
Abstract
In the past two decades, several studies have been reported using agricultural waste as reinforcement in thermoplastic matrices for lightweight and tunable mechanical properties. However, the recycling of thermoplastic with reinforcement of agricultural waste has constraints in the form of the volume of recycled material to support the concept of a circular economy. One of the solutions for bulk consumption of such agricultural and thermoplastic waste is its use in construction applications. In the present study, high-density polyethylene (HDPE) was secondary (2°) recycled by reinforcement of stubble waste powder (SWP) through the material extrusion (MEX) process for possible applications in the construction industry. The melt flow index (MFI) investigation suggested the maximum loading of 15% SWP with the recycled HDPE matrix in the present case study. Further, the filament was prepared by using the design of experiment (DoE) with input parameters (heat treatment (pre-heat treatment (PreHT) and post-heat treatment (PostHT), barrel temperature (170–180°C) and screw speed (3–5 RPM) on single screw extruder). The results suggest that the combination of PreHT, 170°C-barrel temperature and 4 RPM screws speed resulted in a maximum Young’s modulus (E) of 1386.57 MPa. The PreHT has promoted the recrystallization of the HDPE-SWP blend, which has significantly increased E. The differential scanning calorimetry (DSC) reveals that the HDPE-SWP composite was more thermally stable after each thermal cycle. In addition, the results of this study were also supported and correlated with the observation of scanning electron microscopy (SEM), energy dispersive X-ray spectroscopy (EDS), thermogravimetric analysis (TGA), X-ray diffraction (XRD), Fourier transform infrared spectroscopy (FTIR), surface profiling and 3D printability with MEX.
Introduction
Additive manufacturing (AM)/ 3D printing techniques can manage thermoplastic waste by fabricating valuable products.1,2 Some studies have reported the fabrication of recycled feedstock materials for the MEX process. Bergaliyeva et al. (2023) outlined that filament manufactured by incorporating the recycled polylactic acid (PLA) with the virgin PLA has increased the tensile strength from 44.20 ± 2.18 MPa to 52.61 ± 2.28 MPa. 3 In another study, a significant decrease in the short-beam strength of the recycled PLA filament was reported after one, two and three cycles. However, it is a viable option for 3D printing with recycled filaments. 4 The study has suggested no significant difference in storage modulus obtained for virgin and recycled PLA. 5 Reinforcing the particles, fibres, and tubes is an established method for preparing composites and tuning the mechanical, chemical, thermal and morphological properties. Previous studies have reported the use of additive materials for tuning the properties of filaments. For example, Ghabezi et al. (2022) have reported recycling polypropylene (PP) by reinforcement of 0%, 2%, 5% and 8% basalt fibre. The results showed that PP+5% basalt fibre filament has the highest tensile strength, which was increased by 20.13% compared to recycled PP. 6 The reinforcement of 14% short carbon fibre in recycled PP has ensured acceptable mechanical properties. 7 The study reported that recycled PP has better flow properties than virgin PP and significantly different mechanical properties. 8
Polyethylene is a thermoplastic mainly used for day-to-day applications, especially for outdoor cabinetry and furniture industry, pile guards, anti-skid surfaces, light-duty tanks, chute and bin linings, etc. As per the report, there are five types of major plastics which share the global demand (the highest 32% polyethylene (including HDPE and low-density polyethylene (LDPE), followed by 23% polypropylene (PP), 16% polyvinyl chloride (PVC), 7% polystyrene (PS), 7% polyethylene terephthalate (PET) and rest others). 9 The remarkable properties of HDPE include its good chemical and corrosion resistivity, low moisture absorption, low weight, ease of fabrication and machinability and antimicrobial properties. 10 The increasing use of such plastics generates lots of waste for the environment, which needs to be recycled/reused effectively. The previous investigators have put effort into recycling the HDPE thermoplastic by manufacturing HDPE-based filament for innovative 3D printing applications. Chong et al. (2017) have manufactured HDPE-based filaments of recycled materials. However, shrinkage/warping and adhesion problems were observed, which can be the reference for future modifications. 11 Some studies have shown the potential of recycling HDPE by innovative approaches. Shiferaw et al. (2023) have manufactured and compared recycled HDPE filaments with virgin ones. The study results showed excellent water-rejecting capability and a degradation temperature of 520°C. 12 Reinforcement of additives is a way to tune the properties of the filaments. Kumar et al. (2023) have reported manufacturing recycled HDPE-multi-walled carbon nanotubes (MWCNTs) based feedstock filaments. The results have confirmed that print made from recycled HDPE nanocomposites significantly improved tensile strength and modulus compared to waste/unrecycled materials. 13 Alias et al. (2024) have prepared the composite filaments by introducing recycled flexible plastic (RF) with HDPE and PP. The results confirmed the higher decomposition temperature and flexibility of 70%HDPE-30%RF composites. 14 The study has suggested that production cost was reduced by 88% if printed using a recycled HDPE-PET mixture. 15 Also, some recent studies have shown promising methods and results for recycling HDPE-based filaments and their printability.16,17
It has been reported that when agricultural waste is reinforced with HDPE plastics, significant tuning of the properties may be achieved. For example, thermoplastic starch (TPS) was introduced in recycled HDPE to manufacture the filament for 3D printing. 18 The results showed that 40% loading of TPS caused clogging to the nozzle of the 3D printer. However, 0–30% loading was suitable for printability, with spooling speed as the most significant parameter. The increased TPS content in HDPE resulted in less warping and increased stiffness. 18 The Palm midrib (10%, 20%, 30% and 40%) reinforced with HDPE increased the thermal stability but reduced the tensile strength significantly. 19
Similarly, incorporating rice husk (RH) into the HDPE polymer matrix has significantly modified the properties. 20 The HDPE-RH composites showed reduced density, which is desirable for lightweight applications. Also, less warpage and shrinkage were observed by RH reinforcement. 20 In most Asian countries, burning crop residue is a serious issue, leading to severe air quality index (AQI) degradation. The stubble burning of paddy crops in November and December is widely reported in developing nations. 21 Hence, the stubble/crop residue should also be managed to ensure a good environment. The reinforcement of the stubble waste into a polymer matrix may be introduced to recycle the plastics and manage the waste for desirable applications.
The literature shows that HDPE is one of the non-biodegradable types of thermoplastics that must be recycled/reused to reduce waste accumulation.22–28 Previous studies have reported the development of recycled HDPE-based feedstock filaments and characterizations for innovative applications using the MEX process.23,25,29,30 However, the recycling of thermoplastic with reinforcement of agricultural waste has constraints in the form of the volume of recycled material to support the circular economy concept. One of the solutions for bulk consumption of such agricultural and thermoplastic waste is its use in construction applications. In the present study, HDPE was 2° recycled by reinforcement of SWP through the MEX process for possible applications in the construction industry.
Materials and methods
Materials
The preparation of recycled HDPE-SWP-based composite feedstock filaments involves several steps (Figure 1). In the first stage, washing, cleaning, and drying (at 60°C for 24 Hrs.) was performed, followed by pulverization and ball milling to convert the agricultural stubble waste into fine powder (size ≤50 µm) (using shive shaker). In the second stage, prepared SWP was mechanically blended with recycled HDPE pellets (size = 1.5–2.0 mm diameter) collected as industrial waste, which was followed by rheological analysis through the melt flow indexer (at 190°C) to ascertain the thermal mixing of blends. Steps involved in the fabrication of HDPE-SWP composite filament.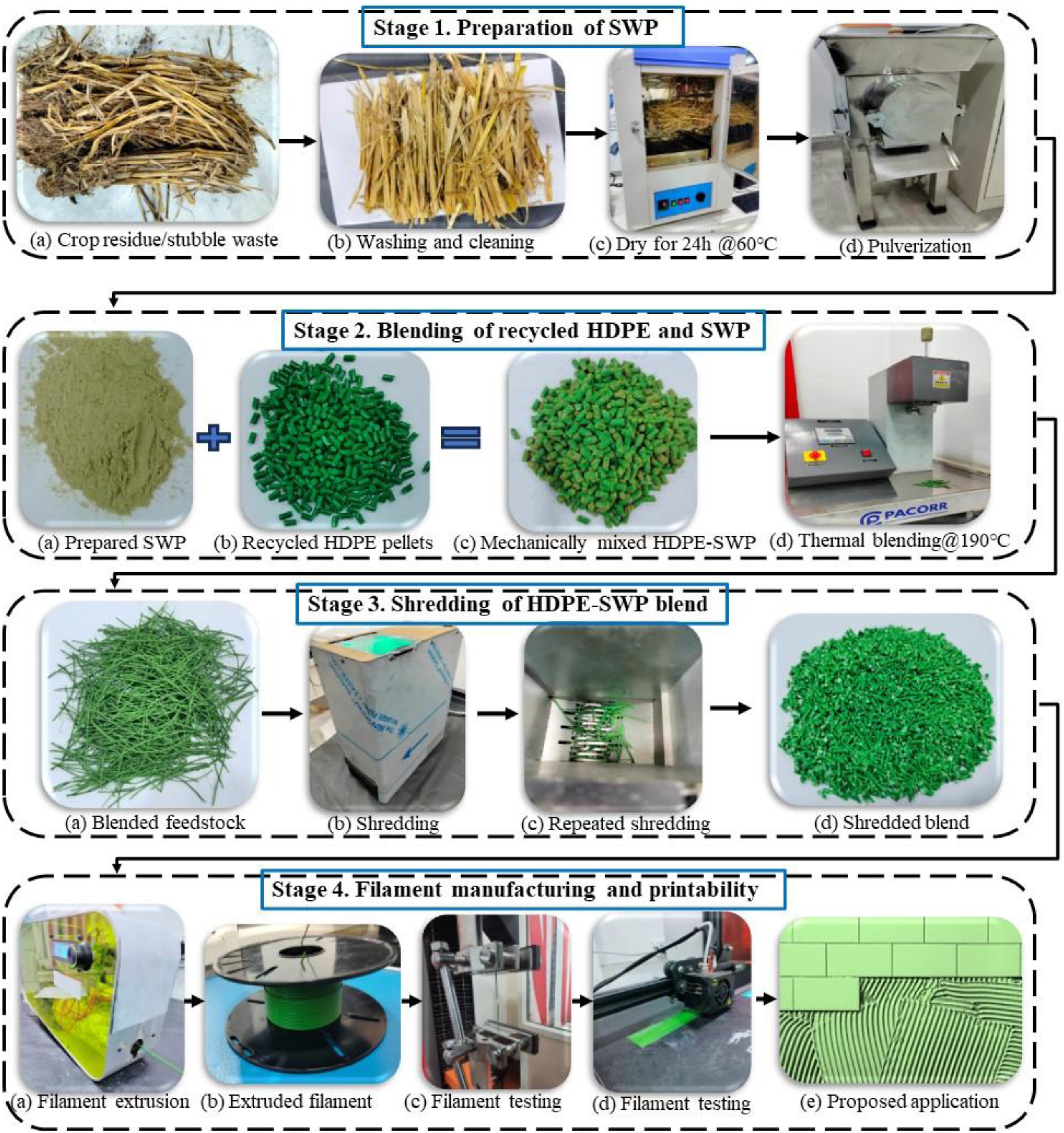
Methods
DoE for the manufacturing of HDPE-SWP filament.
