
Abstract
Additively manufactured parts are distinctly influenced by diverse 3D-printing parameters, which directly affect their mechanical properties and overall performance. Key factors such as print orientation, infill density, nozzle temperature, and layer height play an essential role in determining the strength, durability, and dimensional accuracy of the printed parts. These parameters must be carefully optimized to get the appropriate mechanical characteristics and ensure that the final product meets quality and performance standards. This research investigates the mechanical behaviour of boron Fiber-reinforced glass bead-filled polyamide 12, focusing on fracture mechanics across various printing orientations. To optimize the composite formulation, this mechanical impact predictive analysis integrates deep learning and advanced optimization techniques, specifically Enhancing Spiking Neural Networks with Hybrid Top-Down Attention and Clouded Leopard Optimization (ESNN-HTDA-CLO). Additionally, post-heat treatment improves tensile strength and surface roughness, achieving nearly a 10% improvement. Also, this research aims to address challenges in enhancing stiffness and temperature resistance while showcasing the composite advantages. The findings underscore the potential of the developed composite in aerospace, automotive, electronics, construction industries, medical devices, and advanced manufacturing.
Keywords
Introduction
Additive Manufacturing (AM), particularly using the technology of material extrusion, is a popular approach for prototyping and creating finished items. This approach has various advantages, including flexibility, the capacity to generate complicated forms, low user knowledge requirements, the ability to fabricate geometries not possible with other technologies, and compatibility with a variety of materials. 1 Polymers are predicted to lead the 3D printing materials market since 2021 due to their outstanding mechanical qualities, strength, and durability, all of which contribute to their widespread use. “3D printing polymers” include photopolymers, Poly Lactic Acid (PLA), acrylic styrene, PolyAmide (PA), polycarbonates, and other polymer varieties. 2 The performance of AM parts with good mechanical properties are highly influenced by material selection and 3D printing parameters like print orientation, infill density, nozzle temperature, and layer height. Optimizing these factors is essential to ensure strength, durability, and overall quality of the product. 3 Failure to control these factors may result in defects such as poor layer adhesion, 4 voids, 5 and reduced structural integrity. 6 As such, understanding and managing 3D printing parameters are essential for enhancing the reliability of additively manufactured components in engineering applications. 7
By considering one of the polymer variants called PA-12 material, which is the combined product of conventional Nylon and Carbon Fiber (CF), gaining interest in the 3D printing because of its high mechanical properties in convergence with other polymers and its composite combinations. Different fabrication methods are tailored to additively manufacture the end products using PA-12 material, such as material extrusion 3D printing, the processing strategy of depositing material layer by layer through a nozzle to build 3D objects, which improves the mechanical properties of PA and discovered that wear rate decreases as nozzle temperature increases. 8 The samples manufactured using Selective Laser Sintering (SLS) had the most effective tensile characteristics while having a lower layer thickness (0.1 mm). Furthermore, parts made with 0.2 mm layer thickness showed advantageous mixed-mode breaking characteristics. 9 The Machine Learning (ML) approach predicted the impacts of crystallinity behaviour of the manufactured PA-12 samples using the Multi-Jet Fusion (MJF) technique, and the results revealed the time of the initial cooling, end temperature of the 3D printing process had a substantial influence on different thermal properties, impacting mostly. 10
Several research investigations on mechanical behaviour analysis are carried out experimentally with PA-12 composites in order to optimize critical process parameters. The most important parameters are print orientation, infill density, nozzle temperature, layer height, and speed. The optimal control and regulation of these process parameters is increasingly important. There are many applications, including aerospace, that require custom products with a high stiffness-to-weight ratio as industries are highly weight-conscious and want less product weight. Such products should also have mechanical and thermal stability with a long fatigue life, as emphasized by Saeed et al. 11 In conjunction with a fair experimental setup, Rath et al. 12 studied mechanical properties of 3D printing Nylon-12CF composite, focusing on the impact of critical processing parameters. The tensile, flexural, and impact strength studies are: with morphologies and wear analysis. The outcomes revealed that the highest tensile properties with maximum tensile stress of 53.74 MPa are recorded, and optimal parameters are identified, such as 0.03 mm layer height, speed of printing (10 mm/s) for a hexagonal infill pattern. Also, the highest flexural strength (98.97 MPa) and impact strength (21.35 kJ/m2) are achieved for 30 mm/s print speed, layer height of 0.03 mm, and linear infill pattern. These parameters are found as optimal one when compared with Beylergil et al., 13 which have an impact strength of 10.54 kJ/m2 only.
A Fused Filament Fabrication (FFF) 3D printer was recently used in an investigated by 14 Sandeep Varma et al. 14 to look into the non-linear connections between mechanical qualities and input parameters. Relative Error (RE) analysis is employed in this study to determine the best parameter combinations. Hossain et al. 15 examined PA12 composite materials and their machine parameters, using the current state-of-the-art ML incorporated Universal Testing Machine (UTM). The approximation using ML having excellent agreement with the extrusion temperature, non-conductivity, extruded filaments (2500 Vs). Energy dispersive X-ray spectrometry, Field Emission Scanning Electron Microscope (FESEM) and particle analysis all attest to the polymer’s excellent surface texture and microstructure.
Parameters like infill percentages and nozzle temperature are crucial in the strengthening of the mechanical characteristics of the PA12. The analysis is conducted by Gómez-Ortega et al. 16 to investigate the consequences of wall thickness, nozzle temperature, and infill percentage on the porosity content and microstructure state of PA-CF specimens using a Taguchi-L9 design of experiments. The outcomes of the tensile and flexural tests, the printing temperature had a significant effect on microstructural alterations and encouraged debonding behaviour in the interlayer because of voids and holes at the skin-core and wall interfaces. Additionally, it was shown that all thicknesses had a substantial influence on tensile strength, with the ideal ranges for wall thickness (1.15 to 1.5 mm) and maximum flexural strength (0.8 to 1.35 mm) being determined. Ferdousi et al. 17 created a lightweight hybrid composite with ML integration that is 3D printed and made of thin-shell particles, microfillers, and an elastomer matrix. Microstructures may be designed with a great deal of freedom thanks to it, improving mechanical characteristics and densities by up to 91% and 70%, respectively.
The tensile and infill density parameters of different PA composite materials like CF-reinforced polyamide-6 (PA6-CF) material, are analysed by Al Rashid and Koc. 18 The numerical model is designed to precisely predict the infill patterns and impact deflections densities and distortions during the FFF process. Furthermore, improved dimensional control is found for rectangular infill designs and detected enhanced infill density with the optimal management of ML. In the same way, Udu et al. 19 examined the mechanical properties of 3D printed Carbon Fiber-Reinforced Polyamide (CF-RPA) and Carbon Fiber-Reinforced Acrylonitrile Butadiene Styrene (CF-ABS) composites, including their flexural, tensile, compressive, porosity, and hardness. Using ML approaches, namely ensemble tree learners and K-Nearest Neighbour (K-NN) regressor algorithms, the mechanical properties were predicted with an accuracy ranging from 80 to 99%. The improved effectiveness of the composite material was observed through the results when temperature and porosity were selected optimally. It also predicted the hardness of the material and tensile strength, flexion behaviour, and compression. Likewise, a mixed glass fiber and ABS called ABS/Glass fiber polymer composite was prepared by Kumar et al. 20 and the mechanical properties were predicted using Classification and Regression Trees (CART) algorithm based on predictor variables. Results show the peak tensile stress of 39 MPa was achieved with the process parameters like 250°C, 80°C temperatures at the nozzle and bed, respectively and an infill density of 60% and the most influencing parameter was infill density followed by nozzle temperature and bed temperature as per the prediction.
The prediction and optimal control of the mechanical parameters during the material extrusion 3D printing process in the existing strategies with ML techniques like random forest regression, grey relation analysis showed fewer predicted values below 96%. The other mechanical parameters are yield strength and toughness, and they were valued the highest, i.e., 0.9965 and 0.96, respectively, according to Ali et al. 21 The best parameters were flow rate = 100%, nozzle temperature = 185°C, and layer thickness = 0.15 mm. Additionally, it was found that, at 53% of the total, the layer thickness has a substantial impact on the mechanical performance.
From the conducted review on the previous literature with the Nylon and its composites like PA12 and other mixed composite materials, play a pivotal role. Since it exhibits high mechanical characteristics compared to other polymers like PLA, ABS, and conventional Nylon. Also, wear rate decreases as nozzle temperature increases, which impacts the product quality mostly, and maximum tensile stress of 53.74 MPa and 39 MPa achieved with optimal process parameters like nozzle temperature of 250°C, bed temperature of 80°C and infill density at 60%-layer height (0.03 mm), print speed (10 mm/s). Also, found that the infill density and temperature at the nozzle impact the mechanical properties. However, there is a lack of studies on the surface, mechanical characteristics and tribological properties of polymer matrix composites integrated with boron fibers and glass beads. Furthermore, Ghabezi et al. 22 optimised the filament production pa rameters to fabricate a high-quality composite and streamline the MEX printing parameters to produce composite parts with favorable mechanical properties and printability from recycled materials. Zhang et al. 23 designed an impregnation device for resin-injected fiber tows to achieve good impregnation. Most recently, the ML integrated process optimization for the glass fiber mixed PA12 composite identified thickness of layer as 0.15 mm, a temperature at the nozzle of 185°C, and 100% flow rate as the optimal parameters. The addition of glass fibres can significantly reduce the thermal expansion coefficient, enhancing the composite material stability with varying dimensions during temperature variations and concluded that, glass beads have demonstrated improved thermal stability and a high material modulus of stiffness. Unlike prior parameter-based optimization studies, this work introduces a data-driven mechanical impact predictive framework by advancing conventional parameter optimization by combining ML driven predictive modeling, fracture-focused mechanical analysis, and post-processing enhancement, thereby establishing a robust pathway for high-performance composite components suitable for advanced manufacturing applications.
Research gap
Researchers are looking at using composite materials to improve AM’s mechanical qualities and numerous studies have been published on this field. These materials include reinforced continuous fiber, short fiber (reinforced), nanofiber (reinforced) and glass beads (reinforced). A limitation of this 3D printing technology as a novel manufacturing method for a novel class of materials is that mechanical characteristics are still predicted with a low degree of accuracy (96–99%), and constitutive and strength models specialised to material extrusion 3D printing materials are not yet accessible. As a result, actual material extrusion 3D printing structures cannot be accurately produced with high precision and examined. The development and use of material extrusion 3D printing have been hampered by a lack of knowledge, which has led to the necessity of extensive study into forecasting the mechanical properties of its materials, especially with regard to failure strengths and elastic qualities. Even though elastic characteristics have been extensively studied, failure strength assessments are still unusual and rarely performed.
