
Abstract
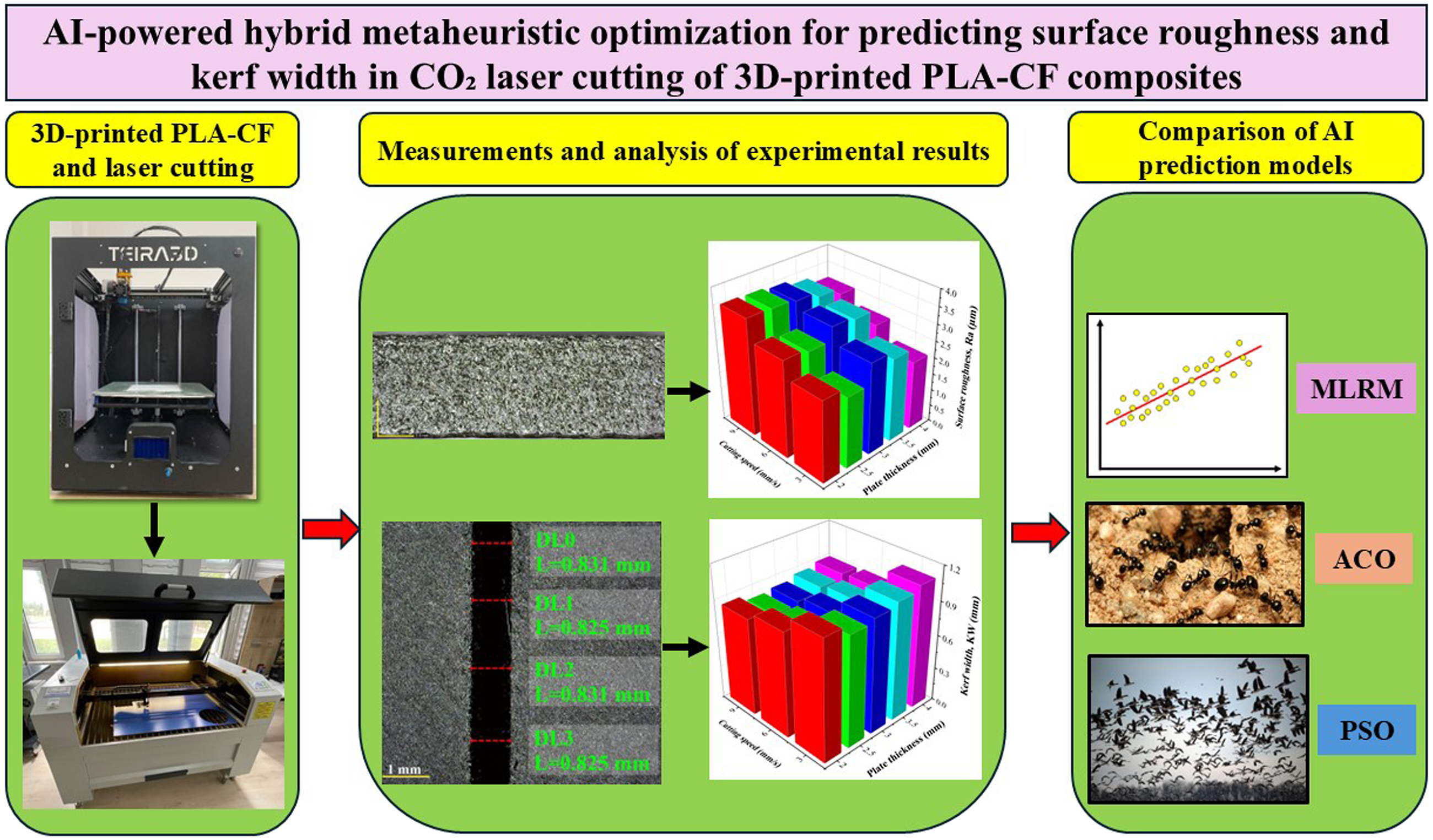
This study explores the impact of CO2 laser cutting parameters on surface roughness and kerf width of 3D-printed Carbon Fiber reinforced Polylactic Acid (PLA-CF) composites while developing phenomenological models using hybrid artificial intelligence techniques. PLA-CF composites possess certain mechanical properties and surface quality. The surface roughness and kerf width values were measured under different laser cutting conditions (such as plate thickness, power, and cutting speed) and were predicted using multiple linear regression, particle swarm optimization-based adaptive neuro fuzzy inference system, and ant colony optimization-based adaptive neuro fuzzy inference system models. Experimental results showed that kerf width and surface roughness are influenced significantly by laser cutting parameters, showing the importance of accurately selecting the parameters. The most dominant factor entered the model as cutting speed: as cutting speed was increased, kerf width decreased, but higher levels of power resulted in kerf width. Thickness provided a non-linear input: kerf width decreased from 2 to 2.5 mm, then increased to 4 mm. The least kerf width (0.809 mm) was obtained at 90 W power and 9 mm/s cutting speed, with 2.5 mm thickness. Surface roughness increased with cutting speed and power, with minimum surface roughness (1.878 µm) at 2 mm thickness and 90 W power with 3 mm/s cutting speed. Among the hybrid artificial intelligence models, the particle swarm optimization-based adaptive neuro fuzzy inference system model gave the best accuracy, achieving the lowest mean squared error and highest correlation coefficient, whereas the ant colony optimization-based adaptive neuro fuzzy inference system model performed better than multiple linear regression but not better than particle swarm optimization. These results, therefore, validate the applicability of hybrid artificial intelligence models for predicting surface quality and kerf width during CO2 laser cutting.
Keywords
Introduction
Laser cutting is an extensively used manufacturing method known for its high dimensional accuracy, fine surface finish, and rapid processing in various industries. 1 The laser cutting mechanism relies on a focused beam that induces melting or vaporization along the desired cut line, while an assist gas (e.g., air, oxygen, or nitrogen) removes the molten material. 2 CO2 laser cutting makes use of high power CO2 laser focusing the beam onto the material being processed, inducing localized heating, which finally gets deep cutting by melting and burning or vaporization. 3 The essential parameters determining laser cutting efficiency and quality include laser power, cutting speed, position of the focused beam, and type of assist gas employed. 4
Laser cutting can process a large variety of materials: metals, plastics, ceramics, and composites. 5 Among technical thermoplastics, PLA, ABS, and PET-G have been researched extensively. 6 In additive manufacturing, especially concerning 3D-printed materials, laser cutting is an efficient post-process to enhance aesthetics and dimensional accuracy. Cutting speed, laser power, and material thickness can all interfere with kerf width, heat-affected zone (HAZ), and surface roughness (Ra). 7 Advantages of cutting using laser technology include precision, ability to process complex geometries with little material waste, and that laser cuts are non-contact processes, hence leaving little mechanical stress on the workpiece. 8 In comparison with conventional cutting techniques such as the mechanical or waterjet approach, laser cutting is very much faster and flexible and is thus heavily employed in manufacturing industries including automotive, aerospace, electronics, and medical applications. 9 Additionally, laser cutting is extensively used in 3D post-processing of parts for manufacturers to be able to enhance surface quality while meeting the requirements for dimensional accuracy. 10
Amongst the various methods of 3D printing, Fused Filament Fabrication (FFF) can be regarded as the most user-friendly and best-fit in terms of cost. 11 In this method, the thermoplastic filament is continuously extruded through a heated nozzle, layer by layer, to form the specified object. On the contrary, the dimensional accuracy and surface quality of the parts produced from an FFF process suffer badly, especially when low-cost machines are employed. Post-processing methods such as laser cutting come in quite handy in improving the overall quality of an FFF part by improving surface roughness and precision. 12 PLA-CF is a composite that consists of the combination of polylactate-acid (PLA) with carbon fibres in order to obtain better mechanical properties, such as increased stiffness and strength, over those of pure PLA. 13 Although PLA-CF composites exhibit excellent mechanical properties and high surface quality, research on their laser-induced material removal behavior remains limited. Thermal interaction during laser processing is important for the consideration of manufacturing efficiency and product performance.
Although laser cutting has been extensively studied for various materials, research specifically addressing 3D-printed PLA-CF composites remains limited. While previous research has explored PLA-based composites (e.g., PLA blended with wood flour), studies on PLA-CF remain limited. Kechagias et al. investigated CO2 laser cutting of polylactic acid–wood flour (PLA-WF) composites and demonstrated that optimal cutting conditions minimized kerf angles to 1.6° and reduced surface roughness to approximately 6.2 μm. 14 Similarly, Moradi et al. optimized kerf width and surface roughness in 3D-printed PLA plates using a continuous-wave low-power CO2 laser, concluding that laser speed and power are critical factors in determining the final product quality. 15 However, comprehensive research specifically addressing PLA-CF material in laser cutting applications is still lacking. While the mechanical properties of PLA-CF—including superior strength and stiffness—make it promising for high-performance applications, no systematic investigation has been conducted on the influence of CO2 laser cutting parameters on its multi-performance characteristics. It is commonly used to do laser cutting with CO2 lasers and not to do boundary cuts of 3D-printed PLA-CF composites. It has come through various applications that the thermal and layer characteristics of FFF parts made out of PLA-CF have used simpler structures for obtaining clean cuts in surface quality. Therefore, it becomes very important to study the effects of laser parameters on these materials to improve post-processing and achieve better dimensional accuracy in additive manufacturing. Nevertheless, recent studies have shown that surface roughness and kerf quality remain critical indicators for evaluating the structural integrity and machinability of 3D-printed thermoplastic composites in both drilling and laser cutting processes.16,17 Recent studies have addressed machining challenges in sustainable composites, such as delamination and surface defects, emphasizing the critical role of cutting parameters in surface quality and structural integrity.18,19
In laser cutting, AI-driven predictive models have emerged as powerful tools for optimizing process parameters such as laser power, cutting speed, and material properties, significantly improving cutting quality and efficiency. 20 AI-based approaches, such as adaptive neuro-fuzzy inference systems (ANFIS) and metaheuristic algorithms (e.g., particle swarm optimization (PSO) and genetic algorithms (GA)), have demonstrated superior efficiency in handling nonlinear relationships and multi-variable optimization problems.21,22 Among the numerous benefits of these AI-powered methods are lower experimental costs, enhanced predictive capabilities, and the ability to make real-time decisions in factory operations. In laser cutting applications, AI models help characterize processes by predicting some of the key outputs (like surface roughness and kerf width) from input variables such as laser power, cutting speed, and material properties. The much-needed boost in predictive accuracy and identification of optimal process parameters comes with combining AI techniques with metaheuristic optimization methods.23,24 Among AI techniques, ANFIS integrated with PSO and GA has been successfully employed in various industrial applications, leading to notable improvements in product quality and manufacturing efficiency. 22
A systematic study of CO2 laser cutting parameters and their effect on multi-performance characteristics of 3D printed PLA-CF composites is undertaken to fill a serious gap in the literature. Such advanced studies would afford the opportunity to correlate and optimally predict surface roughness and kerf width with AI-based predictive modeling while maximizing the cutting parameters. By using hybrid metaheuristic optimization, dimensional accuracy can be enhanced and surface defects minimized, thereby enabling PLA-CF composites to qualify for advanced application standards in terms of functionality. The superior predictive performance of AI-driven models confirms that hybrid optimization strategies significantly improve the precision and efficiency of laser cutting applications. AI-based methodologies not only minimize the need for extensive experimental trials but also enable adaptive control of process parameters, leading to real-time optimization in industrial applications.
The conclusions drawn from this study are expected to provide significant value in both academic research and industrial applications. From an academic perspective, this work expands the existing knowledge of laser-material interactions in composite materials, particularly in the context of 3D-printed PLA-CF a topic that remains underexplored. On an industrial scale, the findings offer practical insights into optimizing post-processing workflows in additive manufacturing, enabling manufacturers to achieve high-quality, cost-effective products. Laser-cut PLA-CF composites increasingly find applications where both structural performance and geometric accuracy are demanded, such as custom electronic housings, functional components in drones and robotics, automotive interior fittings, and prototyping in engineering design. These applications require high surface quality and dimensional precision, which can be very effectively achieved through CO2 laser post-processing. By addressing these challenges, the study lays the groundwork for future developments in AI-driven manufacturing processes tailored specifically for composite materials.
