
Abstract
We present a novel method for in-situ monitoring of the vacuum-bag-only (VBO) consolidation process of CF/LM-PAEK thermoplastic composites using an embedded Fibre Bragg Grating (FBG) sensor. An FBG sensor is first employed to monitor transverse strain in the plane during composite manufacturing. The data obtained from the embedded sensor demonstrate its sensitivity to thermal transitions of the thermoplastic matrix, including glass transition, crystallisation and melting. The coefficient of thermal expansion (CTE) of the composite material is also estimated using the FBG, with results validated by dilatometric measurements. Second, the sensitivity of the embedded FBG to consolidation phenomena, particularly the establishment of intimate contact between adjacent layers is also investigated. FBG-based monitoring of two different laminate configurations, one with raw prepreg plies and the other with pre-crystallised prepreg plies, confirms the sensor’s effectiveness in detecting the onset of intimate contact at the glass transition temperature. These findings highlight the potential of FBG-based monitoring for optimising composites manufacturing and improving quality control of high-performance thermoplastic composites.
Keywords
Introduction
Over the past few decades, carbon-fibre-reinforced thermoplastic composites have gained significant attention in the aerospace industry due to their exceptional mechanical properties and the potential for lightweight high-performance structures. Typically, thermoset composites reinforced with carbon or glass fibre have long been preferred owing to their ease of processing and proven mechanical performance. The growing demand for cost-effective manufacturing techniques, combined with the need for shorter production time, however, has shifted the focus toward thermoplastic composites. Thermoset composite materials and their corresponding manufacturing technologies, are increasingly regarded as less viable options due to their limited shelf life and long curing time. 1
The development of non-corrosive carbon-fibre/thermoplastic composite materials with superior mechanical properties, high service temperature, and recyclability represents a major challenge for the aerospace industry. One promising approach is the use of high-performance thermoplastic composites such as CF/LM-PAEK (Carbon-Fibre/Low-Melt PolyArylEtherKetone), which meet various requirements including excellent mechanical properties, high-temperature resistance and recyclability.2–5 Despite their advantages, the high manufacturing cost of such composites remains a critical barrier. Currently, autoclave consolidation is widely used, but it is an energy-intensive manufacturing technique for thermoplastic composite structures. Recently, increased attention has been paid to Out-of-Autoclave (OoA) processing methods, such as Vacuum-Bag-Only (VBO) processing, which offers a promising alternative by significantly reducing the manufacturing cost and increasing the production rate.6,7 Recent studies highlight the potential of VBO processing to enhance manufacturing efficiency by increasing the throughput and reducing the equipment cost. Specifically, Zhang et al.,8,9 demonstrated that the VBO process can successfully consolidate thermoplastic composite laminates with low void content (<1 %) over a range of dwell time. Their findings emphasize the critical role of interlayer permeability in facilitating the removal of volatiles during processing, making VBO an efficient method for consolidating thermoplastic laminates. Additionally, the formation of porous interlayer regions due to surface roughness has been identified as a key factor to enhancing the volatiles removal process, further underlying the potential of VBO processing as both cost-effective and efficient for high-performance thermoplastic composite laminates, depending on processing conditions.10,11
Despite its advantages, VBO processing still faces challenges in meeting the stringent quality standards required for aerospace applications, particularly in ensuring consistent void reduction and interlaminar consolidation. While the process has demonstrated its potential for producing high-performance thermoplastic composites, achieving industrial scalability requires further optimization to minimize process-induced defects, such as interlaminar voids, and to enhance interfacial bonding between adjacent plies.12–15 These challenges highlight the importance of advanced process monitoring and control strategies to ensure optimal consolidation and reproducibility in large-scale manufacturing.
The phenomena associated with intimate contact,12,16–18 autohesion17,19,20 and crystallisation21,22 during thermoplastic composites manufacturing, have been explored in various studies. If the processing conditions are not optimised, insufficient interfacial bonding can occur, leading to the reduced interlaminar strength and the generation of process-induced defects such as voids. Such defects are typically identified using conventional non-destructive testing (NDT) methods, including ultrasonic testing and X-ray inspection imaging.23,24 Since process-induced-defects can significantly compromise the final structural performance, it is crucial to gain a better understanding of the consolidation process and the associated phenomena to ensure the production of high-quality parts.
Various models have been proposed to describe the phenomenon of intimate contact, with the primary mechanism being the flattening of surface roughness under compaction pressure. Lee and Springer modeled the intimate contact by representing the prepreg surface roughness by a series of rectangles with the same dimensions. 17 Recent studies have evaluated the evolution of intimate contact during consolidation using thermocouples embedded between adjacent laminate plies.25,26 These studies demonstrated that the thermal contact resistance between the adjacent layers of carbon-fibre-reinforced Polyamide-6 (PA-6) tapes decreased as intimate contact was established during the consolidation process using a hot press. Few studies have focused on low-pressure consolidation of carbon-fibre thermoplastic laminates, although recent research has analysed interlaminar consolidation phenomena during the Out-of-Autoclave (OoA) manufacturing process of these composites laminates. 27 In particular, in-situ temperature monitoring through the laminate’s thickness during consolidation, revealed that intimate contact begins to form at the glass transition temperature, contrary to earlier studies where the intimate contact was assumed to occurr near the matrix’s melting temperature. 28
Embedded Structural Health Monitoring (SHM) sensors offers a promising solution for optimising these processes and minimising poorly consolidated laminates. The same sensor can be used to monitor the manufacturing process as well as the thermomechanical behaviour of composites during their service life. SHM in the aerospace industry has evolved significantly over the years, employing various sensor technologies to ensure aircraft safety and performance. Traditional electrical resistance strain gauges have been widely used in aircraft systems for localised strain measurements because of their cost-effectiveness and reasonable accuracy. 29 In recent years, carbon nanomaterial (CNM) sensors, including graphene-based fibers and carbon nanotube (CNT) composites, have emerged as innovative alternatives for aerospace applications. These sensors offer high sensitivity, enabling real-time structural monitoring, detection of structural anomalies through changes in electrical conductivity, and distributed damage detection. A key advantage of CNM sensors in composite structures is their integration within the material, minimizing intrusiveness and preserving structural integrity while enhancing fuel efficiency, flight safety, and reducing maintenance cost and environmental impact. 30 Piezoelectric sensors, particularly those made from lead zirconate titanate (PZT), are widely used in aerospace for active damage detection and acoustic emission monitoring. These sensors are effective in inspecting critical components, such as wing spars, and are valued for their high-temperature performance and versatility in both sensing and actuation. However, their widespread adoption has been hindered by challenges such as material fragility, complex signal processing, and limited scalability for large-scale applications. 31
Fibre Bragg Grating (FBG) optical sensors are emerging as one of the least intrusive sensors used for in-situ measurements of temperature and strain when embedded within laminate structures. These sensors offer a number of advantages, including relatively low cost, small size, low intrusivity, and lightweight characteristics, which make them highly suitable for use in composite materials.32,33 Unlike strain gauges and piezoelectric sensors, FBGs can be integrated into composite structures during manufacturing, providing minimal intrusion and enabling monitoring throughout component’s lifecycle. 34 Additionally, FBG sensors offer excellent long-term stability with minimal maintenance requirements, making them ideal for the demanding and harsh environments encountered in aerospace applications.35,36
For high-performance thermoplastic composites, few studies have focused on process monitoring using embedded FBG sensors. Some researchers have used FBG sensors to monitor transverse strains during the manufacturing process of a carbon-fibre/polyphenylenesulfide (CF/PPS) laminate. Their results demonstrated that embedded FBG sensors were sensitive to various thermal transitions in the thermoplastic laminate such as the glass transition, cold and hot crystallisation and melting. 37 In other studies by the same authors, the FBG sensors were used to identify residual stresses and strains in thick PolyPhenylSulfide (CF/PPS) laminates by dint of the thermal skin-core effect.38,39 This phenomenon occurs during the cooling phase of composites manufacturing when the outer (skin) layers cool more quickly than the inner (core) layers, leading to a non-uniform temperature distribution through the laminate thickness. In that experiment, FBGs were used as in-plane transverse strain sensors during the cooling phase and successfully detected significant compressive strain due to crystallisation and solidification starting from 250°C. Other studies focused on process monitoring using embedded FBG during the manufacturing of a carbon-fibre-reinforced polyphenylene sulphide (AS4/PPS) composite laminate by analysing wavelength variations in the FBG spectrum. 40 Through experimental and numerical analyses, it was demonstrated that FBGs were sensitive to changes in the state of the thermoplastic matrix, including the glass-rubber transition, solid-liquid transition and shrinkage during the cooling phase.
