
Abstract
The objective of this review is to provide a precise description of the property changes that occur as a result of additive incorporation into polymer filaments. It comprises of the maximum allowable amount of additives that can be incorporated into polymers to enhance properties effectively, and the favorable and unfavorable consequences of additive incorporation in the parts produced by three dimensional printing by material extrusion. This evaluation classifies the incorporation of additives according to their necessary characteristics, including mechanical, electrical, thermal, and biomedical properties. Additionally, the study provides an in-depth analysis of the difficulties encountered throughout the additively fabricated filaments’ fabrication and during the three dimensional printing through material extrusion processes. In addition, the reasons for the deterioration of the material’s properties subsequent to the incorporation of compounds are elucidated. The study incorporated state-of-the-art literature to demonstrate the effects of incorporating additives derived from natural sources, such as discarded coffee grounds, wood flour, and biochar obtained from woody sources, cork powders, and lignin obtained from diverse plant sources. Additives used in polymers have notable impacts on the material’s behaviors, with certain additives enhancing these properties while others degrade the core characteristics. The selection of the additive type and the level of inclusion significantly influence the properties of the polymer composites. Moreover, the extrusion of customized filaments often encounters numerous challenges. However, by employing optimum printing parameters, it is possible to successfully print parts with minimal defects.
Keywords
Introduction
Diverse additives are incorporated into the material during filament extrusion in order to improve the properties of polymer materials. A multitude of additives are incorporated into the filaments in order to augment these characteristics while preserving the core characteristics that already exist. Certain additives considerably improve the properties of composite materials; whereas others, particularly those derived from natural sources, diminish the strength properties. Three dimensional printing (3D printing), or polymer additive manufacturing, transforms the manufacturing process by constructing objects layer by layer from digital designs. The process entails the utilization of polymer-based substances, frequently in the form of filament or resin, to fabricate extensive complex and intricate geometries with exceptional accuracy and precision. The additive manufacturing of polymers involves a range of processes, one of which was Fused Deposition Modeling (FDM),1–3 Stereolithography (SLA),4,5 Digital Light Processing (DLP),6,7 Selective Laser Sintering (SLS),8,9 and Material Jetting (MJ).10,11 Different techniques offer distinct merits and demerits, encompassing varying degrees of speed, material compatibility, resolution, and post-processing demands. The ability of polymer additive manufacturing to produce complex, on-demand parts without requiring costly tooling or molds was one of its primary advantages. It was excellent for rapid prototyping, small-batch production, and personalized products due to its adaptability.12,13 To accomplish specific properties including conductivity, flexibility, strength, or biocompatibility, the materials may be formulated with a combination of additives, fillers, or modifiers.
14
Its capacity for rapid iteration, material waste reduction, and lead time reduction renders it a potent instrument for fostering innovation and promoting sustainable manufacturing. The utilisation of customised filaments in FDM printing provides a personalized method of material selection, allowing users to fulfil distinct application requirements and performance standards.15,16 The formulation of these filaments involves the integration of diverse additives, fillings, or modifiers into the base polymer in order to augment characteristics such as strength,
17
flexibility, conductivity,
18
or aesthetics. Colorants, Ultraviolet (UV) stabilizers, and flame retardants are examples of additives
19
which are incorporated to alter the appearance or environmental resistance of the filament.20–23 Incorporating additives such as carbon fiber, glass fiber, metal powders, or ceramic nanoparticles can further improve mechanical characteristics including stiffness, thermal conductivity, and strength.
24
By incorporating additives into FDM filaments, the mechanical properties of the end product can be enhanced. To illustrate, the mechanical characteristics of PLA filaments have been improved through the utilization of natural additives such as cellulose and lignin. This has led to enhanced tensile strength and resistance to impacts.
25
Certain fillers can plasticize FDM filament, thereby enhancing its processability. It has been discovered that PLA filaments can be plasticized with small amounts of Polyethylene glycol (PEG), improving flow characteristics and minimizing warping during 3D printing.
21
In particular, bio-based Nano fillers are crucial for manipulating the thermal and mechanical characteristics of filaments and FDM-printed components. Incorporating additives at low percentages to reinforce bio-based nanocomposite filaments and FDM-printed specimens has essentially improved their strength and rigidity.
26
The printing process parameters impact the tensile properties of FDM-printed Acrylonitrile Butadiene Styrene – Copper (ABS-Cu) composite material. Parts printed with a nozzle diameter of 0.5 mm, a nozzle temperature of 240°C, and a raster angle of 0/90 exhibited the greatest tensile strength.
27
The filament can be rendered appropriate for applications necessitating ESD (Electrostatic Discharge) protection or electrical components through the incorporation of conductive additives such as carbon nanotubes or graphene.28,29 Figure 1 provides a description of a variety of fillers that are added to polymers, their classification, and the resulting improvement in properties. Types of fillers added to FDM filaments and their property improvements.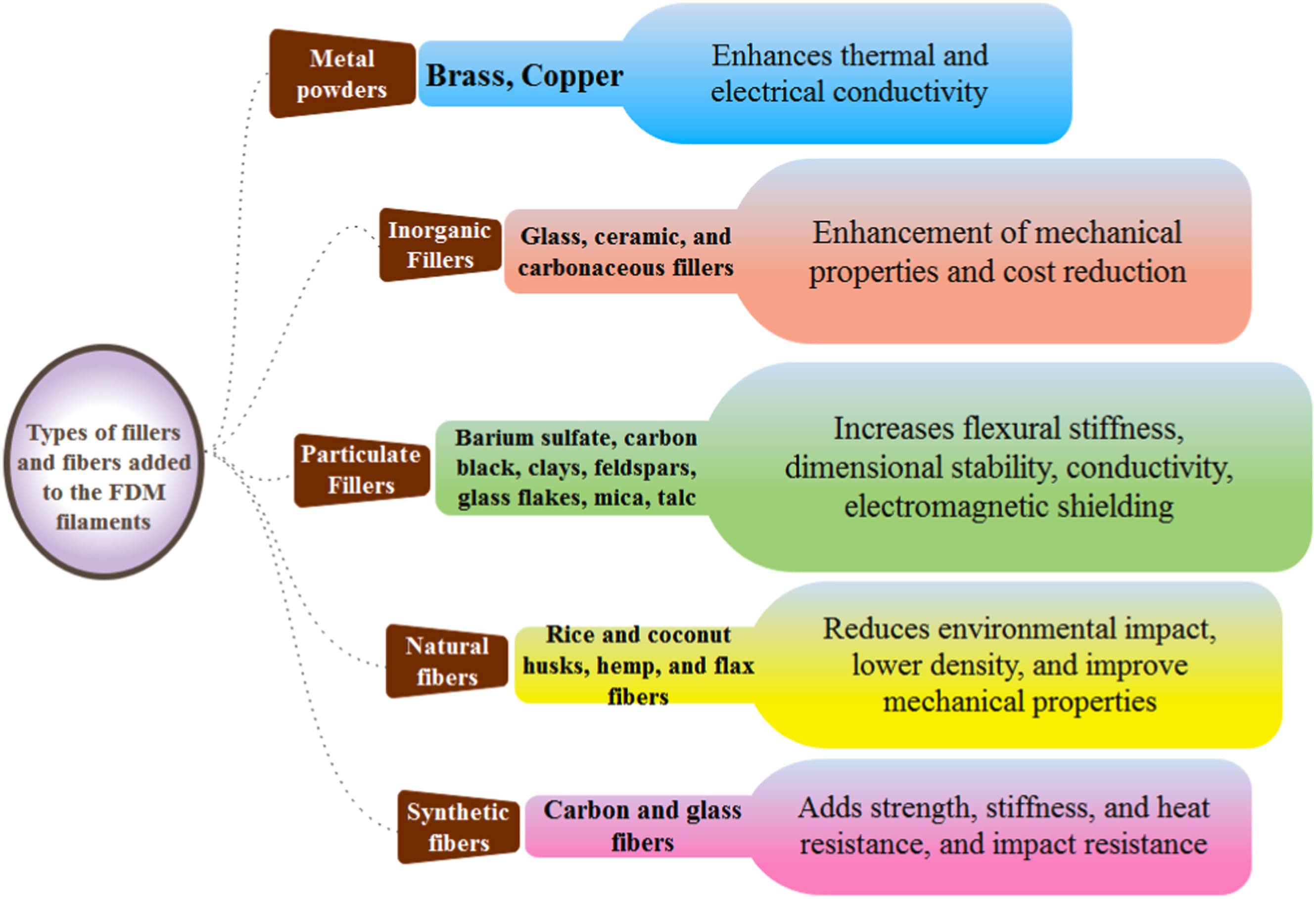
In order to enhance the properties of the composite material and preserve the biodegradable characteristics of materials such as PLA, are combined with natural additives like wood powder as depicted in Figure 2(a). In order to achieve thermal and electrical conductivity, metal additives are incorporated into the polymer material. The compressor and turbine vanes are constructed from polymers and incorporate metal additives with high thermal and electrical conductivity to improve heat dissipation and electrical conduction during operation. Microfibers, such as carbon fibers, are incorporated into polymers in order to enhance their mechanical characteristics, including toughness, tensile strength, impact resistance, and flexural behavior. Glass filaments are utilized to reinforce components that are utilized in applications requiring resistance to corrosion, such as high-temperature gas transfer. Metal additives are integrated into polymer components that are utilized to enclose a variety of sensors and batteries in order to improve their thermal and electrical conductivity. The durability and rigidity deficiencies of flexible components such as TPU can be resolved by incorporating suitable fillers, such as carbon black, carbon nanotubes, and ceramic fillers. The integration of ceramic particulates was predominantly observed in components that demand enhanced insulation and resistance to heat. By incorporating ceramic particles into polymers, the hardness and abrasion resistance of the material are enhanced. In order to improve electrical conductivity and shield against electromagnetic interference, magnetic additives are typically preferable. In order to fabricate cost-effective filaments characterized by superior hardness, resistance to abrasion, and mechanical properties, micro and nanoscale stone particles are utilized. Stone particles can be acquired from byproduct marble powder generated during the manufacturing process, as well as stone powder obtained from various other processes. The 3D printed parts shown in Figures 2(a)–(f) are produced with customized filaments which are included with various additives and fibers. Components manufactured by FDM utilizing filaments with additives. (a) Part printed with PLA filament added with wood additives.
30
(b) Part printed with PLA/CF filament.
23
(c) Part produced with PLA/GF.
23
(d) Flexible parts produced by TPU.
23
(e) Parts produced by PLA-ceramic filaments.
23
(f) Parts produced through PLA added with marble stone filaments.
23

By utilizing fillers, the overall expense of the FDM filament can be decreased. By substituting less expensive substances such as calcium carbonate or calcite for more expensive ones like glass fibers, one can produce a filament that is more economical while maintaining the strength of the material.
31
Natural fibers possess the benefit of cost reduction without compromising the biodegradability of the filament.
25
The issue of waste management has emerged in tandem with the primary benefit of plastics, which is without a doubt their extended lifespan. Recognized as the optimal waste management strategy, recycling materials was intended to be reused in the production of new products through 3D printing.
32
Automobiles, aerospace, defense, and antioxidants are just a few of the industries that utilize 3D printed components at present. For specific medical and electronic applications, bio-active and bio-inert materials are required; the composite material must be thermally conductive and electrically dissipative.
33
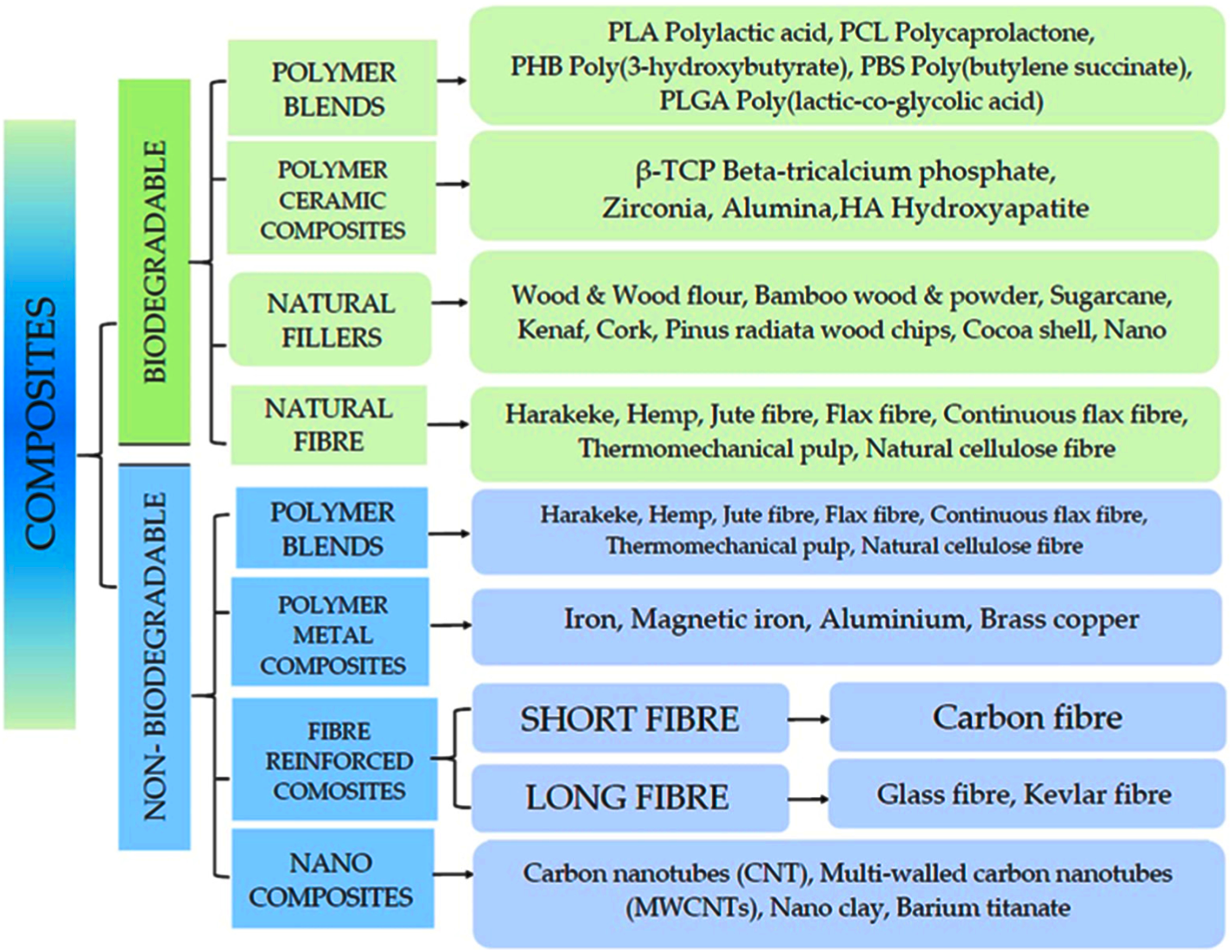
The categorization of additives according to their biodegradability was illustrated in Figure 3. Composite filaments with possible additives.
32
When 14 wt% of zinc ferrite was incorporated into Acrylonitrile Butadiene Styrene (ABS) material, the tensile, density, and hardness properties are enhanced. Incorporating the additive increased the thermal and electrical conductivities of the composite material by 22% and 186%, respectively. 34 Spline interlock sutures enhanced the tensile strength of carbon fiber by reinforcing it with PLA and by incorporating bioinspired interlock sutures. 35 Carbon black was utilized to reinforce the ethylene-containing copolymers, resulting in the formation of a conductive polymer. Electrolytic conductivity, tensile strength, and elastic modulus were all observed to be improved by the additive inclusion. 36 In order to enhance the mechanical characteristics of PLA implants, a polydopamine coating was applied. It was discovered that an increase in both the infill density and immersion duration of the coating resulted in improved mechanical properties. 37
This review encompasses a comprehensive literature assessment that examines the most recent research endeavors concerning material extrusion and additive incorporation in the filaments used for the FDM process. The review is categorized according to the distinct properties incorporated in the additives, and comprehensive explanations were provided regarding their impact on the properties of the base material. Features that were improved and those that were reduced as a result of using natural additives were also incorporated. With their respective causes and effects, the numerous issues associated with the production of customized filaments and the 3D printing of additive-incorporated filaments are discussed. The purpose of this review is to offer a thorough analysis of the impact that additives have on FDM filaments obtained from diverse sources. This would prove beneficial for both novice and experts involved in the customization of filaments to achieve the desired specific properties.