MFI investigations for selection of composition
The MFI test was conducted as per the ASTM D1238. Before conducting the MFI test, the SWP was mechanically mixed with the HDPE waste pellets and then fed to the barrel of the MFI indexer. The MFI of HDPE, HDPE+5vol% SWP, HDPE+10vol% SWP, HDPE+15vol% SWP, HDPE+20vol% SWP were investigated in this study.
Filament extrusion
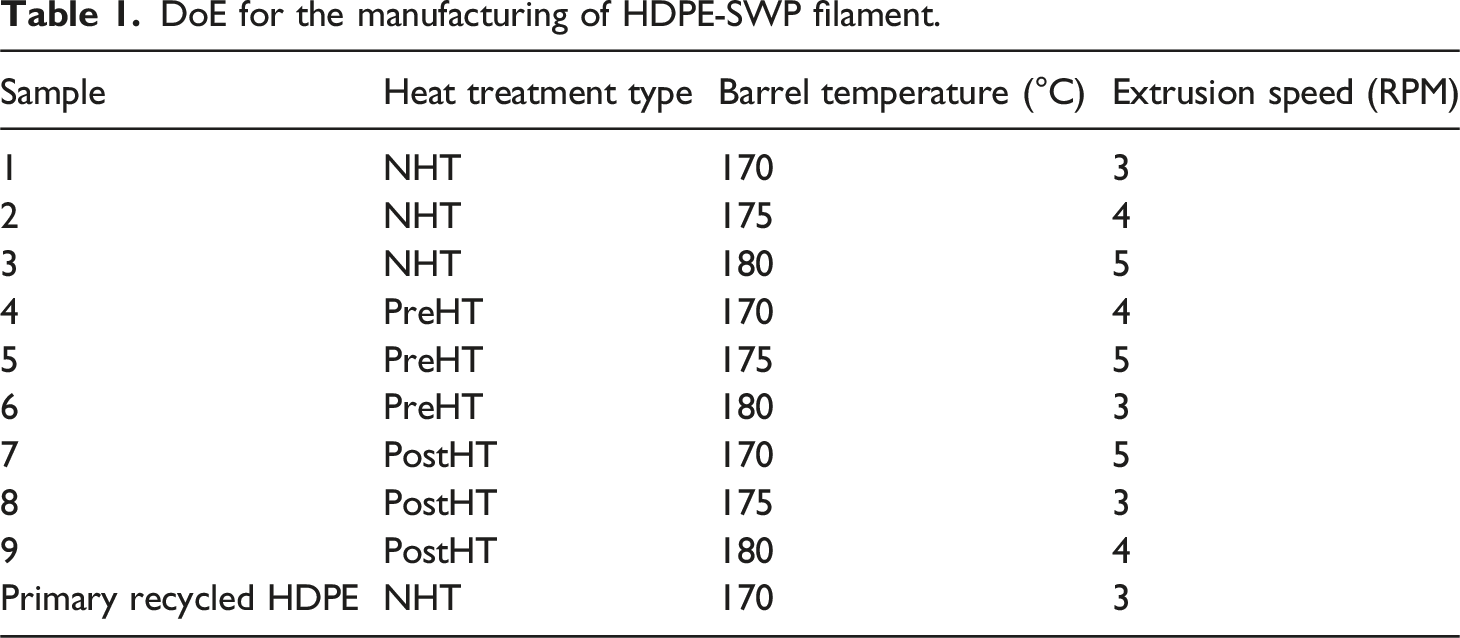
Heat treatment is essential in improving the plastics’ resistivity and relieving the internal stresses to promote manufacturing defect-less products. 22 In this study, three different types of feedstock filaments were manufactured based on various heat processes. The first lot was of a non-heat treated (NHT) sample, which was mechanically mixed and then extruded on a single screw extruder (Make: Felfil, Italy, model: Felfil Evo) of 1.75 ± 0.05 mm diameter. The PreHT filaments were manufactured by a mechanical blending of the HDPE and SWP in the initial stage for 20 min on a ball mill, then placed in a hot air oven for 60 min at 60°C and finally, the filament extrusion. PostHT filaments were those categories placed in a hot air oven for 60 min at 60°C post extrusion to settle the asperities and defects. Based upon the pilot experimentation and the dimensional accuracy concern, the barrel temperature was varied between 170 and 180°C and extrusion speed in the range of 3–5 RPM. So, considering the three levels of the factors design, a DoE based on Taguchi L9 orthogonal array (OA) was selected to manufacture HDPE-SWP feedstock filaments (Table 1).
Tensile testing of filaments
Tensile properties of HDPE-SWP-based composite filament.
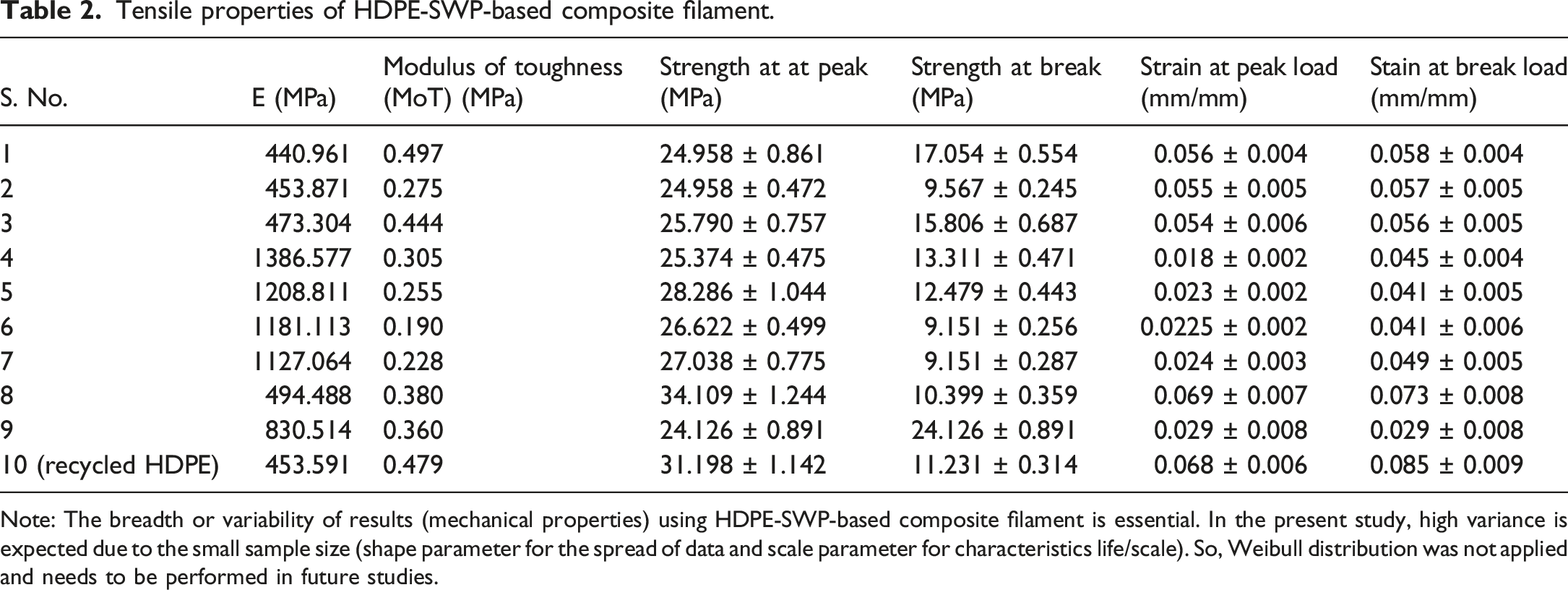
Note: The breadth or variability of results (mechanical properties) using HDPE-SWP-based composite filament is essential. In the present study, high variance is expected due to the small sample size (shape parameter for the spread of data and scale parameter for characteristics life/scale). So, Weibull distribution was not applied and needs to be performed in future studies.
Scanning electron microscopy (SEM)
Tensile testing of the filaments resulted in two halves of the filaments. The microscopic observations were conducted on the fracture surfaces to investigate the scientific reasons for the failures. The SEM analysis also investigated the dispersion and entrapment of the SWP particles reinforced in the HDPE matrix. The gold coating was provided on the fractured samples for 30 s. SEM was performed at the 15 kV power supply under vacuum mode. The study was conducted at magnification of ×50, ×1000, ×2000 and ×4000. The EDS test was performed on the fractured surface to investigate the presence of the elements.
DSC testing
The DSC test of the HDPE and HDPE-SWP-based composites was performed to investigate the effect of reinforcement and process parameters on the thermal properties. The DSC test was conducted in three repeated endothermic and exothermic thermal cycles. For endothermic cycles, the samples were kept in the range of 30°C–250°C, and for the exothermic cycle, 250°C–30°C. The controlled gas supply of N2 gas was provided to maintain the inertness. The samples were pre-heated at 60°C for 1 hour before the test to remove any associated thermal history.
TGA testing
The TGA was performed to investigate the impact of the SWP reinforcement in the HDPE matrix at the rate of 20°C/min in the range of 25°C–600°C. Before the TGA test, the sample pre-heating was performed at 60°C for 1 hour to remove any associated pre-thermal history. The test was performed in the inert atmosphere of the N2 gas supply of 20 mL/min.
FTIR testing
The bonding characteristics of the HDPE-SWP composite were ascertained by FTIR spectroscopy analysis (Make: Perkin Elmer). The absorbance spectrum was obtained for the infrared (IR) range 500 cm−1 to 4000 cm−1 wavenumber to investigate the changes in bonding characteristics of the composition.
XRD
The XRD (Make: Bruker; Model: D8 Advance Eco) was performed to investigate the effect of extrusion parameters on the crystalline structures and defect analysis in the 2Ɵ range of 10–100° at the 40 kV, 25 mA supply, scan rate of 0.02°/s under the CuKa radiation (λ = 1.5406 A°).