Whereas the aforementioned research papers report interesting results on the use of FBG sensors for in-situ process monitoring, the current research specifically focuses on investigating the sensitivity of FBG sensors for detecting the onset of intimate contact at inter-ply interfaces during the VBO manufacturing process. This aspect has not yet been thoroughly explored in the existing literature. To achieve this objective, we developed an embedded FBG sensor system for monitoring the fabrication of high-performance thermoplastic composites designed for aeronautical applications, which require processing temperatures exceeding 300°C. Although FBG sensors are capable of operating at even higher temperatures, the novelty of this work lies in addressing the integration challenges within the composite structure. These challenges include ensuring sensor performance during thermal cycling, optimising calibration procedures under process specific conditions, and selecting the most suitable consolidation strategy. VBO processing was chosen, due to its ability to facilitate the observation of consolidation phenomena, such as the establishment of intimate contact between adjacent plies, that are more difficult to investigate in hot-press-based systems, commonly studied in the literature. The current work makes a unique contribution by focusing on consolidation under VBO conditions, providing additional insights into the thermo-mechanical behaviour captured by the FBG sensor during both the heating and cooling phases. Particular emphasis is placed on the heating phase, which has rarely been examined in detail. The primary objective of this paper is to introduce a novel FBG-based experimental method for monitoring transverse strain during the manufacturing of high-performance thermoplastic composites. This approach provides a deeper understanding of key consolidation phenomena, particularly the establishment of intimate contact between adjacent layers.
The paper begins with a brief overview of the FBG’s operating principle is presented in the subsequent section. Next, a preliminary thermal characterisation of the prepreg material is conducted using Differential Scanning Calorimetry (DSC) and dilatometric measurements, prior to the in-situ process monitoring using embedded FBG sensors. These preliminary analyses determine critical thermal properties, including the glass transition temperature, melting temperature, crystallisation temperature, and coefficient of thermal expansion (CTE). Additionally, thermal calibration of the sensor prior to its embedment in the laminate VBO consolidation process is presented. This study explores the ability of embedded FBG sensors to capture key consolidation phenomena and thermal expansion behavior of composite laminates. By comparing “as-received” and “pre-crystallized” prepreg plies, the sensitivity of FBG sensors is assessed across both primary and secondary thermal cycles, providing insights into process-induced strain and material behavior during VBO consolidation. In this regard, two different types of composite laminates are compared, namely, the one composed of “as-received” raw prepreg plies and the other composed of “pre-crystallised” prepreg plies. In particular, two successive thermal cycles are applied, viz., a primary consolidation cycle and a secondary post-consolidation cycle, to assess the sensitivity of the embedded FBG in capturing consolidation behaviour, thermal expansion coefficient and process-induced strain.
Fibre Bragg Grating: Working principle
An FBG sensor is created by introducing a periodic modulation of the refractive index along a short section of a silica Single-Mode Fibre (SMF28) using an intense optical interference pattern, typically at ultraviolet (UV) wavelengths.
41
As illustrated in Figure 1, the FBG sensor used in this study was supplied by IDIL Fibres Optiques and consisted of a single 5 mm-long Bragg Grating. The Bragg grating region was in silica glass, while the rest of the fibre was protected by an acrylate coating. When a continuous broadband light is injected into the core of the optical fibre, the narrow-band light with a specific central wavelength called the Bragg wavelength ( Operating principle and geometric characteristics of FBG.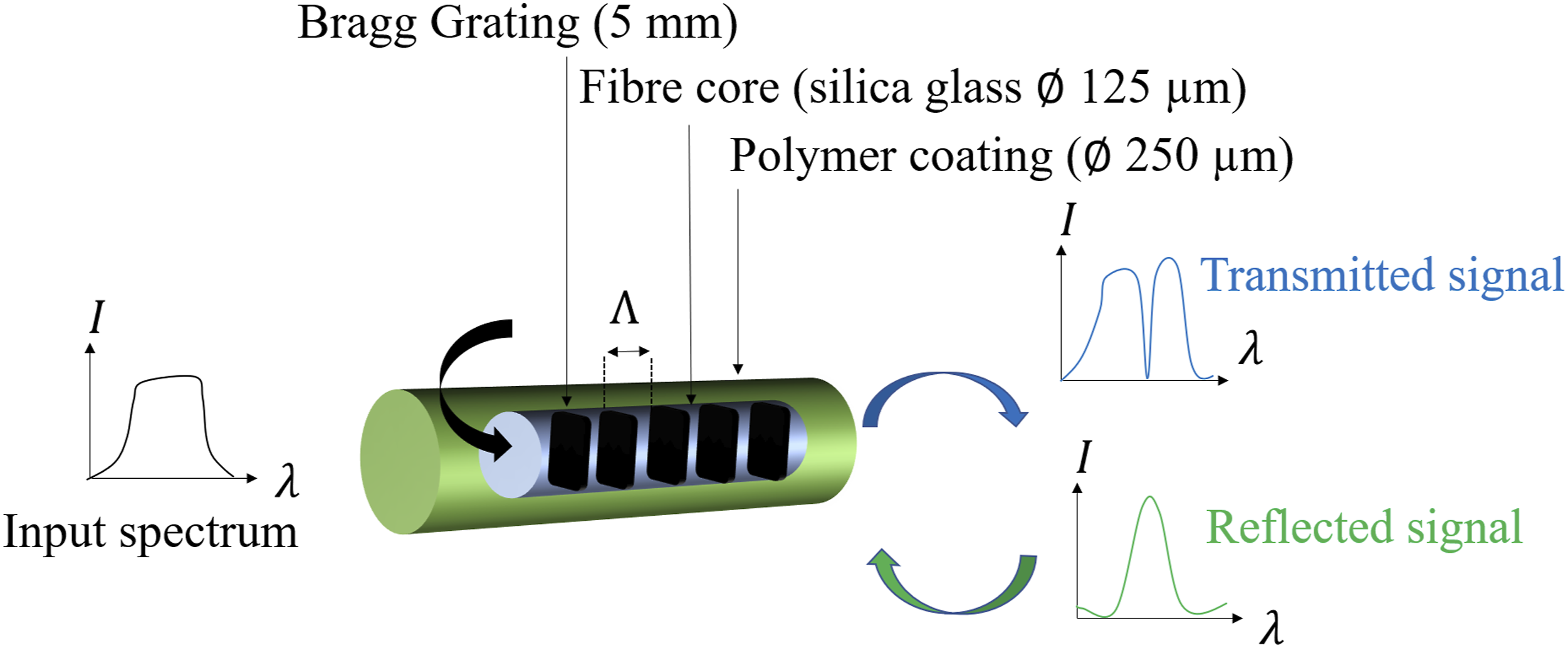

The Bragg grating period and the effective refractive index are sensitive to variations in physical parameters such as strain, temperature, and pressure. Any variation of these parameters results in a proportional change of the reflected wavelength. Some studies have shown that variations in Bragg wavelength due to pressure are negligible during the autoclave process where the compaction pressure is below 1 MPa.
43
Thus, changes in the Bragg wavelength can be attributed solely to variations in strain and temperature as described in Equation (2):

Materials and characterization methods
Fibre-reinforced thermoplastic prepreg material (CF/LM-PAEK)
Differential scanning calorimetry
DSC analysis was performed to identify critical temperatures including the glass transition temperature (
To obtain pre-crystallised specimens, a thermal pre-treatment was applied on the “as-received” prepreg. The prepreg samples were heated at a rate of 5°C/min from 25°C to 200°C, held at a constant temperature of 200°C for 1 hour, and cooled down to room temperature at a rate of −5°C/min. This thermal cycle was selected based on the findings of a research paper, where the same raw prepreg exhibited cold crystallisation between approximately 180°C and 200°C51. The isothermal plateau duration was considered long enough to assure the generation of a fully crystalline material.
The DSC analysis was performed using a TA Instrument Q100, with samples having an average weight of 6 mg. Slide-in lids were employed to ensure thin single-sheet samples, which were in contact with an aluminium crucible base. All measurements were conducted using nitrogen as a protective/purging gas. Two heating and cooling cycles were applied to each sample to replicate the thermal cycle applied in our thermoplastic composite’s consolidation process. These thermal cycles involved a heating rate of 5°C/min from 25°C to 380°C, followed by maintaining a constant temperature of 380°C for 15 minutes. The samples were then cooled to room temperature at a rate of −5°C/min.
From this experiment, a curve of normalised heat flow (Q) in W/g (watts per gram) versus temperature (°C) was obtained for both the raw and pre-crystallised specimens. The thermogram provided the critical temperatures (

Dilatometry
The coefficient of thermal expansion of the CF/LM-PAEK material was measured using a TMA Setsys Evolution 18 dilatometer. The material was heated from 25°C to 250°C (below
The specimen was then dried in an oven at 100°C for 60 minutes to remove the residual moisture while keeping the process below the glass transition temperature of LM-PAEK (∼150°C). This method was chosen to accelerate drying compared to a desiccator while avoiding any potential alterations to the material’s properties. Given the relatively low moisture absorption of CF/LM-PAEK, 49 1 hour was deemed sufficient for effective drying.