Influence of fillers on the material properties
Mechanical properties
The impact of reinforcing alumina Nano powders with polypropylene on their thermomechanical properties was investigated. 1 wt% addition of alumina was discovered to increase the flexural, tensile, and thermomechanical properties.
38
The effect of biochar addition on mechanical properties was examined, and it was discovered that the impact and tensile strengths increased significantly, while the flexural strength decreased.
39
By incorporating graphene and carbon nanotubes (CNTs) into PLA via the filament extrusion method, increased electrical conductivity and tensile properties were achieved in the resulting filaments as a result of the nanoparticles’ preferential orientation. In contrast to the filament and hot-pressed specimens, the printed specimens exhibited greater crystallinity; however, their tensile and electrical properties deteriorated.
40
Analyzing the effect of CNT on the properties of PLA revealed that its incorporation into CNT rendered it a potentially effective functionalizing material. With the incorporation of CNT into PLA, the electrical conductivity, tensile strength, and flexural strength of the composites were all improved.
41
Graphene nanoparticles were incorporated into a polycarbonate-ABS composite material, which exhibited improved tensile and impact properties.
42
ABS was combined with granules of iron and copper metals, and Dynamic Mechanical analysis (DMA) techniques were used to examine the 3D-printed specimens. The inclusion of metallic fillers enhanced the mechanical characteristics and demonstrated suitability for a diverse array of applications.
43
ABS with copper particles incorporated enhanced tensile strength in conjunction with printing parameter adjustment.
44
Hedysarum coronarium flour, when added to PLA, improves its flexural and impact strengths, making it suitable for use in the fabrication of automotive components and furniture panels.
45
The tensile strength and rigidity of the ABS material are increased by the incorporation of iron powder.
46
The incorporation of Multi-walled carbon nanotubes (MWCNT) into ABS led to enhanced mechanical properties and electrical conductivity. Additionally, a distinct behavior was noted upon the introduction of MWCNT; as the concentration of MWCNT increased, a transition from ductile to brittle was observed.
47
Egg shell granules and other bio-fillers are utilized in tissue engineering to construct scaffolds. In addition to superior mechanical and biological properties, the egg shell powder promoted cell viability.
48
Polycarbonate was reinforced with various additives, including bentonite modified with quaternary ammonium salt and silica modified with alumina. The incorporation of bentonite into the mixture led to enhanced fluidity of the polymers, while the addition of silica improved the thermodynamic stability of polycarbonate.
49
Friction and abrasion loss were observed to decrease when graphite powder, which functions as a solid lubricant, was incorporated into ABS.
50
The conductive ABS’s electrical conductivity and tensile properties were enhanced by the addition of zinc oxide, which also enabled the optimization of certain printing process parameters. It demonstrated its suitability for thermoelectric applications.
51
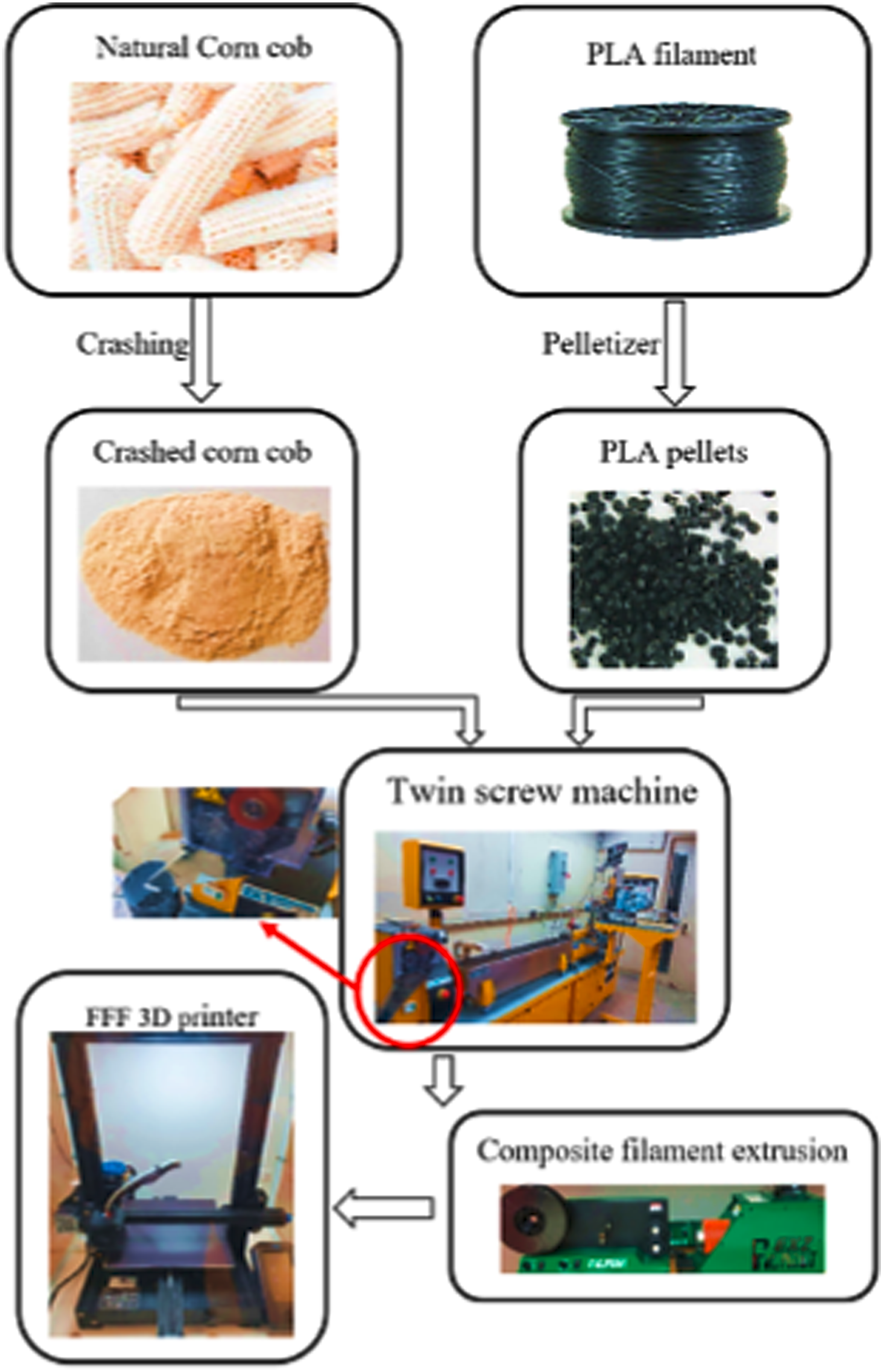
By incorporating corn cob particles into PLA, the material’s ultimate strength was increased by 12%, its hardness was increased by 10%, and its wear resistance was increased by 150%. The experiments were carried out using hip joints in their natural state, implants, and frictional tests. The process of producing PLA/corn cub filament is illustrated in Figure 4.
52
Composite filament making process with corn cob powder.
52
Details about the additives, their percentage of addition, and the enhanced mechanical properties.
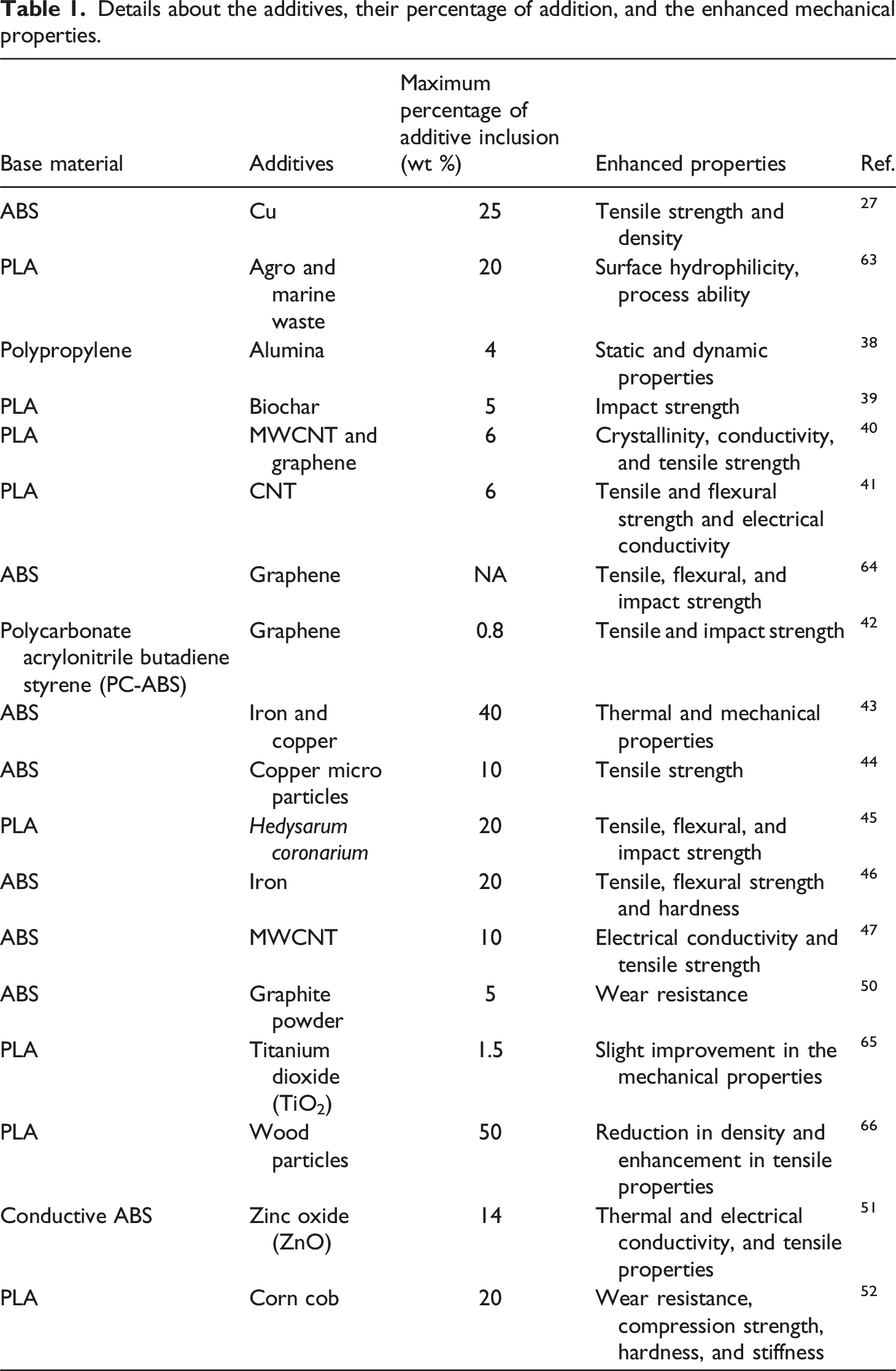
In summary, various additives are incorporated into polymers to enhance their mechanical properties, including tensile strength, hardness, flexural strength, wear resistance, compression strength, and stiffness. Various additives are commonly used in major composites, including CNT, graphite powder, alumina, graphene, copper particles, as well as natural fillers like wood powder, biochar, corn cob powders, and agro wastes and marine wastes. Various weight percentages of additives, ranging from 0.8 wt% to 50 wt%, were incorporated into the filament materials. Through extensive research, it has been consistently demonstrated that the addition of certain substances can significantly improve the fundamental mechanical properties of the base material. The optimal amount of inclusion for maximum output in the polymer can vary, depending on the base material and the additive. In addition, certain additives can have a negative impact on the mechanical properties of the material, as discussed in section 5. Understanding the adhesion and compatibility between the base polymer and the additive material is crucial for determining the mechanical strength properties of the material.
Electrical properties
Carbon black was combined with PLA to examine its electrical and thermal characteristics. There was a clear interdependence between the thermal, electrical, and mechanical properties that was observed. The direction in which the printing was done greatly affects the electrical resistance of the specimen. Figure 5(a) shows the microstructure of the 3D printed PLA/Carbon black specimen, revealing the development of a conductive path between the printed layers.
67
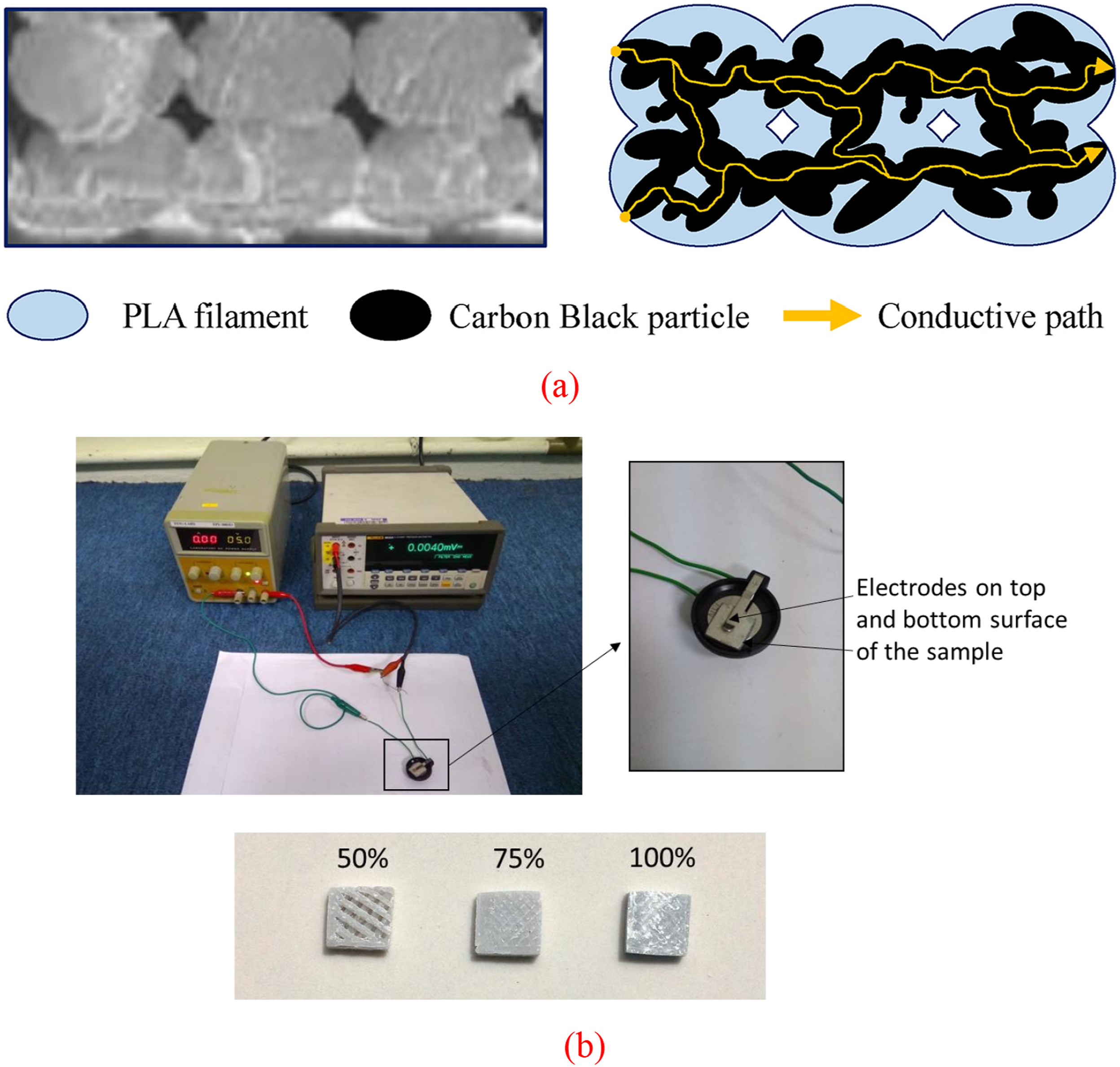
The fillers made from graphene are modified using the Hummers process and electrochemical exfoliation. The Hummers process was used to incorporate modified graphene into PLA, resulting in a material that exhibited improved electrical properties. 68 By blending conductive ABS with zinc oxide and extruding it through the FDM process, the electrical conductivity of the material was significantly enhanced. The technique used to measure the electrical conductivity was illustrated in Figure 5(b). 51
Details about the additives, their percentage of addition, and the enhanced electrical properties.
