
Abstract
This state-of-the-art overview highlights technical worth of a high-tech engineering thermoplastic polymer, poly(ether ether ketone), and its hybrids with carbonaceous nanoreinforcements and carbon fibers. Accordingly, literature up till now reports on different categories of multifunctional hybrids of poly(ether ether ketone)/carbon nanotube, poly(ether ether ketone)/carbon black, and poly(ether ether ketone)/carbon fiber materials. These composites/nanocomposites have been fabricated through various techniques including solution processing, melt casting, prepreg method, injection/compression molding, three dimensional printing, and other efficient strategies. Adding carbonaceous nanofiller/filler revealed significant enhancements in morphological profiles, heat stability, mechanical features, electrical conductivity, and biological properties of poly(ether ether ketone). In the case of poly(ether ether ketone)/carbon fiber composites, interfacial compatibility and superior physical performance have been achieved through sizing of carbon fibers (using nanocarbon nanoparticles or polymers). Subsequently, modification of carbonaceous nanoparticles, carbon fiber, and poly(ether ether ketone) backbone led to technically high end applications for aerospace, fuel cells, and bone implants. Nevertheless, further research regarding design/structural optimization, structure-property relationships, and property enhancement mechanisms of poly(ether ether ketone)/nanocarbons and poly(ether ether ketone)/carbon fiber hybrids seems indispensable to unlock myriad of future industrial opportunities, ranging from space/defense—to—energy—to—biomedical sectors.
Keywords
Introduction
Poly(ether ether ketone) is a high performance thermoplastic well recognized for engineering applications demanding ultrahigh temperature, mechanical, and pressure sustainability.1,2 Research advancements in the field of poly(ether ether ketone) based materials led to the development of multifunctional composites/nanocomposites for advanced utilizations in nuclear, space, and defense related industries.3,4 In this context, carbonaceous nanoreinforcements like carbon nanotube and carbon black (prepared by facile solution, melt, or in situ methods) have been essentially investigated to enhance the thermal constancy, mechanical robustness, electrical conduction, non-flammability, and allied physical characteristics of the resulting poly(ether ether ketone) nanocomposites.5,6 Additionally, carbon fiber has been adopted as an effective filler for technically high end poly(ether ether ketone) based composites.7,8 Subsequently, technical applications of the poly(ether ether ketone) based nanocomposites and composites have been observed so far for the space, energy, and biomedical implications.9–11
Concisely, this manuscript is a ground-breaking attempt to divulge the potential of advanced poly(ether ether ketone) matrix for the design and implication of nanocomposites and composites using various carbonaceous reinforcements, like carbon nanotube, carbon black, and carbon fibers. To the best of the knowledge to date, few review articles have been reported so far regarding general features/applications of poly(ether ether ketone) and poly(ether ether ketone) composites with carbon nanomaterials. Nevertheless, a specified comprehensive recent review on carbonaceous nanofiller/filler (carbon nanotube, carbon black, carbon fibers) reinforced poly(ether ether ketone) nanocomposites highlighting indispensable design, properties, and applied prosects has not been observed in the literature up till now. Accordingly, this novel review article is planned to offer an up to date knowledge on almost every possible aspect of poly(ether ether ketone)/nanocarbon nanocomposites to the field scientists/researchers for future advancements of these materials. Consequently, this review argues the knowledge/facts based on the available literature reports hitherto regarding the morphological, mechanical, thermal, electrical, biological, and related beneficial physical aspects of imperative poly(ether ether ketone) based hybrid categories, including poly(ether ether ketone)/carbon nanotube, poly(ether ether ketone)/carbon black, and poly(ether ether ketone)/carbon fiber. Owing to the property improvement competence of carbonaceous additives for poly(ether ether ketone) matrix, by applying appropriate fabrication techniques, noteworthy applications have been noticed in the fields of aerospace engineering, fuel cell designs, and biomedical implants, especially the bone tissue scaffolds. Nonetheless, future advancements in the arenas of high-tech carbonaceous reinforced poly(ether ether ketone) hybrids seemed to be reliant upon the concentrated research efforts by the concerned field scientist/researchers towards numerous unexplored application areas up till now, e.g., defense sector, capacitors, batteries, sensors, and sophisticated biomedical utilizations.
Poly(ether ether ketone)
Important properties of poly(ether ether ketone).
Accordingly, poly(ether ether ketone) has been fabricated by using efficient manufacturing techniques, like step growth polymerization involving the reaction of 4,4′-difluorobenzophenone and hydroquinone disodium salt at high temperature conditions. 17 Consequently, owing to high temperature/pressure sustaining properties, this important engineering thermoplastic has revealed notable applications for nuclear plants, oil/geothermal wells, chemical plants, and high pressure steam valves.18–20 To further enhance the backbone stability and long term uses in the technical fields, poly(ether ether ketone) has been modified by adopting various strategies, like doping, introduction of side groups on its main chain, as well as the compositing or nanocompositing strategies.21–23 In this context, poly(ether ether ketone) matrix has been modified using the fiber fillers (glass fibers or carbon fibers) and the nanofillers (inorganic/carbon nanoparticles) to form the advanced composite/nanocomposite designs. 24 Eventually, like pristine poly(ether ether ketone), the sympathetically designed poly(ether ether ketone) based hybrids have been sightseen for aeronautical/automotive, biomedical, and device related solicitations.25–27 Like, poly(ether ether ketone), (polyetherketoneketone) and low melt polyaryletherketone are common types of commercially available polyaryletherketone backbone resins. 28 These types of polyaryletherketone differ in molecular structure, like number of ketone functionalities in backbone, etc. All these polymers have advantageous mechanical and physical properties and facile processing capabilities.
Carbonaceous reinforcements—carbon nanotube, carbon black and carbon fibers
For polymeric matrices, carbon nanofillers as well as macrofillers have been employed to fabricate the desired polymer/carbonaceous composites or nanocomposites. 29 Among nanocarbons, carbon nanotube has been recognized as an initially discovered and most frequently investigated nanofiller for polymers. 30 Carbon nanotube is, a single walled or multi-walled hollow cylinder, a one dimensional carbon nanoallotrope made up of hexagonally assembled sp2 hybridized atoms. 31 Carbon nanotube own high surface area/high aspect ratio and range of distinct physical characteristics, like optical properties, electrical/thermal conductivity, mechanical robustness, thermal stability, magnetic properties, and countless other property-performance aspects.32,33 Owing to structural flexibility and van der Waals interactions, carbon nanotube has shown aggregation tendencies in polymers, therefore restricting its valuable properties and interactions with the matrices. 34 For the formation of the polymer/carbon nanotube nanocomposites, variety of techniques including solution processing, melt casting, in situ methods, and so on have been adopted. 35 Incidentally, the high performance polymer/carbon nanotube nanocomposites have been explored for creditable industrial applications in the fields of sensors, batteries, capacitors, solar cells, automobiles, defense, civil, textile, biomedical, environmental remediation, and countless more.36–38
Carbon black is also a carbon nanofiller having size in the range of 10-100 nm. 39 Generally, carbon black is a spherical carbon nanoparticle existing as small aggregates or may have chains of carbon nanoparticles forming large aggregates via van der Waals interactions. 40 Owing to spherical nanostructure, carbon black has large surface area for interaction with the matrices. 41 Carbon black nanoparticles have tendency to get dispersed and form percolation network for facilitated electron flow and load transfer through the polymeric matrices for strength features. 42 In consequence, advantageous combinations of carbon black and polymers depicted applications for automotive, aerospace, civil, and electronic fields.43,44
Among carbonaceous macrofillers, carbon fibers have been distinctly known for its surface and structural features. 45 Carbon fibers are solid fibrous strands of carbon having diameter ranging from ∼1 to 5 µm and length may vary up to several micrometers. 46 In polymer matrices, carbon fibers have been beneficially used to enhance the mechanical characters due to interfacial and load transfer properties via matrix-fiber associations. 47 To further enhance the interactions of carbon fibers with polymers and resulting physical properties of the composites, numerous techniques have been used for the surface modification of carbon fibers, counting chemical vapor deposition, plasma method, electrochemical approaches, and chemical tactics. 48 Using a number of thermoplastics and thermosetting matrices, valuable applied sides of carbon fiber reinforced composites have been discovered for space, nuclear, defense, textiles, and allied technical sectors.49,50
Poly(ether ether ketone)/carbon nanotube nanomaterials
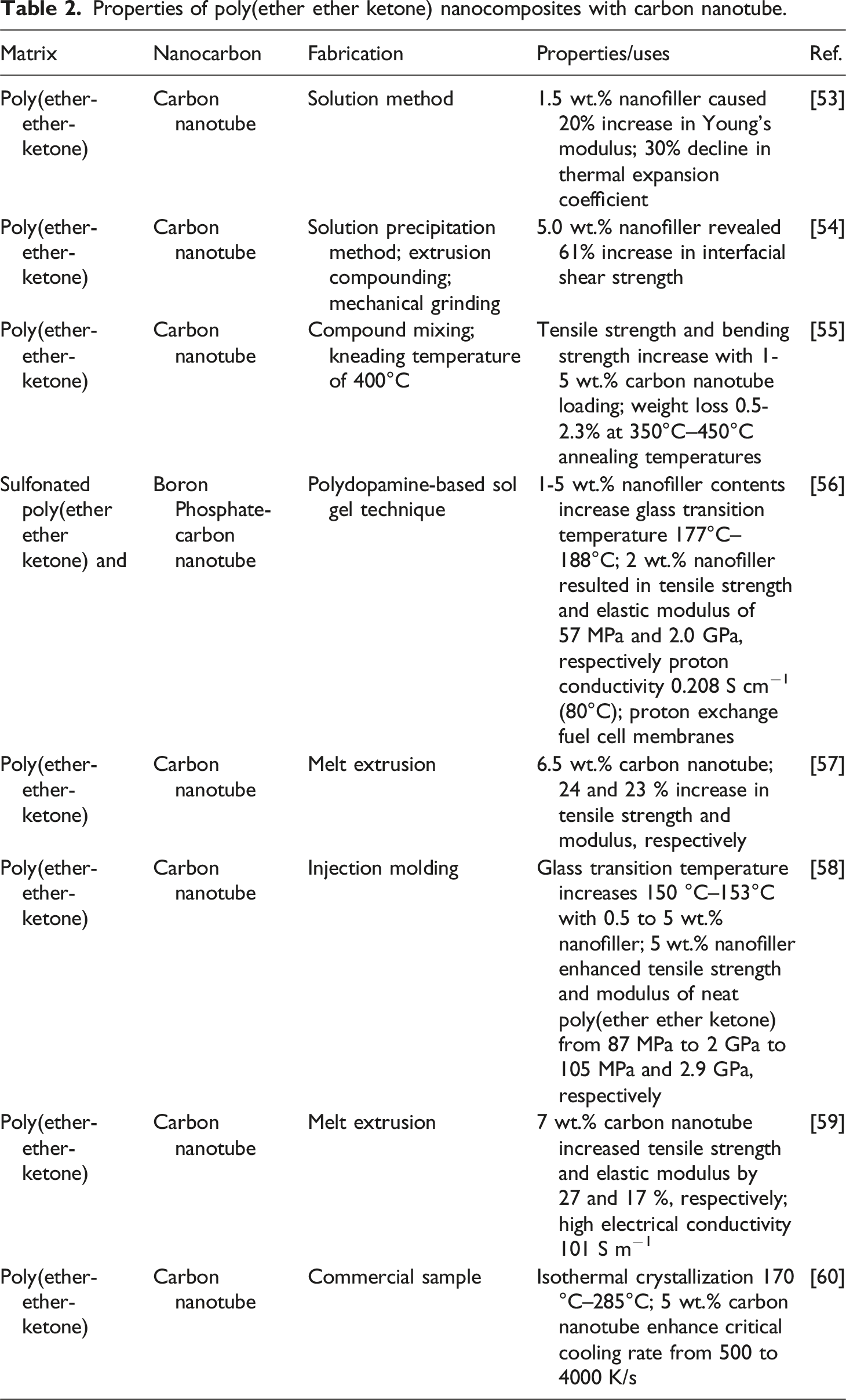
Among carbonaceous nanoreinforcements, carbon nanotube nanofillers have been found valuable to enhance the mechanical, thermal, and electrical properties of poly(ether ether ketone) matrix.51,52 Accordingly, facile manufacturing practices have been applied to incorporate carbon nanotube nanoparticles in poly(ether ether ketone) backbone to attain superior physical and technical performance of the ensuing nanomaterials. For example, Jiang et al.
