
Abstract
Investigating the effect of boron nitride on the steam aging properties of bamboo fiber/high-density polyethylene (HDPE) composites based on the exposure hygroscopic aging mode. The results showed that steam aging caused an increase in the total discoloration, water absorption rate, surface oxygen element, and surface roughness; and a decrease in the mechanical properties, wear resistance, and fiber/matrix interface quality of the bamboo fiber/HDPE composites. The maximum increased in water absorption rate, weight loss, and volume loss were 137.5%, 446.8%, and 462.0%, respectively. Simultaneously, the maximum decreased in tensile and flexural strength were 39.7% and 39.6%, respectively. The introduction of boron nitride conversely affected the above properties of the bamboo fiber/HDPE composites compared to steam aging. However, when the boron nitride content exceeded a certain level, the enhancement effect on the steam aging properties of the bamboo fiber/HDPE composites decreased. Both steam aging and the introduction of boron nitride did not change the infrared characteristic absorption of the bamboo fiber and matrix on the surface of the bamboo fiber/HDPE composites. The damage of the bamboo fiber/HDPE composites by erosive wear was mainly characterized by crushing of the bamboo fiber and brittle fracture of the matrix.
Keywords
Introduction
The potential effects of single and coupled aging of environmental factors such as light, oxygen, moisture, and heat on the durability of fiber-reinforced polymer composites have been widely investigated.1–3 Gong et al. 4 found that coupled aging of heat and oxygen reduced the fiber/matrix interfacial quality of inorganic fiber/bismaleimide resin composites, which led to an overall decrease in the mechanical properties of the composites. Yu et al. 5 established that coupled aging of light and moisture reduced the impact strength of plant fiber/high-density polyethylene (HDPE) composites, and that the UV absorber could enhance the impact strength and UV aging resistance of the composites. Literature showed that the coupled aging of moisture and heat has a significant deterioration effect on the durability of fiber-reinforced polymer composites. Given that plant fibers have a natural hydrophilic property compared to inorganic fibers, the hygrothermal aging performance of plant fiber-reinforced polymer composites should be given special attention.6–9
Plant fiber-reinforced polymer composites, also known as wood-plastic composites, have the advantage of low cost, easy processing, high strength, and renewability, and are widely used in near-water environments such as riverbanks and coasts where hygrothermal aging is prevalent.10–12 Based on an immersion water absorption aging model, Ratanawilai et al. 13 found that with prolonged immersion time, the lightness and total discoloration of rubberwood/polypropylene composites increased, while the tensile and flexural properties decreased. Xu et al. 14 found that iron oxide pigment could enhance the immersion water absorption aging resistance of big-leaf mahogany/HDPE composites, as evidenced by the lower equilibrium water absorption and total discoloration change, and the higher retention of mechanical properties. Literature indicated that exposure moisture absorption and immersion water absorption are the two common modes of hygrothermal aging. However, compared to immersion water absorption aging, fewer studies have been reported on the use of exposure hygroscopic aging mode in wood-plastic composites.15–18
Considering the prevalence of exposure hygroscopic aging of wood-plastic composites during actual service, this study investigates the effect of boron nitride on the steam aging properties of bamboo fiber/HDPE composites based on the exposure hygroscopic aging mode, and combining physical, mechanical, chemical, and wear test methods. The results can provide theoretical and technical support for enriching and perfecting the research system of hygrothermal aging of wood-plastic composites. Also, this research area holds significant potential for broadening the applications of wood-plastic composites, especially in the construction and marine industries.
Experimental materials and methods
Raw materials
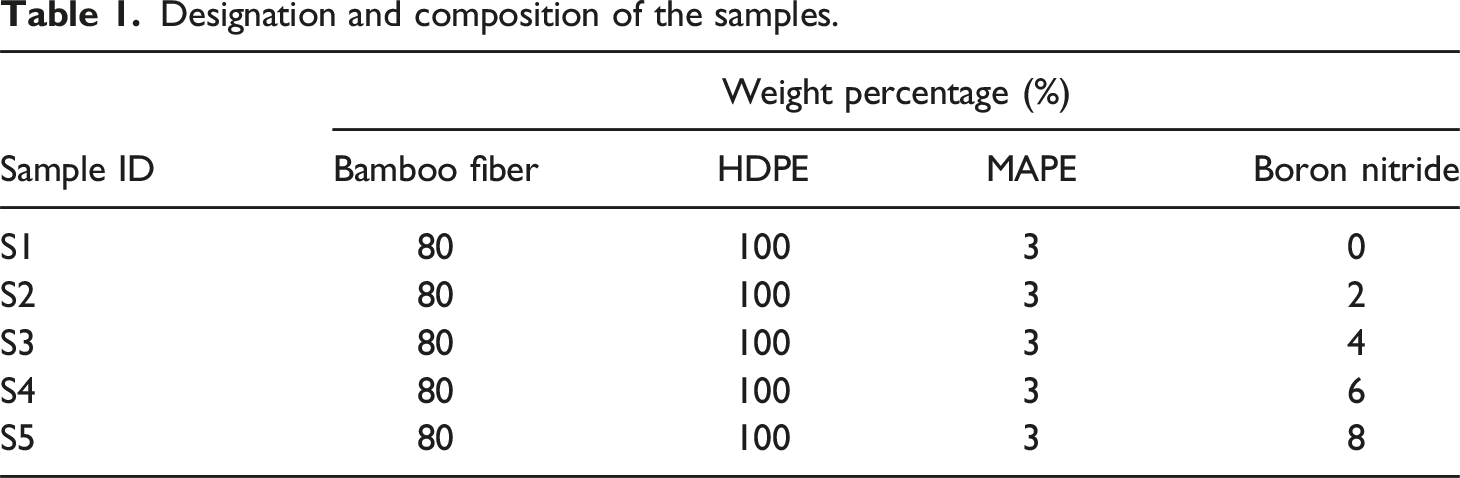
Bamboo fiber was the organic phase with an average particle size of 149 μm and an average length/diameter ratio of 3.5, purchased from Mujiang Weihua Spice Factory, Jiangmen, China. HDPE was the matrix phase with a melt index of 0.94 g/10 min, purchased from Sinopec Group Co., Ltd, Beijing, China. Boron nitride was the inorganic phase with an average particle size of 80 nm, purchased from Zhuotai New Material Technology Co. Ltd, Dongguan, China. Maleic anhydride grafted polyethylene (MAPE) was the interface modifier, purchased from Jinghong Polymer Materials Co., Ltd, Dongguan, China.
Sample preparation and steam aging
Designation and composition of the samples.