According to recent literature, adding different fillers increases the electrical conductivity of the polymers. Converting polymers from insulators to semi-conductors or conductors requires the use of external agents, such as conducting fillers, which create a conducting path through the polymers. Constructing the conducting paths in the polymers requires a specific amount of additives that possess superior conductivity properties and are compatible with the polymers being used. Different filler materials, such as CNT, graphene, MWCNT, carbon black, are commonly combined with base materials like PLA, ABS, and PA12. A range of additive inclusion percentages, from 5 wt% to 53 wt%, was utilized in conjunction with the base materials. The addition of fillers to polymers enhances properties such as electrical conductivity, electro mechanical properties, thermal conductivity, dielectric properties, and physicomechanical properties. In contrast to the additives used for enhancing mechanical properties, the options for improving electrical properties are more restricted. The majority of these additives are carbon-based, as carbon was known for its superior conductivity. The use of natural fillers derived from plants and agro wastes does not yield satisfactory results when combined with polymers in terms of electrical properties. Polymers can greatly benefit from the addition of CNT and graphene, as these additives enhance their electrical conductivity properties. In addition to the introduction of filler material, the development of a percolation channel is essential for modulating the electrical conductivity characteristics of polymers. The majority of the fillers do not create percolation channels, even when a larger quantity of fillers is added, resulting in a non-conductive composite.
Thermal properties
The incorporation of natural fibers such as wood, bamboo, and cork effectively mitigated the hydro degradation that occurs at high temperatures.
78
Natural sources provide Calcium carbonate (CaCO3) fillers that are incorporated into PLA for reinforcement. The part was produced using the FDM process and it was observed that there was a minor decrease in resistance to thermal degradation.
79
GNP and MWCNT were added to PLA, and the findings showed that the thermal conductivity was improved with the addition of GNP.
80
A study was conducted to analyze the combined impact of alumina and graphene on PLA. The results revealed that the incorporation of these fillers enhanced the material’s thermal conductivity and resulted in accelerated cooling rates. The inclusion of the fillers also decreases agglomeration and results in improved distribution of fillers.
81
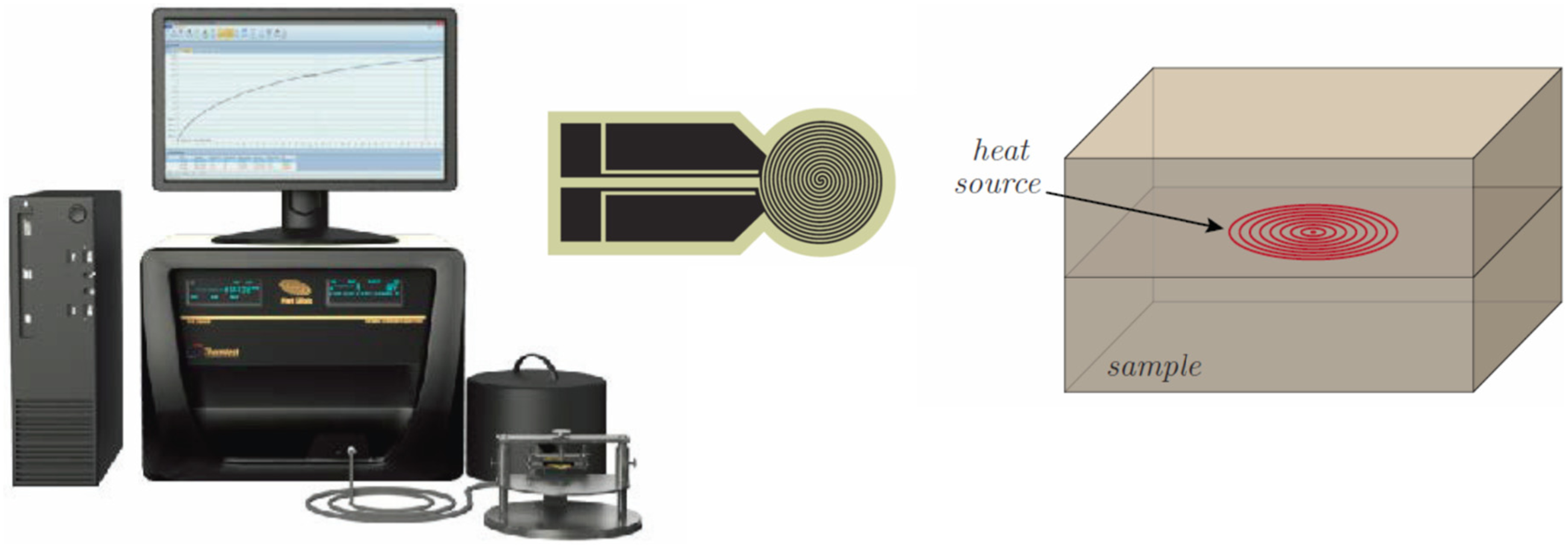
MWCNT and graphene are two materials that have gained significant attention in recent years. When PLA was combined with nano particles, the thermal conductivity of the material experienced a significant boost compared to polymers without any filler. This outcome was suitable for packaging electronic devices with EMI shielding and for implementing heat dissipation mechanisms. A thermal conductivity measurement system using a transient plane source technique was demonstrated in Figure 6. This system was utilized to measure the thermal conductivity of PLA/CNT/Graphene.
28
Experimental setup for measuring the thermal conductivity.
28
When ABS was reinforced with copper ferrite and printed using the FDM process, a significant 93% increase in thermal conductivity was observed with the addition of 14 wt% filler.
82
TPU combined with graphene significantly improves thermal conductivity, making it ideal for applications such as electric packaging and battery thermal management.
83
When using a PC-ABS blended material reinforced with graphene platelets, there was an improvement in the glass transition temperature and a reduction in mass loss as the temperature increased.
84
Graphene and MWCNT filled PLA exhibited enhanced thermal conductivity as a result of graphene’s superior heat transfer capabilities. Utilizing graphene in conjunction with PLA has resulted in a decrease in production costs, making it a highly competitive material in the market. Adding milled carbon fibers to PLA polymers enhances the material’s thermal conductivity.
85
The PLA/CNT printed components demonstrated enhanced mechanical properties and thermal conductivity.
41
Thermal conductivity tests were conducted on boron nitride-ABS composites manufactured by FDM and injection molding equipment. The thermal conductivity of the injection-molded components with boron nitride addition was found to be superior to that of the 3D-printed components.
86
The thermomechanical properties of a printed polymer material (Ultrafuse 316L) reinforced with stainless steel microparticles were analyzed. It was discovered that the storage modulus had decreased significantly, and thermal diffusion was also decreasing.
87
The inclusion of larger filler particle sizes and a high filler orientation achieved via the FDM process led to increased thermal conductivity values for Hexagonal boron nitride (h-BN) fillers in PP.
88
The additive properties and infill orientation of carbon fibers, alumina, and silicon rubber resulted in an increase in the thermal conductivity of 3D printed polymer composites. Primarily due to the reduction in thermal interface resistance, a material with superior thermal conductivity was produced. The process of preparing a polymer composite with the additives oriented effectively was illustrated in Figure 7. This procedure involves three steps: stirring, degassing, and 3D printing.
89
Preparation process of composites with proper filler orientation.
89
Copyrights obtained from Elsevier.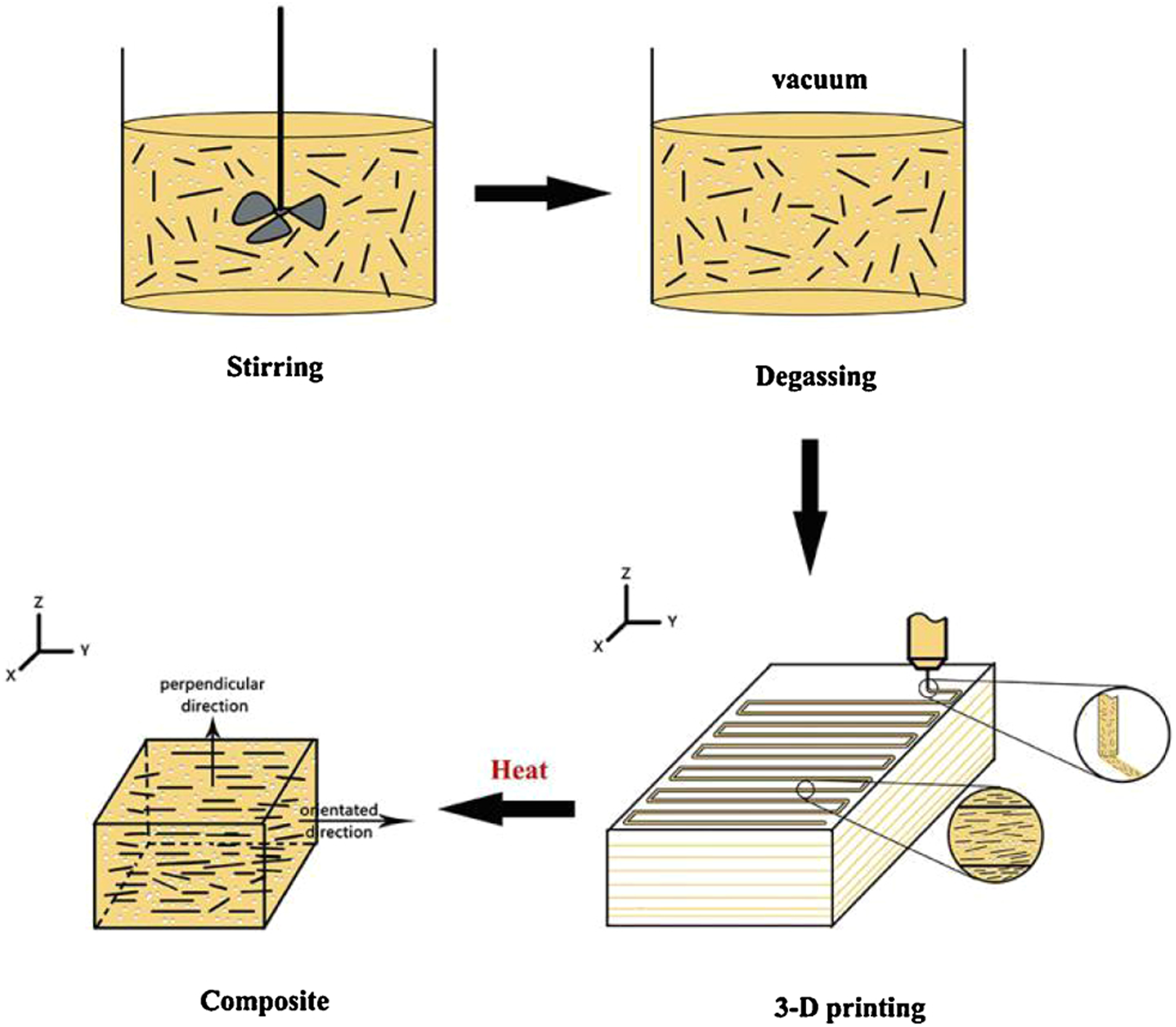
Thermal conductivity was increased in Polydimethylsiloxane (PDMS) composites by orienting boron nitride and alumina and by the shear-inducing effect of 3D printing.
90
The thermal conductivity of polyphenylene sulfide reinforced with CNTs coated with maleimide polymers was enhanced, leading to an improvement in crystallinity. Figure 8 illustrates the comprehensive procedure used to fabricate the polymer filament, which consisted of carbon nanotubes coated with polyphenylene sulfide and maleimide.
91
Table 3 contains information regarding the base materials, additive materials, the maximum percentage of addition, and the resulting improvements in thermal properties as a result of including the specific additive. Preparation of polyphenylene sulfide/MIP-CNT filaments.