53
preferred a facile solution method for the fabrication of the poly(ether-ether-ketone)/carbon nanotube nanocomposites. The microstructural, heat stability, and mechanical properties of the resulting nanocomposites were investigated. Subsequently, the poly(ether-ether-ketone) matrix loaded with 1.5 wt.% carbon nanotube depicted 20% increase whereas 30 % decline in the Young’s modulus and thermal expansion coefficient, respectively, of the nanocomposite which was suggested useful for high heat resistant engineering utilizations. Lamorinière et al.
54
designed the nanocomposites of the poly(ether ether ketone) matrix filled with 1-5 wt.% carbon nanotube by using a facile solution precipitation technique. Figure 1(A) shows a route towards the formation of the poly(ether ether ketone)/carbon nanotube nanocomposites starting from the extrusion compounding and mechanical grinding and then precipitation in diphenyl sulfone solvent through phase separation method. Figure 1(B) a reveals the scanning electron microscopy micrographs of neat poly(ether ether ketone) powder showing randomly dispersed particles or masses, on the other hand, Figure 1(B) depicts visible nanotube aggregations and surface protrusions and a relatively uniform dispersion pattern than the pristine matrix. Figure 1(C) displays the interfacial shear strength behavior of the poly(ether ether ketone)/carbon nanotube nanocomposites having a linear trend with the increasing nanofiller contents. Accordingly, including up to 5.0 wt.% carbon nanotube nanofiller, caused around 61% increase in the interfacial shear strength of the pristine matrix. These results can be credited to the interfacial interactions and compatibility between the matrix-nanofiller, so leading to fine stress transfer through the nanocomposites. (A) A route towards the fabrication of carbon nanotube (CNT) reinforced poly(ether ether ketone) (PEEK) nanocomposites; (B) scanning electron microscopy micrographs of: (a) neat PEEK powder and (b) PEEK nanocomposite reinforced, with 5.0 wt.% CNT, where inset is higher magnification micrograph of the same; (C) interfacial shear strength of neat PEEK matrix and nanocomposites with 0, 1.0, 2.5 and 5.0 wt.% of CNT.
54
Reproduced with permission from Elsevier.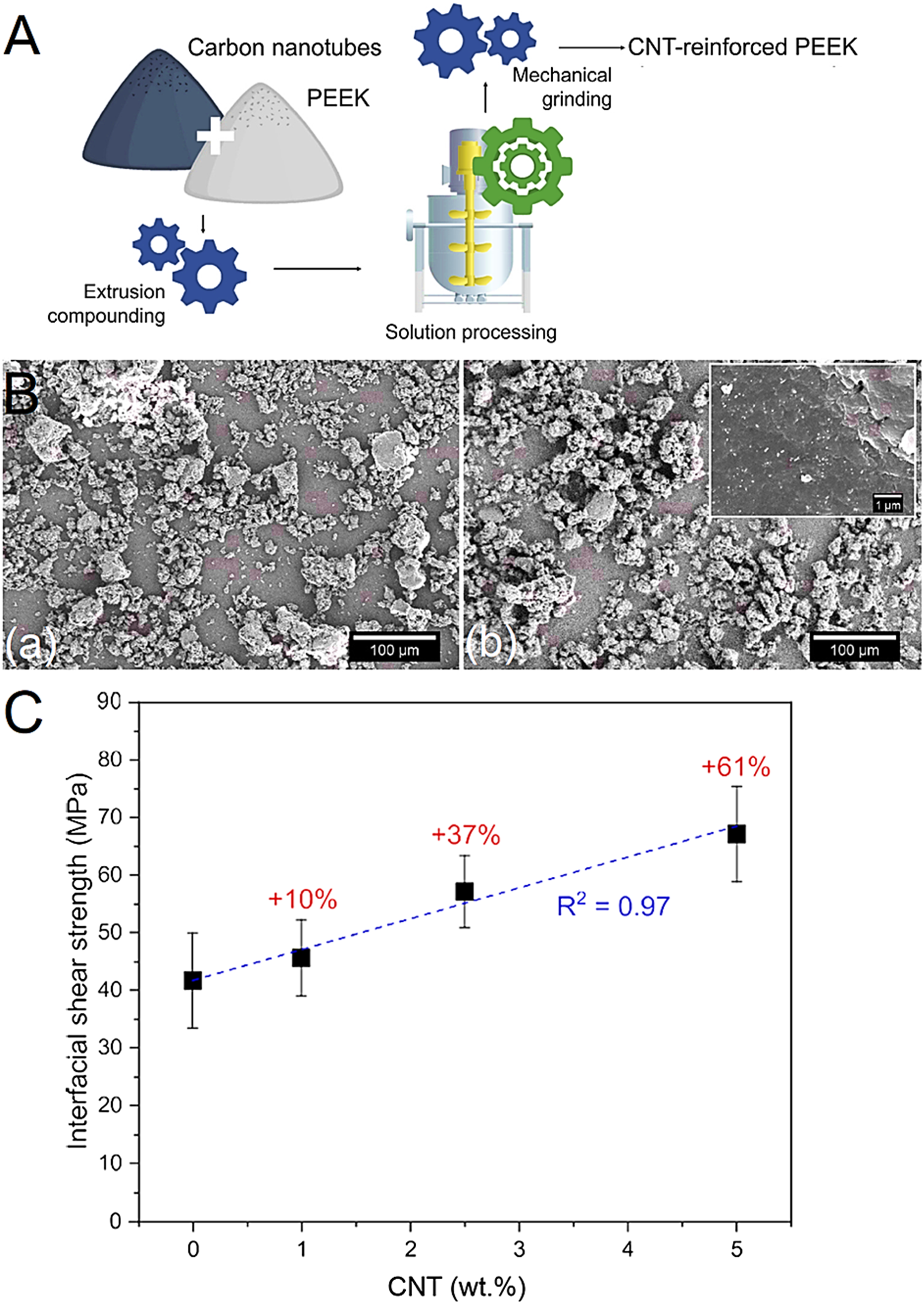
Ata et al.
55
prepared the poly(ether ether ketone)/carbon nanotube nanocomposites using a compound mixing procedure with kneading temperature of 400°C. For nanocomposites, initially, single walled carbon nanotubes were fabricated via chemical vapor deposition technique. The melt compounded poly(ether ether ketone) nanocomposites were reinforced with 1-5 wt.% of carbon nanotube. Figure 2(A) and (B) shows the transmission electron microscopy and high resolution transmission electron microscopy micrographs of 1 wt.% reinforced poly(ether ether ketone)/carbon nanotube nanocomposite. Due to the kneading process used, carbon nanotube bundles seemed to have diameter of several nm. Moreover, linear patterns of carbon nanotube bundles showed that their integrity was not damage by the kneading process. Figure 2(C) illustrates the mechanical property analysis by tensile strength and bending strength plots of 1 and 5 wt.% carbon nanotube filled poly(ether ether ketone)/carbon nanotube nanocomposites. Owing to the reinforcements effects of carbon nanotube, increasing carbon nanotube loading levels caused significant enhancements in the tensile strength and bending strength of the nanocomposites. Moreover, Figure 2(D) presents the weight loss behavior of the pristine poly(ether ether ketone) and poly(ether ether ketone)/carbon nanotube nanocomposites annealed at different temperatures (350, 400 and 450°C). With the increasing annealing temperatures for 1-5 wt.% carbon nanotube loaded nanocomposites the weight loss values of 2.3%, 0.5%, and 0.5%, respectively (for 1, 2, and 5 wt.% nanofiller, correspondingly), were observed, relative to pristine poly(ether ether ketone) (18.3 %), thus, indicating the heat stability of these nanocomposites. (A & B) Transmission electron microscopy images of cross-section of 1 wt.% carbon nanotube (CNT) loaded poly(ether ether ketone)/carbon nanotube nanocomposites (PEEK/CNT) knead by optimized condition, where inset (a) = scale bar 500 µm, yellow circles and black arrows = linear carbon nanotube bundles; (C) tensile strength (black bar) and bending strength (gray bar) of poly(ether ether ketone) (PEEK) and PEEK/CNT (1 and 5 wt. %) nanocomposites; (D) weight loss of PEEK and PEEK/CNT (1, 2 & 5 wt.%) nanocomposites annealed at 350, 400 and 450°C (3 h).
55
Reproduced with permission from Elsevier.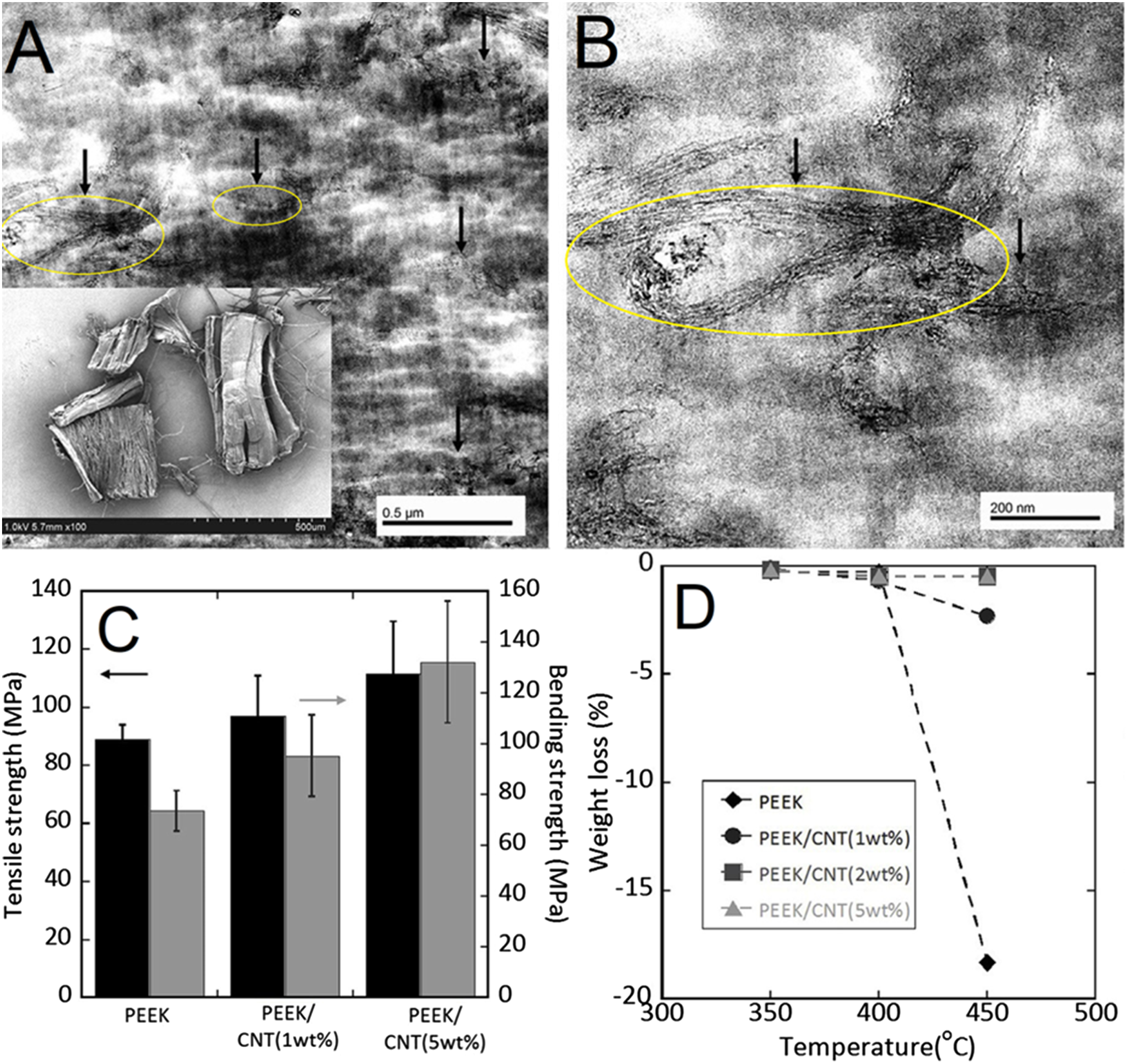
Gong et al.