Materials and methods
Production of 3D-printed PLA-CF composites
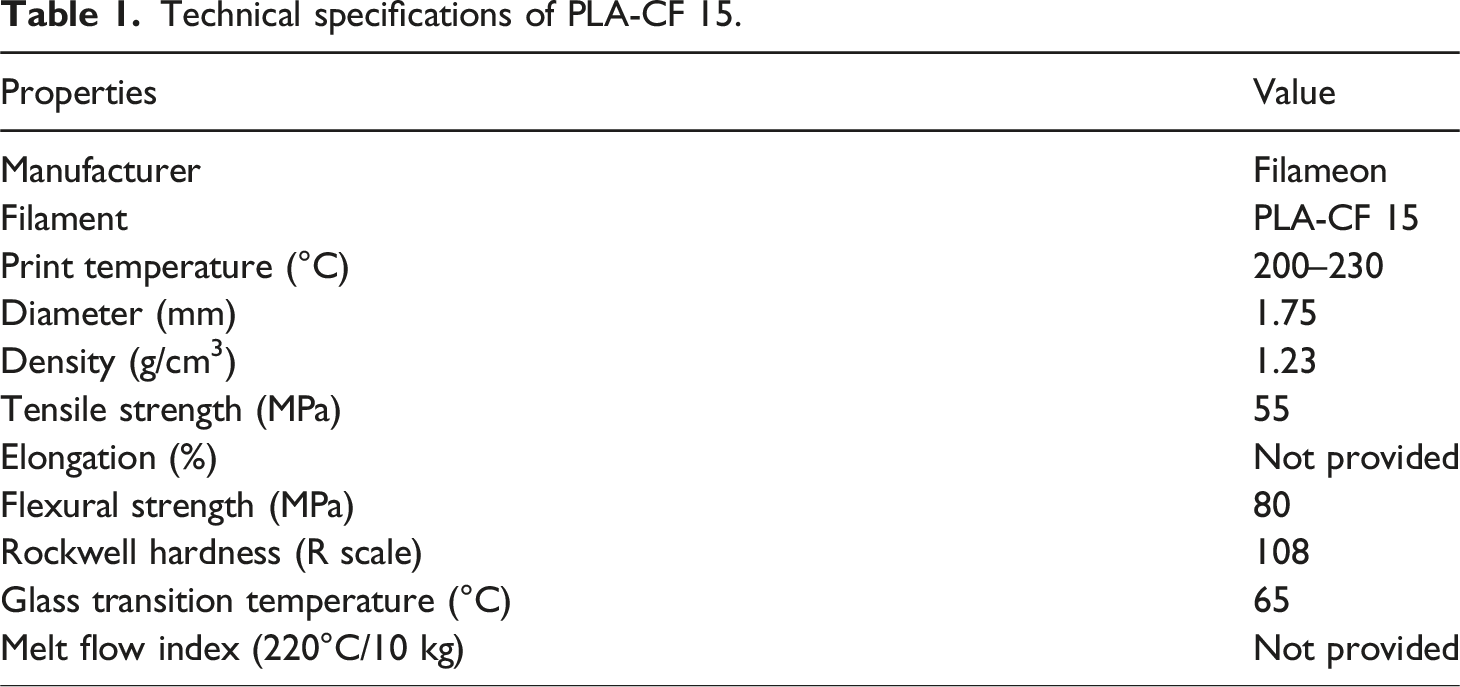
Technical specifications of PLA-CF 15.
The samples, each with a surface area of 130 × 130 mm2 and thicknesses of 2, 2.5, 3, 3.5 and 4 mm, were designed using the Solidworks 2020 CAD software. G-codes were generated in Prusaslicer 2.6.1, and the samples were produced with the TEIRA3D 3D printer, utilizing FFF technology (Figure 1). Flowchart of PLA-CF composites produced by the FFF technology.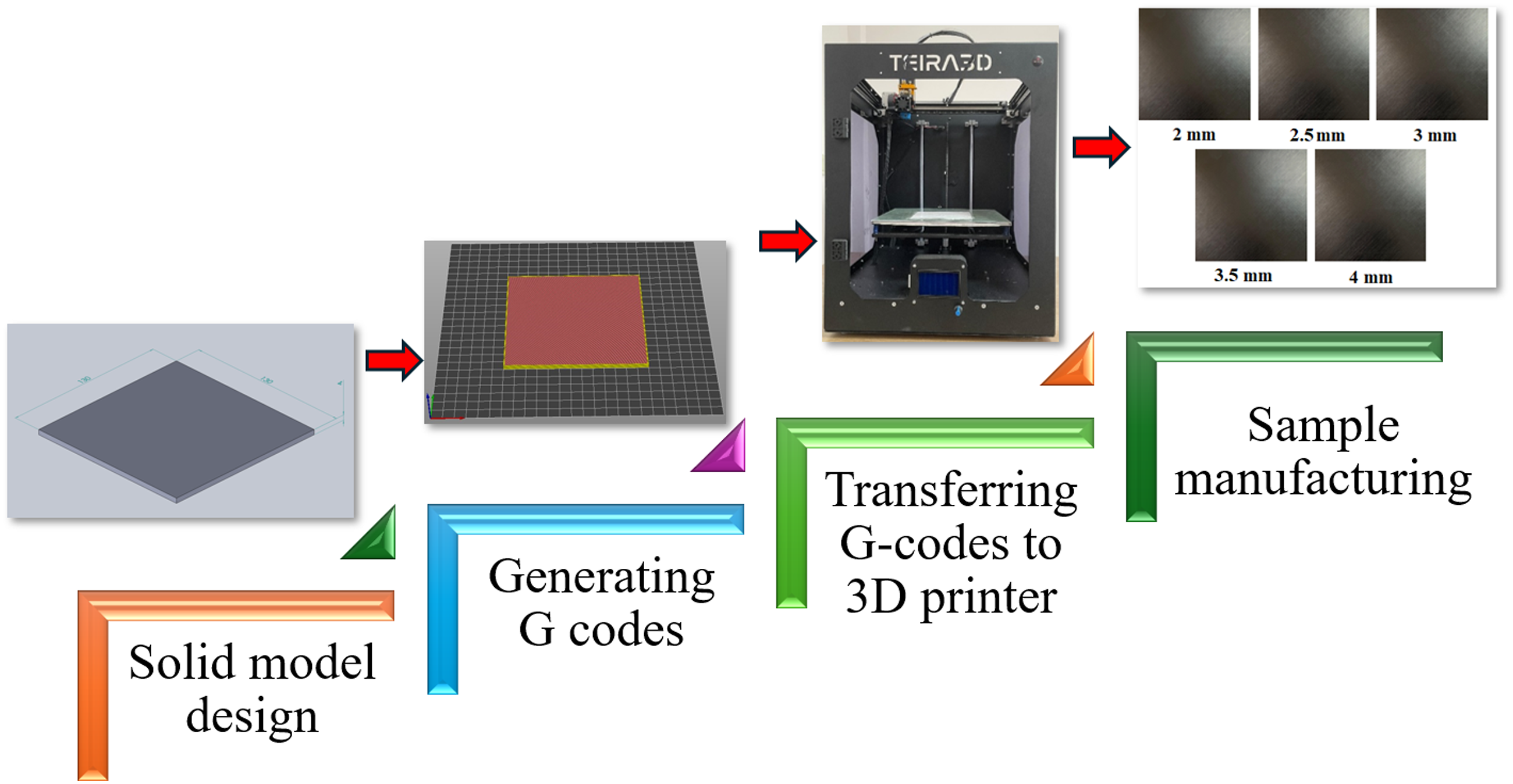
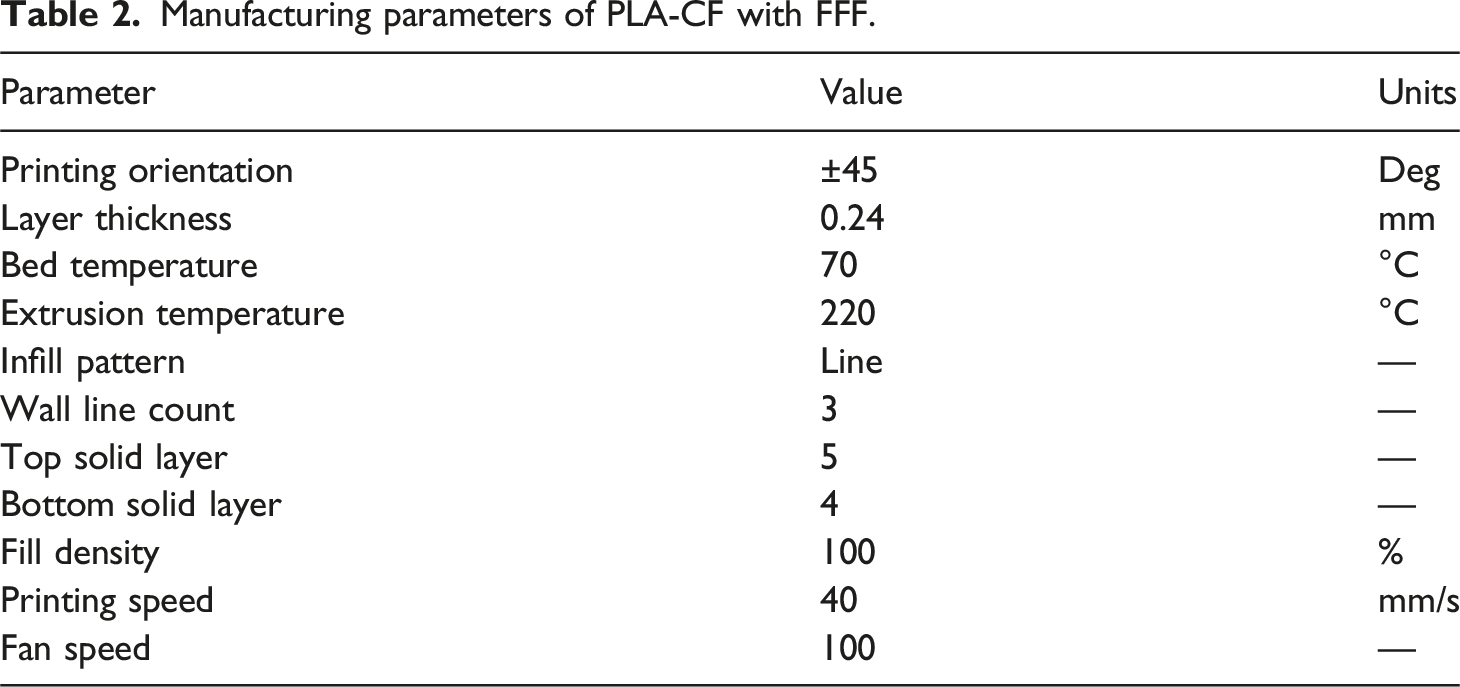
Manufacturing parameters of PLA-CF with FFF.
CO2 laser cutting process
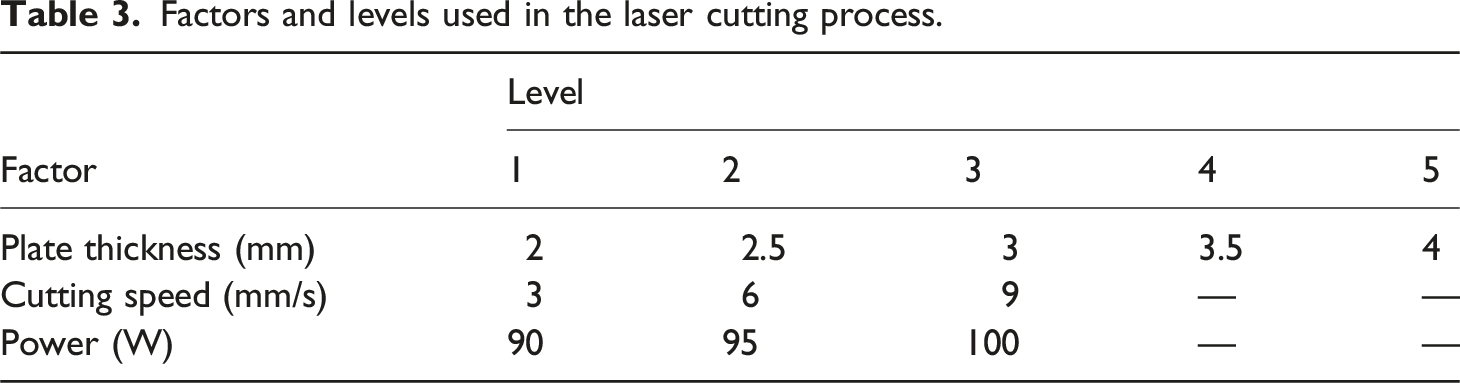
Factors and levels used in the laser cutting process.
