
Abstract
This study examines the properties of fly ash (FA)-reinforced polypropylene/ethylene-vinyl-acetate (PP/EVA) blend composites, focusing on morphological, thermal, mechanical, and rheological behavior of binary (PP/FA) and ternary (PP/EVA/FA) composites. Three composite series were produced: single PP matrix, 80/20 wt.% PP/EVA blend (B80/20), and 60/40 wt.% PP/EVA blend (B60/40), each with 0–20 wt.% FA loadings. Binary composites increase stiffness by 25% but reduce ductility. In B80/20 blend, a sea-island morphology forms, producing ternary composites with a core-shell microstructure, in which FA particles are encapsulated by EVA copolymer, providing 26% ductility increase. At 40 wt.% EVA, a co-continuous structure emerges, resulting in composites that combine core-shell and separate microstructure, enhancing ductility by 83%. FA also improves melt elasticity and viscosity, promoting processing stability and product quality. Overall, this work highlights the importance of microstructure in determining composite performance, enabling the development of materials with customizable balances of stiffness and ductility for diverse applications.
Introduction
Thanks to the continuous advancements in academic and industrial research in the field of polymer composites, revolutions in the automotive, aeronautics, civil engineering, and other sectors are becoming possible. 1 This progress is primarily attributed to the development of new polymer materials with superior properties and enhanced efficiency. 2 As part of the cost-effectiveness assessments, researchers discovered that polymer blending approach is a less costly alternative to synthesizing entirely new polymeric materials. 3 By blending two or more polymers, new polymers can be produced that combine the strengths of the individual components while minimizing their weaknesses. 4 To date, several polymer blends have been extensively studied, including Polyamide 6/Acrylonitrile Butadiene Styrene (PA6/ABS), 4 Polylactide/Acrylonitrile Butadiene Rubber (PLA/NBR), 5 and Polycarbonate/Thermoplastic Polyurethane (PC/TPU), 6 offering excellent properties such as high tensile strength, impact strength and elongation at break. While other blends like Polypropylene/Ethylene-Propylene-Diene Monomer (PP/EPDM) and Polycarbonate/Polybutylene Terephthalate (PC/PBT) have already found real-world applications in the automotive industry thanks to their remarkable impact resistance, fuel resistance, easy processability and dimensional stability. 3
Polypropylene (PP), being the most widely processed polymer, is increasingly prominent in scientific research due to its unique properties, such as excellent chemical resistance, ease of processing, high thermal stability, low cost, and, more importantly, its high potential for modification. 7 Against these attractive properties, the low ductility and flexibility of this polymer, especially at reduced temperatures, limit its usage in engineering applications. 8 To overcome this drawback, PP is generally blended with polymers having rubber-like behavior, such as Ethylene-Vinyl Acetate copolymer (EVA). 7 Recently, PP/EVA has been the subject of intense research, prompting numerous publications on its various characteristics. 8 EVA copolymer exhibits high intrinsic flexibility and ductility, not to mention other attractive attributes like commercial availability and low cost. 9 Chang et al. 10 observed a sea-island morphology in all the developed blend formulations, ranging from 95/5 to 70/30 wt.% PP/EVA, indicating immiscibility between PP and EVA. Despite this immiscibility, the blends maintain good fluidity and thermal stability, making them suitable for targeted processing methods, that is melt-blowing technology. On the other hand, Liu et al. 11 noted a morphological change from sea-island to co-continuous structure by increasing the EVA content from 80/20 to 60/40 wt.% PP/EVA blends. dos Anjos et al. 12 investigated the mechanical properties of 60/40 wt.% PP/EVA blend and reported that adding EVA to PP enhanced the deformation at break, but the ultimate tensile strength and Young’s modulus were reduced. Overall, the literature suggests that PP and EVA are immiscible polymers that exhibit morphology changes as the EVA content increases. Furthermore, while EVA improves the ductility of PP due to its intrinsic flexibility, it compromises other important parameters such as stiffness and strength.
One of the most fruitful advancements in the polymer field nowadays is the reinforcement technology using inorganic particulate reinforcements to develop polymer composites. 7 This technology has quickly become a multidisciplinary research area, greatly expanding the range of polymer applications across various industries. 13 Incorporating inorganic particles has demonstrated marked improvements in polymer mechanical properties, particularly stiffness, along with enhancements in thermal and melt rheological properties. 14 Accordingly, reinforcing PP/EVA blends with rigid inorganic particles appears to be an effective strategy for balancing rigidity and ductility. Some studies have investigated the effect of adding nanoparticles to reinforce PP/EVA blends. For instance, Fotoohi et al. 15 reported that adding 1 wt.% of exfoliated graphite to PP/EVA blend containing 10 wt.% EVA not only increases the Young’s modulus by 6% but also enhances the elongation at break, suggesting new plasticizing mechanisms created by the sliding of polymeric chains on the nanoparticles. Additionally, Zebiri et al. 16 showed that graphene oxide enhanced the tensile strength and stiffness of PP/EVA blends. Similarly, Doğu et al. 7 found that incorporating 3% of organophilic halloysite nanotubes, together with compatibilizers, significantly increased the tensile modulus and toughness of PP/EVA blends.
A review of the literature reveals that most studies have focused on the incorporation of nanoparticles into PP/EVA blend. However, to our knowledge, there is a significant gap in research focused on the use of microparticles, with only a few works by Dikobe et al.17,18 Even rare are studies exploring the potential of inorganic industrial by-products in reinforcing PP/EVA blend, which is an important route to achieve cost-effectiveness while contributing to the circular economy. One notable example is coal fly ash, a fine powdery industrial by-product produced in large quantities during the combustion of coal in thermal power plants. 19 Recently, coal fly ash has been recognized as a valuable inorganic filler for reinforcing polymer composites due to its low cost, wide availability, and several beneficial properties, including good processability, strong reinforcing capability, easy distribution, and excellent thermal stability.20,21
The primary focus of the present work is to develop a simple and cost-effective method for producing high-performance polymer composites that can be manufactured on a large scale. To this end, coal fly ash with a particle size below 63 µm (FA) and EVA copolymer were simultaneously introduced into PP thermoplastic using masterbatch approach and processed through extrusion followed by injection molding. Given the importance of the microstructure-properties relationship, this paper systematically studies the structural and morphological changes induced by varying FA and EVA content and their influence on the thermal, mechanical, and melt rheological properties. A comprehensive set of characterization techniques was employed, including fourier-transform infrared spectroscopy (FTIR), scanning electron microscopy (SEM), differential scanning calorimetry (DSC), and tensile and melt rheological tests, to thoroughly investigate these effects.
Materials and methods
Materials
The polymer used as a matrix in the present study is thermoplastic polypropylene (PP), sourced from TASNEE (Saudi Arabia), having a density of 0.905 g/cm3, and a melting temperature of 165°C. The copolymer ethylene-vinyl acetate (EVA) with VA content of 27–29 wt.%, provided by Intercolle (Casablanca, Morocco), possesses a density of 0.95 g/cm3 and a melting point of 70°C. The by-product coal fly ash was collected from the Jorf-lasfar thermal power plant (El-Jadida, Morocco).
FA preparation
Coal fly ash (FA) was sieved by means of FRITSCH Analysette 3 PRO sieve shaker (Idar-Oberstein, Germany) equipped with a 63 µm sieve. The physico-chemical properties of the sieved FA has been described in detail in our previous paper. 21
Composites preparation
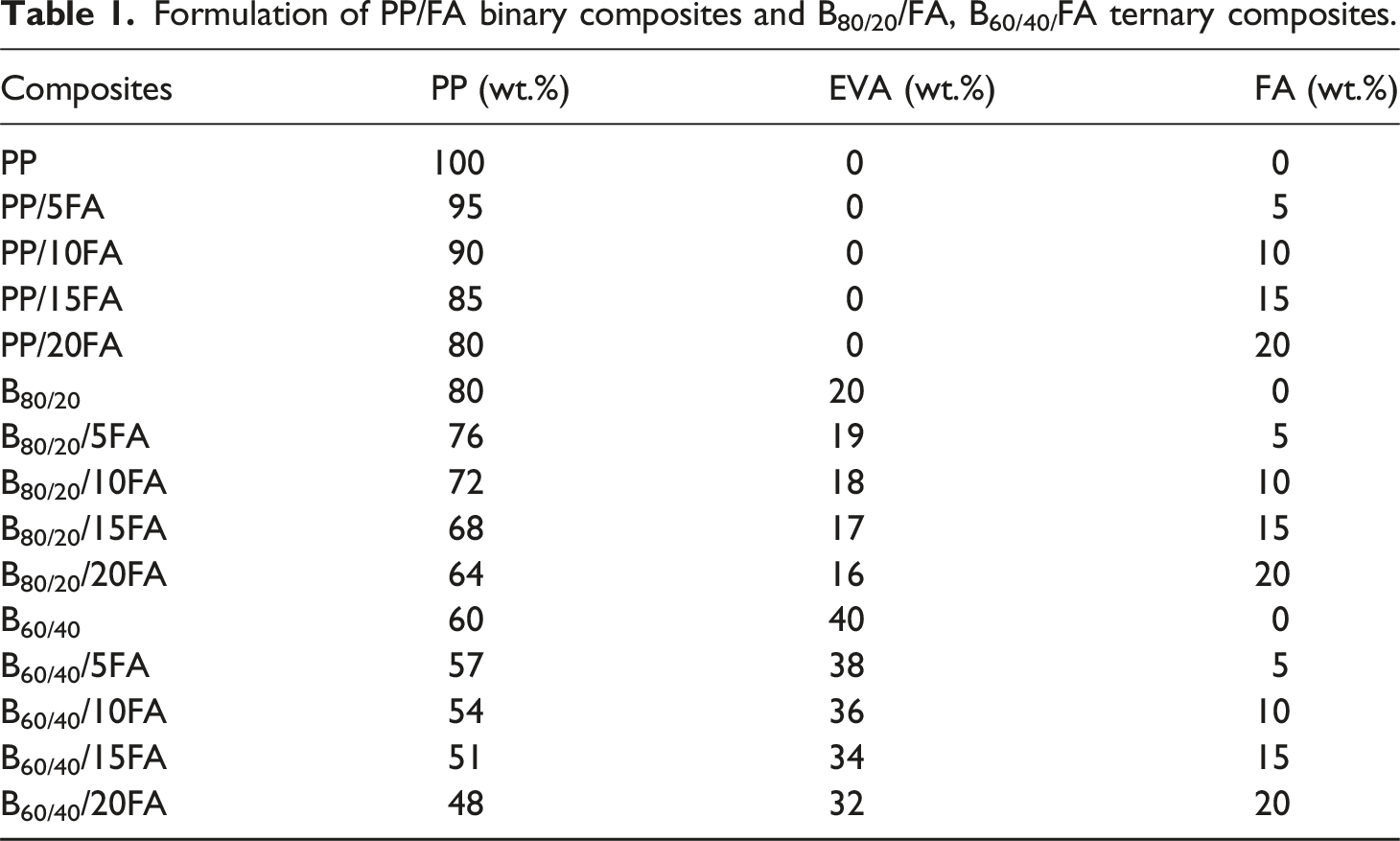
Formulation of PP/FA binary composites and B80/20/FA, B60/40/FA ternary composites.