Results and discussion
MFI results
MFI is one of the rheological properties on which the build quality of the 3D printed products depends. The MFI investigations of composite materials are preliminary checks of how 3D printing will be processed. The inadequate MFI causes the lower flow of the plastic during the melting stage. The low MFI of the plastics used in MEX often causes the materials to choke in the nozzle. However, the increased MFI causes the materials’ excessive flow, often affecting the part quality. So, the quality of the part manufactured using HDPE-SWP composites can be tuned by controlling the MFI. In this study, the loading of 5% SWP in the HDPE matrix increased the MFI from 10.57 g/10 min (for HDPE) to 12.76 g/10 min (for HDPE-5%SWP) (Figure 2). This may be because the low concentration of the SWP when blended with the HDPE, may have resulted in slippage of successive layers in HDPE matrix. In the case of 10% loading (MFI = 9.45 g/10 min) of the SWP in the HDPE matrix, a slight decline was observed in MFI as compared to 5% loaded HDPE composite samples. The decreased MFI may be due to the resistance to slippage in the matrix due to higher loading. The higher loading continued to create resistance between the layers of the polymer matrix, and a sharp decline was noticed in the SWP loading of 15% (MFI = 7.63 g/10 min). The 20% loading of the SWP in HDPE resulted in the choked nozzle. Finally, based on the results, the HDPE-15%SWP composite was judicially selected for filament manufacturing in the next stage. MFI results of HDPE-SWP-based composites.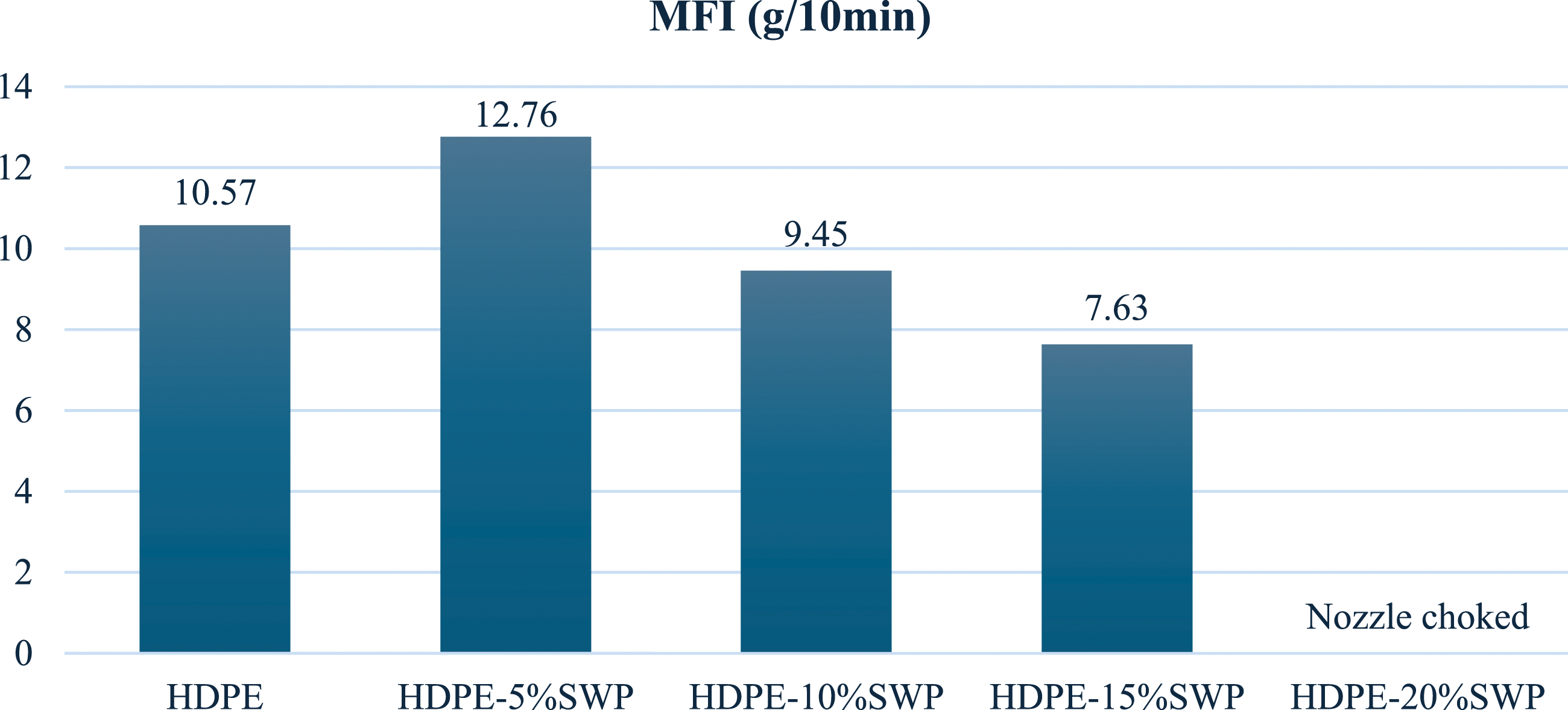
Filament testing
The reinforcement of the additive to the plastic matrix leads to changes in the mechanical properties. These changes are promoted due to the re-configuration of the bonding properties, molecular chain, flow properties and recrystallization. The mechanical properties are dependent on the adhesion between the filler and HDPE. In this study, the HDPE-SWP composite filaments were processed by melt processing. The process includes entrapment of the SWP into the polymer matrix. So, the interfacial adhesion is one of the possible adhesions in the composite formation. In fact, along with the reinforcement, varying the process parameters of manufacturing processes also significantly affects the mechanical properties of the feedstock filaments. In general, the inadequate combination of manufacturing parameters leads to the formation of defects, whereas the right combination of the process parameters contributes to minimizing the defects in the filaments. In the present study, the preHT has played a crucial role in reducing the defects, due to which the E of filaments (sample no. 4, 5 and 6) of preHT filaments were observed to be greater than others (Table 2). The maximum E was observed for the parametric combination of PreHT processing, 170°C-barrel temperature and 4RPM screw speed (sample 4).
In contrast, the minimum E was observed for the filament, which was processed on NHT processing, 170°C-barrel temperature and 3 RPM screw speed (sample 1). The maximum E was observed in the case of sample 4, which may be because the PreHT of the composites ensured the escaping of the trapped air, stress relieving, and recrystallization of the HDPE-SWP blend. However, NHT, in the case of the sample, restricted the materials to be recrystallized and reformed so that defects occurred within the filaments. The results observed in the present study align with the properties reported in the previous studies.23–26
Energy-absorbing properties are essential for construction applications, especially for outdoor activities. The energy-absorbing properties of the manufactured parts are specially used for crash-resisting applications. The MoT is an important parameter which defines how much a manufactured part can sustain the crash load. The maximum MoT (0.4796 MPa) was observed in the non-reinforced recycled HDPE filament, possibly because higher elongation allows the materials to be stretched rather than fractured. In the case of sample 6, the low tensile strength at break (9.151 MPa) is responsible for the low MoT. In the case of all samples, the higher MoT was accommodated by the high tensile strength at break.
Figure 3 shows the stress versus strain curves for the fractured feedstock filaments of recycled HDPE and recycled HDPE-SWP composites as per Table 2. The heat treatment of the HDPE-SWP composites has been crucial in controlling the tensile properties. Significant variations in tensile strength, strain, and elasticity can be observed. In the case of the PreHT processed HDPE-SWP feedstock filament (samples 4, 5 and 6), similar trends of strength and strain were observed, which resulted in some similarities in their corresponding properties. In the case of these filaments, the other process parameters, such as barrel temperature and screw speed, were not dominated, which may be analyzed statistically. However, in the case of NHT and PostHT-based HDPE-SWP filament, the contribution from the other factors may be noticed. Stress versus strain diagram for the fracture HDPE-SWP filaments. Note: the strain was measured using the cross-head displacement technique. The digital image correction was not considered for testing, which may be considered in future. The slippage was avoided/minimized by manually correcting the fixture during the testing. The variation in the results due to grip slippage was minimized by repeating the experiment three times. The properties of the present study were compared with the literature, and they were observed to be in line.13,25,29,30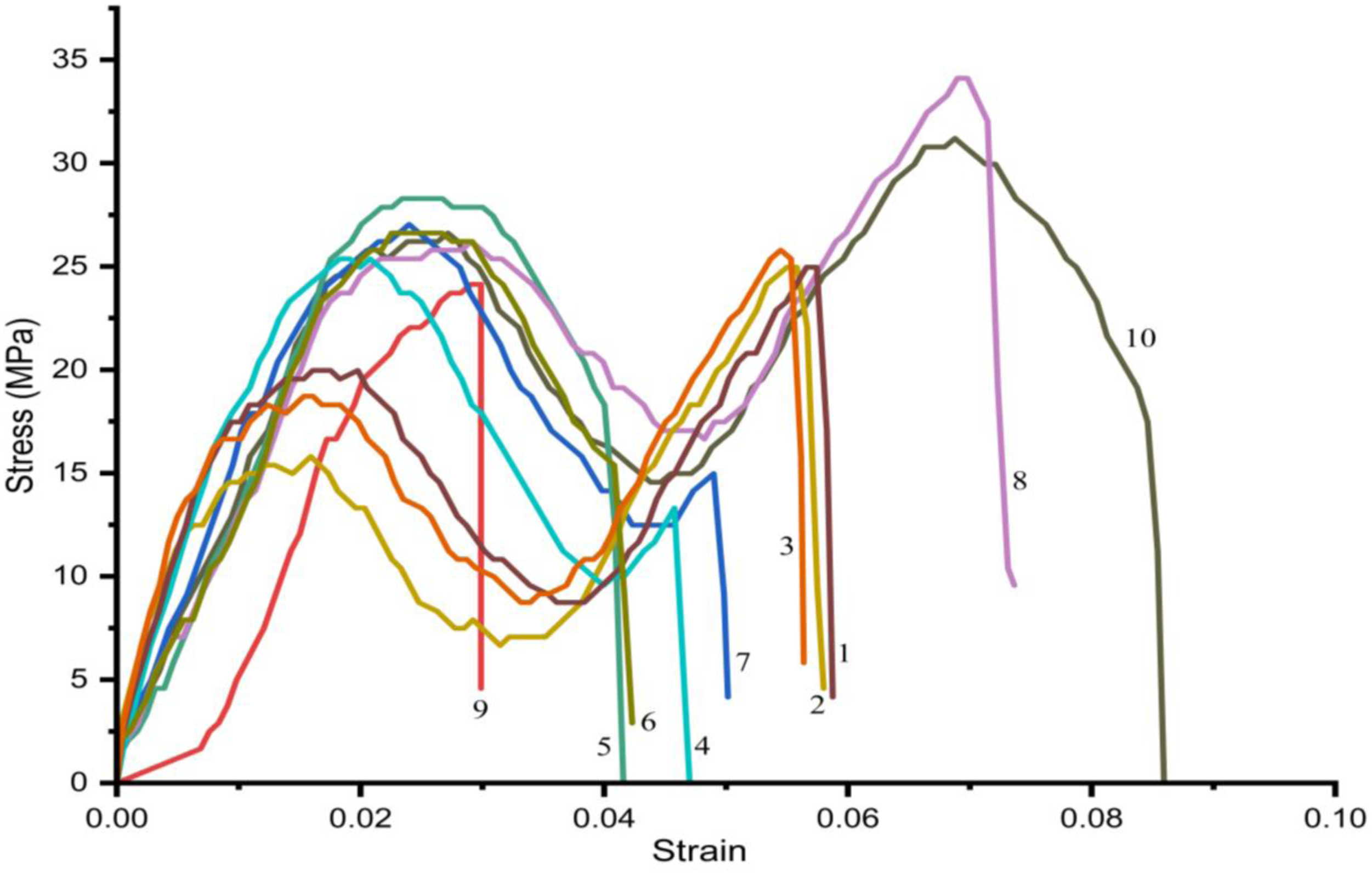
Prediction of optimized process parameters
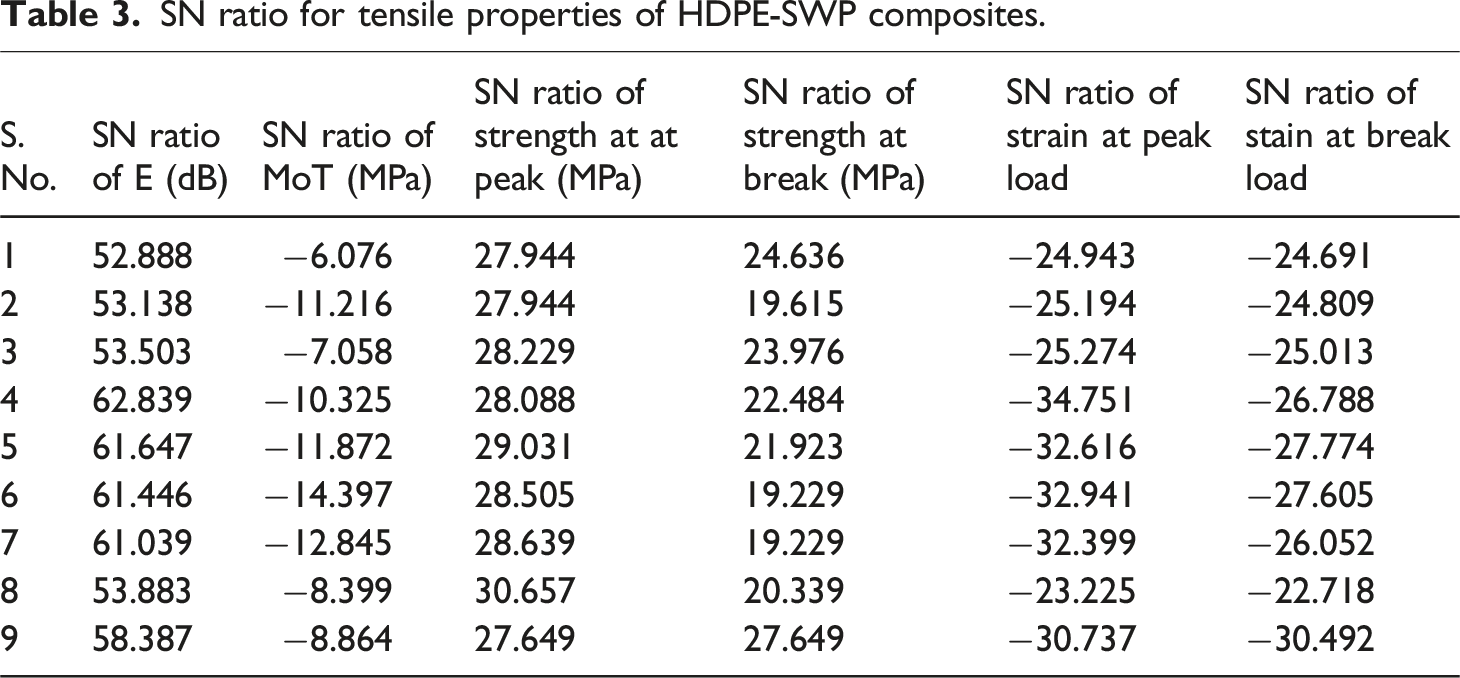
SN ratio for tensile properties of HDPE-SWP composites.