The steam aging test relies on the HH-420 digital constant-temperature water tank (LICHEN-BX Instrument Technology Co., Ltd, Shanghai, China) and uses the steam generated by heated water to achieve aging. A schematic of the testing principle is shown in Figure 1. The samples were fixed equidistantly and vertically on a shelf 0.5 cm above the water surface. Distilled water with a temperature of 99°C (aging duration: 5-20 d) was utilized to simulate a worst-case exposure hygroscopic aging scenario. Before characterization, steam-aged samples were dried in a constant temperature air-blowing environment at 90°C for 6 h. Schematic diagram of steam aging.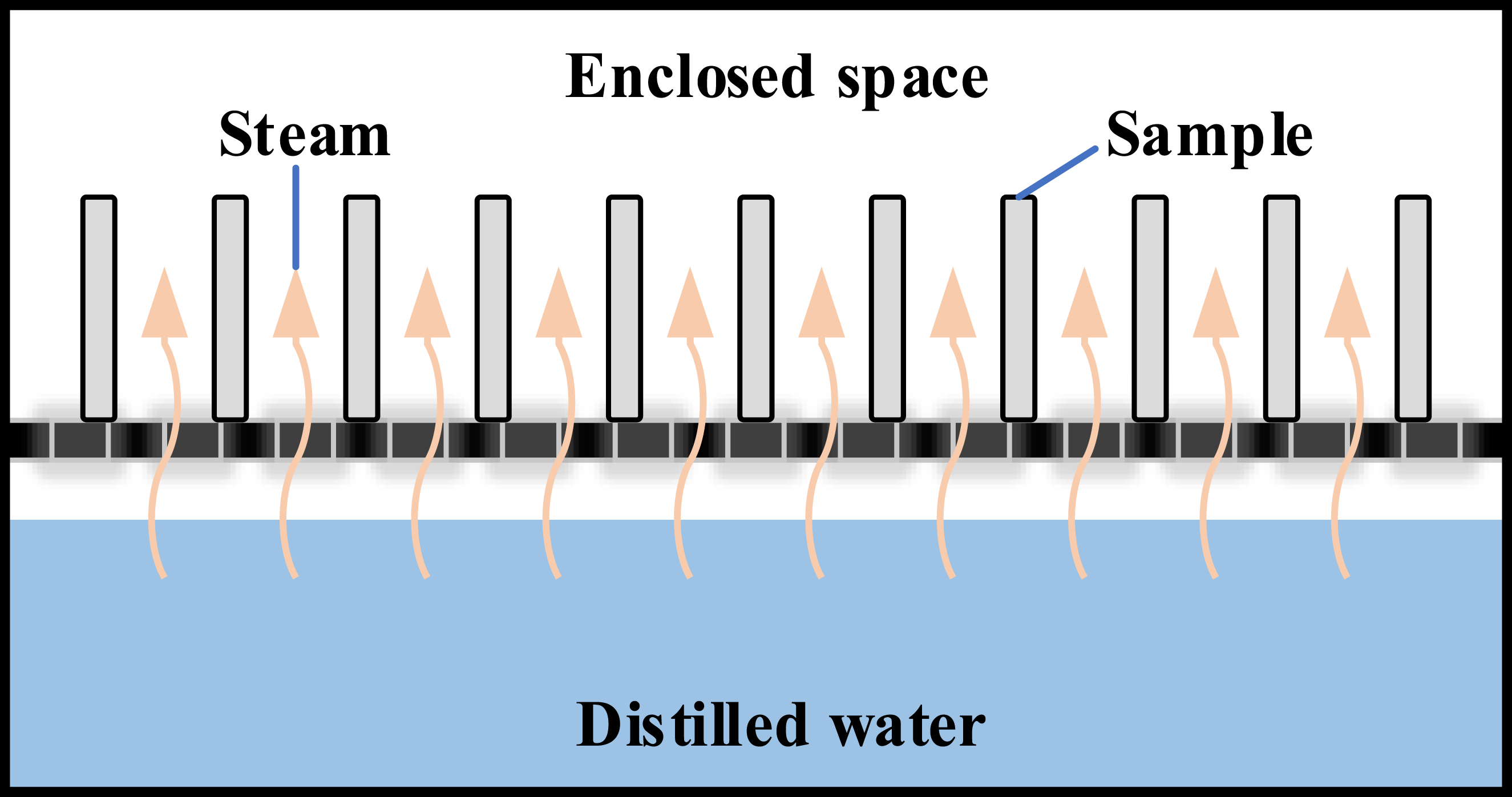
Characterization
Tests for the physical properties
The surface color difference data was obtained using the SR-62 precision colorimeter (3NH Technology Co., Ltd, Shenzhen, China) with the CIE 1976 L*a*b* color space as the testing standard. The test was repeated 10 times to obtain the average value. The total discoloration was calculated using equation (1):
The immersion water absorption data was obtained using the HH-420 digital constant-temperature water tank and the FA224 electronic analytical balance (precision 0.1 mg, LICHEN-BX Instrument Technology Co., Ltd, Shanghai, China) following the GB/T 17657-2013 standard. The water temperature was set to 23°C and the immersion time was set to 24 h. The test was repeated 5 times to calculate the average value. The water absorption rate was calculated using equation (2):
Tests for the mechanical properties
The tensile and flexural performance data was obtained using the CTM8050 universal testing machine (Xieqiang Instrument Manufacturing Co., Ltd, Shanghai, China). GB/T 1040.1-2006 and GB/T 9341-2000, respectively, were chosen as the testing standards with a span of 60 mm and a loading speed of 2 mm/min. The sample size was 100 mm × 10 mm × 5 mm. The test was repeated 5 times to obtain the average value.
Because the mechanical properties of wood-plastic composites depend on the stress transfer efficiency between the fiber and matrix phases, the result analysis of the mechanical properties generally needs to be supplemented by the observation of the bonding quality between the fiber and matrix phases. In this study, the tensile fracture surface of the samples was selected, and the fiber/matrix interface quality was observed using the FlexSEM 1000 scanning electron microscopy (SEM, Hitachi Ltd, Tokyo, Japan). Before the SEM observation, the sample needs to be sprayed with gold to ensure the imaging quality.
Tests for the chemical properties
The surface chemical structure data was obtained using a Nicolet iS20 Fourier transform infrared spectrometry (FTIR, Thermo Fisher Scientific, Co., Ltd, Shanghai, China) and the test resolution was set to 4 cm−1. Before testing, the sample surface was scraped; then, the scraped powdery samples were ground and mixed with potassium bromide particles in a specific ratio and pressed for testing.