Characterization techniques
Fourier Transform Infrared Spectroscopy (FTIR)
FTIR analysis was performed on pure PP, B80/20 blend, B60/40 blend, and their corresponding composites at 5, 10, 15, 20 wt.% FA loading using the PERKIN ELMER Spectrum 2000 equipped with an ATR accessory (Waltham, Massachusetts, USA). Injection-molded discs were analyzed in the 4000-600 cm−1 range, with an accumulation of 16 scans and a resolution of 2 cm−1.
Scanning electron microscopy (SEM)
The surface morphologies of the pure PP, B80/20 blend, B60/40 blend, and their respective binary and ternary composites containing 10 wt.% FA were examined using SEM Zeiss EVO 10 (Carl Zeiss Microscopy, GmbH, Jena, Germany) with an accelerating voltage of 10 kV. Firstly, the injection-molded dumbbells were cryo-fractured under nitrogen perpendicular to the flow direction to ensure accurate fractures. Then, they were gold coated via sputtering technique to turn them conductive.
The distribution and morphology of EVA domains within the PP matrix, as well as the resulting microstructure in the composites, were evaluated using the etching process by selectively removing EVA copolymer. The etching process was carried out following the protocol documented by Liu et al..11,22 The samples were immersed in toluene solvent at 50°C for 3 h. After treatment, the samples were carefully rinsed with distilled water and then dried in an oven at 80°C for 2 h. Subsequently, the etched samples were cryo-fractured and subjected to SEM analysis.
Differential scanning calorimetry (DSC)
The thermal properties of unfilled polymers as well as binary and ternary composites were investigated using Discovery DSC instruments, TA instruments (New Castle, Delaware, USA). The analysis was conducted under a nitrogen atmosphere, with a heating rate of 10°C/min over three cycles. The initial cycle is designed to eliminate thermal and mechanical history after processing and consists of heating the sample from 40 to 200°C, followed by a 2-min isotherm. In the second cycle, the sample was cooled from 200 to −50°C to obtain its crystallization behavior. After stabilizing for 2 min, another heating from −50 to 200°C was performed to study the melting behavior of each sample.
The degree of crystallinity (χc) of PP or EVA were calculated using the following equation (equation (1)):
Tensile tests
Tension was the chosen method of deformation to evaluate the mechanical properties of the materials produced. Tensile tests were conducted according to ISO 527-1:2012 standards, utilizing a SHIMADZU UH-X/FX universal testing machine (Kyoto, Japan) equipped with a 1 kN force sensor. All tests were performed at a speed of 5 mm/min at room temperature and a relative humidity of between 50% and 60%. For each sample, five injection-molded dog-bones were tested, 14 and the average of their tensile parameters were reported.
Melt rheological tests
The dynamic rheological properties of the composites were measured using Discovery HR-2 hybrid rheometer, TA instruments (New Castle, Delaware, USA). The measurements were carried out at 200°C in oscillatory shear mode using parallel plate geometry (25 mm in diameter). The injection-molded discs of each sample (diameter 25 mm and thickness of 2 mm) were placed between the plates with a gap of 1700 µm. Prior Testing, the molten samples were equilibrated for 5 min and the excess was carefully removed. Dynamic frequency sweep test was performed in the frequency range of 100-0.1 Hz at 0.2% strain amplitude, at which the materials display linear viscoelastic behavior, as verified by previous strain sweeps.
Results and discussions
Exploration of material preparation
In this work, new PP-based composite formulations were developed using simple, fast, and effective processing methods, that is, extrusion and injection molding, with the aim of providing high performance along with cost efficiency and industrial applicability. PP is a polyolefin thermoplastic made up of propylene units via polymerization reactions (Figure 1(a)). The motivation behind using it as the main matrix in composite development stems from its accessibility, modifiability, good processability, chemical resistance, and low cost.
15
Herein, the main drawbacks of PP that limit its use as an engineering thermoplastic, notably moderated stiffness and ductility,
24
are addressed by employing polymer blending and particulate reinforcement as key approaches. Molecular structure of (a) PP, and (b) EVA.
Polymer blending is a common industrial practice that allows for the manufacture of cost-effective, easily processable materials with unique properties by mixing polymers directly in the molten state.
25
To address the deficiencies of PP, particularly its moderated ductility, ethylene vinyl acetate (EVA) is chosen as a blend component due to its excellent flexibility and ductility.
9
EVA is a copolymer formed through the copolymerization of ethylene and vinyl acetate (VA) (Figure 1(b)).
26
The ethylene units, characterized by high crystallinity, give EVA copolymer the characteristics of a thermoplastic,
26
while the amorphous VA units provide elastomeric properties such as flexibility and softness.
27
Additionally, the polar nature of VA enables the copolymer to have a good affinity with a wide range of fillers.26,27 By varying the VA content from 10 to 40 wt.%, different EVA types can be achieved, offering a broad range of properties.26,27 For this research, EVA with a high VA content of 27-29 wt.% was selected to enhance PP’s flexibility and ductility. In counterpart, PP and EVA are known to be highly immiscible polymers, leading to two distinct morphologies depending on the concentration of each polymer.
11
At low EVA concentrations, a sea-island morphology is obtained especially when using a high shearing during blending by extrusion, where EVA droplets (islands) are dispersed within a continuous PP matrix (sea) (Figure 2(a)).
11
Whereas at higher EVA concentrations, a co-continuous morphology structure can be formed, where both EVA and PP create continuous, interconnected phases (Figure 2(a)).
11
In this work, two blend formulations were developed: 80/20 wt.% PP/EVA (low EVA concentration) and 60/40 wt.% PP/EVA (high EVA concentration), in an attempt to examine the effects of the two types of morphologies on composite properties. (a) Possible morphologies in immiscible polymer blends, (b) Possible microstructure in polymer/elastomer/filler composites.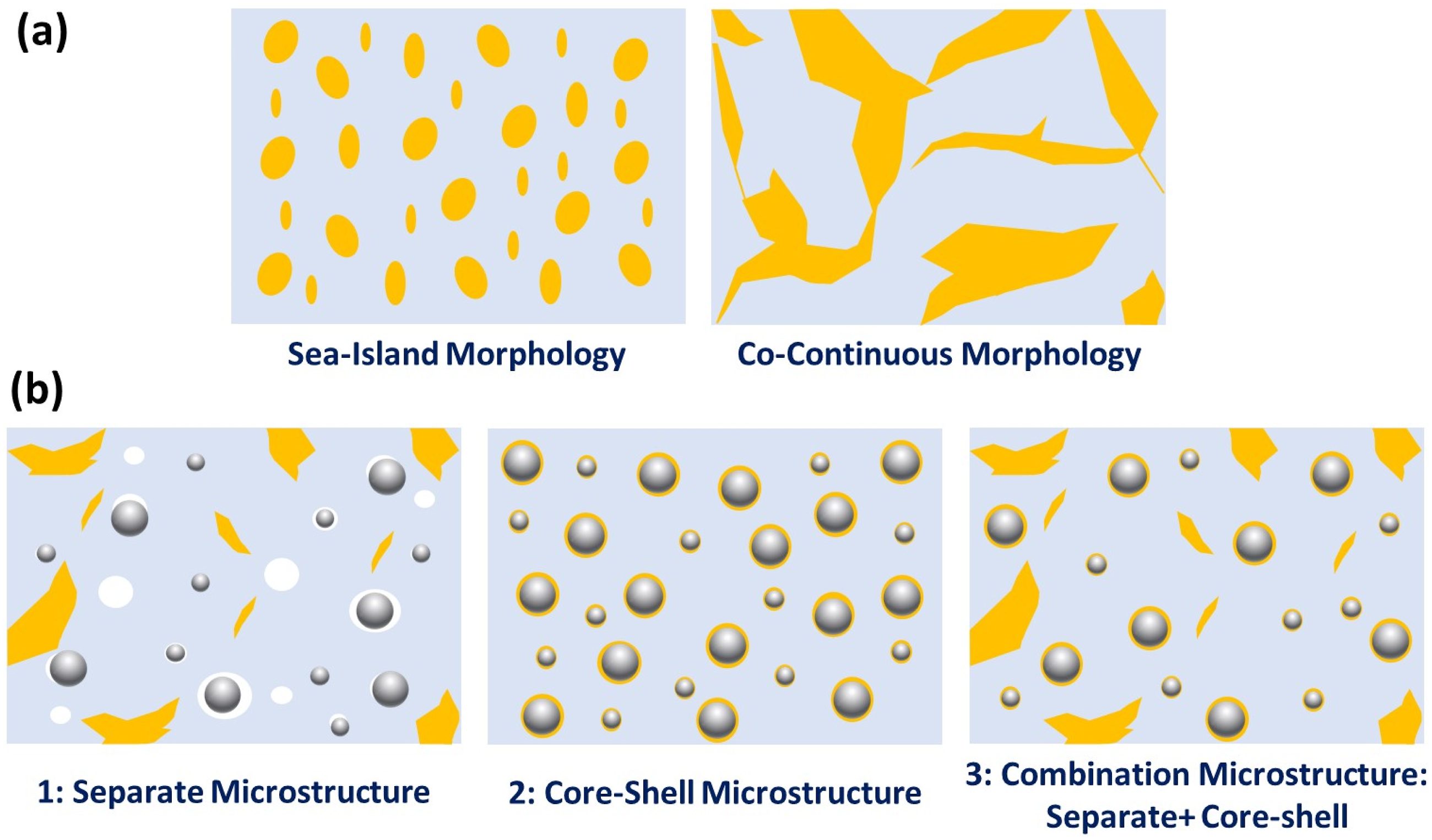
Particulate reinforcement is favored as an inexpensive, effective, and fast method to enhance the rigidity and other properties of the base polymeric matrix. 20 Here, coal fly ash (FA) by-product with a particle size under 63 µm was selected as the reinforcement, inspired by its previously proven effective reinforcement role,20,21 providing a potential route for improving PP’s rigidity while considering environmental responsibility. However, FA can only be physically bonded to the PP thermoplastic in binary composites due to polarity differences, leading to poor interfacial adhesion.21,28 On the other hand, it is generally assumed that three possible microstructures can occur in ternary composites containing polymer/elastomer/filler: (1) the separate microstructure, where rigid filler particles and soft elastomer behave independently; (2) the core–shell microstructure, where the filler is encapsulated within the polymer phase; and (3) a combination of the separate and core–shell microstructures (See Figure 2(b)).21,29 Given that both EVA copolymer and FA particles are polar, a greater affinity between them is expected,26,27 making the core–shell microstructure or a combination of separate and core–shell microstructures more likely in this work’s ternary composites.
Recognizing the importance of morphology and microstructure on the final properties of the multiphase polymeric system, a detailed investigation was conducted using SEM analysis and chemical etching. In this approach, the minor polymeric phase is selectively dissolved, providing clear evidence of the morphologies and microstructures obtained, the dispersion state of each component, and the quality of interfacial adhesion. 7 Consequently, this research covers a comprehensive study of the morphological changes induced by the introduction of EVA copolymer and FA particles, and therefore, their impact on the thermal, mechanical and melt rheological properties of different composite formulations.