The 3D-printed PLA-CF plate was attached to the table using blue polypropylene material for stability during the cutting process. Geometric shapes of PLA-CF plates were cut into nine square samples, each measuring 25 mm × 25 mm from an initial square plate of 130 mm × 130 mm (Figure 2). For this, on the larger plate, a 15-cm-long straight line was drawn to trace the squares that were to be cut. Measuring each sample’s surface roughness and kerf width will assess the effect of each parameter on cut quality. Using the analysis thereafter, obtain the optimal conditions of the cutting parameters that will ensure the minimum responses while at the same time ensuring dimensional accuracy. CO2 laser cutting of PLA-CF composites.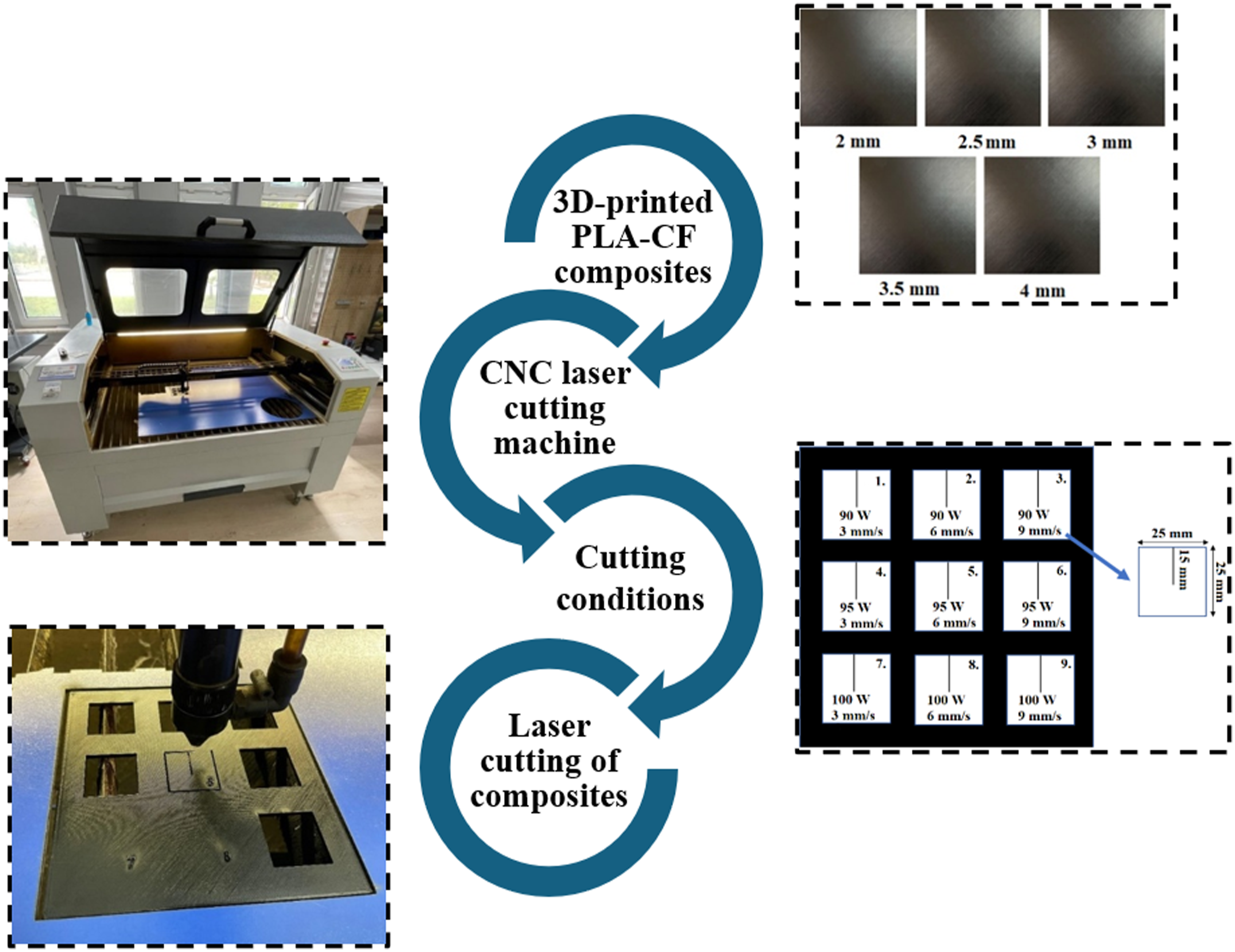
Measurement of surface roughness and kerf width
After laser cutting 3D-printed PLA-CF composite materials, KW and Ra were assessed. KW is a crucial indicator of cutting quality in laser. Hence, reducing the KW will ensure better quality in cutting. To ascertain the KW as a result of the laser cutting of PLA-CF composites, a Dino-Lite AM4113T digital microscope was used. First, 50× magnified images were captured while the microscope was connected to a computer, and then Dino Capture 2.0 software was used to measure them. For each KW measurement, four measurements were taken and the average value calculated. Ra, another important performance parameter of the surface quality, was also evaluated. Laser cutting would prefer to have Ra minimized. Ra values were obtained using a DAILYAID brand DR100 model surface roughness tester to assess the cut PLA-CF composite surfaces. The composites were held between two metallic plates with their upper surface parallel to each other, and the Ra tester was placed on the cut surface for measurement. A total of 12 measurements were made and averaged per specimen since three readings were taken per each corner for every sample of size 25 × 25 mm square. Figure 3 displays images of the KW and Ra measurements. KW and Ra measurements.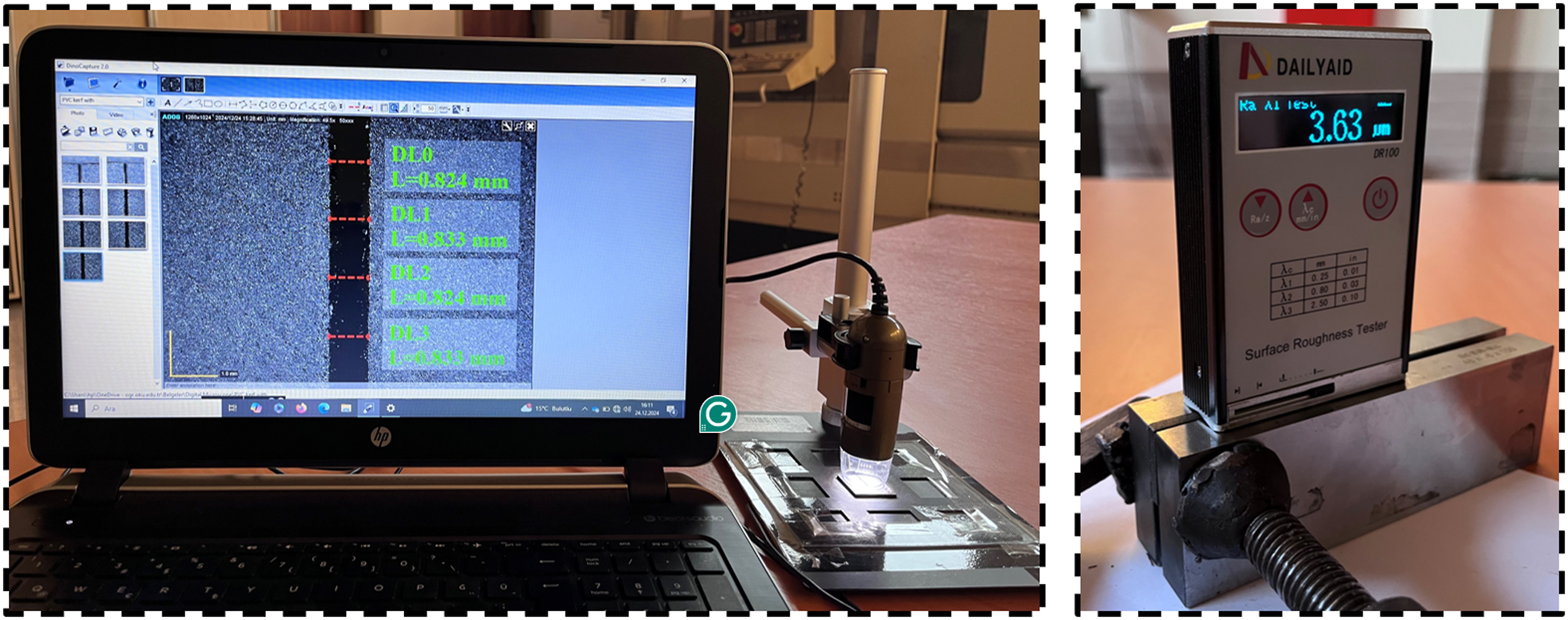
Artificial intelligence techniques
In this study, the ANFIS was selected due to its hybrid structure that combines the learning capability of neural networks with the interpretability of fuzzy logic. This allows ANFIS to effectively handle nonlinear and multi-input systems, which are commonly encountered in manufacturing processes such as CO2 laser cutting. Unlike conventional models, ANFIS can generate fuzzy rules from experimental data and updating them adaptively during training, which improves generalization performance. The application of PSO and ACO as optimization strategies for training ANFIS stems from their proven success in global optimization of complex, nonlinear problems. PSO, inspired by the social behavior of birds, is known for its fast convergence and ability to avoid local minimum in multidimensional spaces. ACO, based on the foraging behavior of ants, provides a population-based search mechanism that is particularly effective in discrete and combinatorial problems. These two metaheuristics were chosen due to their different search behaviors and the potential for performance comparison in training ANFIS. While many metaheuristic algorithms exist (e.g., GA, DE, BA), PSO and ACO are well-established and widely used in soft computing applications, offering a balance between exploration and exploitation. 25
The selection of ANFIS, PSO, ACO, and MLRM was guided by the objective of comparing traditional statistical methods, intelligent inference models, and nature-inspired optimization algorithms under the same laser cutting context. ANFIS, as a supervised learning model, was chosen due to its ability to combine the transparency of fuzzy rule-based systems with the adaptive learning capabilities of neural networks, which is particularly beneficial for nonlinear and multi-input systems. PSO and ACO were employed to optimize the ANFIS model parameters, as they have proven successful in avoiding local minimum and improving convergence in similar prediction tasks. MLRM was included to provide a baseline statistical comparison, allowing the advantages of AI-based techniques to be clearly highlighted. The training and testing of the models were conducted using the same dataset derived from experimental measurements. The total dataset consisted of 38 unique combinations of cutting parameters and corresponding Ra and KW values. For each model (ANFIS and MLRM), 70% of the data was used for training and 30% for testing. The data split was randomly performed and stratified to maintain distribution consistency across input variables.
Adaptive neuro-based fuzzy inference system (ANFIS)
The Adaptive Neuro-Fuzzy Inference System (ANFIS) is a hybrid model that combines artificial neural networks (ANN) with fuzzy logic systems. Developed by Jang in 1993, ANFIS integrates the learning capability of neural networks with the flexibility of fuzzy logic to effectively model complex and nonlinear relationships. The process works through improving optimized fuzzy rules with respect to datasets and expert knowledge, therefore increasing model accuracy. Generally, the optimization process is carried out by algorithms like the back propagation algorithm and least squares method.26,27 The fundamental operation of ANFIS consists of two main components: the premise and the consequence parts. 28 The premise part fuzzifies the input data using membership functions, while the consequence part computes the model output using fuzzy rules. ANFIS primarily employs the Sugeno-type fuzzy inference system, generating outputs for each rule using Gaussian membership functions. This structure ensures high accuracy, particularly in dynamic system modeling and time series forecasting. 29 The major advantages of ANFIS include its flexibility in solving multivariable problems and its ability to provide faster and more precise predictions compared to traditional methods. 30 Judging by its configurational adaptability, ANFIS finds considerable applications across engineering, control systems, optimization, finance, biomedical science, and other industrial applications. User-friendly software like MATLAB and Python can readily implement the model to change with the conditions of the given system while also providing high-acoustic predictive results.31,32
Particle swarm optimization algorithm (PSO)
Particle Swarm Optimization (PSO) is a population-based metaheuristic optimization algorithm that takes its inspiration from the collective behavior of birds in the flock and of fishes in the school. 33 Formulated by Kennedy and Eberhart, PSO has become popular in recent decades for solving optimization problems for its simplicity and efficiency in searching large search spaces. The algorithm is based upon the cooperating example phenomena of nature, that is, particles (candidate solutions) move through the solution space, modifying their position based on some individual best experiences and those of others in the swarm. 34 PSO does not require gradient information and thus is fit for nonlinear, multi-modal, and high-dimensional optimization problems. 35 It has performed robustly in diverse applications such as engineering, machine learning, robotics, control systems, and artificial intelligence. Implementation-friendly, fast convergence, and versatility to different problem schemes are advantages of this algorithm. 36 Due to successful applications, combinations of PSO with other techniques such as ANFIS (Adaptive Neuro-Fuzzy Inference Systems) have found use in enhancing the predictive accuracy and optimization capability. 37 Research is in progress to further obtain better performance and applicability of PSO in dynamic and uncertain environments. 36
Ant colony optimization (ACO)
Ant Colony Optimization (ACO) is an optimization metaheuristic inspired by the foraging behavior of ants that was proposed by Dorigo in the early 1990s for solving complex combinatorial optimization problems. 38 It simulates the search of ants in finding the shortest path between their anthill and food sources. It works on the idea of pheromone trails where the artificial ants iteratively explore solution paths and reinforce the best ones by depositing virtual pheromones, guiding the search thereafter toward optimizing solutions. 39 Pathfinding, scheduling, and network optimization are its areas of expertise. 40 Its capability of balancing exploration and exploitation has further allowed it to demonstrate good performance in dynamic and high-dimensional problem spaces. ACO adapted itself in many ways to find applications in several fields, including engineering, logistics, telecommunications, and artificial intelligence. 41 In some applications, it has been coupled with other techniques, for instance, ANFIS, to increase its prediction and optimization ability in very complex applications. There are ongoing studies to refine and improve convergence speed, pheromone updating strategies, and hybridization with other optimization methods for ACO to be able to tackle the more challenging class of real-world problems.36,42
Multi-linear regression model (MLRM)
A Multi-Linear Regression Model (MLRM) is a statistical technique for investigating the relationship between a dependent variable and multiple independent variables. 43 It is an extension of simple linear regression with multiple predictors, thereby offering a fairly comprehensive understanding of complex relations existing in a dataset. The assumption is that the relationship between independent and dependent variables is linear and each predictor contributes additively to prediction. MLRM is so widely used in engineering, economics, the social sciences, and several data-driven applications because it is simple and interpretable. 44 The contributions of different factors affecting an outcome are highlighted while allowing a measurement of their respective weights in the prediction. However, precision is frequently compromised by multicollinearity, heteroscedasticity, and the presumption of linearity. The latter assumption may not hold true in real scenarios. Nevertheless, MLRM has maintained its importance with respect to predictive analysis and benchmarking against some complex models of machine learning. With the spur in statistical computing and hybrid modeling, MLRM has been integrated with optimization algorithms such as Particle Swarm Optimization (PSO) and Ant Colony Optimization (ACO). These algorithms enhance the prediction accuracy and parameter selection. 45
Results and discussion
Evaluation of experimental results
Laser cutting experimental conditions and results of responses.
