
Abstract
The demand for lightweight, high energy-absorbing structures in engineering applications necessitates the development of advanced materials and manufacturing techniques. Composite sandwich structures, with their excellent strength-to-weight ratios and energy dissipation properties, offer promising solutions. This study investigates the energy absorption characteristics of composite sandwich structures with 3D-printed honeycomb core. The skin was fabricated through hand lay-up techniques with carbon and glass fibers and honeycomb core fabricated from polylactic acid by fused deposition modeling. Quasi-static compression testing and optical analysis evaluated energy absorption (E a ), specific energy absorption (SEA), and crush force efficiency (CFE). Sandwich structures with vertical cores exhibited superior energy dissipation due to enhanced stability and resistance to buckling. Also, sandwich structures with carbon fiber skins achieved the highest SEA and E a values, demonstrating improved energy absorption prior to densification. Horizontal cores, despite lower SEA, provided stable crushing behavior, supporting consistent load distribution. Core crushing with plastic deformation was identified as the primary failure mechanism. The results highlight the significant influence of structural orientation and material selection on energy absorption performance. Sandwich structures with vertically oriented cores and carbon fiber-reinforced skins showed the greatest potential for high-energy absorption applications, offering a cost-effective and efficient solution for advanced engineering needs.
Introduction
Optimal structural performance is achieved by minimizing weight without sacrificing strength, focusing on material and geometric configuration.
1
Sandwich structures, as a lightweight structural composite, are widely used in construction, automotive, and bio-engineering industries for their strength, thermal insulation, and energy absorption.2,3 As shown in Figure 1, sandwich structures feature a thick core between two thin skins that transmit shear forces and support bending loads. The core’s thickness influences energy absorption and enables it to endure high compressive strain under constant stress through plastic deformation.4,5 The energy absorption properties of sandwich structures depend on factors such as skin material, processing method, bonding technique, core geometry and type.
6
Schematic image of sandwich structure.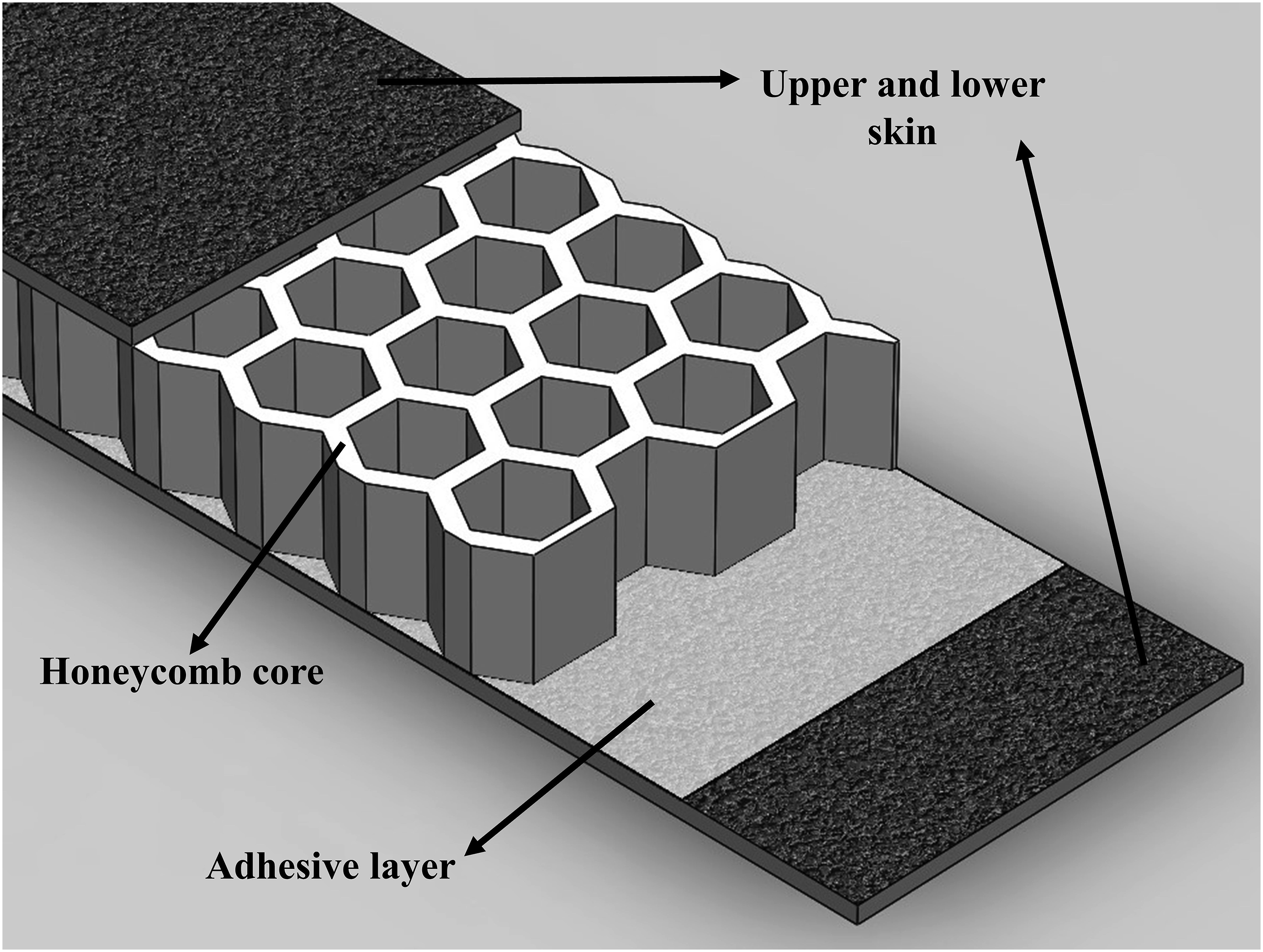
Consequently, the optimal design of a polymer core to replace it with metallic materials is a key point for the development of sustainable sandwich structures. 2 Cores are categorized into in-plane, out-of-plane, or a combination of both. Among the various core shapes, the honeycomb geometry, consisting of hollow hexagons and thin walls, is widely used in engineering due to its high energy absorption capacity, strength-to-weight ratio, and structural stability.7–10 The honeycomb core is an ideal choice due to covering an efficient space with appropriate strength and minimal material usage. 11 Studies have shown that factors such as wall thickness, cell size, relative density, material properties, and loading direction affect the energy absorption of the honeycomb core.2,6,7,11–13 However, to the best knowledge of authors factors such as the core orientation have not yet been fully studied.
Core orientation in sandwich structures significantly influences their energy absorption capabilities, load distribution, and resistance to failure. The core orientation determines how the structure will deform under load, which directly affects its ability to absorb and dissipate energy. The alignment of the core cell wall can enhance its ability to resist localized failure and promote a more controlled energy dissipation through plastic deformation or crushing of the core material.14,15 Therefore, selecting the proper core orientation is essential for enhancing the energy absorption performance of sandwich structures.
Honeycomb manufacturing technologies enable the production of industrial applications using metals, polymers, and ceramics with complex geometries.16,17 Conventional sandwich structure fabricating methods are time-consuming and costly, requiring precise tolerances. In contrast, additive manufacturing (AM) offers high speed, low cost, and the ability to create complex geometries from a wide range of materials.18–22 According to the ISO/ASTM 52900 standard, AM builds parts layer by layer from a 3D model, potentially reducing waste. 23 However, anisotropic behavior and process parameter sensitivity significantly impact mechanical properties and energy absorption of 3D-printed parts. Fused deposition modeling (FDM) is the most widely used AM process due to its cost-effectiveness and minimal equipment and post-processing requirements.24–26
The FDM process, shown in Figure 2, extrudes thermoplastic filaments like Acrylonitrile butadiene styrene (ABS) and Polylactic acid (PLA) layer by layer onto a printing plate using a hot nozzle.
13
PLA is known for its good printability, mechanical properties, and biodegradability.
18
FDM offers superior mechanical behavior compared to conventional methods, which can be optimized through careful selection of materials and process parameters.
21
When printing sandwich structure cores, it is crucial to consider parameters such as layer height, orientation, and filling pattern to achieve desired structural properties.