Structural properties
FTIR spectroscopy was performed on all the materials developed in order to study the molecular structure and the interaction nature between the components. It is noteworthy that any intermolecular bonding between the polymer matrix and the reinforcing material is likely to be accompanied by the appearance, suppression or even shift of particular bands.
30
The same applies to polymer blends, where the lack of chemical reaction is usually proven by the absence of significant differences in the FTIR spectra of the blend compared to the individual polymers.
31
As seen in Figure 3(a), the typical characteristic bands of neat PP were detected including the bands at 2950 cm−1, 2914 cm−1, 2874 cm−1, and 2840 cm−1, corresponding to -CH3 asymmetric stretching vibration, -CH2 asymmetric stretching vibration, -CH3 symmetric stretching vibration, and -CH2 symmetric stretching vibration, respectively.21,32 Apart from that, other bands present at 1453 cm−1, 1374 cm−1, 1163 cm−1, 997 cm−1, and 978 cm−1 are attributed to -CH2 symmetric bending, -CH3 symmetric bending, and -CH3 rocking vibrations, respectively.
21
As found in our previous work,
21
in the FTIR spectra of FA-reinforced composites, the main characteristic band of FA at 1018 cm−1 (Si-O-Si/Si-O-Al stretch) seems to overlap with the existing PP band at 997 cm−1. Apart from that, there was neither disappearance or shifting of existing bands nor the formation of new ones, which implies that the interaction between FA particles and PP matrix is more likely to be physical than chemical.
33
Nevertheless, the only spectral difference noticed is the increased intensity of 1453 cm−1 and 1374 cm−1 bands, indicative of the entanglement of FA particles into PP’s long chains, thus providing further evidence that the physical nature of the interaction is more likely.
34
FTIR spectra of (a) PP/FA, (b) pure EVA, (c) B80/20/FA, and (d) B60/40/FA.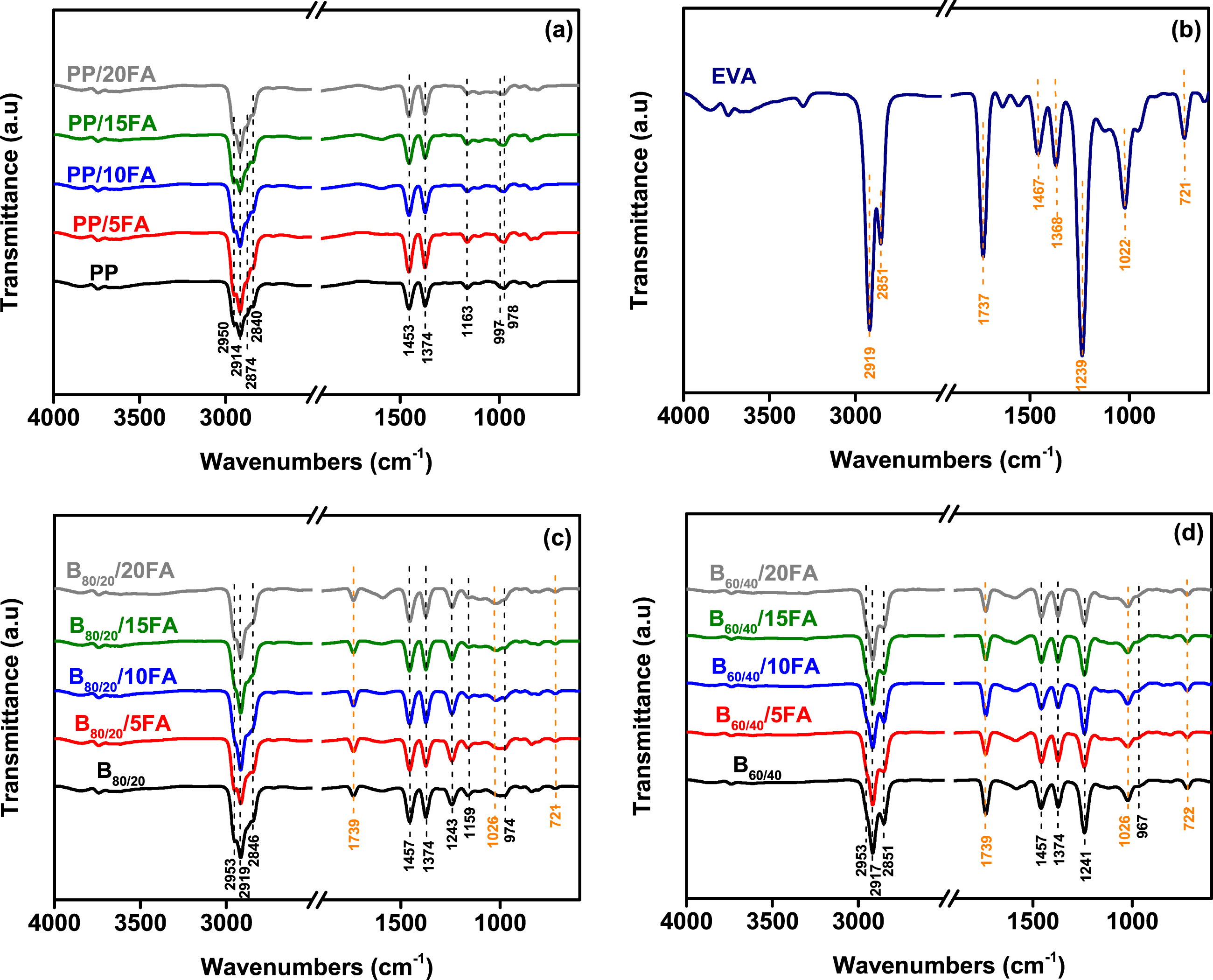
FTIR spectrum of pure EVA (Figure 3(b)) reveals the presence of bands in the 2850–2960 cm−1 range, which are related to -CH2 asymmetric and symmetric stretching vibrations. 35 Also, the characteristic bands at 1467 cm−1 and 1368 cm−1 correspond to the symmetrical bending of -CH2 and -CH3, respectively. 36 Other EVA’s typical bands are detected at 1737 cm−1, 1239 cm−1, 1022 cm−1, and 721 cm−1, and are attributed to C=O stretching vibration, =C-O-C asymmetric stretching vibration, =C-O-C symmetric stretching vibration, and in plane rocking -C-H bending vibration in CH2, respectively.35,36 It can be seen from FTIR spectra of the blends B80/20 and B60/40 (Figure 3(c) and (d)) the existence of all the characteristic bands of PP and EVA, without any additional ones, demonstrating the lack of chemical reactions between these polymers. 21 Except, it is evident that some absorption bands are shifted because of the overlapping of similar bands in PP and EVA. Additionally, a slight shift of some EVA’s characteristic bands towards higher wavenumbers is also noted, which is related to the restriction of vibrational movement of certain functional groups caused by the entanglement of polymers’ chains, thereby proving the physical interaction between EVA and PP.37,38 Interestingly, B80/20 spectrum shows increased intensity at 1453 cm−1 and 1374 cm−1, when compared to PP spectrum (Figure 3(a) and (c)). This enhancement further supports the physical entanglement between PP and EVA chains, increasing absorption.34,39 Conversely, B60/40 blend does not reveal any significant change in the intensity of 1453 cm−1 and 1374 cm−1 bands. Hence, this finding demonstrates that as the amount of EVA increases, each polymer chains tend to entangle preferentially with themselves more than with the other component of the blend.34,40 As it will be discussed in the following sections, at high concentrations of immiscible blend polymers, dynamic coalescence occurs. 41 This phenomenon is responsible for a separation of the polymer phases and therefore reduces interactions between the PP and EVA chains.34,41 Upon adding FA particles in ternary composites, the band wavenumbers remain unaffected, which again indicates the absence of chemical bonds between FA particles and PP or EVA polymers. 21 In B80/20/FA ternary composites, insignificant changes are noted in the intensity of the bands at 1453 cm−1 and 1374 cm−1, while the intensity of EVA’s carbonyl band 1739 cm−1 is increased. In this system, it is suggested that FA particles interact more with EVA than with PP. 34 Masturi et al. stated that the hydroxyl groups of silica nanoparticles interact with the carbonyl groups of polyvinyl acetate (PVA) polymer via dipole-dipole interactions. 42 Accordingly, through dipole-dipole interactions, the carbonyl groups of EVA’s vinyl acetate units can envelop the surfaces of FA particles, particularly, by interacting with the hydroxyl groups of certain FA elements such as silica and alumina. 42 When FA is added to B60/40 blend (Figure 3(d)), irregular intensity changes are observed in the characteristic bands of both PP (1453 cm−1 and 1374 cm−1) and EVA (1739 cm−1). This indicates that FA particles disrupt the chain mobility of both polymers. 43 Given the possible occurrence of dynamic coalescence and subsequent phase separation in the neat B60/40 blend, it is suspected that FA particles localize predominantly at the PP/EVA interface.41,44 Therefore, the resulting heterogeneous microstructure contributes directly to the observed irregularities in the IR absorption bands.7,45
Morphological characteristics
As shown in Figure 4, SEM micrograph of neat PP clearly illustrates the cryo-fractured surface typical of polyolefin thermoplastics, characterized by a smooth, brittle surface resultant from the conversion of cracks into microcracks followed by their rapid propagation.
46
Analyzing the SEM images of the B80/20 and B60/40 blends reveals a change in surface morphology after EVA addition. Particularly for B60/40 blend, the presence of the EVA phase dispersed in the PP matrix is clearly visible due to the high EVA content. This observation confirms the FTIR results, highlighting the immiscibility between PP and EVA polymers. Indeed, the presence of the dispersed EVA phase can play an important role in improving flexibility and ductility of the blends, owing to EVA’s inherent characteristic of undergoing irreversible plastic deformation.
47
Nevertheless, it is important to consider that the high surface tension between EVA copolymer and PP polymer caused by their immiscibility can lead to the formation of micro-voids and nodular cavities,
16
which were clearly remarked in the SEM image of B80/20 and B60/40 blends. These imperfections cause the creation of shear bands and cracks at their interfaces, inducing damage mechanisms within the material, thereby accelerating failure.