The coefficient of thermal expansion was measured in the transverse direction of the sample and calculated according to Equation (5):
To ensure robustness and accuracy of the reported data, the errors in the coefficients of thermal expansion measured using the dilatometric method (as presented in 5.1.2), and those obtained through FBG measurements (5.3.2) were calculated using the standard deviation (
Experimental procedure of in-situ process monitoring
Specimens preparation by the VBO process
Unidirectional eight-ply laminates ([
Thermal calibration of FBG sensor
During the consolidation process, coupled thermomechanical effects take place due to the combined effect of the temperature from the heating plate and the vacuum pressure applied to the laminate. When embedded within the laminate, the FBG sensor monitors the strain history inside the laminate’s core. Therefore, temperature and strain compensation is necessary to distinguish the thermal and strain contributions to the overall wavelength shift.
The thermal calibration of the sensor was conducted under real consolidation conditions (near 400°C) and the temperature sensitivity coefficient ( Experimental setup for thermal calibration of the FBG sensor.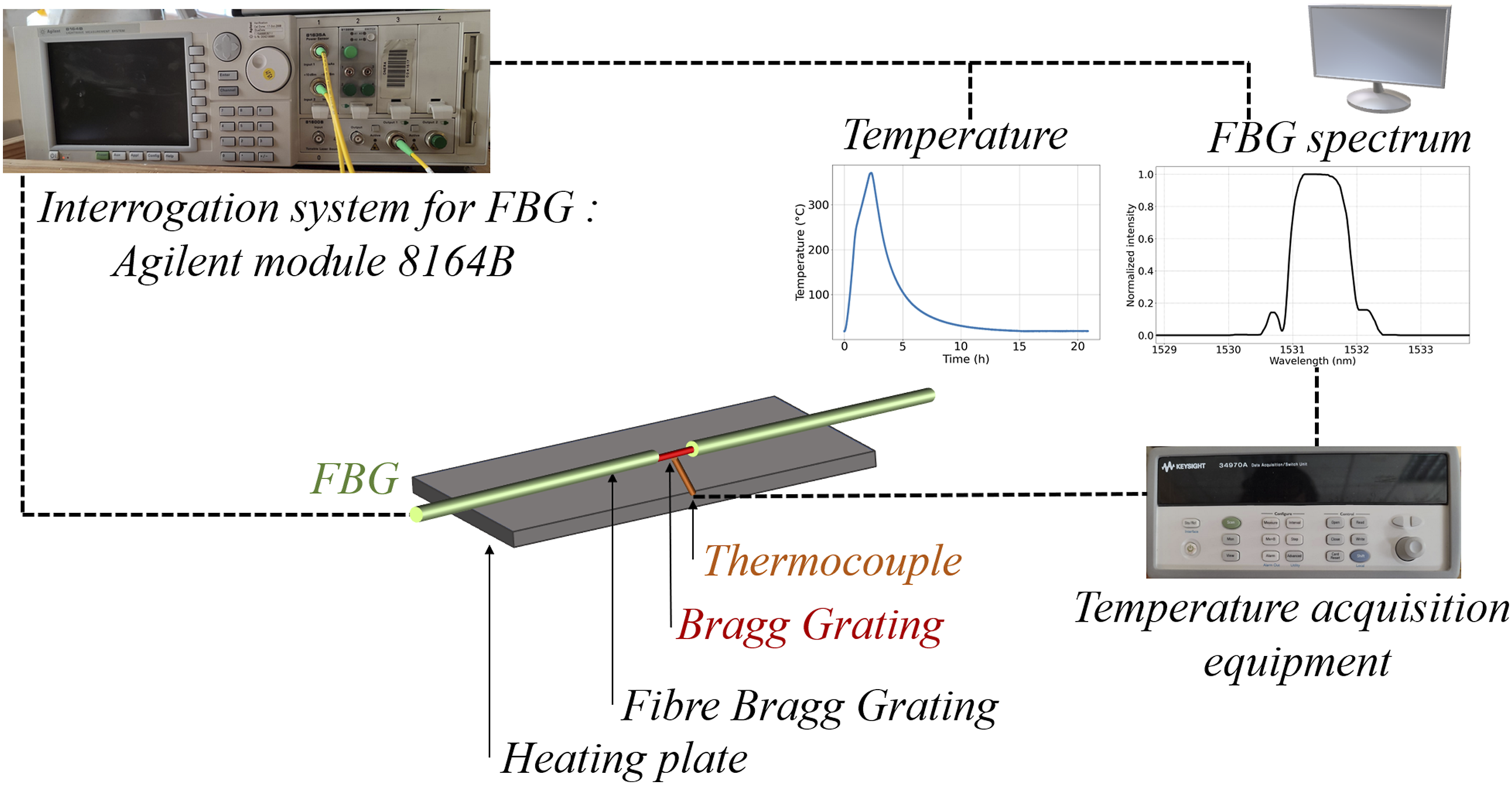
Monitoring experiment with FBG sensor
For the monitoring experiments, an FBG sensor was embedded within the manufactured samples. Most literature studies on the in-situ process monitoring with an embedded FBG placed the sensor in the parallel direction to carbon fibres in prepreg plies to avoid resin accumulation.43,55 However, the objective of this work is to investigate the sensitivity of the FBG to the phenomena occurring during the consolidation process such as intimate contact, glass transition, crystallisation and melting, which are related to matrix behaviour. For this purpose, the FBG sensor was embedded perpendicular to the carbon fibres to enhance its sensitivity to the physicochemical phenomena of the thermoplastic matrix and to obtain the information on process-induced strain. Unlike parallelly -aligned FBGs, which primarily capture axial strains dominated by the stiff carbon fibres, perpendicularly embedded FBGs are more responsive to transverse strains induced by the polymer matrix. This sensor orientation circumvents the shielding effect of carbon fibres, ensuring direct measurement of the matrix strain and thereby improving detection of intimate contact, crystallisation, and thermal expansion.32,56 Parallel alignment often leads to resin pooling around the sensor, creating a localized environment that isolates the FBG from direct matrix influence. In contrast, a perpendicularly embedded FBG is better coupled with the evolving viscoelastic properties of the matrix, particularly during phase transitions such as glass transition and melting.32,57 This direct interaction enhances the sensor’s ability to monitor matrix behaviour with higher fidelity.