10
Furthermore, the large deformation of thermoplastics, FDM’s inherent anisotropy, and thermal residual stresses are important for assessing energy absorption capacity.20,27 Schematic image of FDM process.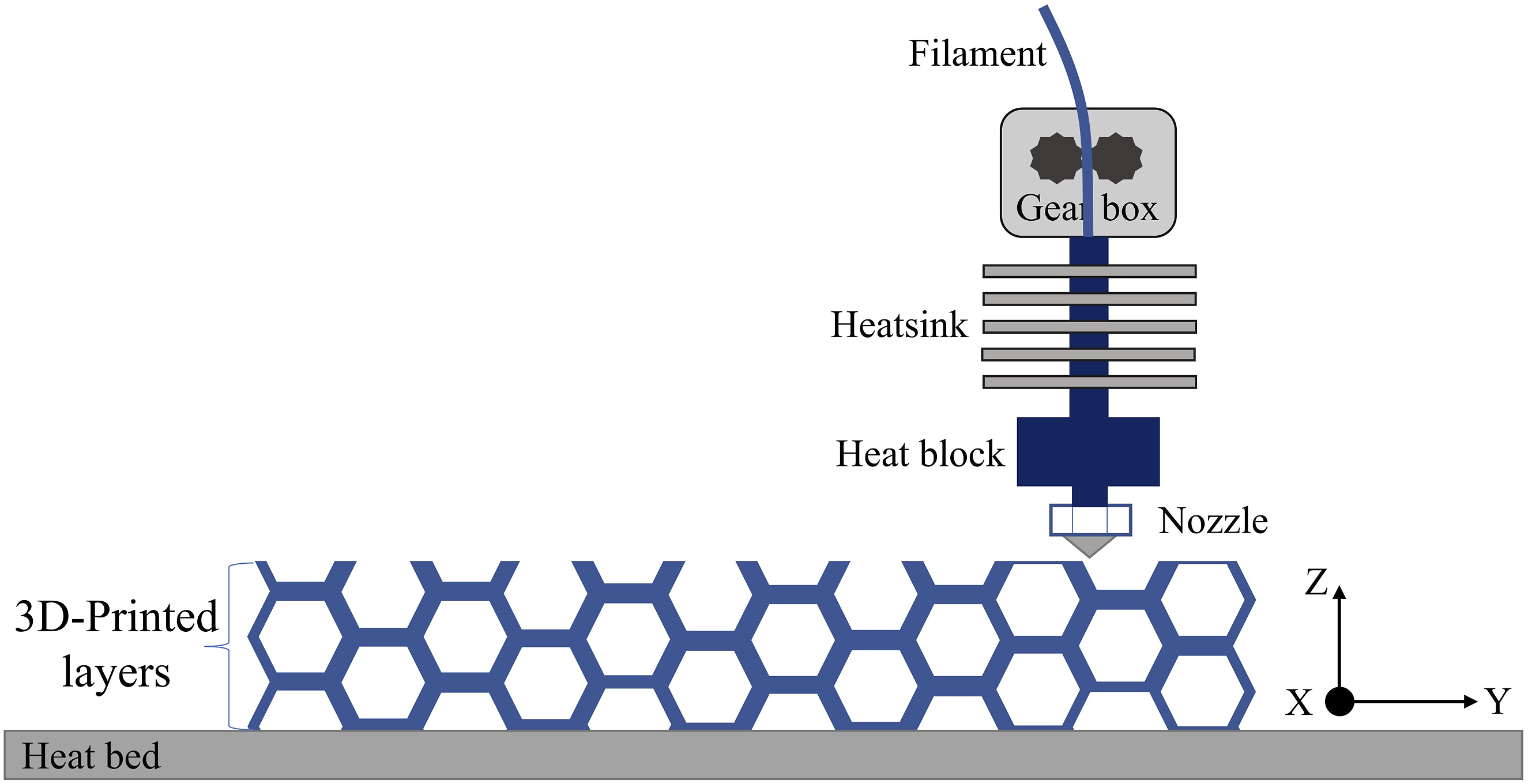
Realizing FDM’s ability to produce complex cell geometries with thin walls, composite sandwich structures with 3D-printed core are one of the newest lightweight structures. 28 Studies using quasi-static testing have been conducted to ascertain these structures' potential for energy absorption. Yazdani et al. 29 explored the theoretical, numerical, and experimental aspects of geometric optimization of 3D-printed cores for energy absorption applications. Hashemi et al.'s 30 study on 3D-printed TPU core and PLA skin sandwich structure energy absorption properties found honeycomb cores have superior damping quality, but soft cores significantly enhance energy absorption while reducing strength. Xu et al. 31 investigated the energy absorption capacity of hybrid structures, including auxetic and hexagon honeycomb cores under in-plane compression.
It should be stated that the potential of advanced materials such as sandwich structures to enhance energy absorption characteristics has been revealed. The findings underscore the importance of material selection and configuration in achieving lightweight yet robust structures, to optimize the performance of composite sandwich structures.32,33
The energy absorption capacity of sandwich structures with the FDM fabricated honeycomb core and the fiber composite skin has not been thoroughly studied through experimental research, as far as the authors are aware and the literature supports. Given that the majority of research focuses on 3D-printed cells or uniform sandwich structures. 6 The honeycomb core’s ability to absorb energy has been extensively studied, with results showing that increasing the honeycomb cell length greatly enhances its energy absorption capabilities. 34
On the other hand, the development of FDM has led to a comprehensive investigation into the impact of various printing parameters on various types of cellular structures.20,24–27,30 The study of key variables like core orientation in the FDM method, skin material, and manufacturing method integration is crucial due to the paucity of comprehensive research. As a result, this study aims to assess the energy absorption characteristics of a composite sandwich structure through experimental analysis. A sandwich structure with a 3D-printed PLA + honeycomb core and glass/epoxy, carbon/epoxy, and glass/carbon/epoxy composite skins were evaluated. The study examined how core orientation and skin material affected energy absorption behavior through quasi-static compression testing and optical microscope imaging.
In Section 2 of this article, materials and methods used, including the fabrication and testing of composite sandwich structures will be discussed. Section 3 presents the results and discussion, focusing on the energy absorption characteristics, deformation behavior, and failure mechanisms. Finally, Section 4 concludes the study by summarizing the key findings and providing recommendations for future research.
Experimental
Materials
In order to fabricate sandwich structures with honeycomb core using the FDM method, 1.75 mm-diameter Polylactic acid (PLA+) filaments were purchased from Esun Industrial Co., Ltd. Shenzhen, China. The PLA + filament has been enhanced in terms of toughness and layer adhesion by modifying the PLA substance. PLA+ is characterized by a density of 1.23 g/cm3, a melt flow index (MFI) (190°C/2.16 Kg) of 5 g/10 min, a tensile strength of 63 MPa, and an elongation at break of 20%. In addition, the printing settings of are 40–100 mm/s printing speed, 45 °C–60 °C bed temperature, and 210 °C–230 °C extruder temperature are suggested by the form filament vendor.
The sandwich structure is fabricated using two materials for the skin that had a higher flexural modulus than the core. Thus, epoxy resin, glass, and carbon fabrics were utilized as matrix and reinforcing elements, respectively, in the fabrication of sandwich structure skins. The fine plain glass fiber fabric (product name: BGW 200) is supplied by AFZIR Company, Iran. The characteristics of GF are as follows: the thickness is 0.2 mm, the density is 2.55 g/cm3, and the tensile strength and modulus are 2000 MPa and 70 GPa respectively. Besides, the plain carbon fiber fabric with [0/90] woven pattern and a density of 1.78 g/cm3, 0.25 mm thickness, tensile strength of 3800 MPa, and tensile module of 230 GPa were supplied by Kavian Composite Company, Iran.
The epoxy resin matrix (trade name: LR 620) and polyamine hardener (HR 620) with a weight-to-mix ratio of 100:20 was provided by Kavian Composite Company, Iran, for use in the hand lay-up technique. The epoxy resin exhibits a low viscosity at room temperature and can be cured at room temperature in approximately 10 hours. This resin system was selected due to its lengthy gel time (45 min) at room temperature and low viscosity (500 cP). The utilized resin has tensile and flexural strengths of 60 and 100 MPa, correspondingly. Furthermore, to bond the skin and core, epoxy adhesive with the brand name EP4000 was purchased from Chekad Co., Iran.
Sandwich structure preparation
FDM Process (Honeycomb core)
A honeycomb cellular geometry was utilized as the core of a sandwich structure. It is important to ensure that the cell wall thickness is sufficiently thick to enable the FDM machine to print it without difficulty, as a too-thin wall might create distortion and printing issues. Therefore, the proper cell size was chosen to make the cell wall thickness thick enough to be easily printed. A honeycomb cell geometry, as illustrated in Figure 3, with the wall thickness to cell length ratio of t/l = 0.177, a relative density of 20.5%, and a core height of 25 mm was designed according to ASTM D7336.