16
SEM micrographs of the composites’ cryo-fractured surfaces.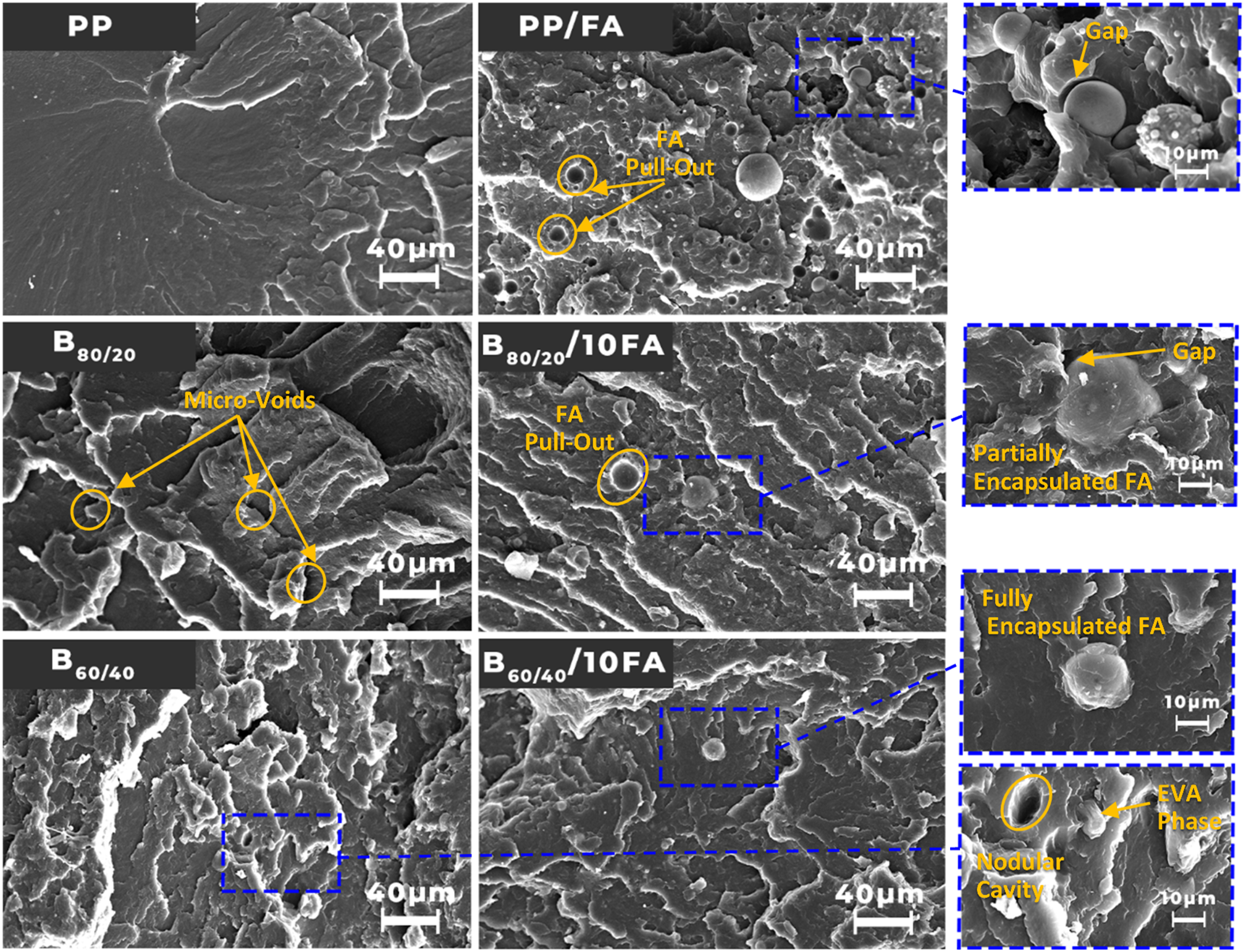
The effect of FA on the morphologies of binary and ternary composites was also investigated. Firstly, examination of PP/10FA SEM image shows an obvious poor interfacial adhesion between FA particles and PP matrix, evidenced by particle pull-out due to decohesion, gaps between FA and PP, and exposure of FA particles on the surface. All these morphological observations align consistently with FTIR findings, which affirm the absence of chemical reaction between the components and indicate that the interaction can only be physical. In the case of ternary composites, FA particles show a greater degree of integration in the matrix. However, it is evident that in the composite with the lowest EVA concentration (B80/20/10FA), small gaps between the FA particles and the matrix remain, and a few particle pull-outs are still observed. While in the composite with the highest EVA content (B60/40/10FA), FA particles are fully encapsulated within the polymer phase. As mentioned earlier, three different microstructures are possible in composites containing polymer, elastomer, and filler: a separate microstructure, a core-shell microstructure and a combination of the two. Correspondingly, the improved embedding of FA particles in the ternary composites suggests the obtainment of a core-shell microstructure or a combination of separate and core-shell microstructures. In these structures, the placement of FA particles can reduce surface tension between the highly immiscible PP and EVA polymers, 7 which ultimately may lead to enhanced ductility. 16 However, it should be noted that the reinforcing capacity FA rigid particles might diminish due to inefficient stress transfer, thereby decreasing the composites’ stiffness. 16
In fact, accurately identifying the dispersion state of EVA copolymer and the location of FA particles in the composites, based only on the above SEM images (Figure 4), is very challenging. To this end, chemical etching using toluene was performed to selectively dissolve the minor polymer, that is, EVA. Subsequently, the cryo-fractured surfaces of the etched samples were subjected to SEM analysis to provide a more comprehensive representation of the influence of both EVA concentration and FA inclusion on the morphology and microstructure of the composites. Figure 5 illustrates SEM images of the etched samples, and any black regions visible in the micrographs are mainly left by the etched EVA component. To verify the selective removal of the EVA copolymer by toluene without affecting the PP polymer, neat PP sample was also treated with toluene and its SEM image was compared with that of untreated PP. No difference was detected, confirming the effectiveness of toluene in selectively dissolving EVA. Similarly, for the binary composite PP/10FA, SEM images before and after exposure to toluene indicate no impact on either PP or FA particles by the solvent. SEM micrographs of the composites’ etched and cryo-fractured surfaces, (a to c) Schematic representation of the obtained microstructures in composites.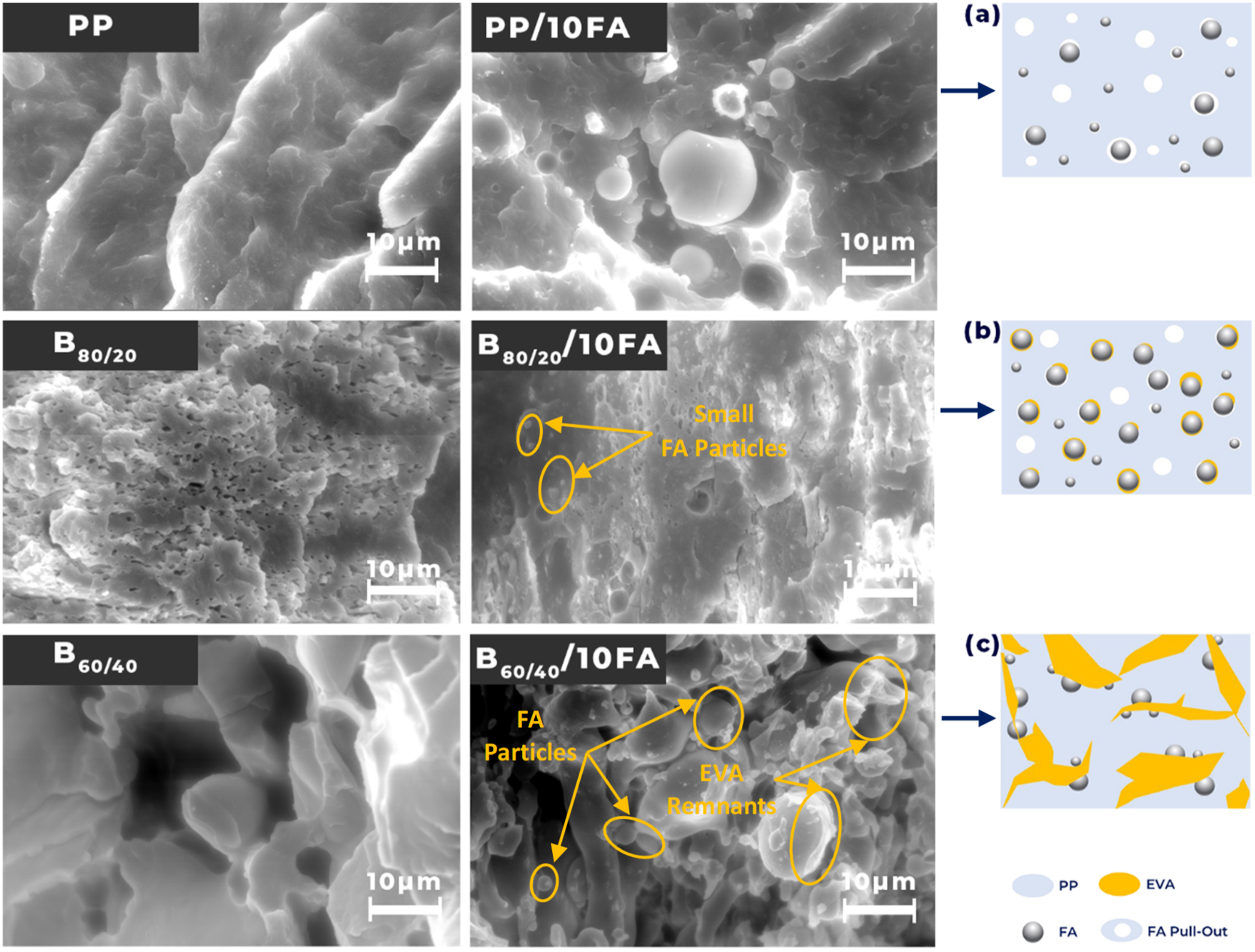
Remarkably, the SEM micrograph of B80/20 blend displays the typical sea-island morphology, where the EVA phase (black domains) is dispersed as droplets within the PP matrix. This morphology, forming at relatively low EVA concentrations of 20 wt.%, is frequently seen and has been documented in many previous studies.7,11,48 It likely arises from the significant interfacial tension between PP and EVA polymers because of their immiscibility, 7 as evidenced by FTIR and DSC results. Interestingly, it is quasi-impossible to detect FA particles in the etched ternary composite B80/20/10FA, except for a few small ones appearing on the PP surface. Moreover, the EVA domains appear more elongated, implying that FA particles are predominantly encapsulated by EVA, consistent with the core-shell microstructure type. It demonstrates the greater affinity of FA particles with EVA than with PP, due to their similar polarity.26,27 However, on the basis of the SEM figure of the non-etched B80/20/10FA (Figure 4), it can be reported that FA particles are only partially encapsulated by the EVA phase due to its relatively low concentration, which in turn results in some FA particles being present in the PP matrix (as illustrated in Figure 5(b)). 18 Although the encapsulation of FA particles by the EVA phase leads to better interfacial adhesion, it’s crucial to highlight that the resulting core-shell microstructure could weaken the reinforcing capability of the rigid FA particles. 49 This weakening is due to the hindered stress transfer between the PP matrix and the particles caused by the barrier effect of the EVA layer. 49
For B60/40 blend, increased EVA content transforms the blend morphology from sea-island to co-continuous, as reported elsewhere.11,48 The formation of a co-continuous structure is believed to arise from the dynamic coalescence of the high EVA content driven by the significant degree of surface tension between the highly immiscible PP and EVA polymers.7,41 It appears from the SEM image of the ternary composite B60/40/10FA that the FA particles are still present after etching and do not alter the morphology of the blend. Furthermore, closer examination of the image reveals two distinct polymeric phases (Figure 5), the remnants of a lighter phase next to the darker main phase, as well as its presence on the surface of some FA particles. Since all blends and ternary composites were etched with the same amount of toluene over the same period of time, it is therefore to be considered possible that the process conditions may not be sufficient to remove all of the 40 wt.% EVA, leaving residues in the B60/40 blend and its composite. From these observations, it can be suggested that FA particles are not encapsulated by the EVA phase alone but are confined to the PP-EVA interface, imparting a shared encapsulation between the two continuous polymer phases, that is PP and EVA. In fact, as EVA concentration increases and the co-continuous morphology forms, the FA particles migrate to the PP/EVA interface to minimize the interfacial tension between the incompatible PP and EVA phases. 44 In this context, obtaining a co-continuous morphology with shared encapsulation of FA by PP and EVA is close to the third type of microstructure, which is a combination of a separate microstructure and a core-shell microstructure (See Figure 5(c)). Although higher EVA content can provide composites with better flexibility and ductility, the resulting heterogeneous microstructure may create defect points and damage that will accelerate failure, 7 as will be elaborated in the following sections.