91
Copyrights obtained from Elsevier. Details about the additives, their percentage of addition, and the enhanced thermal properties.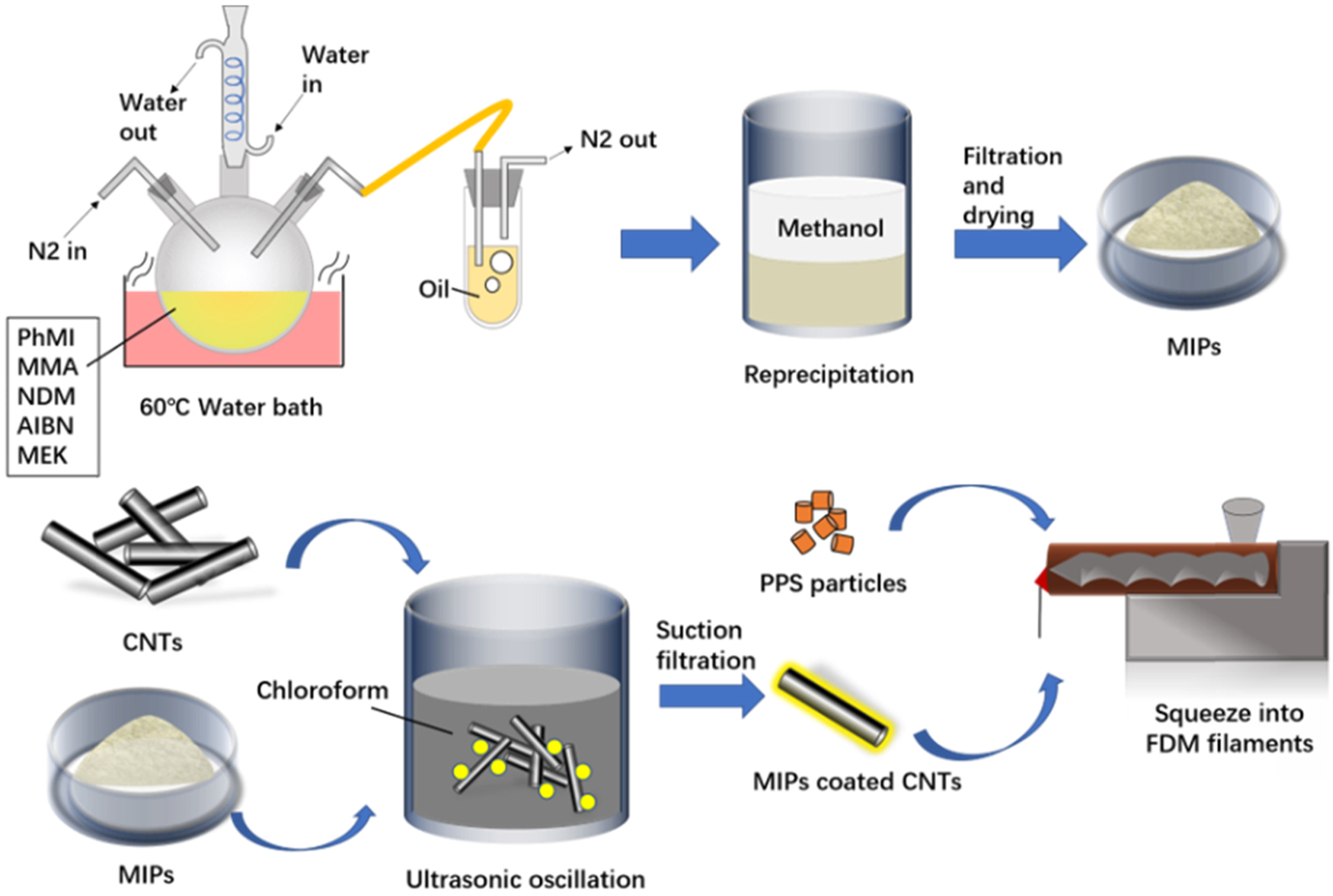
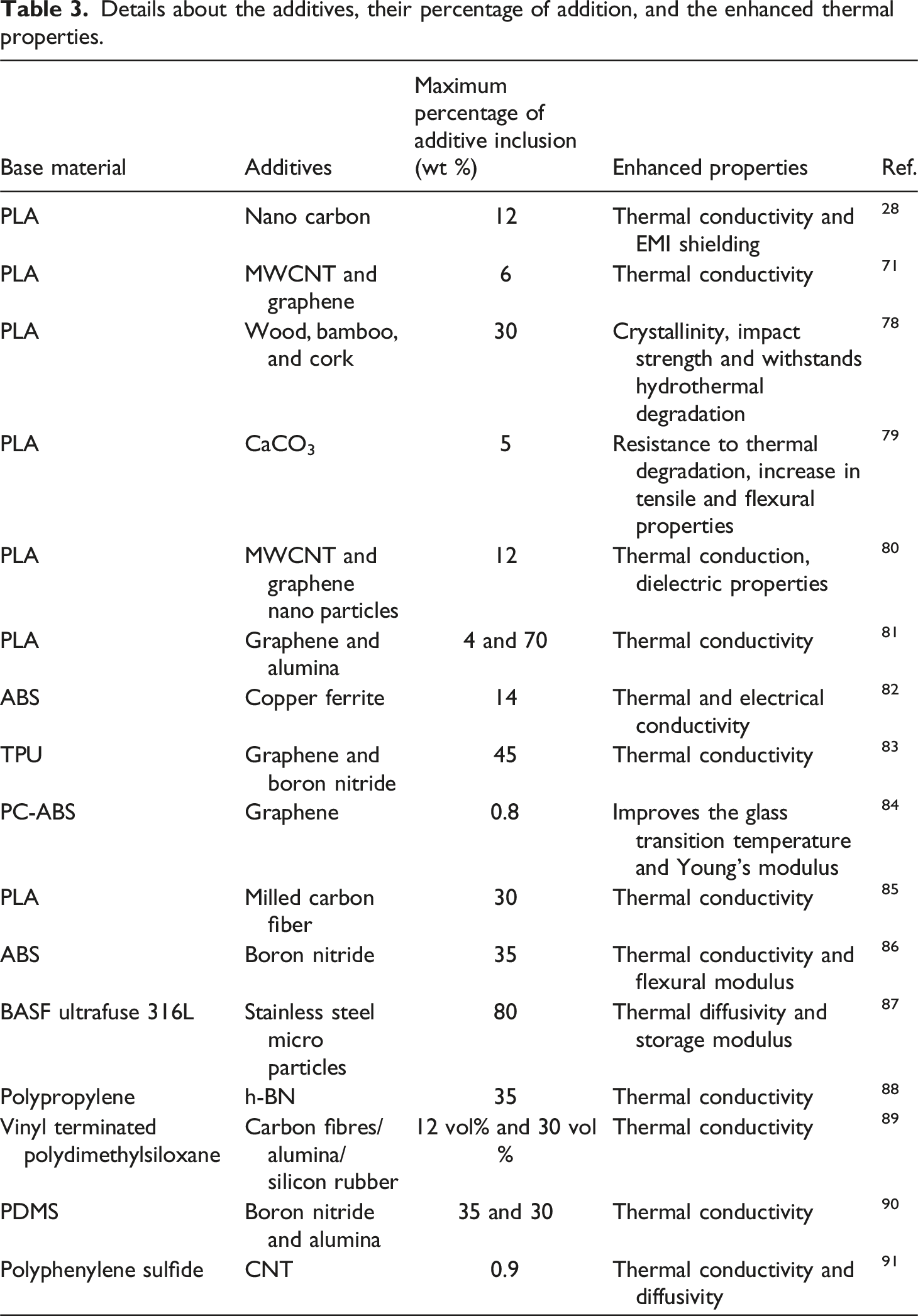
In contrast to the improvements in mechanical and electrical properties induced by the addition of diverse additives, the enhancement of thermal properties was accomplished by employing entirely different types of fillings. Graphene, CNT, and MWCNT are additives that are predominantly employed to achieve combined properties such as electrical, thermal, and mechanical conductivities. An additional set of compounds, including milled carbon fibers, boron nitride, copper ferrite, and stainless steel microparticles, are employed to improve the thermal properties. In addition, the range of percentage inclusion for these additives differs from that of additives employed to enhance mechanical and electrical properties. The range of additive inclusions was between 0.8% and 80% by weight. The additive incorporation enhances a range of thermal properties, including thermal conductivity, thermal diffusivity, resistance to hydrothermal degradation, and glass transition temperature. Diverse base materials, including polypropylene, polyphenylene sulfide, PDMS, a combination of PC and ABS, and TPU, were also utilized for applications requiring improved thermal conductivity and other thermal related properties.
Bio-medical properties
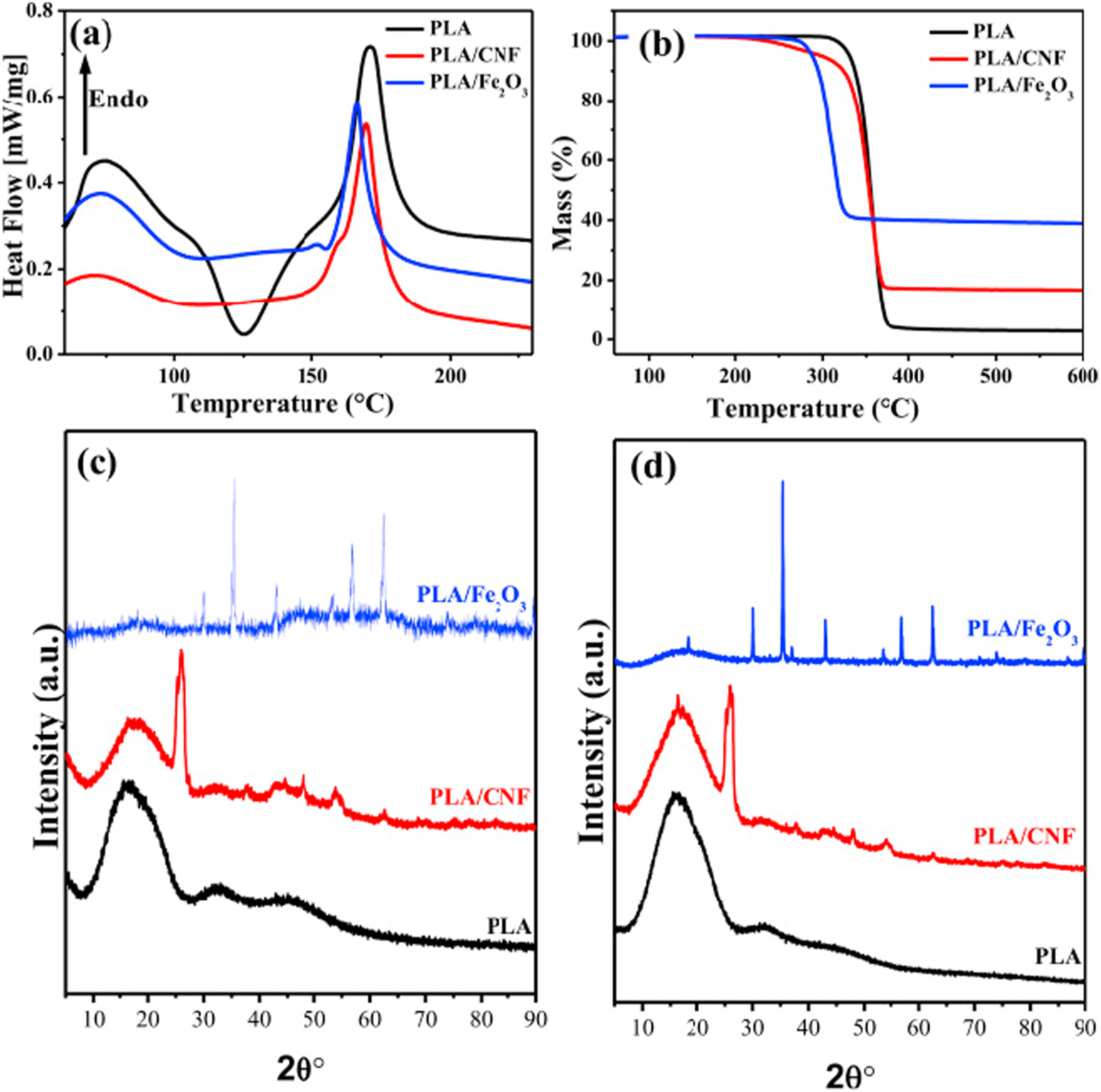
The scaffolds composed of PLA Nano composites are utilized in tissue engineering. The incorporation of magnetic and conductive additives into PLA material produced via FDM increased bioactivity and accelerated biodegradation. The phase and thermal behavior of PLA polymer supplemented with Iron oxide (Fe2O3) particles and Carbon Nanofibers (CNF) were investigated, and the outcomes are illustrated in Figure 9. The Differential scanning calorimetry (DSC) test results are illustrated in Figure 9(a). These results provide evidence that the addition of infill has enhanced the heat flow rate by preventing exothermic changes. In Figure 9(b), the TGA curves for pure PLA and PLA with filler added are illustrated. It was evident that the incorporation of Fe2O3 resulted in a decrease in mass loss. The filaments’ and printed components’ X-ray diffraction (XRD) spectra are illustrated in Figures 9(c) and (d), respectively, showcasing variations in peak intensity.
92
Thermal and phase analysis of PLA, PLA/CNF, and PLA/Fe2O3 filaments and printed materials.
92
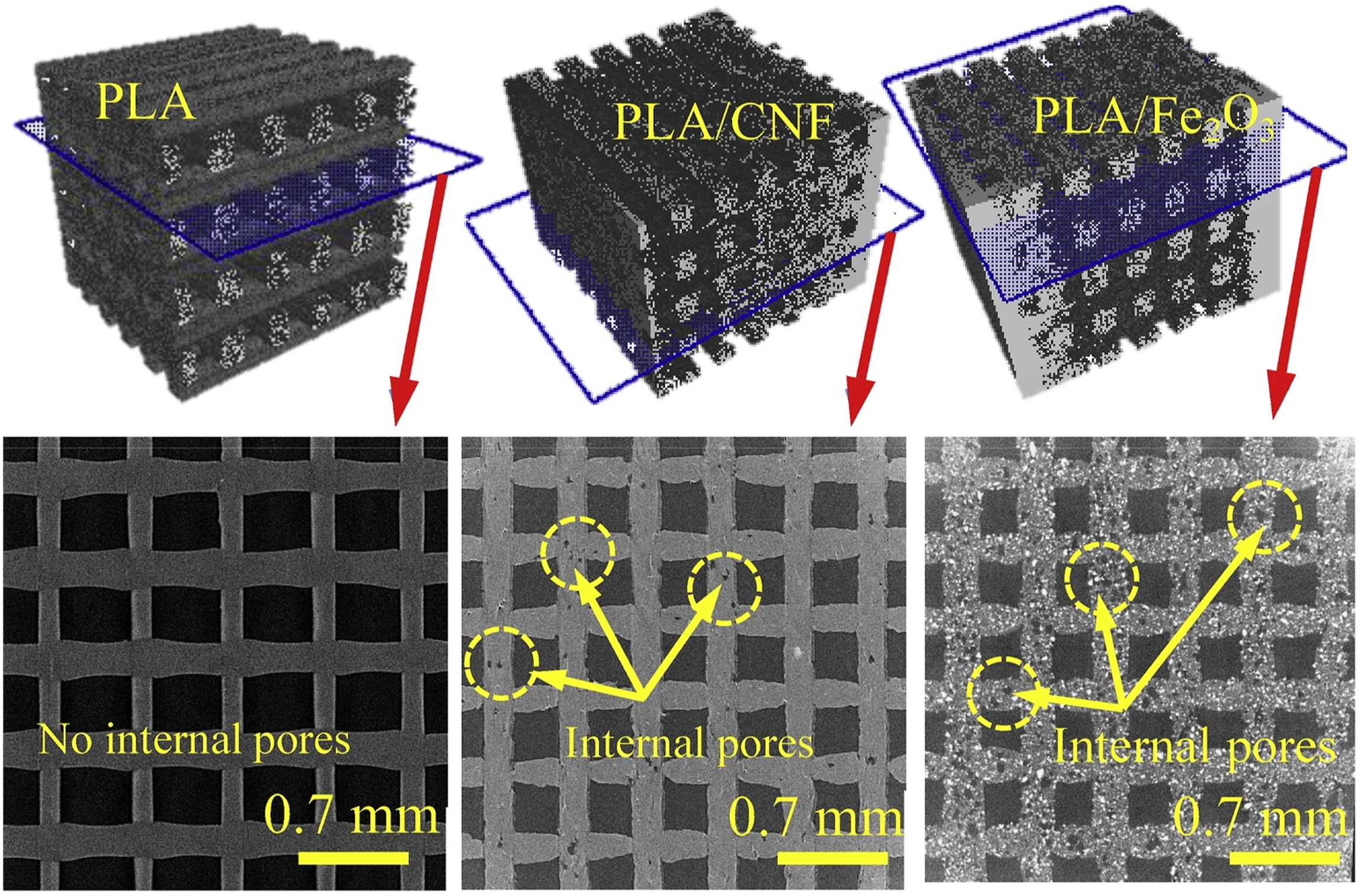
The introduction of additives such as Fe2O3 particles and CNF results in the development of micro pores within the printed material’s internal structures as shown in Figure 10. The formation of pores may result in a decrease in strength and eventual failure when subjected to load.
92
Pore formation in the scaffolds visible through microcomputed tomography analysis.
92
When printing PVDF with hexafluoropropylene via the Fused filament fabrication (FFF) method in an open chamber, numerous issues were discovered, including deformation and poor adhesion. When the printing process parameters were changed, the material was produced with a circular pattern that produced high tensile strengths. This demonstrated the material’s suitability for usage in biomedical applications that demand high performance.
93
Nano-hydroxyapatite-reinforced PLA exhibited superior mechanical strength, osteogenic induction, and biocompatibility in comparison to PLA in its unadulterated form. The scaffold preparation procedure, which includes wet mixing and 3D printing, was detailed in Figure 11. In vivo and in vitro experiments demonstrated that the substance was non-inhibiting and non-toxic, and that it could be utilized to repair bone defects.
94
Preparation process of scaffolds for osteogenesis reconstruction.