An Agilent 8164B module, operating in the 1500–1600 nm range, served as the tuneable laser source for interrogating the reflected wavelengths of the FBG sensor, as depicted in Figure 3. The optical sensing equipment included a tuneable narrowband 81,600B laser source with a resolution of approximately 0.1 p.m. The spectral width was on the order of a few nanometers, allowing the source to be considered punctual for FBG interrogation. The FBG was positioned between the 4th and 5th plies of the laminate stack. The laminate was also instrumented with an embedded K-type thermocouple (TC), placed as close as possible to the FBG sensor to achieve optimal thermal compensation and monitor the temperature during the manufacturing process. An illustration of the experimental setup is provided in Figure 3. The raw data obtained from this experiment included the reflected wavelength shift, the spectrum intensity, and the temperature measured by the embedded thermocouple. The wavelength data were subsequently converted into strain data following Equation (2). Experimental setup in VBO process and FBG interrogation system.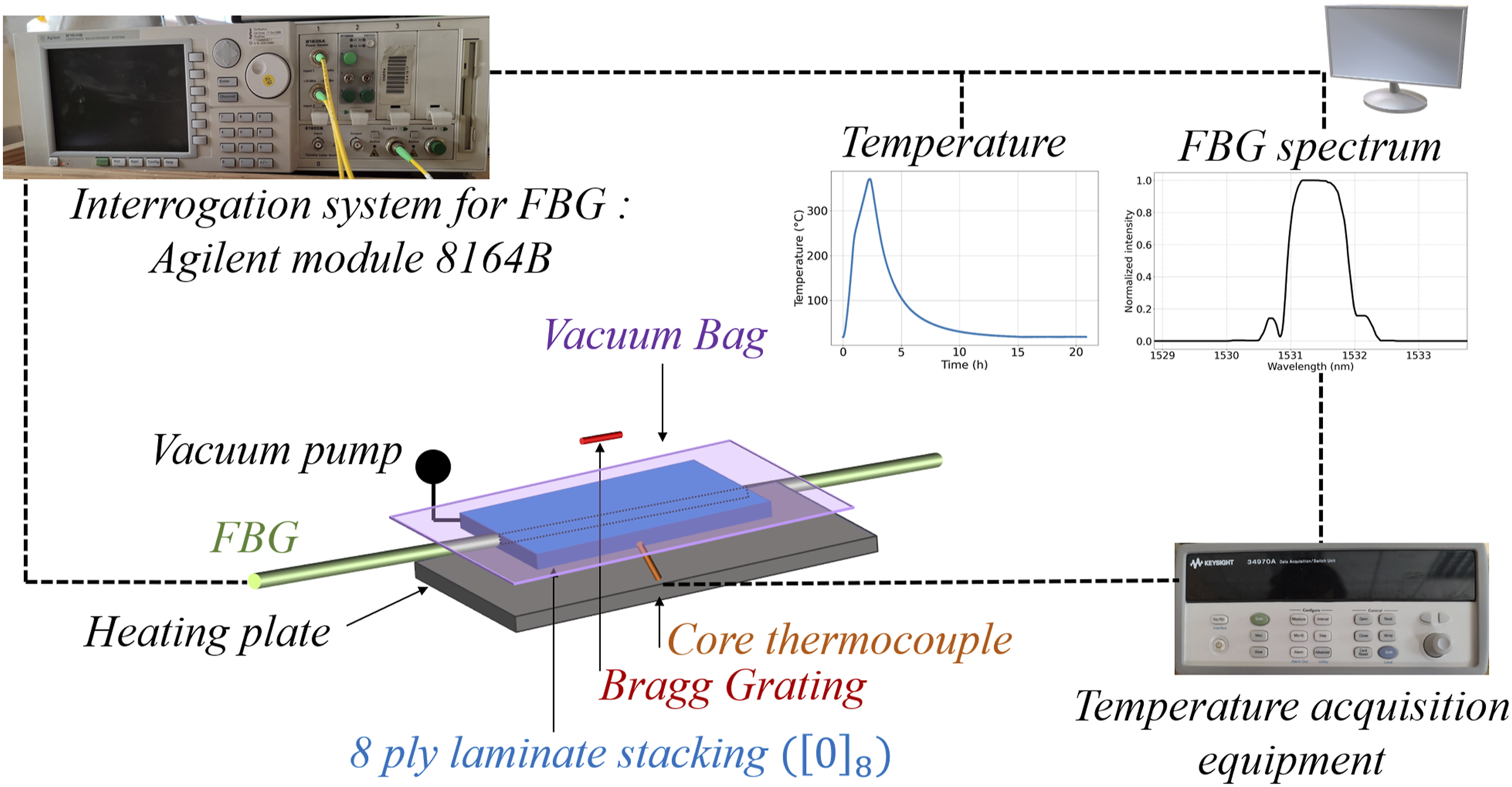
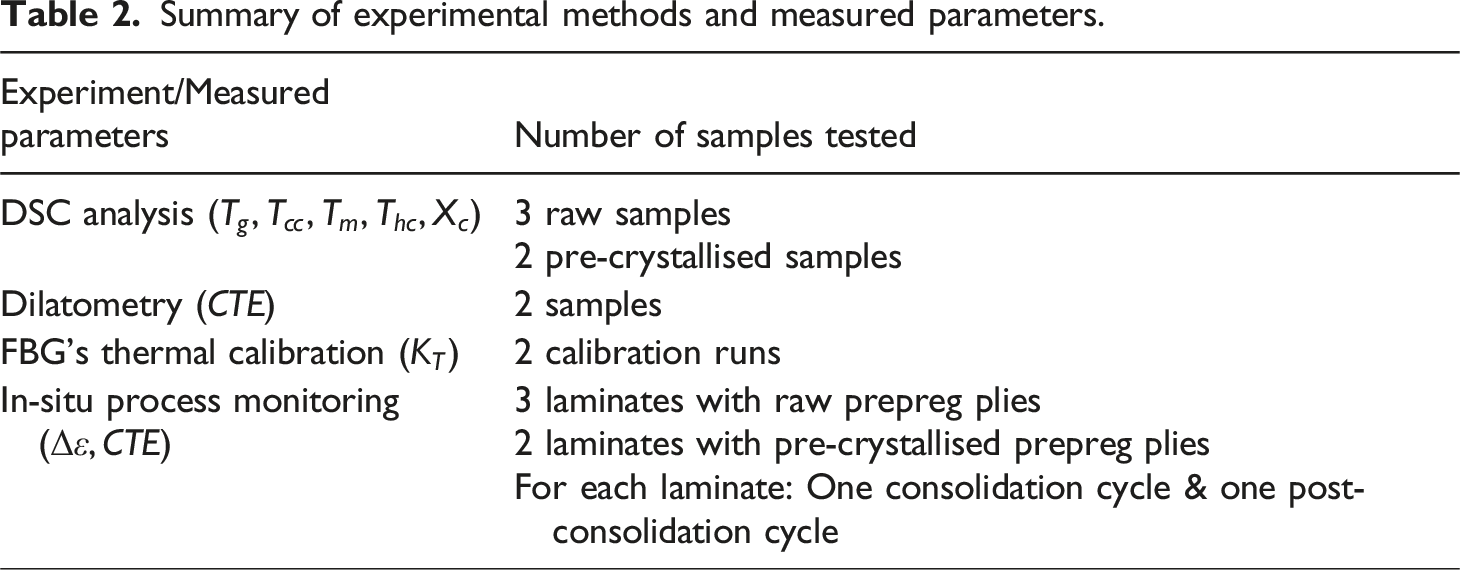
Summary of experimental methods and measured parameters.
Results and discussion
Thermal characterisation of material samples
In this section, the results obtained from DSC and dilatometric measurements on the composite material samples are presented.
Phase transition properties: Glass transition, crystallisation, melting
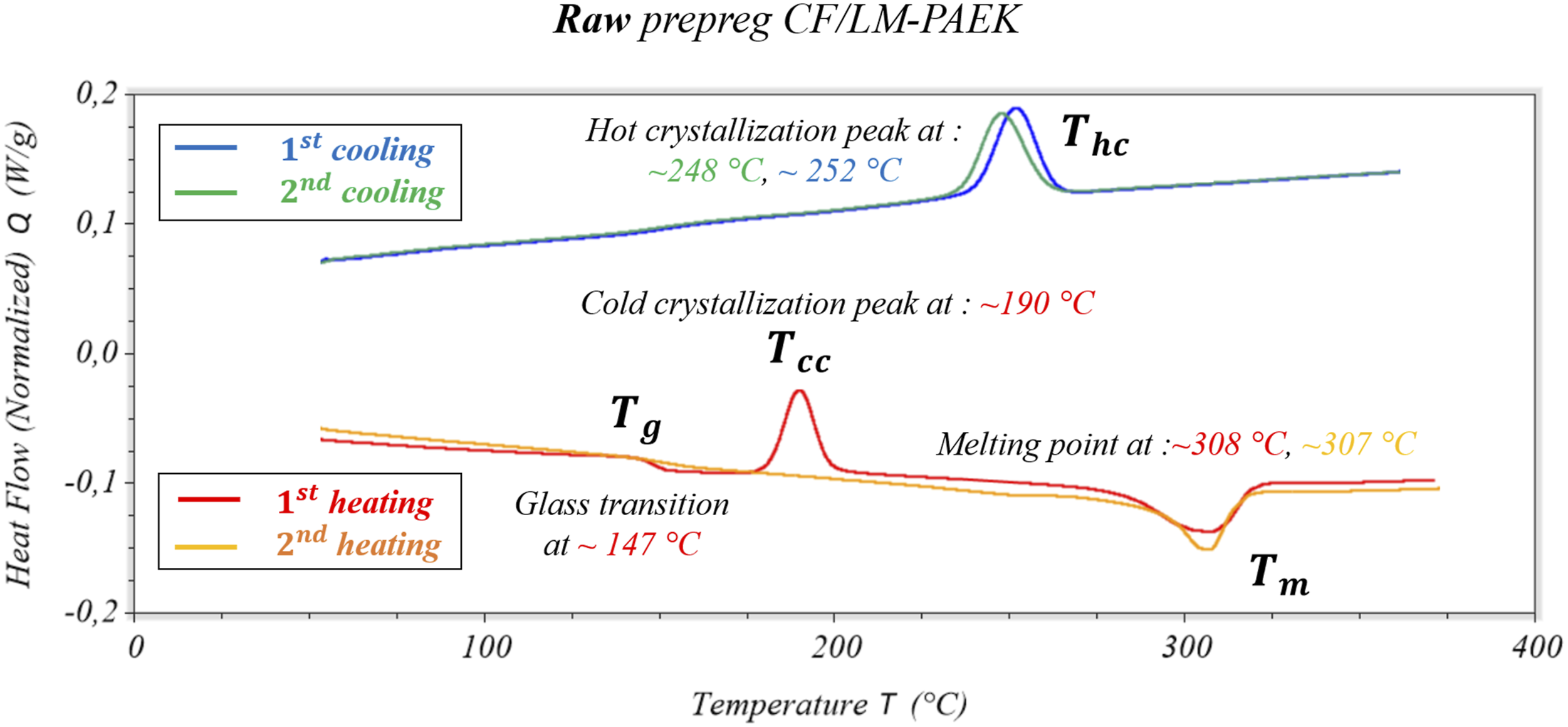
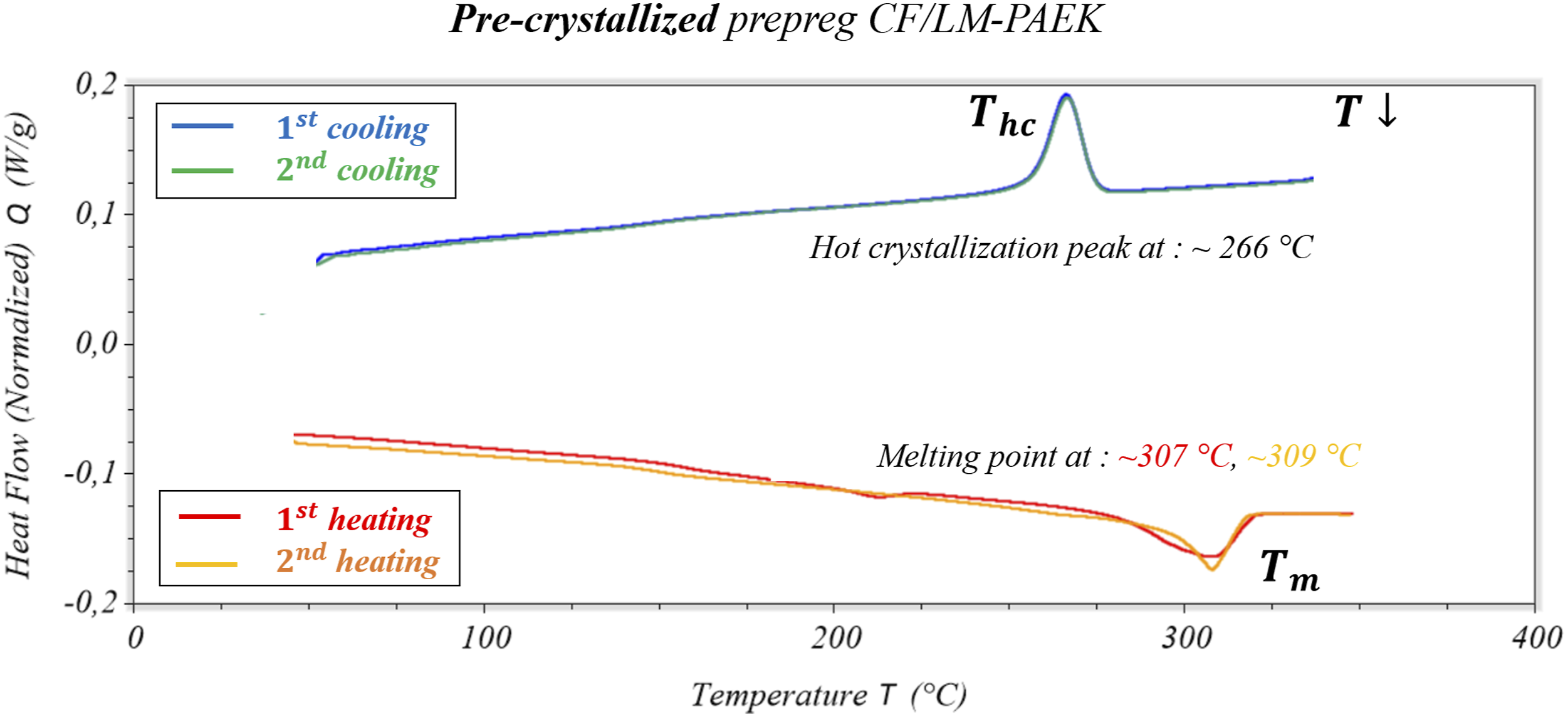
The DSC measurements on the raw CF/LM-PAEK prepreg and the pre-crystallised specimens provided a curve of the total heat flow Q (W/g) versus temperature (°C), as depicted in Figures 4 and 5. • First heating (red line): For the raw prepreg material, a “step” is observed in the heat flux curve around 150°C (Figure 4), which is attributed to glass transition. Cold crystallisation occurs approximately between 180°C and 200°C, marked by an exothermic peak. In contrast, the glass transition and crystallisation steps are not visible during the first heating of the pre-crystallised specimen (Figure 5), indicating its fully crystalline state. For both the raw and pre-crystallised samples, endothermic