Novelty of the proposed research
The primary goal of this mechanical property analysis is to examine the tribological features of prepared novel composites of PA-12 with Boron Fiber and Reinforced Glass Bead (PA12BF-RGB). These commercially available materials are often considered more durable than those commonly used in 3D printing. Furthermore, Boron fibers and glass beads enhance strength, wear resistance, and stability, making the composite suitable for high-performance applications. This combined mixed composite named PA12BF-RGB is prepared by utilizing FDM a 3D-printing method based on material extrusion, which has properties like improved tensile strength, stiffness, enhanced fracture toughness and thermal resistance. The specimens used for evaluation are oriented in three directions in the build chamber of the material extrusion 3D printing machine. The tribological characteristics of PA12BF-RGB composites are examined. This research examined the impact of fiber orientation and the mechanical qualities using a novel ML strategy of ESNN-HTDA-CLO. Also, the outcomes are compared with state-of-the-art reinforced Nylon 12 samples from the literature. This research experiment is illustrated in Figure 1. Organisation of the proposed research experimental analysis.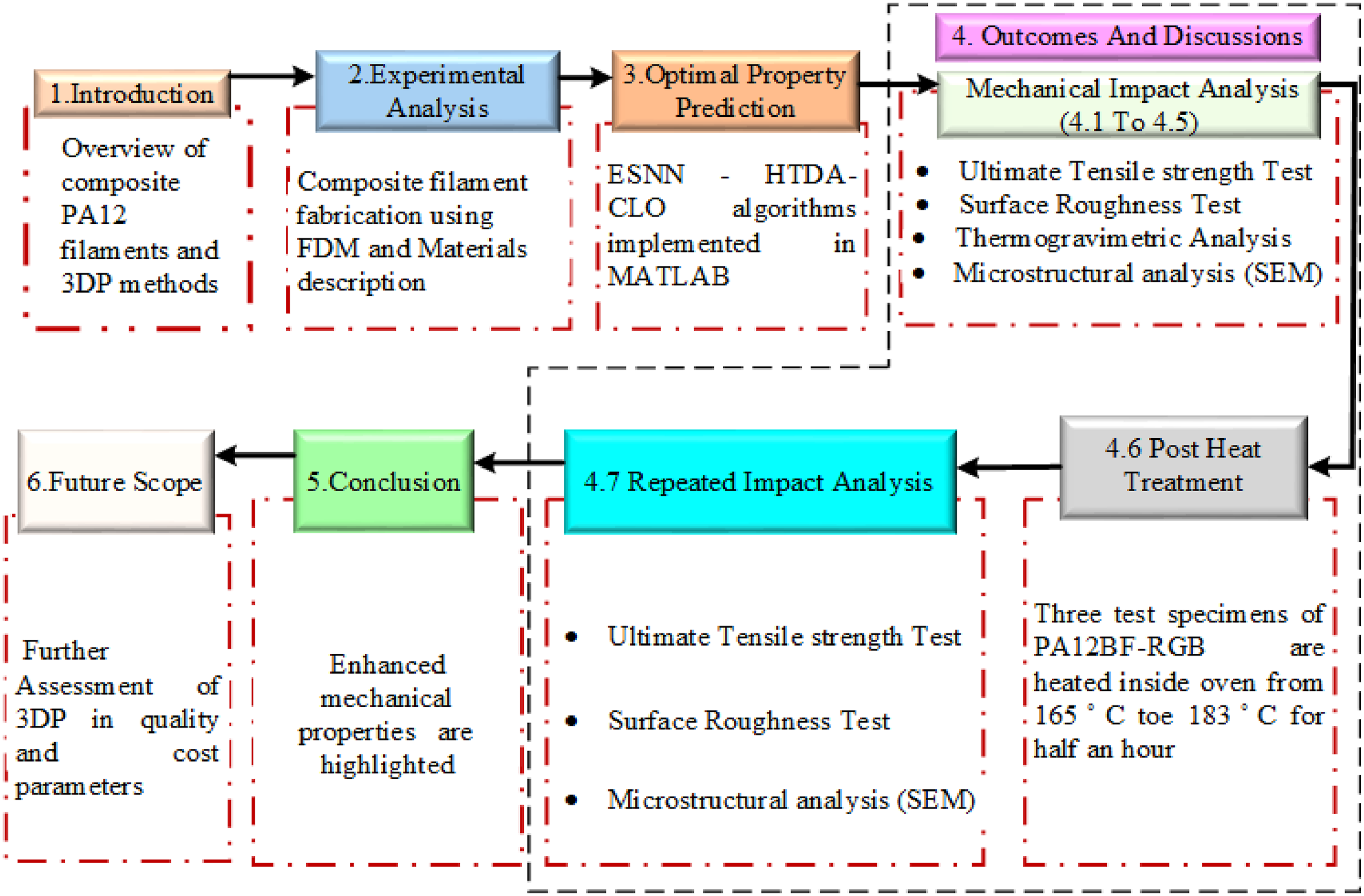
Main objective of the proposed experimental mechanical behaviour analysis of the PA-12 composite framework are listed as follows: ✓ To develop a PA12BF-RGB composite with superior tensile strength, stiffness, fracture toughness, and temperature resistance for advanced engineering applications. ✓ To investigate the influence of key material extrusion 3D printing parameters, such as layer height, printing speed, nozzle temperature, and infill density, on the mechanical performance of the composite. ✓ To use a hybrid framework to balance critical mechanical properties and identify the optimal composite formulation.
Proposed mechanical performance analysis description
The composite mixture of the proposed PA12 base material preparation and the test sample fabrication are presented in this section. Experimental procedures from the mixing of the composite materials to evaluation procedures are described briefly.
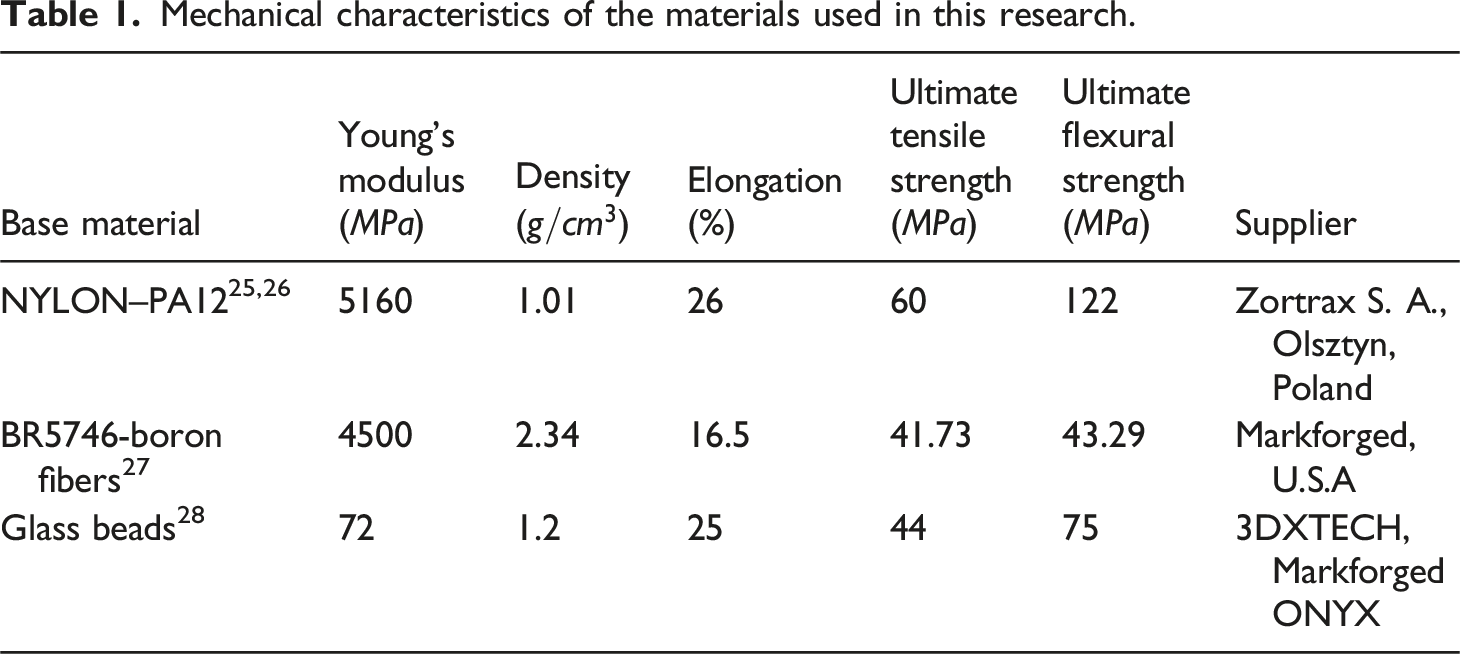
The suggested mechanical property analysis experiment is separated into three stages: input, processing, and output, as shown in Figure 2. In the input step, the basic material NYLON - PA12 is combined with composite materials such as boron fibers and glass beads following the conventional technique
1
and the mechanical characteristics are listed in the Table 1. The manufactured composite, designated as PA12BF-RGB test samples, enabled mechanical property assessment with state-of-the-art PA12 reinforced composite materials.
24
This analysis is conducted by using the ESNN-HTDA-CLO machine learning technique. With the advanced use of ML technology, an effective PA12 composite with effective mechanical and thermal characteristics are analysed, and optimal process parameters in the material extrusion 3D printing process such as print orientation, infill density, nozzle temperature, and layer height are determined and the results are compared to recent literatures. The processes used in this experimental investigation are described in the following sections. Proposed optimal mechanical property analysis architecture. Mechanical characteristics of the materials used in this research.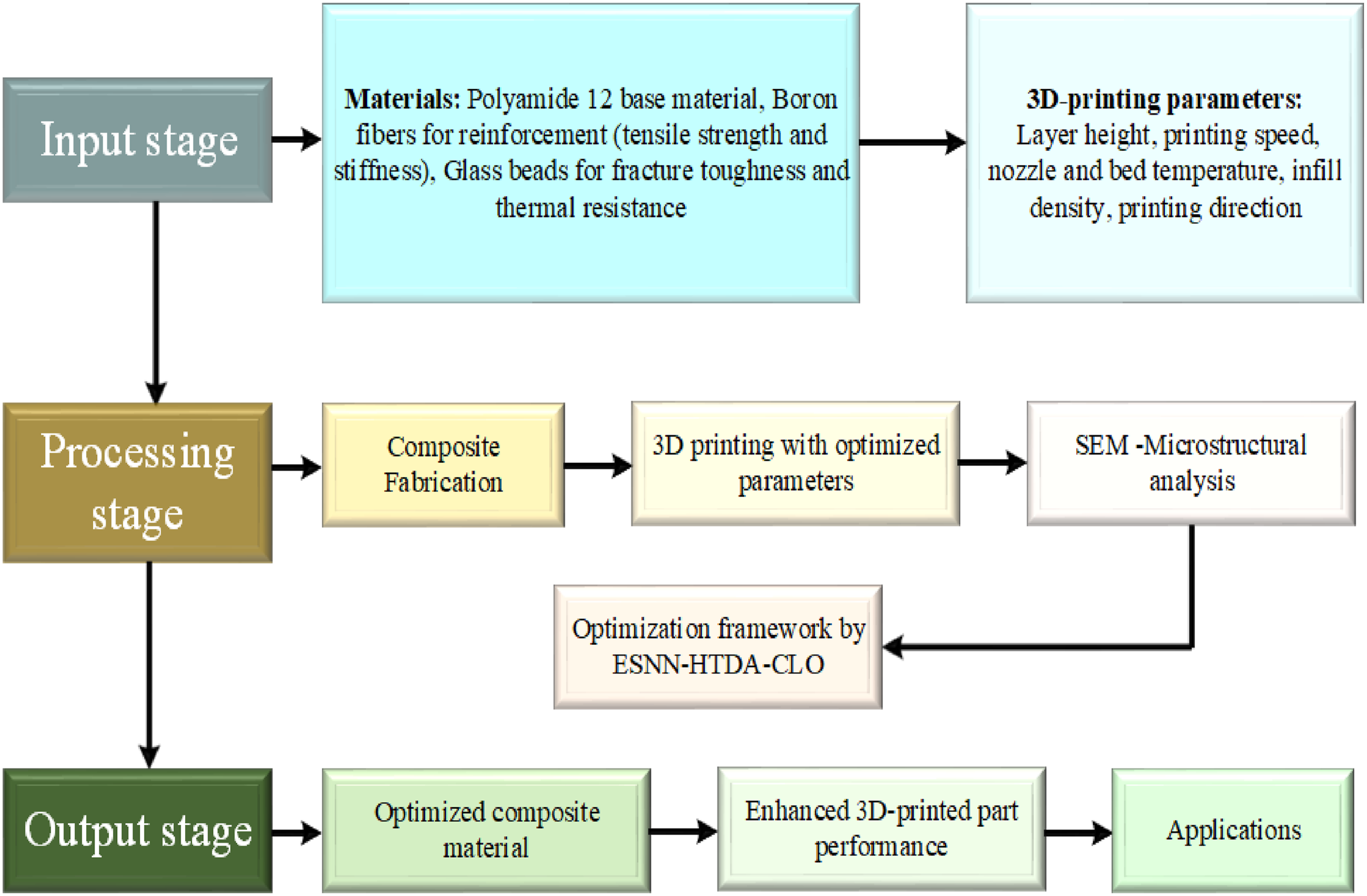
Materials and processing
This study investigates the mechanical enhancement of PA12 composites reinforced with boron fibers and glass beads. These reinforcements have been chosen because of their capacity to strongly influence the strength, stiffening character, and thermal behavior of PA12. Boron fibers aid to increased stiffness, strength, and heat conductivity of the composite, although they generally reduce ductility because of their brittle nature. Reinforcement of boron fibers and glass beads accounts for the improvement in stress response, with studies showing up to an almost 50% increase in the strength of reinforced PA12 when compared to non-reinforced PA12; however, this is still accompanied by good ductility. These fillers enhance the PA12 composite in load-bearing and mechanical wear resistance performances. All materials are supplied as 1.75-mm commercial filaments; therefore, the exact filler composition is not disclosed by the manufacturer. Due to this limitation, the study focuses on analyzing filler size and distribution in both raw filaments and 3D-printed specimens. Rather than quantifying each component individually, the objective of this work is to evaluate the overall consequence of reinforcing fillers and strain ratio on the mechanical behavior of PA12-based composites.
