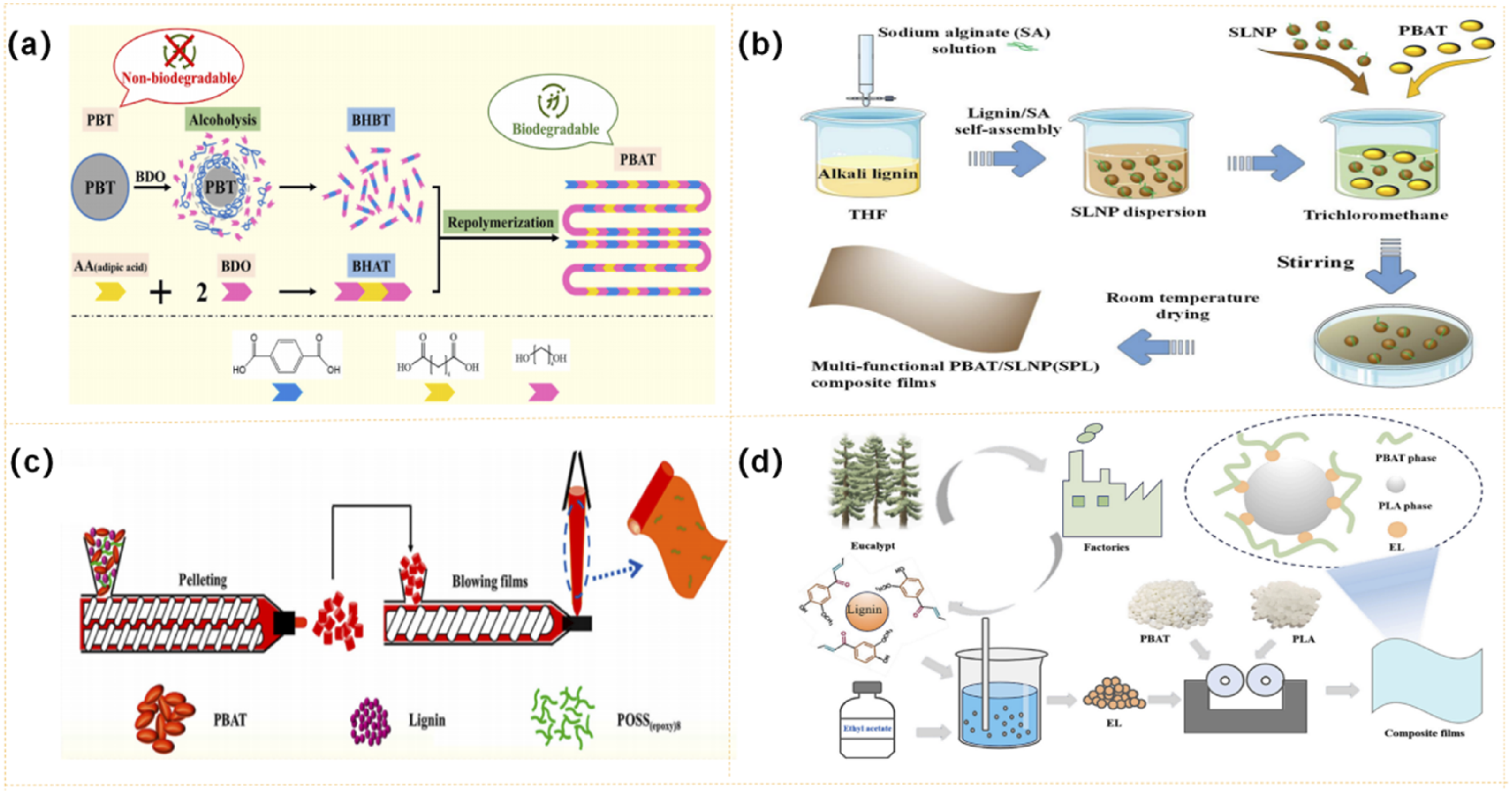
The chemical structure of PBAT combines the properties of PBA (polybutylene adipate) and PBT (polybutylene terephthalate). The synthesis of PBAT is shown in Figure 8(a).
66
PBAT has good heat resistance and impact properties. However, compared with traditional plastics, PBAT has lower tensile strength and poor moisture barrier properties, which hinder the development and application of PBAT. The use of plant fiber reinforced PBAT can effectively improve the performance of composites.
67
Lignin/PBAT composites
Mechanical properties
Lignin has significantly enhanced the mechanical properties of PBAT. Li et al. 68 employed the in situ interfacial modification to prepare lignin/PBAT composites, and introduced zinc stearate and epoxidized soybean oil as interfacial modifiers. The experimental results showed that when the interfacial modifier was added to the lignin/PBAT biocomposites, the maximum tensile strength reached 36.7 MPa and the elongation at break was 725%. In addition, the in situ interfacial modification improved the hydrophobicity of the composites. Zinc stearate can construct metal-ligand bonds between lignin particles and the PBAT phase interface to enhance the interfacial bonding between lignin and PBAT, thus improving the mechanical properties of the composites. During extrusion, zinc stearate can increase the spacing distance between particles, prevent particle aggregation and precipitation, and keep lignin evenly dispersed in the PBAT matrix. The epoxy group in epoxidized soybean oil can bridge with the active oxygen-containing functional groups (e.g., hydroxyl and carboxyl groups) at the end of the chain segment of PBAT, and at the same time, it reacts with the hydroxyl group on the surface of lignin, which can play the role of a bridge link between the interface of the lignin and PBAT phases, and enhance the interfacial compatibility between the two.