The surface chemical element data was obtained using the 550i energy dispersive spectrometry (EDS, IXRF Ltd, Austin, USA) and the test voltage was set to 15 kV. Before the EDS testing, the samples were gold-sputtered to provide conductivity.
Tests for the wear properties
The tests for the wear properties were performed using a self-assembled pre-mixed abrasive water jet device, which can spray a mixture of water and sand onto the samples in a rotating jet form. The test principle is illustrated in Figure 2. Because the trajectory of the rotating jet is similar to a conical spiral, each fluid mass has three velocities, that is, axial (u), radial (v), and tangential velocities (w). The real erosion characteristics of the sand-carrying water flow on wood-plastic composites in near-water environments, such as riverbanks and seashores, can be more comprehensively reflected than that of the straight jet, which lacks the tangential velocity (w). Schematic diagram of rotating jet.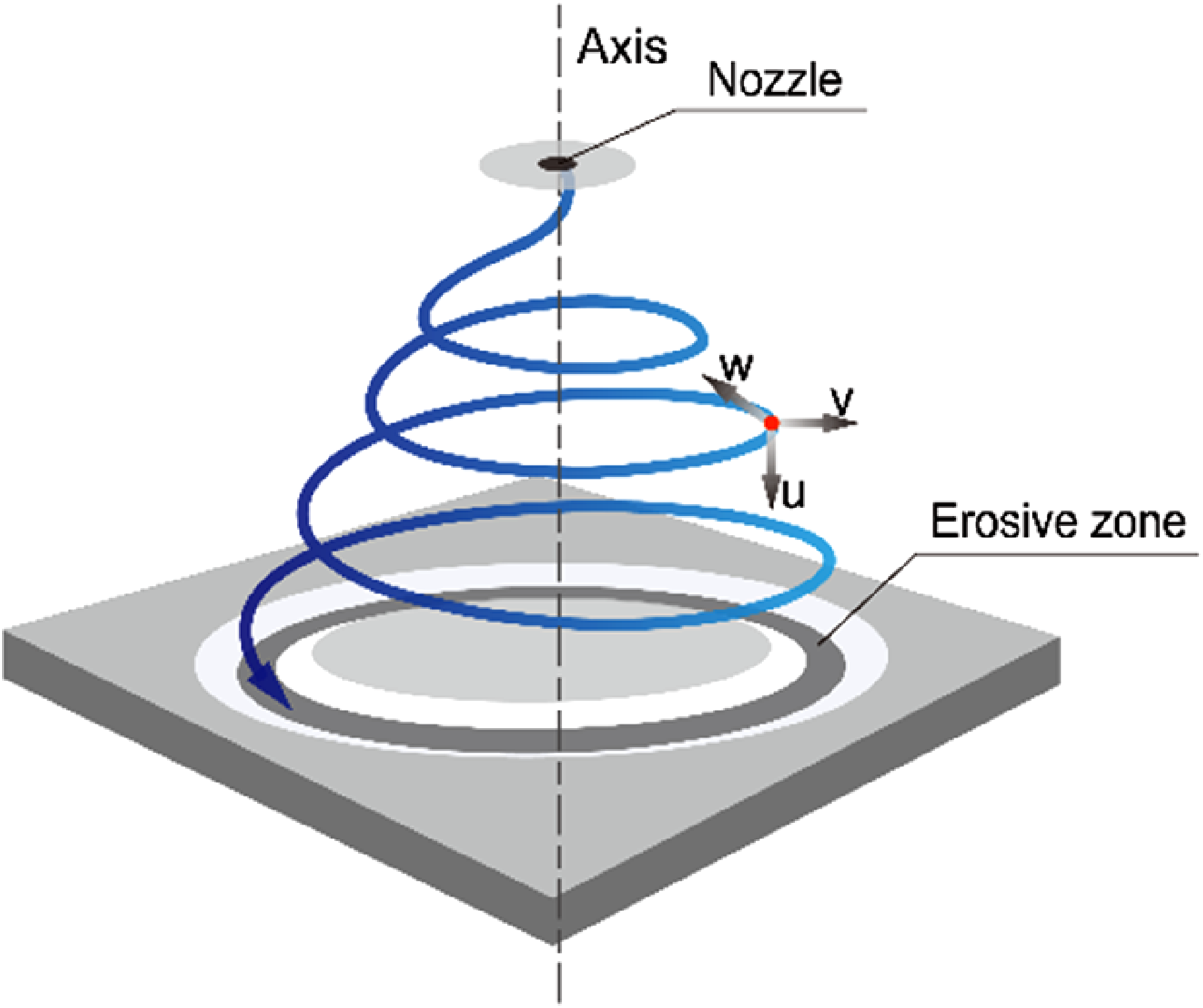
Based on the results of the previous study, the test parameters were set as follows: water pressure 1 MPa, target distance 1 cm, shooting time 30 s, and water with sand content 0.27 wt% (the sand particles were garnet with a particle size of 149 μm). The sample size was 50 mm × 50 mm × 5 mm, and the test was repeated 3 times to calculate the average value. Before and after the test, the samples were ultrasonically cleaned at 40 kHz for 5 min and air-dried in a drying cabinet at 100°C for 6 h.
Combined with the weight and volume loss, the wear properties of the sample were quantitatively analyzed using the FA224 electronic analytical balance and the DM-300 electronic densimeter (Forbs Testing Equipment Co., Ltd, Xiamen, China), respectively. The test was repeated three times to obtain the average value, and the error was excluded by eliminating and repeating the test.
Combined with the surface roughness and microscopic morphology changes, the wear properties of the sample were qualitatively analyzed using the PS50 three-dimensional surface morphometer (NANOVEA Ltd, Irvine, USA) and FlexSEM 1000 SEM, respectively.
Results and analysis
Surface color difference and immersion water absorption analysis
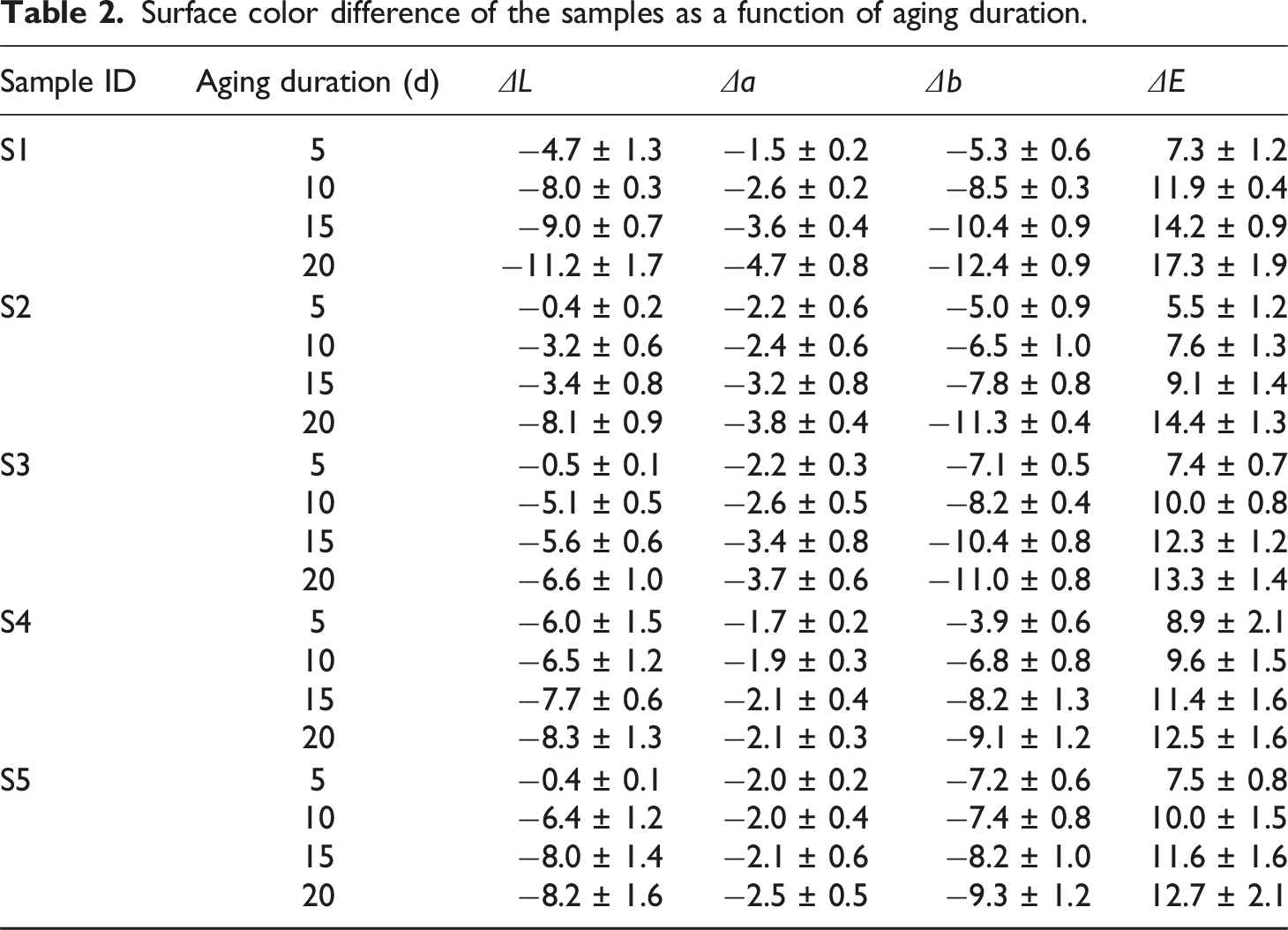
Surface color difference of the samples as a function of aging duration.
To verify the hypothesis that boron nitride can block the water infiltration channels in the matrix, the effect of steam aging on the immersion water absorption of the samples was further studied, as shown in Figure 3. As observed from the figure, the water absorption rate of the samples S1-S5 increases with aging duration. At the same aging duration, the water absorption rate of the samples S2-S5 was lower than that of sample S1. For example, the water absorption rates of the samples S1-S5 before aging were 3.2%, 3.0%, 3.0%, 2.9%, and 2.9%, respectively, whereas the 20 d aging water absorption rates were 7.6%, 6.1%, 5.4%, 4.8%, and 4.9%, respectively. Sodoke et al.