Fabrication of test samples
It is to establish the mechanical characteristics of the PA12 composites selected for the study that the material extrusion printer has produced a 3D printing test sample for modeling in computer programs. In fact, material extrusion 3D printing is a very convenient method to print polyamide and composite filaments because it has a fast and flexible printing speed, it is cheap, offers a broad range of materials, and extremely high strength and durability.
A digital 3D model is created in Computer-Aided Design (CAD) software and saved in a Stereolithography (STL) file. Slicing software which manages the material extrusion 3D printer and allows the user to modify parameters such as speed, layer thickness, and temperature is used to cut the object into horizontal layers. The fibres are dispersed into the matrix through a melt-based filament fabrication process. The chopped boron fibre, glass beads and PA12 pellets are put into a Zortrax M200 Plus 3D printer. The filament diameter is controlled through continuous monitoring during extrusion. The effective filament manufacturing parameters including nozzle temperature of 260°C, nozzle diameter of 0.6 mm and bed temperature of 70°C are modified to achieve favourable quality filaments in terms of diameter. Support structures are removed manually after printing. It is because of this that the material extrusion printer has manufactured for itself a 3D printing test model that is meant to be used to model its characteristics under consideration in computer modeling programs, and so it is patterned in such a way as to be seen as mechanical with the consideration of being associated with the PA12 composites. In fact, the reason material extrusion 3D printing is very convenient compared to other printing techniques for polyamide and even composite filaments is that while really fast and flexible, it’s also cheap with a wide variety of materials having incredibly strong and durable printing.
A digital 3D mold is created in CAD software and saved as a STL file. Slicing software which manages the material extrusion 3D printer and allows the user to modify parameters such as speed, layer thickness, and temperature is used to cut the object into horizontal layers. Until the model is finished, printing filament is extruded layer by layer. The structures supporting the object are removed manually.
For the assessment of mechanical properties, three test samples of composite materials like PA12BG, PA12CF-AM, and the suggested PA12Bf-RGB are developed. When considering the manufacturing process, an material extrusion 3D printing item is simplified to behave as a transversely isotropic material, with the material layer plane representing the plane of transverse isotropy. Three different samples with orientations like
Test sample printing description
To prepare for printing, the prepared filaments are dried at 50℃ for 1 day. Markforged Onyx One™ 3D printer with the dimension Experimental evaluation of mechanical property evaluation procedure.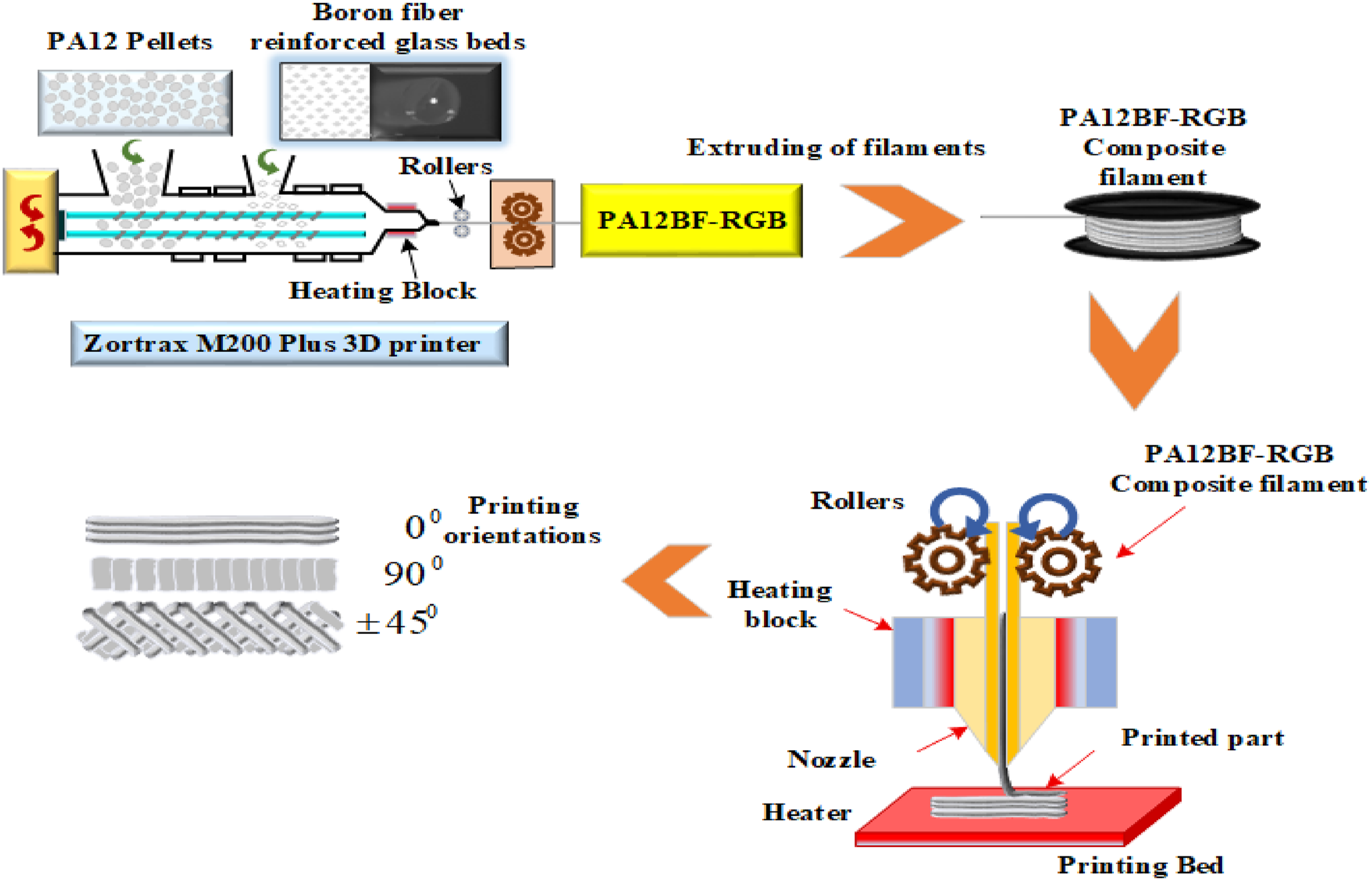
For fiber-reinforced specimens, an isotropic infill pattern is used and altering the infill type changes strength, stiffness, and failure modes. Fibre volume fraction estimate is also crucial, and is stated to be 35% utilizing characterisation methods. The fabrication process of boron fibers and glass beads reinforced NYLON - PA12 composites is shown in Figure 4. The fiber evenly distributed in the material are extruding from the nozzle and the printer melts filament and extrudes it onto a forming table to create a three-dimensional object. The extrusion and attachment of the printing filament layer by layer progresses until the model is finished. Fabrication process of boron fibers and glass beads reinforced NYLON - PA12 composite.
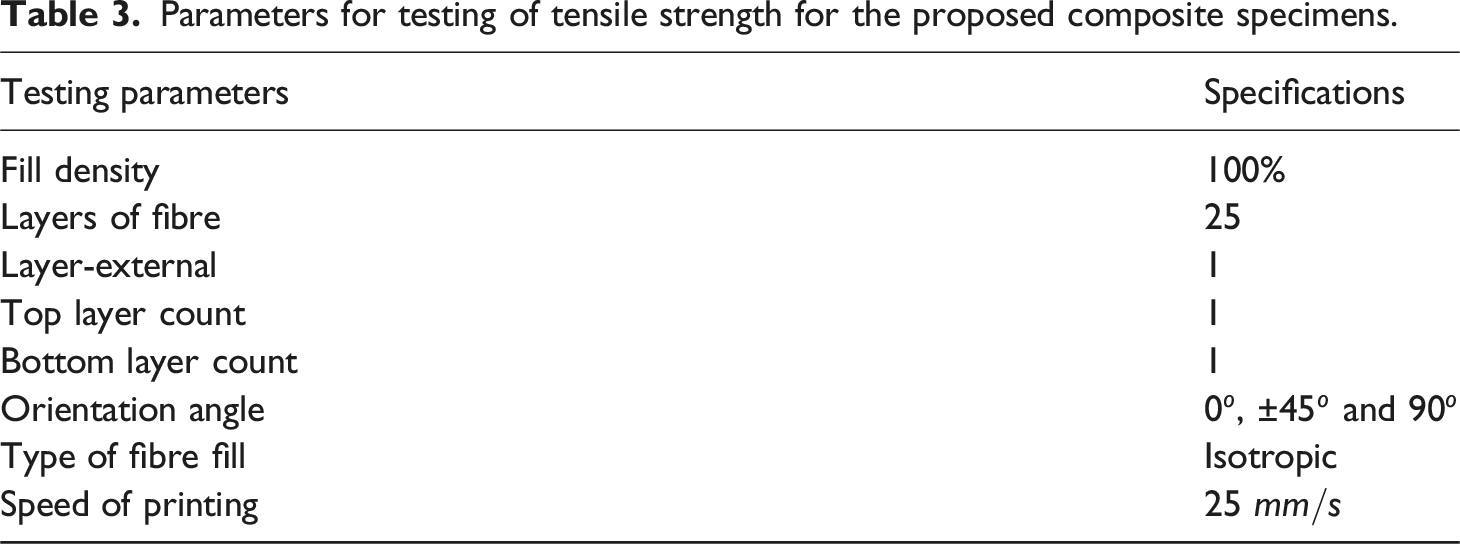
Testing parameters
Tensile testing is used to evaluate the performance of boron fiber and reinforced glass bead specimens, with a strain load (2 N) in the clamps before the test begins. Tensile tests are performed utilizing Materials Test Systems (MTS) with a load (100 KN) to impart a load test. Strain is measured both longitudinally and transversely using two extensometers. Utilising a 25.4 mm gauge length extensometer (Model number 634.11 F-5x), the test sample’s strain is measured longitudinally. The strain rate at which specimens are examined is 2 mm/min. To optimize the exactness of the results, 5 test specimens of each kind are analysed for tensile strength analysis.