As per the results of the SN ratios, the main effect plots have been drawn to predict the optimum setting for each property (Figure 4). For example, the E was expected to be optimized if the manufacturing of the filament is performed by selecting the PreHT type of processing, 170°C-barrel temperature and 5RPM screw speed. Linear model of SN ratios for the tensile properties of HDPE-SWP filaments.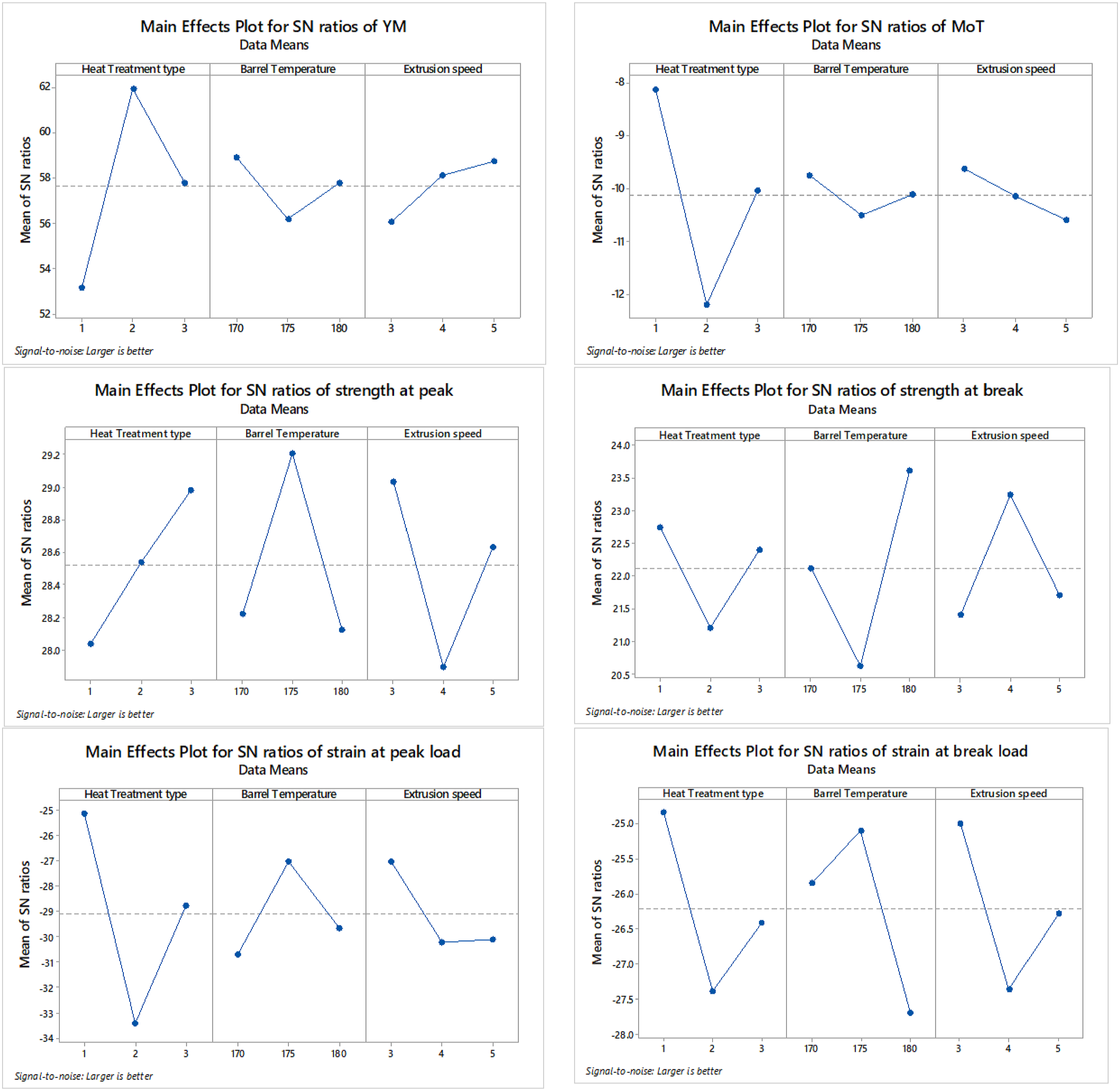
ANOVA for SN ratio of E.
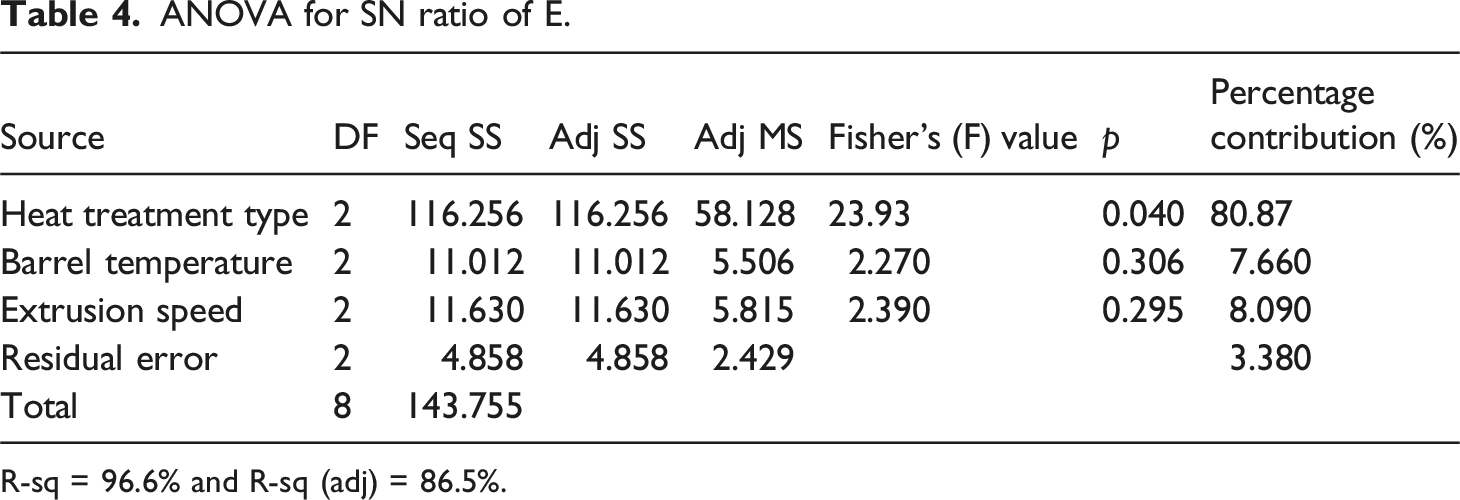
R-sq = 96.6% and R-sq (adj) = 86.5%.
Response table for SN ratio of YM (larger is better type case).