94
Copyrights obtained from Elsevier.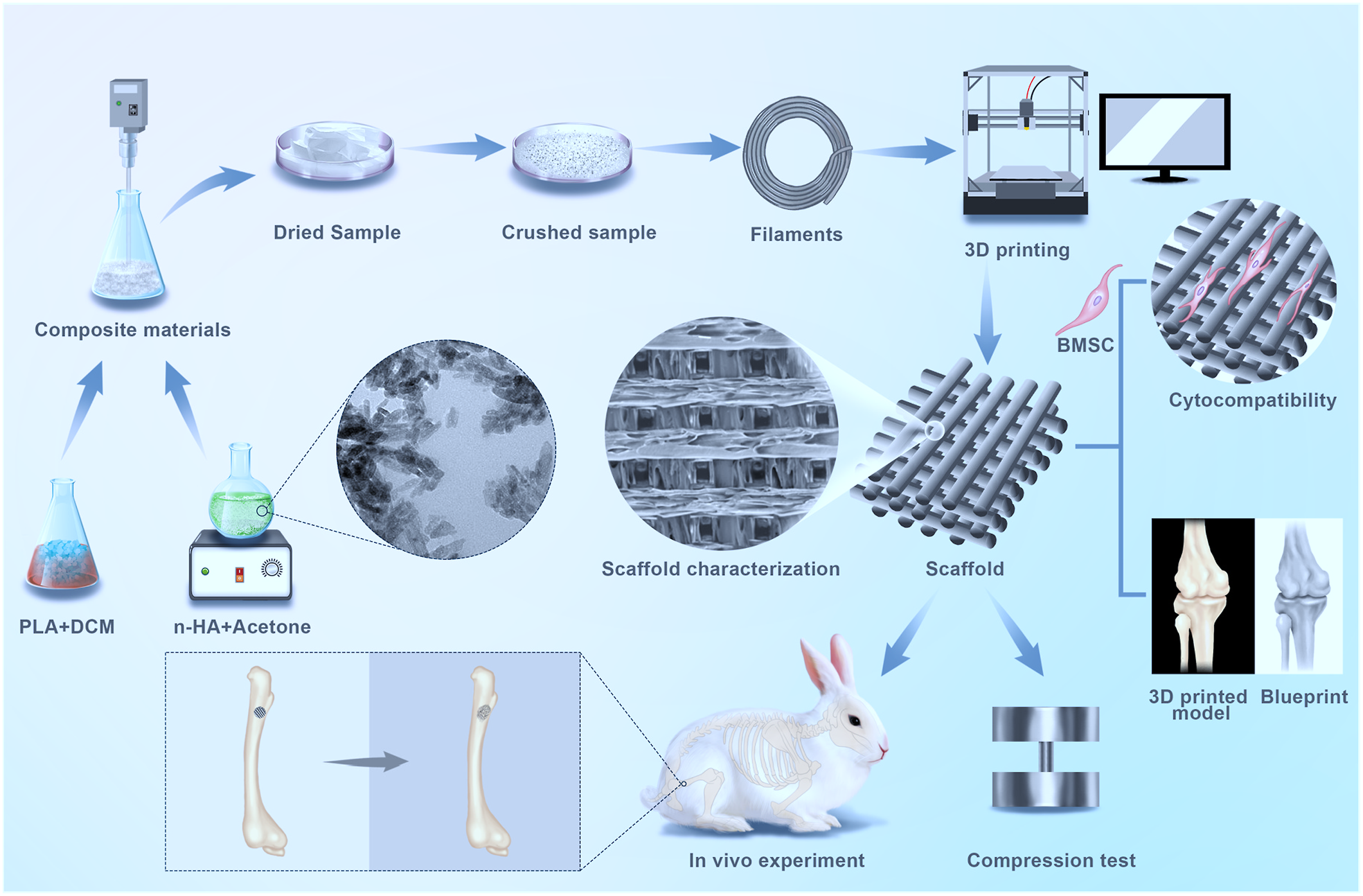
By virtue of the additives’ synergistic effect, PLA nanocomposites reinforced with bronze, copper, and silver particles and manufactured via FDM exhibited enhanced bioactivity and antibacterial properties. It was found that this material might be used as a bone scaffold.
95
The addition of hydroxyapatite granules to Polyether ether ketone (PEEK) improved distribution, and the mechanical properties of the printed materials varied according to the printing path. These materials are ideally adapted for use as bone substitutes, as they exhibited the highest properties when printed along the horizontal zero-degree path.
96
After subjecting the PEEK/hydroxyapatite specimens to a simulated body fluid test for a duration of 28 days, it was noted that apatite had accumulated on the surface of the specimens. This phenomenon suggests that the specimens are suitable for craniofacial bone regeneration treatments.
97
It was determined that the fatigue and impact properties of PLA material reinforced with kenaf particles diminish with increasing additive concentration, whereas the fatigue life of the composites increases.
98
Incorporating ceramic additives with polymers resulted in numerous additional benefits, especially for biomedical applications where they enhanced biocompatibility and bioactivity. As illustrated in Figure 12, wearables possessing biomedical properties are categorized as either devices for monitoring the human body or as therapeutic and treatment-based wearables. Traditional technologies may be supplanted by 4D printing, which offers the capability of fabricating biomedical wearables with improved precision and functionality.
99
Biomedical wearable applications for 4D printing.
99
Copyrights obtained from Elsevier.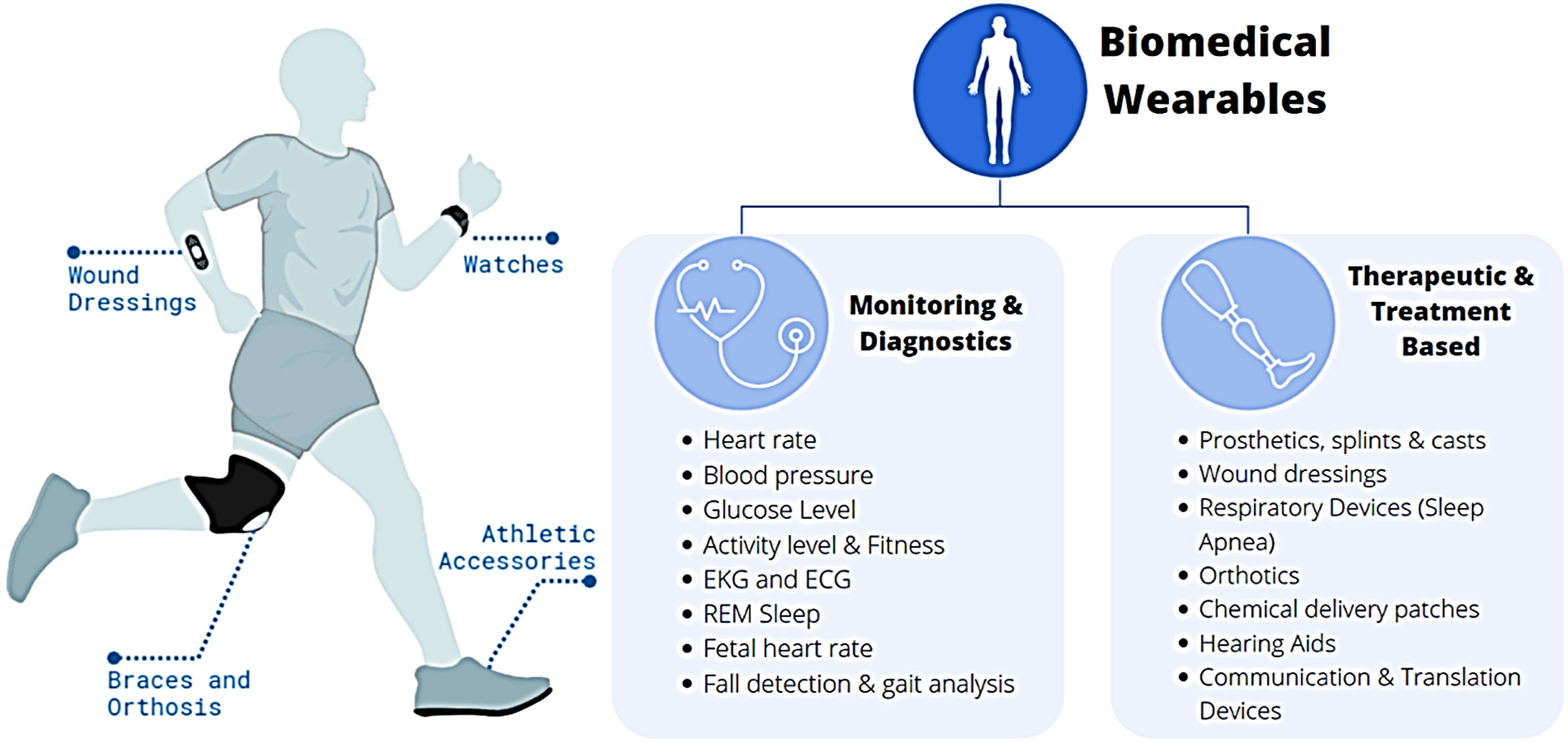
Biofiller derived from biowaste, such as egg shell, was combined with PLA to produce biodegradable scaffolds. A simulated body fluid investigation revealed that the PLA/egg shell composite exhibited no toxicity for a duration of 72 h.
48
The tribological and mechanical properties of the PLA-based biopolymer composite manufactured via FDM were enhanced by the addition of silicon as an additive. A thin tribofilm was generated at the contact surface during the wear test, resulting in a decrease in both specific wear and the coefficient of friction.
100
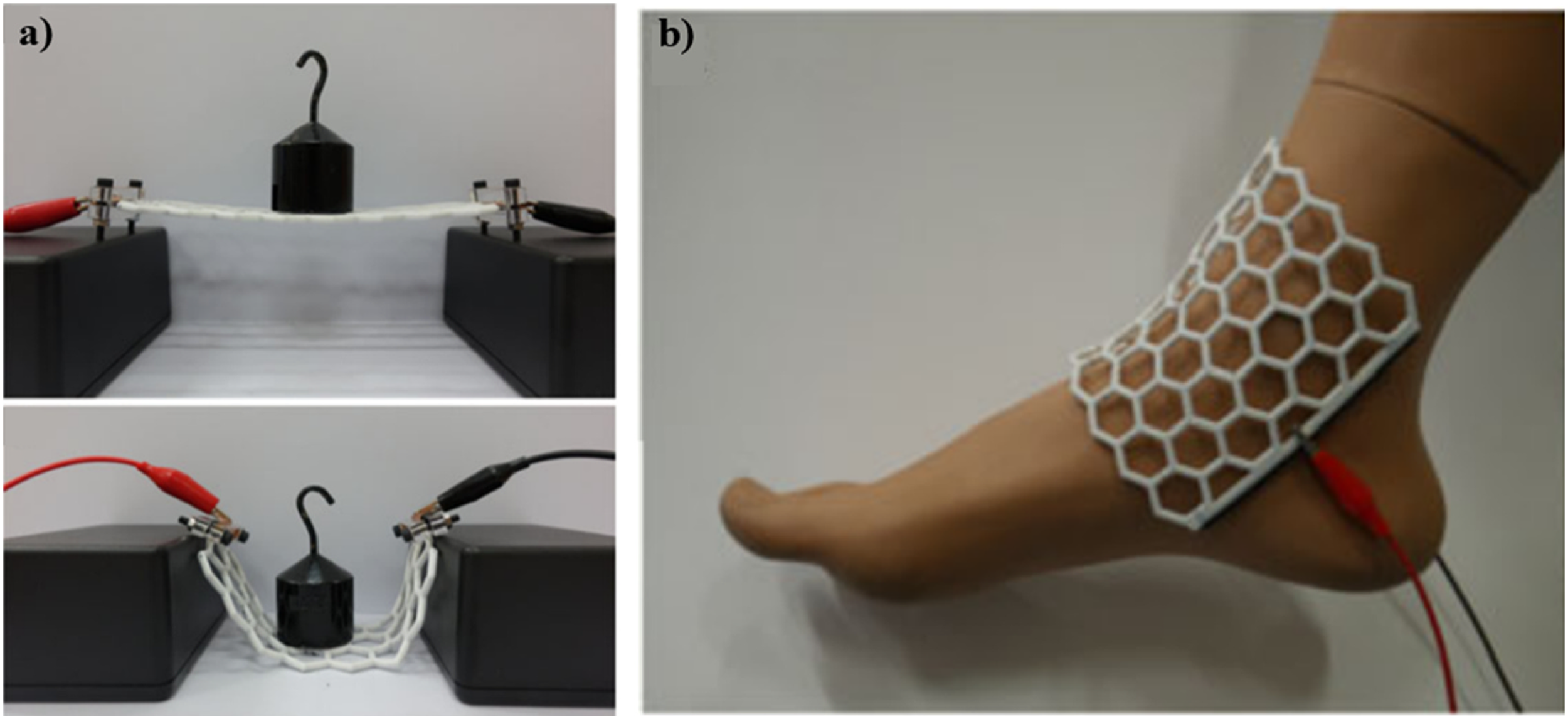
Orthotic structures that exhibit variability in rigidity in response to heat application were manufactured via 3D printing with heat-responsive PLA and conductive graphene particles. Figure 13 illustrates the variation in rigidity of the specimen when electrical heating was applied, as well as its ability to conform to the shape of the human ankle when heated electrically.
101
(a) Orthotics with applied load without heating and on heating, (b) Orthotics in human foot electrically heated to fit the ankle shape.
101
Utilizing aminated nanodiamonds in Polymethyl methacrylate (PMMA) resin that had been UV-polymerized and was utilized in biomedical applications, it was discovered that the additives enhanced the resin’s mechanical properties.
102
As a biomedical material, polyamide 12 reinforced with zirconia and alumina was immersed in synthetic saliva for 14, 21, and 29 days before its hardness and tensile properties were evaluated. The results of the experiment indicate that the addition of alumina and zirconia as additives does not affect the tensile strength of the PA12- Aluminium Oxide (Al2O3) composite, whereas the soaking period for the PA12- Zirconium dioxide (ZrO2) composite increases the micro hardness.
103
The bioactivity of PLA was assessed by a simulated bodily fluid test, which revealed that the hydroxyapatite particles served as nucleation sites for the deposition of salts.
104
The PLA material, classified as a biomaterial, was enhanced by including hemp and weed agro wastes. The resulting filaments demonstrated improved mechanical capabilities and visual aesthetics.
105
Figure 14 provides a visual representation of the several production methods used in scaffold manufacture, after the development of the base using the FDM process. Table 4 includes the different additive details that are incorporated into the biopolymer base materials to improve their bioactivity. Production process of scaffold using FDM process for tissue engineering applications.