The strain (
Measurement standards description
For the experimental mechanical evaluation of the composite filaments, the Type 1 dog bone form geometry as shown in Figure 5 is taken into consideration in accordance with the, Standard ASTM-D638 for tensile strength. The samples are manufactured using the conventional dimensions of 165 mm × 19 mm × 3.2 mm.
1
A tensile machine is used to test the samples, and the fracture site is found to be outside of the gauge length. The nylon layer is removed by abrading the endpoints of the test specimens because the bonding is not flawless, and slippage happens without the nylon layer being removed. Test sample geometrics.
The test duration time for the PA12BF-RGB specimen at
To evaluate the fracture toughness, single-edge notched bending samples are printed based on ASTM D5045 standard. The height (W), width (B), depth notch (a), and total length (L) of the materials are selected as 12, 6, 5, and 60 mm, respectively. Loading is executed in three-point bending mode at ambient temperature and a displacement rate of 1 mm/min. The surface roughness measurement of the materials are performed befor and after polishing treatment using ARSURF PS10 surface profilometer.
Effect of annealing on PA12BF-RGB composites
In this research, annealing was used as a post-processing method for the improvement of the mechanical behavior of additive-manufactured composites. Specimens are prepared using material extrusion 3D printing through the reinforcement of Polyamide 12 (PA12) with boron filaments and glass beads. Post printing, the specimens are annealed at controlled temperatures to improve tensile strength, surface smoothness, and relieve internal stresses. For Annealing, the specimens are heated for a time at 90°C, 110°C, and 130°C to understand annealing affecting the mechanical properties of the specimens. Mechanical testing is completed with bending tests, hardness measurements, and Thermo Gravimetric Analysis (TGA) to understand the mechanical properties of the specimen. The radius of curvature is calculated for assessing the effects of different annealing cycles on the final geometry of the part.
Bending strength calculation:
Radius of curvature calculation:
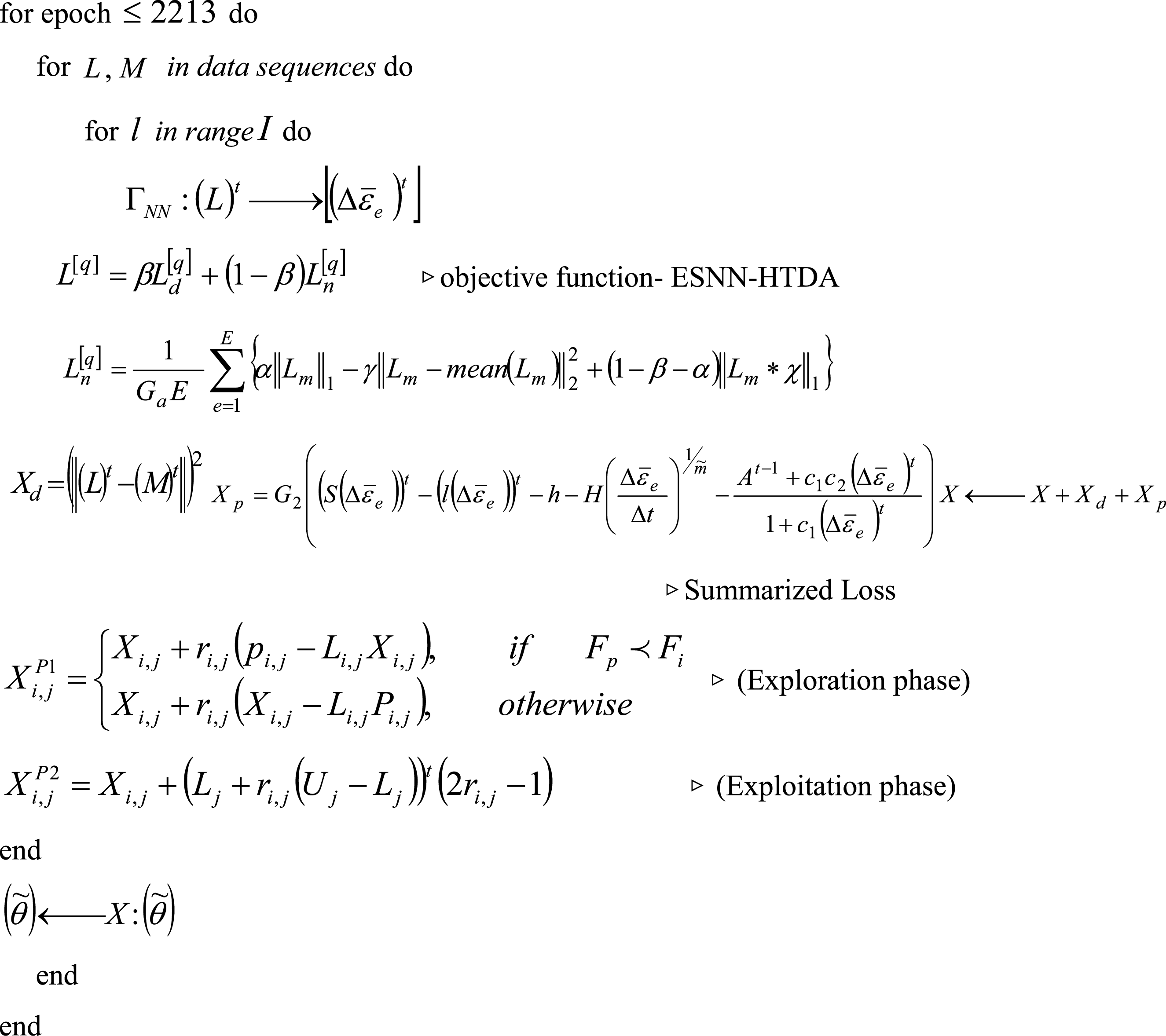
Formulation of optimal mechanical property prediction
The mechanical stability prediction of the produced composite filament with proposed ESNN-HTDA-CLO is developed in this section. For every mechanical reaction ( Enhancing spiking neural networks architecture. Training phase with hybrid ESNN-HTDA-CLO
31
.
A hybrid neural network that uses LIF, Recurrent Leaky-Integrated and Fire (RLIF), and dense layers to change the pretraining input sequence.
To predict the strain and stress development and the respective time step-based represented in equation (2) as follows,
Update mechanism of CLO
The CLO algorithm updates each solution using two update rules: 1. Exploration update (Phase 1) 2. Exploitation update (Phase 2)
These rules decide how each clouded leopard’s position (solution) changes during the optimisation process.
Exploration update – phase 1
The exploration update allows each solution to make a large movement based on the position of another randomly selected solution (called prey). If the prey has a better objective value than the current solution, the movement is directed toward the prey. Otherwise, the movement is directed away from it.
The exploration updation equation is
Here,
The new position is accepted only when it improves fitness, which is handled by:
Exploitation update – phase 2
The exploitation update performs a small adjustment around the current position to refine the solution. The step size becomes smaller over iterations since the term is raised to the power
The exploitation updation equation is:
Here, the expression
The updated position is accepted only if it leads to an improved objective function, given by:
This optimization step is essential in this concept because it calibrates the parameters of the Enhanced Spiking Neural Network (ESNN) to accurately determine the mechanical properties of the composite material. By applying the Clouded Leopard Optimization (CLO) algorithm, the optimization methodology manipulates the parameters of the neural architecture to find the optimal solution through a balance between exploration (wide search) and exploitation (fine-tuning). Hence, predictions become more precise for tensile strength, wear rate, or any of the properties. This process would help design superior materials by providing optimal printing and annealing conditions to achieve better performance.
In the subsequent section, this simplified optimal prediction model for the results of mechanical property analysis is further elaborated, including the comparison of the effectiveness of the proposed novel composite filament with that from the existing literature, and the enhanced mechanical properties of the proposed composite.
Outcomes and discussions
Parameters for testing of tensile strength for the proposed composite specimens.
Tensile strength analysis
The outcomes of the tensile strength analysis with the relating the stress and strain responses for the proposed composite filaments and the composite filaments from the existing literature, are presented.
Figure 7 illustrates the tensile stress Tensile stress strain performance curve for different time duration at 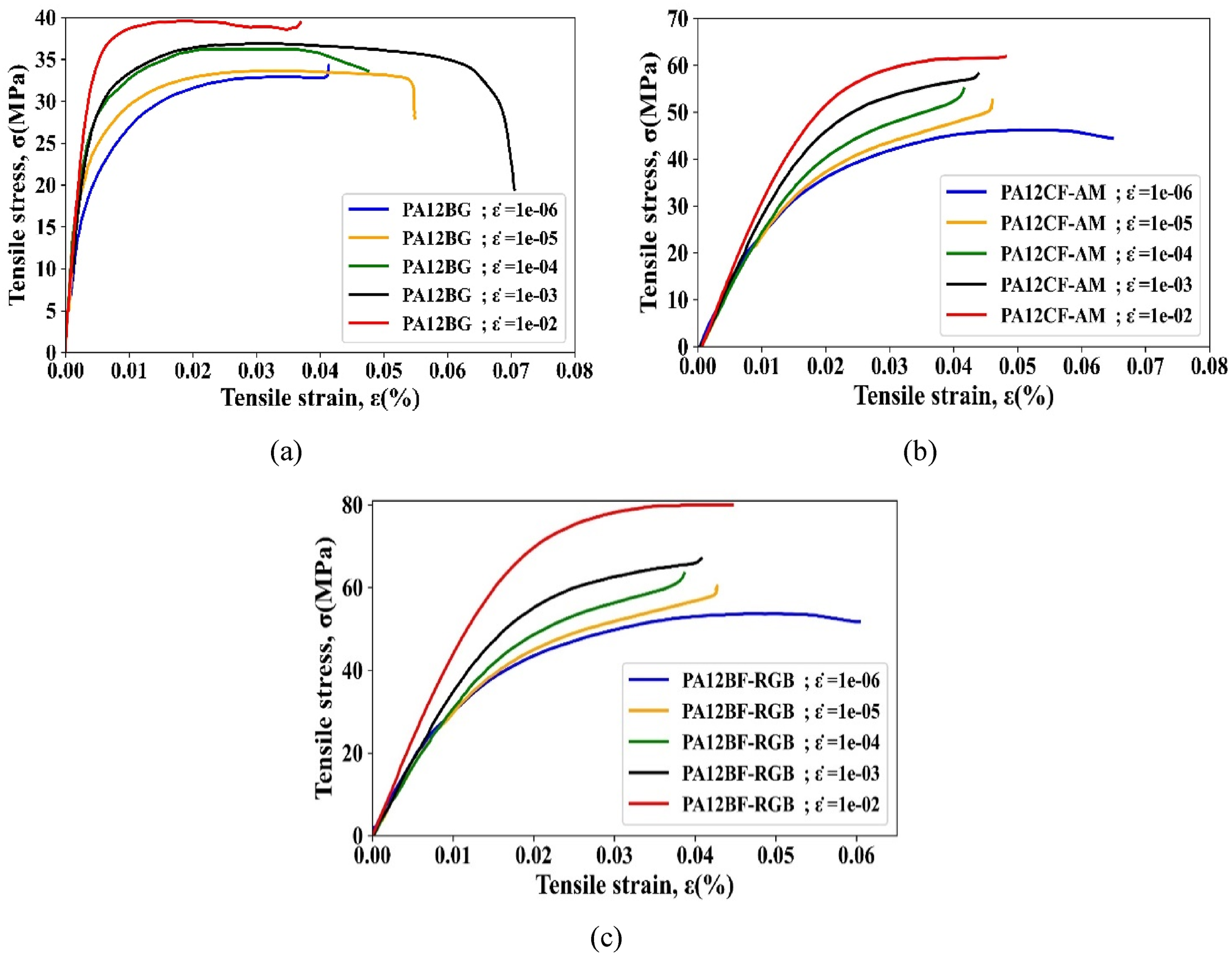
Failure at the interfaces between the layers in 3D printed materials would indicate weak bonding between the layers. Since the PA12BF-RGB composite shows a higher tensile strength and better performance, it suggests that the layer-to-layer bonding in our method is stronger, indicating better overall material integrity compared to the other composites.