peaks are observed between 260°C and 325°C, which indicate the melting of the thermoplastic matrix. • First cooling (blue line): Polymers solidify upon cooling below the melting temperature. Exothermic peaks for both raw and pre-crystallised specimens are observed between approximately 225°C and 270°C, which corresponds to the hot crystallisation. It should be noted that the crystalline structure of the pre-crystallised sample was erased when it was heated above the melting temperature • Second heating (orange line): The glass transition and the peak of cold crystallisation are no longer observable, indicating that both the raw and pre-crystallised samples reached their maximum crystallinity during the cooling phase of the first cycle. Endothermic peaks between 255°C and 325°C are associated with the matrix melting. • Second cooling (green line): A second exothermic peak, occurring approximately between 225°C and 270°C for both specimens, indicates the second occurrence of hot crystallisation. Heat flux profile of the raw CF/LM-PAEK coupon measured by DSC over two successive thermal cycles. Heat flux profile of the pre-crystallised CF/LM-PAEK coupon measured by DSC over two successive thermal cycles. Several key conclusions can be drawn.
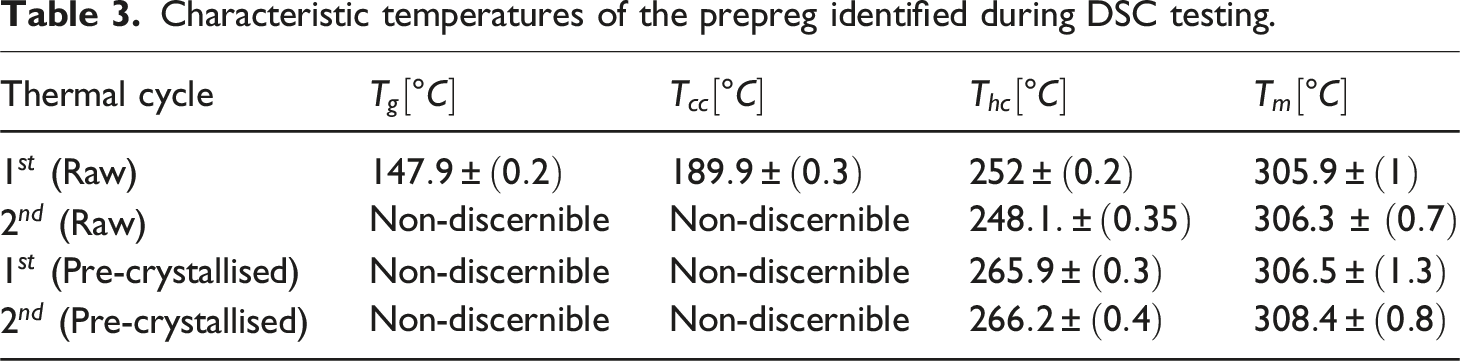
Characteristic temperatures of the prepreg identified during DSC testing.
Results for enthalpies, cold crystallisation and degree of crystallinity.
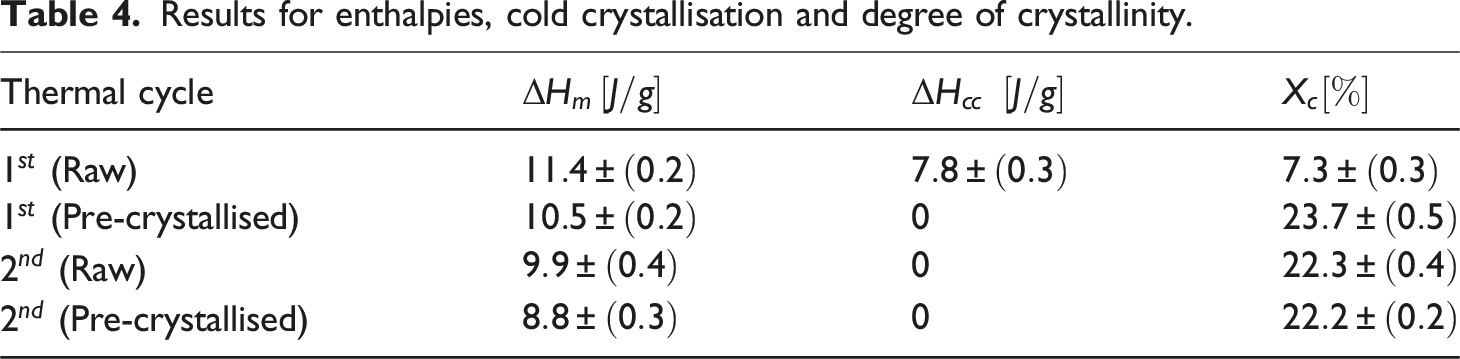
The presence or absence of peaks related to glass transition and cold crystallisation during the first or second heating depends on the crystallinity of the specimen (raw or pre-crystallised, respectively). For the raw prepreg material, the difference in the degree of crystallinity between the values obtained after the first cycle (∼7%) and the second cycle (∼22%) indicates that the maximum crystallinity level was reached (around 22%) by the end of the first thermal cycle. In contrast, the second sample (pre-crystallised) was first subjected to annealing at 200°C, prior to the DSC testing. The pre-crystallised sample already had a stable crystalline structure, limiting its potential for further crystallisation, whereas the raw prepreg sample still contained amorphous regions capable of further crystallisation. Therefore, the absence of glass transition and crystallisation during the first cycle of the DSC experiments demonstrates that the annealing process resulted in a fully crystalline sample, with a cold crystallinity enthalpy of zero and a maximum degree of crystallinity of approximately 24%, observed during the first heating.
