
Abstract
The used ground coffee waste (GCW) and tea leaf waste (TLW), the large wastes from the beverage process, were selected as natural reinforcement and natural pigment in the polypropylene (PP) matrix. In this work, the maleic anhydride polypropylene (MAPP) was added to the composites to develop the compatibility between fillers, fibers, and polymer matrix. The TLW/PP composites, GCW/PP composites, and GCW/TLW/PP hybrid composites were prepared in the ratio of TLW and GCW ranging from 0 to 30 wt% with the addition of MAPP at 5 wt% of fillers. The presence of GCW and TLW in the PP matrix decreased tensile properties and impact resistance but increased flexural modulus and hardness of PP at high concentrations of GCW and TLW. The increase in GCW and TLW concentration slightly reduced melting temperature but it enhanced the tensile and flexural modulus. Furthermore, it enhanced the hardness, thermal and rheological properties of the composites. The TLW/PP composites had better mechanical properties, and rheological properties than GCW/PP composites but thermal properties were quite similar. The mechanical properties of GCW/TLW/PP hybrid composites were better than those of GCW/PP composites but lower than those of TLW/PP composites. The rheological and thermal behaviour of hybrid composites were like that of TLW/PP composites. Incorporating MAPP improves the mechanical and rheological behavior of PP composites by enhancing the interaction among PP, GCW, and TLW. However, this addition does not significantly enhance the composites’ thermal properties. The optimum composite was hybrid composites of GCW/TLW/PP consisting of GCW of 10 wt%, TLW of 20 wt%, and MAPP of 1.5 wt% which presented good mechanical, thermal, and rheological properties. The mechanical properties of this hybrid composites were as follows: a tensile strength of 26.35 MPa, elongation at break of 10.91%, tensile modulus of 636.69 MPa, flexural strength of 45.57 MPa, flexural modulus of 3632.86 MPa, impact resistance of 12.72 kJ/m2, and a Shore D hardness of 76.15. The overall results showed that GCW and TLW can be used as reinforcement material and natural pigment in the polymer matrix.
Highlights
• Ground coffee waste (GCW) and tea leaf waste (TLW) were selected as natural reinforcement • Maleic anhydride polypropylene (MAPP) was added to the composites to develop compatibility. • Incorporating MAPP improves the mechanical and rheological behavior of PP composites. • Developed composites can be applied in applications of household items, packaging, furniture, and decoration.
Introduction
Polymer composites have become an essential material because of their advantages including lightweight, reduction of energy consumption and carbon footprint, and cheap and better strength-to-weight ratio than conventional alloys and composites.1–4 Natural and synthetic fibers are used as reinforcements in polymer matrices for developing reinforced polymer composites. The advantages of natural fibers and fillers are environmentally friendly, biodegradable, inexpensive, and lighter in weight than synthetic fibers.5,6 In this study, the natural fibers and fillers from tea and coffee wastes are applied as reinforcement materials. This is due to the concern in large amount of tea and coffee wastes contributed by the high beverage’s consumption.
Beverage consumption in the world annually increases, especially coffee and tea which are well-established and widely consumed beverages in the world. 7 150 million Americans drink coffee every day causing around $12 billion in annual sales. 8 The global coffee consumption in 2020/2021 is around 166.63 million bags (60 kg/bag) and in 2022/2023 it will reach over 168.7 million bags.9–11 Tea is the second most consumed drink in the world, after water which is mainly generated by China.12,13 Global tea consumption will increase by around 2.8% (about 297 billion liters) and 3.5% in 2021–2022 respectively.13,14 It causes large amounts of tea and ground coffee waste which tends to rise annually. These contribute to the massive waste of used ground coffee and used tea leaves.
In this study, the used ground coffee waste (GCW) and tea leaf waste (TLW) are used as alternative materials to the traditional fillers and fibers reinforced in the polymer matrix. There are some research articles based on GCW polymer composites and TLW-reinforced polymer composites. J. F. Mendes et al. 15 studied GCW/HDPE composites (10–30 wt%) and reported that low filler loading showed better tensile properties with an increase of 49% for tensile modulus. M. Y. Tan et al.16,17 studied properties of GCW/oxo-biodegradable high-density polyethylene (HDPE) biocomposites using 5%, 10%, 15%, and 20% volume fractions of GCW. Adding 10% by volume of GCW to HDPE results in a 25% enhancement in tensile strength and a 24% increment in tensile modulus compared to pure HDPE. Additionally, a 15% volume fraction of GCW enhances the impact properties by approximately 6%. 17 However, the addition of GCW particles improved in tensile modulus ranging around 22% but decreased tensile strength around 50%. 16 E. F. Lessa et al. 18 studied chitosan/ GCW/ poly (vinyl alcohol) (PVA) composite with concentrations of GCW at 0, 5, and 10 wt%. The higher GCW concentration, the better thermal stability. At the addition of GCW of 5 wt%, tensile strength and tensile modulus increase with an improvement 33% and 172%, respectively. The reduction of elongation at break was 51%. R. Arrigo et al. 19 examined the structural relationships in PE composites infused with biochar from GCW, finding that increasing the GCW content led to a 100–400% rise in both shear storage modulus and complex viscosity. However, the addition of GCW did not improve the PE decomposition temperatures. C. A. Diaz et al. 20 developed thermoformed containers using starch and starch composites integrated with biochar from coffee waste, incorporating waste coffee grounds at concentrations of 10, 20, and 30 wt%. The addition of biochar in the polymer matrix reduced the elongation at break around 75% and tensile strength around 60% but did not decrease the tensile modulus with an enhancement about 30%. E. B. Brito et al. 21 investigated the properties of the PP based composites with green coffee cake (GCC) at 2 and 5 wt%. Adding treated GCC enhanced the composite’s thermal stability by 3–6% and increased the storage modulus by 14–22%. However, it did not affect the crystallization temperature (Tc), melting temperature (Tm), or degree of crystallinity (Xc). L. Prabhu et al. 22 investigated mechanical, chemical and sound absorption of hybrid epoxy composites reinforced with glass, kenaf, and TLW fibers. The TLW fiber contents were 5, 10, 15, 20, and 25 wt% mixed in epoxy matrix. Hybrid epoxy composites containing 25 wt% TLW and 5 wt% kenaf fiber exhibited superior mechanical properties and sound absorption characteristics. S. Gokulkumar et al. 23 investigated epoxy-based composites incorporating 10 wt% industrial TLW hybridized with pineapple, areca, and ramie fibers, resulting in improved tensile strength, flexural modulus, and sound absorption. Y. A. El-Shekeil et al. 24 investigated the effect of reinforcing of lignocellulosic tea at 20, 30, and 40 wt% in polyurethane bio-composite. The tensile strength reduced around 50% but tensile modulus enhanced about 25% with increasing fiber concentration. J. Duan et al. 25 studied the effects of TLW powder composited in cellulose matrix. The concentration of TLW powder ranged from 5 to 25 wt% of cellulose which improved tensile strength approximately 15% and thermal properties. N. Hayeemasae and H. Ismail 26 explored the use of TLW as an alternative filler in natural rubber (NR). They found that TLW, when used alongside carbon black (CB) as a hybrid filler, shows promise as an effective filler for the NR matrix. These works revealed that the incorporation of GCW and TLW can develop mechanical and thermal properties of composites. P. F. Oliveira et al. 27 compared the properties of PP composited with green coconut husk and curaua fibers with silane treatment. The crystallinity index increased with an improvement around 26% for the coconut fiber composite and around 33% for the curaua fiber composite. The thermal stability of coconut fiber increased around 7% and curaua fiber around 14%. Marc Delgado-Aguilar et al. 28 studied the properties of curauá reinforced polypropylene composites with content ranging from 20 to 50 wt%.The tensile properties improved with increasing fiber loading. The tensile strength enhanced in the range of 50% to 121% and the modulus in the range of 173 to 393%.
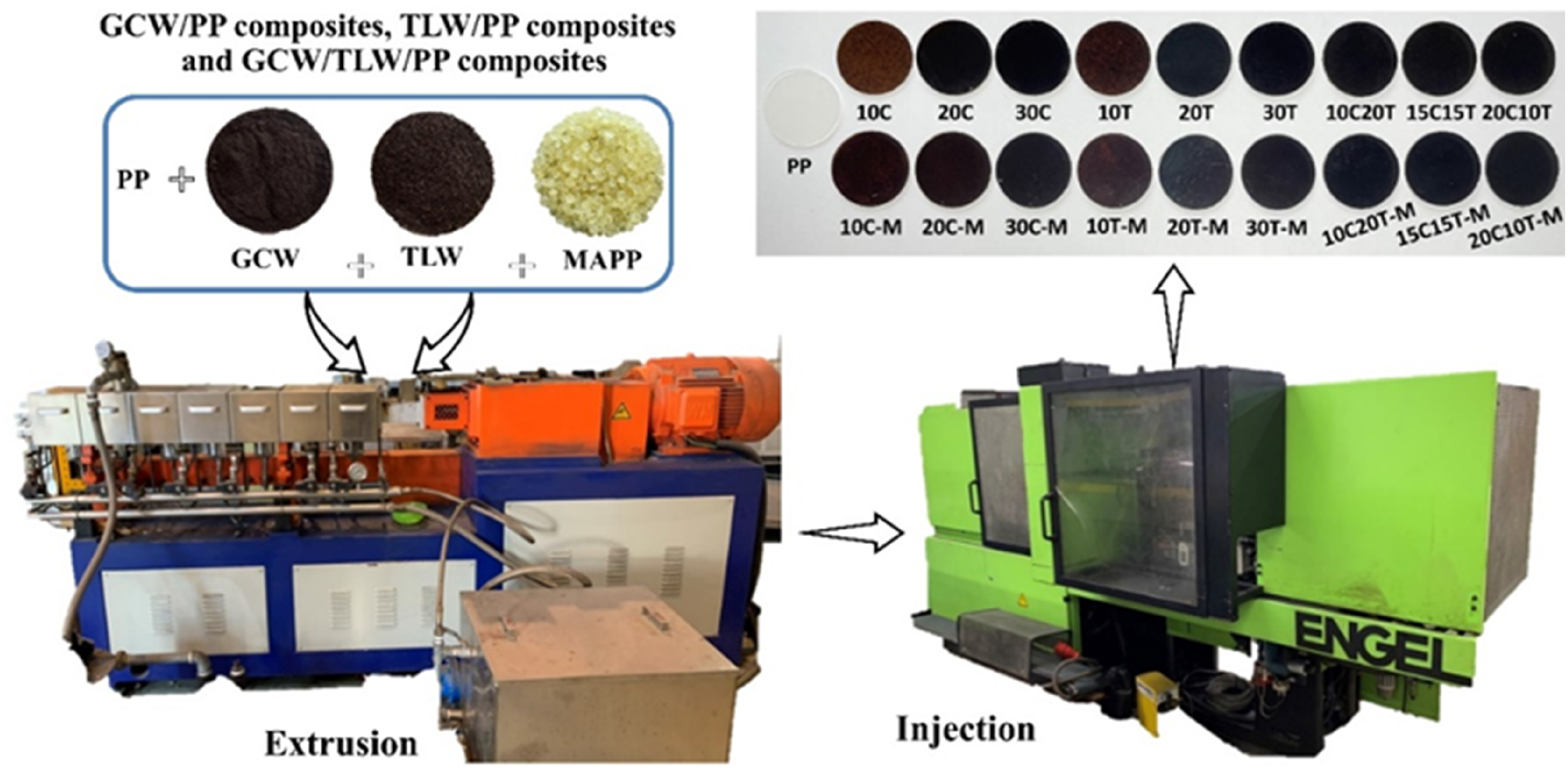
Numerous studies have investigated the properties of GCW polymer composites and TLW polymer composites. However, there is a notable gap in research focused on developing and analyzing the properties of hybrid GCW/TLW polymer composites. In particular, research on utilizing maleic anhydride polypropylene (MAPP) to enhance the interfacial bonding between reinforcement and matrix. 29 Therefore, this research studied the effect of hybrid natural fillers and natural pigment of GCW and TLW hybridized with polypropylene (PP) in terms of chemical composition, morphology, mechanical, thermal, and rheological properties before and after weathering were investigated. The composites were produced using a conventional method involving co-rotating twin-screw extrusion, followed by specimen formation with an injection molding machine.