Thermal properties
Differential scanning calorimetry is a thermal analysis that studies the thermodynamic processes of a material. It is the most suitable characterization technique for identifying the structure, morphology, miscibility, and crystallinity of polymers and composites.
21
Thus, relevant information about the miscibility between PP and EVA as well as the effect of FA addition can be identified. Figure 6(a) and (b) depicts the melting and crystallization thermograms of the neat PP, neat EVA and their blends B80/20 and B60/40. Table 2 summarizes the parameters extracted from the DSC plots of all the developed polymeric materials (supporting information Page 1, Figure S1): melting temperature (Tm), enthalpy of melting (ΔHm), crystallization temperature (Tc), enthalpy of crystallization (ΔHm), and the calculated degree of crystallinity (χc). DSC curves of (a) neat PP, B80/20, B60/40 and (b) pure EVA. DSC data of neat PP, pure EVA, blends B80/20 and B60/40, PP/FA binary composites, B80/20/FA, and B60/40/FA ternary composites.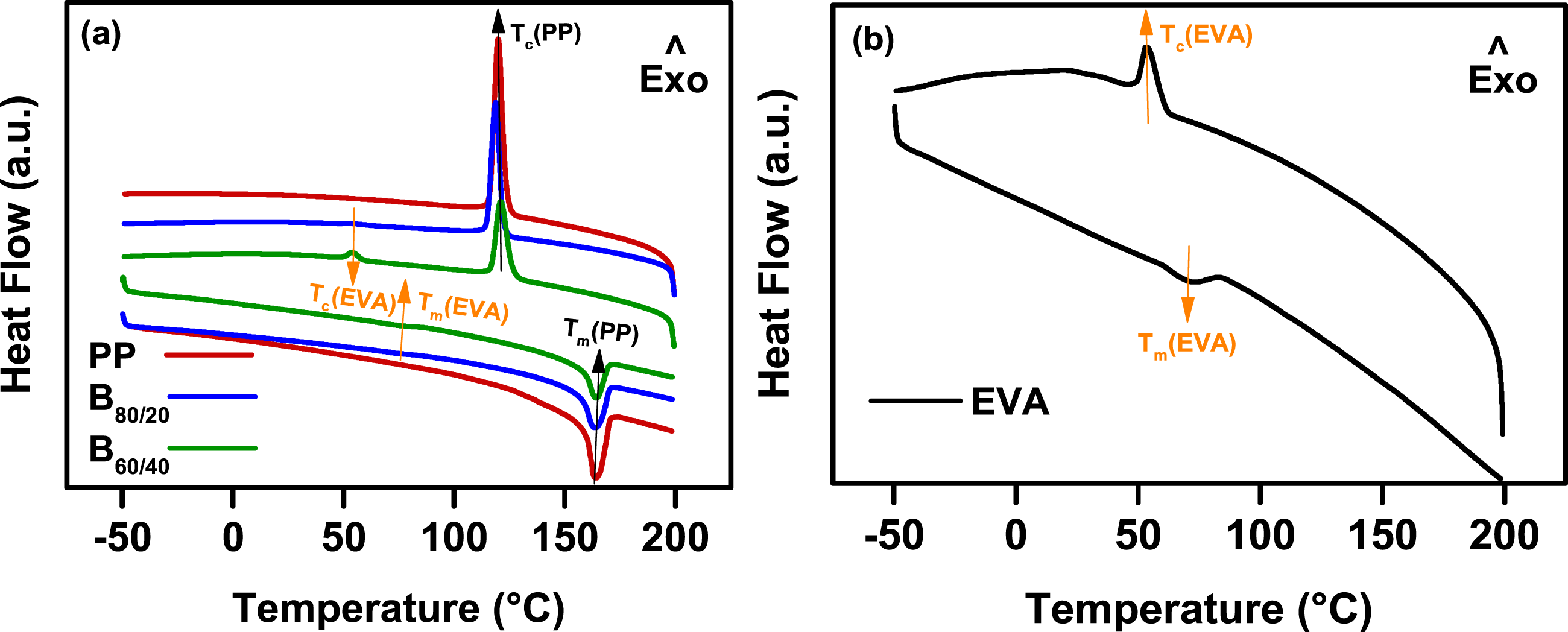
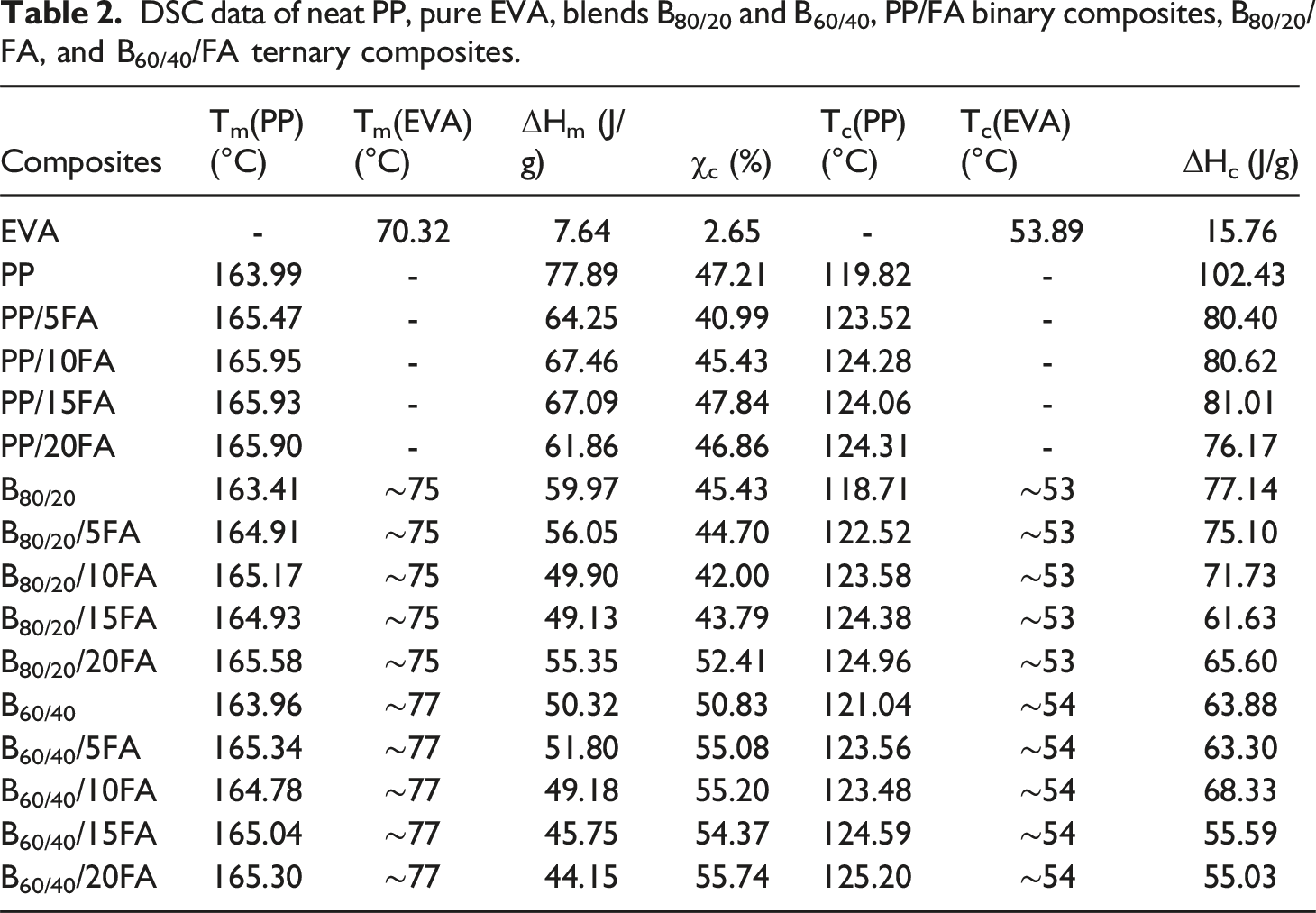
The DSC thermogram of neat PP (Figure 6(a)) shows that its crystalline regions start to melt at Tm = 163.99°C, indicating that the PP used is typically isotactic. 50 Upon cooling, PP’s chains crystallize at around Tc = 119.82°C. On the other hand, the enthalpies of melting (ΔHm) and crystallization (ΔHc), which represent the energy absorbed or released to melt or to form crystals, 21 were found to be, for PP, 77.89 J/g and 102.43 J/g, respectively. From ΔHm, the degree of crystallinity (χc) was calculated based on the equation (1), identifying the proportion of the polymer that is in the crystalline state. 51 It is an important parameter that reflects morphology and highly affects the mechanical properties. 52 χc(PP) was estimated to be 47.21%, indicating that nearly half of the polymer chains are organized in an ordered crystalline structure. As shown in Figure 6(b), the DSC melting curve of pure EVA displays a broad melting range around 70°C. Although EVA is a semi-crystalline polymer, the high content of amorphous VA (27–29 wt.%) inhibits efficient crystallization of the EVA backbone. 53 Indeed, the VA branching points result in the formation of small crystals that require minimal energy to break during melting, 53 which was found to be 7.64 J/g, giving χc(EVA) of no more than 2.65%. In contrast, EVA’s cooling curve shows a distinct crystallization peak at 53.89°C with ΔHc of 15.76 J/g, indicating its tendency to recrystallize into more densely packed structures. 54 For B80/20 and B60/40 blends, Tm and Tc are nearly identical to those in pure PP (Table 2), suggesting that they are characteristic of the PP polymer in the sample. Furthermore, the absence of significant difference in their values can be explained by the similar retention of PP polymer chains even after adding EVA, 55 which aligns with FTIR and SEM results showing the no chemical reaction and high immiscibility between PP and EVA. Additionally, a comparison of the DSC plots for the blends with those of pure PP and EVA, especially for B60/40 blend with a high EVA content, reveals that the crystallization characteristics of EVA are clearly observed independently of those of PP (Figure 6(a)), whereas those of melting are hardly visible (a small step at ∼75°C) due to the broadness of EVA’s melting peak as demonstrated in the DSC plot of pure EVA (Figure 6(b)). The appearance of EVA characteristics separately from those of PP further confirm the immiscibility between PP and EVA. ΔHm(PP) and ΔHc(PP) of the blends decrease after the addition of EVA copolymer, which is expected since the enthalpies are related to the amount of PP in the sample. 18 Thus, replacing a portion of PP with EVA automatically reduces the energy required to melt or crystallize PP’s crystalline region and hence the enthalpies. 18 The presence of EVA in B80/20 blend decreases χc(PP), which can be explained by the dispersed EVA droplets acting as a physical barrier, interfering with the mobility of the PP polymer chains and creating more amorphous zones. 47 Conversely, when increasing EVA content to 40 wt.%, the χc (PP) in B60/40 blend rises. Once more, this phenomenon can be elucidated by the morphological changes obtained in this case. Essentially, the transition to a co-continuous structure occurs due to the dynamic coalescence of the high EVA content, resulting in separate PP and EVA phases due to the high surface tension and poor compatibility, which is in line with the FTIR results. 41 Therefore, the phase separation decreases the friction between the two components, allowing the PP chains to move more freely and facilitating their arrangement during crystallization. 56
After the introduction of FA by-product into PP and B80/20, B60/40 blends, Tm and Tc markedly shift to higher values. Indeed, the heterogeneous nucleation induced by FA particles facilitates the formation of larger and more PP crystallites, which require higher temperatures to melt. 57 Additionally, these heterogeneous nuclei facilitate earlier crystallization of PP upon cooling.21,57 In contrast, the gradual drop of ΔHm and ΔHc with FA loading is again due to the decreased PP portion in the composites, as lower polymer content naturally results in less energy required during melting and crystallization. 18 The impact of FA particles on χc(PP) varies depending on the composite formulation. For instance, in binary composites, the inclusion of 5 wt.% FA slightly reduced χc(PP), but further addition of FA led to a progressive increase, reaching a higher degree of crystallinity than that of neat PP at 15 wt.% FA loading. Beyond this optimal concentration, a slight decrease in χc(PP) is obtained at 20 wt.% FA loading. The aforementioned observations indicate that FA particles can act as nucleating agents, enhancing PP crystallization, but their effectiveness is limited by a lack of uniform dispersion or agglomeration. 58 On the other hand, in the ternary composites B80/20/FA, χc(PP) shows no significant change at 5, 10, and 15 wt.% FA loading compared to that in B80/20 blend. However, at 20 wt.% FA, there was an enhancement of approximately 7%. According to the morphological findings, the microstructure of B80/20/FA is core-shell, with FA as the core and the EVA copolymer primarily forming the shell. This microstructure prevents FA particles from directly interacting with the PP matrix, leading to no significant impact on its crystallization. 59 While at higher FA concentrations and with insufficient EVA amount, some FA particles migrate to the PP phase, resulting in a more effective FA nucleation effect, thus promoting PP crystallization. 59 When increasing EVA content to 40 wt.%, a completely opposite behavior is noticed in the ternary composites, where χc(PP) represents the higher values. In fact, the composites B60/40/FA are characterized by a combined separate and core-shell microstructure, where FA particles are the cores, and the shell is shared between EVA and PP. Consequently, more FA-PP contact is created, facilitating heterogeneous nucleation. 59