During the second thermal cycle, the crystallinity fractions were nearly identical (around 22%) for both the raw and pre-crystallised specimens, indicating that the thermal history of the polymer matrix was effectively erased during the first thermal cycle, resulting in similar crystallinity values.
Coefficient of thermal expansion
The objective of the dilatometric experiment was to determine the transverse coefficient of thermal expansion of the samples fabricated by hot-press moulding. This experiment provided a curve of transverse strain versus temperature during the heating and cooling phases of the second thermal cycle. The specimens were subjected to two thermal cycles to relieve the thermal residual stresses. Therefore, the coefficient of thermal expansion of the CF/LM-PAEK material was determined during the second thermal cycle of the dilatometric experiment, as shown in Figure 6. Transverse strain induced during the second thermal cycle estimated from dilatometric measurements.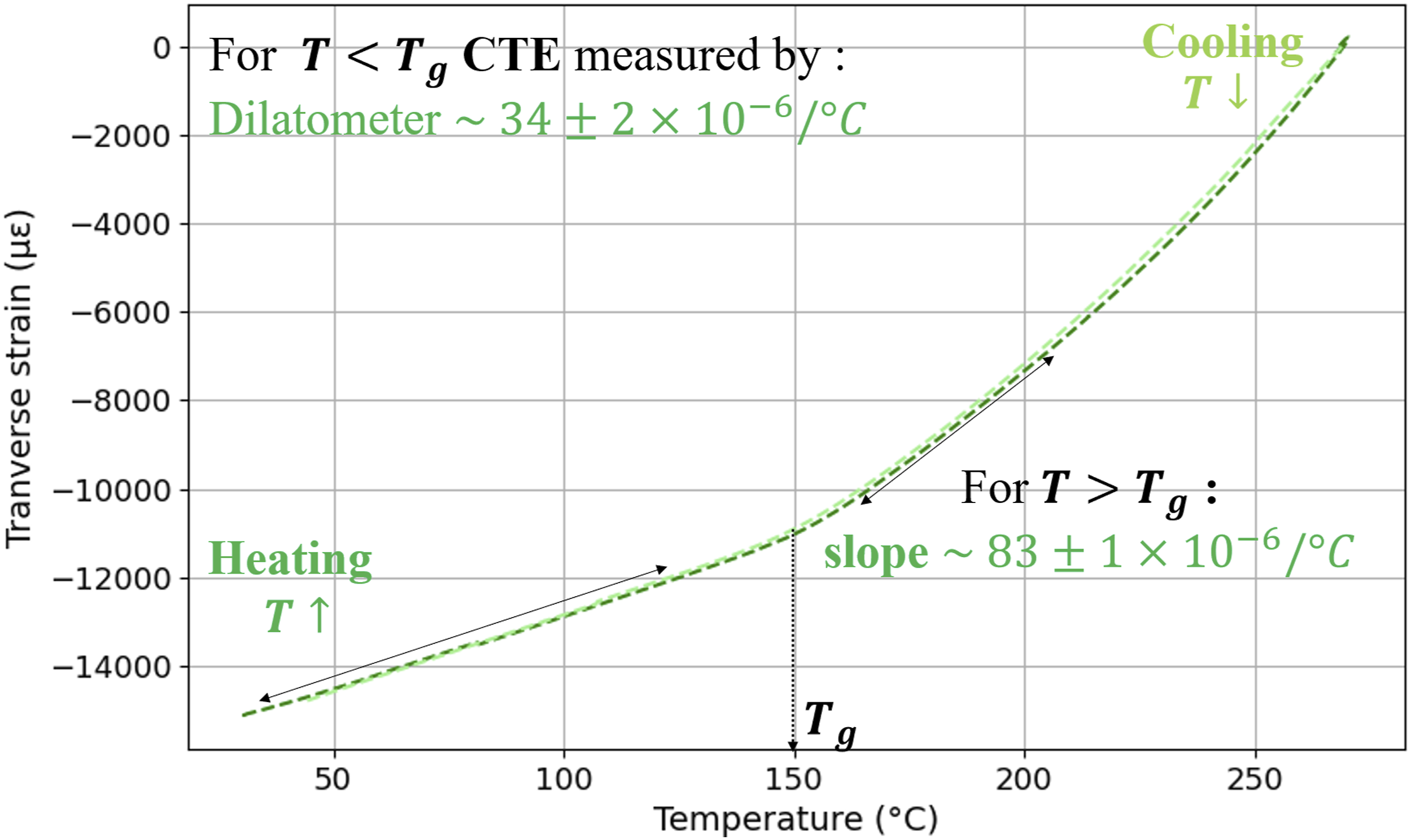
The CTE value found was approximately 34
The change in CTE near the glass transition temperature is linked to the molecular relaxation of the amorphous phase, leading to an increase in specific volume above
The CTE values estimated by this method are compared with the CTE measured by the embedded FBG sensor during the in-situ process monitoring experiments in Sections 5.3.1 and 5.3.2.
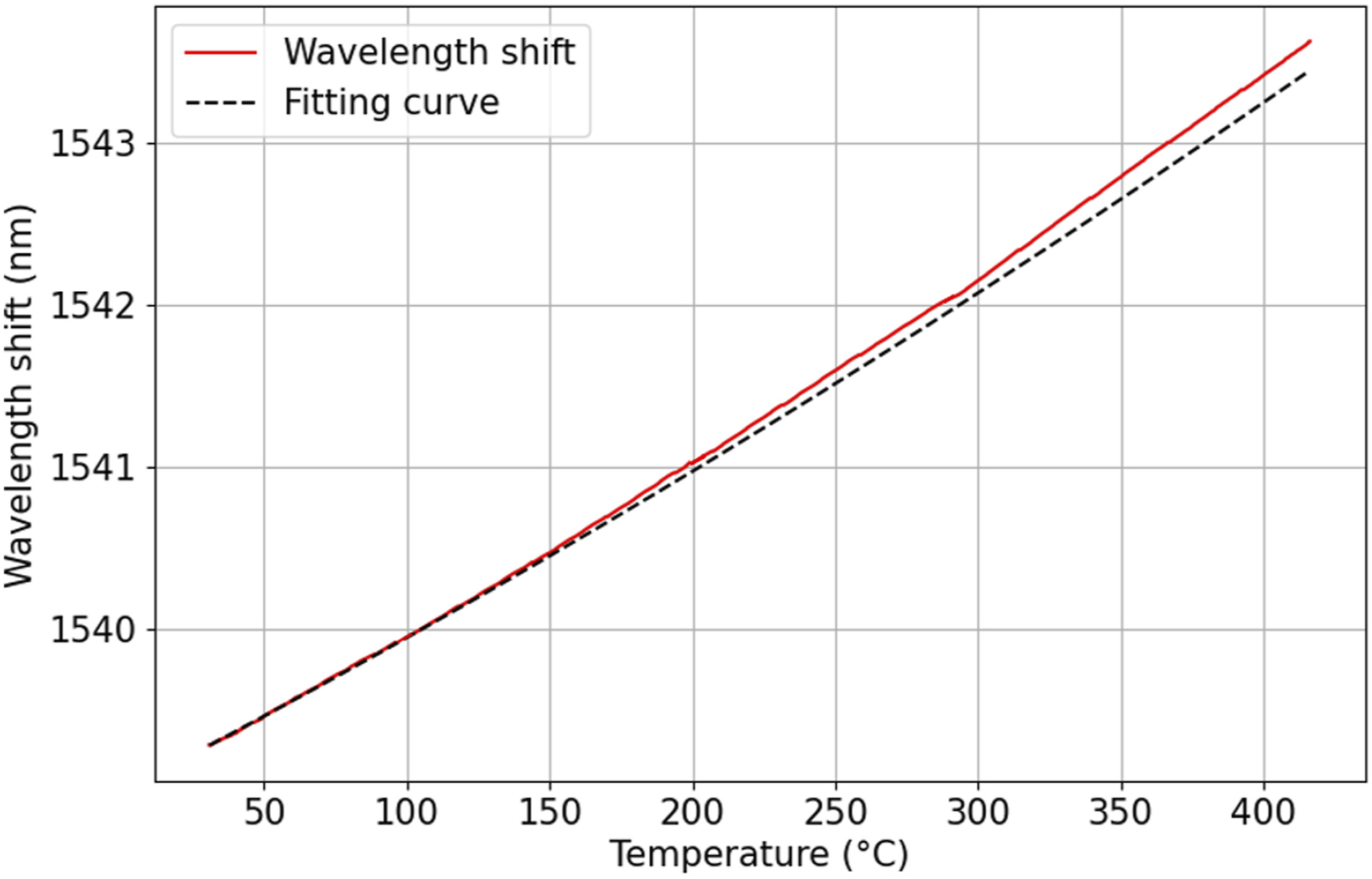
Thermal calibration of FBG sensor
The temperature sensitivity coefficient was determined through thermal calibration of the FBG sensor. The calibration curve shown in Figure 7 was used to establish the relationship between the wavelength shift and temperature, enabling the calculation of FBG temperature calibration curve.