56
reported on the sulfonated poly(ether ether ketone) and sulfonated poly(ether ether ketone)/boron phosphate-carbon nanotube nanomaterials through a simple polydopamine-based sol gel technique. They tested the as prepared sulfonated poly(ether ether ketone) and the derived nanomaterials with 1-5 wt.% nanofiller for the mechanical, thermal, and proton conductivity characteristics. Figure 3(A) depicts the differential scanning calorimetry curves for the neat sulfonated poly(ether ether ketone) and the sulfonated poly(ether ether ketone)/boron phosphate-carbon nanotube nanocomposites having varying nanofiller contents. According to the results, adding 1-5 wt.% nanofiller contents upsurge the thermal glass transition temperature of the matrix from 177 to 188°C owing to the sulfonated poly(ether ether ketone) backbone modification and interactions with the phosphate-carbon nanotube in turn enhancing the heat stability of the resulting hybrids. Furthermore, Figure 3(B) portrays the stress strain curves showing significant increase in the tensile strength and elastic modulus of 57 MPa and 2.0 GPa, respectively, for 2 wt.% phosphate-carbon nanotube based nanocomposite, as compared to the neat matrix (45 MPa and 1.2 GPa, correspondingly). In this way, the tensile strength and elastic modulus of the sulfonated poly(ether ether ketone)/boron phosphate-carbon nanotube nanomaterials were 1.3 and 1.6 times, respectively, higher than that of the unfilled sulfonated poly(ether ether ketone). Such enhancements in mechanical properties of the nanocomposites can be attributed to the fine nanofiller scattering and the formation of stress transportation points between well-interacted matrix-nanofiller. Moreover, proton conductivity features of the neat sulfonated poly(ether ether ketone) and the sulfonated poly(ether ether ketone)/boron phosphate-carbon nanotube nanocomposites were studied versus, rising temperatures, as given in Figure 3(C). It can be observed that the presence of sulfonated functionalities on poly(ether ether ketone) together with the boron phosphate modified carbon nanotube enhanced the polymer chain mobility and water molecule motion, therefore increasing the proton conductivity of these nanomaterials with rising temperature. Hence, at 80°C, the 2 wt.% phosphate-carbon nanotube based nanocomposite had 2.5 times superior proton conductivity (0.208 S cm−1), than the neat matrix (0.084 S cm−1). (A) Differential scanning calorimetry curves of SPEEK and SPEEK/BPO4@CNTs nanocomposites; (B) tensile stress-strain curves of SPEEK and SPEEK/BPO4@CNTs nanocomposites; (C) proton conductivities of SPEEK/BPO4@CNTs nanocomposites at different temperatures.
56
SPEEK = sulfonated poly(ether ether ketone); SPEEK/BPO4@CNTs = sulfonated poly(ether ether ketone)/boron phosphate@carbon nanotubes. Reproduced with permission from Elsevier.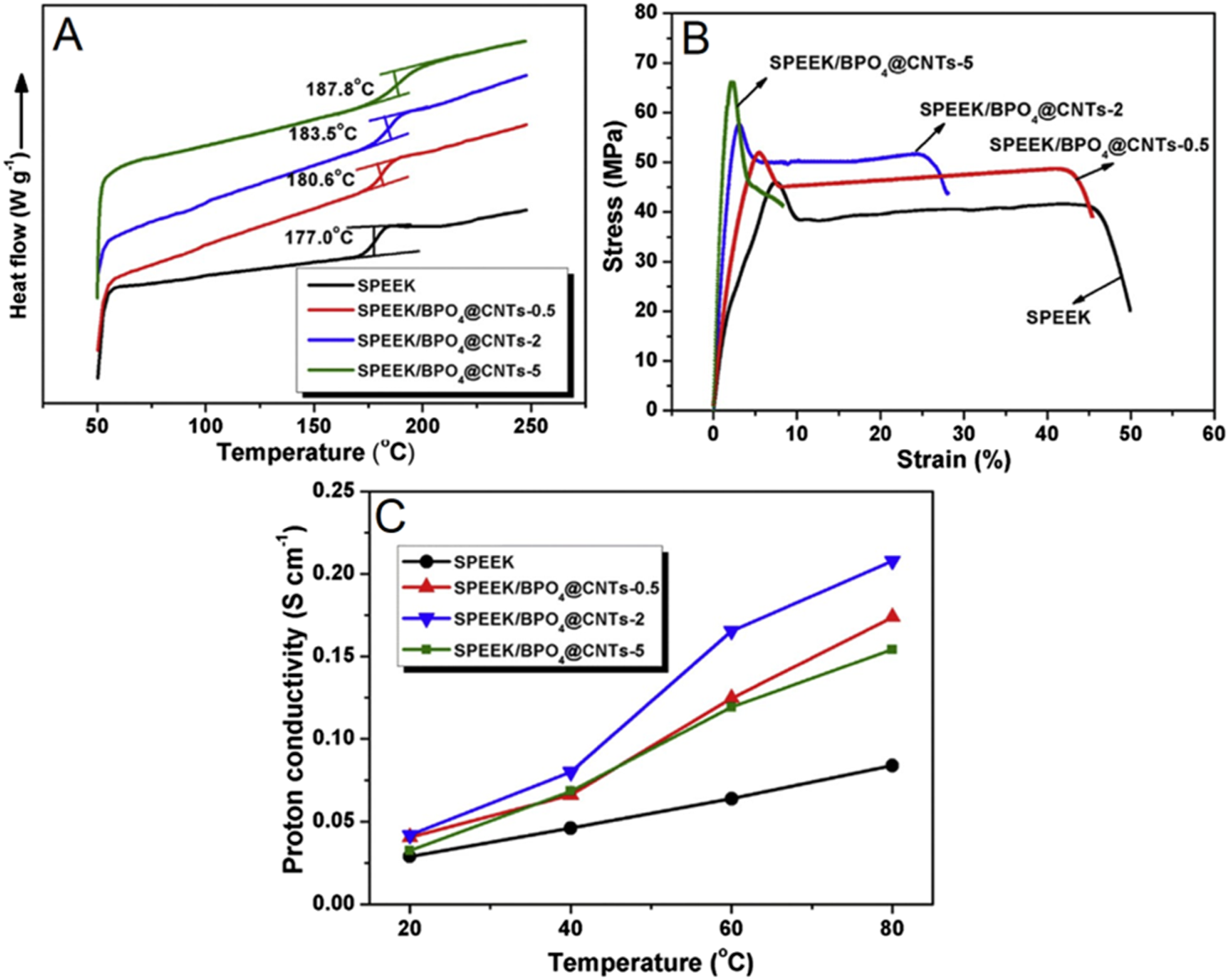
Properties of poly(ether ether ketone) nanocomposites with carbon nanotube.
Poly(ether ether ketone)/carbon black hybrids
Recently, poly(ether ether ketone)/carbon black nanomaterials have been manufactured and studied for mechanical, thermal, electron conducting, and biological features aiming the aerospace, energy, and biomedical fields.61,62 King et al.,
63
for instance, reported on the advantages of carbon black reinforcement in enhancing the electrical and mechanical properties of the poly(ether ether ketone). Herein, adding 7.5 wt.% carbon black in poly(ether ether ketone) matrix (melt blending in a twin screw extruder) caused a tensile strength and modulus of 145 MPa and 18.4 GPa, respectively, and electrical resistivity of about 0.56 Ω cm, i.e., twice than that of the unfilled pristine matrix. Therefore, these poly(ether ether ketone)/carbon black nanomaterials were suggested useful for the electrostatic dissipative applications. Gao et al.
64
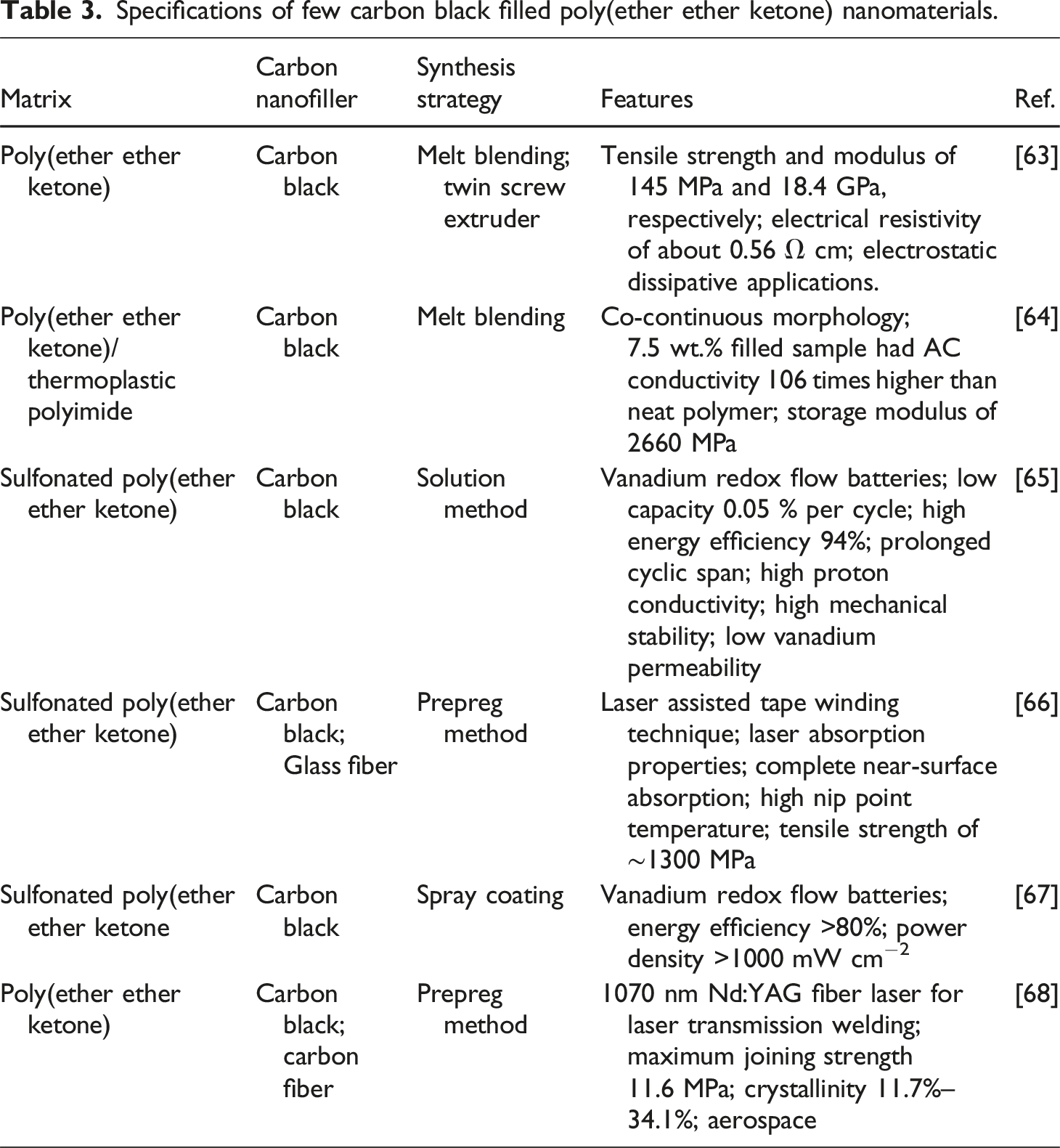
prepared the poly(ether ether ketone)/thermoplastic polyimide blend and the nanocomposites of poly(ether ether ketone) and poly(ether ether ketone)/thermoplastic polyimide with 5-10 wt.% of carbon black contents via melt blending approach. Owing to phase separation phenomenon, including carbon black nanoparticles in the poly(ether ether ketone)/thermoplastic polyimide blend matrix led to a co-continuous morphological structure, as presented in Figure 4(A). In addition, a comparative AC conductivity analysis of the 7.5 wt.% carbon black filled poly(ether ether ketone)/carbon black, thermoplastic polyimide/carbon black, and poly(ether ether ketone)/thermoplastic polyimide/carbon black nanocomposites revealed significant enhancements (up to 106 times) in the electrical conductivity property of carbon black filled poly(ether ether ketone)/thermoplastic polyimide blend, relative to the individual polymers, as exposed in Figure 4(B). These results point towards the effectiveness of the co-continuous morphology on the formation of better percolation links with the carbon black nanoparticles to facilitate the electron flow through the poly(ether ether ketone)/thermoplastic polyimide/carbon black nanocomposite, and so enhancing the electrical conductivity property. Besides, the effect of carbon nanotube addition on the storage modulus of the poly(ether ether ketone)/thermoplastic polyimide blend was studied, as shown in Figure 4(C). Consequently, the storage modulus of 7.5 wt.% loaded nanocomposite (2660 MPa) was seen notably higher than the unfilled matrix (1830 MPa), owing to the well-associated interfacial interactions and heat stability of the nanomaterials. (A) Schematic of carbon black (CB) induced co-continuity of the PEEK/TPI blend; (B) AC conductivity of the nanocomposites with 7.5 wt. % CB versus frequency; (C) dynamic mechanical analysis curves of (a) neat PEEK/TPI; (b) PEEK/TPI with 5 wt.% CB; (c) PEEK/TPI with 7.5 wt.% CB; and (d) PEEK/TPI with 10 wt.% CB.