The stress-strain curve shown in Figure 8 has some irregularities and the load is then transferred among the fibers till complete failure. Stress-strain curve for fabrication orientation with 45°. (a) PA12BG (b)PA12CF-AM (c) PA12BF-RGB.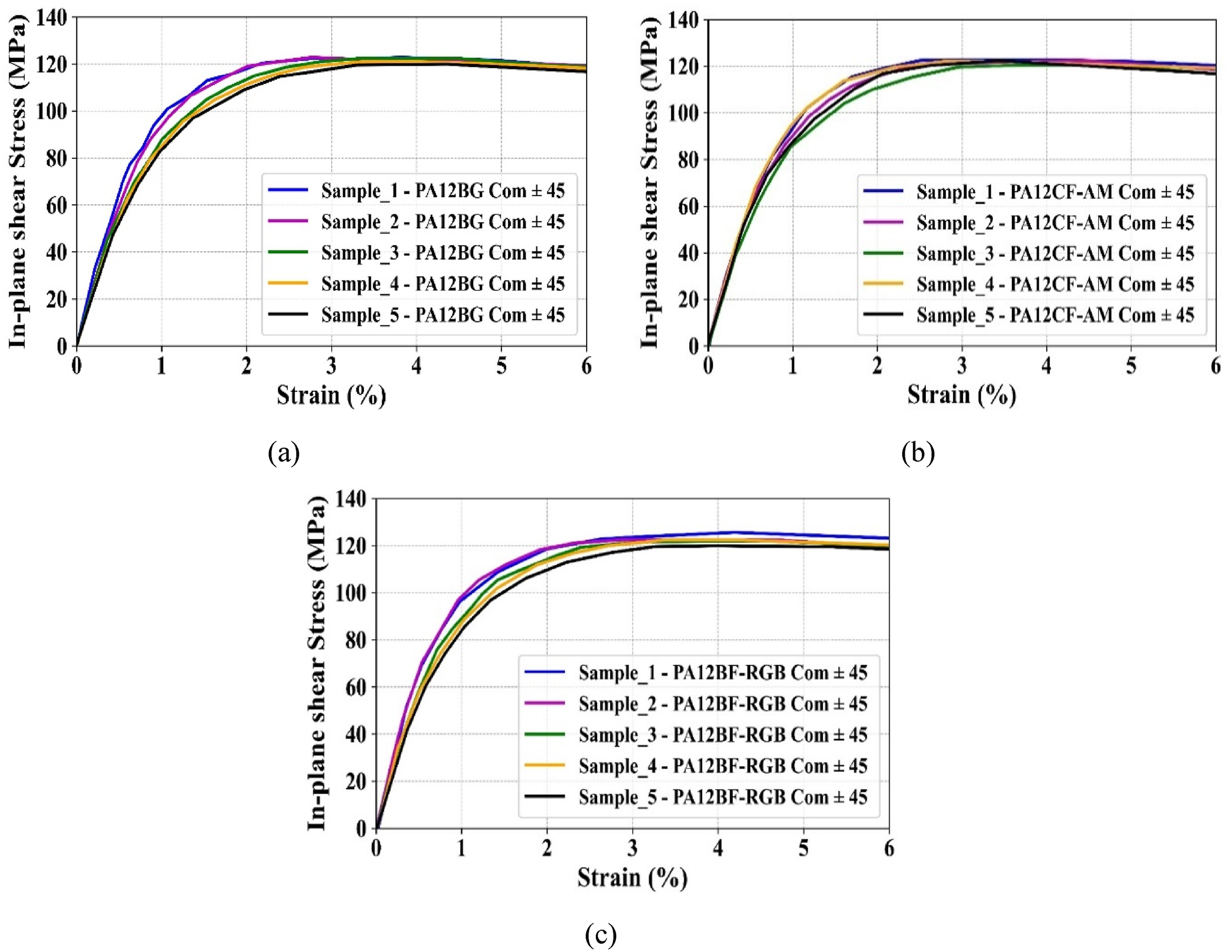
Similar to the problem Saeed et al.
11
observed, failure results from stress concentration at the radiused corners, which are between the neck and the flange area. When fibers are orientated from
Infill density and nozzle temperature
During the process of material extrusion 3D printing, the infill density is maintained at 100% and the orientation angle of the printing process have an effect in the nozzle temperature and this performance relation is presented in Figure 9. Three orientation angles are compared with the proposed PA12BF-RGB composite filament. Relation curve for infill density and nozzle temperature.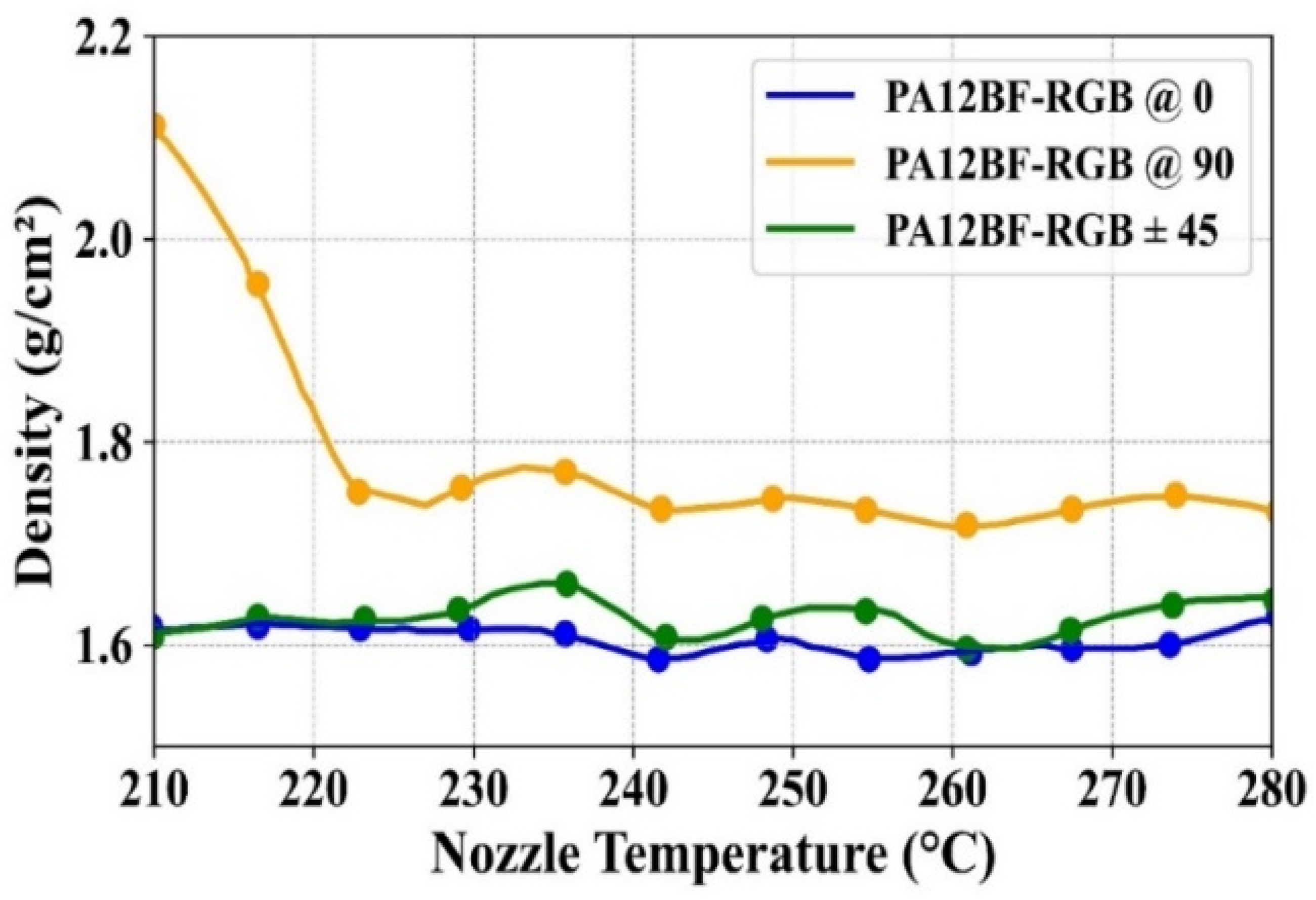
It is proven that, the proposed composite material with the
Layer height and nozzle temperature
During the process of material extrusion 3D printing, the with varying layer height levels impact with different nozzle temperature for the orientation angles considered for this mechanical property analysis with pure PA12 and PA12BF-RGB composite filament performance relation is illustrated in Figure 10. Figure 10(a) depicts the relation curve with Relation curve for layer height and nozzle temperature (a) 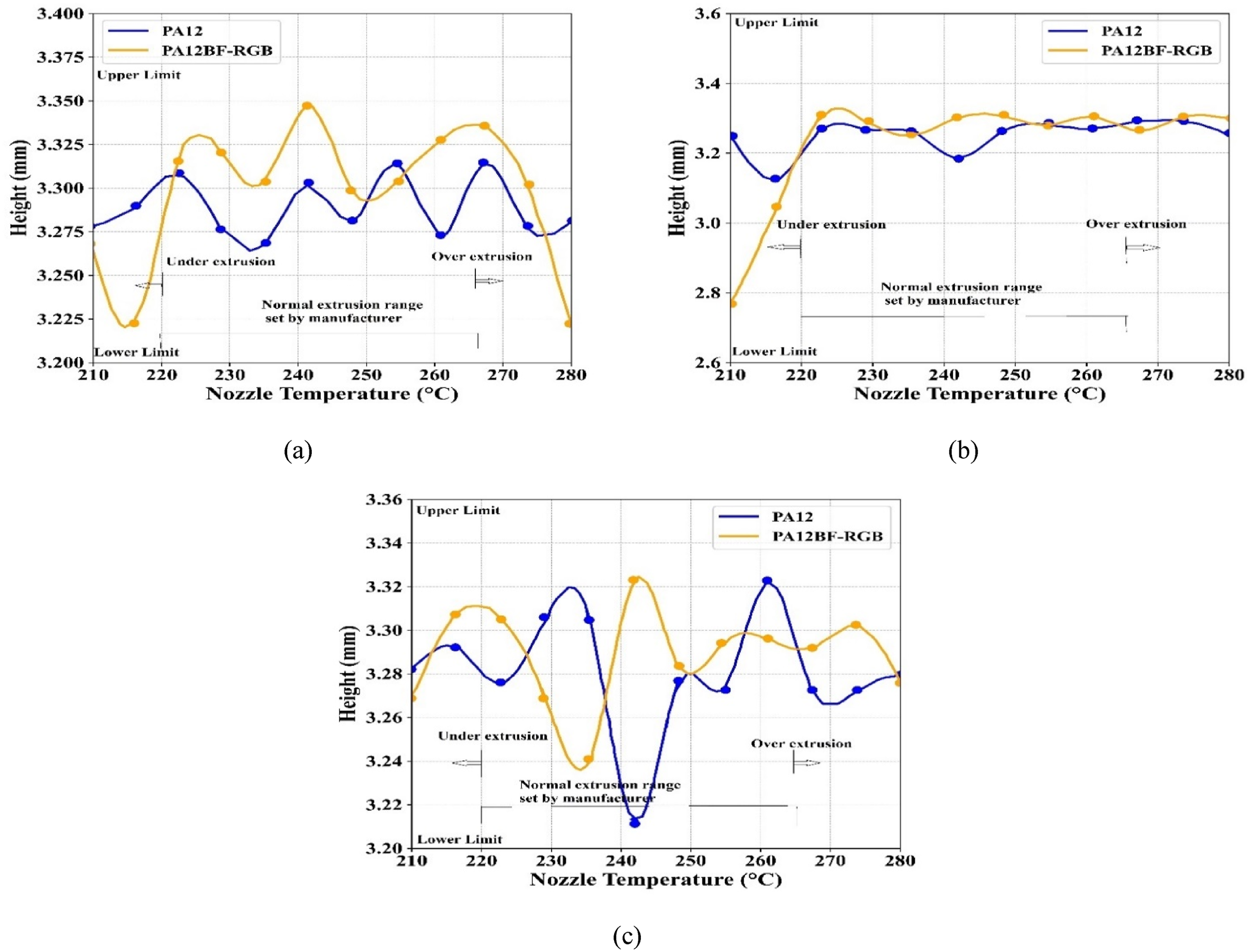
It is proven that, the proposed composite material with the
Post-processing heat treatment description
After the material extrusion 3D printing process, geometric defects occur that reduce the robustness of the end product. Post-processing is required to boost its tensile strength, despite the fact that errors are inevitable owing to the use of modern production procedures. 32 By using post-heat treatment processes, it is evident that considerable improvements, like the capacity of load carrying and internal stresses, are enhanced.