In view of the rigidity of lignin, it is difficult to improve the tensile strength and elongation at break of the composites at the same time. in order to solve this problem, Guo et al. 69 combined the solvent exchange and co-precipitation techniques to successfully prepare sodium alginate-doped lignin nanoparticles (SLNP), the preparation process is shown in Figure 8(b) and filled them into the PBAT, the experimental results show that only 0.5 wt% SLNP was added to PBAT, and the flexural strength and elongation at break were increased by 32.4%, 31.8%, and 35.1%, respectively. This enhancement is mainly attributed to the rigid aromatic structure of SLNP, while the increase in elongation is attributed to its nanostructural features, which may help to suppress the boundary cracking phenomenon.
Mechanical properties of different groups of groups.
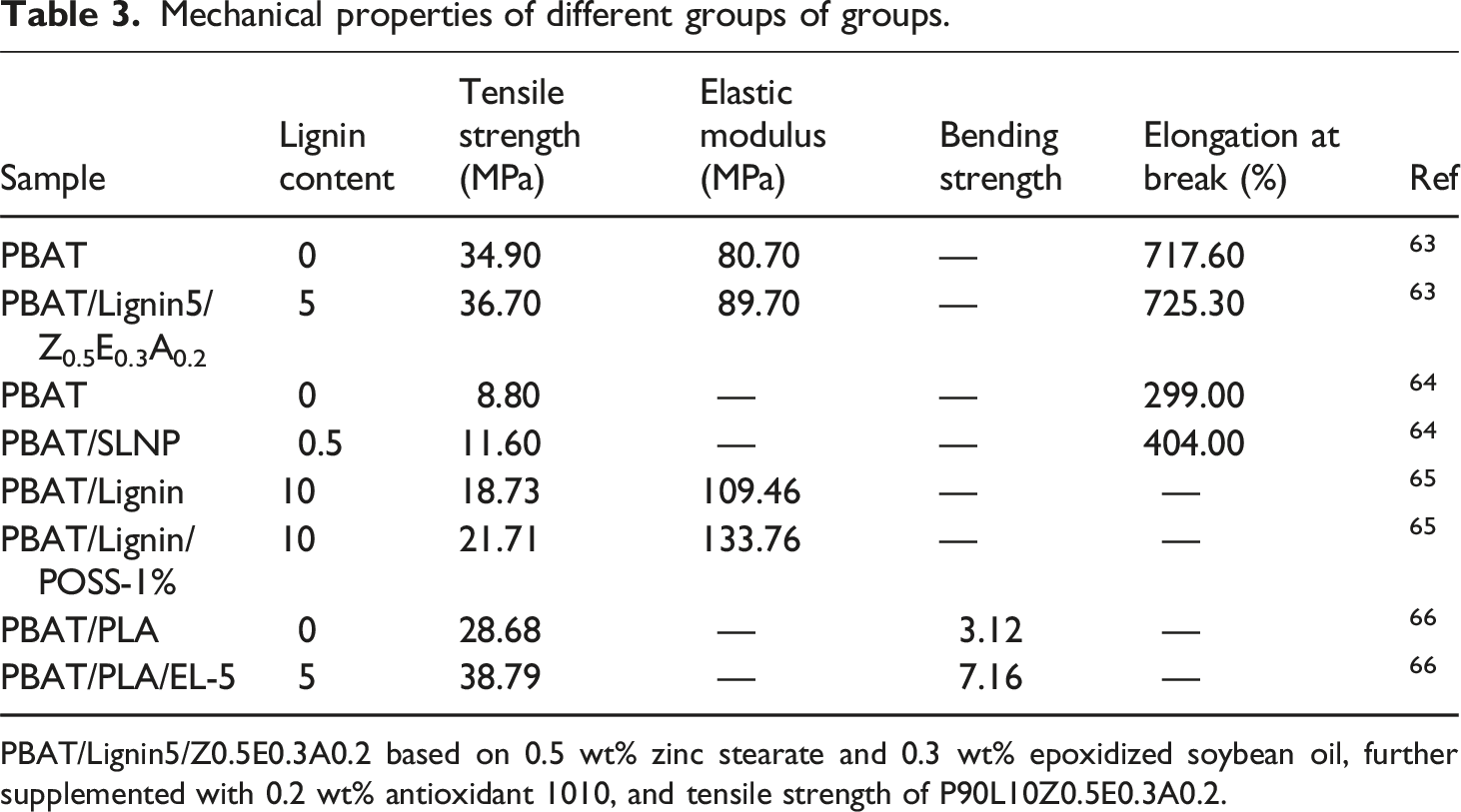
PBAT/Lignin5/Z0.5E0.3A0.2 based on 0.5 wt% zinc stearate and 0.3 wt% epoxidized soybean oil, further supplemented with 0.2 wt% antioxidant 1010, and tensile strength of P90L10Z0.5E0.3A0.2.