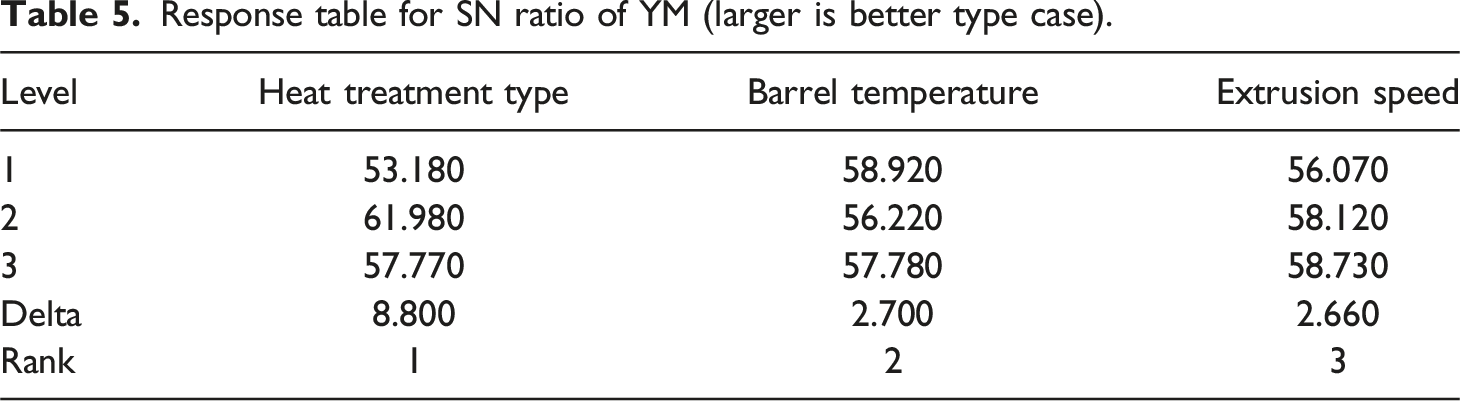
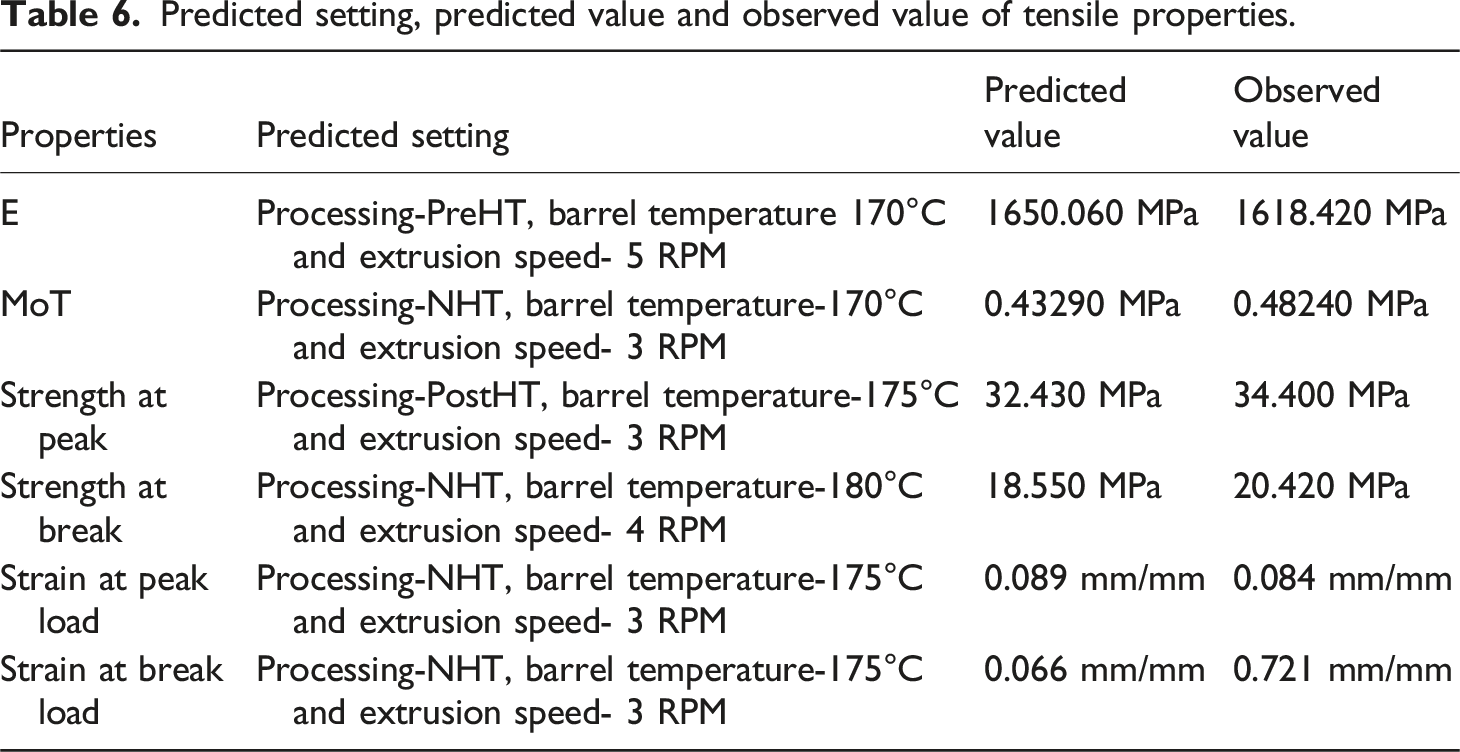
The predicted setting observed from the SN ratio analysis was further processed using the statistical tool to find the expected value of the tensile properties.
27
Selecting the larger is better type case, the optimized value of SN ratios (ℬopt) was calculated from the given equation (1).
℮ = The calculated value for the mean of SN ratios (Table 3)
℮a2 = Value of SN ratio at the level 2 of heat treatment type (i.e. at PreHT) (Table 5)
℮b1 = Value of SN ratio at level 1 of barrel temperature (i.e. at 170°C) (Table 5)
℮c3 = Value of SN ratio at the level 3 of extrusion speed (i.e. at 5RPM) (Table 5)
Hence, as per the values of the quantities reflected in Tables 3 and Table 5,
℮ = 57.640 dB, ℮a2 = 61.980 dB, ℮b1 = 58.920 dB, ℮c3 = 58.730
Thus, the ℬopt can be calculated as; 

The calculated value of the ℬopt can be put in the below equation (ii) to find out the value of the YM at the predicted setting (as per SN ratio calculation).
27

Predicted setting, predicted value and observed value of tensile properties.
Fracture analysis
SEM micrographs
The E was observed as a minimum for HDPE-SWP filament sample 1 and a maximum for sample 4. Both samples were further processed for the analysis of the fractured region. A significant sign of the stretched pores is in the case of sample 1, which shows the filament must have suitable elongation property (also verified from Table 2) as compared to less stretched pores in the case of sample 4 (Figure 5). In fact, more elongation in case of sample 1 has contributed to more strain at peak load (strain = 0.0566 mm/mm) so that E was minimized. The micrographic observation through SEM at higher magnification shows that the distribution of the SWP in the HDPE matrix is not uniform, which may have caused the matrix of the HDPE polymer to experience more slippage during the strain phase of the tensile test. This slippage may have contributed to the more elongation at the peak load. SEM micrographs at the fractured region of the HDPE-SWP filaments.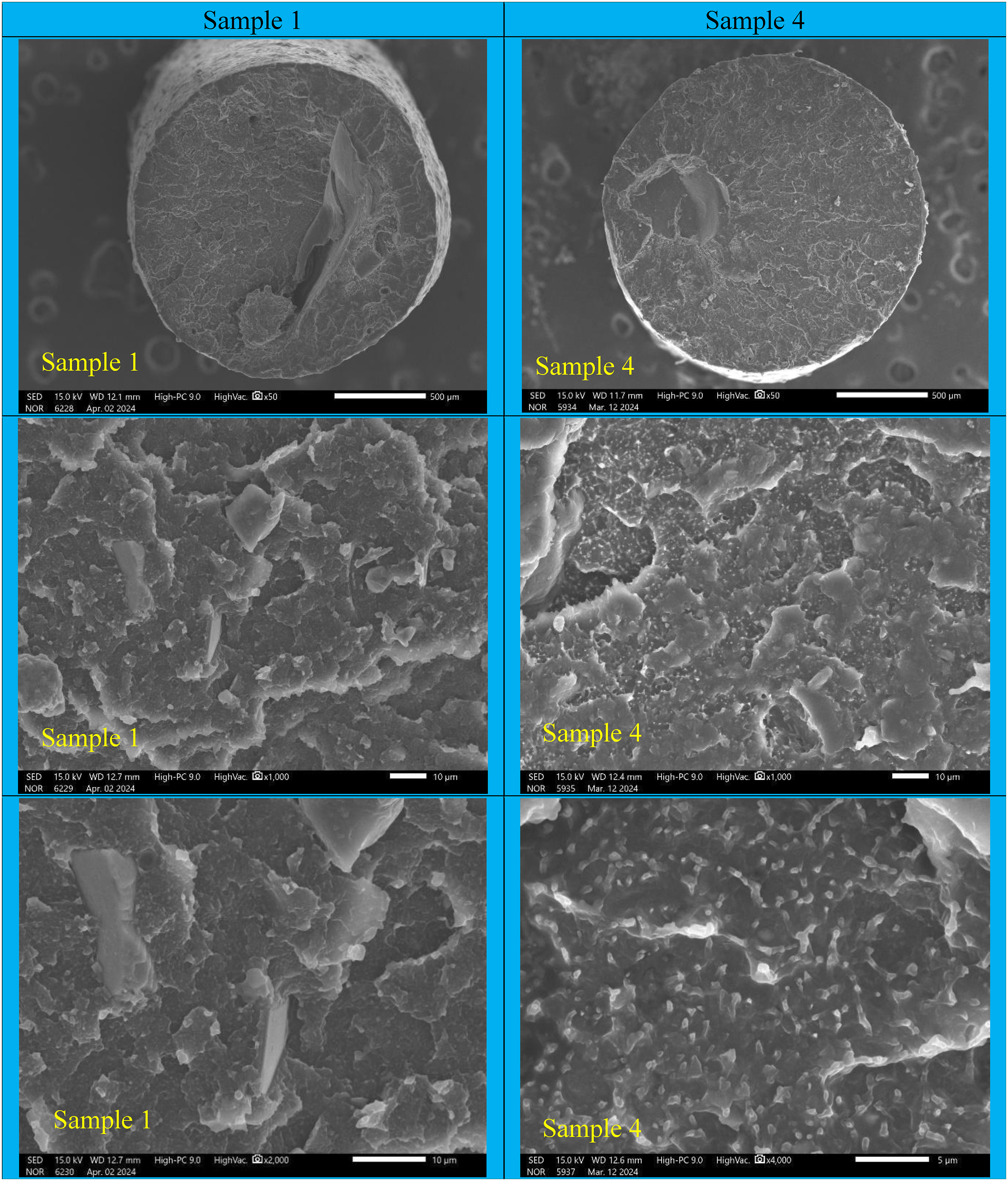
On the other hand, minimum elongation contributed to minimum strain in sample 4 (strain at peak load = 0.0183 mm/mm), which resulted in maximum E. In this case, the micrographic observations at the higher magnification have confirmed the uniform distribution of the SWP in the HDPE polymer matrix. The well-packed structures may have contributed to attaining their peak load as early as the load applied with minimum filament stretching.
Most importantly, the distribution of the SWP in HDPE was greatly influenced by selecting the type of processing (heat treatment) as the process parameter. The heat treatment of the HDPE-SWP may have contributed to the better interlayer flow since the matrix was recrystallized because of heat. The recrystallization may have also promoted the better overlapping of the HDPE and SWP in the heated barrel during the extrusion process. The micrographic observations have confirmed that NHT in the case of sample 1 was unable to provide sufficient recrystallization of the HDPE-SWP blend due to the non-uniform distribution of SWP. In the case of sample 4, the recrystallization due to PreHT promoted the uniform distribution of the SWP in the HDPE matrix, which maximized the E.