As expressed in Equation (2), however, in addition to
In-situ monitoring of consolidation process with embedded FBG sensor
This section presents the results obtained during the in-situ monitoring of the VBO process using an embedded FBG sensor. A study by A. Liapi et al., 61 investigated the sensitivity of FBG sensors to key transitions during the consolidation of thermoplastic composites, including changes in the state of the thermoplastic matrix and the thermal expansion of the composite. Additionally, their research demonstrated the repeatability of the FBG sensor in capturing these transitions by two supplementary test trials, which highlight the consistency and reliability of the FBG sensor for monitoring consolidation processes. The present research is based on this work by providing a deeper understanding of the phenomena detected by the FBG sensor, particularly the establishment of intimate contact between adjacent layers.
Investigating the sensitivity of FBG to consolidation phenomena
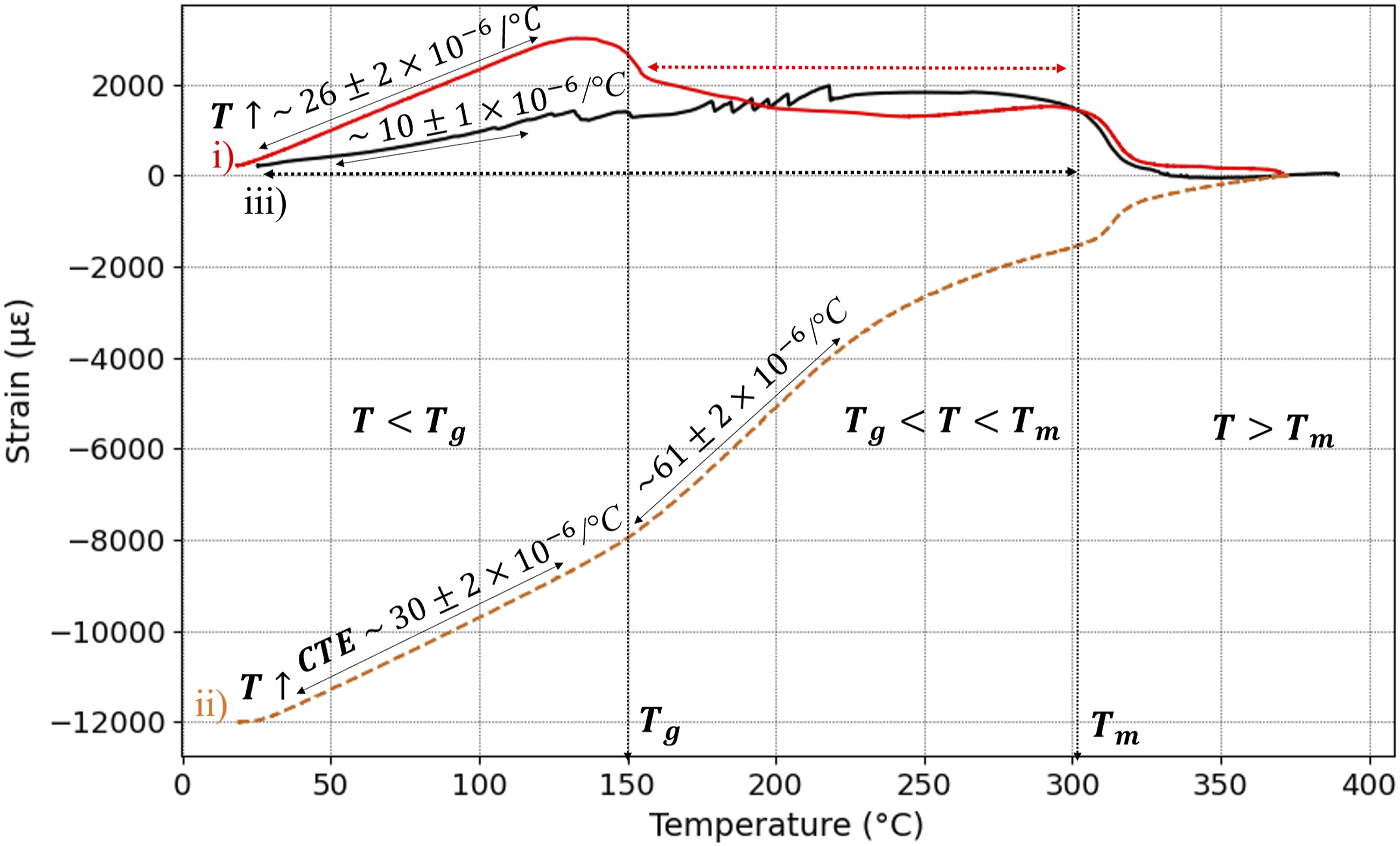
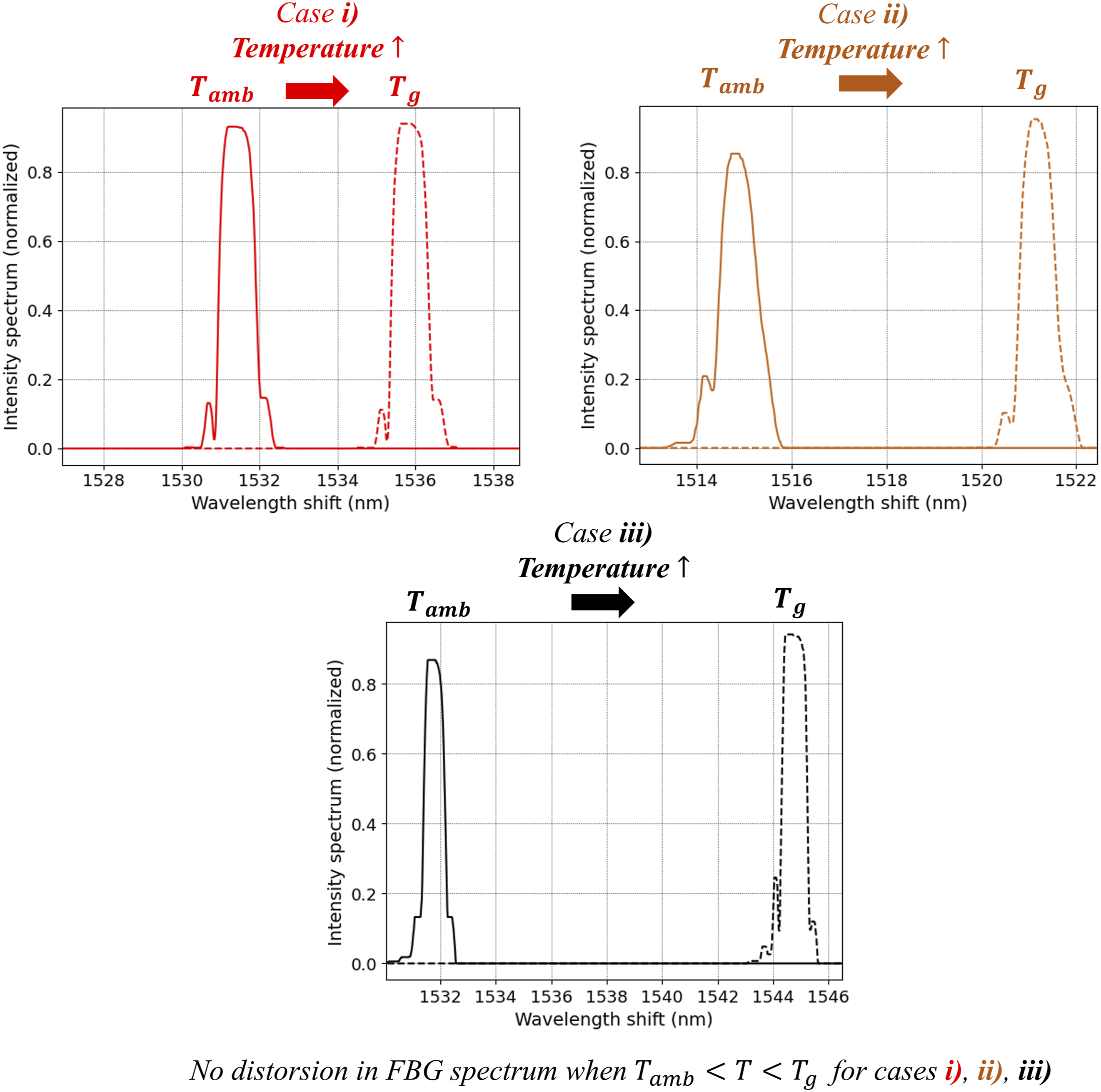
To investigate the sensitivity of the embedded sensor to phenomena related to the consolidation process (intimate contact) and the state changes of the thermoplastic matrix (glass transition, crystallisation and melting), three cases were considered. The first one consisted of the consolidation cycle, during which intimate contact was established between adjacent layers, and the physicochemical phenomena of the thermoplastic matrix occurred. The second case focused on the already consolidated laminate subjected to a post-consolidation cycle, in which the FBG was expected to respond only to the phenomena related to the state changes of the matrix. The third case explored the manufacturing cycle of a laminate with pre-crystallised prepreg plies, aiming to investigate the influence of pre-crystallisation on the consolidation process, particularly the establishment of intimate contact.