19
established that the water absorption properties of the wood-plastic composites depended on the hydrophilic nature of the plant fibers, as well as the micro-cracks and micro-voids at the fiber/matrix interface. Based on this theory, and considering that the type, particle size, and filling amount of bamboo fiber in samples S1-S5 were consistent, the following inferences can be drawn: the increase in the water absorption rate of the samples owing to steam aging can be attributed to the swelling stress damage caused by water absorption of the bamboo fiber on the fiber/matrix interface (the increase of the water infiltration channels into the matrix). The increase in the hydrophobicity of the samples caused by the introduction of boron nitride can be attributed to the blocking of micro-cracks and micro-voids at the fiber/matrix interface by the nanoparticles, which is consistent with the previous inference. It should be noted that the overall water repellency of the samples S1-S5 showed an increasing and then decreasing trend with the increase in the boron nitride content, with sample S4 having the best water repellency. WA of the samples as a function of aging duration.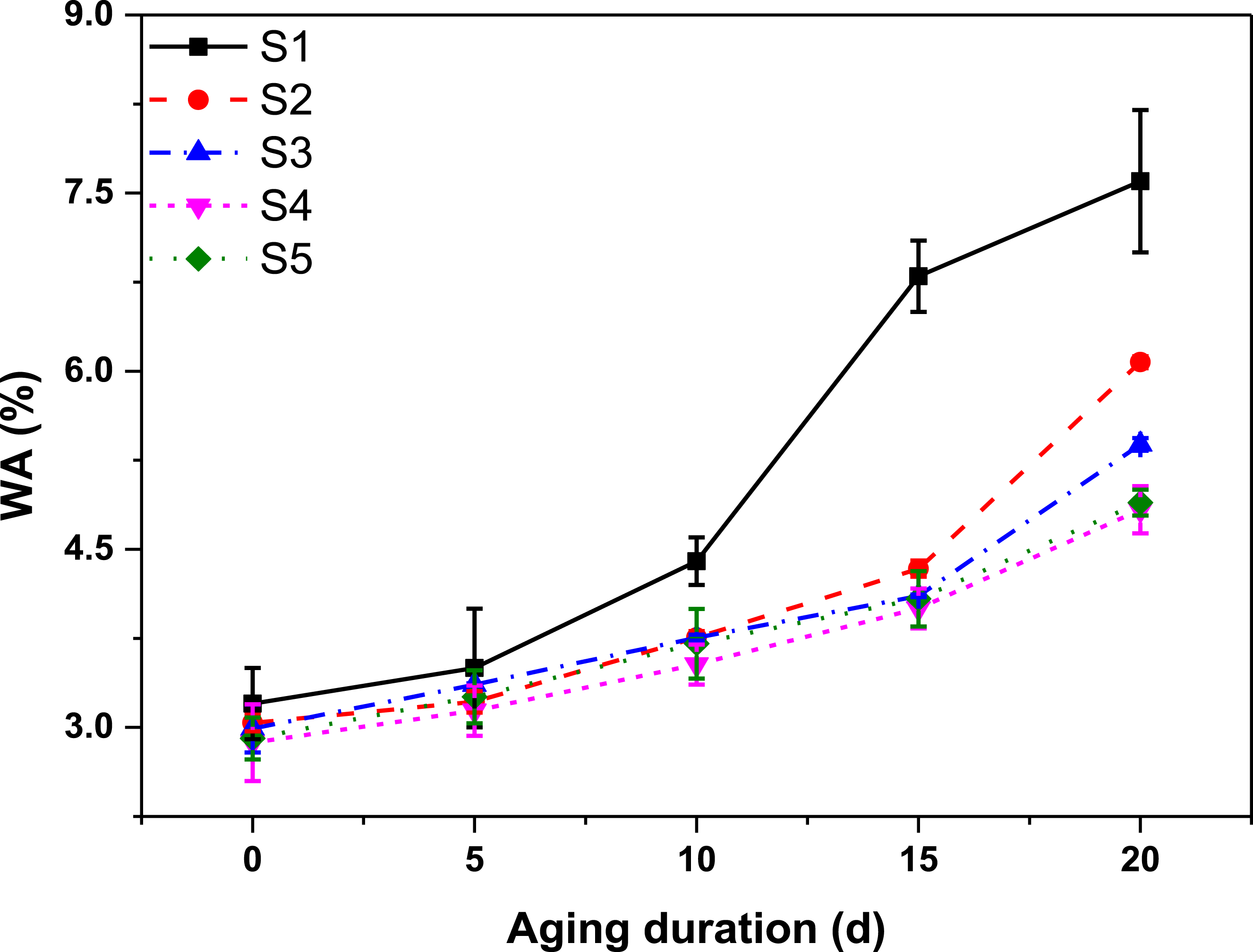
Tensile and flexural properties analysis
Figure 4 shows the effect of steam aging on the mechanical properties of the samples. From the figure, it can be seen that the mechanical properties of the samples S1-S5 show a decreasing trend with the increase in aging duration, and the mechanical properties of the samples S2-S5 were higher than those of sample S1 for the same aging duration. For example, the tensile strengths of the samples S1-S5 before aging were 6.8 MPa, 7.1 MPa, 7.5 MPa, 7.7 MPa, and 7.3 MPa, respectively, whereas the tensile strengths after 20 d aging were 4.1 MPa, 5.7 MPa, 5.9 MPa, 6.2 MPa, and 5.6 MPa, respectively. It was concluded that the decrease in the mechanical properties of the samples because of steam aging can be attributed to the following two reasons: (1) Hydrolysis reaction occurred in the samples, that is, the hydrogen bonds formed between the water molecules and the bamboo fiber replaced the internal hydrogen bonds within the bamboo fiber molecules. (2) The swelling stress generated by the water absorption of the bamboo fiber damages the fiber/matrix interface, making it difficult for the destructive stress to be continuously transmitted between the fibers and the matrix. The improvement of the mechanical properties of the samples owing to the introduction of boron nitride can be attributed to the following two reasons: (1) Boron nitride, being an inorganic particle, has higher strength and rigidity than bamboo fiber and can act as a “reinforcer” in the matrix, thereby constraining the free movement of polymer molecular chains. (2) Being a nanoparticle with a small particle size and large specific surface area, boron nitride can act as an “interlocking pin” at the fiber/matrix interface, enhancing the stress transfer efficiency between the fibers and the matrix.
20
It should be noted that the mechanical properties of the samples S1-S5 generally exhibited an increasing and then decreasing trend with the increase in the boron nitride content, with sample S4 exhibiting the best mechanical properties. Ahmad et al.8,9 found similar results in their work that incorporating inorganic particles can enhance the tensile and flexural properties of polymer composites. Tensile and flexural strength of the samples as a function of aging duration.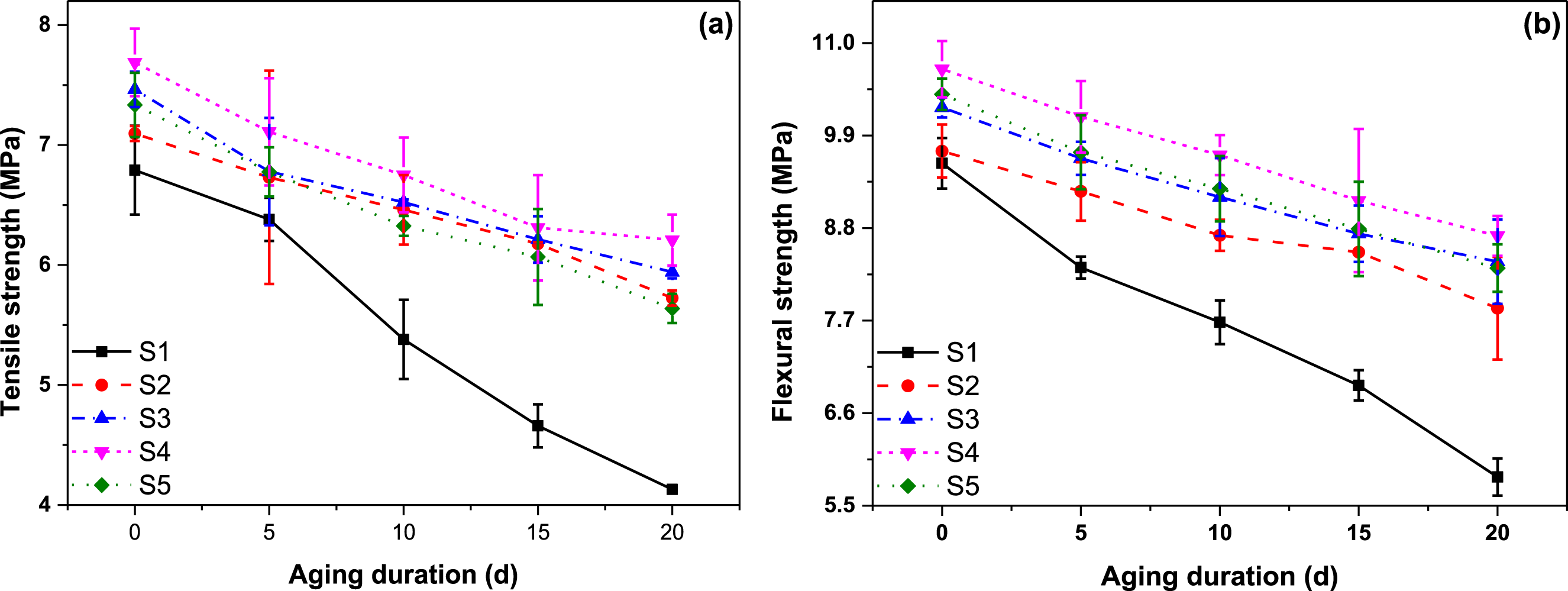
Elamin et al.