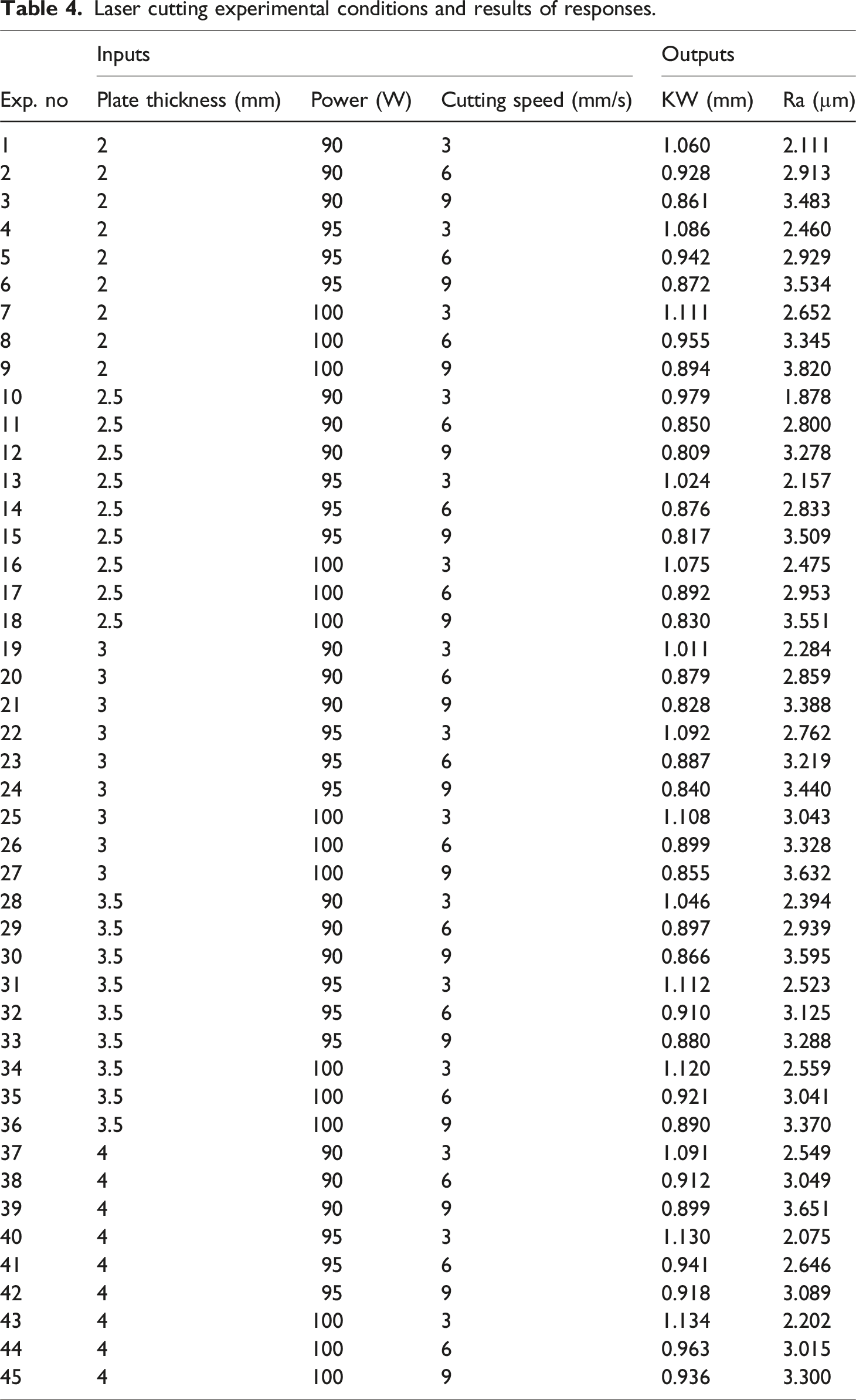
When the KW measurement results were analyzed, the lowest KW value of 0.809 mm was obtained at a plate thickness of 2.5 mm, 90 W power, and a cutting speed of 9 mm/s, while the highest KW value of 1.134 mm was observed at a plate thickness of 4 mm, 100 W power, and a cutting speed of 3 mm/s. The average KW values for plate thicknesses of 2, 2.5, 3, 3.5, and 4 mm were calculated as 0.968 mm, 0.906 mm, 0.933 mm, 0.960 mm, and 0.992 mm, respectively. Thus, the lowest average KW value was obtained at a plate thickness of 2.5 mm, while the highest was observed at 4 mm. Examining the average KW values, it was observed that increasing the plate thickness from 2 mm to 2.5 mm resulted in a decrease in KW, followed by a gradual increase as the thickness rose from 2.5 mm to 4 mm. The increase from 2 mm to 2.5 mm led to a 6.40% reduction in the average KW value, whereas the increase from 2.5 mm to 4 mm resulted in a 9.49% increase. The average KW values were calculated based on the power level and found to be 0.928 mm (90 W), 0.955 mm (95 W), and 0.972 mm (100 W), indicating that the lowest average KW occurred at 90 W and the maximum occurs at 100 W. The average KW increased by 4.74% in the power range from 90 W to 100 W. For cutting speed, the average KW values obtained are 1.079 mm at 3 mm/s, 0.910 mm at 6 mm/s, and 0.866 mm at 9 mm/s. The lowest average KW was at a cutting speed of 9 mm/s and the highest at 3 mm/s. Increasing the cutting speed from 3 mm/s to 9 mm/s caused a 19.74% reduction in the average KW value. The average KW value was greatly affected by the cutting parameters of the laser according to the results from the experiment. Rank importance of the cutting parameters on KW value was established based on the greatest to least average KW value difference. The higher the difference, the larger the influence of the parameter. Therefore, the average KW differences for the parameters were calculated as 0.086 mm for plate thickness, 0.044 mm for power, and 0.213 mm for cutting speed. These results have proven that the cutting speed has the largest effect on KW, followed by plate thickness and power. Thus, investigation was carried out to evaluate the influence of laser cutting parameters on KW experimentally for 3D-printed PLA-CF composites and to understand the best cutting conditions for minimum KW values.
When the Ra values measured after laser cutting were analyzed, the lowest Ra value of 1.878 µm was observed at a plate thickness of 2.5 mm, 90 W power, and a cutting speed of 3 mm/s, while the highest Ra value of 3.820 µm was recorded at a plate thickness of 2 mm, 100 W power, and a cutting speed of 9 mm/s. With increasing plate thickness (2, 2.5, 3, 3.5, and 4 mm), the average Ra values were calculated as 3.027 µm, 2.826 µm, 3.106 µm, 2.982 µm, and 2.842 µm, respectively. Thus, the lowest average Ra value was obtained at a plate thickness of 2.5 mm, while the highest was observed at 3 mm. The Ra values varied depending on the plate thickness. Examining the average Ra values, a decrease was observed when the plate thickness increased from 2 mm to 2.5 mm, followed by an increase at 3 mm, and a gradual decrease from 3 mm to 4 mm. Increasing the plate thickness from 2 mm to 2.5 mm resulted in a 6.64% reduction in the average Ra value, while increasing from 2.5 mm to 3 mm led to a 9.91% increase. A further increase from 3 mm to 4 mm resulted in an 8.50% decrease. There is no direct correlation between plate thickness and surface roughness, indicating a complex relationship. Based on power levels (90, 95, and 100 W), the average Ra values were calculated as 2.878 µm, 2.906 µm, and 3.086 µm, respectively. The lowest average surface roughness was observed at 90 W, while the highest was at 100 W. Increasing the power from 90 W to 100 W resulted in a 7.23% increase in the average Ra value, indicating a direct relationship between power and Ra. For cutting speeds (3, 6, and 9 mm/s), the average Ra values were determined as 2.408 µm, 3.000 µm, and 3.462 µm, respectively. The lowest average Ra was observed at a cutting speed of 3 mm/s, while the highest was at 9 mm/s. Increasing the cutting speed from 3 mm/s to 9 mm/s resulted in a 43.77% increase in the average Ra value, indicating a direct correlation between cutting speed and Ra. According to the experimental results, the difference between the highest and lowest average Ra values for the cutting parameters was 1.054 µm for cutting speed, 0.280 µm for plate thickness, and 0.208 µm for power. Based on these findings, the importance ranking of the cutting parameters on Ra was determined as cutting speed, plate thickness, and power, respectively. Thus, the effects of cutting parameters on Ra in the laser cutting of 3D-printed PLA-CF composites were experimentally analyzed in detail, and the optimal experimental combination for achieving the lowest Ra value was identified.