Materials and methods
Materials
Homopolymer PP (EL-Pro™ P701J) was sourced from SCG Chemicals Pub Co., Ltd, Bangkok, Thailand. The polymer exhibits 12 g/10 min melt flow index, 0.91 g/cm3 density, a 39 MPa tensile strength at yield, 650% tensile elongation, and 1550 MPa tensile modulus. The residual GCW (blended of Arabica coffee and Robusta coffee) and TLW were collected from Cafe Amazon (PTT Oil and Retail Business Pub Co., Ltd, Bangkok, Thailand) as shown in Figure 1. The average particle sizes of GCW and TLW were determined to be 146.7 µm and 322.4 µm, respectively, based on measurements obtained from 450 values using an optical microscope (DSX1000 Digital Microscope, Olympus company, Japan). Suppl. Fig. S1 illustrate the particle size distribution for GCW and TLW, respectively. The morphological characterization of GCW and TLW observed by OM is illustrated in Suppl. Fig. S2, respectively. contained 8–10 wt% maleic anhydride. Its average Mn was approximately 3,900, and its average Mw was approximately 9,100, as determined by GPC. This MAPP product was supplied by Sigma-Aldrich, a division of Merck KGaA, headquartered in Darmstadt, Germany. Photographs of GCW, TLW and MAPP.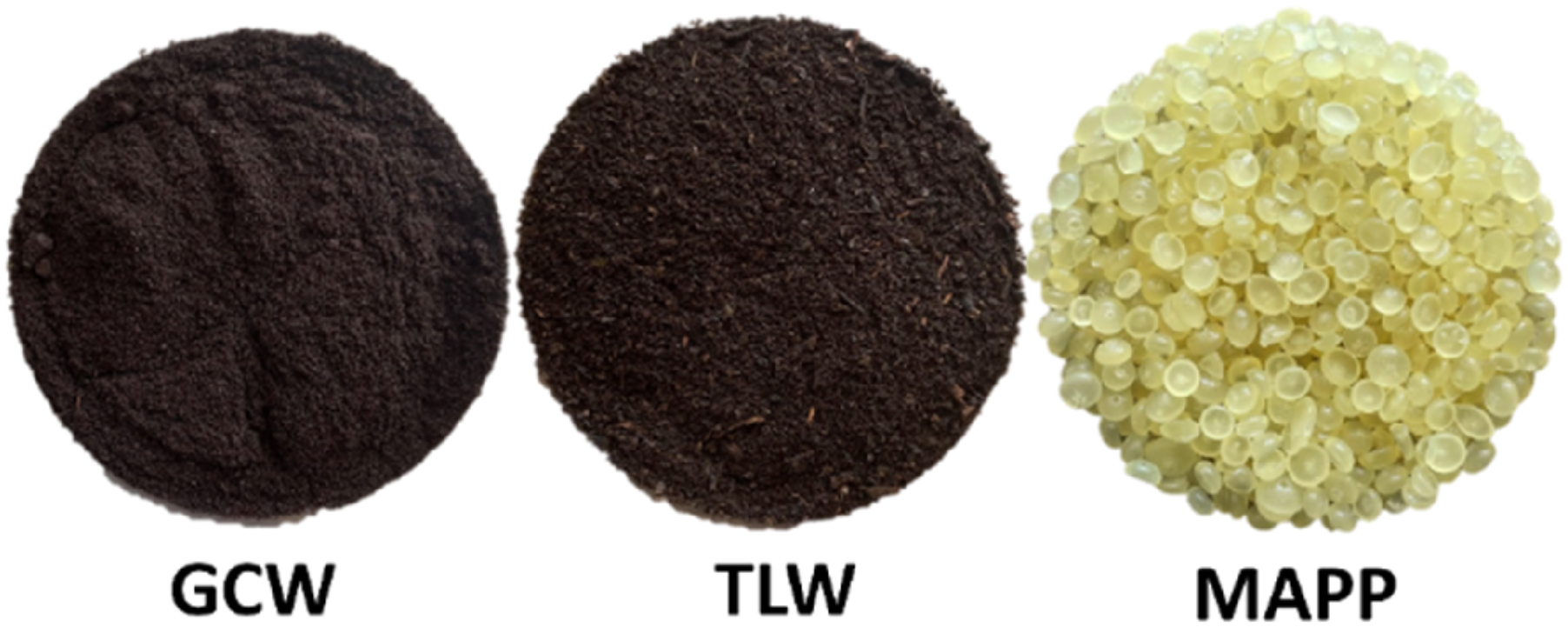
Material preparation
Composite designation.
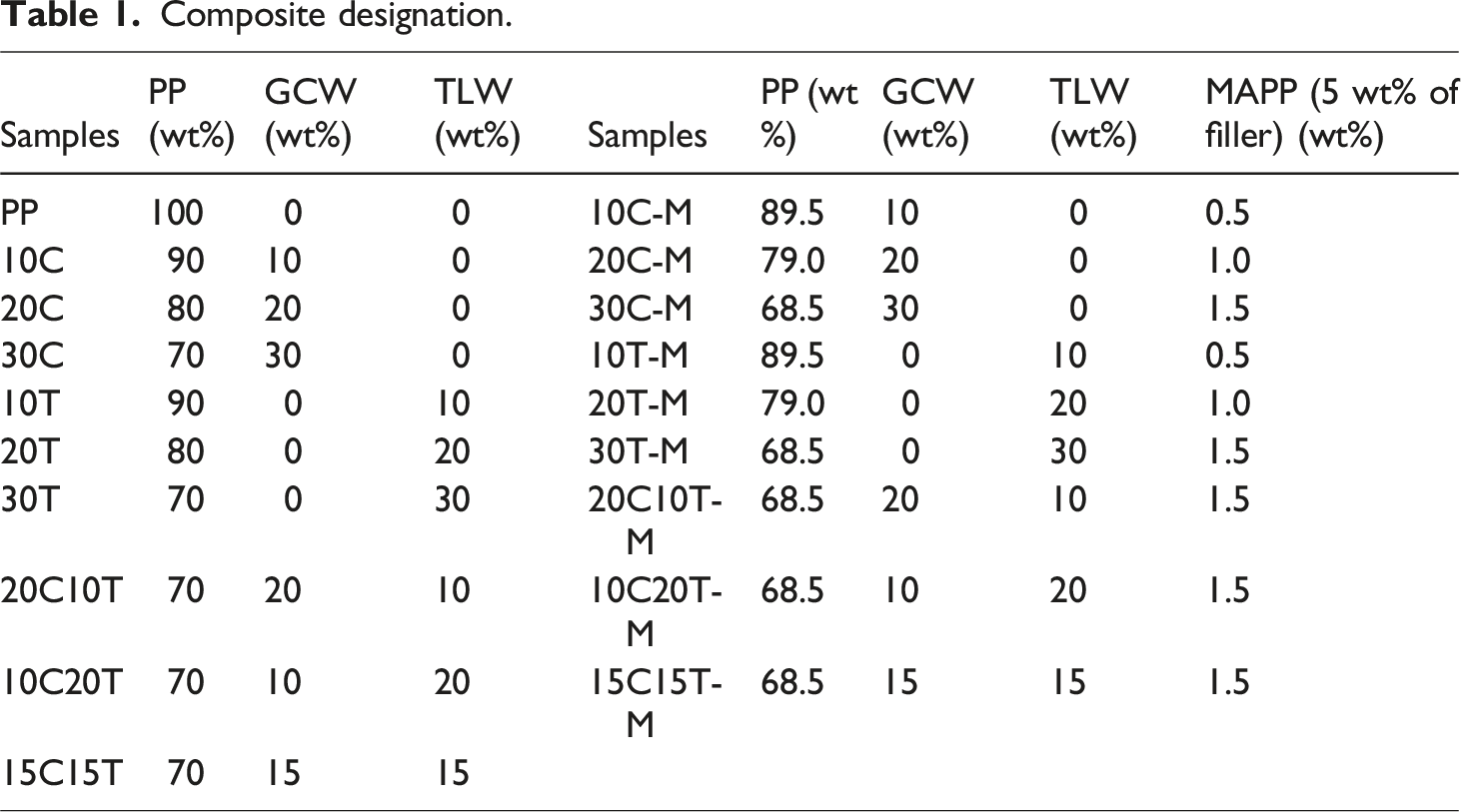
GCW/PP, TLW/PP, and GCW/TLW/PP composite pellets were dried at 80°C for 2 h in a conventional oven prior to the injection molding process. Specimen formation was carried out using an injection molding machine (50 tons, 30 mm screw diameter, Engel, Queensland, Austria). The heating zones of the injection molding barrel was maintained at 180°C, 190°C, 200°C, and 210°C, respectively while the temperature at nozzle was maintained constant at 220°C. Injection was conducted at a pressure of 110 bar and a speed of 78%.