21
and Shahani et al.
22
indicated that the interface compatibility between the fibers and the matrix is the key to determine the mechanical properties of wood-plastic composites. Therefore, the effect of steam aging on the fiber/matrix interface of the samples was further investigated using tensile fracture surface micro-morphology, as shown in Figure 5. From Figure 5(a1-e1), it can be observed that the tensile fracture surfaces of the sample S1 before aging exhibited obvious weak interfacial characteristics (referring to the existence of cracks between the fibers and the matrix, as well as the voids left after the fibers were pulled out). In contrast, the tensile fracture surfaces of the samples S2-S5 before aging did not show particularly obvious weak interface characteristics. This result verifies the previous inference on mechanical properties that boron nitride can act as an “interlocking pin” to optimize the fiber/matrix interface. From Figure 5(a2-e2), it can be observed that the weak interface characteristics of the 20 d aged tensile fracture surface of the sample S1 were more pronounced compared to before aging. This result supports the previous inference on water absorption and mechanical properties that the swelling stress generated by water absorption of the bamboo fiber can damage the fiber/matrix interface. The tensile fracture surfaces of the samples S2-S5 after 20 d aging did not show significant changes in the morphology compared to before aging. This result indicates that the introduction of boron nitride can delay the damage process of steam aging on the fiber/matrix interface. It should be noted that the tensile fracture surface of the sample S5 was smoother overall and exhibited more brittle fracture characteristics compared to the sample S4, which suggests that the mechanical interlocking strength between the fibers and the matrix (another form of expression for the quality of the fiber/matrix interface) decreased when the boron nitride content exceeded a certain order of magnitude. This result explains why the water repellency and mechanical properties of the sample S5 were lower than those of sample S4 in the previous section. Tensile fracture surfaces of the samples: series 1 and 2 represent the tensile fracture surfaces before and after 20 d aging, respectively.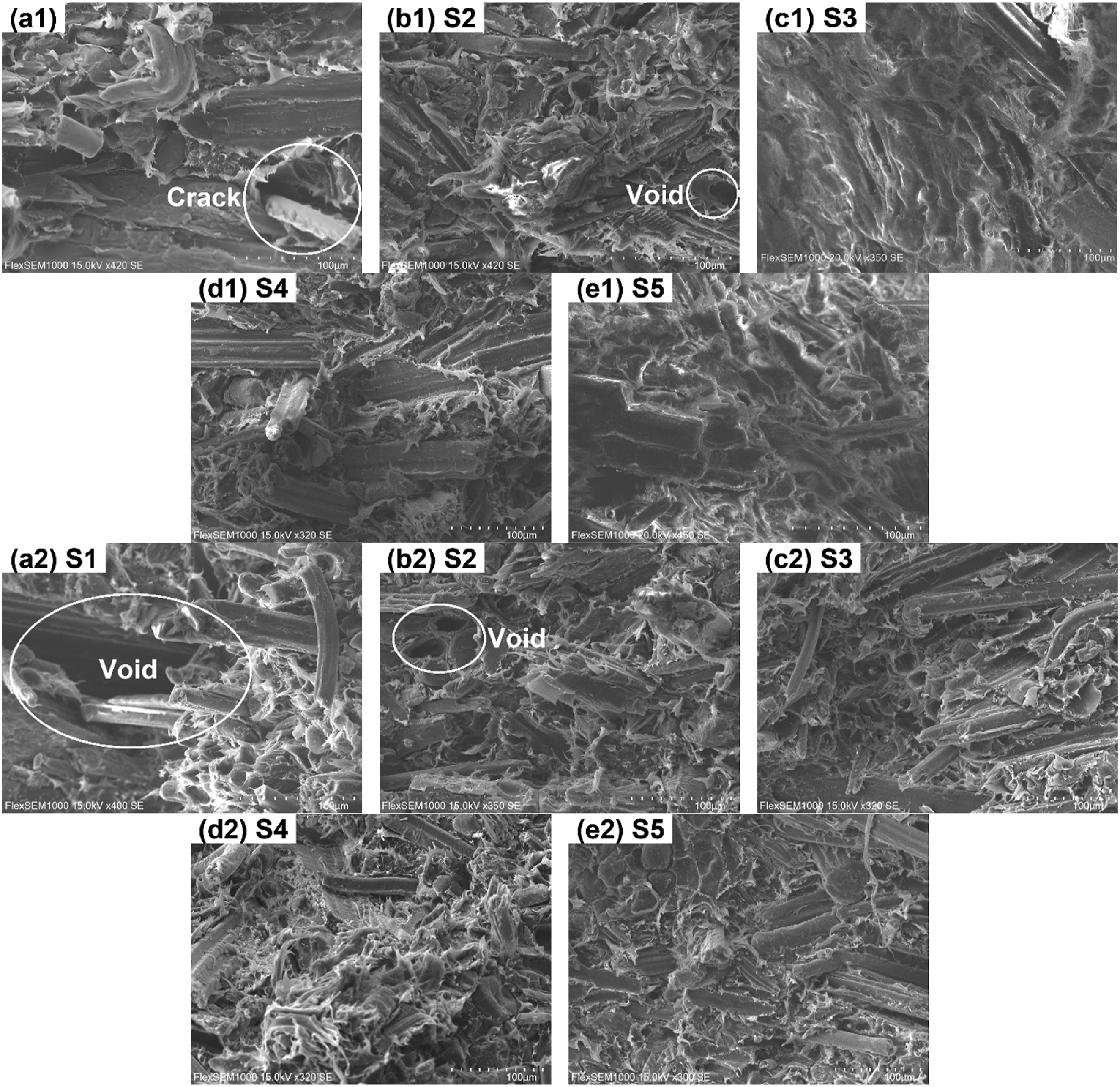
Surface chemical structure and elemental analysis