The 3D graphs of KW measured at different power levels (90, 95, and 100 W) as a function of cutting speed and plate thickness are shown in Figure 4(a)–(c). Upon examining Figure 4(a)–(c), it was observed that KW values decreased with an increase in cutting speed. In the literature, this trend is explained by the fact that as cutting speed increases, the laser beam has less interaction time with the material, leading to reduced melting and vaporization, and consequently, narrower kerf widths are achieved.46,47 This trend shows that as cutting speed is increased, less and less effect of laser energy is seen on the material and melting area, which leads to the reduction in KW values. When the effect of plate thickness on KW was tested, it was seen that the values decline from 2 mm to 2.5 mm and begin to increase gradually after 2.5 mm toward 4 mm. This lower value of KW observed at a plate thickness of 2.5 mm should be attributed to the fact that the laser beam would spread more on the surface of the material. As the thickness increases, however, laser penetration into the material becomes more limited, leading to wider kerf widths.48,49 KW values measured at different powers according to cutting speed and plate thickness (a) 90 W, (b) 95 W and (c) 100 W.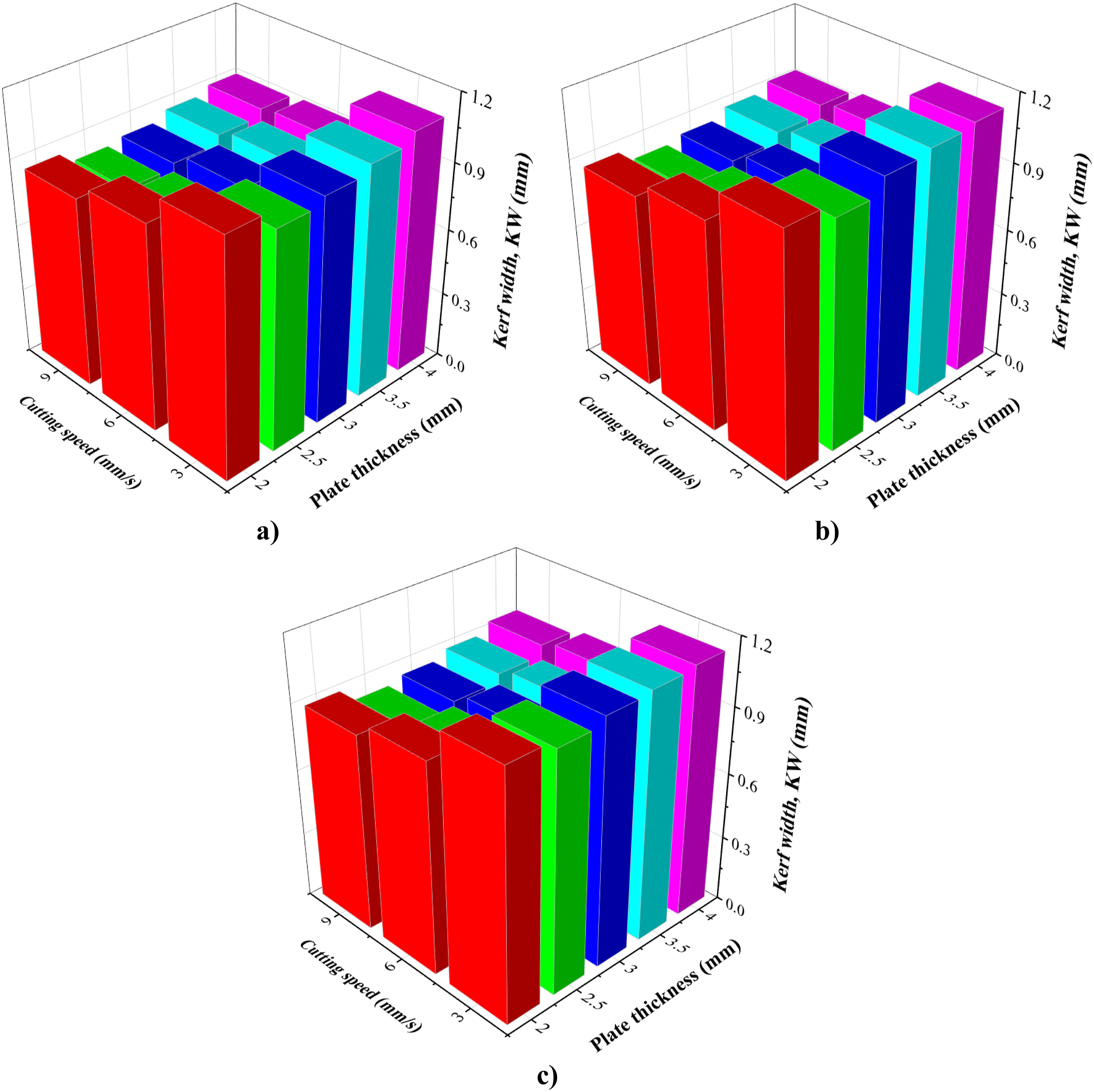
The effect of power levels examined KW values tend to increase as higher power levels are used. The reason is that the higher thermal energy concentration will tend to accumulate more into the material, leading to more melting and vaporization, thus resulting in wider kerf widths.15,49 It implies that excessive power can reduce cutting quality, especially for thinner plates. The lowest KW value was obtained at 90 W, with a plate thickness of 2.5 mm combined with a cutting speed of 9 mm/s. The findings put much emphasis on the careful selection of laser cutting parameters so that kerf width becomes narrower and cutting precision is enhanced. The information presented in Figure 4(a)–(c) showcases the interrelationships of laser power, cutting speed, and plate thickness on KW. These analyses offer guidelines for optimizing surface quality and efficient energy application in laser cutting.
Figure 5 presents KW images of PLA-CF composite materials captured at a consistent power of 90 W, with varying speeds (3 and 9 mm/s) and plate thicknesses (2, 2.5, 3, 3.5, and 4 mm). The images show that the cutting speed and plate thickness greatly influenced KW. When the cutting speeds were higher, it was observed that there was a significant reduction in KW value. There were wider kerf widths at 3 mm/s, while the KW values were very narrower at 9 mm/s. The reason for this, as described in literature, would be due to the longer interaction time of the laser beam with the material at low cutting speeds, which enhances material melting.50,51 In contrast, at higher cutting speeds, the laser’s interaction with the material occurs over a shorter duration, reducing the amount of melted material and yielding narrower kerf widths. An overall increasing trend in KW values was observed with increasing plate thickness. KW values decreased from 2 mm to 2.5 mm but then gradually increased from 2.5 mm to 4 mm. The lower KW values at a plate thickness of 2.5 mm can be associated with the optimal thickness effect, where the laser beam spreads more evenly across the material. However, as the thickness increases to 3 mm and above, it becomes more challenging for the laser to penetrate the material, resulting in wider kerf widths. This behavior can be attributed to the laser beam’s distribution over a larger area as thickness increases.
52
KW images of PLA-CF composites laser cut at different cutting speeds and thickness at 90 W constant power.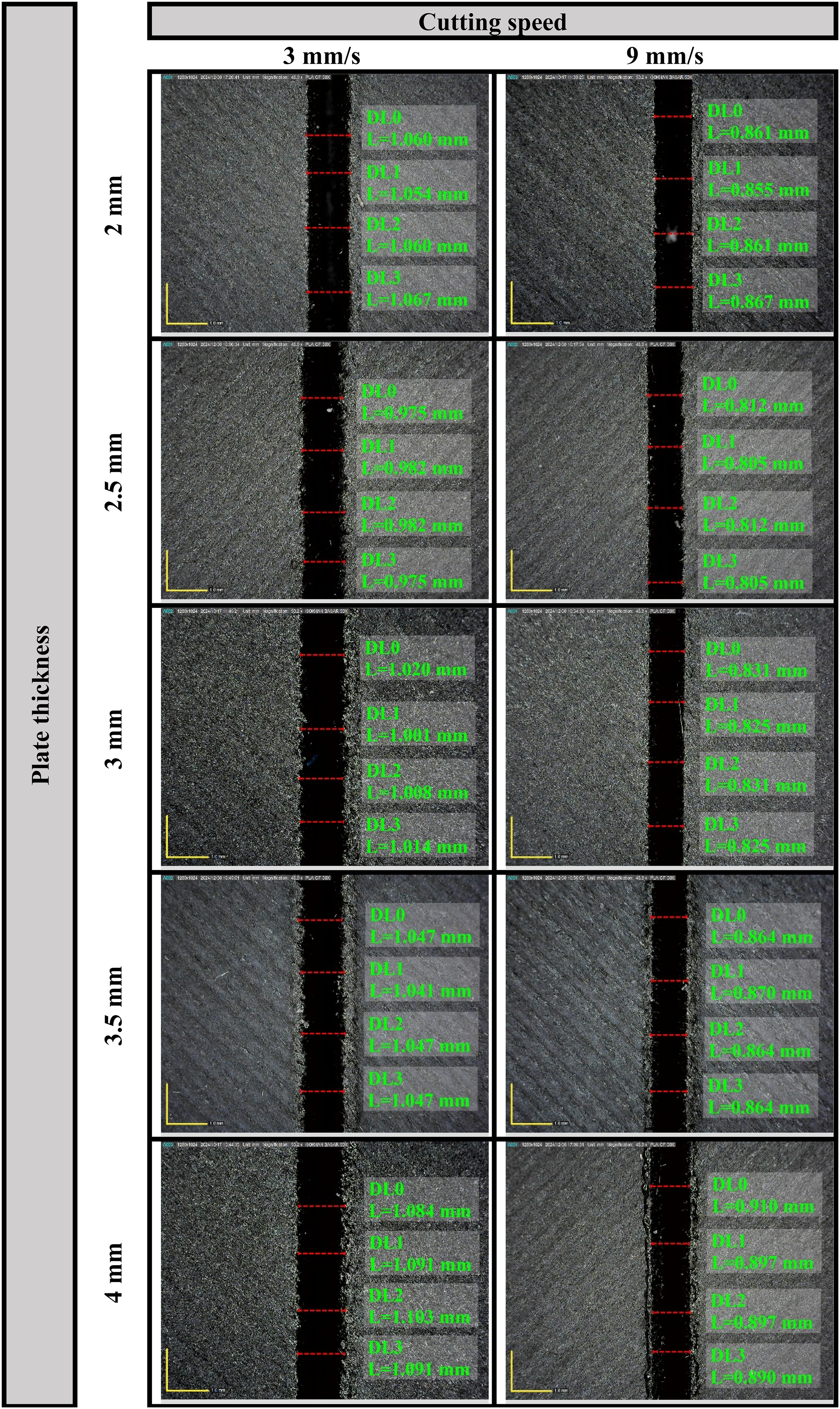
At a constant power of 90 W, indeed, the KW values vary due to cutting speed and thickness of the plate. At lower cutting speeds and greater plate thicknesses, KW values tend to be higher; however, as the cutting speed increases, KW values decline. The observations represented in Figure 5 suggest that selection of parameters for laser cutting operations should be done with caution. The narrowest KW values appear at a plate thickness of 2.5 mm with a cutting speed of 9 mm/s, meaning these parameters ensure the best cutting quality. In this regard, these results are highly beneficial as a guide for balancing energy efficiency and surface quality in laser cutting. They also highlight the importance of laser cutting parameters in influencing kerf width and show that those outputs may be further optimized.
Figure 6 shows from (a) to (c) the three-dimensional representations of the Ra values obtained from the measure during the laser cutting on the PLA-CF composites with respect to the different thickness of plates, power level, and cutting speed. From these graphs, it is noted that roughness increases on the surface at increased cutting speed as reported by Kechagias et al.