Mechanical properties
Assessing the mechanical properties of materials is crucial for comprehending their performance under external loads, allowing the determination of their suitability for specific applications.
60
In this context, tensile test was conducted on the composites developed to evaluate the influence of incorporating FA particles and EVA copolymer on the materials’ tensile properties, enabling the identification of the optimal combination of components for a well-balanced improvement. To acquire an in-depth understanding of the various phenomena that happen during tension, the main behaviors were derived from the tensile stress-strain curves of binary and ternary composites (supporting information Page 2, Figure S2). To this end, schematic representation of three examples of tensile stress-strain curves (neat PP, B80/20 and B60/40) were drawn in Figure 7 to identify the different regions of deformation. For neat PP, four main regions are clearly detected throughout deformation. The initial part is the elastic region (1), where stress rises continuously until reaching the maximum point, marking the onset of yielding. During this phase, PP chains, tightly packed with crystalline lamellae bonded to amorphous regions, stretch without permanent damage.
61
At the yield point (2), the transition from elastic to plastic behavior occurs, primarily affecting the chains in the amorphous region, which begin to untangle, uncoil, and elongate.
62
Subsequently, after yielding, the necking phenomenon takes place and begins with strain softening (3), where strain increases while stress decreases, indicating a weakening of the material’s structure. This stage involves stress transfer from amorphous chains to crystalline lamellae, causing their slippage.
60
At a stage of increased strain, the stress recognizes a plateau-like deformation which is known as the steady flow regime (4).
61
During this region, the amorphous part undergoes a significant stretching, while the slipped crystalline region starts rotating towards the stretching direction.
61
Following the steady flow, strain hardening (5) happens as the material strengthens due to the rearrangement and enhanced alignment of crystalline lamellae along the applied stress direction.
61
During this phase, and with increasing elongation, parts of the lamellae may break off, forming smaller fold blocks that continue to deform in the stress direction, while the amorphous regions become highly elongated, resulting in a fibrillar-like structure.60,62 Ultimately, as stress continues to rise, the PP sample fractures (6), marking the point of failure where the internal structure of the polymeric chains can no longer withstand the applied load.
62
Similarly, the stress-strain curves of the binary composites, shown in supporting information (Page 2, Figure S2a), exhibit the same patterns as for pure PP, but with earlier failure observed as the FA load increases. In this case, the dispersed rigid FA particles disrupt the alignment of polymer chains during stretching, thereby weakening the material’s load-bearing capacity.
63
Additionally, the incorporation of rigid FA particles introduces stress concentration points within the composite, which become more pronounced with higher FA concentrations, accelerating fracture.
64
As illustrated in Figure 7, the tensile stress-strain curve of the blend B80/20 is also characterized by the typical four regions indicative of neat PP, yet with more reduced plastic deformation. Indeed, although EVA can contribute with certain beneficial properties such as flexibility, its immiscibility with PP leads to the possible creation of defects and voids at the interface, which contribute to early stress fractures.
7
Again, B80/20/FA ternary composites follow the same four deformation regions, with a much earlier fracture due to the introduction of rigid FA particles that inhibit any plastic deformation (supporting information Page 2, Figure S2b).
63
Strangely, the blend B60/40 breaks immediately after the softening regime, lacking a pronounced plastic deformation due to damage.
65
At higher EVA concentrations, a co-continuous morphology is formed with poor interfacial adhesion. As a result, when this heterogeneous mixture is stretched, premature failure takes place due to phase separation, as weak interfaces between the poorly bonded continuous PP and EVA phases cannot withstand the applied stress (7).7,66 This heterogeneity and phase separation can be clearly deduced from the behavior of all B60/40/FA ternary composites during tension, since some samples experience premature fracture, while others lack plastic deformation, highlighting the independent behavior of samples under higher stresses due to damage (supporting information Page 2, Figure S2c). Illustration of the behavior of PP, B80/20, and B60/40 under tension.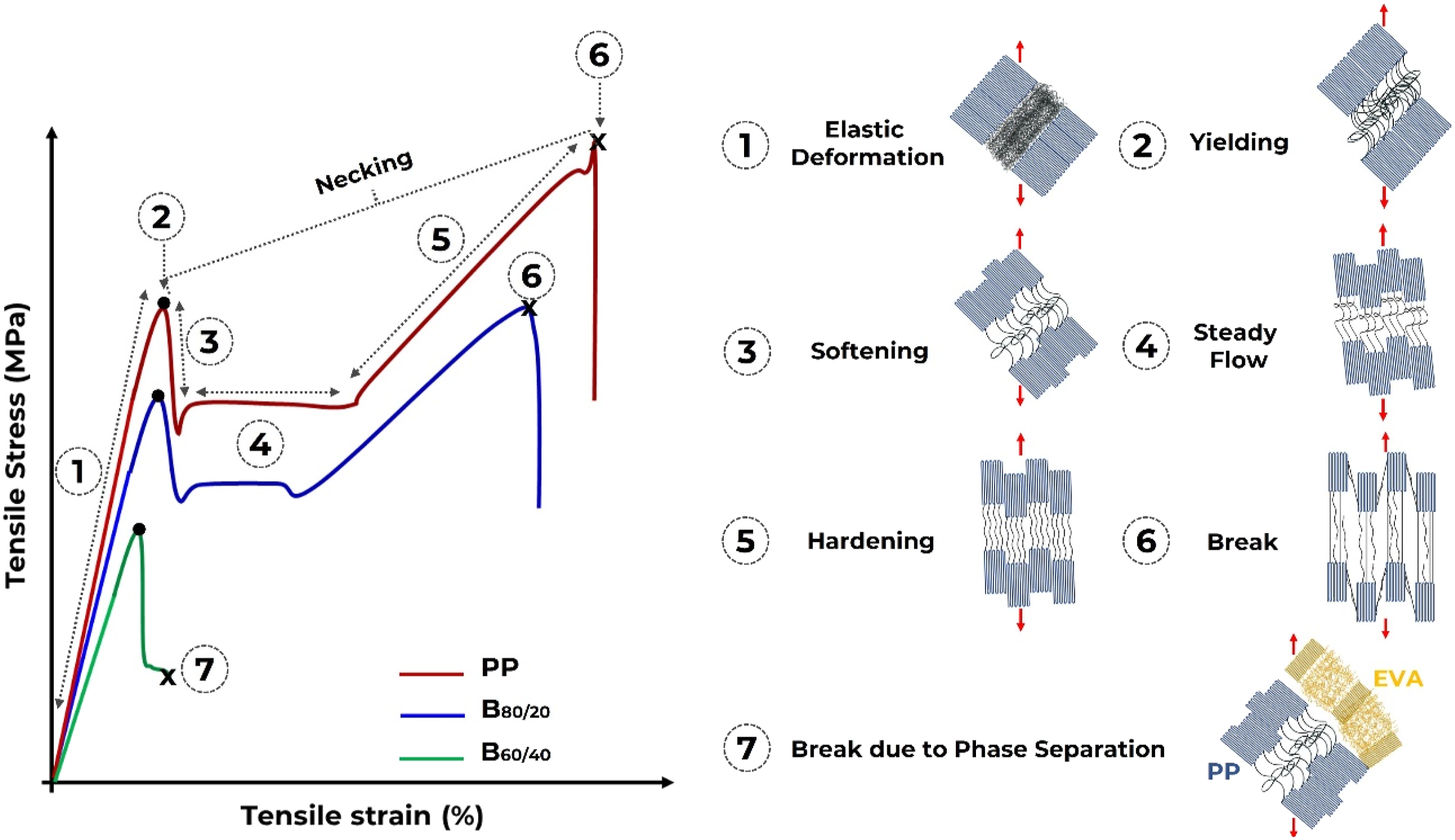
From the provided tensile stress-strain curves, the fundamental tensile parameters namely Young’s modulus, yield strength, strain at yield and elongation at break were calculated and presented in Figure 8(a)–(d). Firstly, the Young’s modulus, defined as the slope of the stress-strain plots’ initial linear portion, serves as a crucial factor in assessing the stiffness of materials.14,67 The results in Figure 8(a) show that Young’s modulus values of the binary composites gradually increase with FA loading, reaching improvements of up to 25%, indicating the good stiffening role of FA on the composites.