Figure 6 shows the effect of steam aging on the chemical structure of the sample surface. As observed from the figure, the peaks of the methylene –CH2– rocking vibration (originated from the matrix and located at wavenumber 709-712 cm-123,24) of the samples S1-S5 before aging are similar. After 20 d of aging, the peaks of the methylene –CH2– rocking vibration did not shift significantly compared with that before aging, which indicates that the bonding between the introduced boron nitride and the matrix is a cross-link at the physical level, without any chemical reactions that could alter the characteristic peaks. Additionally, the molecular chains of the matrix maintained good stability under steam aging conditions. The hydroxyl –OH stretching vibration (originated from the bamboo fiber, which is strongly hydrophilic and located at wavenumber 3300-3500 cm-125,26) of the samples S1-S5 before aging was nearly straight. The hydroxyl –OH stretching vibration also showed no significant curve fluctuations after 20 d of aging compared to before aging. This indicates that the surface of the samples maintained low hydrophilicity throughout the study. Surface chemical structures of the samples before and after 20 d aging.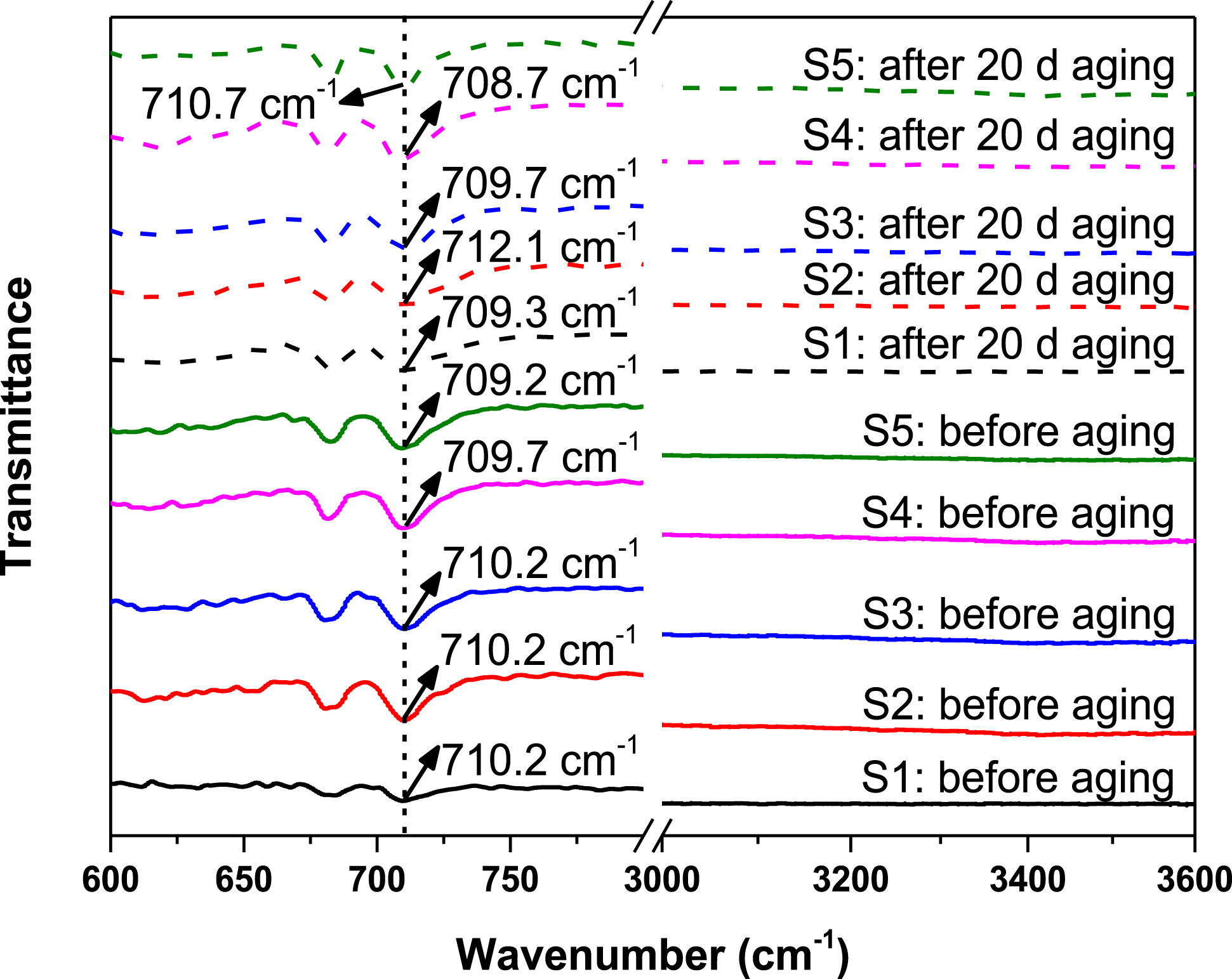
The effect of steam aging on the chemical elements of the sample surface is shown in Figure 7. From the figure, it can be observed that the surfaces of the samples S1-S5 before aging primarily contained carbon, with relatively less oxygen, indicating that the surface of the samples was mainly matrix, with only minute amounts of bamboo fiber exposed. The presence of oxygen was mostly owing to partial oxidation of the matrix during the molding preparation process.
27
After 20 d of aging, the surface carbon content of the samples S1-S5 decreased, while the oxygen content increased. This can be attributed to two main factors: (1) The water-absorbed swelling of bamboo fiber is detached from the encapsulation formed by the matrix, and the bamboo fiber is gradually exposed on the surface of the samples. (2) Water-soluble substances in the bamboo fiber migrate with the water and eventually accumulate on the sample surface. As mentioned previously, when the boron nitride content exceeded a certain level, the quality of the fiber/matrix interface decreased. This means that the matrix no longer fully encapsulates the fibers, which causes an increase in the surface oxygen content in sample S5 compared to sample S4. Surface chemical elements of the samples: (a) before aging; (b) after 20 d aging.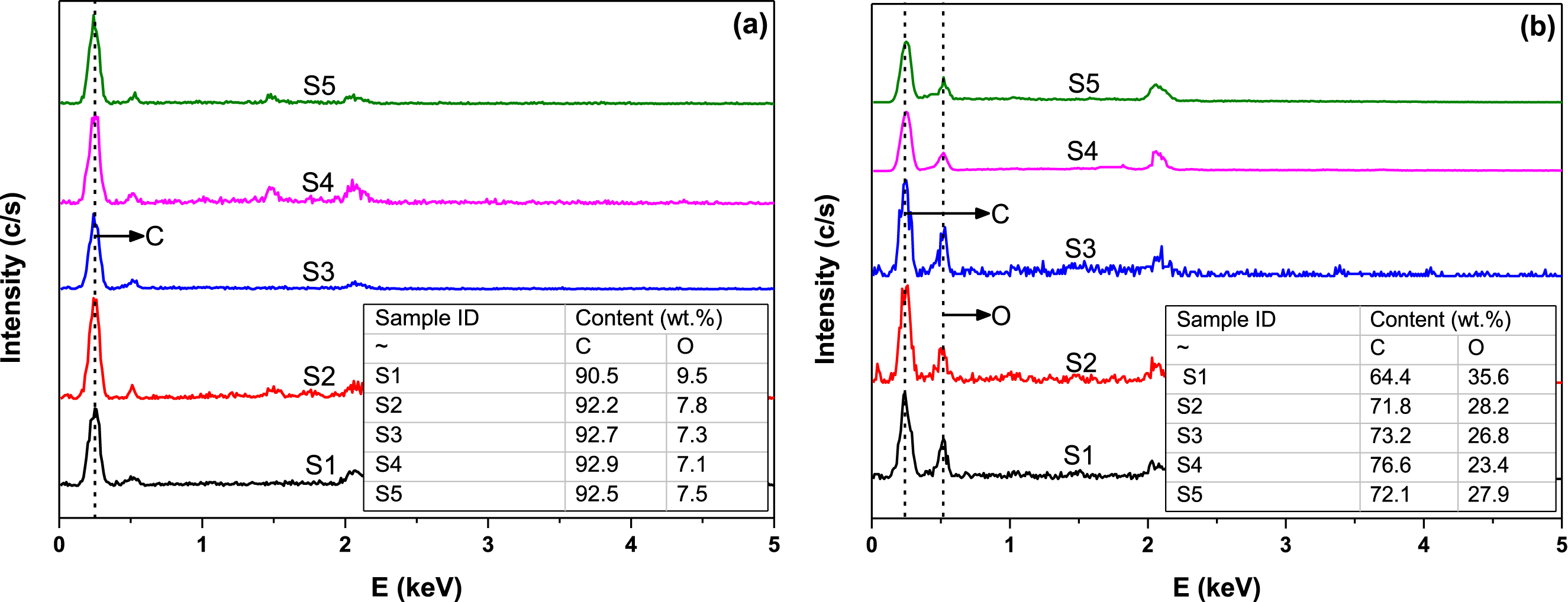
Quantitative and qualitative wear analysis
The effect of steam aging on the wear properties of the samples is shown in Figure 8. From the figure, it can be established that the wear resistance of the samples S1-S5 exhibit a decreasing trend with the increase in aging duration, and the wear resistance of the samples S2-S5 was higher than that of sample S1 for the same aging duration. For example, the weight and volume losses of the samples S1-S5 before aging were 10.0 mg and 9.2 mm3; 9.2 mg and 8.4 mm3; 7.7 mg and 7.1 mm3; 7.1 mg and 6.5 mm3; 7.9 mg and 7.1 mm3, respectively. After 