35
Schematic image of honeycomb core detail and dimensions.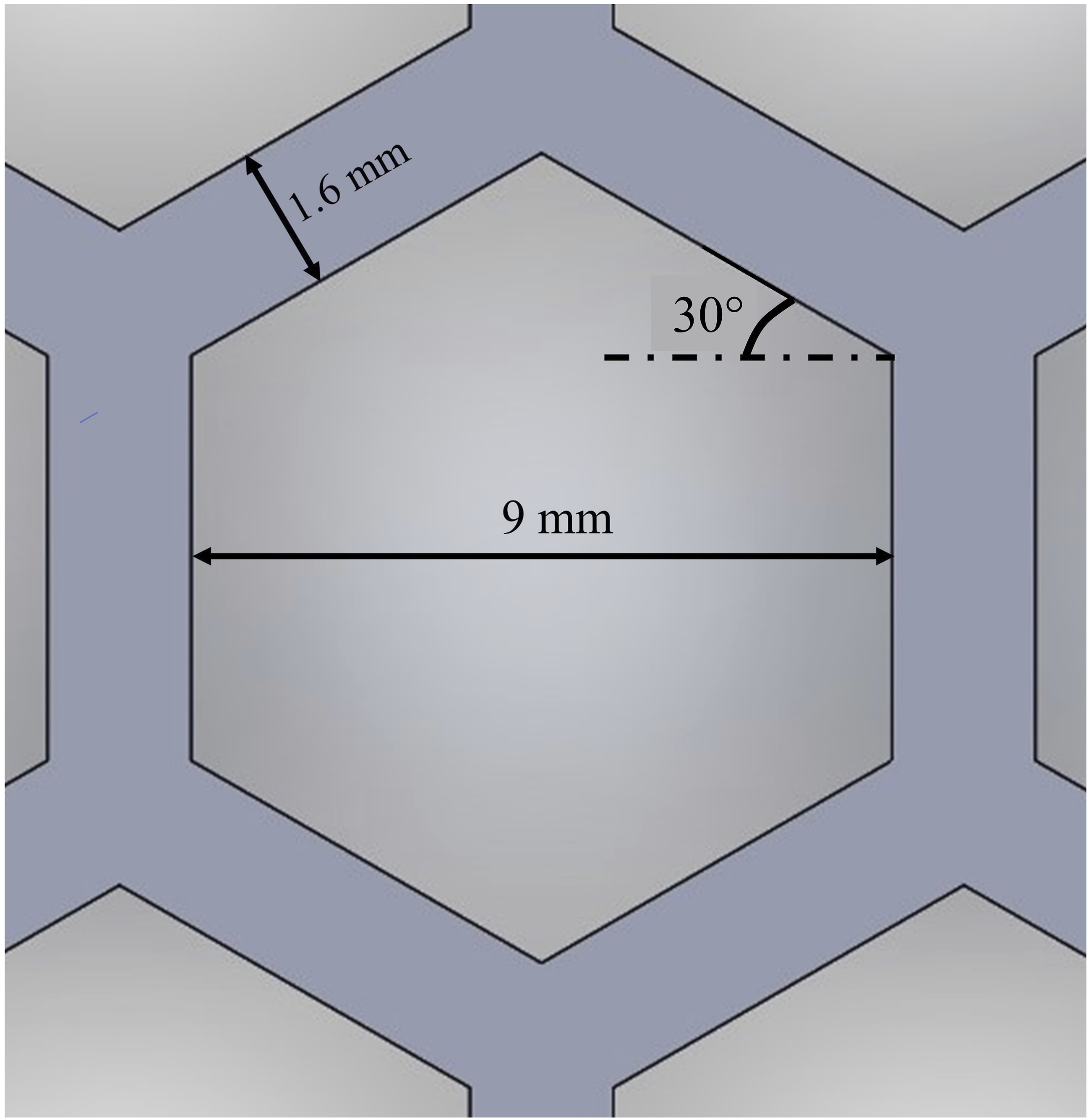
In honeycomb core structures, the t/l ratio—where t represents the cell wall thickness and l denotes the cell length—is a critical parameter.
5
This ratio directly affects the relative density, which is proportional to the t/l ratio. Specifically, for a regular hexagonal honeycomb, the relative density can be approximated as:

Therefore, a 1.6 mm thickness offers a balance between lightweight efficiency and strength, maximizing the specific energy absorption without unnecessary weight addition. Also, ensures printability and structural stability during FDM fabrication, preventing issues like under-extrusion and thermal warping, which are common in thinner or excessively thick walls.24,36
Moreover, vertical and horizontal core honeycombs were designed and produced in order to investigate the orientation influence of the core on mechanical properties. Core geometry is designed by using a computer-aided program (SolidWorks). The 3D model was converted to STL (Standard Triangle Language) file format, which allowed the slicing software (Cura TM) to generate G-code files that could be used by an FDM 3D printer based on print configurations.
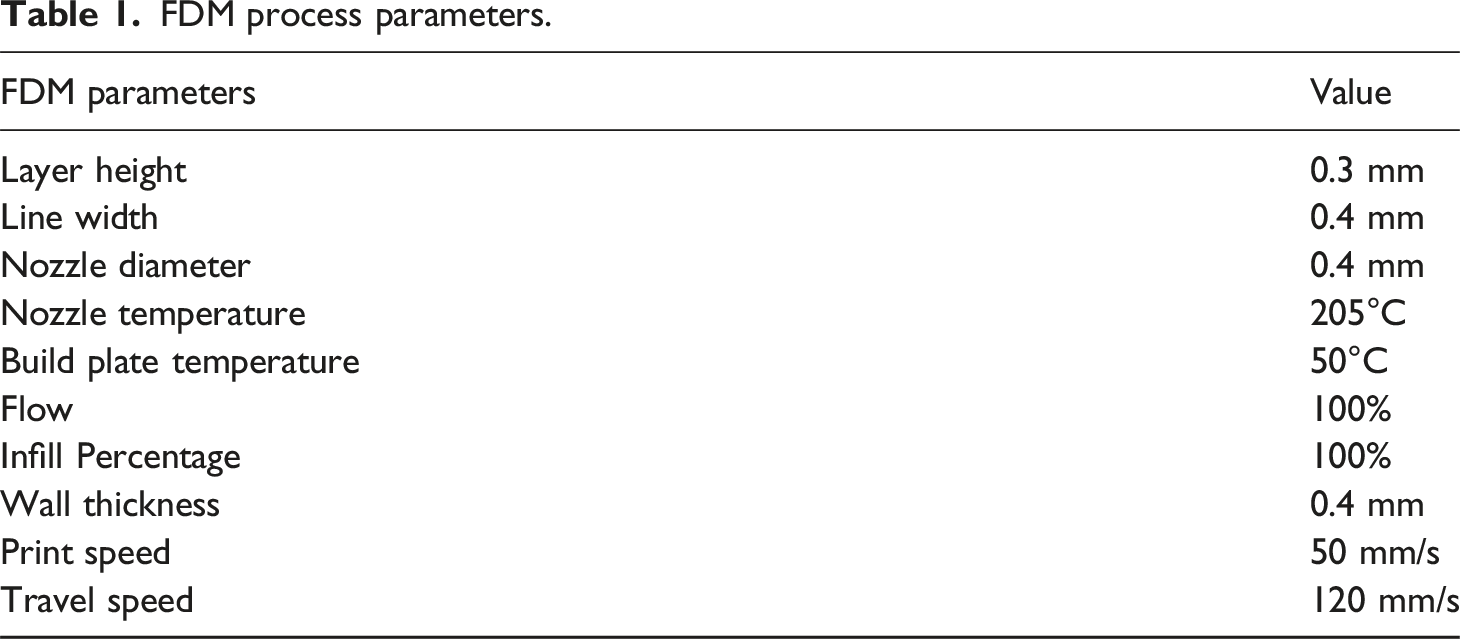
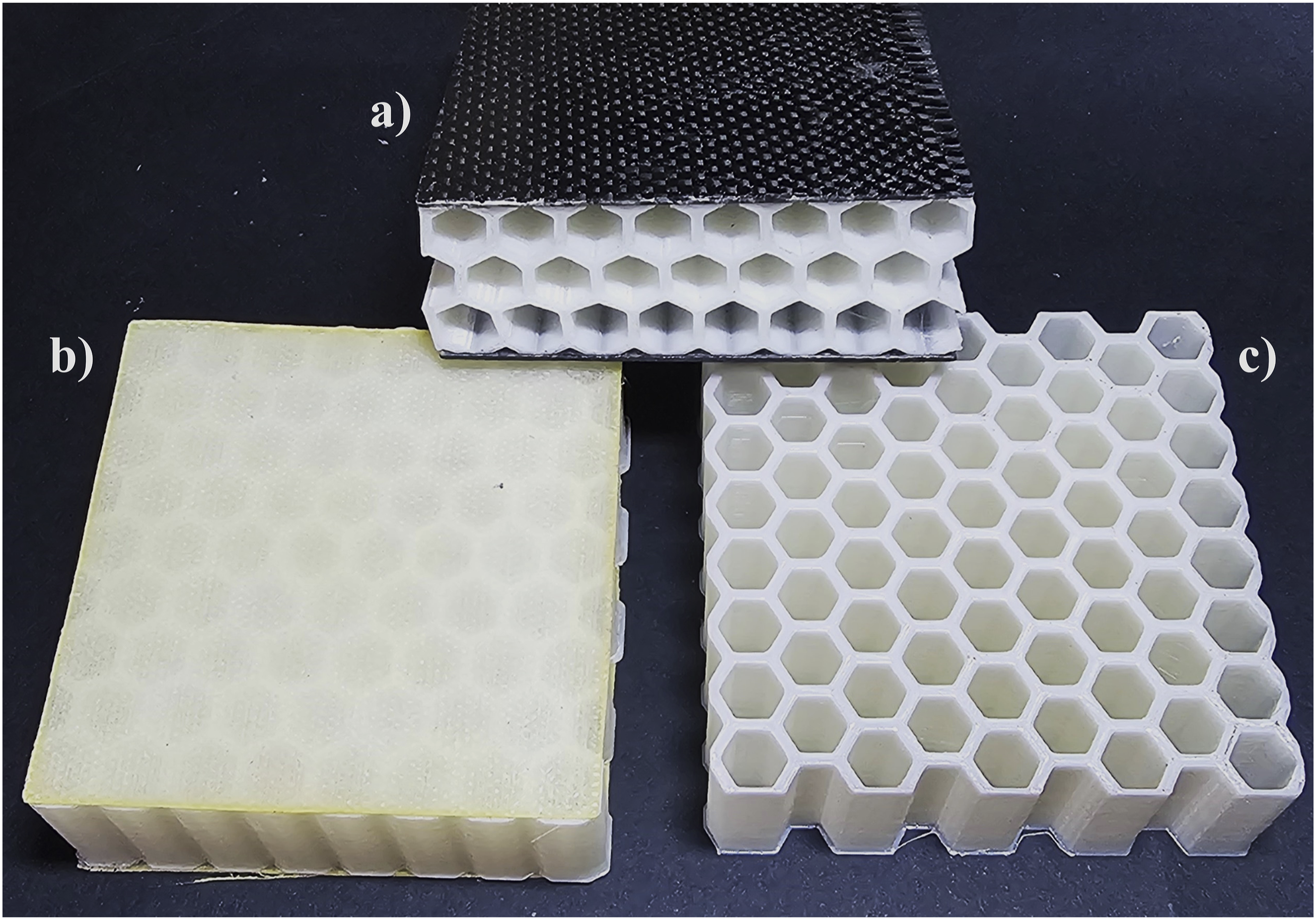
The honeycomb core specimens were 3D-printed at room temperature using an ANET ET4 FDM 3D printer (Anet Technology Co., Ltd, Shenzhen, China). Figure 4 represent honeycomb core fabrication through FDM. In terms of core geometry and material properties, the printing configuration for both core variables remained constant. Furthermore, to avoid any weak regions in joint areas, the most