14
As found in the previous work,
21
FA is rich in silica (SiO2, 63.36%) and alumina (AL2O3, 19.71%), which are key elements responsible for the high reinforcement efficiency.68,69 Indeed, these inorganic components form a network-like structure when introduced into a polymeric matrix, hindering the mobility of polymeric chains and consequently enhancing the material’s resistance to deformation, and thus their stiffness.28,70 On the other hand, as the amount of EVA copolymer increases, the resulting B80/20 and B60/40 blends exhibit a decrease in Young’s modulus. This result is to be expected, since the substitution of a PP portion with a softer, less rigid molecular structure generates a reduced Young’s modulus.
14
When FA particles are loaded into B80/20 and B60/40 blends, a slight increase or a relatively unchanged Young’s modulus is obtained, taking into account the standard deviations. Here, it is important to underline the strong correlation between the morphology of the mixtures and their mechanical properties. As mentioned in the morphological characteristics section, in ternary composites, a core-shell microstructure or a combination of separate and core-shell microstructures is obtained where FA is the core and EVA phase alone or a sharing of EVA and PP are the shell. Such microstructures can lead to inefficient stress transfer between the polymer matrix and FA particles, as well as discontinuities in stress transmission.
49
This in turn results in an inefficient reinforcement that affects the overall stiffness improvement of composite materials. Tensile properties of the elaborated composites. (a) Young's Modulus, (b) Yield strength, (c) Strain at Yield, (d) Elongation at Break.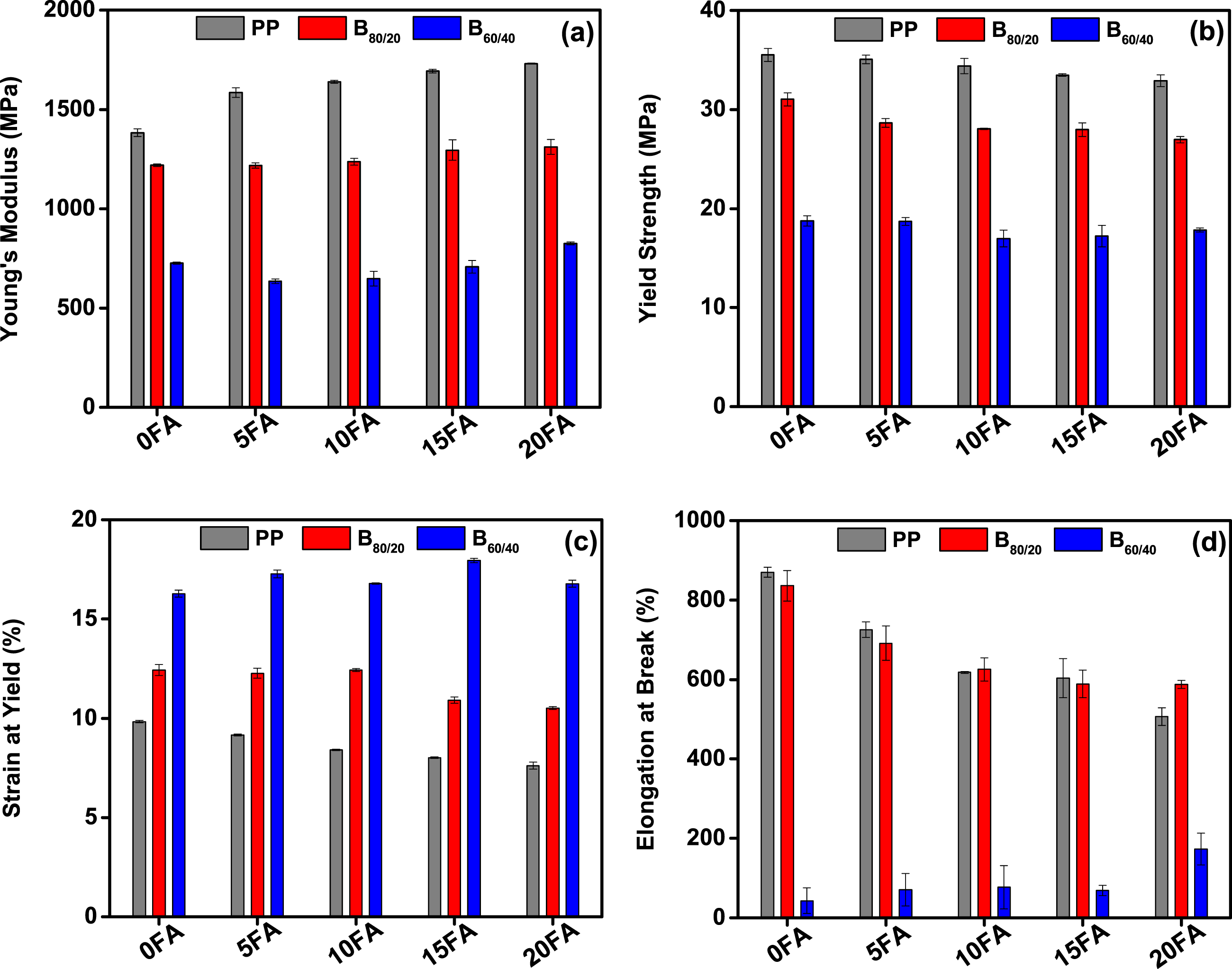
Yield strength (Figure 8(b)) indicates the maximum stress a material can withstand before undergoing permanent deformation. 71 It is another important parameter needed in material selection for specific applications, as it assesses the material’s ability to withstand repetitive loads while maintaining dimensional stability. 72 Moreover, examining the yield strength of composites provides valuable information on interfacial adhesion between FA, PP and EVA constituents and their state of dispersion. 73 For the binary composites, it is shown that the addition of FA decreases the yield strength by around 7%. As demonstrated by FTIR and SEM results, there is a poor interfacial adhesion between FA particles and PP matrix, which is proved by the appearance of voids and gaps between them. These voids and gaps act as stress concentration points when subjected to a tensile load, resulting in a reduction in load-bearing capacity and thus detrimentally impacting yield strength.49,74 Accordingly, the immiscibility and incompatibility between PP and EVA copolymer is also reflected in yield strength behavior of the blends, 75 with a reduction of 13% and 47% for B80/20 and B60/40, respectively. While, for the ternary composites, a further decrease is noticed. This is due to the heterogeneous and complex microstructure resulting from the combination of elements that are immiscible and just physically bonded. 7
Strain at yield and elongation at break are also investigated and presented in Figure 8(c) and (d), providing a complete understanding of the flexibility, ductility, and toughness of the materials developed. Strain at yield indicates the extent of deformation a material can sustain before experiencing permanent deformation, 14 whereas elongation at break signifies the degree of plastic deformation a material can undergo before breaking. 67 With increasing FA loading in binary composites, the strain at yield and elongation at break exhibit a dramatic reduction, by more than 23% and 42% decrease, respectively. This behavior naturally arises after the addition of rigid particles that limits the mobility of PP chains and thus hinder their deformation. 76 When introducing EVA copolymer at 20 wt.% in the materials’ formulation, the yield strain of the B80/20 blend and its B80/20/FA ternary composites is enhanced compared to pure PP by up to 26%. Moreover, a further increase in EVA portion to 40 wt.% in the material enables a more considerable improvement in strain at yield, with increases exceeding 66% for the B60/40 blend, and up to 83% for its B60/40/FA ternary composites, particularly noticeable at 15 wt.% FA loading. As EVA copolymer is known for its attractive characteristics of high flexibility and ductility, it acts as a plasticizer, enabling the resulting blends to undergo greater deformation during yielding.48,76 On the other hand, the increased strain at yield observed in B60/40/FA composites compared to their B60/40 blend can be attributed to the effective dispersion of FA particles as a core and where a sharing of EVA and PP are the shells. This dispersion regulates the cavitation process, a common mechanism in polymer blends, enabling shear yielding to occur at higher strain levels. 24 Concerning elongation at break, a contradictory behavior is obtained following the addition of EVA; registered by a slight decrease for B80/20 and its ternary composites, which becomes more pronounced for B60/40 and its ternary composites. Surprisingly, although the materials initially display ductile properties up to their yield point, they then experience rapid fracture without extensive deformation. The suggestion here is the occurrence of a ductile-to-brittle transition phenomenon, wherein the materials change from ductile behavior to a sudden brittle fracture. 48 The toughness of the materials is also closely linked to their morphology. 9 Indeed, the heterogeneity resulting from blending highly incompatible polymers creates defect points and weak interfaces where stress cracking is easily occurred, as mentioned above. 18 Additionally, the morphological transition from “sea-island” to “co-continuous” caused by the dynamic coalescence of the high concentration of EVA (40 wt.%), has the consequence that, in ternary composites, the FA cores are rather encapsulated by a sharing of EVA and PP, as shown in the SEM results. This complexity of microstructure further increases the presence of defects, acting as stress concentrators that facilitate crack initiation and propagation, ultimately leading to premature failure with low energy absorption. 76
After a general assessment of the mechanical properties of all the composite formulations, it can be deduced that the PP/20FA binary composite is well-suited for applications demanding high stiffness without necessitating high ductility. The B80/20/10FA ternary composite is appropriate for applications requiring a balance between stiffness and ductility. Conversely, B60/40/20FA ternary composites may prove effective for applications requiring significant ductility but not substantial rigidity, particularly where stresses do not surpass yielding.
Melt rheological properties
The assessment of the composites’ rheological response allows a deep knowledge of internal microstructural changes, interface characteristics, and the level of interaction and dispersion between the constituents of blends and filled polymer composites.
64
Specifically, examining the elasticity and viscosity of the developed composites provides valuable information regarding the influence of component’s content, as well as composites’ morphology and microstructure, which are crucial factors affecting mechanical properties and processing behavior.