Characterization methods
Color spectrophotometer
The influence of GCW and TLW over the color of the developed composites were evaluated using UltraScan Pro-Spectrophotometer. The colors were analyzed following the standard of International Commission on Illumination (CIE) system guidelines. The CIE system refers to a color space model, known as CIELAB (L*, a*, b*), which defines colors based on three values: L* for lightness, and a* and b* for the color spectrums green-red and blue-yellow, respectively. After weathering the composites for 380 h, the discoloring was determined.
Morphological analysis (SEM)
A morphological analysis was conducted to inspect surface roughness and pulled-out fibers on the fracture morphology of the samples after impact test by using a high-resolution scanning electron microscope (of Quanta 450 of FEI Company, United States) with a 10 KV. The samples were cracked by the impact test, and then they were cut with the length around 5 mm. The cut side of sample was attached to the carbon tape sticked on the SEM stub.
Fourier transform infrared spectroscopy (FTIR)
The FTIR spectra of GCW, TLW, neat PP, MAPP, as well as the composites (GCW/PP, TLW/PP, and GCW/TLW/PP hybrids), were examined using attenuated total reflectance (ATR) mode using Bruker Invenio-S spectroscope (FT-IR). Spectral analysis was carried out from spanning 400 cm−1 to 4000 cm−1 at a resolution of 4 cm−1 and a scan duration of 32 s.
Mechanical properties
The mechanical properties like tensile and flexural were analyzed using universal testing machine with a 10 kN load cell. The tensile test was conducted with a gauge length of 50 mm following ISO 527. The flexural test was conducted following ISO 178 with span length of 64 mm. Shore D hardness measurements were conducted using a Rex® durometer (OS-1 Stand, Rex Guage Company, Inc, United States). A minimum of 10 hardness determinations were made. The impact strength of hybrid composites was determined using Izod impact tests (unnotched) according to ISO 180. Impact testing was conducted using an impact testing machine (HIT5.5P, hammer 5.5 J; ZwickRoell GmbH & Co. KG, Germany). Five samples were tested, and the impact resistance was calculated according to equation (1). Analysis of variance (ANOVA) is used to study the influence of filler types, filer concentration, and MAPP on mechanical properties.
Thermal analysis
Differential scanning calorimetric analysis
Thermal properties of hybrid composites like crystallization temperature (Tc), melting temperature (Tm), melting enthalpy (ΔHm), and crystallization enthalpy (ΔHc) of the hybrid composites were studied through DSC analysis. The experiment was done using Mettler Toledo DSC 3+. Samples of 5 ± 0.5 mg were sealed in an aluminum pan. The experiment was performed with a constant heating and cooling rate (10°C/min) from 30 to 220°C, and included a 1-min isothermal period before each step.
The degree of crystallinity (Xc) for the thermoplastic hybrid composites was determined utilizing equation (2), with ΔHm representing the melting enthalpy, ΔHm0 representing the enthalpy of 100% crystalline PP (which is 209.0 J/g), and wf indicating the weight fraction of reinforced fillers.
12

Thermogravimetric analysis (TGA)
The weight loss due to thermal degradation as function of temperature of neat PP, GCW/PP, TLW/PP, and GCW/TLW/PP hybrid composites were studied through TGA analysis using a Mettler Toledo TGA/DSC 3+. The experiments were done in a with a constant nitrogen flow rate of 50 mL/min. Specimens, weighing 17 ± 2 mg, were heated at a rate 10°C/min from 40°C to 600°C. Prior to the analysis, specimens were isothermally held at 40°C for 2 min.
Dynamic rheological properties
A rotational rheometer (KNX2112, Malvern, United Kingdom) was utilized to analyze the rheological behavior of the developed composites, including shear storage modulus (G′), shear loss modulus (G″), and complex viscosity (η*). Samples measuring 0.65 mm thick and 25 mm in diameter underwent dynamic-frequency sweep testing, spanning from 0.1 to 100 Hz. This testing was conducted with a fixed strain of 0.1% at a temperature of 215°C to assess their frequency-dependent behavior.
Accelerated weathering
Samples of neat PP, GCW/PP composites, TLW/PP composites, and GCW/TLW/PP hybrid composites were subjected to accelerated aging using a (Q-Sun Xe-3) weathering tester, following ASTM G155-13 cycle-1 parameters. The aging conditions includes air temperature of 48°C, a chamber temperature of 63°C, an irradiance of 0.35 W/m2, and controlled humidity at 30%. The first accelerated weathering step was artificial UV light for 1.42 h followed by the second step of UV light with water spray on for 18 min. The samples after accelerating in the weathering chamber for 380 h were removed and examined for color, FTIR, and rheological properties.
Results and discussion
Characterization
Color assessment
The colored photographic images of neat PP, GCW/PP composites, TLW/PP composites, and GCW/TLW/PP hybrid composites were compared before and after accelerated weathering as shown in Figures 2 and 3. The color of the samples was evaluated before and after aging using the CIE scale, with measurements of L*, a*, and b* values. L* reflects lightness, varying from 0 (black) to 100 (white). The a* value denotes color along the green-red axis, where negative values signify green and positive values represent red. Similarly, the b* value indicates color along the blue-yellow axis, with negative values indicating blue and positive values indicating yellow.
30