suited printing parameters were selected and can be found in Table 1. Figure 5(c) represents 3D-printed honeycomb core specimens prepared for quasi-static compression testing in accordance with ASTM D7336 standards. Schematic image of preparation process of composite sandwich structure with 3D printed honeycomb core. FDM process parameters. Picture of specimens: (a) sandwich structure with horizontal honeycomb core and carbon/epoxy skin, (b) sandwich structure with vertical honeycomb core and glass/epoxy skin, (c) 3D-printed vertical honeycomb core.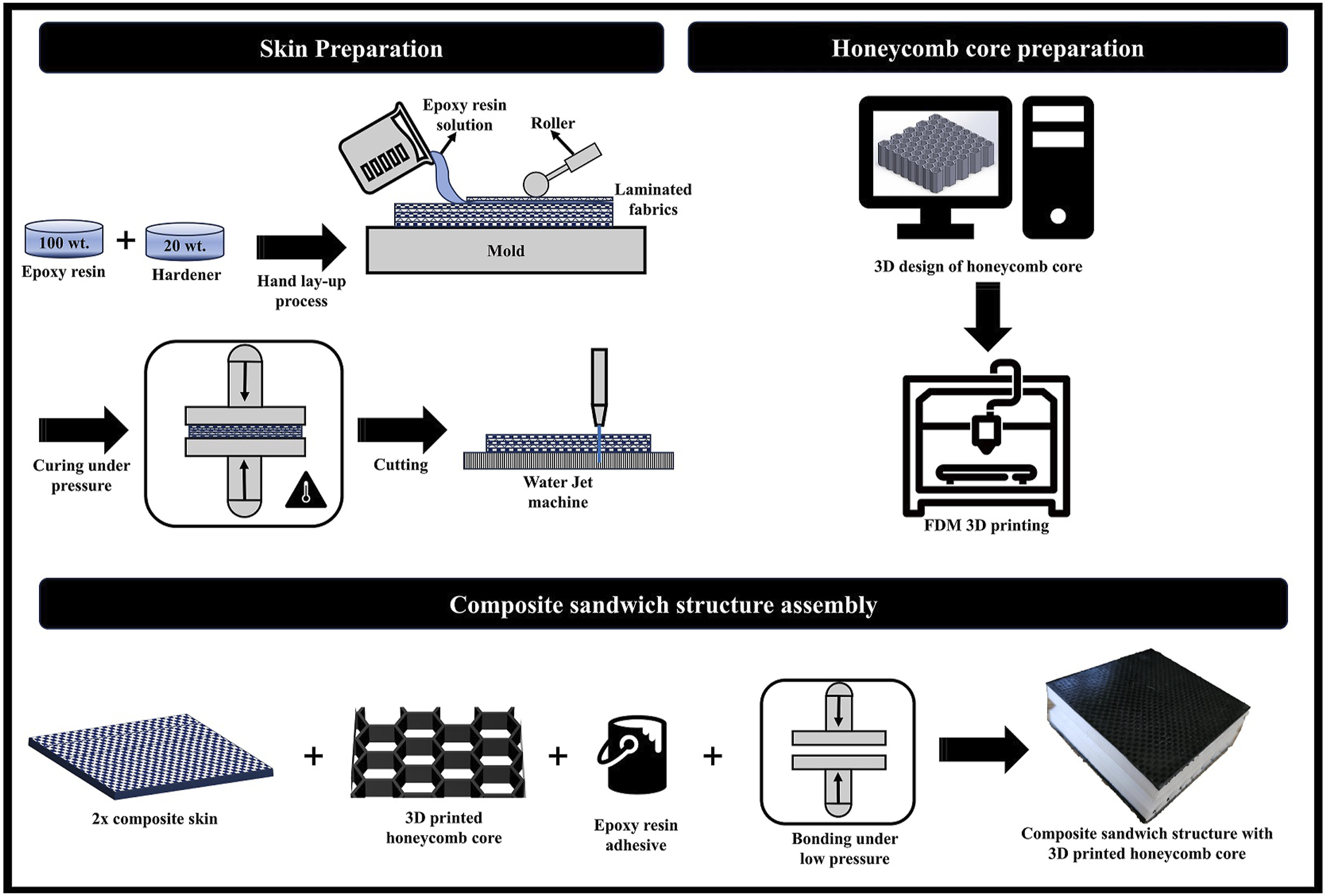
Composite hand lay-up (skin)
To examine the effect of skin materials on the energy absorption properties of composite sandwich structures, fiber composite skins were manufactured using a wet/hand lay-up approach in three configurations: glass/epoxy, carbon/epoxy, and hybrid (carbon/glass)/epoxy. Each skin for all configurations consists of four plies, and for the hybrid configuration, the carbon and glass fabrics were overlaid alternatively. No lay-up sequences were required because woven fabrics were employed. Epoxy resin and hardener agent were combined at room temperature for 5 minutes at a 100:20 w/w ratio until no visible bubbles appeared. As shown in Figure 4, the lamination epoxy resin/hardener solution was gradually infused into the fiber fabrics until the laminate was completely saturated. The laminated composites were then cured at room temperature for 10 hours under pressure to prevent void formation. To reach a fully cured state, a second-stage cure was performed in an oven at 85°C for 3 hours.
Sandwich structure assembly
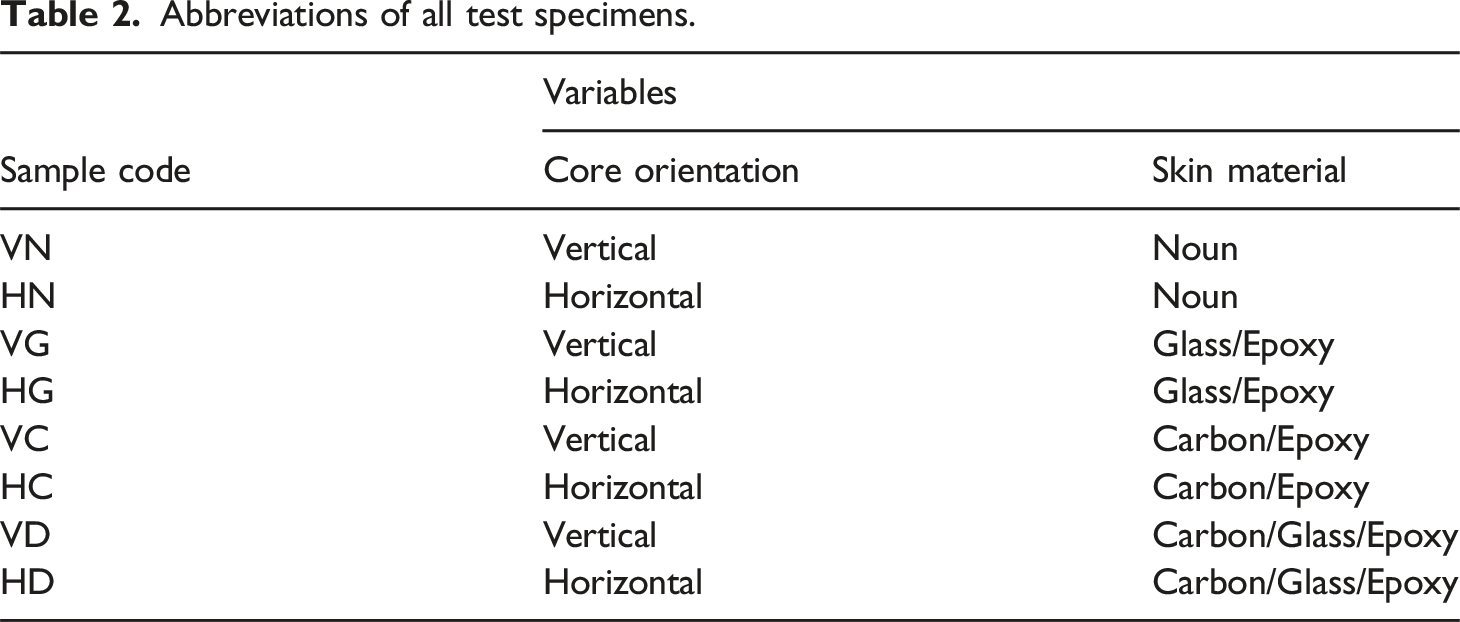
Abbreviations of all test specimens.