64
Figure 9 depicts the variation of storage modulus (G’) and complex viscosity (η*) of the elaborated materials versus frequency under a temperature of 200°C. Melt rheological properties of the elaborated composites. (a to c) Storage Modulus G', (a' to c') Complex Viscosity η*.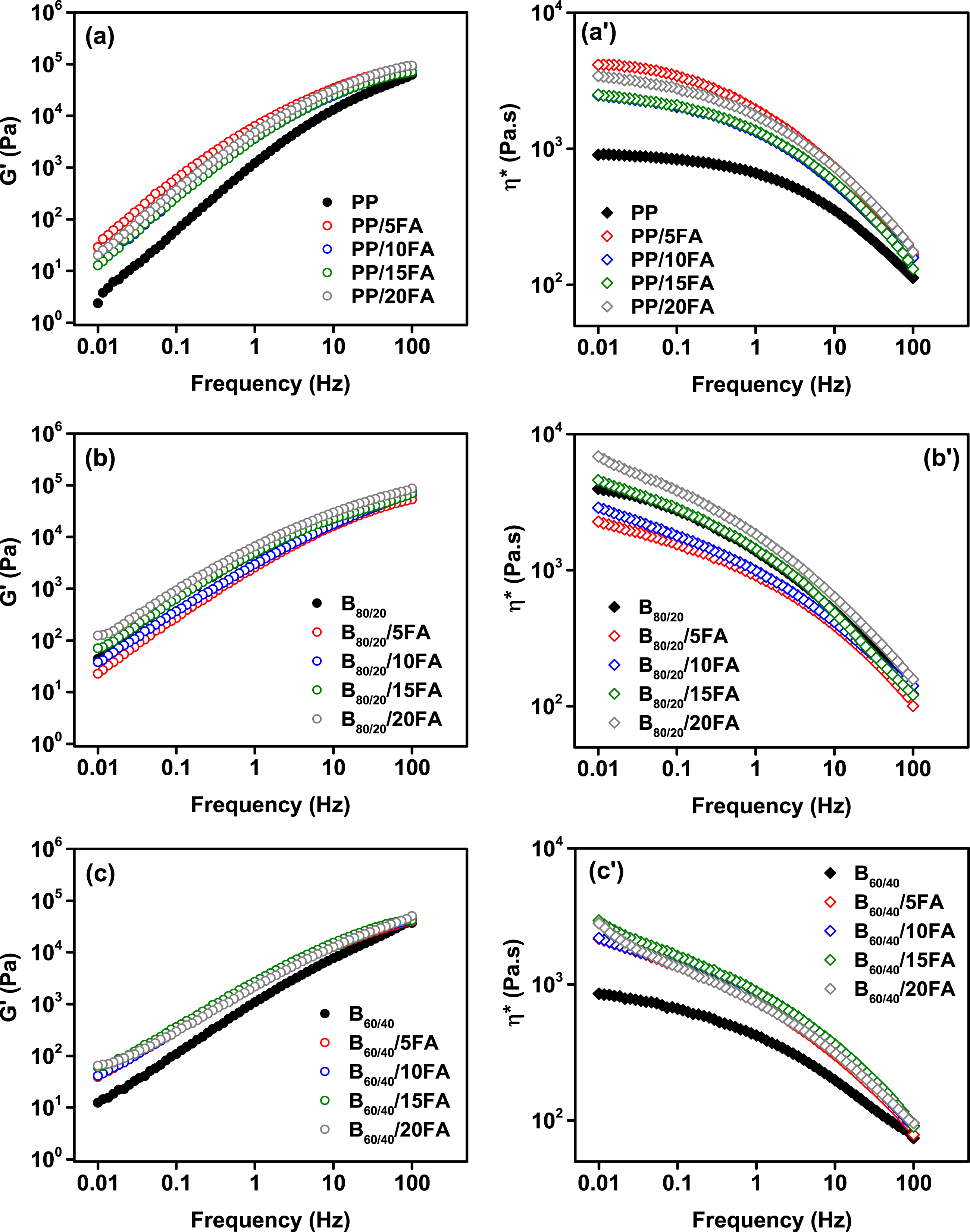
The storage modulus (G’), which is an index of elasticity, increases with frequency for all the elaborated binary and ternary composites (see Figure 9(a)–(c)). Here a transition from liquid-like to solid-like behavior occurs, typical of polymeric materials in their molten state. 76 Actually, as frequency rises, polymer chains lack sufficient time to relax, thereby acting elastically. 14 Besides, complex viscosity (η*) is also a key parameter in melt rheology, often investigated due to its relevance in providing details about interfacial adhesion, the influence of morphology, in addition to constituents’ characteristics. 77 From the curves illustrated in Figure 9(a)–(c’), it is readily apparent that η* of all the elaborated materials decreases with frequency, indicating their shear thinning behavior (pseudo-plasticity). 78 When subjected to shear stress, the polymer chains untangle and align, resulting in a reduction of η*. 79 The viscoelastic response at low frequencies is considered when evaluating the melt rheological properties of binary and ternary composites. It should be noted that at these lower frequencies, the flow-induced molecular orientation phenomenon has less effect on viscosity and elasticity. 78 Consequently, a more accurate assessment of the effect of FA particles and EVA copolymer on the melt rheological properties of the resulting composites is obtained.
As it can be seen from the results of Figure 9(a) and (a’), G’ and η* of binary composites exhibit an increment compared to unfilled PP. The presence of high amount of rigid elements such as silica and alumina in FA limits the flow of polymeric chains, thus enhancing the composites’ viscoelastic characteristics.68,69 Nevertheless, it is clear that the values of G’ and η* significantly vary with respect to FA loading, reflecting the state of particle dispersion and the consequent changes in composites’ microstructure. 64 Specifically, PP/5FA displays the highest G’ and η*, which reveals the optimal loading for achieving the greatest viscoelastic response in the molten state. Conversely, the lowest values of G’ and η* are recorded for the composites PP/10FA and PP/15FA, whose curves notably overlap. Increasing FA loading to these ranges along with high temperature conditions (200°C) cause polymeric chains’ scissions, thereby increasing their flow. 64 Strangely, excessive loading, that is 20 wt.% FA, slightly enhances G’ and η*, showing intermediate values between those of PP/5FA and PP/10FA or PP/15FA. This is possibly due to particle agglomeration that could form interconnected structures, limiting the flow of polymer chains by confining them inside.80,81
EVA copolymers are known to possess lower elasticity and viscosity compared to PP thermoplastics. 65 Typically, a PP/EVA blend is expected to demonstrate rheological properties that lie between those of the individual components. 82 However, it is surprising that B80/20 blend exhibits a higher G’ and η* than pure PP, suggesting that this blend formulation deviates from the expected rule of mixtures for melt rheological properties (Figure 9(b) and (b’)). 82 While this behavior may seem unconventional, it can appropriately be attributed to the morphological findings stated above. Accordingly, the homogenous dispersion of EVA as small droplets within the PP matrix ensures a uniform transfer of deformation when subjected to shear stress, resulting in enhanced G’ and η*. 83 In counterpart, the G’ and η* values of B80/20/FA ternary composites are found to decrease initially with low FA loading (5 and 10 wt.%), but then start to increase progressively with higher loadings (15 and 20 wt.% FA), ultimately exceeding those of unfilled B80/20. Based on the morphological observations, B80/20/FA ternary composites exhibit a core-shell microstructure, where the FA particles are the cores, and the shell is mainly made up of the EVA phase. This type of microstructure inhibits the effectiveness of the reinforcing role played by FA that limits the mobility of polymer chains, thus leading to a decrease of elasticity and viscosity. 82 However, with further increases in FA loading and insufficient amount of EVA, some of the particles migrate into the PP phase. In this case, shear stress can be effectively transferred from the PP matrix to the FA reinforcement, contributing to the enhanced G’ and η* of the composites. 11 For the blend B60/40 (Figure 9(c) and (c’)), G’ is higher than that of neat PP but still lower than that of B80/20 blend, while η* is quite similar to that of neat PP. The complex viscoelastic response observed can be entirely attributed to the morphological changes induced by increasing EVA content. The transition from a sea-island to a co-continuous morphology result in two continuous phases of PP and EVA that are fully separated. This leads to reduced stress transfer compared to the sea-island morphology, resulting in a lower G'. 83 Additionally, this phase separation facilitates polymer chain mobility, leading to η* behavior identical to that of the dominant phase (PP). 82 Introducing FA particles into B60/40 blend results in a gradual increase in G’ and η*, reaching their maximum values at 15 wt.%. In the microstructure of these composite systems, the shell is essentially shared between the two polymeric phases of PP and EVA. This interfacial localization of FA between PP and EVA not only slows down the mobility of both polymers’ chains but also stabilizes dynamic asymmetry. 84 When FA content rises to 20 wt.%, G’ and η* of the resulting composite drop slightly. The possible explanation for this slight decrease can be attributed to the interfacial saturation phenomenon. 85 Indeed, a high amount of FA that exceeds the interfacial saturation capacity results in the agglomeration of the particles at PP/EVA interface. 86 Therefore, FA particles tend to interact with themselves (particle-particle interaction) more than with PP or EVA (particle-polymer interaction), which leads to a reduction in reinforcement efficiency and hence slightly easier mobility of the polymer chains.85,86
It is noteworthy that enhanced melt elasticity and complex viscosity are very important in certain polymer processing methods like extrusion, injection molding, and blow molding, as they help to maintain the shape of molten polymer, control the flow rate, and reduce defects. 87 However, these properties also suggest that higher pressure and temperature may be required during processing to ensure products’ quality. 19 Therefore, it is crucial to optimize processing parameters for these composites to balance high-performance with production cost efficiency.
Conclusion
The present work successfully demonstrates the potential of developing low-cost high-performance composites based on polypropylene/ethylene vinyl acetate (PP/EVA) and filled with coal fly ash (FA) as a novel reinforcing agent. Using a 50/50 wt.% PP/FA masterbatch prepared via extrusion, various composites were manufactured via injection molding at FA loadings of 0, 5, 10, 15, and 20 wt.% with matrices composed of 100% PP, 80/20 wt.% PP/EVA (B80/20), or 60/40 wt.% PP/EVA (B60/40). By systematically studying the morphological changes induced by varying FA and EVA content, the work established a clear relationship between composite microstructure and their thermal, mechanical, and rheological properties. For instance, the poor interfacial adhesion between PP and FA particles in binary composites is highly affecting the heterogeneous nucleation efficiency. Nevertheless, the excellent rigidity of FA particles leads to a stiffness enhancement of up to 25%. Moreover, increasing EVA content from 20 wt.% to 40 wt.% shifted the blend morphology from sea-island to co-continuous, with FA addition in the resulting ternary composites leads to the formation of two different microstructures, namely core-shell and a combination of separate and core-shell microstructure, respectively. These morphological and microstructural differences result in a variety of mechanical performances. In particular, excellent stiffness without pronounced ductility has been demonstrated by PP/FA binary composites. B80/20/FA ternary composites are characterized by a balance of stiffness and ductility. While modest stiffness accompanied by a considerable 83% improvement in ductility before yielding was a feature of B60/40/FA ternary composites. Morphological impacts were also reflected in melt rheological results, indicating that PP-FA interaction is required for better elasticity and ductility. Overall, the developed composites can be utilized in a wide range of engineering applications, while aligning with sustainability and circular economy principles through the reuse of an industrial by-product.
Supplemental Material
Supplemental Material - Fly ash incorporation in polypropylene/ethylene-vinyl-acetate (PP/EVA) blends: An in-depth morphological and performance study
Supplemental Fly ash incorporation in polypropylene/ethylene-vinyl-acetate (PP/EVA) blends: An in-depth morphological and performance study by Siham Ez-Zahraoui, Abou El Kacem Qaiss, Rachid Bouhfid, Mounir El Achaby and Fatima-Zahra Semlali in Journal of Thermoplastic Composite Materials
Footnotes
Acknowledgements
The financial assistance of the Office Chérifien des Phosphates (OCP S.A.) in the Moroccan Kingdom toward this research is hereby acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
The data that supports the findings of this study are available from the corresponding author, Fatima-Zahra Semlali, upon reasonable request.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.