46
They attribute this finding to decreased energy available per unit area as cutting speed increases, which is what causes irregular melting and vaporization during the cutting process.46,47 Other studies confirm this same trend, particularly in research conducted on polymeric materials. They suggest that high speeds do not allow sufficient time for molten material to be removed from the surface, resulting in surface irregularities.46,49 Ra values measured at different powers according to cutting speed and plate thickness (a) 90 W, (b) 95 W and (c) 100 W.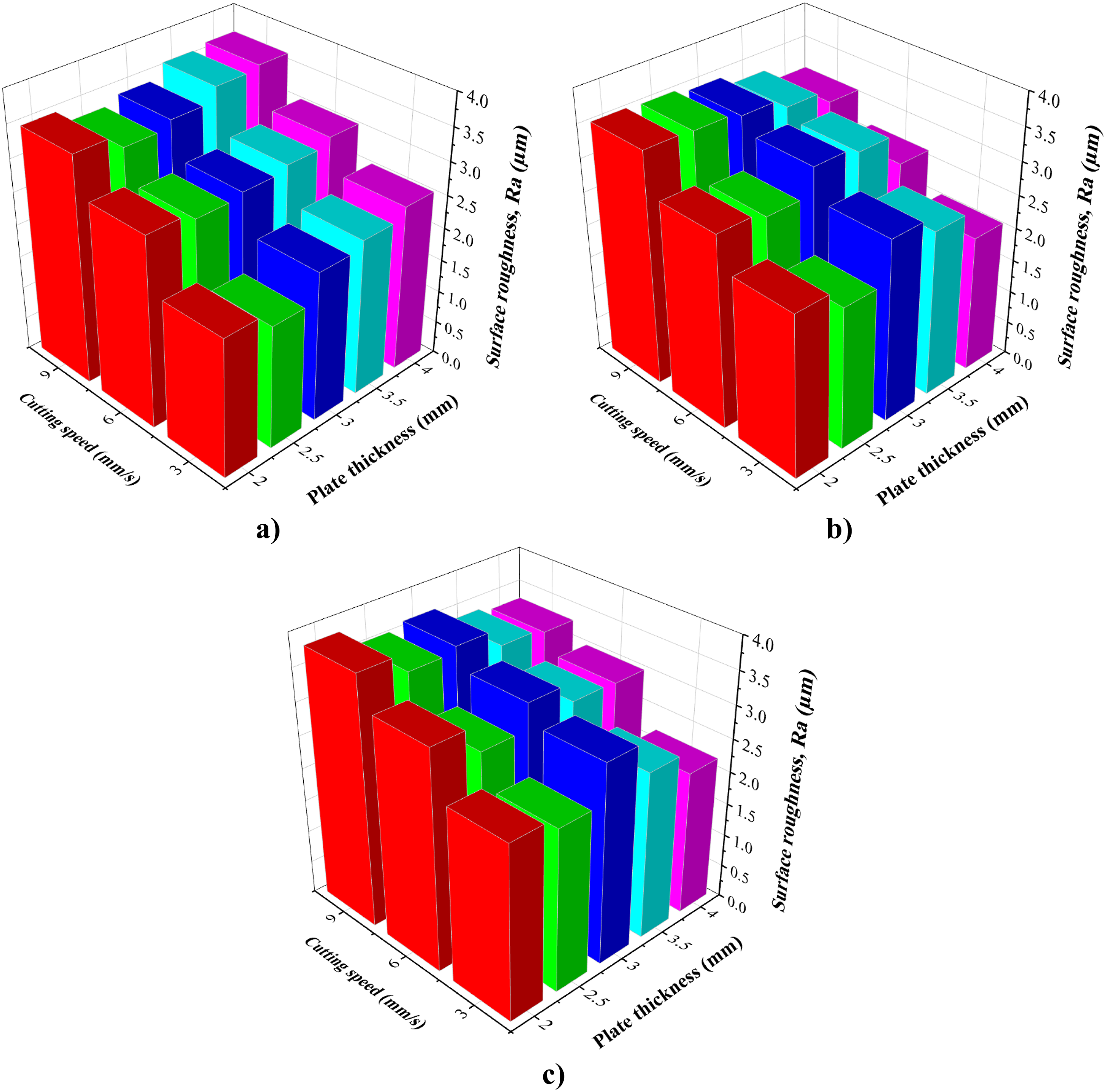
There is no clear correlation between plate thickness and Ra values; instead, their behavior varies based on the combination of plate thickness and cutting speed. In Figure 6(a), Ra values decrease when the plate thickness increases from 2 mm to 2.5 mm at all cutting speeds but show a consistent increase from 2.5 mm to 4 mm. This trend aligns with findings by Moradi et al., who stated that changes in thermal conductivity and heat dissipation during laser cutting impact inconsistencies in the melting zone.15,49 In Figure 6(b), at cutting speeds of 3 mm/s and 6 mm/s, Ra values decrease as the plate thickness increases from 2 mm to 2.5 mm, then increase up to 3 mm, followed by a steady decrease from 3 mm to 4 mm. At a cutting speed of 9 mm/s, Ra values consistently decrease as plate thickness increases from 2 mm to 4 mm. In Figure 6(c), the relationship between plate thickness and Ra shows a decrease from 2 mm to 2.5 mm, with Ra reaching its highest level at 3 mm. From 3 mm to 4 mm, Ra values decrease linearly. This trend can be explained by changes in thermal diffusion influenced by material thickness and cutting dynamics.15,47 Overall, as shown in Figure 6(a)–(c), an increase in laser power raises Ra values across all plate thicknesses and cutting speeds. This increase is attributed to excessive thermal input disrupting the cutting process and creating more surface defects. Similar findings were reported in studies by Kechagias et al. 12 and Tsiolikas et al., 49 emphasizing the importance of balancing power and cutting speed to ensure optimal surface quality during laser cutting of FDM-produced parts. Localized rapid heating and cooling occurring during CO2 laser cutting of PLA-CF composites may result in notable microstructural changes in the polymer. The concentrated thermal energy works to disrupt the semicrystalline structure of PLA, resulting in partial melting and amorphous region formation, particularly at the vicinity of the cutting edges. 53 After cooling rapidly from the cutting operation, the material may not reacquire its crystallization uniformly, resulting in a heterogeneously structured final product affecting surface finish and dimensional accuracy. 54 The presence of carbon fibers alters diffusion of heat and sometimes causes interfacial debonding or stress accumulation at the fiber-matrix interface. 55 These influences, combined with others, might cause variations in kerf width and surface roughness, especially at higher power levels, where thermal degradation or localized overheating might take place. These findings highlight the critical role of controlling laser parameters during post-processing of additive manufacturing parts to achieve precision and improved surface quality.
Macro images representing the cut surfaces of PLA-CF composite materials cut at a constant cutting speed of 3 mm/s, varying plate thickness (2, 2.5, 3, 3.5, 4 mm), and two power levels (90 and 100 W), are shown in Figure 7. The findings from the images demonstrate that power levels and plate thicknesses have a significant impact on surface quality. For a plate thickness of 2 mm, the surface cut at 90 W displayed a smoother and more homogeneous structure, whereas the surface cut at 100 W exhibited noticeable ripples and irregularities. Higher energy levels are also affecting melting of the material and adhesion onto the surface leading to increased surface roughness. The measured Ra values conform with these observations, being increased from 2.111 µm at 90 W to 2.652 µm at 100 W. The lowest Ra value of 1.878 µm was realized at 90 W, where interestingly, a very uniform result was encountered in a plate of 2.5 mm thickness. Less heat input permitted this material to flow uniformly and thus the surface irregularities were further mitigated.
56
However, at 100 W, the surface exhibited more irregularities, and Ra increased to 2.475 µm, demonstrating the adverse effect of higher power levels on surface quality. For a plate thickness of 3 mm, a loss of smoothness was observed at 90 W, with an Ra value of 2.284 µm. At 100 W, significant irregularities and material adhesion were observed, increasing Ra to 3.043 µm. These findings indicate that higher power levels negatively affect the thermal stability of the material, reducing surface quality. As the plate thickness increased to 3.5 mm and 4 mm, surfaces cut at 90 W exhibited a more homogeneous structure, whereas surfaces cut at 100 W showed increased irregularities. For the 4 mm plate thickness, Ra was measured at 2.202 µm at 100 W, but some surface roughness was still present. This suggests that at higher power levels, working with thicker plates allows the heat input to be distributed more uniformly throughout the material. In summary, better surface quality achieved at lower power levels (90 W) was sustained with an increase in thickness. On the other hand, at higher power levels (100 W), thermal damage effects like surface rippling and material adhesion were exponentially aggravated especially in thinner plates. These findings highlight the crucial importance of maintaining control over power levels and plate thickness parameters to achieve high surface quality in laser cutting processes. Laser cut surface images at different powers and thicknesses at 3 mm/s constant cutting speed.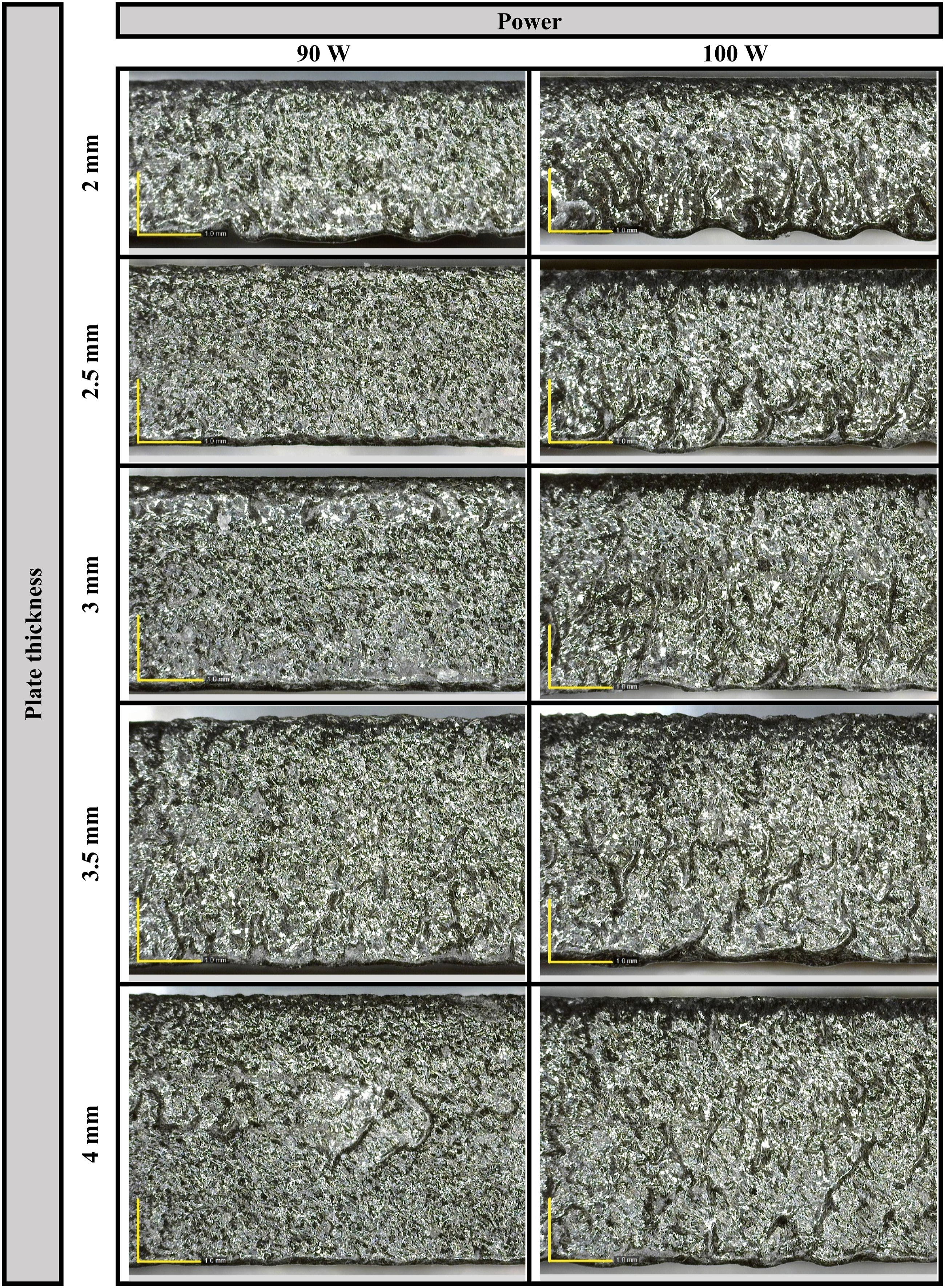
ANOVA results for Ra and KW
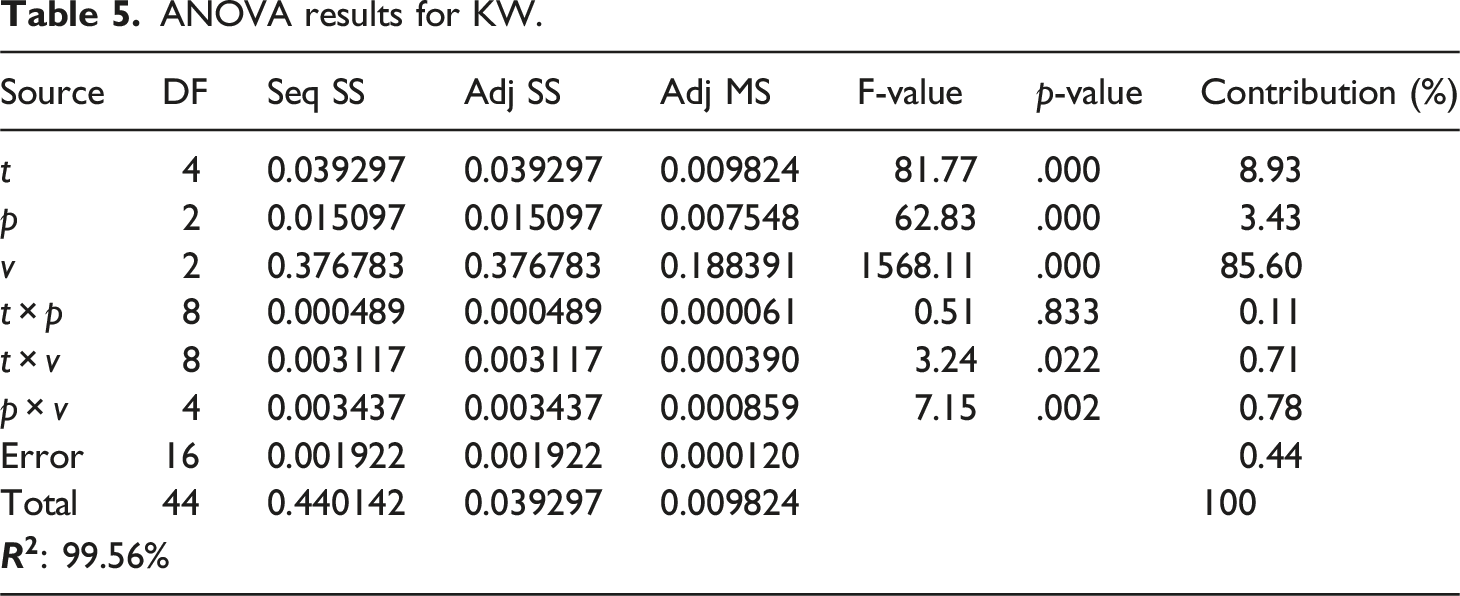
ANOVA results for KW.