Characterizations
Energy absorption properties
Quasi-static compression test, based on ASTM D7336, was carried out to look into the energy absorption characteristics of a composite sandwich structure with 3D-printed honeycomb core.
35
As shown in Figure 6(a), the test was done with a universal testing machine (SANTAM Company, Iran), model STM-20 equipped with a 20 KN load cell and a steady crosshead speed of 0.5 mm/min. A composite sandwich structure with dimensions of 75 × 75 mm was used according to ASTM D7336. During the testing procedure, five samples are taken into account for each configuration in order to ensure experimental data. Images of: (a) SANTAM universal testing machine, (b) Olympus SZX16 stereo microscope.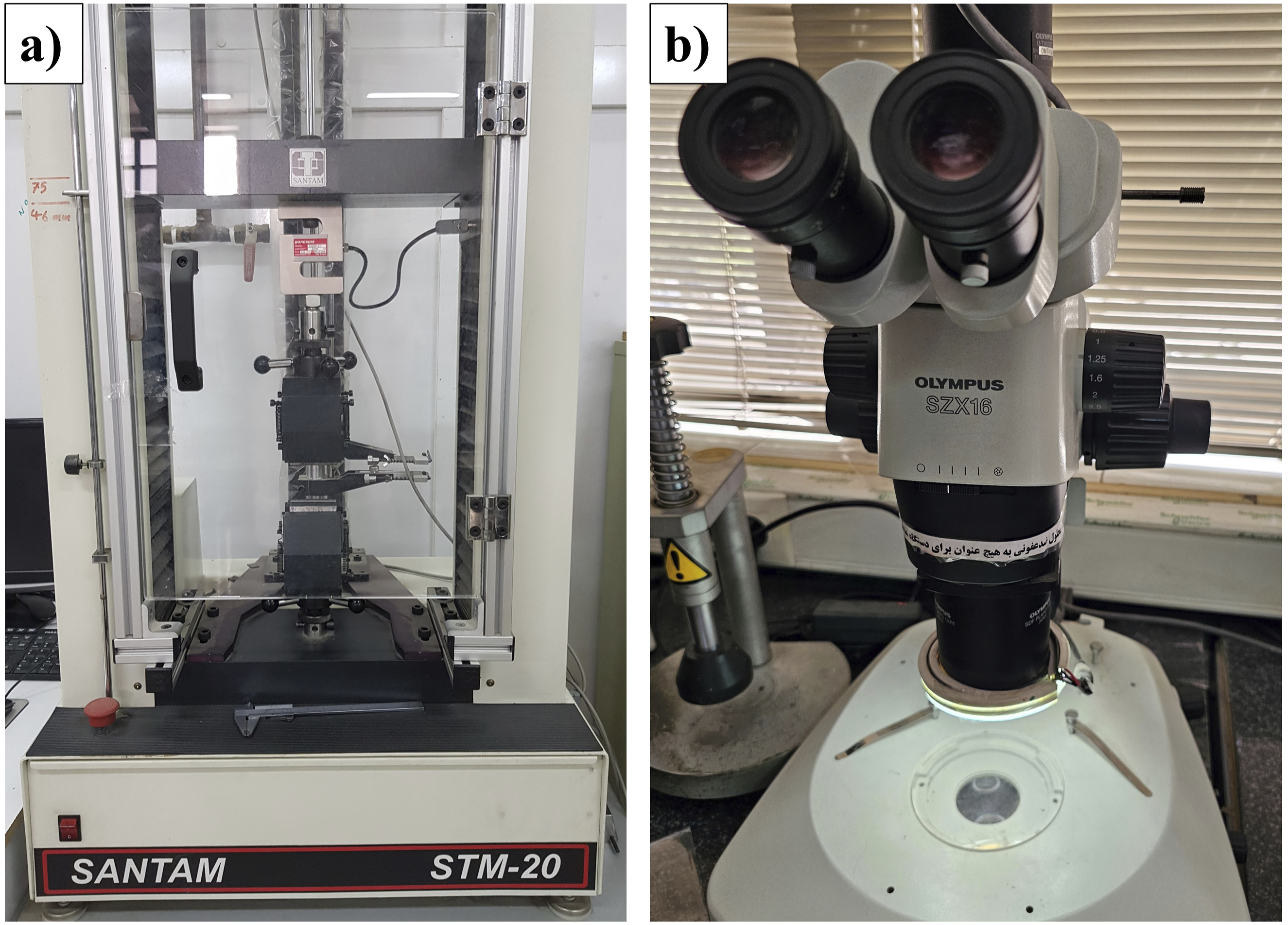
To evaluate the energy absorption capability of composite sandwich structures, parameters such as Energy absorption (E
a
), mean crushing force (P
m
), specific energy absorption (SEA), and crush force efficiency (CFE) are defined.12,13,37–40 To assess the sandwich structure’s capacity to release energy through plastic deformation, the quantity of energy absorbed is equivalent to the area under the force-displacement curve, which has the following definition:


High energy absorption capability upon impact is shown by the high values of SEA, E
a
, and P
m
, which is seen as a favorable characteristic. Last but not least, to analyze the effectiveness of the sandwich structure in absorbing energy, the non-dimensional CFE parameter is determined by dividing the average crushing force by the maximum force, as per equation (5).
The P peak represents the maximum force at the end of the elastic phase in the load-displacement curve during strain softening.
Stereo microscope
As shown in Figure 6(b), the deformation behavior of the composite sandwich structures was examined using an Olympus SZX16 stereo microscope, Japan. Post-compression test specimens were investigated to expose critical regions such as honeycomb core cells, skin-core interfaces, and failure zones. The microscope operated at magnifications of 2x to 25x with brightfield illumination, capturing high-resolution images under room temperature conditions to prevent artifacts. Key focus areas included core deformation (e.g., plastic buckling and localized crushing), bonding integrity at the skin-core interface, and failure mechanisms such as cracks or delamination.
Results and discussion
Energy absorption properties
Force-displacement curve
Energy absorption properties of composite sandwich structures were investigated through the flatwise quasi-static compressive tests. A typical diagram of force versus displacement for sandwich structure specimens is shown in Figure 7. Generally, the force-displacement curves under compression loading can be divided into four main areas.41–43 In the first stage or elastic region, by applying compressive loading at the initial stage a very slight barreling of specimen is excepted. After related displacement for elastic deformation, a gradual increase in the load occurs. This increase in load is due to the resistance offered by the skins against the penetration by the honeycomb core. The force rate increases till the compressive load reaches the initial peak (crushing load) due to localized collapse or the plastic buckling of core cell walls.
14
Schematic of a typical force-displacement curve under compressive loading.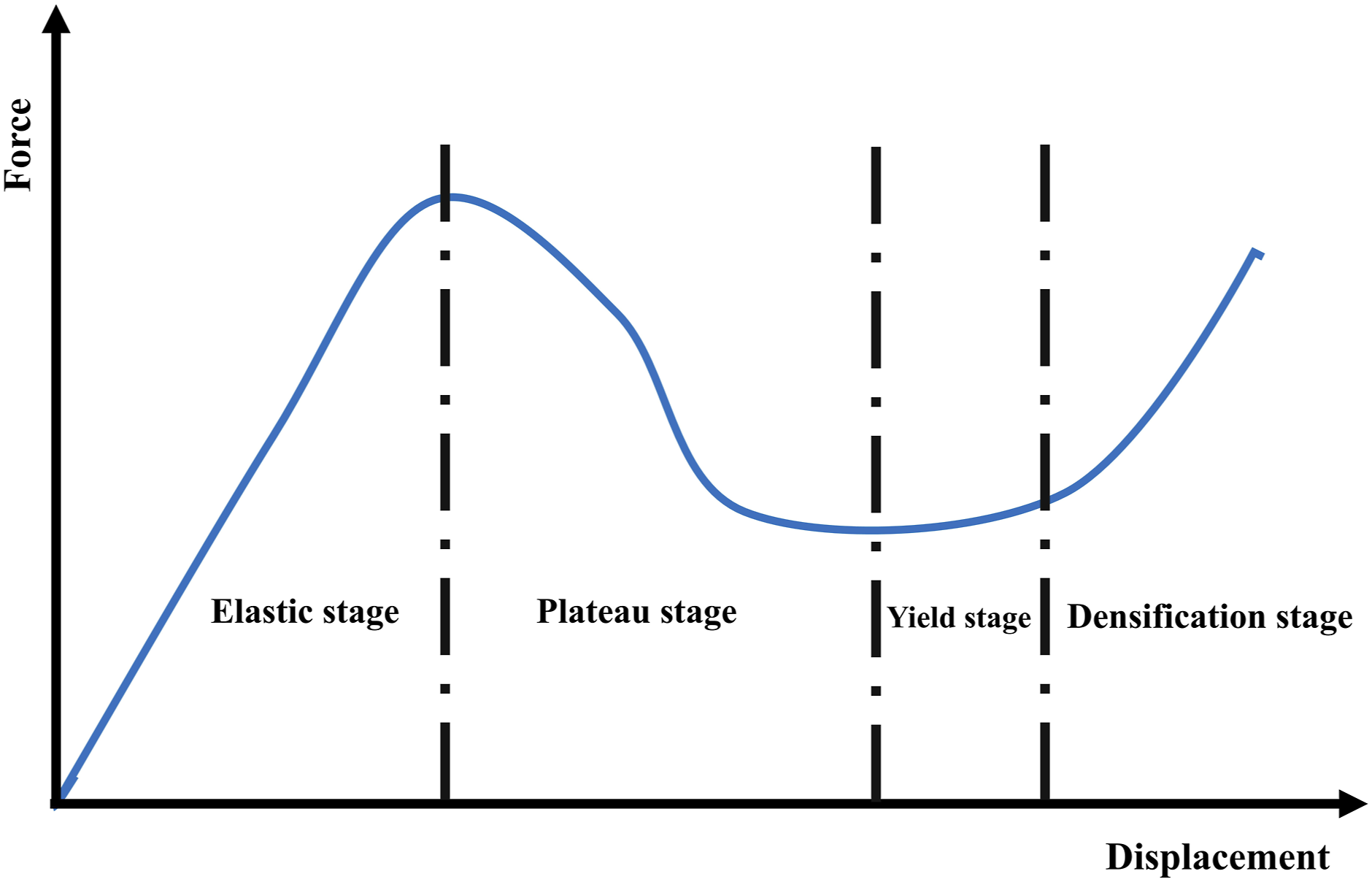
In the second stage or plateau stage, usually plastic deformations initiate symmetrically from the bottom to the top of the core. As the force increases slowly, the contact area between the core and skins is increased, and the peak and troughs of corrugation cells are flattened. The plastic folding continues till the entire specimen is crushed. In the third stage or yield stage, by continuing to apply force, the crushed sandwich structure gets more compacted which results in a stiffening response and causes a steep rise in the force value. In the final stage or densification region, the whole specimen is fully buckled and plastically collapsed, and the energy absorption efficiency of specimens is destroyed rapidly. In this stage, the force rate increase is significantly high due to the stiffer response of the specimen which results in the densification of the material.