12
Copyrights obtained from Elsevier. Details about the additives, their percentage of addition, and the enhanced biomedical properties.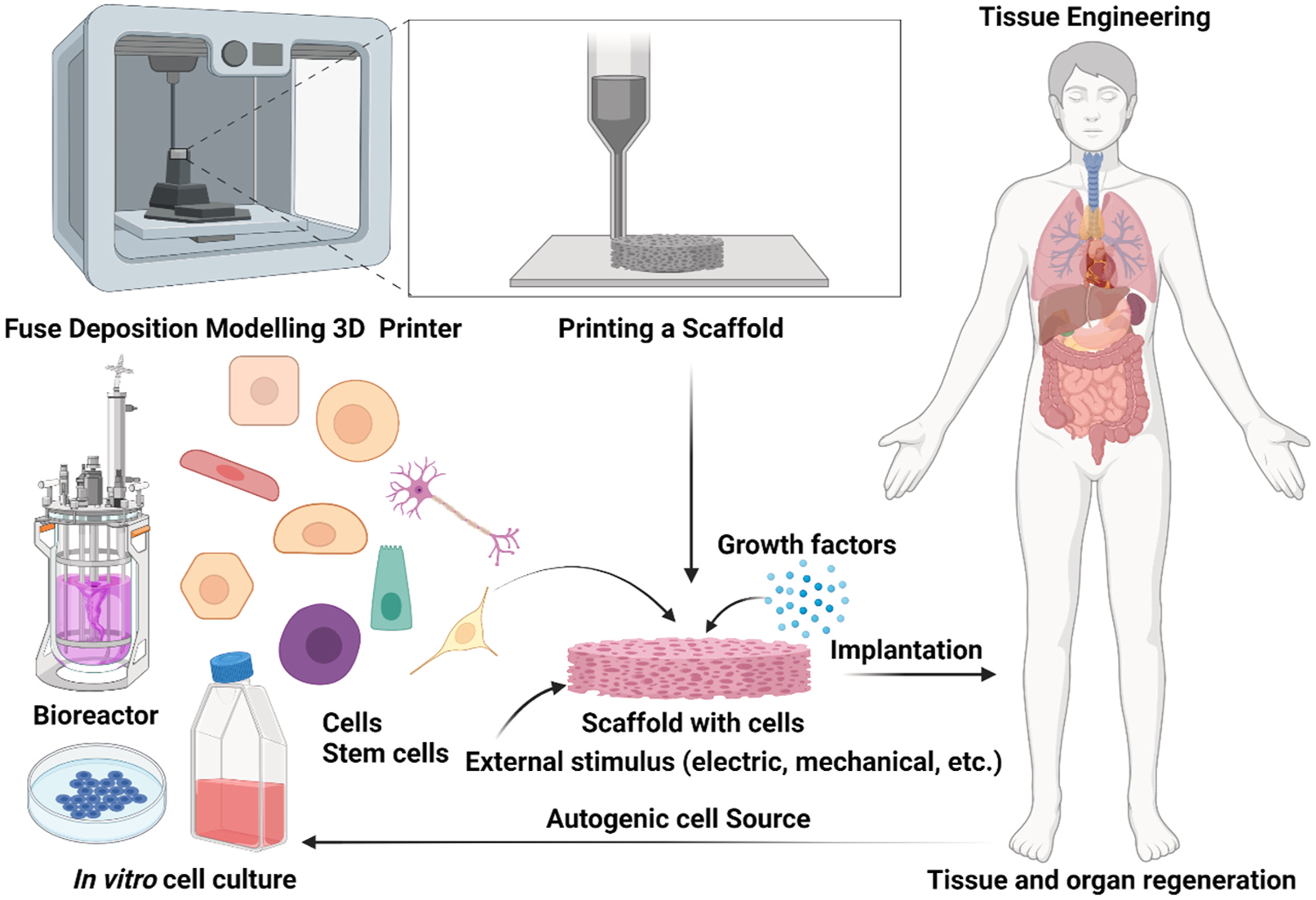
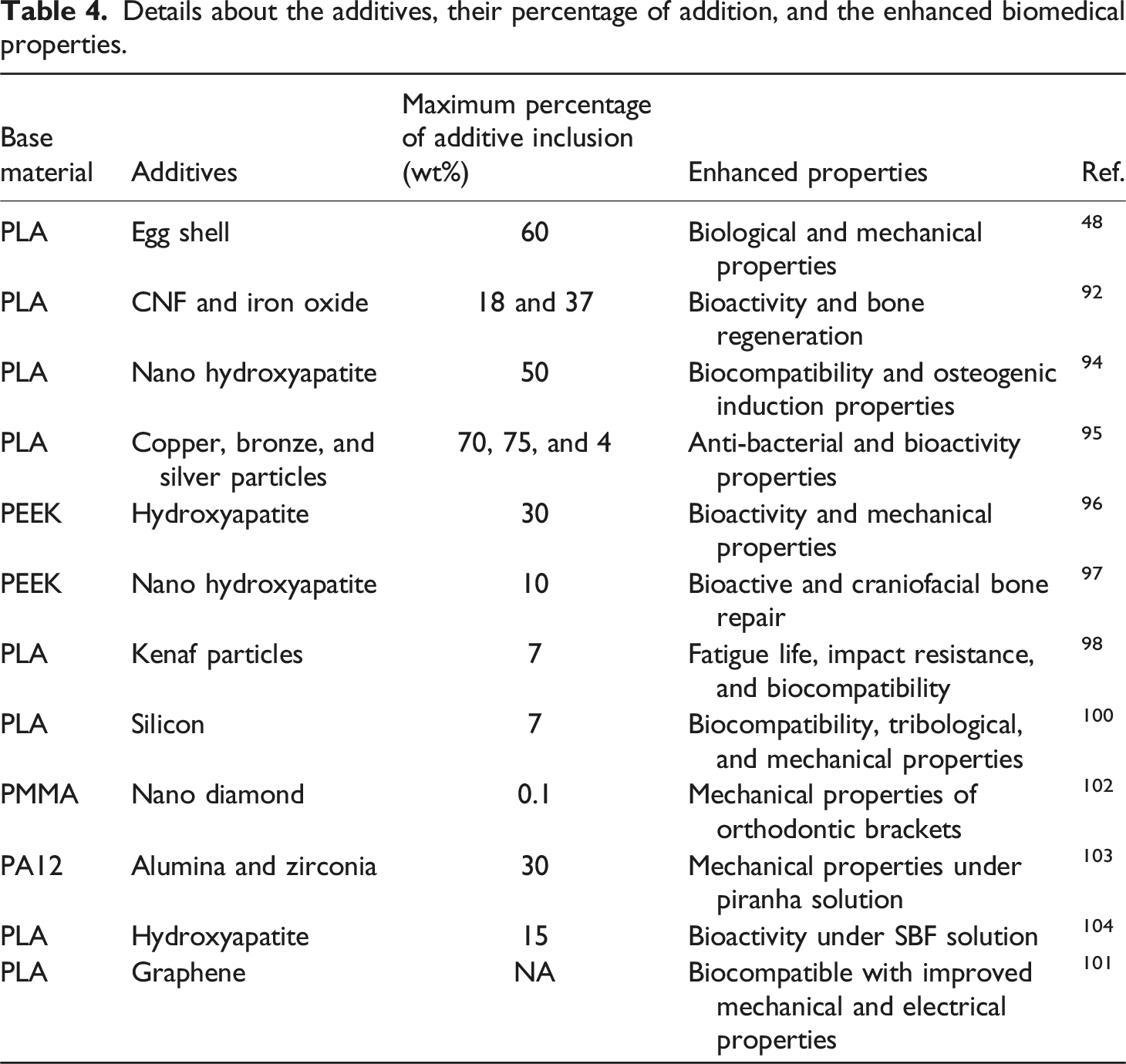
As per the most recent literature, PLA polymer, which comes from a natural source, was mostly utilized for biological purposes. Because of its biocompatibility and biodegradability, it was utilized in bone repair and as a supportive material for bone implants. The incorporation of natural fillers and magnetic fillers, which possess the same biocompatible properties, enhances the bioactivity of the material. Additives are incorporated into biopolymers to enhance their bioactivity, as well as to meet other criteria such as mechanical, thermal, and tribological properties. Polymer composite materials, which contain different additives, are commonly utilized for biomedical purposes. However, before they can be applied, these materials undergo thorough analysis both in vivo (inside a living organism) and in vitro (in a controlled laboratory environment). Additives such as silver, copper, and bronze metal powders have been demonstrated to enhance the bioactivity of composite materials. Ceramic additives are incorporated into polymers to enhance the accuracy and performance of biomedical wearables that are equipped with a range of sensors. Graphene-reinforced advanced composites, possessing conductive characteristics, exhibit shape memory features, making them suitable for providing support to fractured hands and legs. Thermoplastic polymers such as PLA, PA12, PMMA, and PEEK are strengthened with different additives and employed in the field of biomedical applications.
Role of additives derived from natural sources on the properties of the 3D printed components
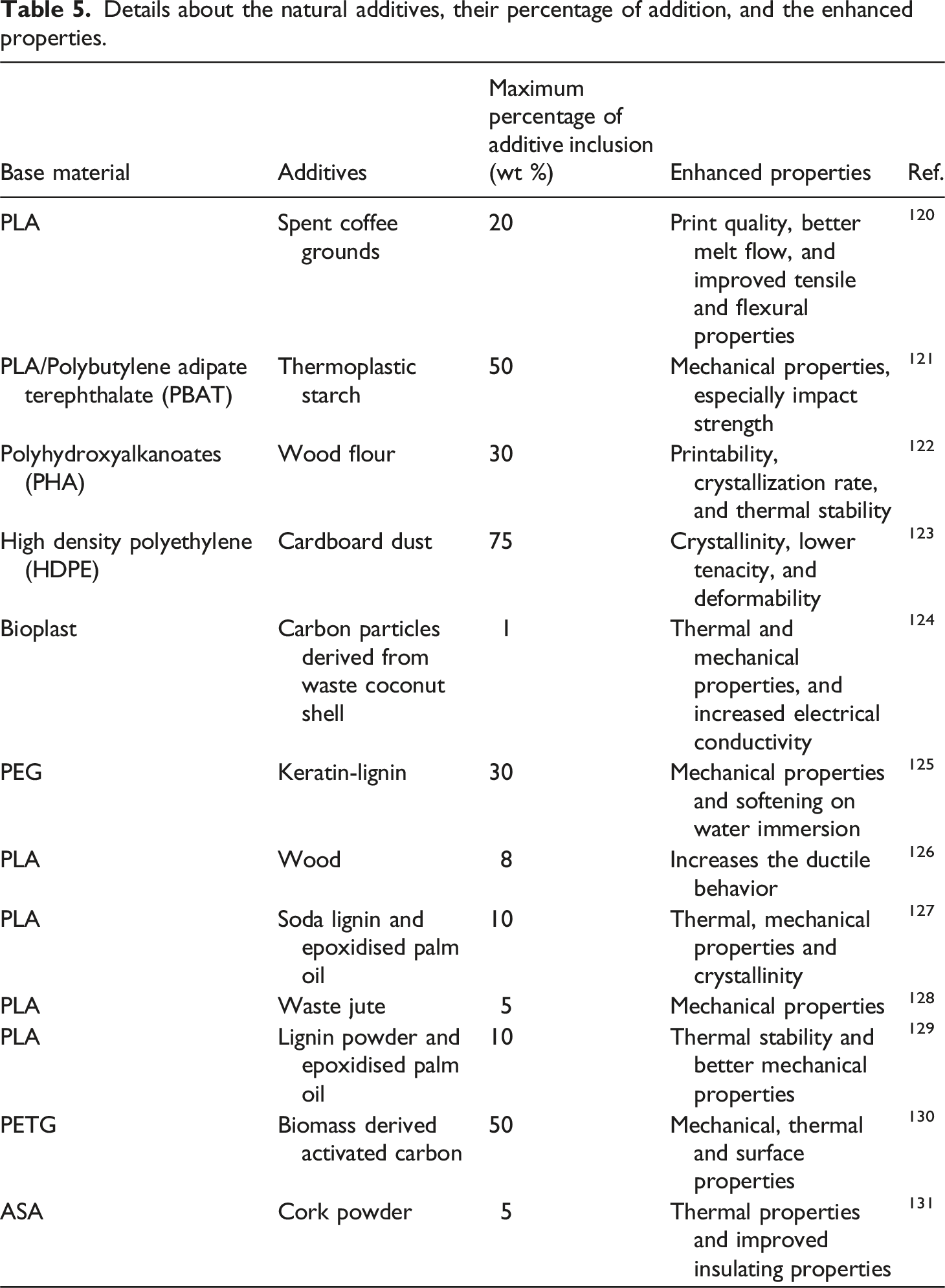
Details about the natural additives, their percentage of addition, and the enhanced properties.
Details about the natural additives, their percentage of addition, and their negative effects on properties.
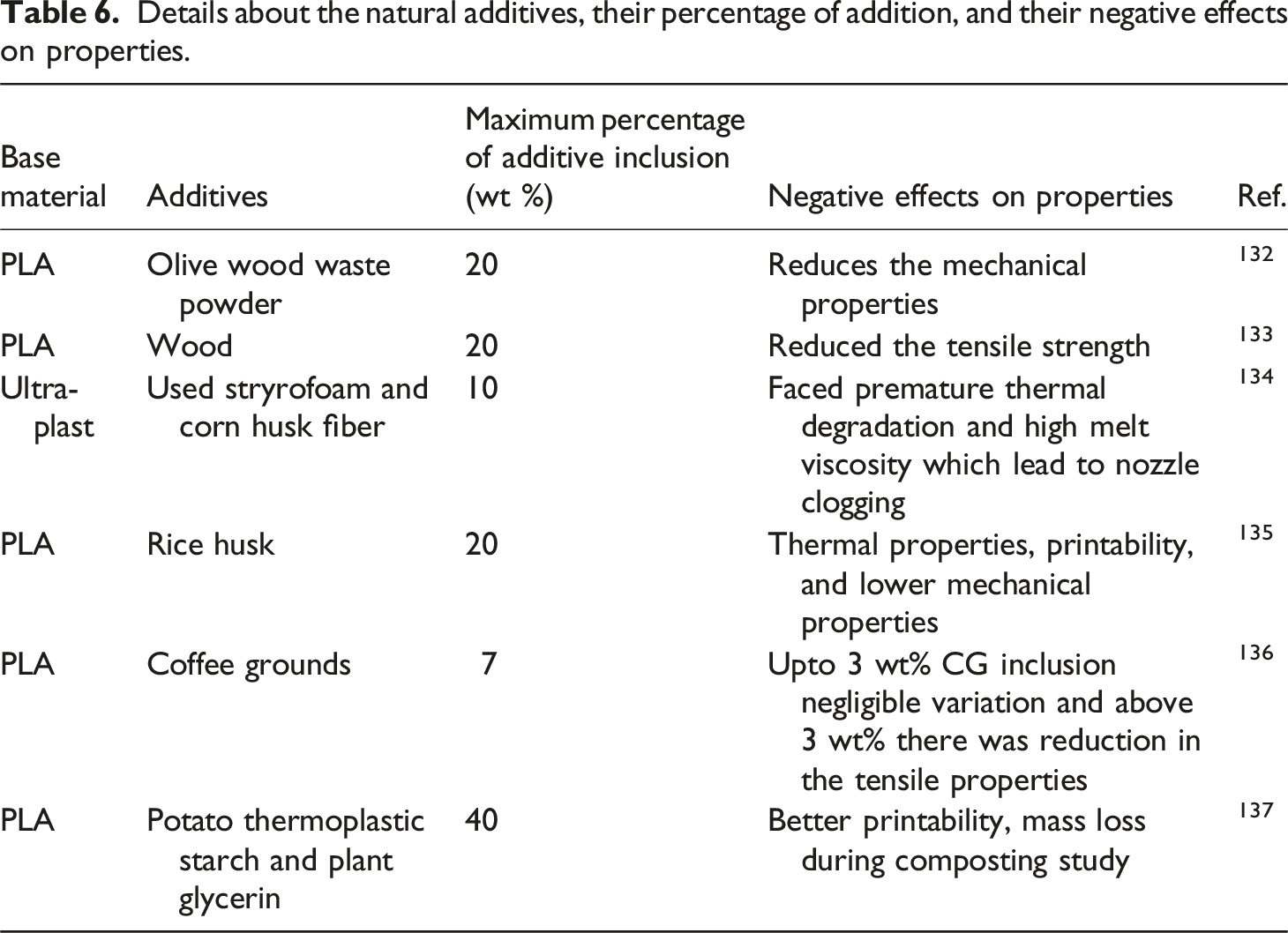
After analyzing the results of incorporating additives originating from natural sources into different polymer filaments, it was discovered that specific additions improve the thermal and mechanical capabilities. The inclusion of certain natural additions diminishes the characteristics of the base materials, but the printability of the materials gets improved by the addition of these same additives. Chemical treatment plays a significant role in determining the mechanical properties of 3D printing filaments by enhancing compatibility and adhesion between additives and polymer base materials. In conjunction with the direct incorporation of natural additives into the polymers, supplementary additives such as lignin, which was obtained from diverse woody sources in nature, are also incorporated to augment the material’s properties. The addition of toughening chemicals enhances resistance to thermal degradation and elevates the glass transition temperature. The incorporation of higher proportions of natural fillers results in a decrease in the mechanical characteristics. The inclusion of additives such as wood, used coffee grounds, and potato starch, in combination with different thermoplastics, reduces the tensile capabilities and enhances the mass loss during the composting process.