EDS analysis
The fractured regions of samples 1 and 4 were analyzed using EDS. The EDS test was performed to determine the carbon (C) content percentage concerning observed properties. Higher C content in the case of sample 1 (atom% = 83.83%) may be because the SWP particles were non-uniformly distributed (Figure 6). The traces of accumulated SWP due to NHT processing may have contributed to more carbon content in the case of sample 1. On the other hand, the PreHT processing may have contributed to the uniform distribution of SWP, due to which fewer traces of C content (atom% = 67.95%) were observed on the fractured surface. EDS of HDPE-SWP filaments at the fractured region.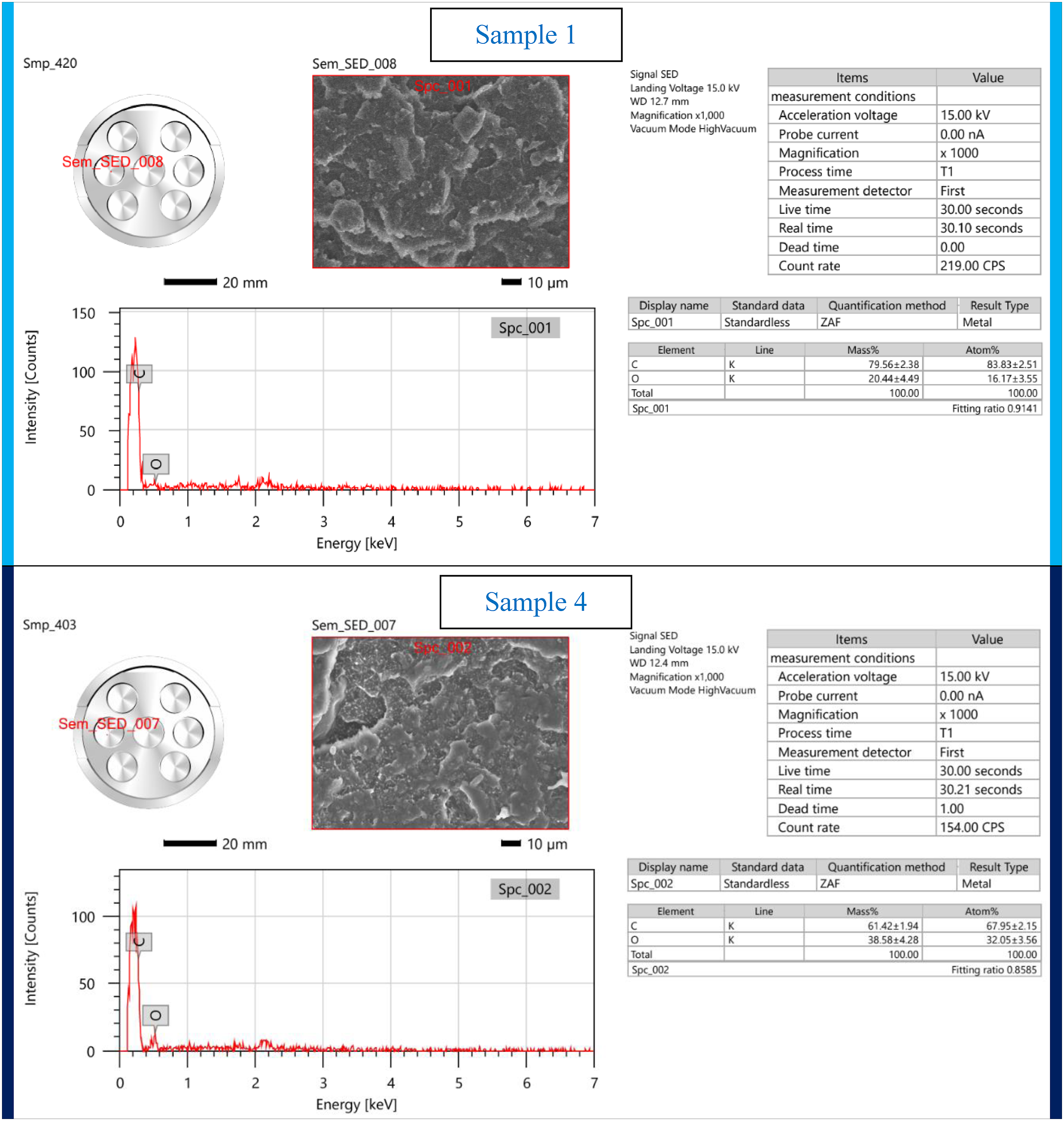
Surface profile
The micrographs of the fractured surfaces of HDPE filaments were processed with the Gwyddion software package (version 2.62) to predict the fashion of fractures and the nature of the distribution of the SWP in the HDPE matrix. In sample 1, the rendered surfaces are not well aligned, and separation in the layers of the fractured region may be noticed. This fracture’s nature signifies that the HDPE-SWP blend’s lumps may present at the fractured surface, which is contributed to by the matrix’s non-uniform distribution. The same may be observed by significantly low surface roughness (Ra) in the case of sample 1 (Ra = 98.57 nm). On the other hand, the uniform distribution contributed by PreHT in sample 4 exhibits more Ra in sample 4 (Ra = 130.20 nm) (Figure 7). 3D rendered view of the fractured surface and surface profiling of HDPE-SWP composites.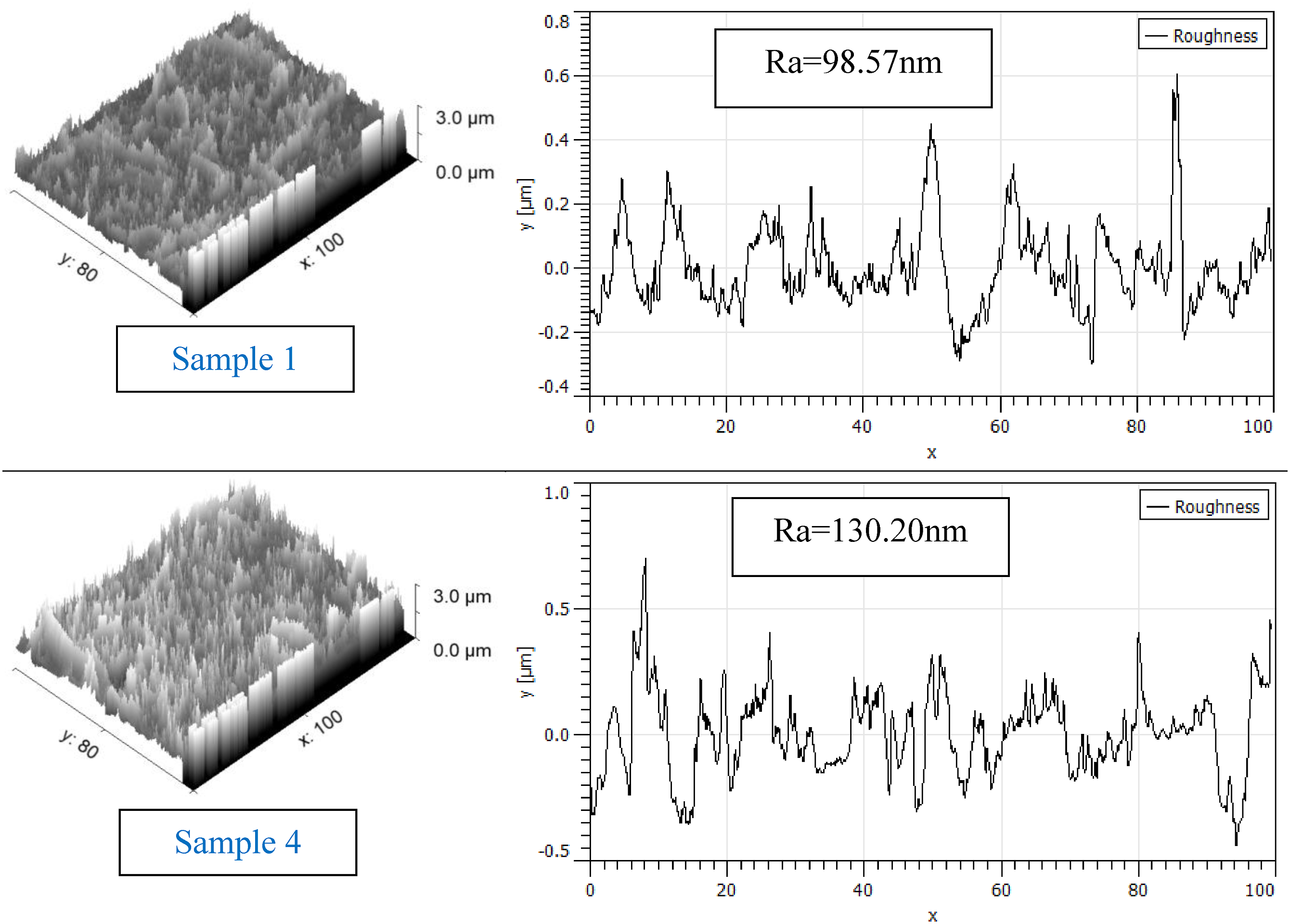
Thermal analysis
The thermal analysis was conducted to investigate the nature of degradation of the recycled HDPE and HDPE-SWP-based composites and the nature of melting. The TGA analysis was performed to check the degradation pattern of the HDPE and HDPE composite samples. DSC was conducted to investigate the melting pattern and amount of thermal energy used to deform the samples thermally.