In summary, the mechanical strength of composites can be further enhanced by fine-tuning the chemical structure, particle size distribution, and interfacial interactions with PBAT of lignin, so that it can maintain or even surpass the performance of traditional petroleum-based plastics while meeting the demands of specific applications.
Barrier and antimicrobial properties
Lignin filling also imparts barrier properties and antimicrobial properties to the composites. Li et al. 72 used a titanate coupling agent for surface modification of lignin, after which lignin/PBAT composite films were prepared, and the results of the study showed that when lignin was modified by a titanate coupling agent with a content of 20%, the tensile strength and elongation at break of the composites were improved by 36.99% and 34.31%, respectively, compared with pure PBAT. Meanwhile, the UV transmittance of the composites at 400 nm was reduced by 96.95%.
Chen et al. 73 prepared CNF/lignin/PBAT composite film (CLP) and analyzed its mechanical and UV-resistant properties. The experimental results showed that the tensile strength of CLP was enhanced by 25.5% compared to CNF/lignin film to reach 189.72 MPa. Not only that, CLP has excellent UV resistance, blocking more than 95% of UV rays, and the diameter of the inhibition circle for E. coli and S. aureus is 5.56 mm and 6.36 mm, respectively, which is a remarkable antimicrobial effect.
Wang et al. 74 prepared lignin-ZnO nanoparticles by a hydrothermal method and filled them into PBAT matrix as additives. Subsequently, PBAT-lignin-ZnO (P-L-ZnO) composite films were successfully prepared by melt hot pressing technique. The results showed that the barrier rates of O2 and H2O were increased by 26.7% and 15.0%, respectively, and the antimicrobial properties were also significantly improved compared with those of PBAT films. The inhibition rate of PBAT films against S. aureus and E. coli was poor, which was only about 10%, whereas, the inhibition rate of P-L-ZnO against S. aureus and E. coli was inhibited up to 95.58% and 80.72%. This is mainly due to the fact that Zn2+ is capable of destroying the cell surface structure, and after entering the cell, ZnO reacts with enzymes to inactivate them, as well as with other cellular components to consume life-sustaining substances in the cytoplasm.
In terms of barrier properties, the uniform distribution of lignin particles in plastics creates a natural barrier that significantly slows the penetration of gases, moisture and certain chemicals. This feature makes lignin-filled plastics show great potential for use in food packaging, moisture-proof materials, and packaging for items that need to be stored for long periods of time, effectively extending the shelf life and stability of products. Even more striking is that lignin itself has a certain antibacterial activity. Its complex chemical structure contains a variety of natural components that can inhibit the growth and reproduction of bacteria. When lignin is used to fill plastics, these antimicrobial components can form a layer of protection on the surface of the material, effectively preventing the attachment and growth of microorganisms such as bacteria and moulds, thus protecting products in contact with the material from contamination. This property makes lignin-filled plastics have a wide range of applications in the fields of medical supplies, personal hygiene products and food handling equipment, providing a strong guarantee for people’s health and safety. Lignin is a by-product of forest wood processing, and it is used to enhance polymers such as PBAT to achieve efficient use of resources. The introduction of lignin confers a variety of functions to the composites such as UV shielding, O2 and H2O barrier, and antimicrobial, etc. At the same time, compounded with metal ions, the antimicrobial properties of the composites can be significantly enhanced, and mould can be effectively prevented.
Starch/PBAT composites
Barrier properties
Zhou et al. 75 prepared thermoplastic starch/PBAT composites, which should be added with hydrophobically modified protofibrillated cellulose (HMNC), and their barrier properties were tested, and the experimental results revealed that the composites with only 0.6% HMNC added had the highest barrier rates of H2O and O2. A significant improvement of 51.3% versus 42.1% was realized compared to the composites without HMNC addition, respectively. In practical application, the agaricus mushrooms were packaged with films containing 0.6% HMNC and stored at room temperature for 11 days, and the mushrooms still maintained good commercialization.
Akhilesh et al.