Percentage improvement of the mechanical properties with post heat treatment.
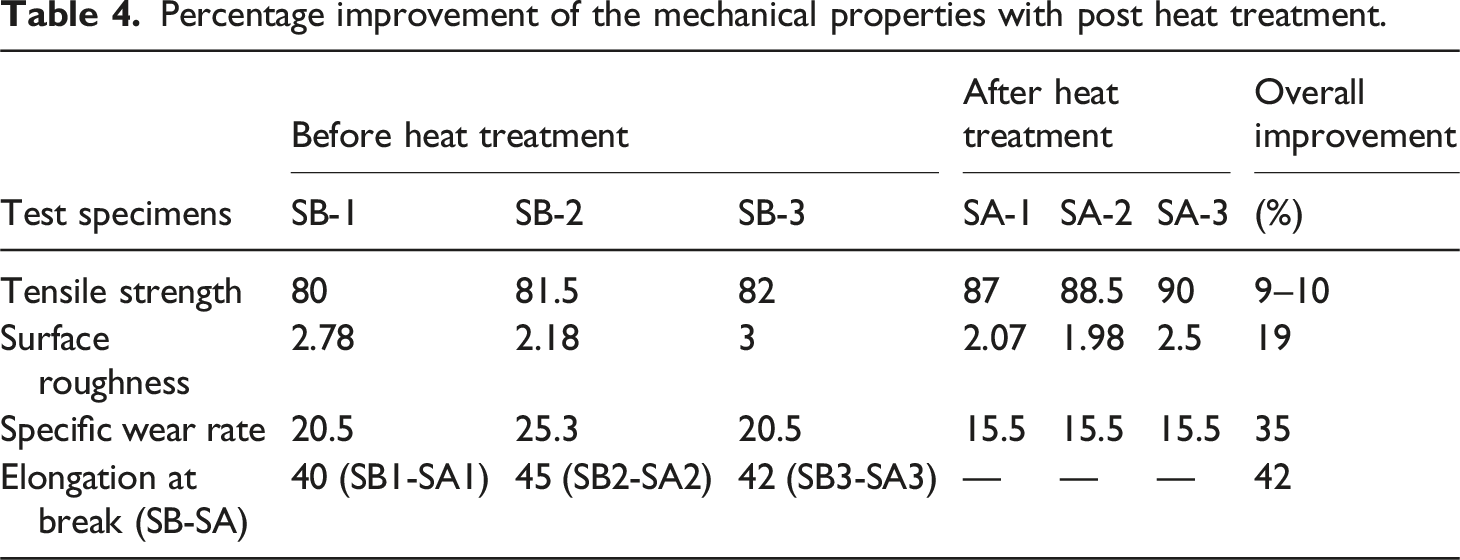
The tensile strength value of the proposed PA12BF-RGB composite is 80 Mechanical Performance improvement analysis curves (a) tensile strength (b) surface roughness (c) specific wear rate (d) elongation at break.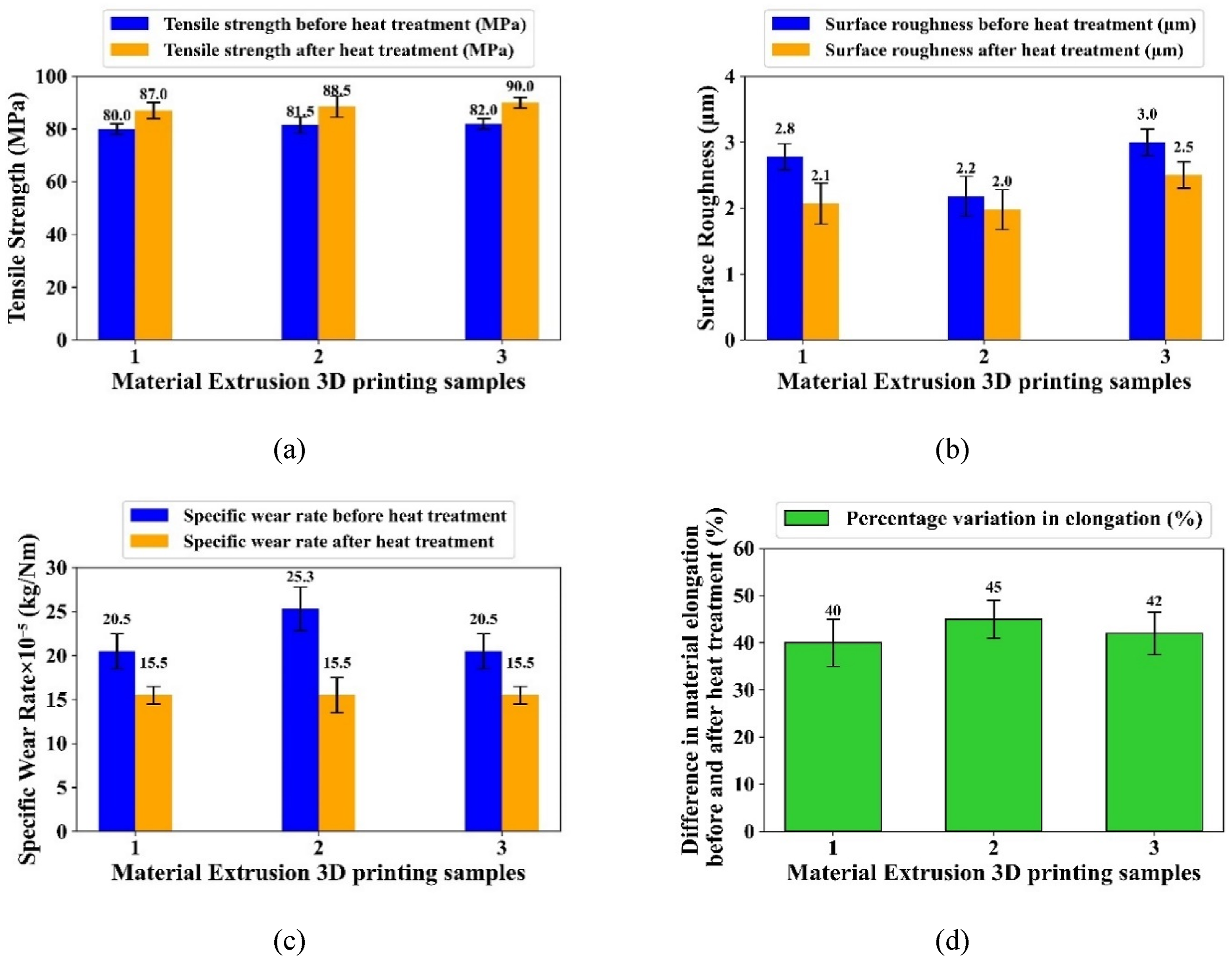
It has been discovered that post-heating had a substantial effect on each of the material extrusion 3D printed -produced test samples. It is presented that the suggested composite filament of PA12BF-RGB had a significant impact on material extrusion 3D printed components and that heat treatment significantly enhanced its mechanical characteristics. Among the processing parameters for PA12BF-RGB, the 0° orientation around 270°C nozzle temperature, 85°C bed temperature and infill density 100% at a layer height of 3.287
Thermogravimetric analysis
The outcomes of the thermogravimetric analysis of composites are presented in Figure 12. When compared to PA12BG and PA12CF-AM, the presence of BF-RGB offers thermal enhancement with proposed PA12BF-RGB. The weight loss (%) versus temperature (℃) of all evaluated composite materials is compared. TGA results confirmed the filler ratio in the nanocomposite material. The remaining material after the sharp weight loss is