Photos of neat PP, GCW/PP composites, TLW/PP composites and GCW/TLW/PP hybrid composites before and after aging. Color measurement (a) L*, (b) a* and (c) b* of neat PP, the PP composites before and after aging.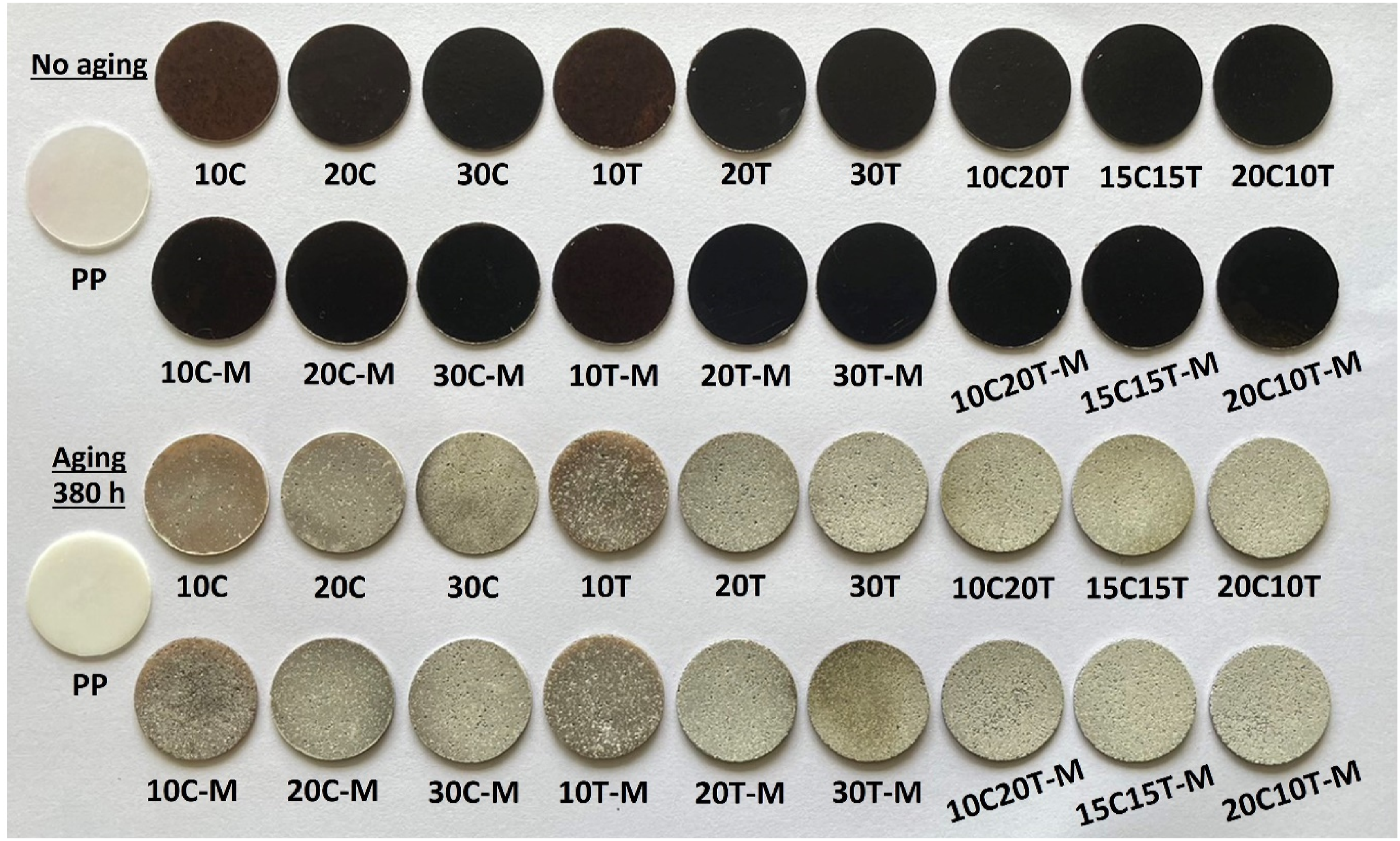
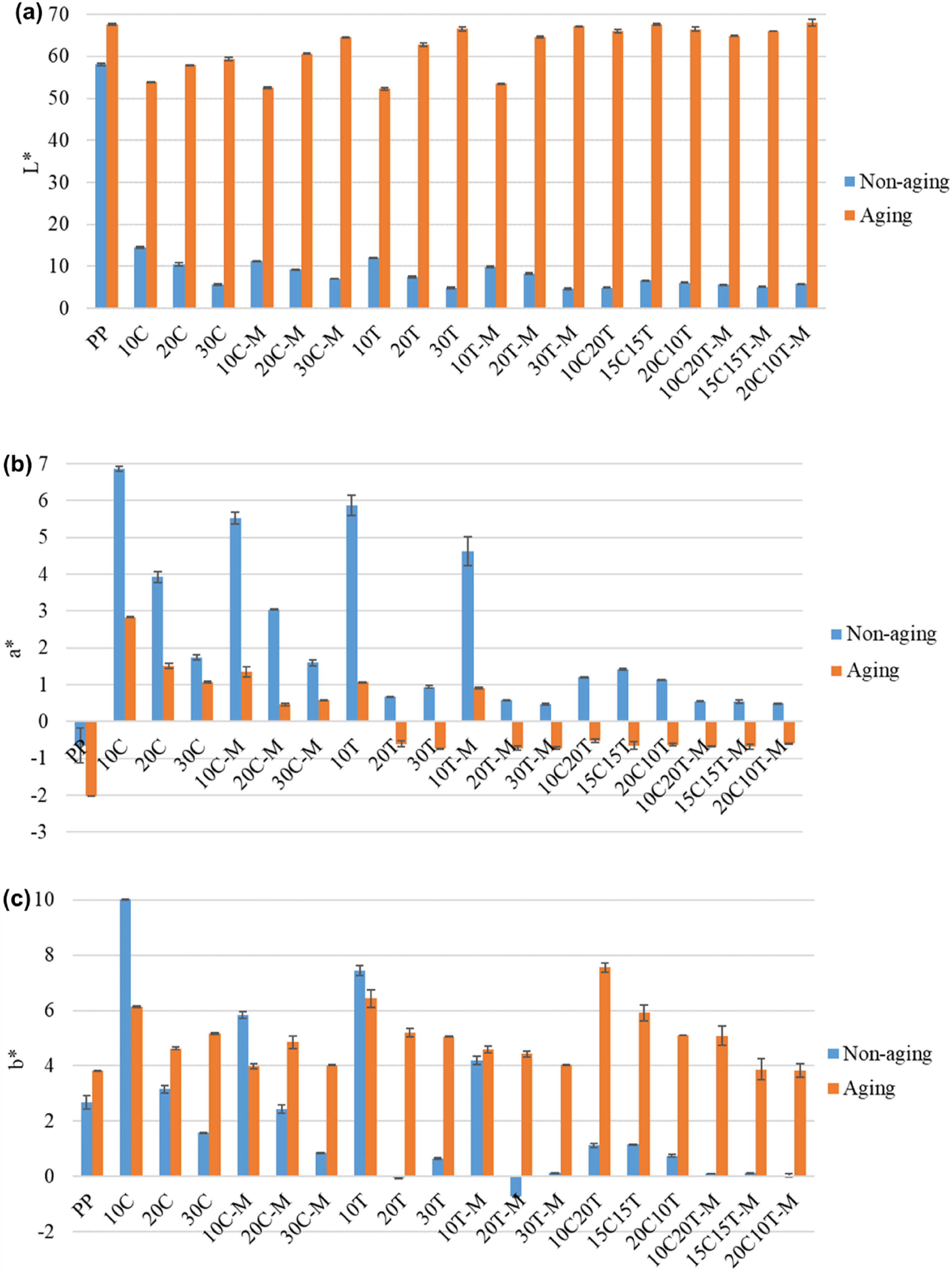
The darkness of composites increased as a function of GCW and TLW concentration increase as presented in Figures 2 and 3(a) which reported that L* values decreased referring to blacker. Both GCW and TLW were completely applied as a natural pigment of black for PP; however, TLW exhibited greater natural pigment than GCW since the combination of TLW in PP provided blacker than that of GCW which TLW/PP composites had lower L* values than GCW/PP composites. The incorporation of MAPP at 5 wt% of filler improved the darkness of the PP composites showing lower L* values which was probably because of the improvement of filler-matrix interaction.
After weathering for 380 h, the whiteness (L*) and yellowness (b*) of neat PP and its composites increased; moreover, PP sample was more opaque referring to polymer degradation that the samples turned to more white and yellow which was initiated by the ultraviolet radiation, moisture, and high temperature. 31 The color of GCW/PP composites, TLW/PP composites and GCW/TLW/PP hybrid composites faded from brown to whitish; moreover, it can be observed the small holes and cracks on the sample surface due to the degradation of GCW and TLW.32–36 The increase in GCW and TLW concentration caused whiter (L*) on the aged composite samples. The Greenness (a*) of the samples decreased. The addition of MAPP at 5 wt% of filler trended to increase the whiteness, but reduce yellowness, and redness of the samples after aging. The reason was probably the color of MAPP changed under UV radiation, water spray, and high temperature inducing whiteness and reducing yellowness, and redness.
Fourier transform infrared spectroscopy (FTIR)
Figure 4 displays the FTIR spectra of neat PP, MAPP, GCW, TLW, GCW/PP composites, TLW/PP composites, and GCW/TLW/PP hybrid composites (Suppl. Fig. S3). The infrared spectra of GCW and TLW were almost alike which showed the board peak ranging from 3790 to 3000 cm−1 referring to O-H stretching and deformation vibration since there was moisture in GCW and TLW.37,38 The C-H asymmetrical and symmetrical stretching were identified at wavenumber 2922 cm−1 and 2858 cm−1, respectively.39,40 The C = O and bending vibrations of C-H bending were presented at wavenumber 1742 cm−1 and 1651 cm−1 relating to hemicellulose and aromatic components of lignin.15,18 The CH₂ group referring to cellulose was detected in adsorbents at wavenumber 1457 cm−1.15,18 The C-H stretching vibrations and C-H deformation vibrations in cellulose were observed at peak range 1155 cm−1 and 1028 cm−1, respectively.15,18 The CH2 peaks corresponding to cellulose were noted at the absorbance at 872 cm−1, 808 cm−1, and 714 cm−1. Comparison of infrared spectra of neat PP and the PP composites with and without MAPP before and after aging for 380 h.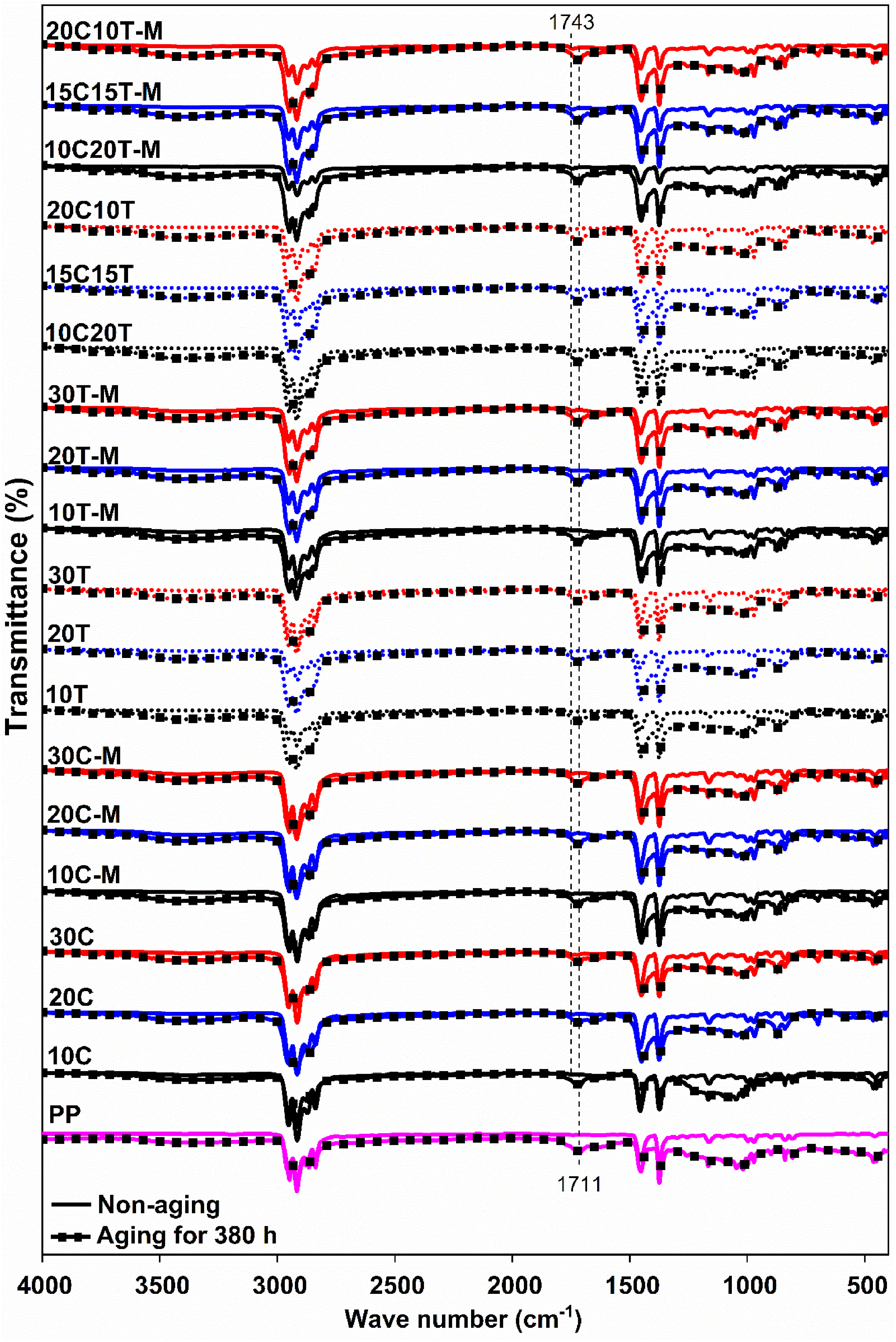
The infrared spectra of the adsorbents of PP, MAPP, and the composites were not different probably due to weak filler-matrix interaction. 31 Within the FTIR spectra of PP, MAPP, and the PP composites, the unsymmetrical and symmetrical stretching vibrations of CH₃ were evident at wavenumbers 2952 cm−1 and 2873 cm−1, respectively.41,42 The CH2 asymmetric and symmetric stretching vibrations were presented at wavenumber 2916 cm−1 and 2838 cm−1. 42 The bands at 1772 cm−1 and 1710 cm−1 represented C = O stretching.43,44 The absorbance peaks at 1456 cm−1 and 1374 cm−1 corresponded to CH3 asymmetric deformation vibrations. 42 However, the small peak at around 1743 cm−1 (representing GCW and TLW) can be noticed in the spectra of the composites, especially at high concentrations of GCW and TLW which confirmed the existence of GCW and TLW. The interaction between reinforcement and PP improved by MAPP can be noticed by the tiny peak at about 1594 cm−1 relating to the C = O vibrational mode.45,46
FTIR spectra after accelerated weathering
FTIR-spectra of PP, GCW/PP composites, TLW/PP composites, and GCW/TLW/PP hybrid composites with/without MAPP after accelerated weathering for 380 h are exhibited in Figure 4 and Suppl. Fig. S4. The comparison of FTIR results of samples before and after aging is presented in Figure 4. After weathering, the FTIR spectra of PP and its composites does not differ much from the non-aged samples; however, it provoked small peak at 1711 cm−1 represented to C = O stretching which involved in the accumulation of carbonyl groups in the polymer from the photodegradation of PP, GCW, and TLW from UV exposure on the composite surface.47–49 The weathered samples presented board bands ranging from 3560 to 3150 cm−1 related to moisture in weathered PP and composites due to small cracks and voids on the sample surface as evidenced in Figure 4.37,38 These also were observed in the work of Yao Peng et al. 50 The intensity of 1456 cm−1 and 1374 cm−1 peaks increased come from scission of the main chain. 51 Moreover, the weathering caused the shift in the different vibrational bands observed in the range 2952 cm−1 and 2873 cm−1 which were slightly shifted to lower wavenumber. These changes were related to the degradation of PP, GCW/PP composites, TLW/PP composites, and GCW/TLW/PP hybrid composites after exposure under UV irradiation, high temperature, and high moisture content as correlated with the color measurement. The samples with the addition of MAPP cannot obviously be observed the different of FTIR spectra before and after accelerated weathering.