76
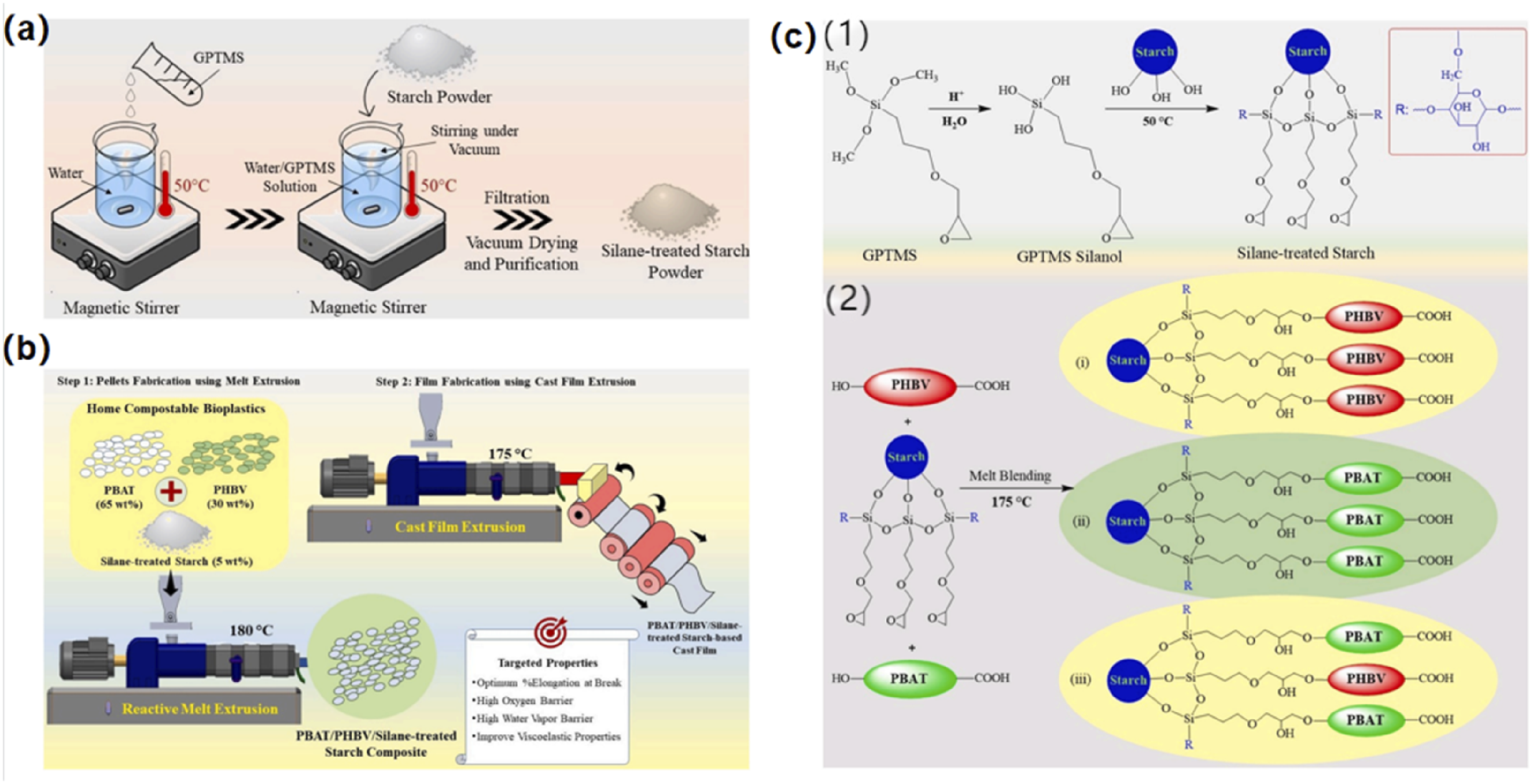
modified starch using silane coupling agent and added it to PBAT to prepare modified starch/PBAT composites,the preparation process is shown in Figure 9(a) and (b). The experimental results showed that PBAT composites containing 5% silane-treated starch showed a significant improvement in performance, with an 91% and 82% increase in oxygen and water vapor barrier ratio, respectively. The mechanism is analyzed as shown in Figure 9(c). (a) Schematic of the preparation of silane-treated starch; (b) Preparation process of PBAT/PHBV/starch; (c) (1) the expected mechanism of silane-treated starch and (2) the possible interactions between PBAT, PHBV, and silane-treated starch during melt extrusion.
76
In summary, the barrier properties of starch/PBAT composites are somewhat improved compared to PBAT materials, but still do not meet the conditions of use. Therefore, it is often necessary to modify starch or add other additives, for example, adding hydrophobically modified protofibrillated cellulose or silane modification of starch. The above methods have significantly improved the barrier properties of starch/PBAT composites to meet the conditions for use in industry. This may be attributed to the introduction of HMNC and silane components to improve the crystallinity of the composites, as well as the interfacial adhesion between matrix and starch, which limits the mobility of the polymer chains. In the future, starch/PBAT composites have great potential and value as a high-performance composite in the packaging field.
Mechanical properties
Liu et al. 77 prepared PBAT/corn starch (CS) composites and introduced polyurethane prepolymer (PCLPU) as a bulking agent to optimize its properties. It was found that the interfacial compatibility between PBAT and CS was significantly enhanced by the addition of PCLPU. Compared with the PBAT/CS composites without PCLPU, the tensile strength of the PBAT/CS composites with 10 wt% PCLPU added reached 18.9 MPa at 50% CS content, which was about 200% higher than that of the ones without PCLPU. In addition, the optimized PBAT/CS composites exhibited excellent thermal stability and good hydrophilicity.