20 d of aging, the weight and volume losses were 53.8 mg and 51.7 mm3; 44.5 mg and 42.5 mm3; 42.1 mg and 39.8 mm3; 31.8 mg and 30.0 mm3; and 41.9 mg and 38.8 mm3, respectively. It was concluded that the decrease in the wear resistance of the samples because of steam aging can be attributed to the following two reasons: (1) The decrease in the mechanical properties of the samples makes it difficult for the matrix to resist the frontal impact of the rotating jet axial velocity, as well as the tensile and shear damages of the radial and tangential velocities. (2) The decline in the quality of the fiber/matrix interface makes it difficult for the matrix to form a stable “anchoring effect” on the fibers. Consequently, the fibers cannot effectively bear the impact, tensile, and shear loads applied by the axial, radial, and tangential velocities of the rotating jet. Based on the above analysis, it can also be deduced that the improved wear resistance of the samples owing to the introduction of boron nitride, as well as the better wear resistance of sample S4 compared to sample S5, can be attributed to the higher mechanical properties of the samples and the quality of the fiber/matrix interface. Weight and volume loss of the samples as a function of aging duration.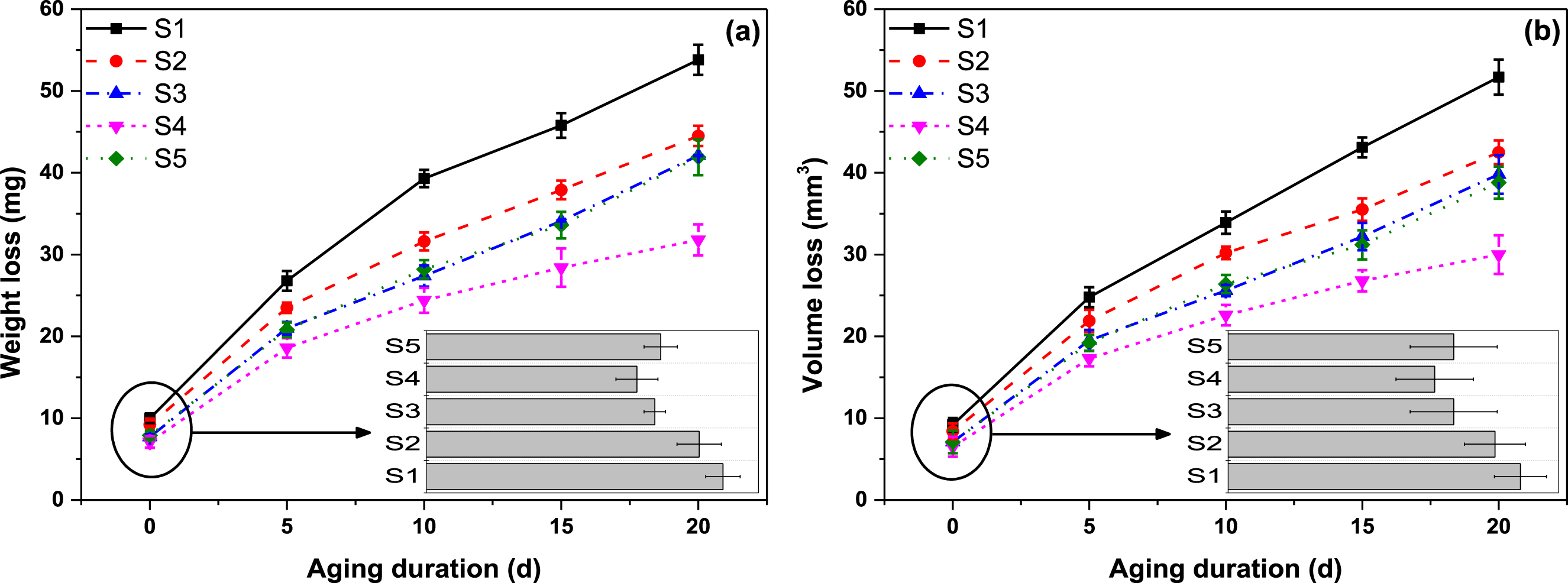
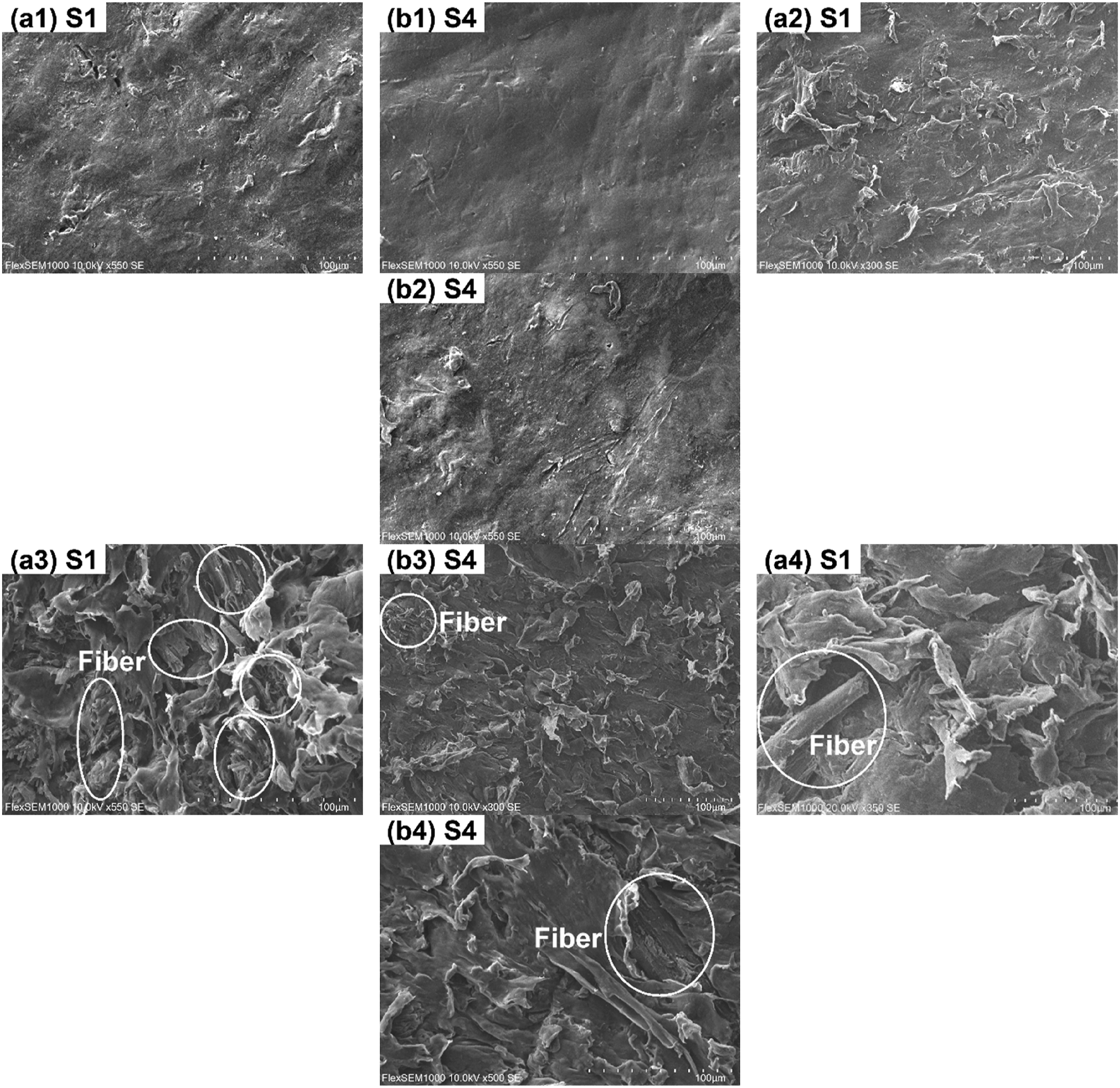
The effects of steam aging and erosive wear on the surface roughness and micromorphological features of the samples are shown in Figures 9 and 10, respectively. From Figure 9, it can be established that under different aging and wear conditions, the surface roughness of the samples S1-S5 follows the following order: unworn surface before aging <20 d aged unworn surface < worn surface before aging <20 d aged worn surface. It was analyzed that the increase in the sample surface roughness because of steam aging can be attributed to the plastic deformation of the matrix caused by the water-absorbed swelling of bamboo fiber (see Figure 10(a1-b2)), while the increase in the sample surface roughness owing to erosive wear can be attributed to the impact, tensile, and shear damage of the rotating jet, which was mainly characterized by the crushing of the bamboo fiber and brittle fracture of the matrix appearing on the wear surface (see Figure 10(a3-b4)). Under the same aging and wear conditions, although there was no significant difference in the surface roughness among the samples S2-S5 (error bar values does not exceed 1), they were significantly lower than that of sample S1. This can be related to the “interlocking pin” effect of the nanoparticles, which allows for a tighter fit between the fibers and the matrix, resulting in a more complete encapsulation of the fibers by the matrix. Surface roughness of the samples: (a) before aging, (b) after 20 d aging. Unworn and worn surfaces of the samples: series 1 and 2 represent the unworn surfaces before and after 20 d aging, respectively; series 3 and 4 represent the worn surfaces before and after 20 d aging, respectively.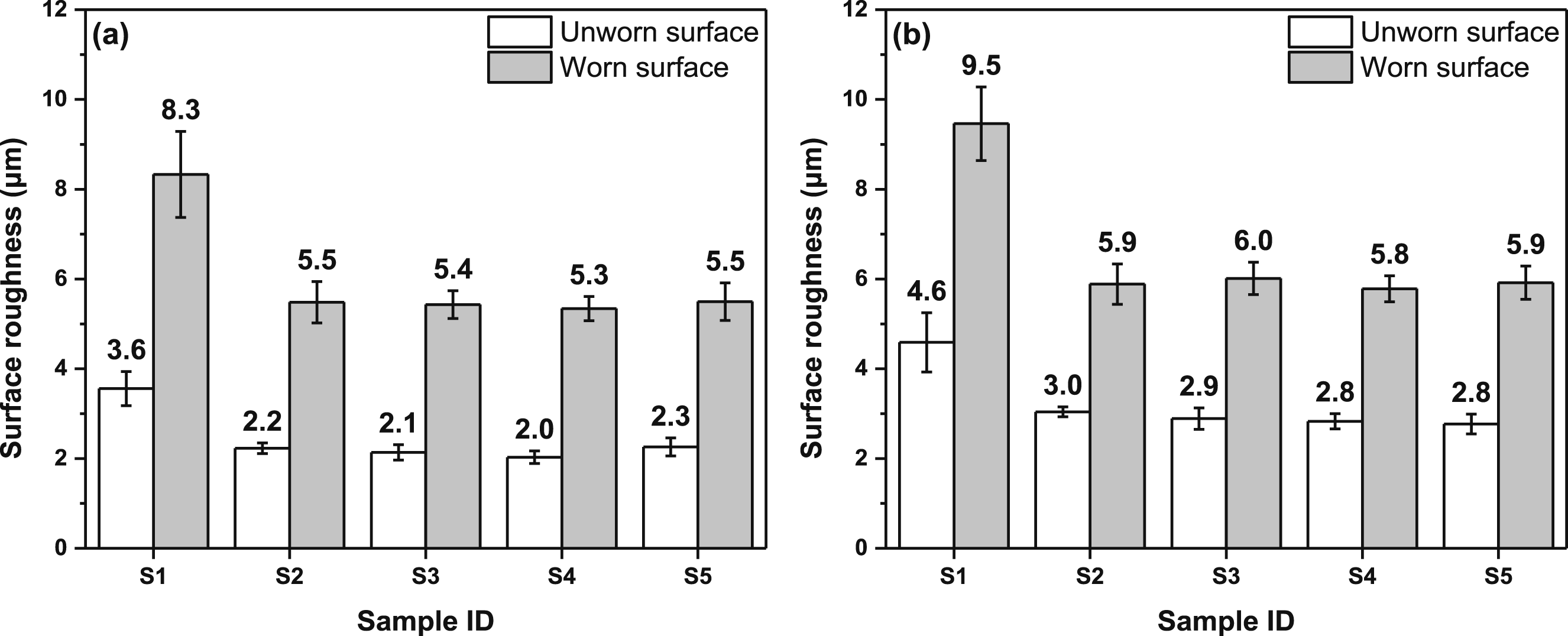