The quasi-static force-displacement responses of composite sandwich structure with 3D-printed honeycomb core are shown in Figure 8 for all test configurations. It should be noted that diagrams and data’s for both VN and HN test specimens are investigated only for comparatives purposes. Regardless of skin material, the force-displacement characteristics of vertical and horizontal specimens indicate a difference in the plateau stage and deformation behavior. This difference indicates the great effects of the geometric parameters of the core on the overall crushing responses.
43
Also, despite of same dimensions for all test specimens, the densification stage initiates sooner for composite sandwich structures with horizontal core nearly at 6.5 mm as shown in Figure 8(b). Images of force vs displacement curves under quasi-static compressive loading for (a) Composite sandwich structures with vertical honeycomb core, and (b) Composite sandwich structures with horizontal honeycomb core.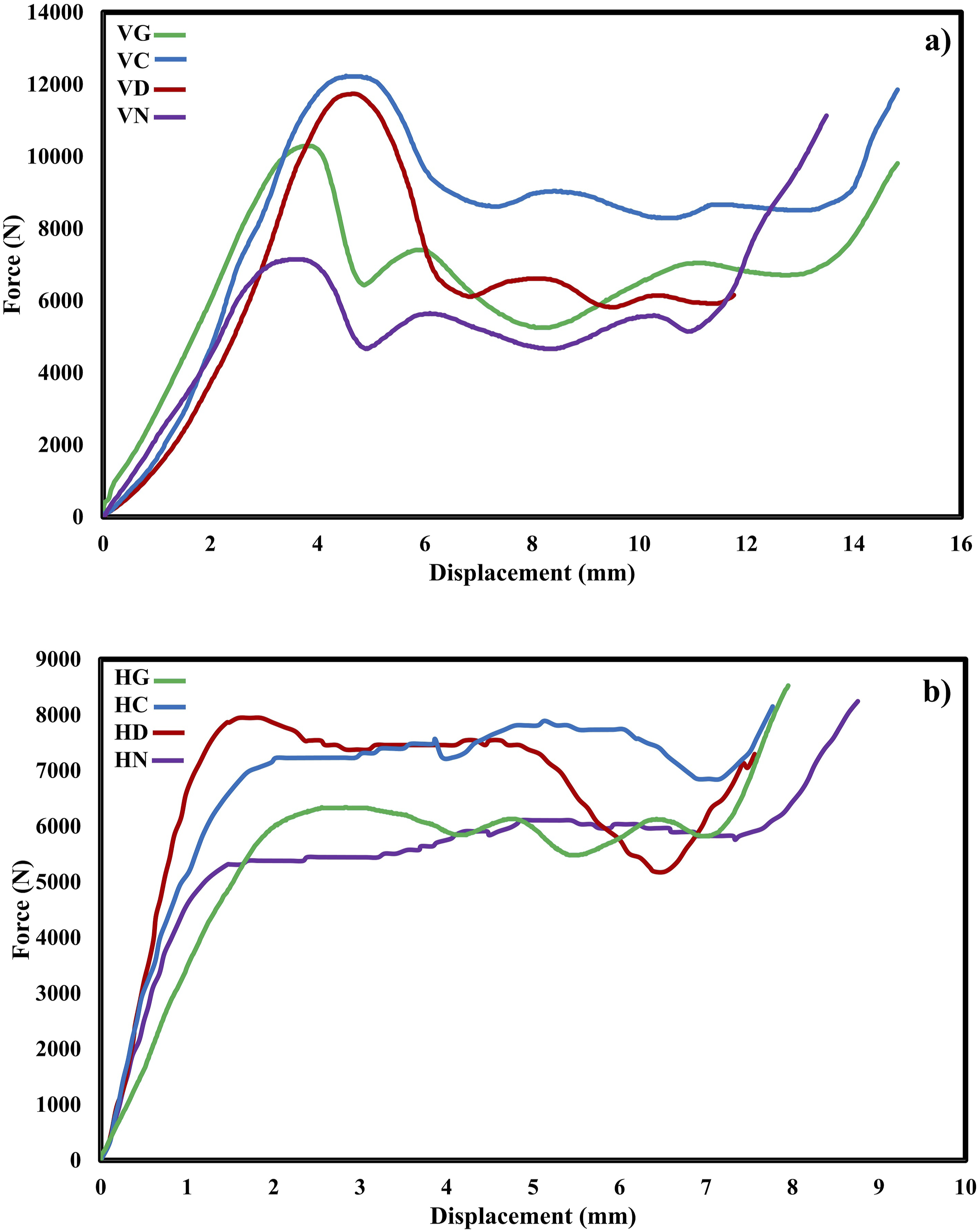
In the horizontal core configuration, where the cells are aligned parallel to the load direction, a reduced initial stiffness and more uniformly skin compression, lead to earlier densification. On the other hand, the vertical core configuration resists deformation more strongly at first since the cell walls are perpendicular to the applied load. This orientation delays the densification process, as the vertical walls provide additional resistance before collapsing.44–46
Composite sandwich structures with vertical core orientation experience the typical force-displacement curve with an extended plateau stage after the initial peak force over a large displacement range due to local buckling of cell walls.41–43 This behavior indicates that energy is being absorbed continuously, with the core structure resisting collapse throughout the displacement, leading to higher SEA. 47 On the other hand, in composite sandwich structure with horizontal cores, as shown in Figure 8(b), the force did not fall gradually after the peak, due to the good force distribution capability of horizontal core orientation under compressive loading. 48 It is north worthy that as no fluctuation of crushing force is not seen between elastic and densification stages in all horizontal core orientations, these test specimens would be suitable for engineering application purposes by absorbing more energy with less weight penalty. 43
By considering Figure 8, VC, VD, HC, and HD specimens showed significantly higher force capacity behavior than others due to the carbon layers' rigidity, which provides additional resistance against deformation. 48 Furthermore, both VN and HN specimens exhibit the lowest force capacity due to a lack of external skins, which typically contribute significant stiffness and load-bearing capacity. 49 This limitation restricts such structures to applications where high force resistance is not critical, like certain energy-absorbing or lightweight, flexible applications.50,51
Energy absorption parameters
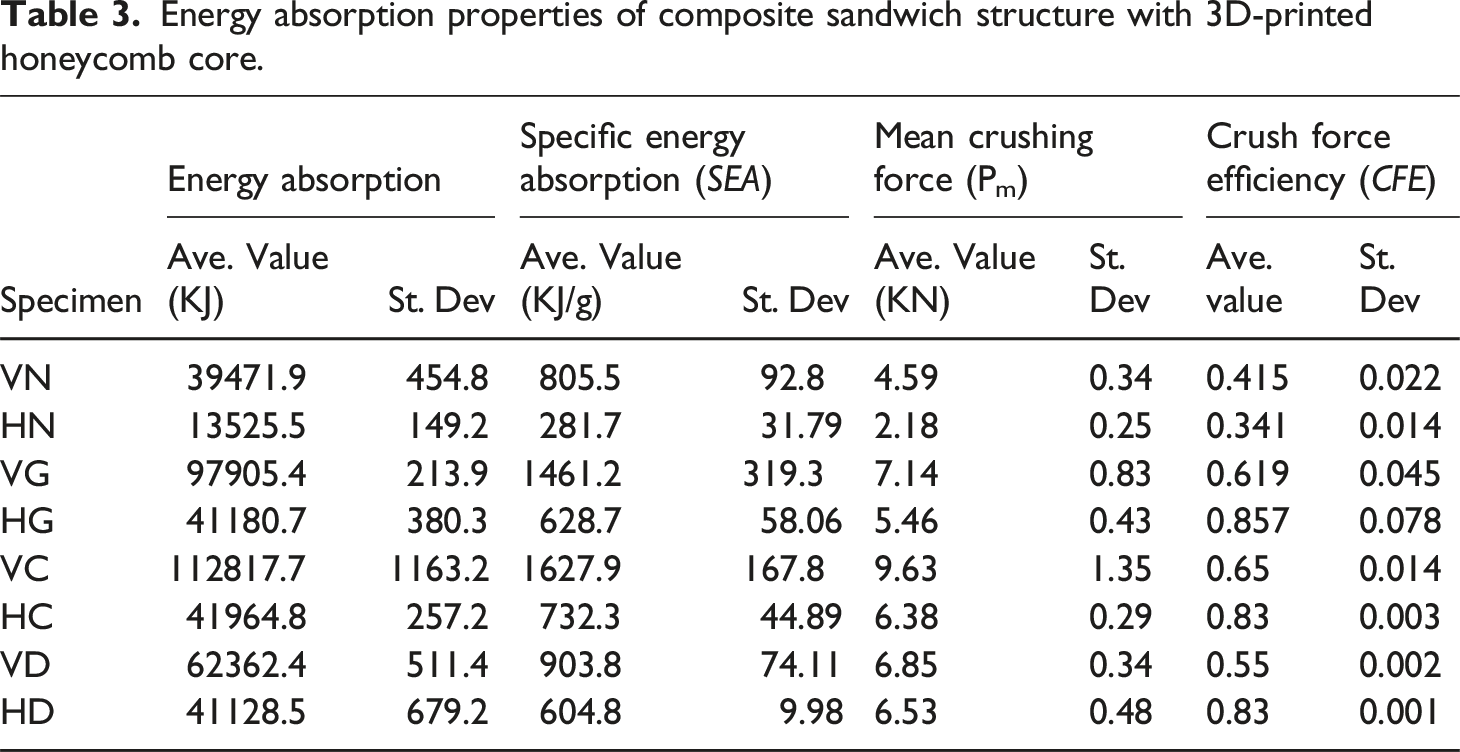
Energy absorption properties of composite sandwich structure with 3D-printed honeycomb core.