64
PEEK = poly(ether ether ketone); TPI = thermoplastic polyimide; CB/TPI = carbon black/thermoplastic polyimide; CB/PEEK = carbon black/poly(ether ether ketone); CB/PEEK/TPI = carbon black/poly(ether ether ketone)/thermoplastic polyimide. Reproduced with permission from Elsevier.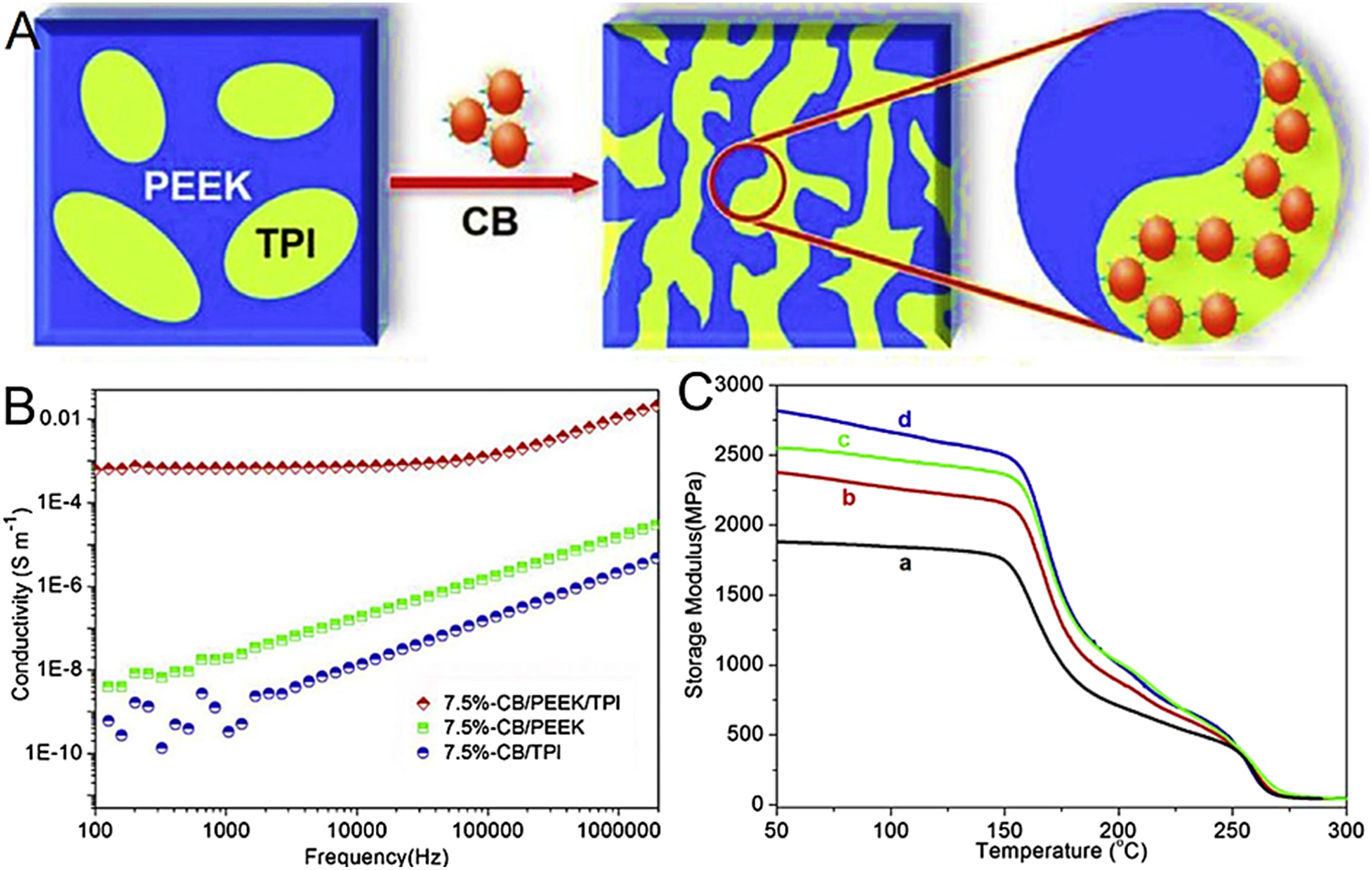
Specifications of few carbon black filled poly(ether ether ketone) nanomaterials.
Poly(ether ether ketone)/carbon fiber composites
Carbon fibers, being one of the most technically significant fillers for engineering matrices, have been reinforced in poly(ether ether ketone) by adopting manufacturing tactics like solution processing, melt method, resin impregnation, injection molding, three dimensional printing, to name a few.69–71 In this context, both the pristine carbon fibers and surface modified carbon fibers (or sized carbon fibers) have been used as reinforcement for poly(ether ether ketone).72,73 Frequently, carbon fiber surface modification methods, like plasma treatment, polymer treatment on surface, and nanocarbon modification have been applied prior to their incorporations in the poly(ether ether ketone) matrix.74–76 Zheng et al.
77
studied the reinforcement effects of non-modified pristine short carbon fibers on the poly(ether ether ketone) composites prepared by injection molding. Including short carbon fibers caused enhancements in the morphological, crystallinity, glass transition temperature, and flexural strength properties of the poly(ether ether ketone)/short carbon fiber composites. For example, loading 30 wt.% carbon fibers caused increase in the glass transition temperature of poly(ether ether ketone) from 146 to 150°C. Moreover, the flexural strength and modulus of the poly(ether ether ketone)/short carbon fiber composites were seemed reliant on the applied temperature, i.e., decrease in the values were observed with rising temperatures. Lu et al.
78
modified the carbon fiber surfaces using plasma technique and the poly(ether ether ketone)/plasma sized carbon fiber composites were developed via prepreg method. Here, the plasma modification of carbon fibers resulted in 41% increase of the interfacial shear strength of poly(ether ether ketone)/ carbon fiber composites, i.e., from 42 MPa to 60 MPa of the poly(ether ether ketone)/plasma sized carbon fiber composites, owing to superior interfacial and mechanical interlocking effects. Jung et al.
79
performed molecular dynamic simulation modeling studies on the poly(ether ether ketone) composites reinforced with carbon fibers and polyimide sized carbon fibers. The ensuing poly(ether ether ketone)/carbon fiber and poly(ether ether ketone)/polyimide sized carbon fiber composites with 0.5-1.5 wt.% filler contents were studied for their structural models, interlaminar shear strength, and thermal stability features. Accordingly, molecular dynamic simulation models were designed to study the location and effects of polyimide sizing on interactions of carbon fibers in the poly(ether ether ketone) matrix (Figure 5A). (A) Molecular structures and nanocomposite models according to molecular dynamic simulations; (B) interlaminar shear strengths and enhancements; (C) thermal degradation analysis curves of sized carbon fiber (C-CF), de-sized (de-CF), and the composites with sized carbon fiber having polyimide (PI) contents of 0.5 wt.%, 1.0 wt.%, and 1.5 wt.%.