The transverse strain ( • • • FBG monitoring of transverse induced strain during heating (i) consolidation and (ii) post-consolidation of a laminate with raw prepreg plies, (iii) consolidation cycle of a laminate with pre-crystallised prepreg plies. FBG spectrum profiles between ambient temperature and
Estimating the thermal expansion coefficient from process-induced strain measured by embedded FBG during thermoplastic cooling
After the melting temperature was exceeded and the intimate contact between adjacent layers was achieved, the cooling process of the laminate was carried out. The data provided from the FBG monitoring of the cooling process for the three cases are displayed in Figure 10, from which a few conclusions can be drawn. FBG monitoring of transverse strain during cooling of the (i) consolidation cycle and (ii) post-consolidation cycle of the laminate with raw prepreg plies, (iii) consolidation cycle of the laminate with pre-crystallised prepreg plies and (iv) cooling curve derived from dilatometric experiment.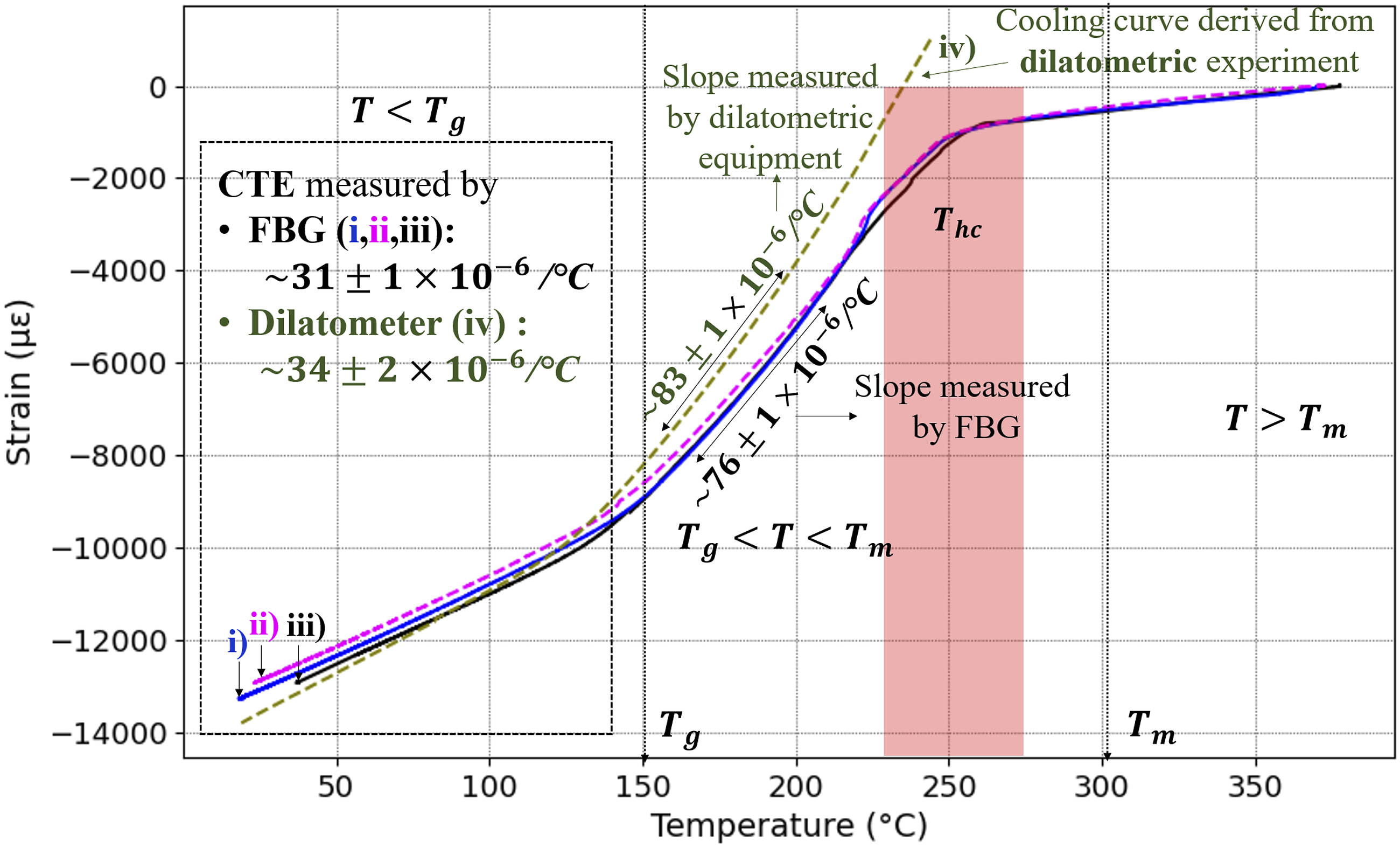
In the range of temperature above the melting point, no significant variation in the transverse strain measured by the FBG was observed. As the specimen cooled down, however, we can observe, in the temperature range between 225°C and 260°C, a characteristic step emerged in the strain-temperature curve where the strain drops significantly as the temperature decreases. This sudden decrease of strain is related to the matrix shrinkage due to hot crystallisation phenomenon and was also detectable in the DSC analysis. This result confirms the sensitivity of the FBG to hot crystallisation which was observed both for the consolidation and post-consolidation cycles. Moreover, this sudden decrease of strain due to cold crystallisation did not take place in the case of pre-crystallised prepreg plies, whereas only the phenomena observed during the heating phase (e.g., intimate contact explained in the aforementioned section) were influenced by the pre-crystallisation of prepreg. This behaviour is due to the fact that once the temperature exceeds the melting point, the thermal history of the materials, regardless of their initial crystallinity, is erased. As a result, a similar material behaviour for both raw and pre-crystallised materials can be observed during the cooling phase.
In order to investigate the sensitivity of the FBG to process-induced strain during the cooling step, the cooling curves derived from the FBG monitoring during the consolidation and post-consolidation cycles are compared with the cooling curve obtained from the dilatometric experiment (presented in Section 3.3, Figure 6). The CTE was estimated from the cooling curves obtained from dilatometry measurements and the FBG monitoring, according to Equation (5). The result in Figure 10 shows a similar order of magnitude of transverse strain (around 12,000
This experiment proves the efficiency of FBG sensors for monitoring the vacuum bag consolidation process of carbon-fibre reinforced thermoplastic composites. FBG sensors, typically used for structural health monitoring can also be used for real-time process monitoring of transverse strain and the estimation of the thermal expansion coefficient instead of a dilatometric equipment.
Conclusion and perspectives
This study demonstrates the successful application of FBG sensors for monitoring the VBO consolidation process of high-performance CF/LM-PAEK thermoplastic composites. Thermal calibration of the FBG sensor enabled the determination of the sensitivity coefficient (
An experimental protocol for integrating the sensor into the laminate structure was developed. The embedded FBG sensor effectively captured key transitions of the thermoplastic matrix, such as
Differences observed between the two successive consolidation cycles highlighted the ability of the FBG sensor to detect distinct consolidation phenomena occurring in each cycle. Notably, the FBG sensor detected the onset of intimate contact at
An intriguing “zig-zag” pattern in the FBG strain response was observed during the manufacturing cycle of laminates with pre-crystallised prepreg plies, around the crystallisation annealing temperature (∼200°C). This pattern is potentially attributable to the non-uniform relaxation of residual stresses, which warrants further investigation to fully understand this behaviour.
Ongoing work focuses on developing a thermomechanical model to simulate process-induced strain in the composite structure. A thermoelastic model is being implemented in which both thermal and mechanical fields are fully coupled, to determine the magnitude of cooling-induced strain and validate the numerical predictions against the experimental results obtained from FBG strain monitoring.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partially supported by financial aid from the Hauts-de-France region in France.
Data Availability Statement
Data will be made available on reasonable request.