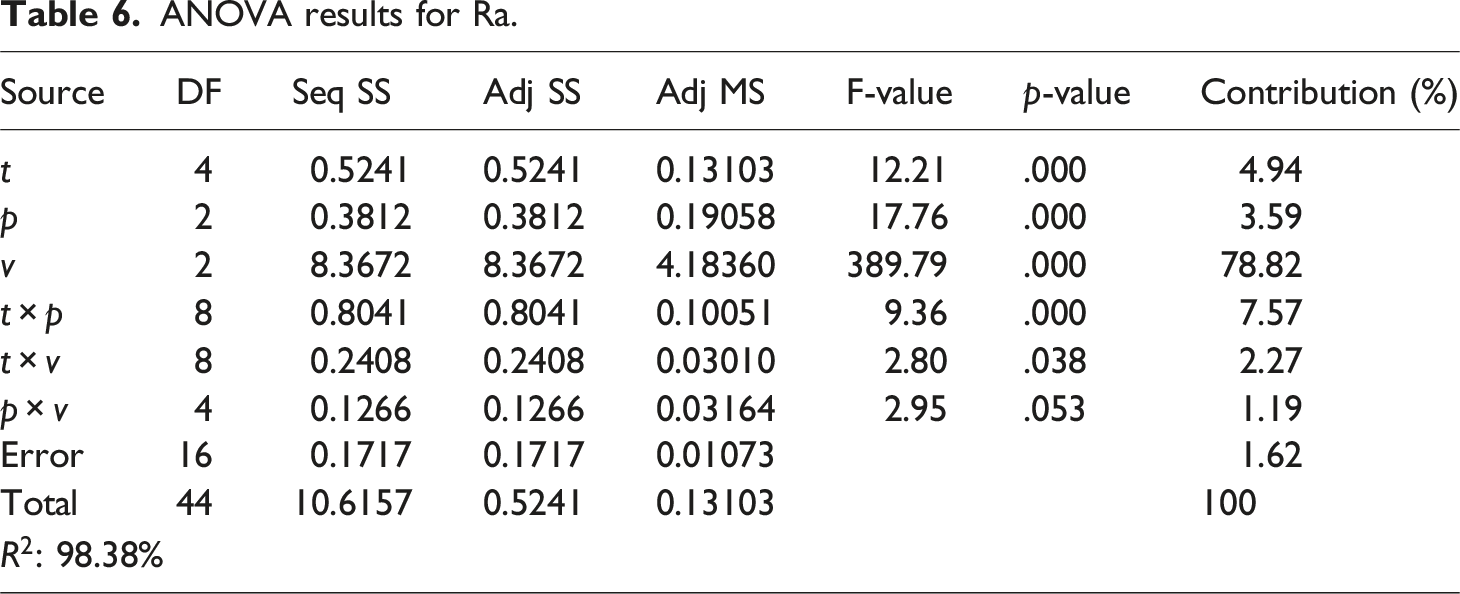
ANOVA results for Ra.
KW and Ra prediction using hybrid AI techniques
Hybrid artificial intelligence techniques improve the accuracy of predictions and fast determination of best cutting parameters.
57
It accords a guideline for both academic and industry applications, where the optimization of energy efficiency and output quality is important during laser cutting processes. The equations derived from multi-linear regression studies for the prediction of Ra and KW are presented in equations (1) and (2).

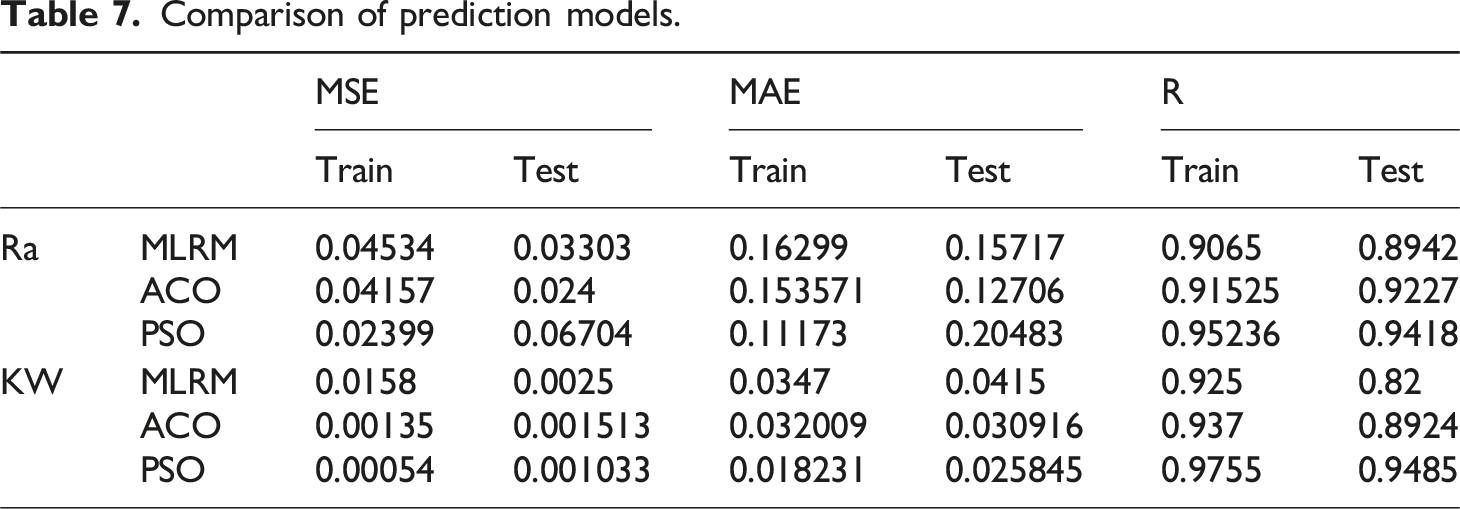
Comparison of prediction models.
Ra prediction results
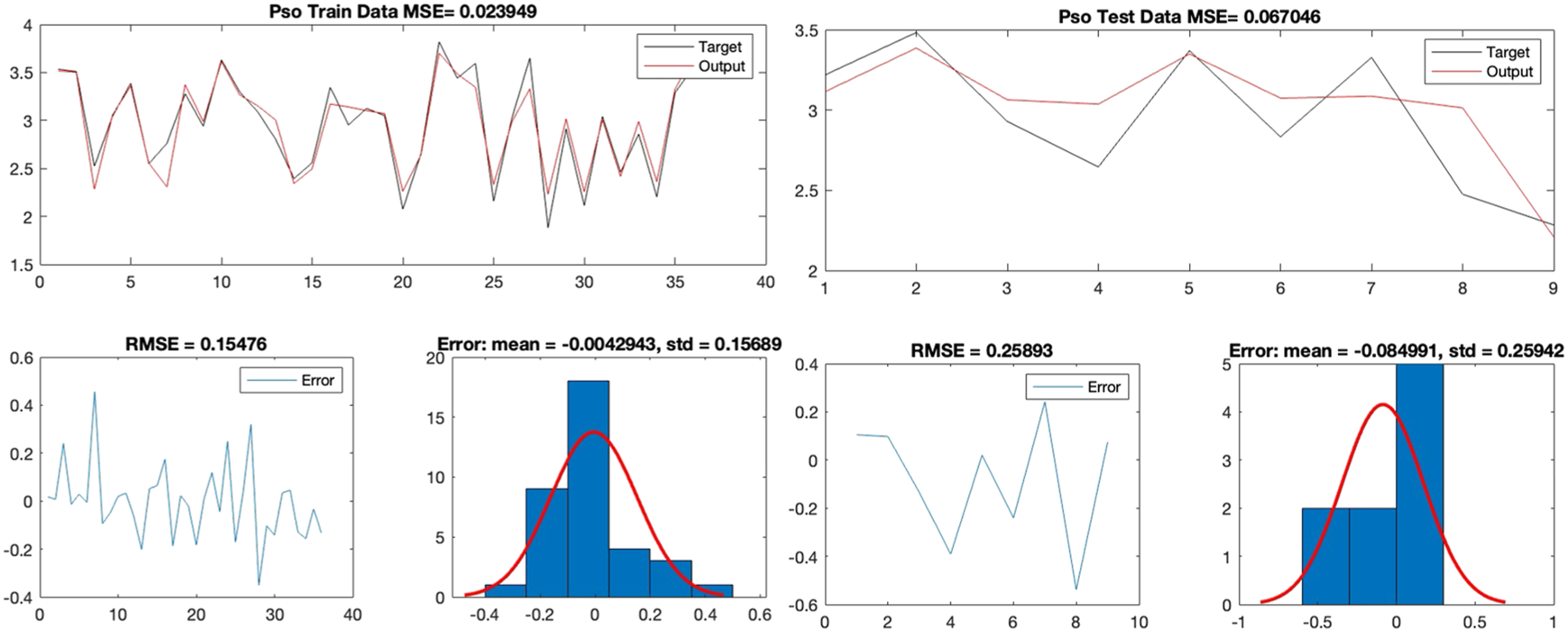
The PSO-based ANFIS model has been identified as the best performing, with the least error numbers putting them in MSE values of 0.02399 (train) and 0.06704 (test). Also, it best predicted the unknowns, giving R values of 0.95236 (train) and 0.9418 (test). The MLRM and ACO-based ANFIS models yielded respectably close results, with test MSE values of 0.03303 and 0.024, respectively. However, neither performed quite as well as the PSO-based one. Collectively, the best predictive performance associated with the training and testing datasets was demonstrated by the PSO-based model. The prediction results for Ra estimation from the ACO-based ANFIS and the PSO-based ANFIS are given in Figures 8 and 9, respectively. Training and test results of ACO algorithm for Ra. Training and test results of PSO algorithm for Ra.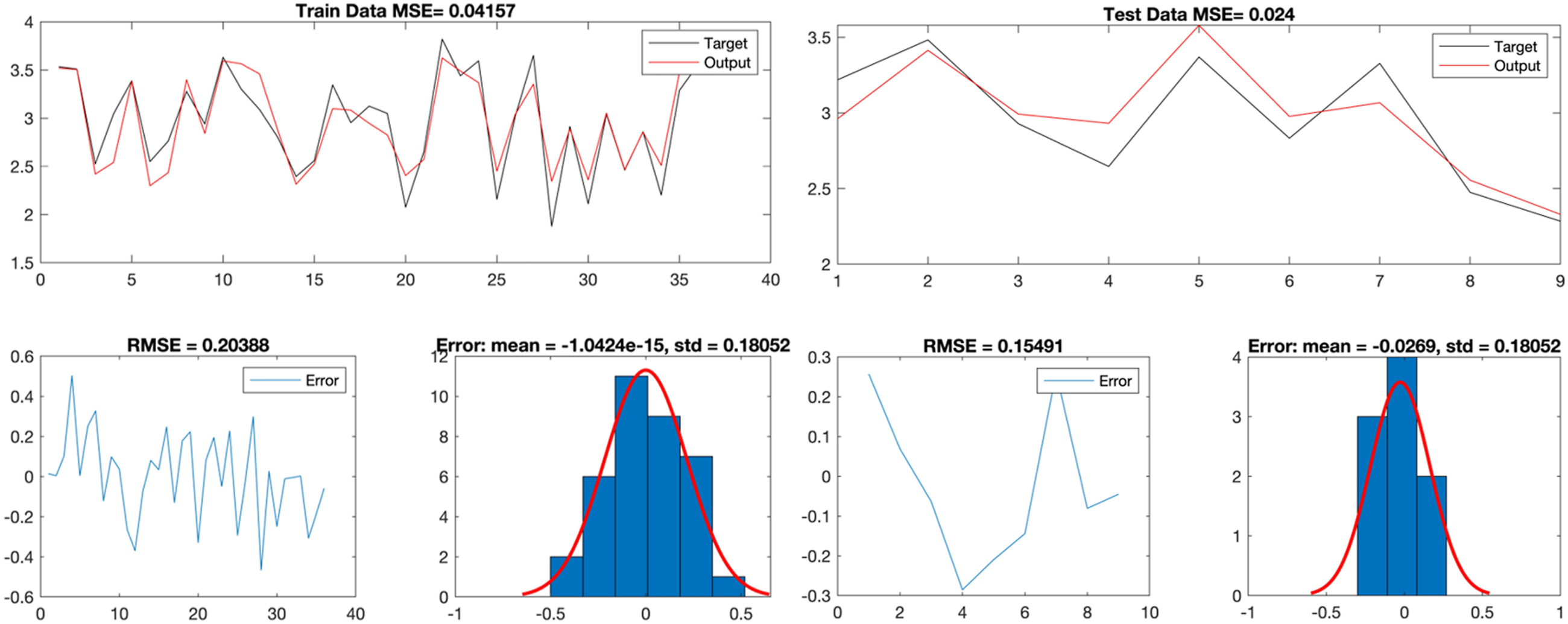
KW prediction results
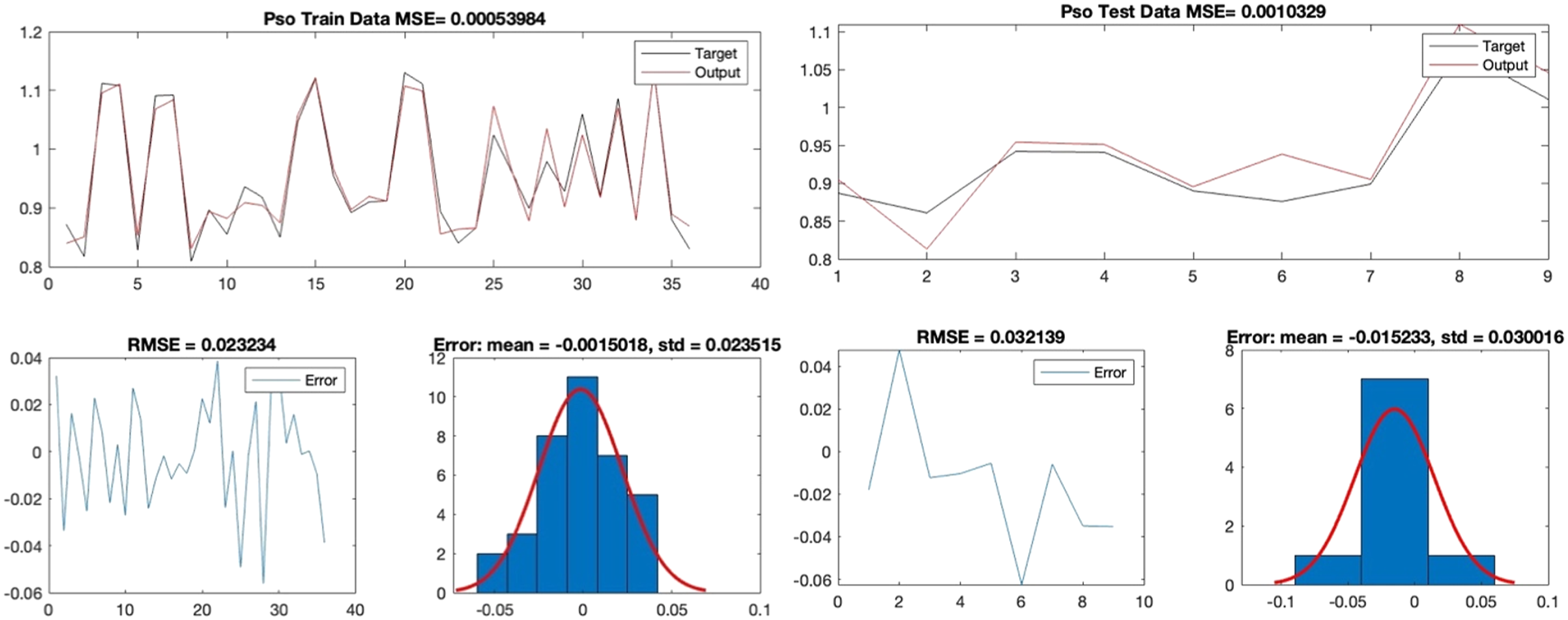
The PSO-based ANFIS model exhibited the lowest error rates, with MSE values of 0.00054 (train) and 0.001033 (test). Additionally, the PSO model achieved the highest correlation coefficient, with R values of 0.9755 (train) and 0.9485 (test), demonstrating the best predictive performance. The MLRM and ACO-based ANFIS models produced highly similar results, with test MSE values of 0.0025 and 0.001513, respectively. However, the PSO model provided significantly superior results for KW prediction. The prediction results of the ACO-based ANFIS and PSO-based ANFIS models for KW estimation are presented in Figures 10 and 11, respectively. Training and test results of ACO algorithm for KW. Training and test results of PSO algorithm for KW.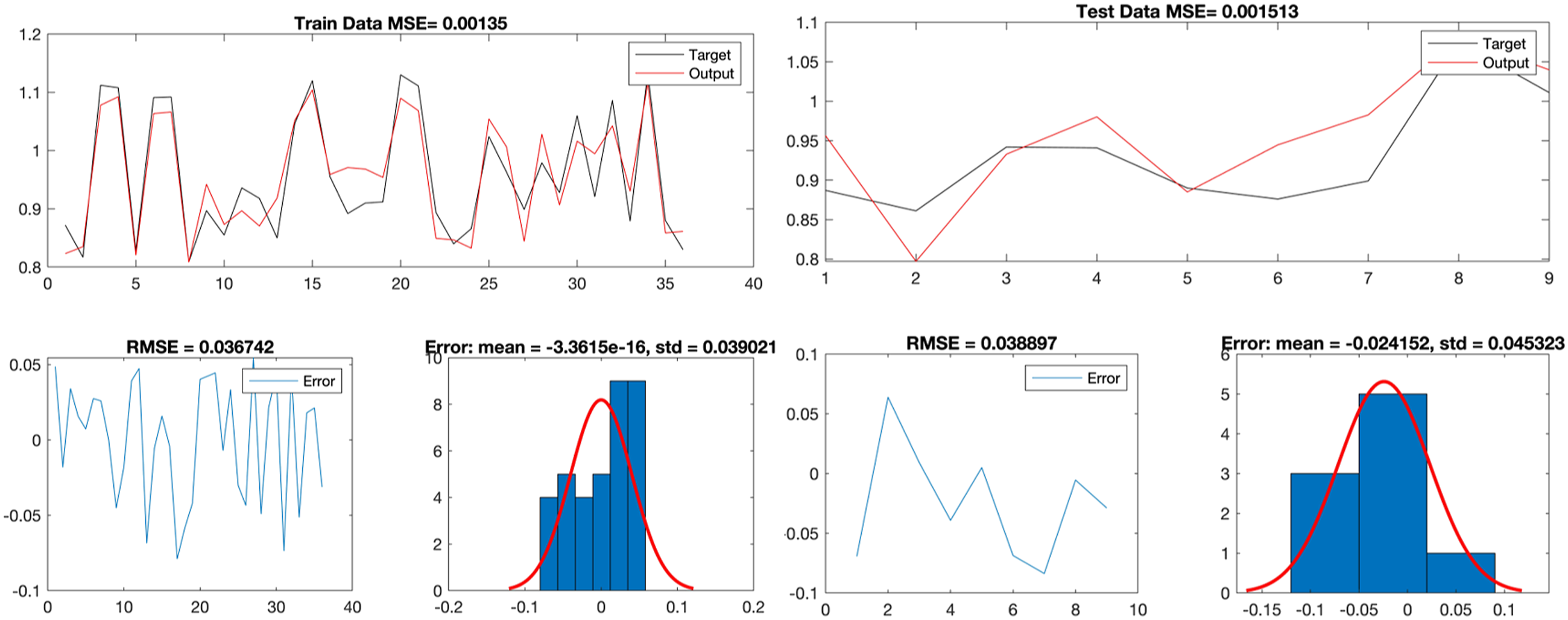
These results demonstrate that the PSO-based ANFIS model provides the best prediction performance for both output variables (Ra and KW). Although the ACO-based ANFIS and MLRM models also exhibit reasonable prediction accuracy, the lower error rates and higher R values achieved by the PSO model highlight its superiority as the most suitable predictive technique for the laser cutting process.
To validate and contextualize the effectiveness of the proposed AI models, several recent studies in CO2 laser cutting applications were reviewed. Alhawsawi et al. employed hybrid models such as ANN-PSO and ANN-HWO for kerf deviation prediction in polymeric materials, achieving RMSE values as low as 0.085 µm. 58 Similarly, Madić et al. 59 and Vagheesan and Govindarajalu 60 demonstrated the success of ANN-based models integrated with various metaheuristics (e.g., GA, SA, PSO) in predicting cut quality parameters. However, most of these studies focus on conventional materials or 2D geometries and do not incorporate ANFIS or address complex composite structures. Our work presents a novel application by integrating PSO- and ACO-optimized ANFIS models for the first time in predicting surface roughness and kerf width in CO2 laser cutting of 3D-printed PLA-CF composites, which are both highly anisotropic and thermally sensitive. The achieved R values (0.9418 for Ra and 0.9485 for KW) demonstrate the superior predictive performance of the proposed models, surpassing the ranges commonly reported in similar applications.
Conclusions
This study systematically investigated the effect of CO2 laser cutting parameters on the surface roughness (Ra) and kerf width (KW) of 3D printed PLA-CF composites and focused on the development of hybrid artificial intelligence (AI) models to predict these cutting characteristics. PLA-CF is a carbon fiber reinforced composite that has attracted great attention due to its superior mechanical properties and thermal stability compared to pure PLA. The findings of the study provide important insights into optimizing laser cutting conditions in terms of surface quality and dimensional accuracy with the help of AI-based predictive models. The main results obtained in this study are summarized below: • KW values ranged from 0.809 mm to 1.134 mm, where cutting speed had the maximum influence on KW, more cutting speed