Wu et al.
78
inspired by the natural phenomenon of the easy attachment of aleurone seeds to animal fur, proposed a “many-to-many” preparation method, which greatly facilitated the reaction efficiency of the compatibilizing agent. Polyurethane nanoparticles enriched with -NCO groups were firstly prepared, and then these particles were reacted with cassava starch enriched with -OH groups, and the reaction schematic is shown in Figure 10(a). The starch/PBAT composites were prepared using PCLPU. The experimental results showed that the elongation at break and tensile strength of the composites with 10% PCLPU were increased by 197.0% and 11.4%, respectively, compared with those without PCLPU, and the reaction efficiency of PCLPU was as high as 99.2%, which resulted in an obvious improvement of the mechanical properties.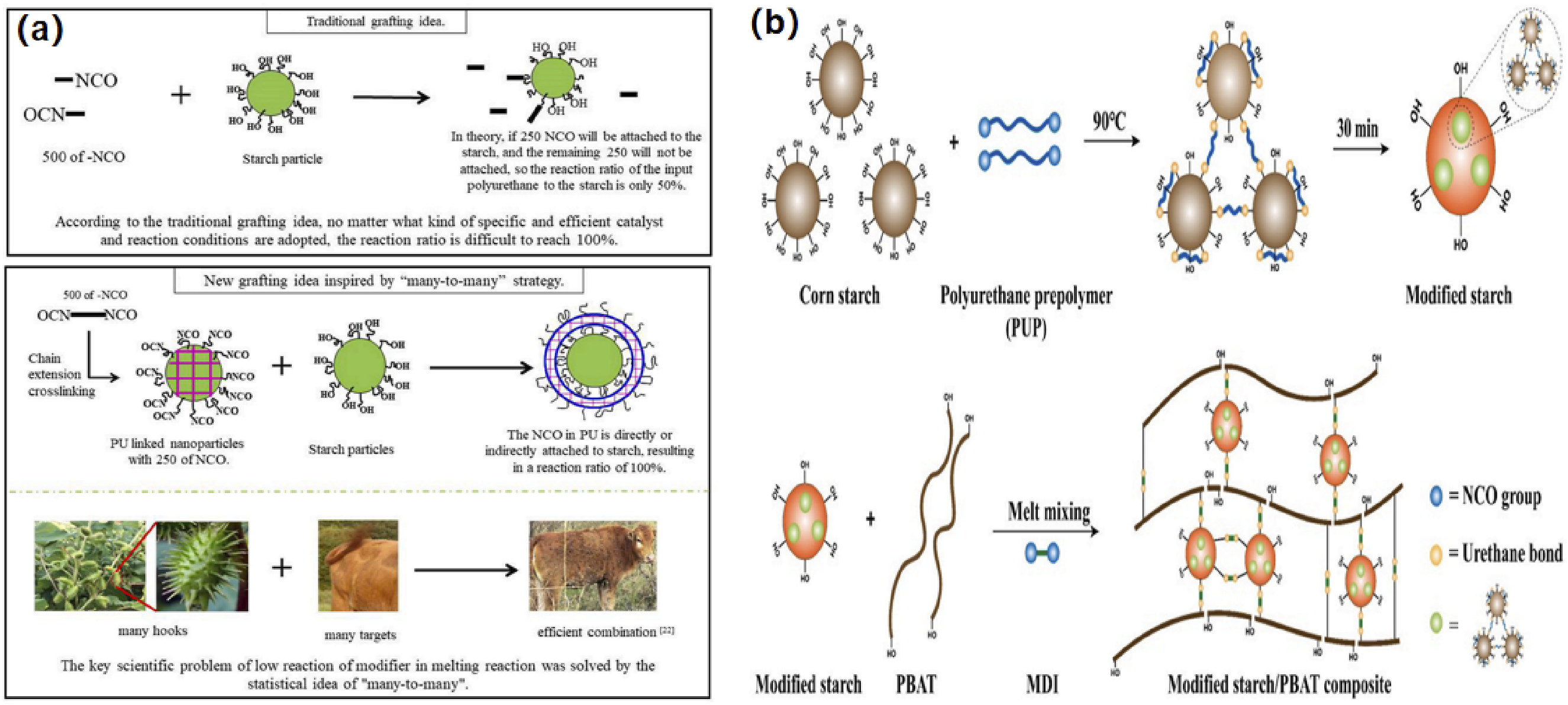
Li et al. 79 used 4,4’-diphenyl diisocyanate (MDI) as a bifunctional cross-linking agent and PCLPU to prepare corn starch/PBAT composites by in-situ reaction technique, and the reaction mechanism was shown in Figure 10(b). When the starch content was as high as 60%, the tensile strength of the composites was up to 10.95 MPa, and the elongation at break was even as high as 461.23%, which was mainly attributed to the chemical cross-linking effect of MDI and the physical compatibility of PCLPU. The isocyanate group (-N = C = O) contained in the MDI molecule is highly reactive and is able to react chemically with the hydroxyl groups in corn starch and PBAT to form a chemical bond, thus enhancing the interfacial bonding between corn starch and PBAT. This chemical bonding is stronger than physical adsorption, which helps to improve the overall performance of the composites.