79
Reproduced with permission from MDPI.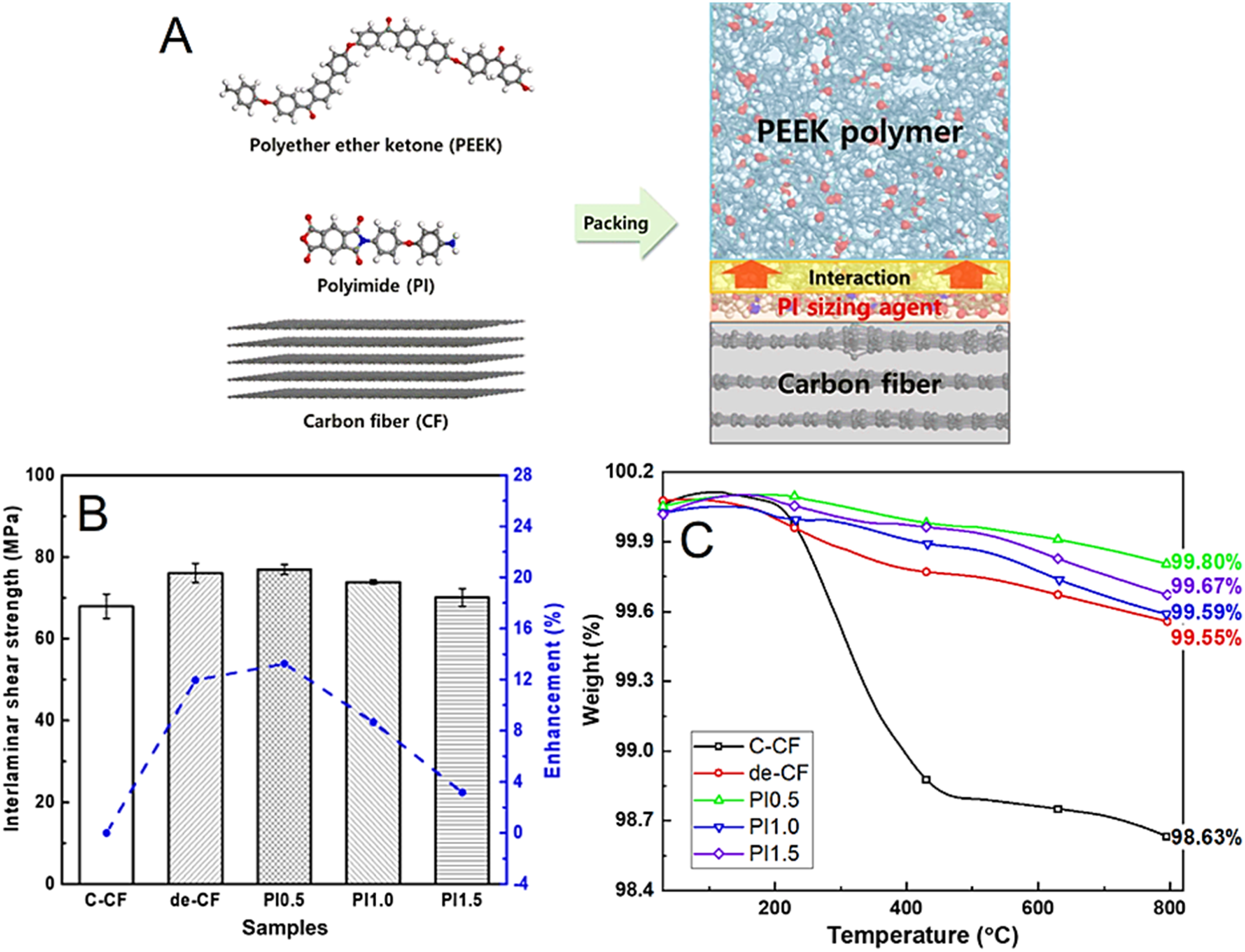
The interlaminar shear strength investigations revealed higher value for 0.5 wt.% polyimide sized carbon fiber based composite (76.9 MPa), than 1 wt.% (73.8) or 1.5 wt.% (71.4 MPa) polyimide sized carbon fiber based materials as well as neat carbon fibers (69.1 MPa) (Figure 5B). These results point towards the positive role of polyimide on enhancing the intramolecular interactions between the poly(ether ether ketone) matrix and the sized carbon fibers, so enhancing the interlaminar shear strength, particularly at an optimum loading of 0.5 wt.%. Figure 5C shows the influence of varying amounts of polyimide sized carbon fibers on the thermal stability of the poly(ether ether ketone) matrix. Consequently, as compared to the neat carbon fibers (98.63%), the polyimide sized carbon fibers considerably enhanced the thermal stability of the poly(ether ether ketone) composites (in the range of 99.55-99.80%) due to the influence of polyimide sizing in protecting the carbon fiber surfaces against high temperature conditions because of strong interfacial poly(ether ether ketone)-polyimide-carbon fiber connections.
Burkov et al.
80
designed the poly(ether ether ketone)/carbon fiber composite laminates through a layered prepreg molding technique and then spraying process for carbon nanotube deposition on the surface of as prepared laminates. Here, the poly(ether ether ketone)/carbon fiber composite layups were modified by spraying 0.05-0.36 wt.% single walled carbon nanotube contents. Figure 6(A) shows the molding practice involving the prepreg layering in a mold, spraying of carbon nanotube for sizing, and then sequential thermal pressing (300°C–380°C) and cooling steps to form the final carbon fiber reinforced polymer composites. Moreover, the orthotropic carbon fiber laminate without carbon nanotube spray coating and with spray coated carbon fibers (Figure 6 B (a) and (b), respectively) were studied using scanning electron microscopy technique. The resulting micrograph of the poly(ether ether ketone)/carbon nanotube sized carbon fiber composite depicted noticeable nanotube protrusions at the fractured surface, whereas non-modified carbon fiber sample was devoid of such surface flanges. Additionally, the orthotropic carbon fiber cross-ply laminate without carbon nanotubes was suggested to have limited contact between the adjacent layups, whereas carbon nanotube sized carbon fibers seemed to develop contacts between the layups due to interfacial effects (Figure 6 C). (A) A schematic of carbon nanotube (CNT) deposition and carbon fiber laminate fabrication for carbon fiber reinforced polymer (CFRP); (B) scanning electron microscopy images of the fractured surface of orthotropic (OT) composite laminates for: (a) sample without CNT and (b) sample with CNT; (C) a schematic of OT composite layups showing the effect of CNT modification on electrical conductivity.
80
Reproduced with permission from Springer.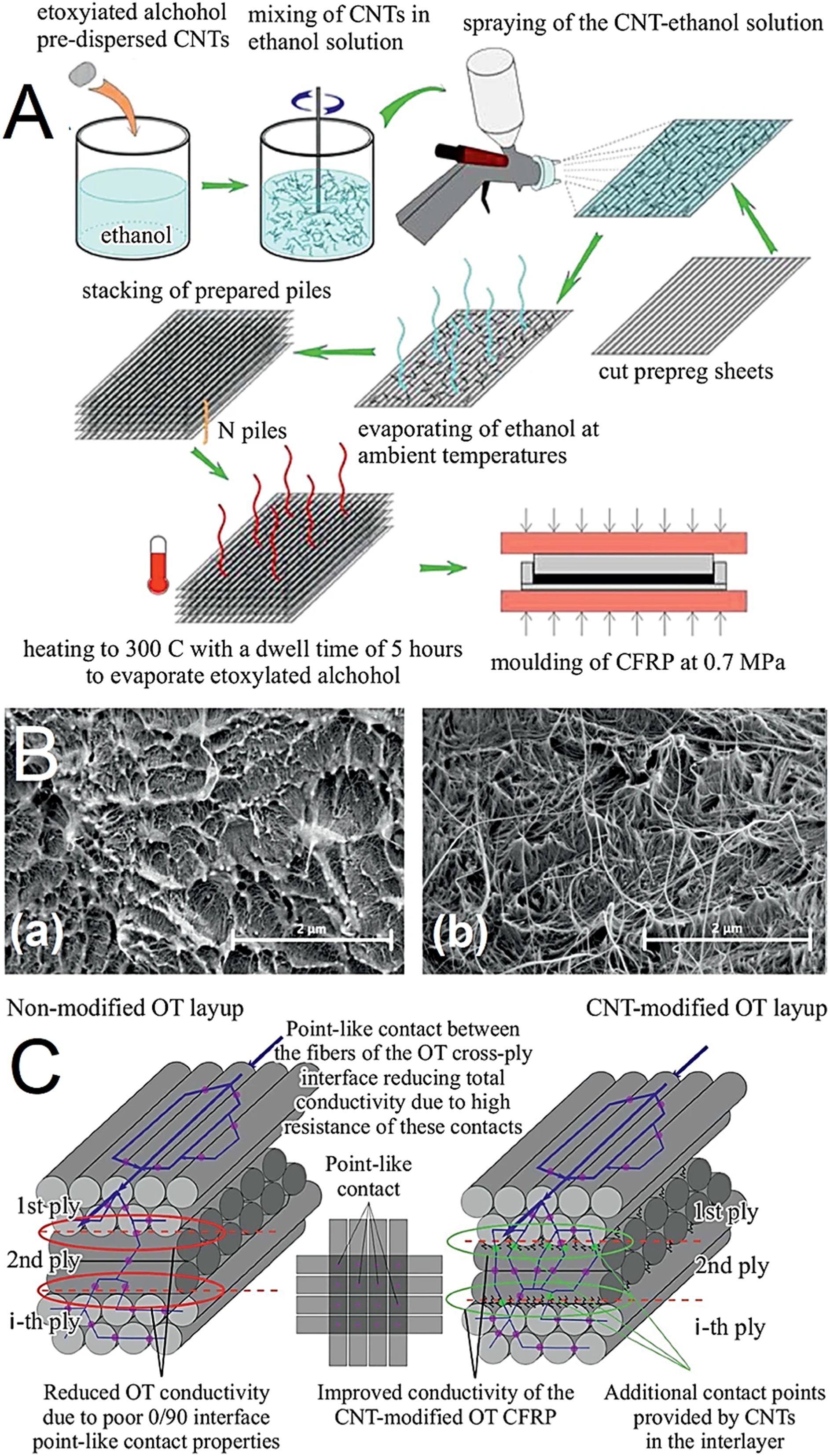
Consequently, carbon nanotubes were responsible for the generation of interaction points via poly(ether ether ketone)-carbon nanotube-carbon fiber interfaces to promote the electron conduction through the orthotropic cross-ply composite laminates, i.e., 65%, higher than the non modified carbon fiber based composite laminates. Similarly, the interfacial links in the poly(ether ether ketone)/carbon nanotube sized carbon fiber composite laminates (0.15 wt.% nanofiller) caused higher tensile strength and flexural strength, by 9.9% and 5.5%, respectively, as compared to the poly(ether ether ketone)/carbon fiber composites.
Su et al. 81 also documented the formation of poly(ether ether ketone)/carbon nanotube sized carbon fiber composites via prepreg spraying technique. Carbon fibers modified with 0.5 wt.% carbon nanotube led to enhancements in the interlaminar shear strength and flexural strength by 36 and 25%, respectively, of poly(ether ether ketone) relative to that of the non modified carbon fiber system due to the effectiveness of the sizing process and interfacial compatibility properties. 82
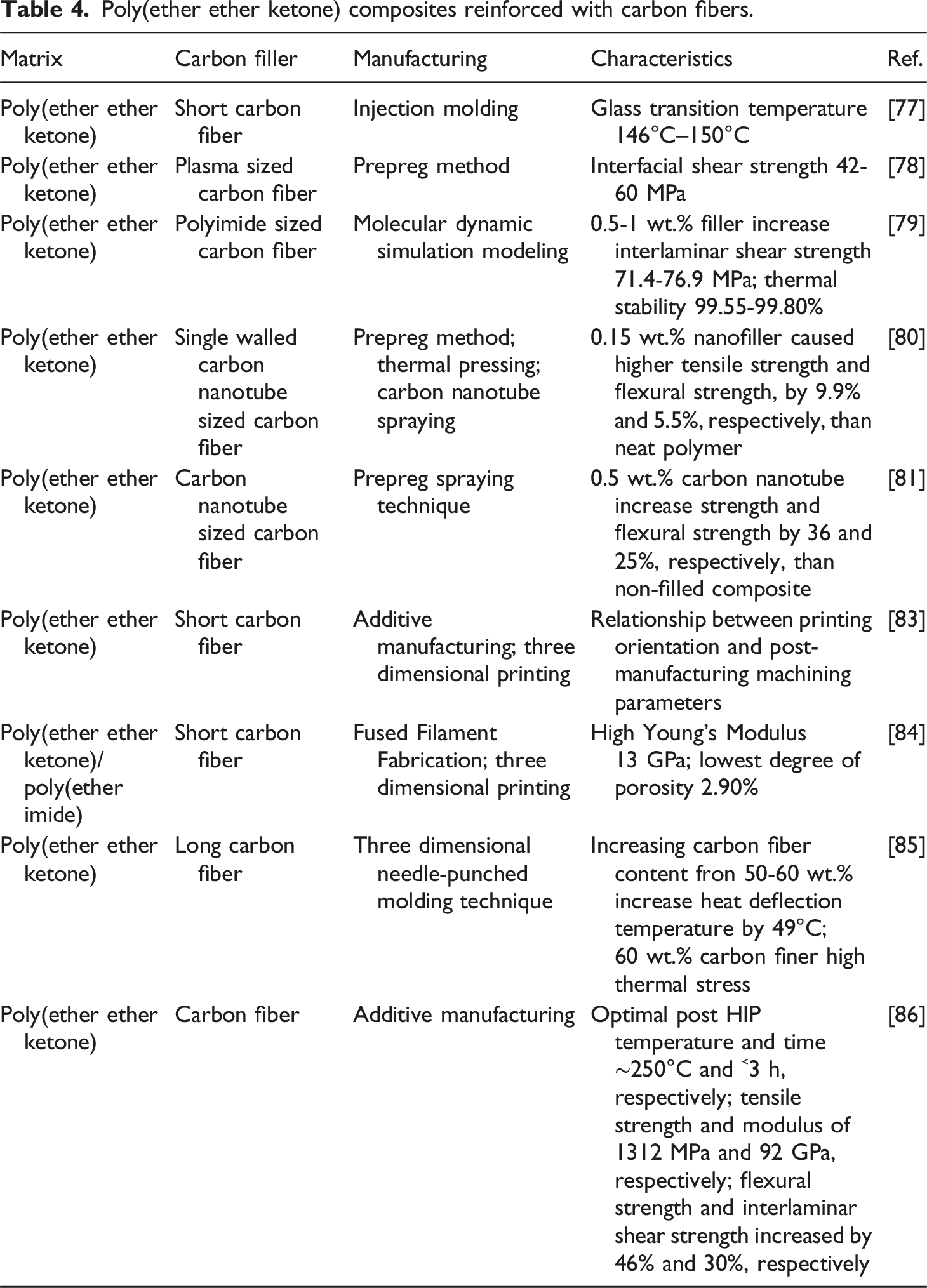
Poly(ether ether ketone) composites reinforced with carbon fibers.