approximately equal to the filler’s weight ratio in each composite material. This is a qualitative estimate demonstrating a well-dispersed BF-RGB in the PA12. For the temperature 500℃, the weight loss percentage is increased to 40% when compared to PA12CF-AM and 60% with PA12BG. It shows that the material degradation starts from 423℃, but the injection molding temperature is 280℃ as suggested by datasheet of the material. This indicated the increased thermal stability rate with the proposed composite filament of PA12BF-RGB. TGA curve with composite filaments.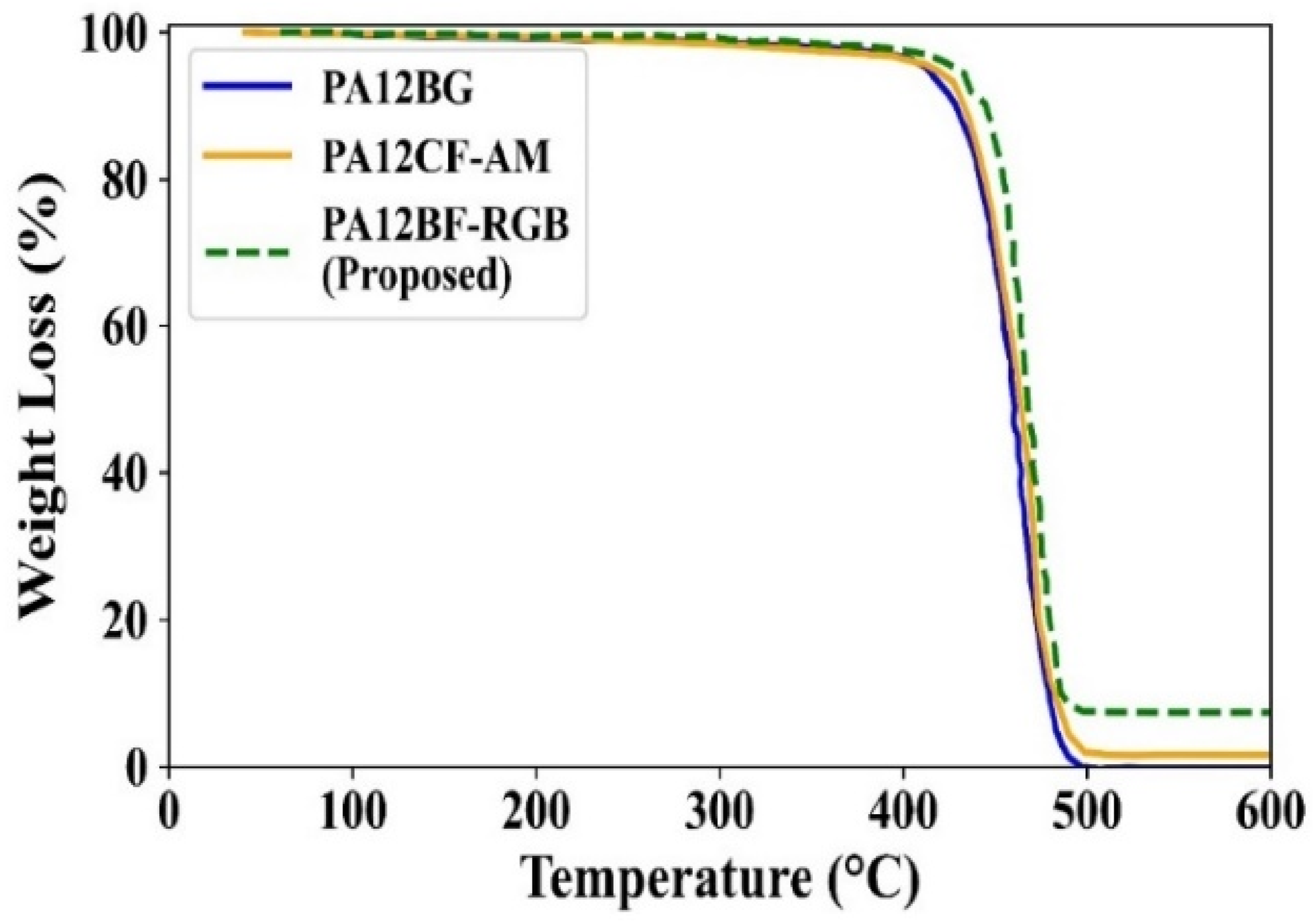
The performance comparison of the composite filament materials like PA12BG, PA12CF-AM and proposed PA12BF-RGB with its mechanical properties like tensile strength, flexural strength, tensile modulus of elasticity, fracture toughness, micro–Hardness Vickers (HV), flexural modulus of elasticity values are related and presented with spider curve is illustrated in Figure 13. Overall mechanical property analysis.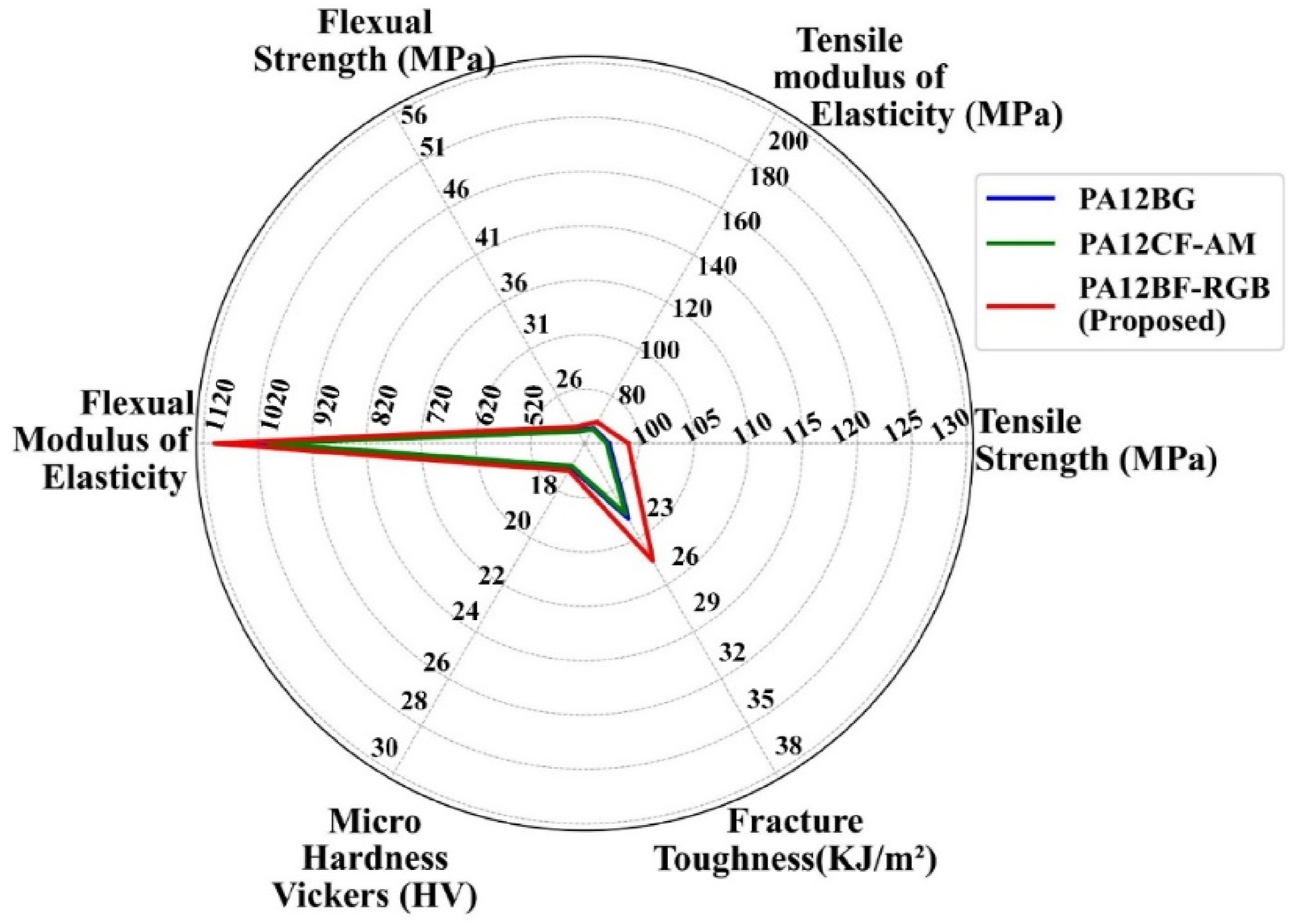
The mechanical property parameters like tensile strength of the proposed PA12BF-RGB when compared to PA12CF-AM composite filament has increased up to 80
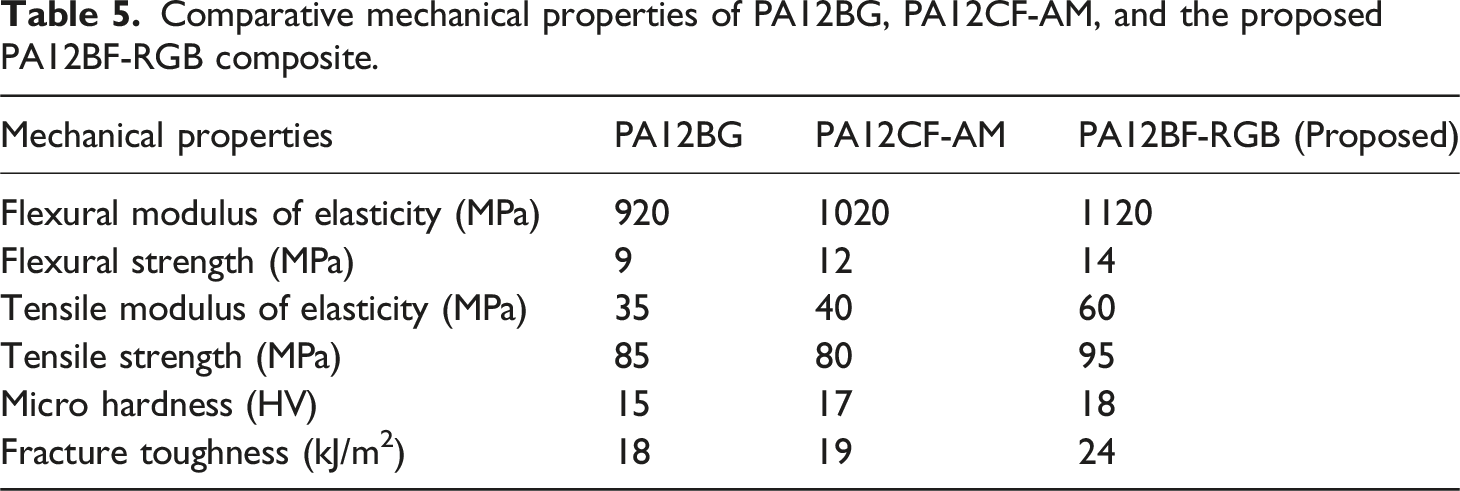
Comparative mechanical properties of PA12BG, PA12CF-AM, and the proposed PA12BF-RGB composite.