In summary, the PCLPU enhance the mechanical properties of composites is attributed to the fact that the poly-NCO reactive groups in PCLPU can be covalently bonded with the polyhydroxyl groups of the plant fibers to form a multifunctional urethane layer, which is located at the interface between the plant fibers and the plastic matrix. This chemical bonding significantly improves the interfacial adhesion between the PCLPU and the plant fiber. At the same time, PCLPU also enhances the interfacial adhesion between PCLPU and the plastic matrix through physical crystalline cross-linking. Therefore, PCLPU has a good capacity-enhancing effect on both plant fibers and plastic matrix.
Degradation properties of PBAT matrix composites
Xie et al. 80 investigated the effect of large particle size of reed on the degradability of PBAT composites by studying the mass loss of PBATA and its composites under CALB enzyme degradation, and after 105 days, the mass loss of pure PBAT was only 6.96%. The mass loss of PBAT composites reached 17% when the reed content was 40%. This indicates that reed plays a key role in the biodegradation of the composites and promotes the degradation of the composites. Reed belongs to lignocellulosic materials, which are mainly composed of cellulose, hemicellulose and lignin. Reed material is rich in a large number of hydroxyl groups, and its water absorption rate can reach 135% after 10 h of immersion. Moreover, as the content of reed increases, the water absorption of the composite material further increases. The strong water absorption of reed can expand the contact range between the enzyme and PBAT, which plays a crucial role in promoting the hydrolytic degradation of PBAT matrix.
Wang et al. 81 investigated the degradation characteristics of rice husk fibre reinforced PBAT/PLA composites in a hydrothermal environment and found that the water absorption of the rice husk/PBAT/PLA composites increased substantially and the hardness decreased after 24 h hydrothermal aging test. This is due to the fact that when the composites are in a hydrothermal environment, their ability to resist deformation is significantly reduced. This is due to the deterioration of the interfacial properties between the fibres and the matrix, which in turn leads to a reduction in the deformation resistance of the composite. The direct cause of this degradation is the ‘detachment’ phenomenon at the fibre-matrix interface, where the fibres gradually detach from the matrix. During this process, fibre pull-out and breakage occur, which negatively affects the overall performance of the composite, especially fibre pull-out. The degradation of the interfacial integrity was also confirmed by the reduction in composite stiffness, which accelerated the degradation rate of rice husk/PBAT/PLA.
PCL matrix composites
Starch/hemp fibre/PCL composites
Usually, biodegradable composites prepared from hydrophilic biomass materials (e.g., starch) and hydrophobic polymers often face poor compatibility problems. Weng et al. 82 synthesised PCLPU, which was subsequently used as a bulking agent and mixed with water-soluble starch and PCL in a powerful mixer, aiming to prepare starch-PCL composites with good compatibility. A detailed analysis of the structure and morphology of the composites revealed that the presence of the PCLPU interfacial layer significantly improved the compatibility between starch and PCL. This improvement resulted in 101.5%, 116.1%, and 66.9% increase in tensile, flexural, and impact strengths of the composites compared to the composites without added PCLPU, respectively. The improved compatibility is attributed to two main aspects: firstly, during the melt reaction, PCLPU is able to form an interfacial layer and tightly encapsulate the water-soluble starch filler through urethane bonding; secondly, the PCLPU interfacial layer also strongly interacts with the PCL polymer matrix through PCL-PCL crystallisation.
Chen et al. 83 used starch grafted polylactic acid (St-g-PLA) copolymer as a compatibilizer for PCL/starch composites. The experimental results revealed that the performance of the composites with the added compatibilizer was significantly better than that of the PCL/starch composites without the added compatibilizer, and the tensile strength and Young’s modulus of PCL/starch (50/50) composites containing 10% St-g-PLA were enhanced by 107.5% and 66.8%, respectively, the compatibilization of St-g-PLA effectively enhanced the interfacial adhesion between the PCL matrix and the starch dispersed phase.
Bamboo powder/PCL composites
Mechanical properties
The structural form of bamboo fibre consists of primary cell wall and three layers of secondary cell wall. The primary cell wall is mainly composed of pectin, while the secondary cell wall is mainly composed of cellulose, with crystalline microfilaments as well as amorphous microfilaments, which are the main load-bearing structure of the fibre. 84 Bamboo fibre has a large aspect ratio and surface area, strong fibre entanglement and intertwining, and high bonding strength, so its strength is higher than that of wood fibre in general.