Impact fracture morphology
The impact fracture morphology of all samples at a magnification of 1000× were presented in Figure 5. The morphology analysis can be observed with the interfacial adhesion of fillers, fibers, and PP. The fracture surface was rougher with increasing the filler and fiber concentrations. It can be seen the void from fibers and filler pullout is due to poor interaction between reinforcement and the polymer matrix, as indicated by the red circles. The hydrophilic nature of GCW and TLW was incompatible with the hydrophobic nature of PP causing low interfacial compatibility of GCW and TLW with the polymeric matrix.15,52 The impact fracture micrographs at a magnification of 2000x are presented in Suppl. Fig. 5S to examine interfacial adhesion between GCW, TLW and PP matrix. The samples of 10C-M, 10T-M, and 10C20T-M showed stronger adhesion between fibers and the matrix compared to 10C, 10T, and 10C20 T, respectively. The interaction between particle and fiber reinforcement and the polymer matrix was enhanced by the addition of MAPP at 5 wt% of filler as the absence of pores on the fractured surface.
53
SEM micrographs with magnification of 1000× of neat and PP composites with/without MAPP.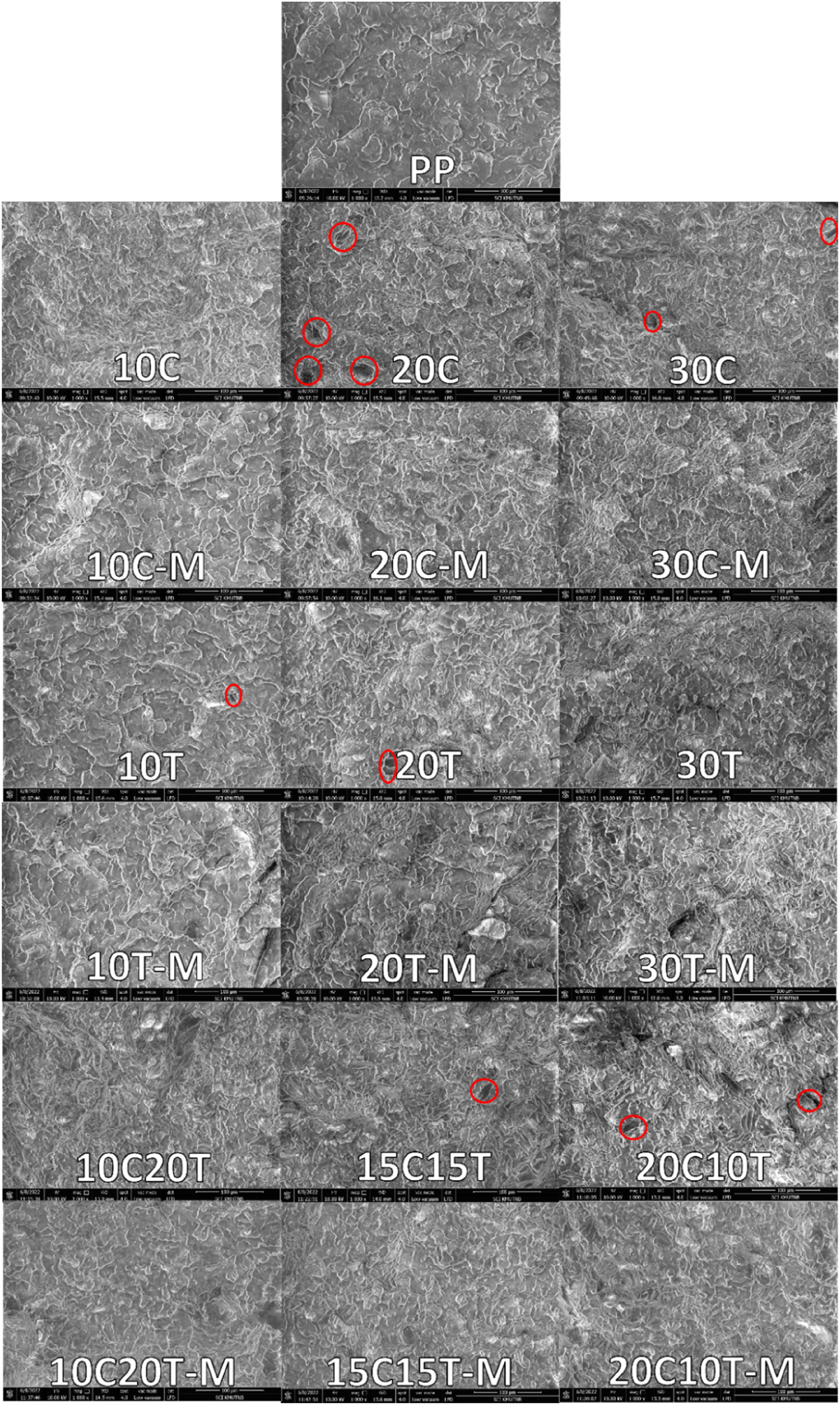
Mechanical analysis
Effect of GCW and TLW on mechanical properties
Mechanical behavior of neat PP and its composites with/without MAPP.
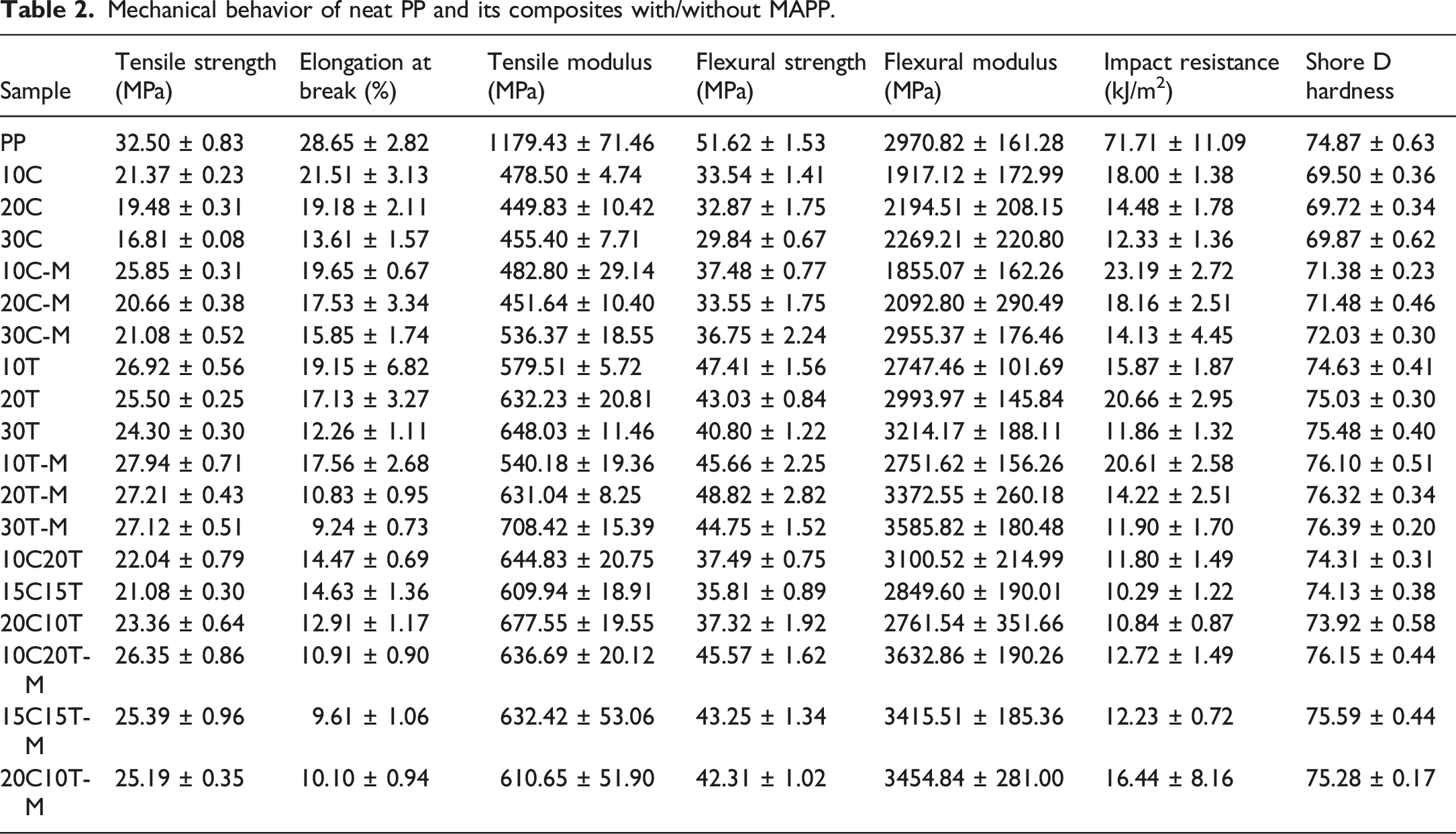
Incorporating GCW and TLW heightened the brittleness of the PP composites. As GCW and TLW loading increased, both elongation at break and impact resistance decreased due to the accumulation of filler and fiber, which constrained the mobility and deformability of the PP matrix.15,22,60 enhanced the tensile modulus, flexural modulus, and hardness, attributed to the improved stiffness and rigidity of the PP matrix under elastic deformation. This observation aligns with findings from various studies.15,24,56,57,61,62.The tensile modulus of GCW/PP composites without MAPP slightly dropped when the GCW concentration since the agglomeration of GCW and poor adhesion to the matrix.