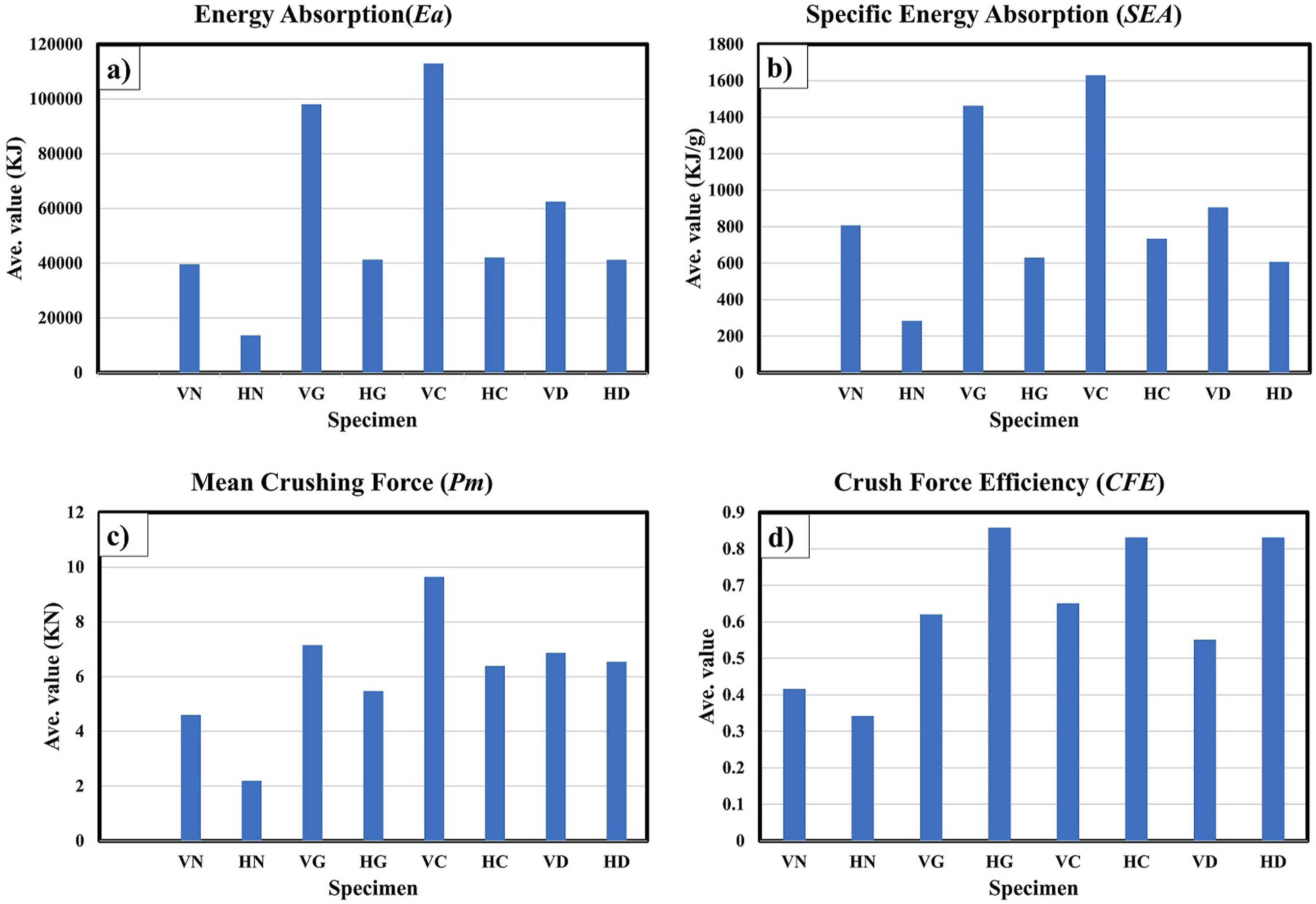
Bar charts of energy absorption characteristics values for all specimens: (a) energy absorption (Ea), (b) specific energy absorption (SEA), (c) mean crushing force (Pm), and (d) crush force efficiency (CFE).
By analyzing obtained experimental data, it is evident that the E
a
and SEA values is highly influenced by the core orientations. It can be observed that in VN, VG, VC, and VD specimens, the E
a
value improved by 192%, 138%, 169%, and 52% respectively, compared to the horizontal core specimens with the same skin material. In specimens with vertical honeycomb core configuration, layers of cell walls effectively compact through force direction and allow an efficient force transfer through the whole structure.10,54 This alignment means that more energy can be absorbed before the structure undergoes significant densification or collapse.