Challenges in processing and extruding additives included filaments
Manufacturing filaments with powder additives and fiber fillers has many challenges. Starting from the production of filaments to the material extrusion process, there are numerous problems associated with the process. The primary concerns include the uneven distribution of filler particles, blockage of the nozzle, deterioration of additives caused by excessive heat during extrusion, compatibility between the polymers, dimensional stability of the filaments, and environmental considerations. The inconsistent dispersion of additives throughout the polymers was caused by density discrepancies between the polymer and the additives. When the polymers are heated, they will be in a partially solid state, which will limit the ability of the additives to flow freely. Imposing movement restrictions will result in the accumulation of additives in the bottom of the extrusion chamber, particularly when dealing with dense materials. The aforementioned factors contribute to the irregular distribution of additives within the polymers. Nozzle clogging was caused by the enlargement of additives and their build-up at a specific point on the filament, obstructing the flow of the nozzle during the process of melt extrusion. In addition to this issue, the utilization of elongated fibers and filaments, uneven heating of the nozzle, maintaining a lower temperature during the process of melt extrusion, and lower ambient temperature that causes the polymer to solidify at the nozzle’s end are the other reasons that contribute to nozzle blockage. The degradation of additives during the melt extrusion process was mostly caused by the use of compounds with lesser resistance to heat degradation. Occasionally, polymers are combined with additives such as CNT and ceramics to enhance their resistance to thermal degradation. This allows the polymers to maintain their properties even after being subjected to many heating cycles. Utilizing naturally derived additions such as wood particles, corn cob powder, milled natural fibers, biomass, and biochar will result in a lower degradation temperature and a loss of characteristics when subjected to heat. Therefore, it is necessary to conduct tests on the degradability of additives, specifically in relation to temperature, before incorporating them into polymers. Certain natural additives may undergo a transformation in their form, shape, and original characteristics when they are exposed to the material extrusion process. Occasionally, excessive heating can result in the fusion of particles, causing an increase in their size. The utilization of suitable additives in conjunction with polymers enhances the strength characteristics of the polymers while simultaneously diminishing the possibility of defects. Additives can exhibit varying surface properties, with some being hydrophilic and others being hydrophobic. Consequently, the wetting characteristics of these additives may vary depending on their surface properties. Additives that exhibit hydrophobic characteristics will have limited ability to spread and adhere to polymers due to their low wetting properties. The presence of defects such as voids, micro fractures, and gaps between the additive and the polymers will result in a reduction in the strength of the polymers. Ensuring the dimensional stability of additive incorporated filaments during the extrusion process was a complex task due to numerous factors. The additives will disrupt the flow and coherence of the polymers during the extrusion process. The irregular and bulky additives will obstruct the nozzle during the extrusion process, hence impacting the size of the filaments. The reduction in size of polymers following the extrusion process was a significant contributing cause to the lack of dimensional stability in filaments. The rate at which the extrusion process occurs will significantly affect the dimensional stability of the filaments. Increasing the extrusion speeds will result in a more rapid expulsion of the filaments, causing them to have an irregular diameter. Certain additives can effectively mitigate polymer shrinkage following the extrusion process by occupying the voids within the polymers that contribute to shrinkage. To prevent shrinkage of polymers and maintain dimensional stability of polymer filaments, it is recommended to use additives that are evenly sized, maintain an appropriate extrusion temperature, immediately cool the filaments after extrusion, and ensure better distribution of additives. Several environmental concerns, such as the emission of smoke, production of unpleasant odors, and release of hazardous gases, may arise during the extrusion process. Smoke formation during the extrusion process was caused by causes such as temperature variations, excessive heat, uneven blending, and the accumulation of older materials on the inner side of the nozzle. The development of odor can be attributed to overheating, although it was unlikely to result in the release of poisonous gases. However, in the case of polymer overheating, there was a possibility of toxic gas emission. The various challenges faced during the production of a customized filament and their influencing factors are described in Figure 15. Challenges in producing customized filaments and their influential factors.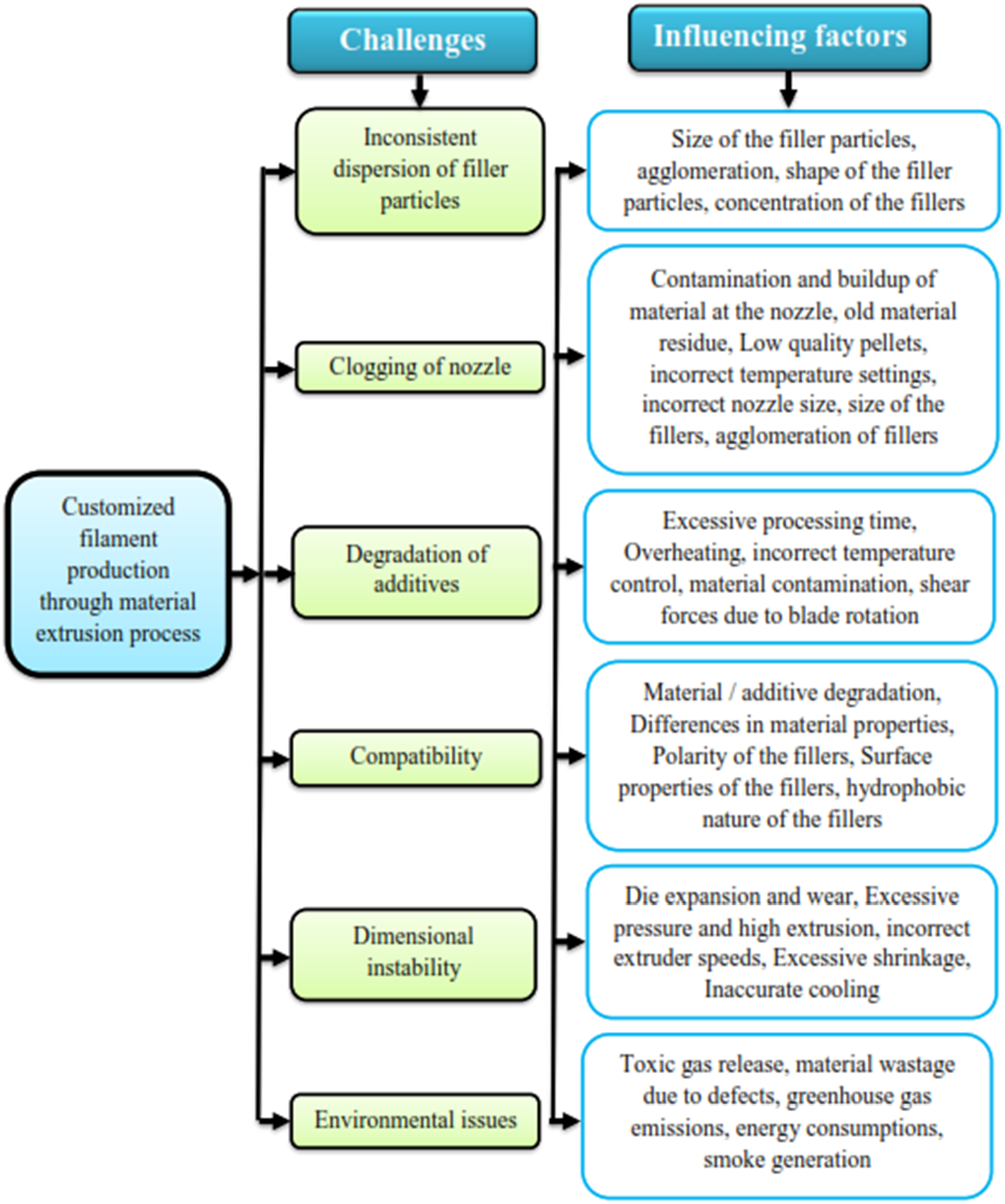
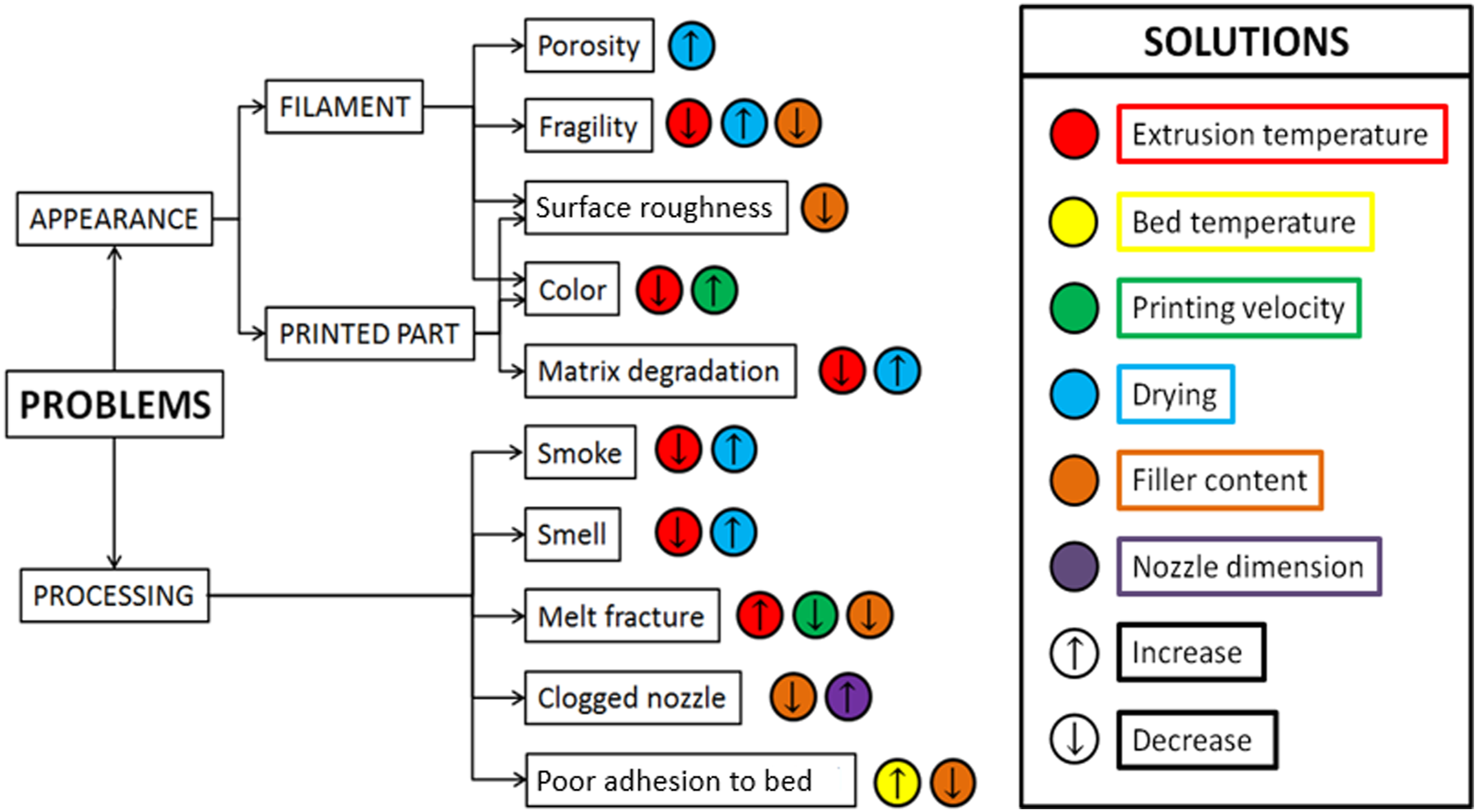
The material extrusion process was mostly affected by porosity and fragility, which are the main concerns. The key challenges in 3D printing the parts involve the incorporation of fillers into polymers, deterioration of the matrix, surface roughness, and melt fracture. The printer machine encounters challenges such as nozzle clogging, odor, color variations, increased smoke, and inadequate adherence to the printer bed when printing filaments that contain additives. Figure 16 illustrates the issues that arise throughout the filament extrusion and 3D printing processes, as well as the corresponding solutions to these problems.
25
Issues due to inclusion of fibers and additives to the FDM filaments and their possible solutions.
25
Adverse effects of additives on the polymer composites 3D printed using FDM process
Increased loading of fillers might potentially cause the development of voids, which in turn leads to reduced mechanical properties. Despite multiple attempts to address the issue from different perspectives, the development of bio-based polymer nanocomposites has not made significant progress, mostly due to the presence of voids.
138
Printing filler and additive added filaments can provide challenges such as variations in thickness, presence of unmelted particles or bumps, formation of bubbles, and issues with extrusion output. Furthermore, complications may occur due to the properties of the filament, such as excessive fluidity or excessive solidity, necessitating modifications in processing temperatures to attain the most favorable outcomes.
139
Within the domain of 3D printing technology, there are persistent challenges like exorbitant expenses, slower printing rates, restricted dimensions of printed parts, and the necessity for further investigation into cost-effective high-strength and high-temperature materials.140–142 In addition to the inclusion of filler material, there are several technical issues that need to be overcome in order to achieve successful printing of these composites using FDM. These challenges include the effects of orientation, the formation of voids, the rates at which printing and feeding occur, the temperatures of the nozzle and printing bed, and the influence that each of these factors has on determining the thermal conductivity of any composite product produced through FDM.
26
The incorporation of additives and fillers in the FDM process results in certain drawbacks for the polymer composites, including diminished surface quality, distortion, inadequate bonding between layers, and constrained mechanical strength.
3
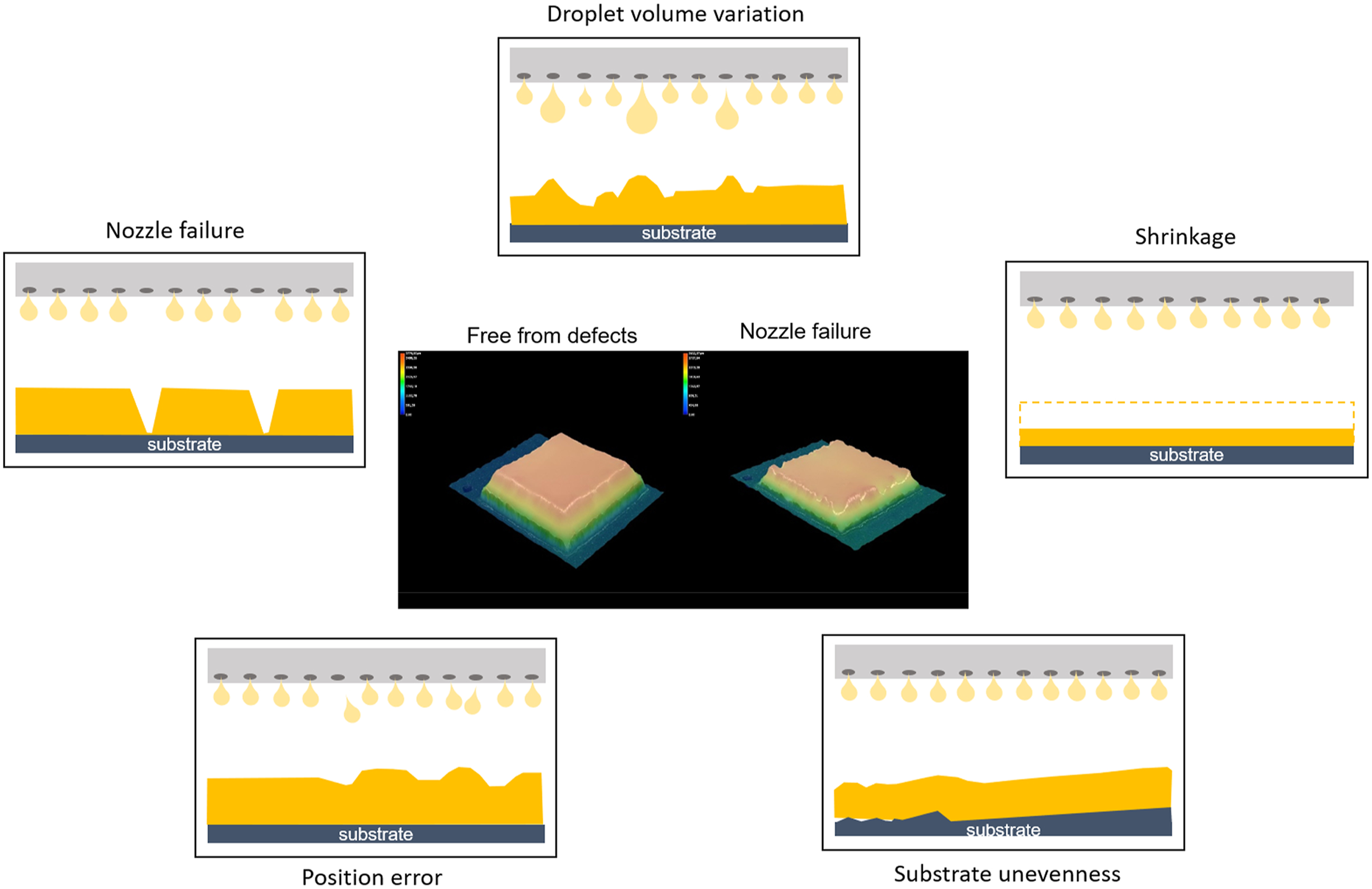
During the process of material jetting, several defects can arise, such as changes in drop shape, drop volume, deviation from the intended travel trajectory, inaccuracy, nozzle failures, nozzle clogging, and shrinkage. These shortcomings are illustrated in Figure 17
10
. Possible defects in material jetting process based on UV curables.