Hou et al. 85 proposed an innovative strategy to produce lightweight polymer composites that are both super-strong and tough by using highly aligned bamboo coarse fibres embedded in a PCL matrix to regulate the degree of crystallinity. The surface of these bamboo fibres is rich in oxygen-containing functional groups, which form hydrogen bonds with the ester and hydroxyl groups in the PCL molecular chain, effectively preventing the aggregation and crystallisation process of the PCL molecular chain, and thus imparting excellent toughness to the material. At the same time, the bamboo coir fibres themselves have an ordered microstructure, which contributes to the efficient transfer and dispersion of stresses, giving the composite material high strength. As a result, this lightweight polymer composite material achieves ultra-high mechanical strength (up to 31.5 MPa) while maintaining a very low density (only 1.07 g·cm−3), which represents the top level of reported lightweight polymer materials.
Jiang et al. 86 prepared bamboo powder/PBS composites containing three kinds of inorganic fillers (ZnO, TiO2, and Si3N4) and investigated the effects of the addition of bamboo powder and inorganic fillers on the mechanical properties of the composites. The experimental results showed that the composites had the best tensile properties when the filling ratio of bamboo powder reached 40% and the additions of ZnO, TiO2, and Si3N4 were all 3%, and the tensile strength was increased by 29.8% compared with that of the composites without the addition of inorganic fillers. IR and XRD analyses showed that the addition of inorganic fillers resulted in the formation of strong hydrogen bonds between PBS and bamboo powder.
Bamboo fibres will form a three-dimensional mesh structure in the composite material, and this structure can withstand larger stresses and loads and absorb energy effectively, so that the composite material can achieve more excellent mechanical properties. By improving the processing technology or adding inorganic fillers can increase the mechanical interlocking part of the interfacial phase, which can enhance the adhesion, so that the interfacial shear strength between the fibres and the matrix can be significantly improved.
Rheological properties and degradability
Rheology is an important parameter that measures the relationship between stress, deformation, deformation rate and viscosity of a composite material during processing. Composites with high rheology are easier to flow and deform during processing, which is conducive to moulding and processing. Degradability is an important indicator of the environmental friendliness of composite materials. Composites with high degradability can be decomposed into harmless substances faster in the natural environment, reducing environmental pollution.
Chen et al. 87 prepared BP/PCL composites using a torque rheometer with the aim of investigating how the formulation ratio and processing conditions affect the rheological properties of BPPCL. The morphological structure and mechanical properties of the composites were also thoroughly investigated. The results of the study showed that the formulation of BPPCL was optimal when PCL accounted for 70% of the total volume, BP accounted for 30%, and 1.6 wt% of aluminates coupling agent, 1.2 wt% of stearic acid, and 2 wt% of paraffin wax were added. In addition, the optimum processing conditions were determined to be a rotational speed of 50°r/min and a temperature of 100°C. BPPCL prepared under such conditions (especially samples containing 30% BP) exhibited excellent interfacial compatibility and mechanical properties.
Nukala et al. 88 studied the preparation of BP/PCL composites by solvent casting method. It was also tested in degradation tests. The results of the study showed that the composites containing 40 wt% BP degraded more than 20% in 4 weeks under acidic conditions and more than 5% in soil burial tests. It is worth noting that the PCL substrate showed a significant difference in the degradation process with the composites consisting of PCL and BP, and the addition of BP improved the degradability of the composites.
Rodríguez et al. 89 investigated the degradation characteristics of thermoplastic starch/PCL (TPS/PCL) composites in soil, compost, and water, and after 90 days of degradation it was found that the most desirable degradation results were achieved in a compost environment at a depth of 20 cm, the material mass loss amounted to 34 ± 4% and the tensile strength decreased by 77.3%, which is a good indication that the material has lost the corresponding mechanical properties. During the degradation of the composite, TPS was the fastest degrading component, and its gradual disappearance strongly contributed to the overall degradation of the composite. In contrast, the degradation in water was the least effective, with the material losing only 20% of its initial mass after 90 days of experimentation. Thus, the degradation rate of TPS/PCL was accelerated under soil composting conditions.
In summary, the addition of bamboo powder can effectively improve the degradability of the composites, and the addition of appropriate amounts of compatibilizers and lubricants can improve the rheological properties of the composites, which is conducive to the moulding and processing of the materials.