Combined with Figures 6 and 10, it can also be observed that although the water-absorbed swelling of the bamboo fiber causes the plastic deformation of the matrix, the stretching vibration of the hydroxyl –OH did not show a significant enhancement. This was because, on one hand, the water absorption swelling of bamboo fiber did not cause large-scale detachment from the matrix encapsulation, and on the other hand, steam aging can have a “steam explosion” modification effect on the bamboo fiber. Steam explosion, a common method for modifying plant fibers, can effectively remove the hydroxyl groups (–OH) contained in the bamboo fiber.
Conclusions
Investigation of the aging process of wood-plastic composites exposed to steam conditions is crucial for improving their durability. This study explores the potential effects of boron nitride on the steam aging properties of bamboo fiber/HDPE composites. The main conclusions are as follows: (1) Steam aging leads to an increase in the total discoloration and water absorption rate of the bamboo fiber/HDPE composites, and a decrease in the tensile strength, flexural strength, and fiber/matrix interface quality. The introduction of boron nitride has an inverse effect on these properties of the bamboo fiber/HDPE composites compared to steam aging. (2) Both steam aging and the introduction of boron nitride have no significant impact on the surface chemical structure of the bamboo fiber/HDPE composites (specifically referring to the infrared characteristic absorption of the bamboo fiber and matrix). However, they lead to an increase and a decrease of the oxygen element on the surface of the bamboo fiber/HDPE composites, respectively. (3) Steam aging and the introduction of boron nitride leads to a decrease and increase in the wear resistance, respectively, and an increase and a decrease in the surface roughness, respectively. Erosive wear causes crushing of the bamboo fiber and brittle fracture of the matrix on the wear surface of the bamboo fiber/HDPE composites. (4) Above a certain amount of boron nitride content, the water repellency, mechanical properties, and wear resistance of the bamboo fiber/HDPE composites change from increasing to decreasing, the surface oxygen elements changes from decreasing to increasing, and the brittle fracture characteristics of the tensile fracture surface increases.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the Anhui Intelligent Mine Technology and Equipment Engineering Laboratory (AIMTEEL202203).