The impact resistance and elongation at break of GCW/PP composites were slightly higher than those of TLW/PP composites since GCW particles consisted of coffee oil; therefore, GCW might act as a plasticizer and internal lubricant enhancing motion of polymer molecular chain.52,63 The overall mechanical behavior of TLW/PP composites were reliable than GCW/PP composites. It was probably because TLW acted as fiber which can improve the properties of PP and can be used it as a reinforcement material in polymer matrix 56 ; however, GCW acted as filler. The hybridization of GCW and TLW in PP exhibited greater mechanical properties than those of GCW/PP composites but lower than those of TLW/PP composites.
The mechanical properties of all samples were analyzed using ANOVA. The main effects of GCW, TLW, and MAPP on the average tensile strength, tensile modulus, elongation at break, flexural strength, flexural modulus, impact resistance, and hardness are illustrated in Suppl. Fig. S6 to S12, respectively. Increasing the content of GCW and TLW led to a reduction in tensile strength, tensile modulus, elongation at break, flexural strength, and impact resistance, although tensile modulus was not affected by the presence of TLW. Flexural modulus increased with higher concentrations of both GCW and TLW, while Shore D hardness improved with increasing TLW loading. Statistical analysis indicated that TLW provided a better reinforcement effect on mechanical properties than GCW.
Effect of MAPP over the mechanical properties
The addition of MAPP at 5 wt% of filler in the composites improved tensile strength, flexural strength, impact resistance, and Shore D hardness; however, it did not significantly increase the tensile modulus and flexural modulus of the composites. It was because MAPP improving the interaction between PP and fillers of GCW and TLW in agreement with SEM images. This phenomenon can enhanced stress transferring during testing from strong interfacial bonding between fiber, particle, and the matrix.64,65 The incorporation of MAPP at high GCW and TLW content progressively improved the mechanical properties due to the amount of coupling followed by the amount of fiber and filler as presented in Suppl. Fig. S6 to S12.55,61
Thermal analysis
Differential scanning calorimetry (DSC)
The heat flow behavior of neat PP, GCW/PP, TLW/PP, and GCW/TLW/PP hybrid composites with/without MAPP in terms of Tg, Tm, ΔHc, ΔHm, and percentage of crystallinity (χc) were investigated by DSC test as presented in Suppl. Table S1. The cooling and second heating of DSC thermograms of PP and its composites are shown in Figure 6. DSC cooling and DSC second heating curves of neat and PP composites with/without MAPP. (a) DSC cooling curves (b) DSC second heating curves.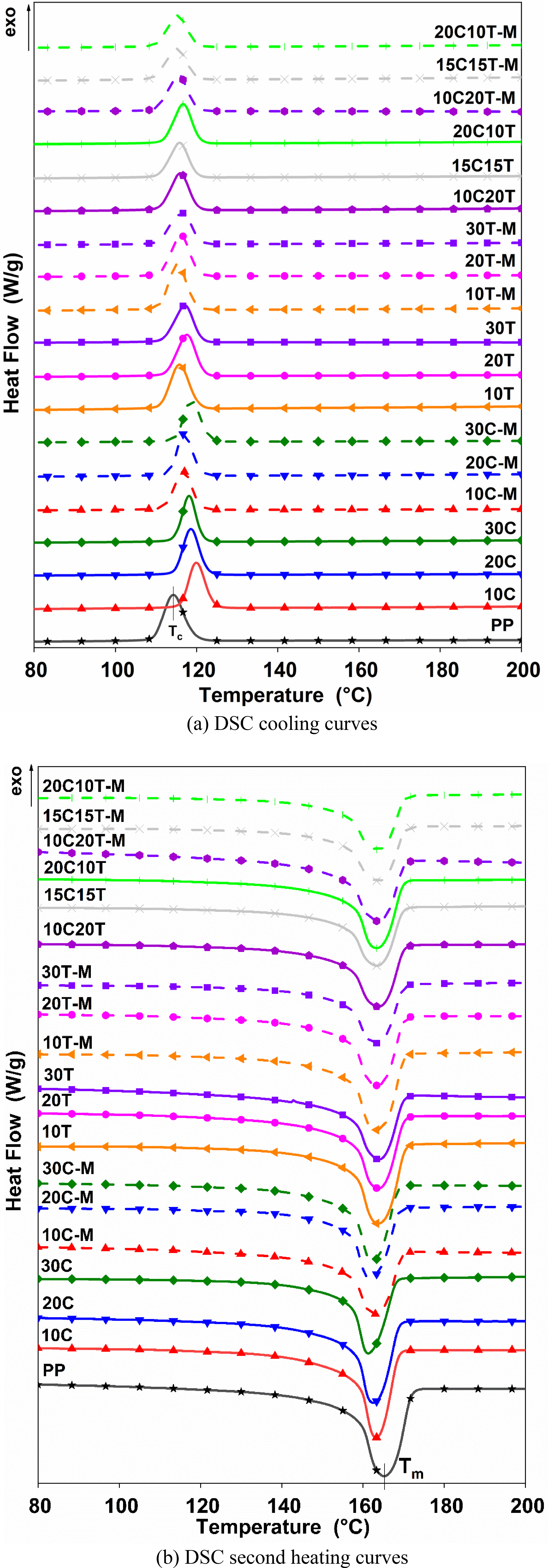
The presence of GCW and TLW enhanced Tc of PP by approximately 2°C–5°C, with GCW showing greater improvement than TLW. Tc of the composites ranged from 115 to 119°C due to the good nucleating agent of GCW and TLW. 54 The addition of GCW and TLW reduced Tm, ∆Hc, and ∆Hm. While increasing the concentration of GCW and TLW further improved Tc, the filler concentration did not significantly affect Tm. Higher loadings of GCW and TLW decreased ∆Hc and ∆Hm. The values of Tc and Tm of hybrid composites did not significantly different. GCW/PP composites had higher Tc than TLW/PP composites; on the other hand, TLW/PP composites presented higher ∆Hc, ∆Hm, and χc. The inclusion of both GCW and TLW in the hybrid composites showed similar Tm as single filler composites at around 163°C which was lower than that of neat PP around 2°C possibly due to GCW and TLW obstructed lamellar and ordered arrangement of polymer chains. The increment in the GCW and TLW loading reduced ∆Hc and ∆Hm. The increase in concentration of GCW and TLW trended to enhanced χc since GCW and TLW acted as nucleating agents in PP.31,66
The addition of MAPP at 5 wt% of filler in the composites slightly shifted Tc to lower temperatures and reduced ∆Hc since grafted branches in MAPP disturbed the regularity of the polymer structures and expanded space between molecular chains. 67 The presence of MAPP cannot enhance Tm, ΔHc, ΔHm, and χc. These results showed that MAPP did not improve crystallization ability and did not significantly affect other thermal properties.
Thermogravimetric analysis (TGA)
The thermal degradation data of neat PP, GCW/PP, TLW/PP and GCW/TLW/PP hybrid composites with/without MAPP were presented in Figure 7(a) and (b). The degradation of PP and its composites (consisting of GCW and TLW at 10–20 wt%) occurred in a single step of weight loss and showed a similar trend; however, the composites with 30 wt% GCW and TLW exhibited two step weight loss. The initial stage of weight loss observed around 260°C–360°C were mainly from GCW and TLW degradation and the second weight loss located around 370°C–490°C corresponds to the thermal decomposition of PP.
68
The maximum degradation at 600°C of all the samples were presented in Suppl. Table S2, which depicts the sample weight loss at maximum degradation (Tmax). TGA and DTG curves of neat PP and the PP composites with and without MAPP.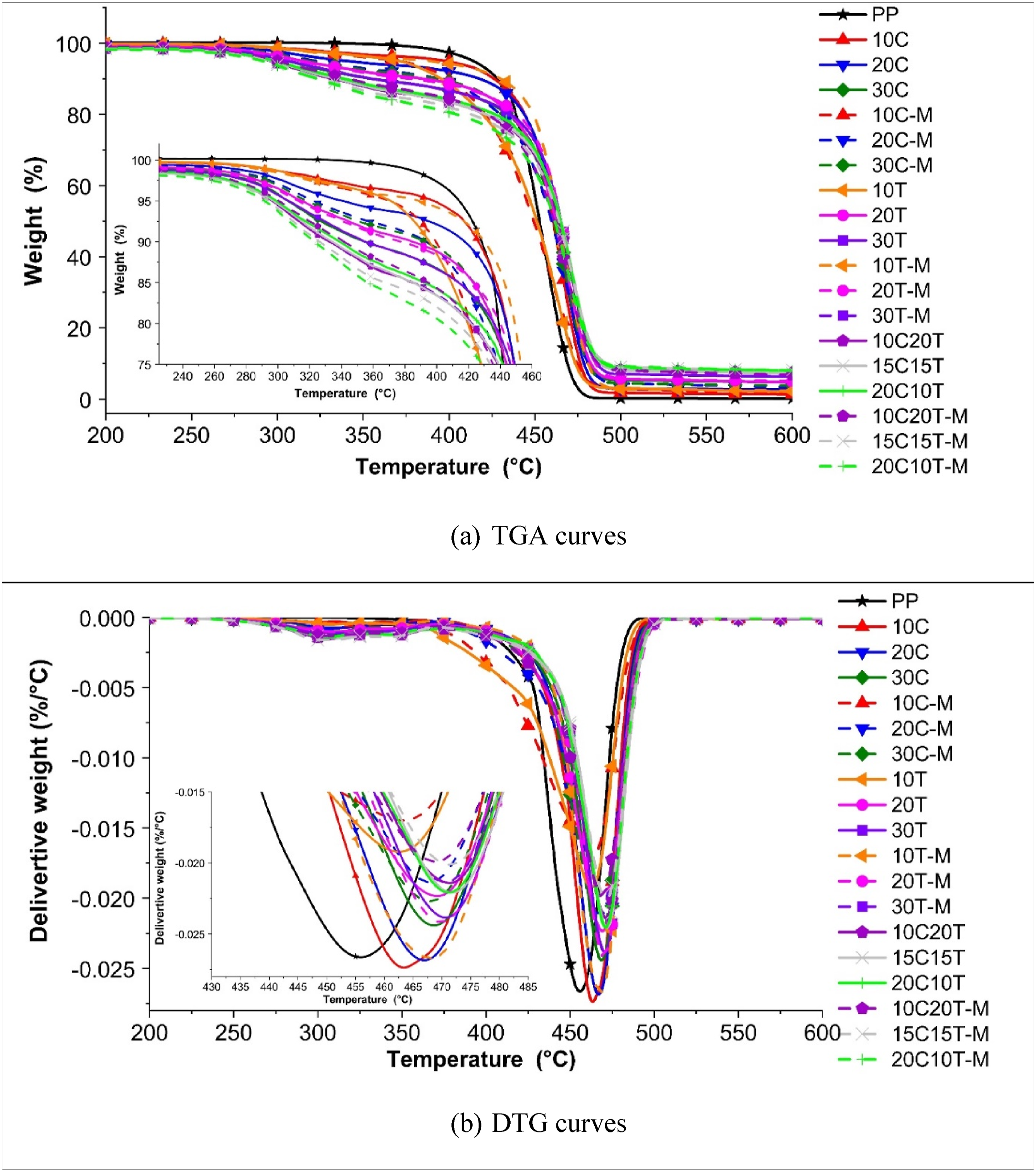
Suppl. Table S2 illustrates the final residual weight loss at 600°C the temperature at which the samples lost the weight at 5% (T5%), and the maximum degradation (Tmax). The unfilled PP had the maximum T5%; however, PP presented the minimum in T50%, Tmax and percentage of residual char. The initial weight loss at T5% of the composites reduced with increasing the concentration of both GCW and TLW due to cellulose degradation of GCW and TLW 69 ; on the other hand, the T50%, and Tmax were improved with increasing GCW and TLW loading since the barrier effect of the embedded particles might decrease gas diffusion towards the degrading polymer matrix. 19 The increase in GCW and TLW content increased the final residue char of the composites relating to the different GCW and TLW loading. This is because lignin and hemicellulose components in GCW and TLW, consisting of aromatic moieties. Their degradation in TGA test formed polycyclic aromatic hydrocarbons generating the char. 21 The combination of both GCW and TLW in the hybrid composites induced higher char residual than single reinforcement composites of GCW (sample of 30C) and TLW (sample of 30T). There were works of DKK Cavalcanti et al. 70 and B. Rashid et al. 71 showing similar results that the natural fiber hybrid composites presented higher residual values than the pure fiber composite. The reason might be the synergistic effect between GCW and TLW. The different particle size of GCW and TLW in the matrix probably increased the obstruction of heat and gas; moreover, the release of volatile compositions of GCW and TLW might be retarded. 72 The corporation of both GCW and TLW in the polymer matrix slightly improved the thermal stability of PP. The presence of MAPP did not significantly enhance the thermal stability of the PP.