Technological opportunities of poly(ether ether ketone) nanocomposites with carbonaceous reinforcements
Aerospace sector
Owing to remarkable mechanical, thermal, conducting, non-flammability, anticorrosion, and radiation shielding characteristics, polymeric composites/nanocomposites have become a scorching research area for imperative industrial level aerospace application.87,88 For this purpose, combinations of engineering polymers with variety of metal, ceramics, and carbon based fillers and nanofillers have been explored for aeronautical utilizations.89–91 To meet the large scale constructing demands of aerospace structures, poly(ether ether ketone)/carbon fiber composites have been perceived valuable due to ease of fabrication, durability, and countless high performance engineering characteristics. 92 Few significant advantages of the poly(ether ether ketone)/carbon fiber composites can be listed as superior heat/pressure/shock constancy, mechanical/impact/dimensional stability, moisture/chemical/environmental resistance, and facile processing/recycling opportunities. 93 As an important application, poly(ether ether ketone)/carbon fiber based composite tapes have been used for automated tape placement in aerospace. 94 In this concern, various automated fiber placement and automated tape laying methods have been used, along with various heating sources, like laser heating, ultrasonic heating, hot gas torch, etc.95,96 For example, Rajasekaran et al. 97 prepared poly(ether ether ketone)/carbon fiber composites via hot gas torch assisted automated fiber placement method. This technique was found efficient to form mechanically stable composites for aerospace, relative to traditional autoclave consolidation method. According to the literature, several mechanisms have been proposed for tape placement process, including molecular diffusion, heat transfer, thermal degradation, void association, crystallization, etc. 98 Nevertheless, automated tape placement faces challenges for attaining desirable mechanical properties and porosity levels suitable for aerospace industry.
Along these lines, Miranda et al. 99 explored the adhesion efficiency of the poly(ether ether ketone)/carbon fiber composites towards space grade titanium alloy to prevent corrosion and enhance the mechanical, thermal, and long life performance of the related aerospace parts.
Patadia et al.
100
manufactured the poly(ether ether ketone)/carbon nanotube/carbon fiber hybrids by compression molding technique. The nanomaterials were tested by using three-point bending tests, electrical conductivity measurements, and electromagnetic interference shielding features. It was observed that the inclusion of carbon nanotube in the composites led to 8% and 36% higher flexural strength electrical conductivity, respectively, than the unfilled the poly(ether ether ketone)/carbon fiber composite, seemingly due to the role of carbon nanotube in developing compatible poly(ether ether ketone)-carbon nanotube-carbon fiber interfaces.
101
In addition, high electromagnetic interference shielding effectiveness, of >50 dB (X-band), was observed due to fine radiation absorption properties of the poly(ether ether ketone)/carbon nanotube/carbon fiber hybrids. Xia et al.
102
performed pultrusion winding method with bidirectional reinforcement to form the poly(ether ether ketone)/carbon fiber composite pipes for on-orbit aerospace application. Figure 7(a) shows a step wise fabrication of the composite pipes (width 80 mm) via pultrusion, winding and bi-winding processes. Figure 7(b) and (c) present cross sectional and surface scanning electron microscopy images (respectively) of the prepared composite. According, the micrographs revealed dense even coating of the carbon fibers surfaces with the poly(ether ether ketone) matrix, showing the effectiveness of the synthesis technique. Figure 7(d) and (e) illustrate snapshots of the 8 m long poly(ether ether ketone)/carbon fiber composite pipe and the fabrication set up used, respectively. (a) Schematic for the fabrication of carbon fiber/poly(ether ether ketone) (CF/PEEK) composite based pipes on prepreg tapes; (b) cross sectional scanning electron microscopy image of prepreg tape; (c) surface scanning electron microscopy image of prepreg tape; (d) photograph of the as prepared composite pipes; (e) snapshot of CF/PEEK pipe having length of 8 m and the fabrication equipment used; (f) axial compression test method; (g) corresponding axial compression test results.
102
Reproduced with permission from MDPI.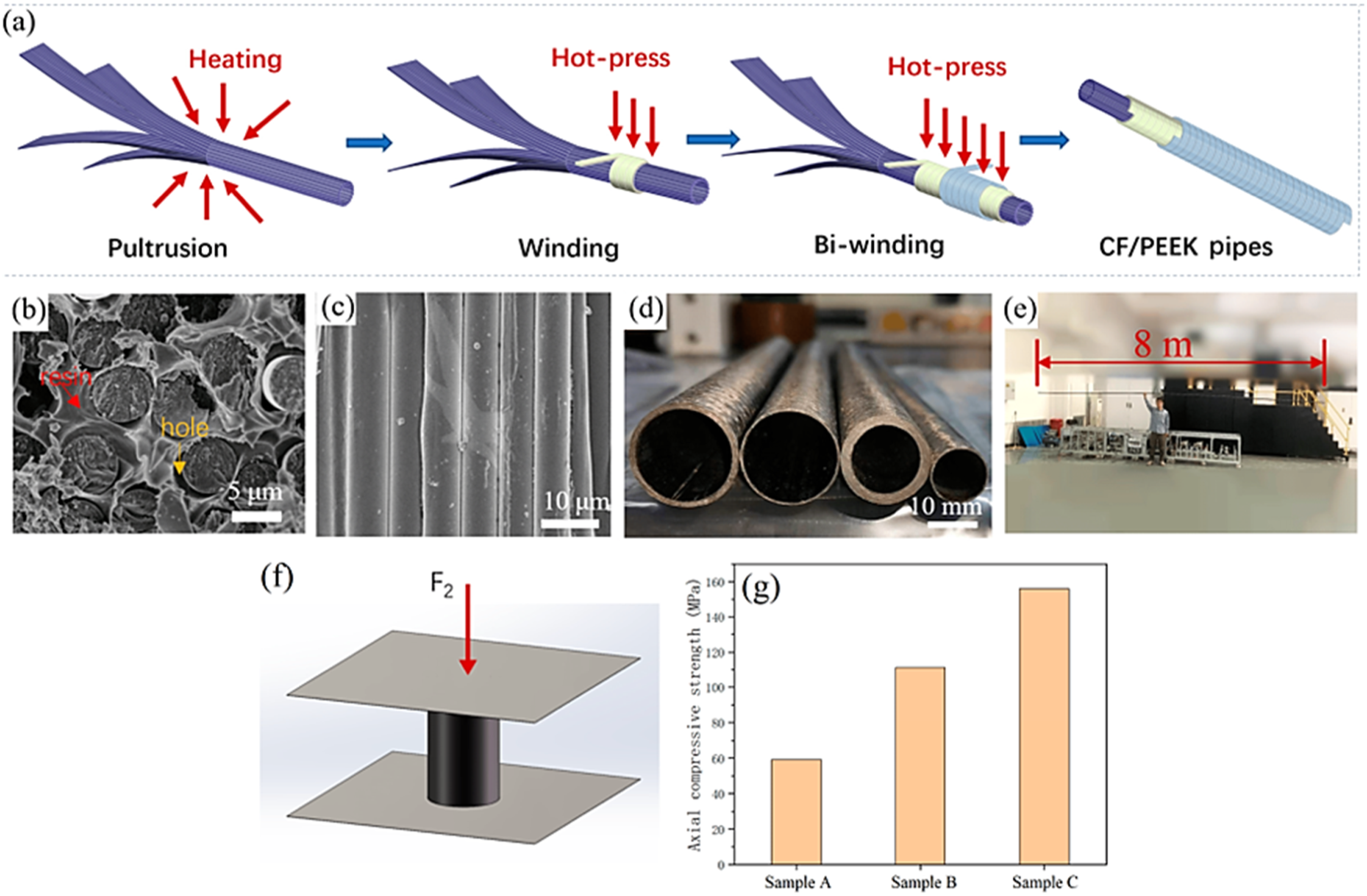
Figure 7(f) and (g) present the axial compression test process and the corresponding axial compression test results, correspondingly, for the samples with increasing layers of axially distributed carbon fibers. Herein, the axial compression strength of the sample with greater number of axially distributed carbon fiber layers (156 MPa) was significantly higher than the double layered (∼110 MPa) and singly layered carbon fiber composite pipes (∼60 MPa). Thus, axial layering of carbon fibers were found efficient to enhance the compression stress properties of the poly(ether ether ketone)/carbon fiber composite pipes for high end aerospace applications. Henceforth, owing to superior heat/mechanical resistance and radiation absorption characters, the poly(ether ether ketone)/carbon fiber composites and the poly(ether ether ketone)/nanocarbon modified carbon fiber composites have been detected promising for multifunctional engineering aeronautical applications.
Energy sector—fuel cells
Today’s fuel cell industry focuses several important types of devices including the technically proficient polymer electrolyte membrane fuel cells and microbial fuel cells.103–105 Advancements in the emerging polymer electrolyte membrane technologies resulted in various polymeric nanocomposites derived membrane designs, including the poly(ether ether ketone) matrix membranes reinforced with carbonaceous nanofillers.106–109 Carbon nanotubes have been the most widely studied nanoreinforcement for the poly(ether ether ketone) based fuel cell membranes.110–112 In this regard, Vidhyeswari et al.
113
investigated the performance of solution processed sulfonated poly(ether ether ketone)/carbon nanotube nanocomposite membranes for microbial fuel cell assembly. Incorporating 0.25-1 wt.% carbon nanotube in the sulfonated poly(ether ether ketone) matrix led to superior ion exchange capacity and water uptake capacity of 1.94-2.15 meqg−1 and 34.2-36.0%, respectively, i.e., several fold higher than the pristine sulfonated poly(ether ether ketone) membranes. Moreover, the sulfonated poly(ether ether ketone) fuel cell membrane with 0.75 wt.% carbon nanotube depicted superior power density of 1.77 W/m2. These results confirm the positive effect of carbon nanotube to develop percolation network in the sulfonated poly(ether ether ketone) matrix to enhance the hydrophilicity and proton conduction performance of the proton exchange membrane. As discussed in the preceding section, Gong and colleagues
56
explored the sulfonated poly(ether ether ketone) and sulfonated poly(ether ether ketone)/boron phosphate-carbon nanotube nanocomposite membranes for fuel cell applications. Herein, the presence of sulfonated groups on the poly(ether ether ketone) surface as well the boron phosphate modified carbon nanotubes played important role in developing hydrophilic proton conduction pathways in the nanocomposite membranes (Figure 8). Schematic of proton conduction phenomenon in the pristine SPEEK and the SPEEK/BPO4@CNT composite polymer electrolyte membranes.