DSC
Normalized heat measures how much energy is required to affect the sample’s thermal heating. The normalized heat in the case of the recycled HDPE sample was observed −64.48 J/g which significantly differs as compared to sample 1 (−77.67 J/g) and sample 4 (−64.48 J/g) (Figure 8). As per the observations, comparatively lesser heat is required to heat the sample in case of sample 4 may be because the SWP distribution in HDPE matrix was well patterned which promoted the well-defined arrangement of the polymer matrix. Well-established SWP distribution in HDPE may require less energy to heat. The PreHT of the HDPE-SWP sample before the extrusion process is one reason for the uniform distribution of the SWP. In the subsequent endothermic cycles, all the samples recrystallized after each cycle, and it was finally observed −80.20 J/g, −67.66 J/g and −61.01 J/g, respectively, for recycled HDPE, sample 1 and sample 4 in the third endothermic cycle. In the exothermic cycle, the absorbed thermal energy gets released due to the cooing process. In the first exothermic cycle, the normalized heat was observed as 54.34 J/g, 61.56 J/g and 61.87 J/g, respectively, for recycled HDPE, sample 1 and sample 4. In the third exothermic cycle, the normalized heat was observed as 51.31 J/g, 57.98 J/g and 59.27 J/g for recycled HDPE, sample 1 and sample 4. The trends of DSC have suggested that the sample was moving towards thermal stability after each thermal cycle. The observations have shown the intake and release of lesser energy after each thermal cycle for each sample. DSC plots for recycled HDPE and HDPE-SWP-based composites.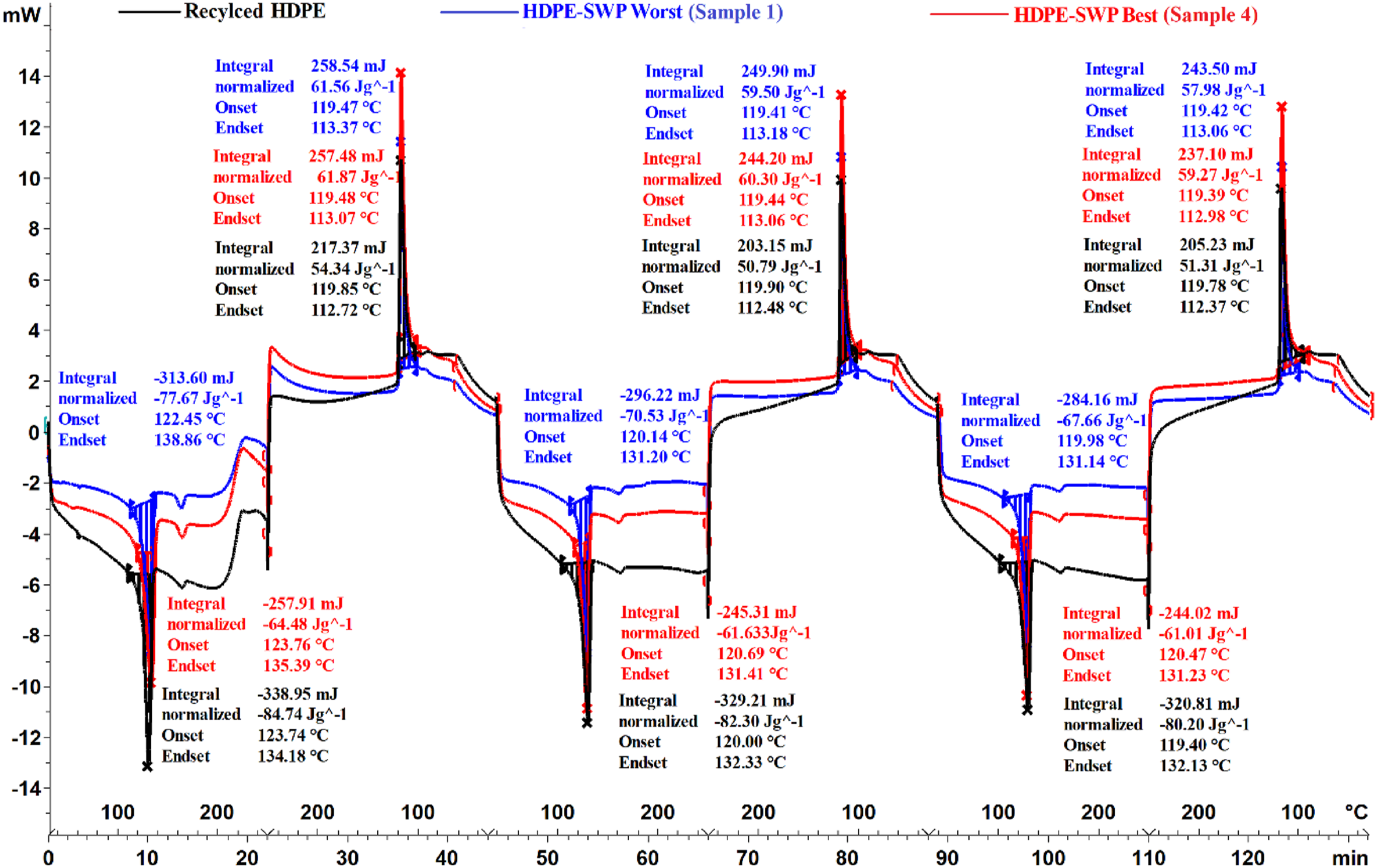
TGA
The TGA was performed in line with the DSC test to investigate the degradation pattern. Figure 9 shows the degradation pattern of recycled HDPE, samples 1 and 4 of HDPE-SWP filament. The degradation of recycled HDPE started sharply in the range of 450°C–500°C. The pattern shows that the degradation of recycled HDPE began a bit earlier than in samples 1 and 4, which may be because HDPE did not contain SWP, so degradation started first. The reinforcement of SWP in the HDPE matrix contributed to resisting thermal degradation. The residue was observed as 4.16%, 4.89% and 6.06%, respectively, for recycled HDPE, sample 1 and sample 4. TGA plot for the recycled HDPE and HDPE-SWP composites.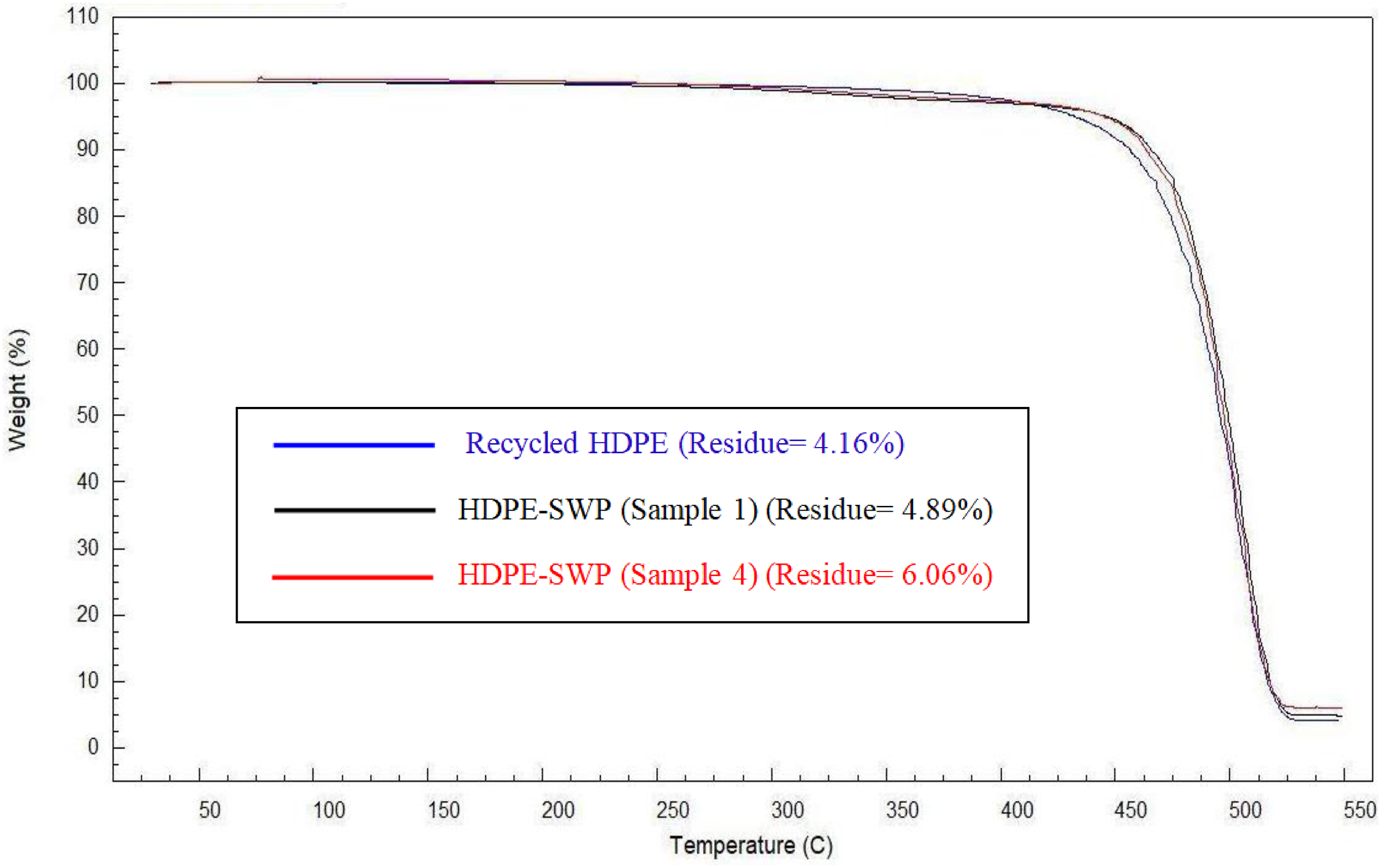
XRD
After analyzing different characterizations of SWP reinforced with HDPE polymer, XRD analysis was performed on virgin recycled HDPE polymer and the best feedstock filament of SWP-HDPE polymer. With the help of XRD analysis, the most essential factor is to check the mineralogical phases (amorphous or crystalline) of both the filaments. Figure 10 shows the XRD patterns of (a) virgin recycled HDPE polymer and (b) the best SWP filament reinforced in HDPE polymer (sample 4). The XRD graphs obtained were analyzed using “DIFFRAC SUITE EVA” software to identify the peaks. XRD Analysis of (a) virgin recycled HDPE polymer (b) best filament of SWP reinforced in HDPE polymer.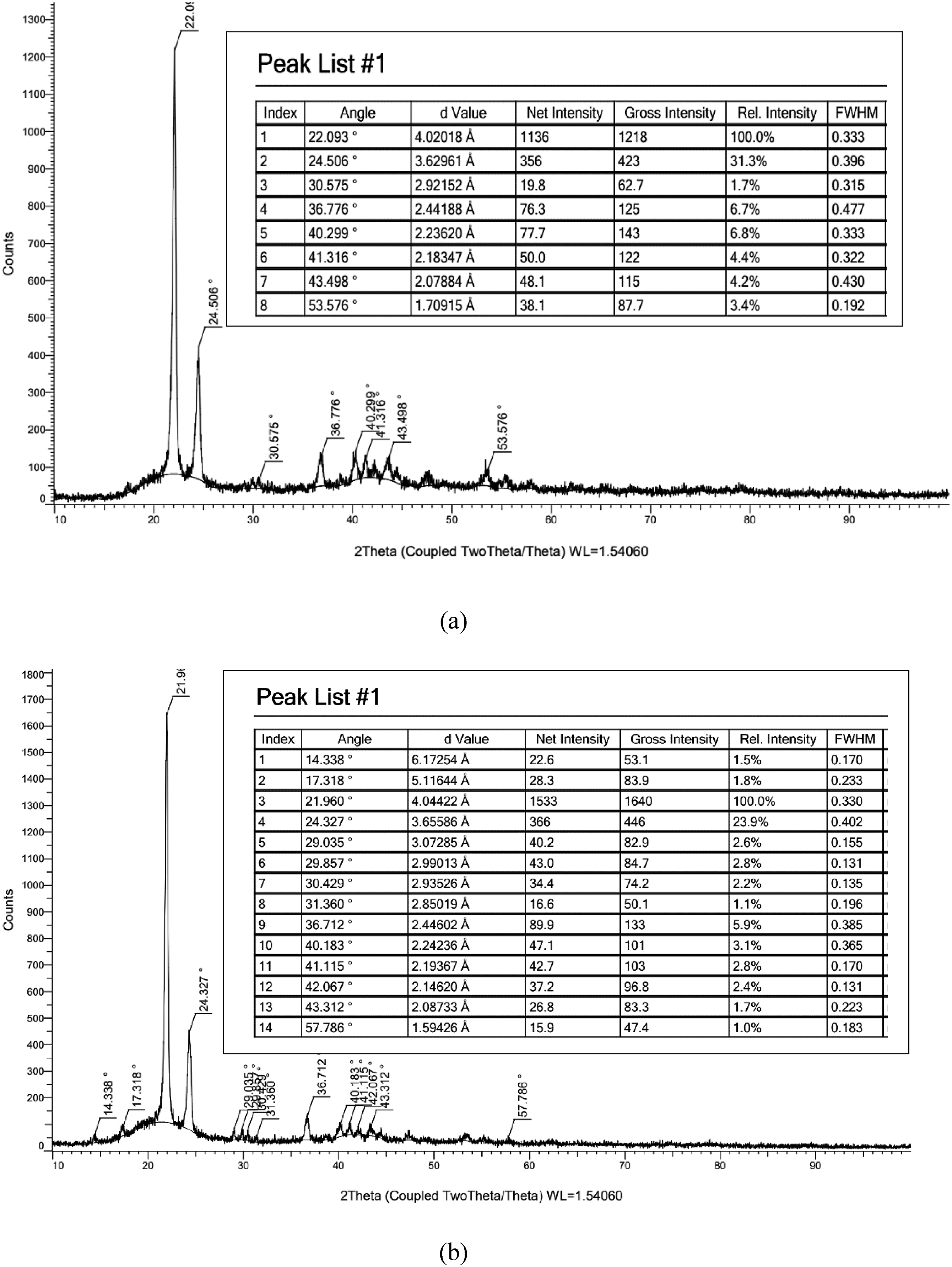
Figure 10 illustrates the XRD patterns in both samples. The diffractogram of virgin recycled HDPE showed diffraction peaks at 2θ = 22.093°, 24.506°. These peaks (2θ = 21.960°, 24.327°) were also detected in the best filament of SWP reinforced in HDPE Polymer. These peaks confirm the presence of HDPE polymers in both samples. According to Figure 10, the peak of HDPE is present in both analyses. Still, the intensity of both HDPE peaks in the best filament of SWP reinforced in HDPE polymer is higher than virgin recycled polymer, which shows higher crystallinity in SWP-based HDPE feedstock filament. The increase in crystallinity must be attributed to crystallization behaviour and chain entanglement of SWP with HDPE polymer during the reinforcement. It is also observed that in Figure 10(b), few more peaks are present as compared to Figure 10(a), confirming the presence of cellulose (17.318°, 21.960°, 29.035° and 36.712°) and lignin (14.338°, 40.183°, 43.312° and 57.786°). The presence of cellulose and lignin shows the presence of SWP of rice stubble, which is rice straw made up of lignocellulosic biomass that contains cellulose and lignin. 28
FTIR analysis
The observations for the FTIR absorbance spectrum of HDPE and HDPE-SWP composites (filament samples) with best and worst mechanical properties shown in Figure 11, indicated the presence of required functional groups in both the base polymer matrix as well as the prepared compositions with different processing conditions. The absorbance peaks at 2912 cm−1 wavenumber show the presence of the C-H group in the base matrix. The low-intensity peak at 2912 cm−1 for HDPE increased significantly for the best composite filament sample due to C-H bond stretching. Absorbance spectrum obtained for HDPE and HDPE-SWP composites.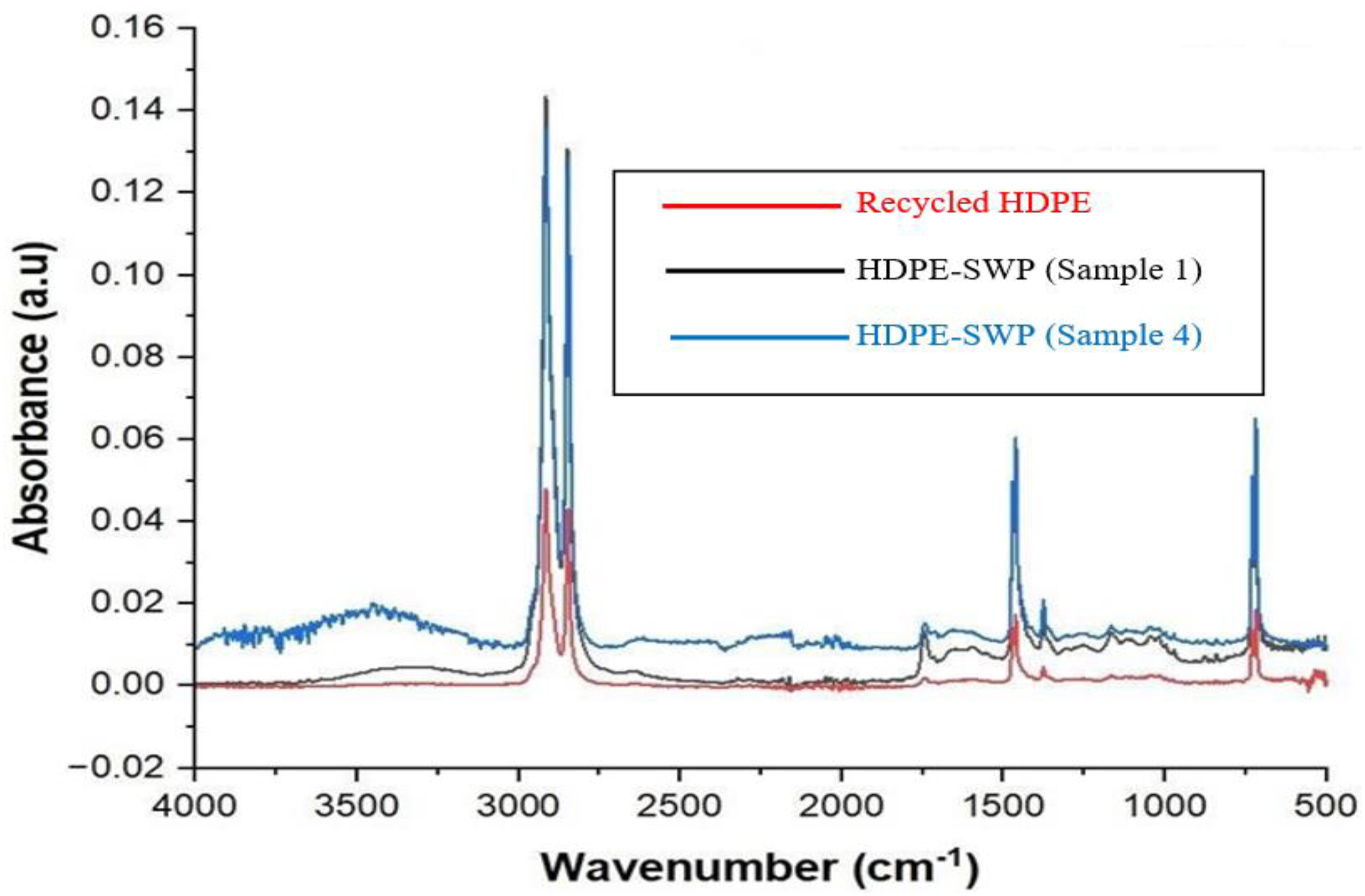