Conclusions
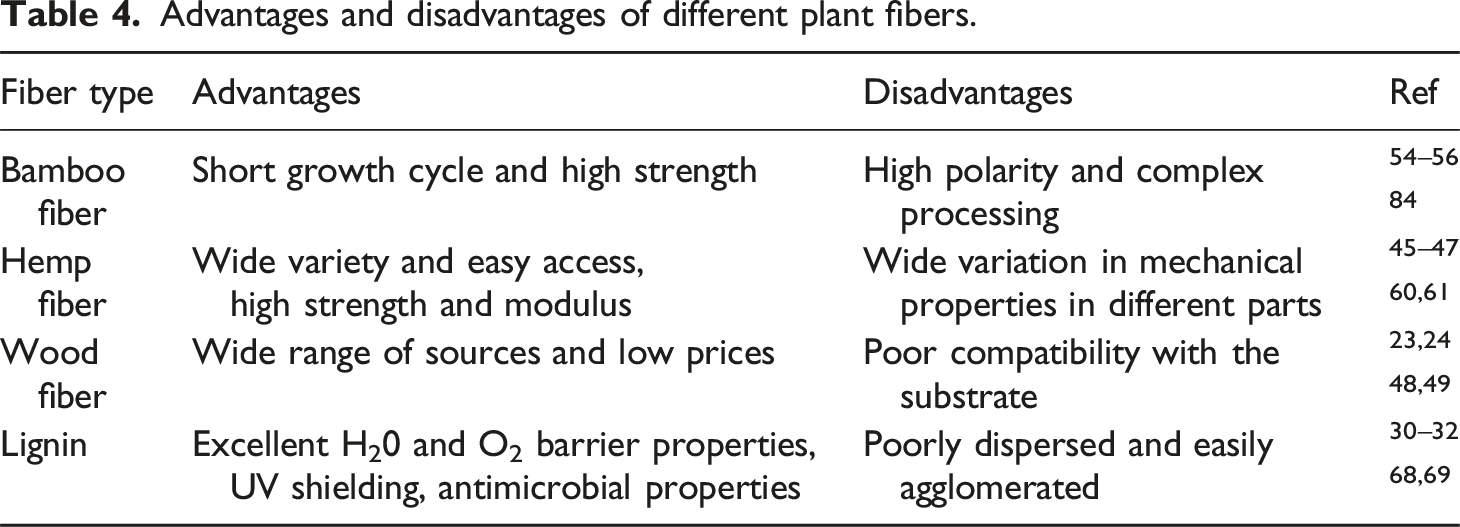
During the preparation of composites, the particle size, arrangement direction, molding process and modification method of plant fibers have a great influence on the composites. Different plant fibers have different advantages and disadvantages, as shown in Table 4. Therefore, in the preparation works, different processing needs should be met according to different fiber characteristics. Based on the above, the following conclusions can be drawn: (1) Compared with hemp, wood, bamboo and other fibers, lignin, as a complex organic polymer, is formed by three kinds of phenylpropane units connected with each other through ether and carbon-carbon bonds, and the functionality of the research is more in-depth, but its functionality is affected by the influence of the source, extraction method and modification method, which makes a big difference, and the future application needs to be analyzed for the difference in order to realize its high value. (2) When modifying fibers, the same modification method may affect different fibers to different degrees, and some modification methods may affect the degradation rate of composite materials, new degradation methods and degradation environments should be developed, and further search for environmentally friendly modifiers to attenuate the impact of degradation of chemical residues on the environment. (3) Polylactic acid (PLA), polyhydroxy fatty acid ester (PHA), polybutylene succinate (PBS), polybutylene terephthalate adipate (PBAT), and polycaprolactone (PCL) are all biodegradable materials, so degradation properties are not a neglected priority. Botanical fillers help to accelerate the degradation rate of the polymer matrix. Botanical fillers, with their unique chemical composition and physical structure, play the role of “catalysts” in accelerating degradation in biodegradable material systems. Its rich cellulose, hemicellulose and other polysaccharides, containing a large number of hydrophilic hydroxyl groups, can significantly increase the water absorption rate of the composite material, to create favourable conditions for the penetration of microorganisms and enzymes, so that hydrolysis reactions are more likely to occur within the material. At the same time, the interface between the plant filler and the matrix material is relatively weak, and it is easy for the fibre to pull out and break during the degradation process, which will damage the structural integrity of the material, increase the internal pores and channels, and further promote the in-depth decomposition of microorganisms and enzymes. In addition, as a natural organic material, the plant filler itself is easier to be recognised and degraded by microorganisms in the environment, and its degradation products can also provide nutrients for subsequent microbial activities, forming a positive feedback loop, thus greatly accelerating the degradation rate of the biodegradable materials as a whole and shortening the degradation cycle. (4) Due to the flammability of plant fibers, which causes the composite material to be easy to burn defects, the future should focus on the study of flame retardancy, the use of biobased modification methods, such as phytosanitary plant fibers, to give the material flame retardant at the same time will not have an impact on the environment. Advantages and disadvantages of different plant fibers.
Footnotes
Author contribution
Zihan Zhao: Conceptualization, Investigation, Methodology, Datacuration, Writing–original draft. Chunfeng Li: Funding acquisition, Writing–review & editing. Lei Le: Funding acquisition. Mingli Liu: Funding acquisition, Writing–review & editing. Zhihao Zhang: Writing–review & editing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Jilin Province Innovation and Entrepreneurship Talent Project (Grant numbers [2023QN44]), Jilin Province Key Science and Technology Tackling Project (Grant numbers [20220202095NC]), Jilin Province Key Science and Technology Tackling Project (Grant numbers [20230202092NC]), Jilin Province Science and Technology Development Innovation Platform (Base) and Talent Special Project (Grant numbers [20220508119RC, 20240601038RC]), Jilin Province Budgeted Capital Construction Funds (Innovation Capacity Building) Project (Grant numbers [2022C039-4]). Beihua University Postgraduate Innovation Plan Project (Beihua Yanchuanghezi [2024] 014).
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.