56
SPEEK = sulfonated poly(ether ether ketone); SPEEK/BPO4@CNTs = sulfonated poly(ether ether ketone)/boron phosphate@carbon nanotubes. Reproduced with permission from Elsevier.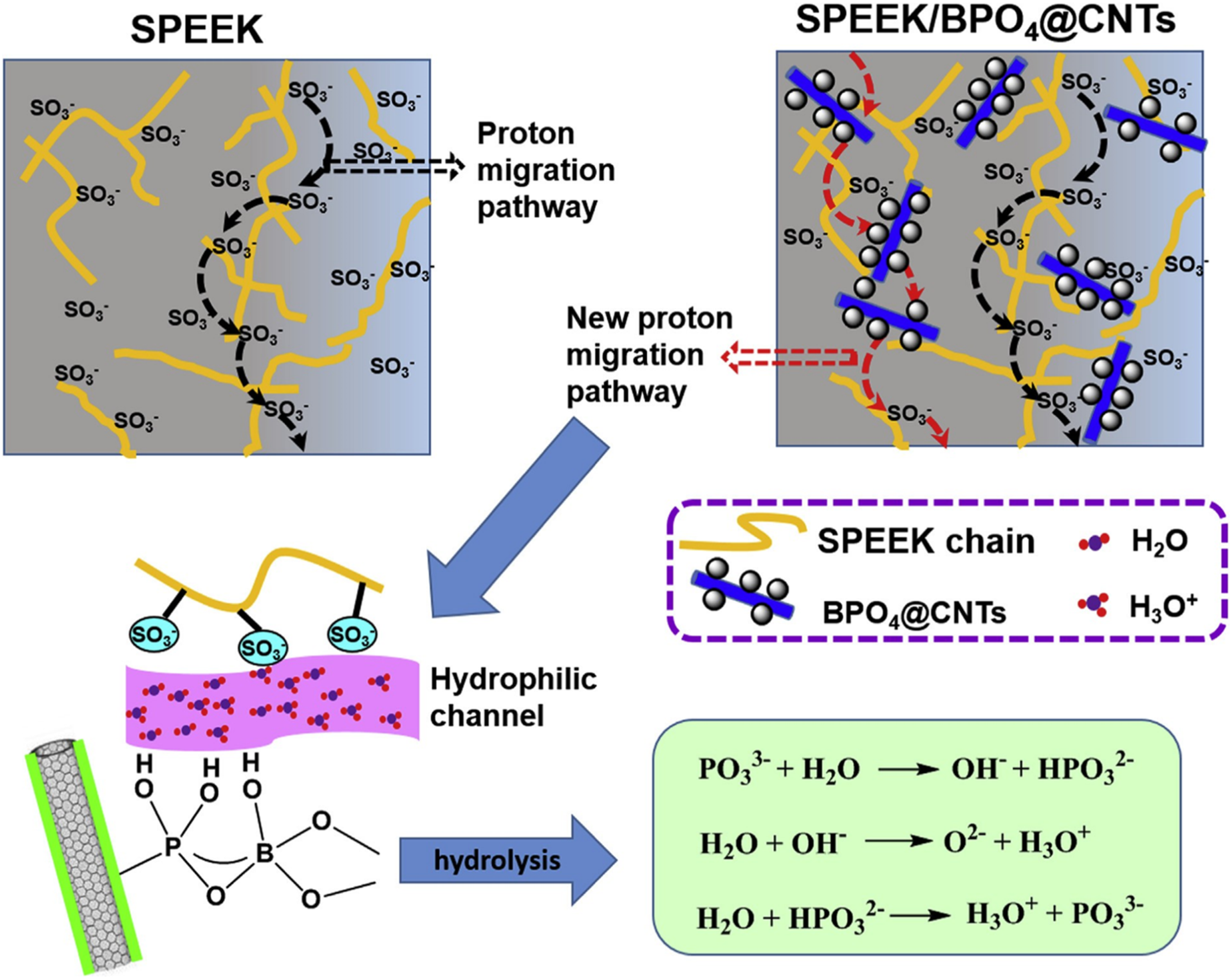
Consequently, the sulfonated poly(ether ether ketone)/boron phosphate-carbon nanotube nanocomposite membrane had superior proton conductivities, of 45% (20°C) and 150% (80°C), relative to the neat sulfonated poly(ether ether ketone) membrane. Subsequently, greater power density (341 mW cm−2) was observed for the sulfonated poly(ether ether ketone)/boron phosphate-carbon nanotube based fuel cell, than the pristine polymer based device (254 mW cm−2).
Beside, few reports have been seen in the literature on the fuel cell applications of the poly(ether ether ketone)/carbon black nanomaterials.114–116 For example, Doǧan et al. 117 used solution method for the formation of sulfonated poly(ether ether ketone)/sulfonated carbon black based proton exchange membranes for fuel cells. Carbon black was sulfonated using the diazonium salt of sulfanilic acid. Moreover, poly(ether ether ketone) was sulfonated for different degree of sulfnations i.e., 60, 70 and 82%. Consequently, including up to 0.25 wt.% of sulfonated carbon black in the 60 % sulfonated poly(ether ether ketone) matrix led to superior proton conductivity of 157 Scm−1, than that of pristine poly(ether ether ketone) membrane (∼130 Scm−1), due to the presence of sulfonated groups on matrix-nanofiller and uniformly dispersed modified carbon black nanoparticles for the formation of percolation networks and hydrophilicity for facile proton transportation through the membranes. In this way, both the modification of poly(ether ether ketone) and carbon nanotube/carbon black nanofillers were found effective to fabricate the high performance proton exchange membranes for advanced fuel cell designs. Nevertheless, limited proton conduction, restricted cyclic life, and short circuiting possibilities have been observed as major challenging factor towards the industrial applications of the nanocarbon loaded proton exchange membranes for fuel cells.
Biomedical—bone implants
Poly(ether ether ketone) own innumerable valuable structural varieties, biocompatibility, in vivo/in virto stability, antimicrobial features, and allied biological attributes to be employed for advanced biomedical applications.118–120 Especially, as bioimplants, poly(ether ether ketone) based bone scaffolds have been observed practicable for hip, knee, elbow, and dental implants due to intrinsic mechanical, physicochemical, and biocompatibility characteristics.121–123 In this concern, carbonaceous nanofiller filled poly(ether ether ketone) have been examined for bone tissue regeneration.124–126 In view of that, Schneider et al.
127
reported on the poly(ether ether ketone)/carbon nanotube nanocomposites prepared by the three dimensional printing based on fused filament fabrication technique. Figure 9 A shows a simple representation of the fused filament fabrication technique used. The nanocomposite based cellular scaffolds with varying densities, of 46, 55, and 73%, were prepared. Figure 9 B illustrates the scanning electron microscopy micrographs of the as printed cellular scaffolds of poly(ether ether ketone) with 6 wt.% carbon nanotube having regular patterns of extruded cross bead like structure. The surface pores were also visible on the intersecting cross bead structures. Figure 9 C includes the plots of stress peaks versus number of cycles and stress peaks versus change in resistance peaks of the cellular scaffolds of the neat poly(ether ether ketone) and the poly(ether ether ketone)/carbon nanotube nanocomposite with 6 wt.% nanofiller loading. As per consequences, the poly(ether ether ketone)/carbon nanotube nanocomposite scaffold showed a decrease in load bearing capacity of around 11% in 500 cycles, whereas the neat matrix scaffold had a corresponding decrease of 9%. Moreover, the nanocomposite based cellular scaffold had reduction in the resistance peaks and the mechanical response over cyclic recital due to polymer chain relaxation effects. As a bone scaffold, the poly(ether ether ketone)/carbon nanotube nanocomposites (6 wt.% nanofiller) with 73% density revealed high compressive strength and modulus of 122 and 1.1 MPa, respectively, over 500 cycles, 80% cytocompatibility, and superior cell proliferation and osteogenic characteristics. (A) Schematic of three dimensional printing based on fused filament fabrication; (B) Scanning electron microscopy images of the three dimensional printed poly(ether ether ketone)/carbon nanotube 6 wt.% (PEEK/CNT 6) based cellular scaffolds; (C) stress peaks versus number of cycles and change in resistance peaks (at maximum and minimum strain levels).
127
Reproduced with permission from Wiley.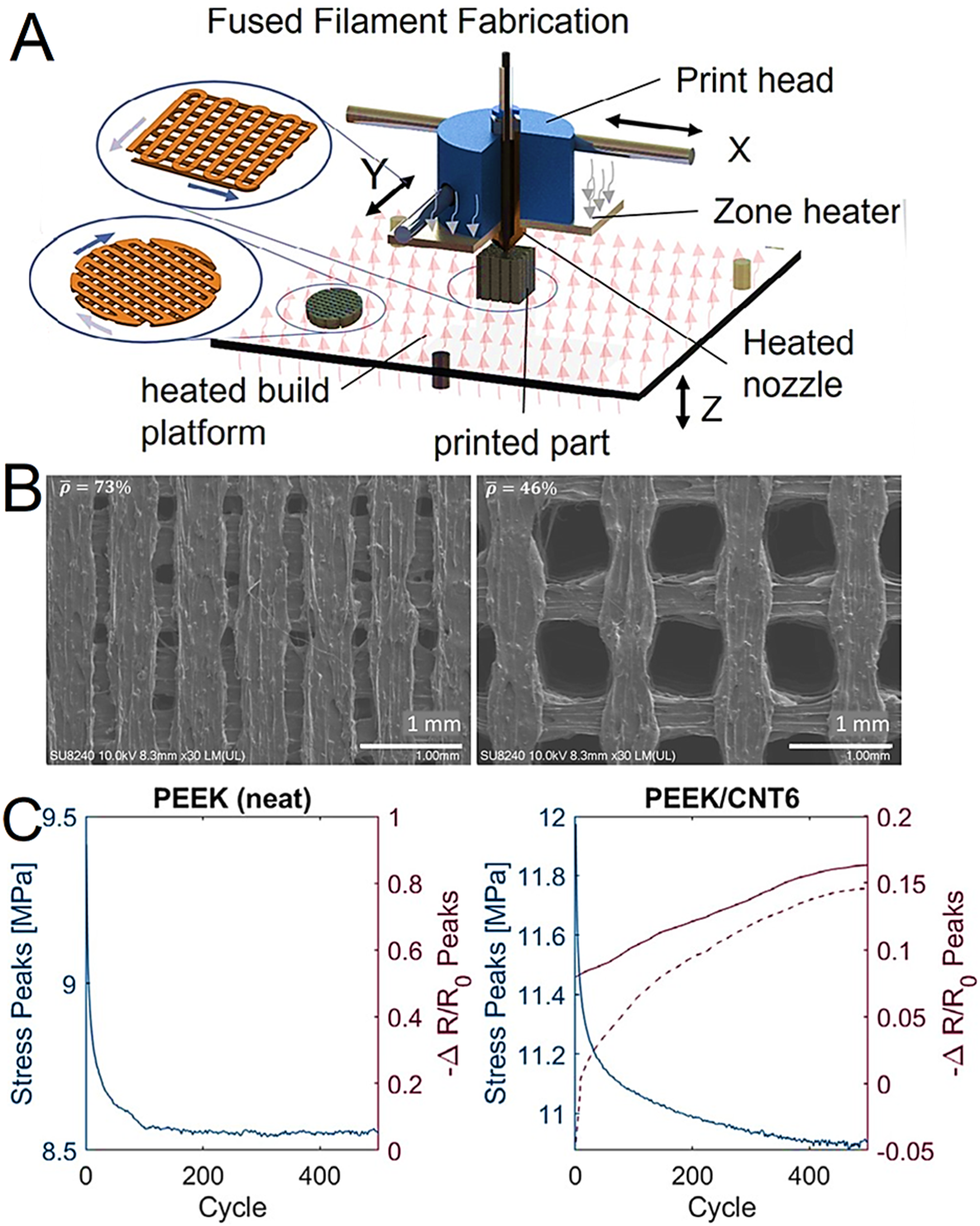
Besides, the poly(ether ether ketone)/carbon nanotube/carbon fiber based ternary hybrids have been scrutinized for the formation of bone scaffolds. Accordingly, Liu et al. 128 manufactured high strength/modulus bone implants of the poly(ether ether ketone)/carbon nanotube/hydroxyapatite/carbon fiber hybrids via ball milling and vacuum drying procedures. The ensuing poly(ether ether ketone)/carbon nanotube/hydroxyapatite/carbon fiber based bone implant had 76% and 25% higher tensile strength and compression strength, respectively, than the neat poly(ether ether ketone).