9
In contrast, a horizontal honeycomb core often experiences the cell walls buckling as shown in Figure 10(g), when loaded vertically, which leads to premature failure of the core structure and reduces its energy-absorbing efficiency.5,55,56 Optic pictures of densified specimens: (a) VG, (b) HG, (c) VC, (d) VC, (e) HC, (f) VD, (g) HD, and (h) HD.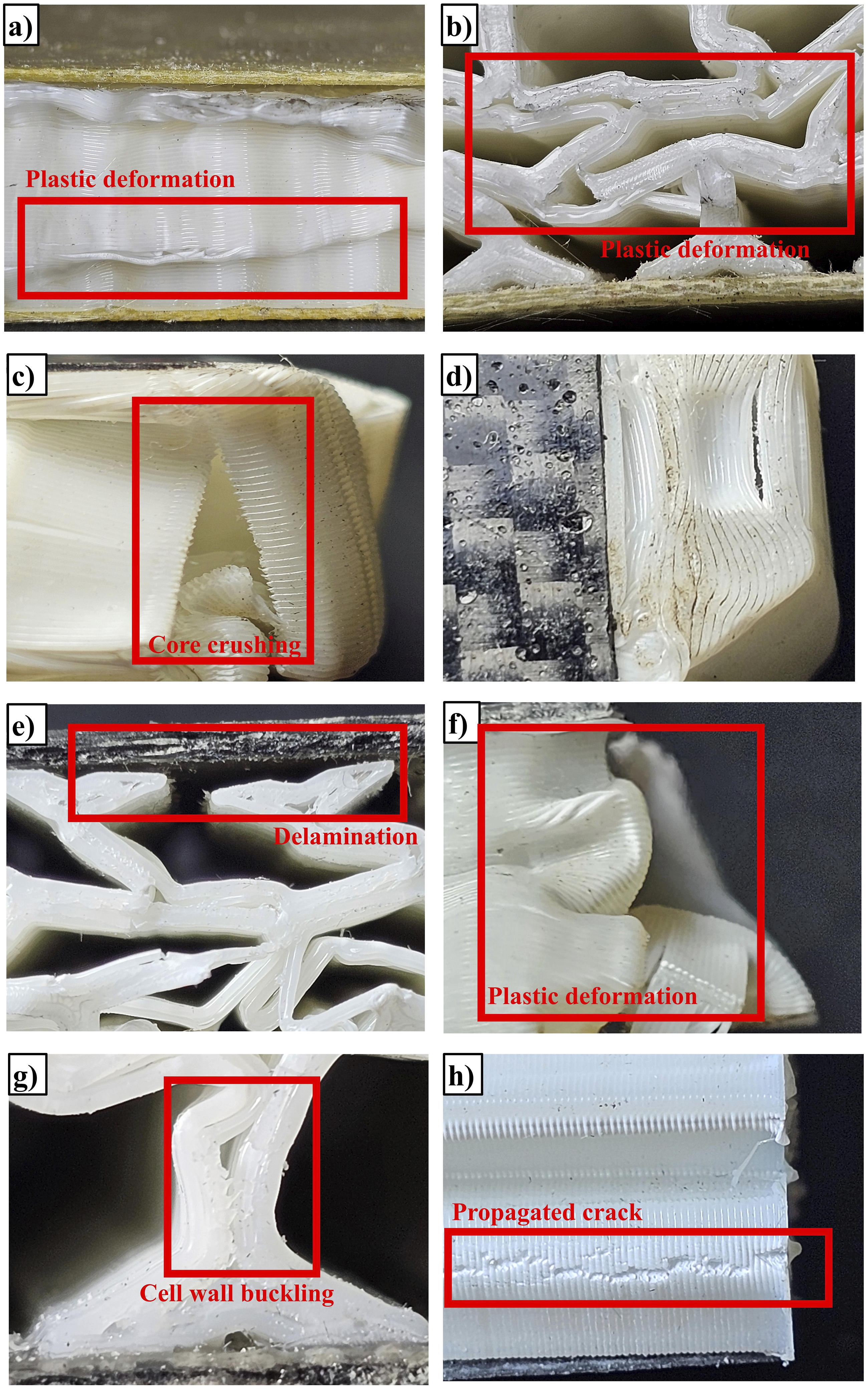
By considering Table 3, in terms of skin material, E a values were improved in VC specimen by 185%, 15%, and 81% compared to VN, VG, and VD specimens, respectively due to higher stiffness, rigidity, less deformation, higher thickness, and lower density.7,34 Also, this trend was the same for horizontal core configuration. It should be noted that the lower value E a in VD and HD specimens is due to the presence of glass as skin material which has low stiffness, and high density of glass fibers. 55
Table 3 represents SEA values for test specimens and the same trend was observed as the E a value. Although, the composite sandwich structures with horizontal core orientations had less weight which improves SEA capabilities compared to verticals, vertical orientations due to the very high value of E a still had a higher value of SEA. As a result, vertical orientations ultimately yield higher SEA despite their additional weight, due to their superior energy-dissipating ability under load.14,57 Also, it should be noted that the lower SEA value of specimens with horizontal honeycomb cores is due to untypical plateau stages in force-displacement curves as a result of not supporting the same progressive collapse as can be seen in vertical cores (Figure 10(a), (c), and (f)).58–60
The P m value of composite sandwich structures under quasi-static compressive force is shown in Table 1. It can be observed that in VN, VG, VC, and VD specimens, the P m value improved by 110%, 24%, 51%, and 5% respectively, compared to the horizontal core specimens with the same skin material. This enhancement indicates better alignment of the honeycomb cell walls relative to the direction of applied force in vertical orientation.39,60
Also, little difference in P m value for both VD and HD specimens could be attributed to the hybrid nature of glass and carbon fibers in the skin layer, which provides a balanced mechanical response. Together, they distribute loads effectively in both orientations, leading to consistent P m values across orientations despite differences in energy absorption efficiency.55,61 As a result, a stable crushing level would be useful for protective purposes when the honeycombs are utilized for energy dissipation. 43
The CFE value quantifies the ability of a structure to maintain stable crushing behavior rather than experiencing sudden force spikes that could lead to catastrophic failure. High CFE indicates that a sandwich structure can absorb energy smoothly, which is desirable for applications needing consistent load distribution and impact resilience. Also, sandwich structures with optimized CFE prevent premature collapse by redistributing forces through both the core and skins of the structure.5,58,62 Table 3 shows CFE values for all composite sandwich structures with 3D-printed honeycomb cores. It can be seen that the CFE value of HG, HC, and HD specimens were improved by 38%, 28%, and 51%, respectively, compared to specimens with the same skin material and vertical core orientation. As stated, this enhancement indicates the load distribution capability of the horizontal honeycomb core.
By considering Table 3, in terms of skin material, CFE values were improved in VC specimen by 5%, and 18%, compared to VG, and VD specimens. Materials with better deformation control, such as carbon-based composites, generally contribute to higher CFE, while softer cores or less stiff skins may decrease efficiency.58,62 Also, in the horizontal core configuration, skin material did not affect CFE significantly since in this configuration, core orientation plays a key role rather than skin material. The lowest value of CFE for VN, and HN specimens is due to the fact that in sandwich structures without skin, the core material alone cannot maintain consistent resistance under compressive loads. Thus, this instability reduces the structure’s capacity for steady energy absorption and results in low CFE values.2,55
Optical investigation
Energy absorption in sandwich structures primarily occurs through irreversible failure mechanisms, which generally include material yielding, core crushing (buckling), delamination between the core and the skin, and cracking.29,63 Also, the efficiency of energy absorption is closely linked to the failure modes that develop during loading. 55 Figure 10 demonstrates failed test specimens after the densification stage. According to Figure 10, the core crushing mechanism was the main failure mode and controls the peak load of force-displacement curves for all test specimens. 14 As can be seen in Figure 10(a), (b), and (f), massive plastic deformation of staked layers and cell walls was the result of core crushing. The core crushing itself usually initiates form local collapse of the cell walls.34,64,65
As stated before, by considering Figure 10(a)–(f), (g), and (h) it can be concluded that plastic deformations are initiated symmetrically from the bottom to the top of the core. Also, in sandwich structures with horizontal core, as shown in Figure 10(b), (e), and (g), the lack of side supports for cell walls, and loading direction allows for cell wall debonding and potentially improving load distribution. 18 According to Figure 10(d), which belongs to the VC specimen, it can be seen that the lack of lateral constraints allows for free deformation of cells in vertical core configuration. This large and free movement caused fully deformed honeycomb cell shape and core crushing as represented in Figure 10(c). 66
By considering Figure 10(a), (b), (e), and (g), it is obvious that the bonding between the lower skin and core remains intact. This is due to the fact that residual stress from thermal stresses generated during the 3D printing and post-processing stages can also lead to uneven surfaces which can affect negatively on adhesive bonding. 67 These residual stresses are often more pronounced on the upper skin, as it is exposed to ambient conditions during printing, while the lower skin remains shielded and experiences a more gradual cooling rate due to proximity to the print bed.68–71
As a result, it can be concluded that controlling thermal stress by controlling the cooling rate and bed temperature might significantly enhance bonding between core and skin to maintain structural integrity. Moreover, no skin delamination was seen in all test specimens which indicates good load transfer ability, and proper size of honeycomb cores which means skins maintain their integrity under loading.34,55
Conclusions
The need to improve energy dissipation in lightweight materials is critical, especially for applications requiring robust impact resistance and structural integrity. The study presented in this article investigated the energy absorption characteristics of composite sandwich structures with a 3D-printed honeycomb core through a quasi-static compression test. The investigation into vertical and horizontal core orientations, combined with different skin materials, provides new insights into how these configurations influence the force-displacement responses and energy absorption efficiency. In addition, to provide better insights into failure modes and deformation behavior of the sandwich structures, optical investigations were conducted. This exploration helps address ongoing challenges related to optimizing the energy absorption capacity and reliability of composite structures.
The findings demonstrated that the orientation of the honeycomb core significantly impacts the energy absorption parameters, including mean crushing force and crush force efficiency (CFE) values. Vertical core orientations, due to their enhanced resistance to deformation, yielded higher specific energy absorption (SEA) values, while horizontal cores showed improved crush force efficiency due to their uniform load distribution response. Additionally, skin materials influenced mechanical performance, with carbon fiber-reinforced skins enhancing the stiffness and load-bearing capacity of the sandwich structures. These results underscore the importance of core orientation and skin composition in developing efficient, impact-resistant structures.
The optical observation revealed significant plastic deformation and core crushing in both vertical and horizontal core configurations. The vertical core structures showed uniform cell wall buckling, while horizontal cores exhibited localized cell wall debonding, improving load distribution but reducing stability under high compression. This aspect of the study offers further guidance on optimizing composite structures by managing load distributions and bonding effectiveness at the microstructural level. For engineering applications demanding consistent load distribution and resilience under compressive loads, this study provides a basis for selecting and configuring composite materials. The conclusions also invite further research on optimizing core geometries and material properties for broader industrial applications.
Footnotes
Acknowledgements
All people who have made substantial contributions to the work reported in the manuscript (e.g., technical help, writing and editing assistance, general support), but who do not meet the criteria for authorship, are named in the Acknowledgements and have given us their written permission to be named. If we have not included an Acknowledgment, then that indicates that we have not received substantial contributions from non-authors.
Author contributions
Jaber Mirzaei: Writing– review & editing, Writing – original draft, Methodology, Investigation, Conceptualization. Hamid Reza Zarei: Writing – review & editing, Writing – original draft, Methodology, Data curation, Conceptualization. Mohammad Kazem Khodamoradi: Writing – review & editing, Writing – original draft, Methodology, Conceptualization.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.