Dynamic rheological analysis
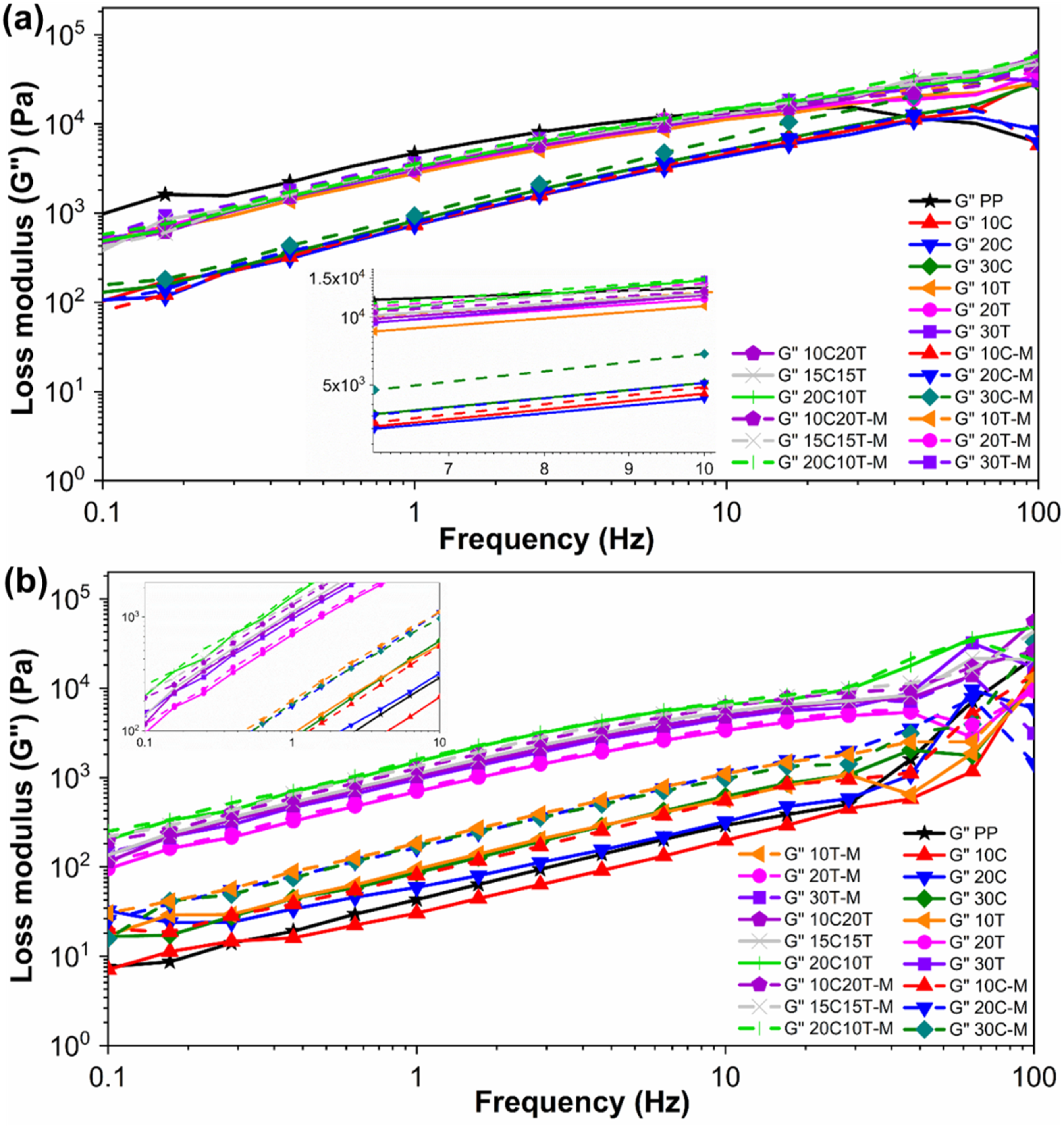
Figures 8–10 illustrate the impact of GCW, TLW, and MAPP on storage modulus (G′), loss modulus (G″), and complex viscosity of the PP composites. The slope graphs of G′ and G″, plotted on a log-log scale against frequency for PP and its composites, exhibit a significant decrease from high to low frequency. This decline is attributed to the transition from liquid-like behavior to solid-like behavior, which hinders the movement of the polymer chains.
73
The rheological plots of neat PP and the PP composites demonstrated an elastic behavior, where the loss modulus (G″) exceeded the storage modulus (G′).
74
TLW/PP composites showed better rheological properties than GCW/PP composites because of oil in GCW improves polymer chain movement.52,63 The corporation of TLW in PP slightly improved G′, G″, and complex viscosity at high frequencies beyond 11 Hz; however, at low frequencies, TLW/PP composites had slightly lower G′, G″, and complex viscosity than those of neat PP. The rise in TLW and GCW concentration resulted in a slight improvement in G′, G″, and complex viscosity, consistent with the findings reported by R. Arrigo et al.