This symmetrical stretching of C-H bonds due to the vibrational behaviour in methylene groups outlined the formation of strong C-H bonds that may correspond to better mechanical properties in the HDPE-SWP composite matrix for 3D printing applications. Also, the absorbance peak at 1750 cm−1 highlighted the presence of the carbonyl group for forming a strong C = O bond. This low-intensity peak for HDPE was observed to be sharper for HDPE-SWP composite samples, outlining the stretching of C = O bonds. Such a significant peak shift for composite samples shows that the surface chemistry characteristics of HDPE increased in the form of HDPE-SWP composite for the proposed MEX-based engineering applications.
The sharp absorbance peaks observed in the composite samples at 1464 cm−1 and 735 cm−1 wavenumber for –CH2– functional group against the lower peaks of HDPE base matrix also outlined the shift in bond strength of composite matrix for the proposed 3D printing of functional prototypes (tiling applications). The observations align with the researchers’ literature on FTIR studies of HDPE thermoplastic and HDPE-based composites for industrial utilities.29,30 The FTIR analysis shows that the bond strength properties of HDPE increased in the form of HDPE-SWP composites, which may be used for MEX-based engineering applications.
Printability of manufactured HDPE-SWP Filament
It was predicted from the optimization process that the maximum E can be obtained by processing the filament by selecting the PreHT type of heat treatment, 170°C Barrel temperature, and 5RPM Extrusion speed. The combination of selected process parameters was used to manufacture the HDPE-SWP-based filament in bulk, and it was fed to an open-source MEX-based 3D printer (Make: Creality; Model: Ender 3) to check its printability. Initially, the 3D printing was performed by randomly choosing 200°C nozzle temperature, 60°C bed temperature and 60 mm/sec printing speed for 3D printing. At 60°C bed temperature, a warping effect was observed between the bed surface and manufactured parts. The parts started to warp, leaving their adhesion with the bed surface from all corners. So, the bed temperature was elevated to 80°C to counter this issue. At 80°C bed temperature, the manufactured part was stable, and warping was reduced significantly. Also, at 200°C nozzle temperature, sometimes clogging in the nozzle was experienced, which was countered by raising the nozzle temperature to 220°C. The defects in the manufactured parts were also minimized by selecting such combinations observed from the pilot experiments.
Conclusions
This study has detailed the investigations carried out for recycling HDPE waste polymer by reinforcement of SWP to develop low-cost feedstock materials in construction applications. Following are the conclusions of the present study. • The reinforcement of SWP in HDPE leads to increased MFI of up to 5% loading; however, exceeding the loading has decreased the MFI significantly. The maximum possible loading was observed up to 15%, as 20% loading caused the choked barrel. • The maximum E observed in the case of sample 4 may be because the PreHT of the composites has ensured the escaping of the trapped air, stress relief, and recrystallization of the HDPE matrix. Heat treatment type (contribution = 80.87%) is the most contributing factor for E, followed by extrusion speed (contribution = 8.09%) and barrel temperature (contribution = 7.66%). • The distribution of the SWP in HDPE was greatly influenced by selecting the type of processing (heat treatment) as the process parameter. The PreHT of the HDPE-SWP may have contributed to the better interlayer flow since the matrix was recrystallized due to the action of heat treatment. • The trends of DSC have suggested that the sample was moving towards thermal stability after each thermal cycle. The observations have shown a lesser intake and release of energy after each thermal cycle for each sample. The TGA also confirmed that SWP reinforcement has affected the degradation rate. • The FTIR analysis shows that the bond strength properties of HDPE increased in the form of HDPE-SWP composites, which may be used for MEX.
The proposed HDPE-SWP-based composite is a potential candidate for construction applications. For better results, future studies may explore dynamic mechanical performance, adhesion mechanisms to explore the wettability, detailed particle-polymer interactions, and morphological-based analysis and sensing capabilities from the application’s viewpoint. Shape parameters for the spread of data and scale parameters for characteristics of life/scale of observed properties and Weibull distribution may also be applied in future studies.
Footnotes
Acknowledgements
The authors are highly thankful to the Department of Science and Technology (DST), India (File No. SP/YO/2021/2514) and the University Center for Research and Development, Chandigarh University, for financial/ technical assistance in this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: this work was supported by the Department of Science and Technology (DST), India; SP/YO/2021/2514 and University Center for Research and Development, Chandigarh University.