developed a narrow cut. The minimum KW of 0.809 mm was achieved with plate thickness of 2.5 mm, a power of 90 W, and a speed of 9 mm/s. On increasing the cutting speed, it reduces the interaction time of the laser with the material, thereby narrowing the cut, leading to reduced KW values. However, the increase in power levels resulted in increased KW values, which can be explained by increased melting and evaporation brought about by the increased thermal buildup. The effect of plate thickness on KW was not linear. At first, it decreased non-linearly from 2 to 2.5 mm, however, after 2.5, it started increasing and continued with plate thickness of up to 4 mm. This is explained with the material thermal properties and laser penetration efficiency. • Ra values varied between 1.878 µm and 3.820 µm. This fluctuation depended on the chosen laser cutting parameters and exhibited a strong correlation, particularly with cutting speed and power. The lowest Ra (1.878 µm) was obtained at 2 mm plate thickness, 90 W power and 3 mm/s speed. Ra increased as the cutting speed increased, resulting in a rougher surface due to uneven melting and material accumulation. • Among the AI-based prediction models, the PSO-based ANFIS model gave the most successful results. For Ra prediction: PSO-ANFIS model showed the best performance with Train MSE = 0.02399 and Train R = 0.95236 values. It also reached the highest accuracy in the testing phase with Test R = 0.9418. For KW prediction: PSO-ANFIS model reached the lowest error rate and the highest correlation coefficient with Train MSE = 0.00054 and Train R = 0.9755 values. It also showed the best performance in the testing phase with Test R = 0.9485. • The hybrid AI methodologies: ANFIS integration with PSO and ACO has been found to yield better accuracy in estimating the Ra and KW as compared to classical regression models. The techniques involving AI also saved time and cost by minimizing the number of experimental trials and the possible optimization of laser cutting parameters.
This article has made notable contributions to the literature of laser-material interaction specifically for 3D printed PLA-CF. It lays a groundwork for process optimization in the manufacture and laser cutting parameter fine-tuning with advanced AI techniques based on the results derived from the study. Industrially, it is a roadmap of optimum laser cutting parameters within which components can be produced to better surface quality and improved dimensional accuracy. Modeling and prediction with AI lend themselves to intelligent and cost-effective real-time process control for manufacturers with reductions in material waste and improvements in product quality. This new method offers an attractive practical application when it comes to cost. Combining cost-effective additive manufacturing and laser cutting systems with hybrid AI models helps minimize experimental trials, thereby reducing material waste and operational time. Through such predictive models as PSO-based ANFIS, manufacturers are able to locate cutting parameters with very high precision for the associated economic and performance advantages. This kind of framework would serve small- and medium-sized manufacturing enterprises interested in intelligent post-processing solutions in additive manufacturing workflows.
This study has careful limitations, such as a fixed nozzle-to-workpiece distance, no analysis of consideration of pulse mode laser, and an incomplete cutting parameters set. All these restrain the generality of findings to larger manufacturing conditions. Future work would encompass other laser parameters, such as beam quality, assist gas type, and pulse duration, towards further enhancing the accuracy and adaptability of hybrid AI models. In practice, therefore, this AI-powered hybrid optimization approach promises a groundbreaking yet practical and scalable solution to laser cutting optimization challenges, especially relating to small- and medium-scale enterprises interested in cost-effective experimental design, product quality improvement, and real-time decision making within post-processing workflows in additive manufacturing.
Footnotes
Author contributions
Gokhan Basar: Resources, data curation, methodology, software, conceptualization, validation, visualization, review & editing, writing, supervision. Oguzhan Der: Resources, data curation, methodology, software, conceptualization, validation, visualization, review & editing, writing, supervision. Mehmet Ali Guvenc: Software, validation, writing, review & editing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Scientific Research Projects Coordination Unit of Bandırma Onyedi Eylül University under Project Number: BAP-24-1003-003.