10
The addition of graphene particles to ABS resulted in detrimental impacts on the tensile, flexural, and impact properties. The material’s conductivity was determined using a four-point test, which revealed an average conductivity that categorized it as a semiconductor.
64
The study examined how the presence of organofunctional substituents in spherosilicates affects the characteristics of a composite material made of Titanium dioxide (TiO2) reinforced PLA. It was noted that the TiO2 pigment fillers, which were altered with spherosilicate derivatives, had a negative impact on the dispersion of the fillers. As a result, there was only a minor improvement in the mechanical properties.
65
By including wood fillers into PLA, the tensile strength was enhanced by 10% when the wood content accounted for 10% of the composite. However, further increases in wood content resulted in a decrease in tensile strength. The storage modulus reduced as the wood content increased, while the glass transition temperature remained unchanged.
66
The electrical conductivity of ABS material was enhanced by the addition of graphene particles.
64
The combination of PLA and polycaprolactone was blended with different proportions of graphene Nano platelets and fabricated using both the FDM technique and injection molding process. The electrical resistivity experiments indicated that the material, which had the same amount of graphene, exhibited insulating properties when produced through injection molding, whereas it demonstrated semiconductor behavior when produced through 3D printing. It was thus discovered that the FFF process was to be used in the production of biodegradable electrically conductive materials.
75
A study has shown that conductive PLA filaments are appropriate for low voltage applications.
143
PLA reinforced with carbon Nano carbon fibers and graphene showed decreased electrical conductivity and tensile properties due to the lack of bonding between the PLA and carbon fibers and presence of graphene.
76
The addition of MWCNT to ABS polymers resulted in decreased conductivity, mostly due to phase separation and shrinkage during filament manufacture.
77
It was also observed that the addition of CNT particles reduces the melt flow rate of the base material. Figure 18 illustrates the decrease in the melt flow rate as the percentage of CNT addition increases.
41
Effect of CNT addition on the melt flow rate of PLA
41
Copyrights obtained from Elsevier.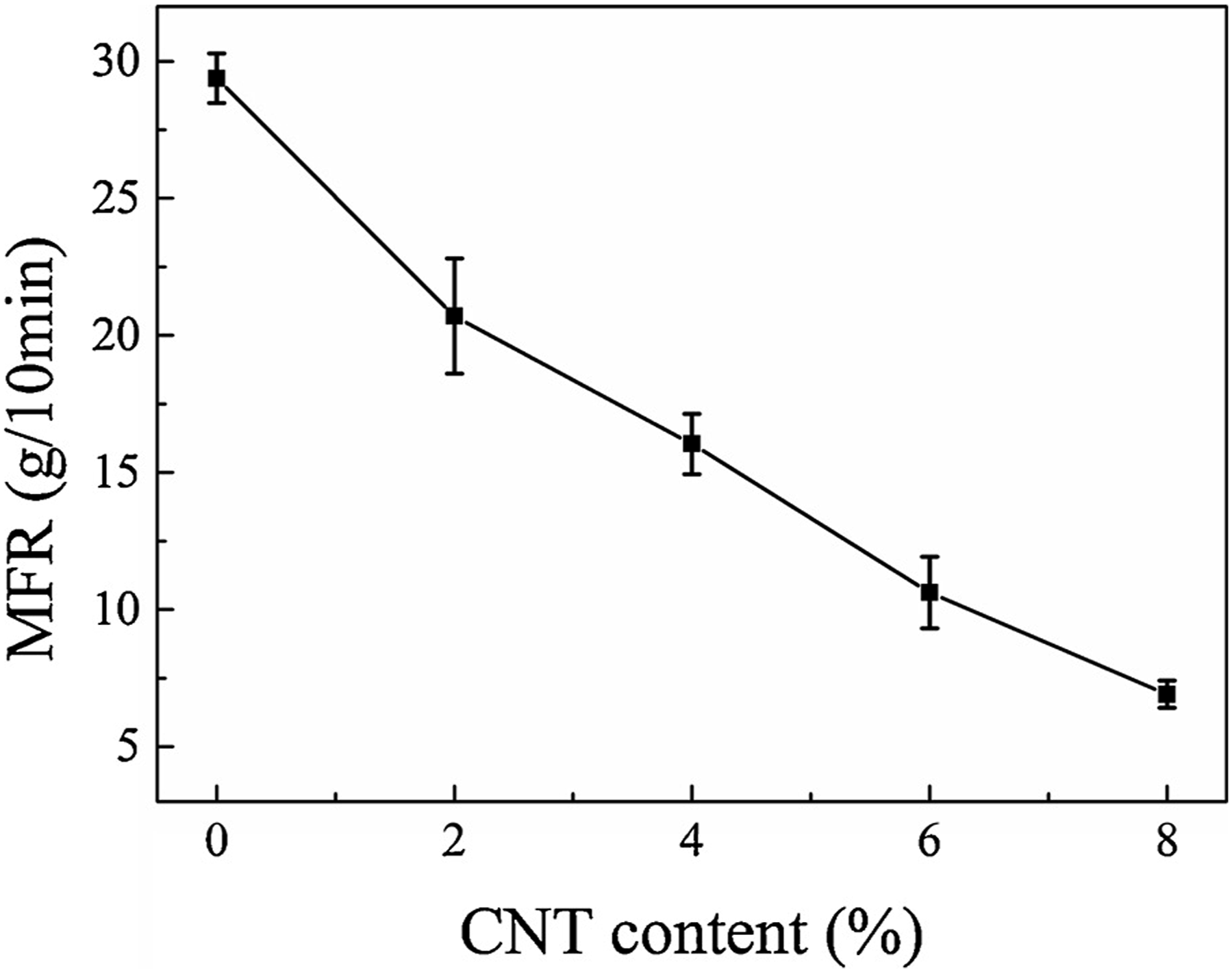
Details about the additives, their percentage of addition, and their adverse effects on the material properties.
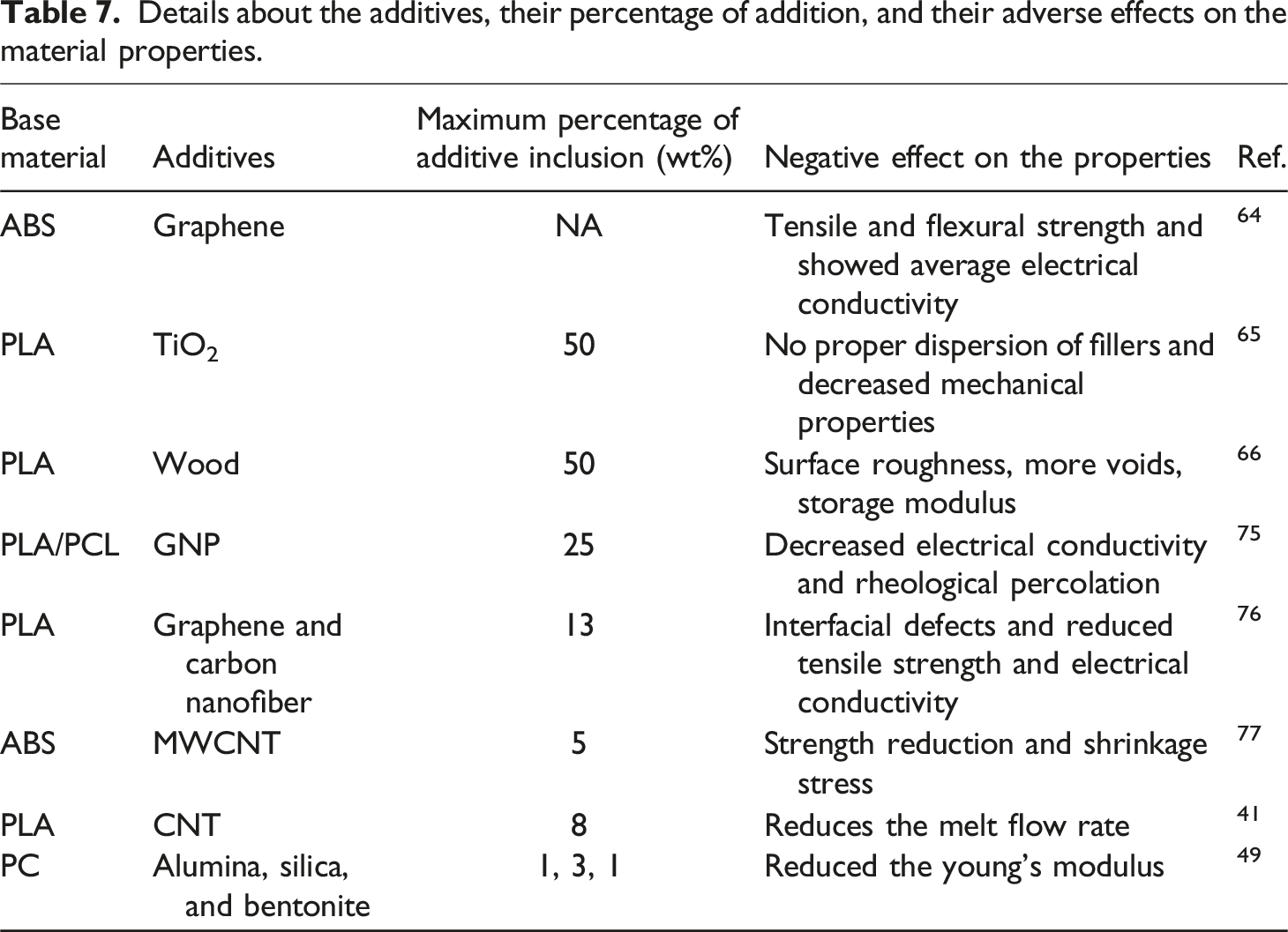
In a summary of research using customized filaments, it was shown that certain composite filaments that included both synthetic and natural fillers diminished the base material’s characteristics. Certain additives cause the formation of cavities, micro cracks, brittleness, and poor compatibility, all of which have an adverse effect on the composite material’s mechanical, electrical, and thermal properties. In addition to causing nozzle blockages and inconsistent dispersion, larger fillers have an effect on the properties of the filaments. The electrical properties are enhanced by reinforcements such as graphene, while the tensile and flexural properties are diminished. An effective additive should augment the properties of a material without compromising its intrinsic characteristics. The manufacturing process, similar to the additive type, significantly influences the properties of the composite material. It was also crucial to monitor the quantity of reinforcement added, as an excess of additives will result in a degradation of the majority of the material’s properties.
Conclusion
The properties of filaments are influenced by various factors, including the shape of the additive, its size, compatibility, surface properties, derived source, and the type of reinforced material. In addition to the aforementioned factors pertaining to the additive’s characteristics, the printing process parameters adhered to throughout the material extrusion procedure significantly influence the material’s properties. Wood particles were incorporated into PLA at a maximum concentration of 50 wt%, leading to a reduction in density and an enhancement in tensile strength. Aside from conventional additives, recent findings have identified hedysarum coronarium and corn cob powders as potential fillers that can enhance the mechanical characteristics of polymers. To improve the electro-mechanical properties of PLA, a carbon black weight fraction of up to 53% was included. Aside from conventional fillers, copper ferrite, milled carbon fibers, and micron-sized particles of stainless steel are employed as fillers, leading to improved thermal energy conductivity, diffusivity, and storage modulus of the polymer composites. Recent research has demonstrated that the mechanical and thermal properties can be improved by utilizing novel fillers derived from organic materials such as keratin-lignin, cardboard dust, soda lignin, used coffee grounds, and carbon derived from discarded coconut shells. Polymers can be effectively altered by including natural fillers like olive wood waste, and rice husk, resulting in a reduction of their inherent properties. The inclusion of fillers such as GNP, silica, alumina, and TiO2 has been discovered to have negative impacts on the material characteristics, including diminished mechanical properties, electrical conductivity, the formation of interfacial defects, and reduced Young’s modulus. Concurrently, poor compatibility and other interfacial defects with the added polymers prevent some additives from enhancing the properties of the polymer composites. Therefore, when selecting an additive material for reinforcement in the filaments utilized in the material extrusion process, appropriate analysis and care must be exercised.
Future scope for the customized filaments
In the future, prior to incorporating it into polymers, its specific properties must be evaluated in addition to the material’s suitability as an additive. According to a number of studies, the material properties were also impacted by the dimensions of the compounds employed as additives. The material properties are notably enhanced by nanoparticle additives in comparison to microparticles. Additional challenges encountered during the printing process include non-uniform dispersion, particle agglomeration, inconsistent particle distribution in the printed material, nozzle clogging, smoke generation, and fluctuations in melt flow rate. These issues can be resolved by utilizing customized filaments. Reducing the size of the additive particles to the nanoscale increases the surface area in contact, thereby directly influencing the properties of the material. Additionally, it prevents printing complications such as nozzle obstruction and ensures uniform distribution on the printed parts. According to some studies, the optimization of printing parameters is a significant factor in determining the strength and other properties of the composite material when customized filaments are printed. Consideration should be given to the additive material and the percentage of it incorporated into biodegradable base materials such as PLA, which are derived from natural sources, from a sustainability standpoint. The inclusion of non-biodegradable additives such as metal powders, CNT, or graphite in these biodegradable materials may have an impact on the PLA material’s biodegradability. Since this material is biocompatible and is used for scaffolds, bone implants, and regeneration, any additives added to it must likewise be biocompatible and help to improve the material’s strength characteristics. To put it simply, the compounds should have a synergistic impact on the base material. Before using the material printed with customized filament materials for medical applications, it must be evaluated for biocompatibility and bioactivity as a bone implant material. Primarily, it is necessary to evaluate the release of toxic elements into SBF solution in the laboratory. Further development of environmentally favorable composites is imperative for the sake of sustainability and planet preservation. Additionally, the recycling or reuse of pre-existing plastics is crucial for mitigating their detrimental effects on the environment.
Footnotes
Author contributions
G.Sakthi Balan: Data curation, Methodology, Resources, Writing, Writing – original draft, Visualization. S.Aravind Raj: Review & editing, Validation, Supervision.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
Data will be made available on request.