Above and beyond, a limited research efforts have been observed on the bone implants based on the poly(ether ether ketone) and carbon black derived nanocomposite. 129 In this case, Pohle et al. 130 prepared the poly(ether ether ketone)/carbon black hybrids and used as osteoblasts for cell vitality and cell growth investigations. The nanocomposite bone scaffolds were grown in three-dimensional discs through laser sintering procedure. Herein, the poly(ether ether ketone)/carbon black based bone scaffolds revealed fine osteoblast proliferation for a reliable bioimplantation.
Outlook and conclusions
This comprehensive overview argues the present states of poly(ether ether ketone) and carbonaceous nanofillers (carbon nanotube, carbon black)/carbon fibers based hybrids, as illustrated in the preceding sections of this manuscript (Tables 2–4). Inclusion of carbon nanotubes and carbon black nanoparticles led to significant enhancements in the tensile strength, modulus, interfacial shear strength, glass transition temperature, electrical conductivity and related physical features of poly(ether ether ketone) matrix nanomaterials. Here, matrix-nanofiller interactions, formation of interconnecting linking in matrices, percolation, and load transfer mechanisms seemed to be responsible for enhancements of the mechanical, thermal, and conductivity features of the pristine polymer. Similarly, poly(ether ether ketone)/carbon fiber composites have been designed and investigated for rising effects in interlaminar shear strength, tensile strength, modulus, flexural strength, compression strength, thermal stability, glass transition temperature, electrical conductivity, and similar physical attributes. Nevertheless, hardly any literature seen so far to unveil the true mechanisms/phenomenon behind the property enhancements and synergistic effects in the poly(ether ether ketone)/carbon nanotube and poly(ether ether ketone)/carbon black nanocomposites and poly(ether ether ketone)/carbon fiber composites.
Notably, for poly(ether ether ketone) and derived composites/composites, microstructure and physical properties seemed to be reliant upon the crystallization kinetics of these materials. Thermal and theoretical techniques have been used to study the crystallization kinetics and equilibrium crystallinity of poly(ether ether ketone)/carbon nanofiller nanomaterials. 131 The crystallization kinetics of poly(ether ether ketone) based composites/nanocomposites has been investigated under isothermal/non-isothermal conditions. 132 During endothermic heating, poly(ether ether ketone) revealed glass transition temperature of 165°C, melting transition of 340°C, and crystallization temperature of 290°C, due to nucleation of crystallites to form semicrystalline microstructures. 133 In addition, poly(ether ether ketone)/carbon nanofiller nanomaterials usually show cold crystallization phenomenon above glass transition temperature due to mobility of trapped amorphous chains of semi-crystalline poly(ether ether ketone) to form crystal structure. Moreover, kinetics of crystal growth poly(ether ether ketone) can be varied due to the presence of additional nucleation surfaces, like carbon nanofillers. These nanoparticles within poly(ether ether ketone) may influence equilibrium between crystalline and non-crystalline phases. Thus, including carbon nanofillers usually influence crystallization behavior of thermoplastic matrices like poly(ether ether ketone), which can significantly affect the morphology, strength, heat stability, and electrical/thermal conductivity of the resulting nanocomposites. 134 Carbon nanofillers such as graphene, carbon nanotube, etc. may act as nucleating agents to endorse crystallization. Here, nanofiller type and dispersion in poly(ether ether ketone) may affect morphology of crystalline structures. Usually, uniform nanofiller dispersion can induce unvarying and ordered crystallization, crystallite sizes/shapes, whereas aggregated nanofiller may lead to less ordered microstructures. The moderately crystalline microstructure of poly(ether ether ketone) in turn may improve electrical/thermal conductivity due to facilitated electron and phonon transport and also enhance mechanical, thermal and other physical properties. 135 Here, small carbon nanoparticle contents may enhance electrical conductivity of matrix due to formation of continuous conducting percolation pathways. Similarly, interfacial interactions between matrix-carbon nanoparticles may promote phonons (heat carrying particles) transfer via reducing thermal resistance at the nanocomposite interfaces. Besides, optimum crystallinity may increase fracture toughness of poly(ether ether ketone) and adding nanofiller contents also enhance the property. Nevertheless, very high nanofiller contents may decrease fracture toughness of poly(ether ether ketone) due to aggregation effects.
Well established fabrication techniques in the literature for the poly(ether ether ketone)/carbon nanotube and poly(ether ether ketone)/carbon black nanocomposites include the solution method, melt processing, in situ technique, sol gel process, etc., whereas poly(ether ether ketone)/carbon fiber composites have been designed through specific practices, like prepreg technique, compression molding technique, pultrusion winding, injection molding, and so on. Notwithstanding the success of reputable lab-scale techniques for poly(ether ether ketone) based composites/nanocomposites, focused research efforts seemed to be indispensable for scaleup synthesis strategies for these materials. However, scalability of these existing techniques mandate overcoming the range of processing and parameter optimization challenges for the precise conversion and durability of the lab scale models to large scale industrial designs. In addition to process parameter optimizations, strategies for the modification of poly(ether ether ketone) and fillers (carbon nanotube, carbon black, carbon fiber) must be developed to ensure uniform nanoparticle dispersion, matrix-nanofiller or matrix-filler associations, and property-performance contours of the large scale models of poly(ether ether ketone) based engineering structures. Furthermore, use of advanced three and four dimensional printing techniques can be helpful for accurate conversions/scalability of small scale prototypes to industrial scale structures. Moreover, the economical and environmental aspects need to be investigated and considered for large scale production of high performance poly(ether ether ketone)/carbonaceous materials for technical applications.
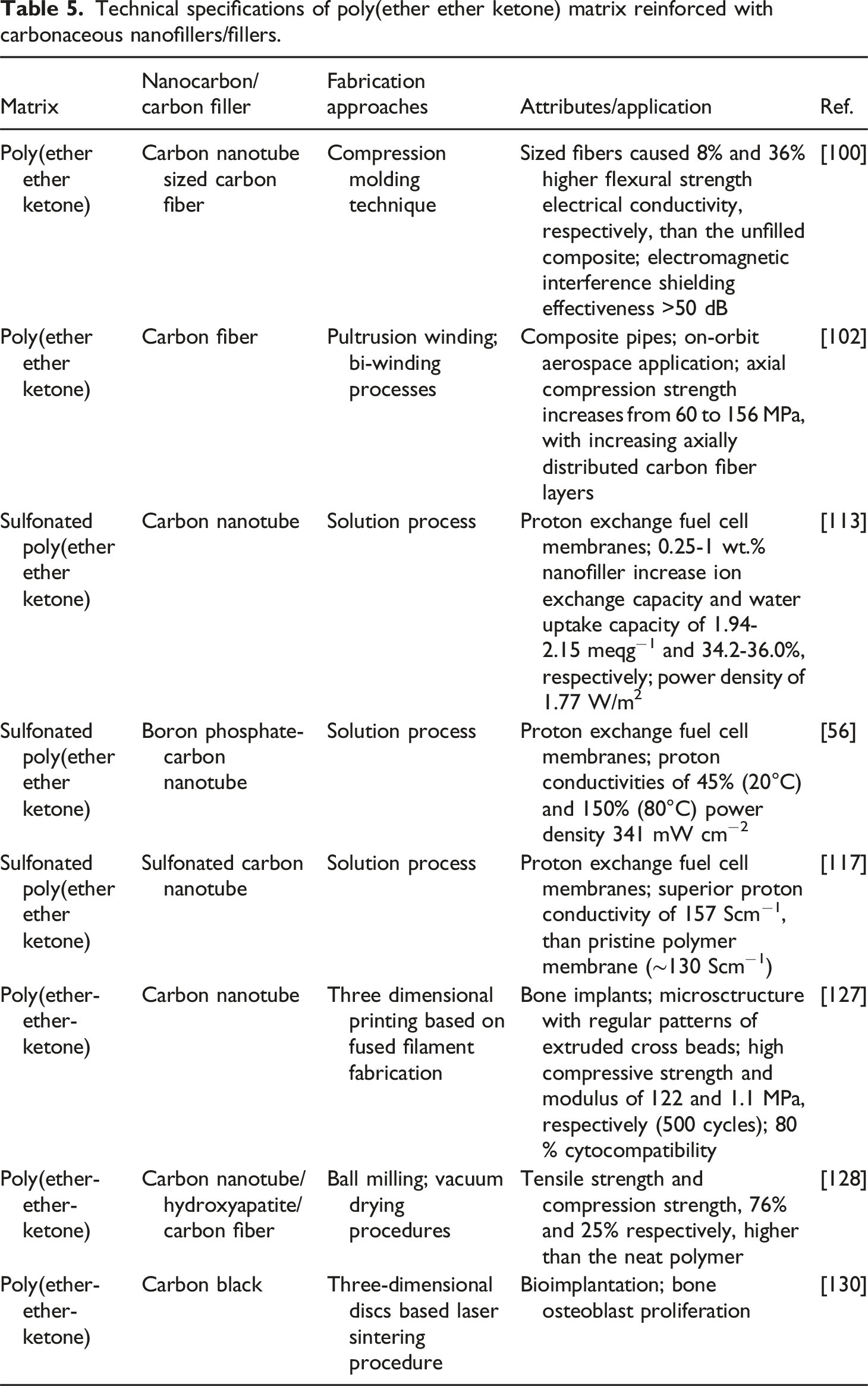
Technical specifications of poly(ether ether ketone) matrix reinforced with carbonaceous nanofillers/fillers.
Conclusively, this pioneering overview on vital categories of the poly(ether ether ketone) derived hybrids, i.e., poly(ether ether ketone)/carbon nanotube, poly(ether ether ketone)/carbon black, and poly(ether ether ketone)/carbon fiber nanocomposites/composites, pictured factual knowledge according to the available literature in this field. Adding carbon nanotube, carbon black, and carbon fibers in this important engineering thermoplastic led to valued upsurge in the physical attributes of the ensuing materials. Although, limited research seen so far on the applied sides of the poly(ether ether ketone) derived hybrids, yet it can be stated that including carbonaceous additives by using suitable manufacturing techniques may result in practicable designs for aerospace, fuel cells, and bone implant solicitations. Hence, in view of the overhead specified design/feature/performance challenges, further research on poly(ether ether ketone) and carbonaceous fillers/nanofillers based nanocomposites/composites can divulge promising possibilities for commercial level prototypes regarding future defense/space sector, electronic/energy devices, and biomedical devices/systems, to name a few.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.