19
It was because the high concentration of fiber of TLW and filler of GCW causing agglomeration and particle–particle interactions which can slightly hinder molecular movement.64,75,76 The hybrid composites of GCW/TLW/PP composites presented the maximum G′, G″, and complex viscosity which was gradually higher than those of TLW/PP composites since the variety sizes of GCW and TLW easily create interaction among particles. The combination of MAPP at 5 wt% of filler in the composites can slightly develop rheological properties since the coupling agent of MAPP can improve interfacial compatibility between the fillers, the fibers, and the polymer matrix as showed in SEM micrographs.77,78 Storage modulus (G′) vs frequency of neat PP and the PP composites with and without MAPP of (a) non-aging and (b) after aging. Loss modulus (G″) vs frequency of neat PP and the PP composites with and without MAPP of (a) non-aging and (b) after aging. Complex viscosity vs frequency of neat PP and the PP composites with and without MAPP of (a) non-aging and (b) after aging.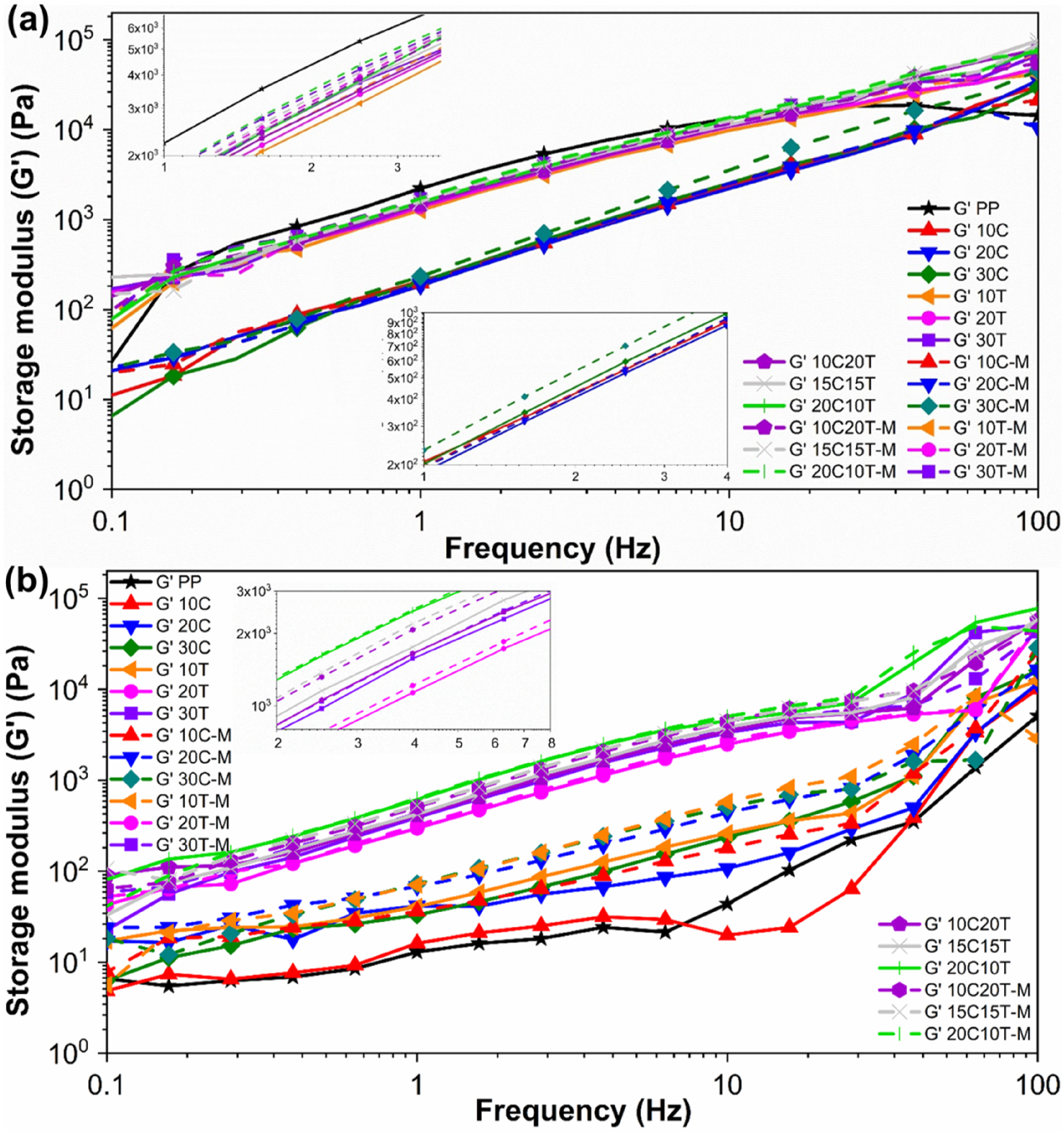
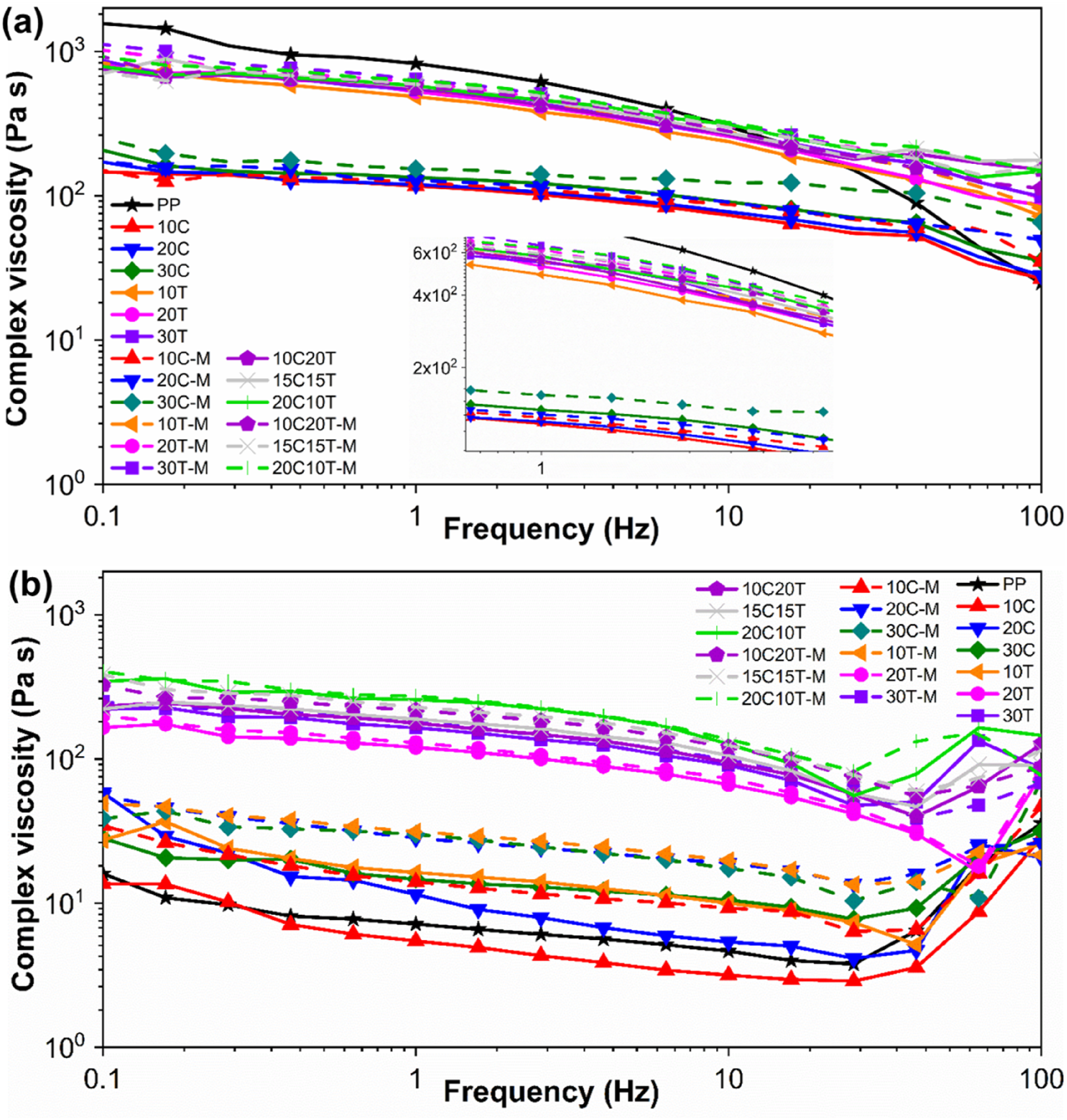
Dynamic rheological properties after accelerated weathering
The rheological behavior of PP and its composites was investigated in the melt state after accelerated weathering. The rheological properties: G′, G″ and the complex viscosity of aged samples gradually reduced as compared to non-aged samples as shown in Figures 8(b), 9(b), and 10(b), respectively due to the polymer chain scission from degradation during the weathering test.31,74 Moreover, the rheological properties of neat PP sharply dropped after weathering as compared to the composites. The G′, G″ and the complex viscosity of the PP composites reduced relating to the breaking polymer chain improving chain mobility.79,80 TLW/PP composites still had better rheological properties than GCW/PP composites presenting a similar trend as non-aging samples. At high concentrations of GCW and TLW of more than 20 wt%, G′ slightly dropped due to the entanglement of the reinforcement which can be seen after the rheological test that the molten composites with reinforcement higher than 20 wt% were on the testing plates but PP and 10 wt% filler reinforced PP composites were spread out of the testing plates. The addition of MAPP at 5 wt% of filler can slightly improve the rheological behavior of the composites after aging due to good adhesion between the matrix and reinforcement phase.
Conclusion
The presence of GCW, TLW, and MAPP in the PP matrix was examined in this study. The results demonstrated that GCW and TLW, a large beverage waste, can be used as a filler and fiber reinforced in the polymer matrix. Both GCW and TLW were efficient natural pigments of black; however, TLW exhibited greater natural pigment. The chemical composition of PP and its composites observed in FTIR results was very similar; however, the cooperation of MAPP at 5 wt% of filler created the small peak referred to the interaction between reinforcement and PP improved as confirmed in SEM results.
The increase in GCW and TLW concentration reduced tensile strength, elongation at break, flexural strength, impact resistance, rheological properties, Tm, ∆Hc, and ∆Hm.; however, the GCW and TLW enhanced tensile modulus, flexural modulus, hardness, Tc, thermal stability and rheological properties of the PP composites. The TLW/PP composites had better mechanical properties, and rheological properties than GCW/PP composites but thermal properties were quite similar. The overall mechanical properties of GCW/TLW/PP hybrid composites were higher than those of GCW/PP composites but lower than those of TLW/PP composites. Thermal stability and rheological properties of the hybrid composites were similar to TLW/PP composites. The addition of MAPP in the composites slightly improved tensile strength, flexural strength, impact resistance, Shore D hardness, and rheological properties; however, it did not significantly enhance the tensile modulus, flexural modulus, and thermal properties of the composites.
After accelerated weathering for 380 h, the occurrence of polymer chain scission from degradation of PP, GCW, and TLW contributed to the discoloring and fading of samples to white and slightly changed the chemical composition observed by FTIR; moreover, the chain scission improved chain mobility which dramatically dropped G′, G″ and complex viscosity of PP and the PP composites. The optimum composite was 10C20T-M consisting of GCW of 10 wt%, TLW of 20 wt%, and MAPP of 1.5 wt% which presented good mechanical, thermal, and rheological properties. In addition, the mechanical and thermal properties of the composites can be significantly improved, if the higher concentration of MAPP than 5 wt% of filler is combined in the composites due to an enhancement of filler-matrix interaction.
The coffee and tea wastes: GCW, and TLW are effectively reinforced in polymer matrix without any complicating chemical treatment that supports the commercial production in industry. This can reduce the large amount of coffee waste and tea waste, the cost of raw materials and amount of used polymeric materials. These composites can replace neat PP and can be applied in applications of household items, packaging, furniture, and decoration.
Supplemental Material
Supplemental Material - Ecofriendly hybrid natural fiber reinforced polypropylene composites from biowastes
Supplemental Material for Ecofriendly hybrid natural fiber reinforced polypropylene composites from biowastes by Laongdaw Techawinyutham, Wiroj Techawinyutham, Vinod Ayyappan, Mavinkere Rangappa Sanjay and Suchart Siengchin in Journal of Thermoplastic Composite Materials
Footnotes
Acknowledgements
The authors gratefully like to thank to Plastics Institute of Thailand, Production and Robotic Engineering (Faculty of Engineering, King Mongkut’s University of Technology North Bangkok, Thailand), Tools and Die Engineering Technology (Department of Mechanical Engineering Technology, College of Industrial Technology, King Mongkut’s University of Technology North Bangkok), Natural Composites Research Lab. (NCR) (Materials and Production Engineering, King Mongkut’s University of Technology North Bangkok) and Center of Innovation in Design and Engineering for Manufacturing (CoI-DEM, King Mongkut’s University of Technology North Bangkok), for instrument support of this project. The authors would thank to Café Amazon (PTT Oil and Retail Business Public Company Limited (PTTOR), Thailand) for supporting ground coffee waste (GCW) and tea leaf waste (TLW); moreover, thanks to Mr Walongkorn Kasikum and Miss Kasira Chathanaporn for preparing some specimens and testing some mechanical properties.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by King Mongkut’s University of Technology North Bangkok (KMUTNB) with Contract no KMUTNB-67-KNOW-15.
Ethical statement
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.