Tribological properties
The friction coefficient of PA12BG, PA12CF-AM and the proposed PA12BF-RGB composite is displayed in Figure 14. The friction process is divided into two phases. In the intial phase, the friction coefficient of the materials increases considerably for about 120 s. The friction coefficient of the proposed PA12BF-RGB composite is lower than the others. Then, the friction coefficients enter into the second phase and display a mild increase to a steady state. It is monitored that the friction coefficient of PA12BF-RGB is less than that of PA12BG and PA12CF-AM around 10%. Evolution of the friction coefficient.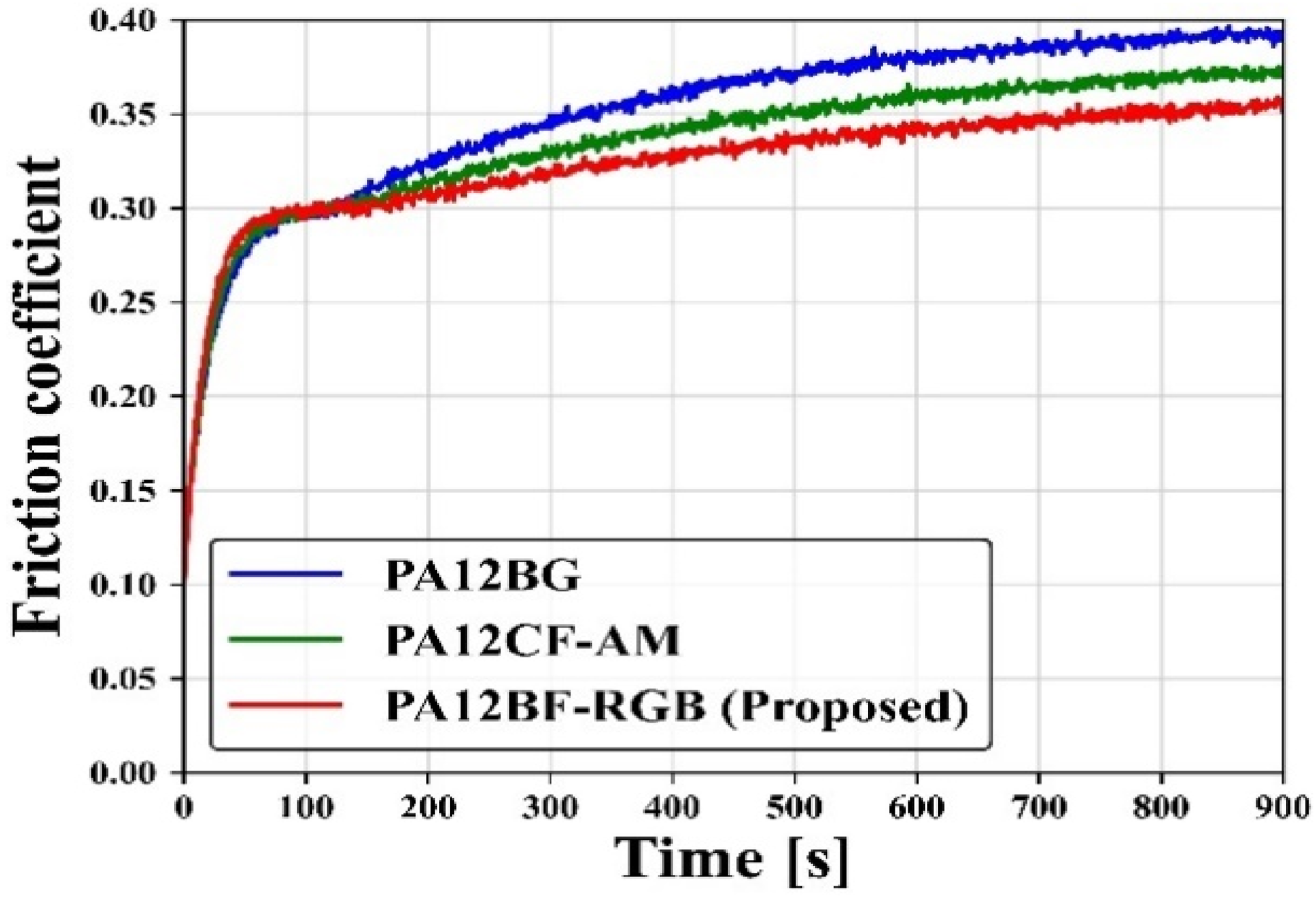
The wear losses and wear rates of the PA12BG, PA12CF-AM and the proposed PA12BF-RGB composites are displayed in Figure 15. The wear loss of the PA12BG and PA12CF-AM are 1.92 mg and 1.73 respectively. It is shown that the wear loss of PA12BF-RGB composite is 0.78 which is about half that of PA12BG. The corresponding wear rate of the materials are 0.23 Wear loss and specific wear rate.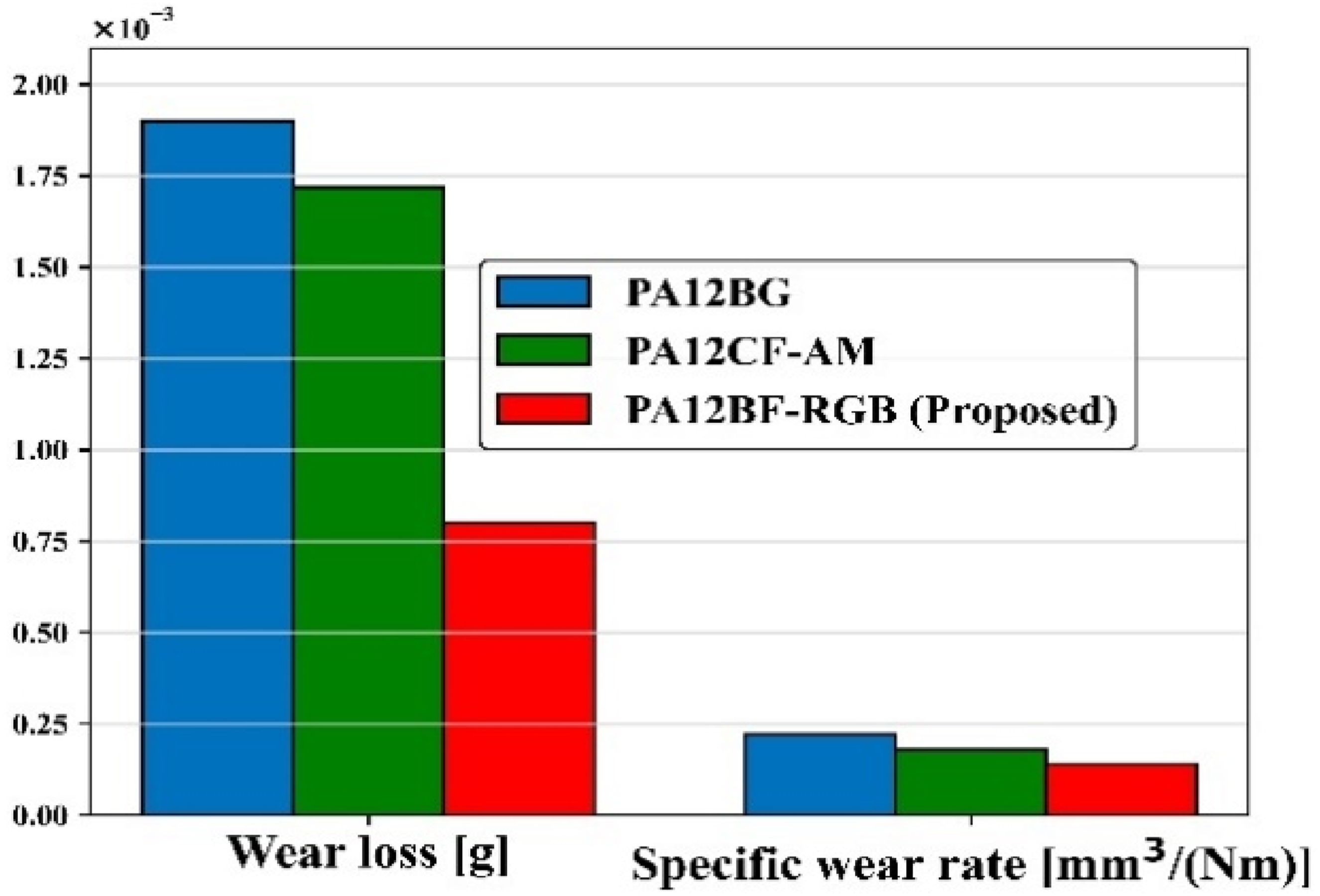
Microstructural analysis
Scanning Electron Microscope (SEM) observations of the fracture surface of the PA12BF-RGB material is displayed in Figure 16. The cross section of the composite is fully dense, and only a few pores exist. It indicated that the addition of boron filament and glass beads reduced the size and number of pores and increased the densification of the printed specimen. Few holes in the fracture surfaces are also be seen in the composite represented small amount of fibre pullouts. Meanwhile, the fracture surface morphology demonstrate the ductile-brittle transition and the smooth surfaces suggested relatively weak interfacial adhesion between the boron fibre and the polymer matrix. Fracture surface of the PA12BF-RGB material.
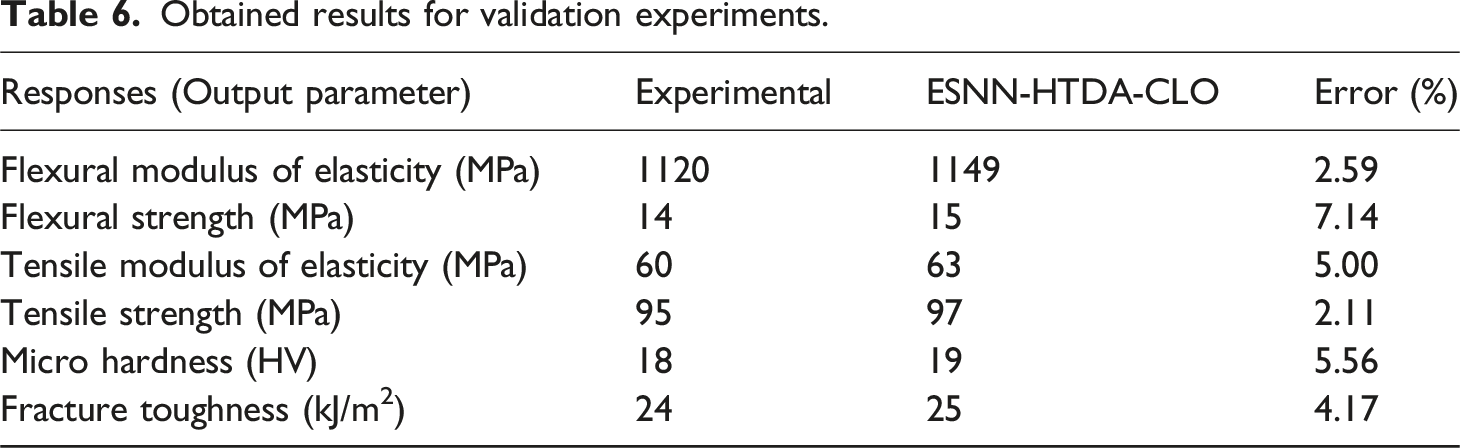
Validation experimenets
Obtained results for validation experiments.
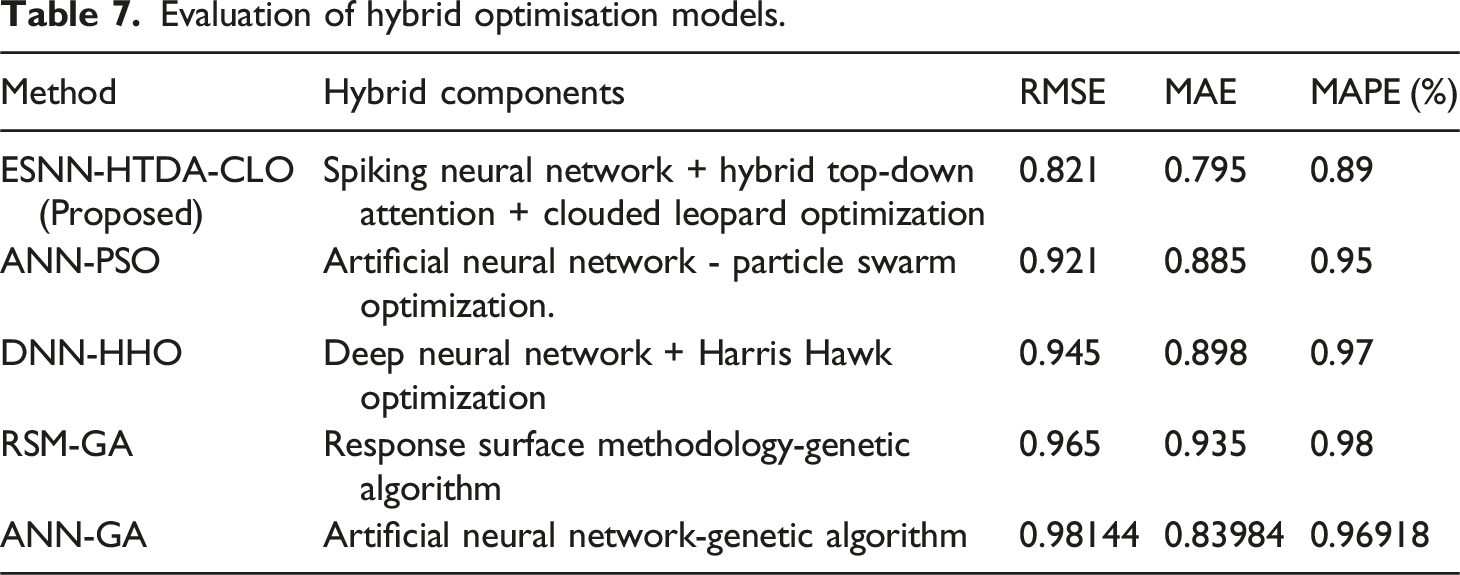
Performance comparison of hybrid optimisation algorithm
Evaluation of hybrid optimisation models.
Conclusion
The proposed PA12BF-RGB composite material is compared to conventional PA12, BubbleGlass™ (PA12BG), NanoCarbon AM™ (PA12CF-AM), and conventional PA12 filament to upgrade mechanical properties such as mechanical strength and stability during the material extrusion printing process for customised 3D design production. Investigation into the mechanica1 process variables, including printing orientation, infill density, layer height, and nozzle temperature, is carried out to optimize boron fibre-glass-bead polymeric composites. The research has shown that the orientation of a test specimen is greatly influence the tensile strength and Young modulus. The 0° orientation exhibits superior performance in terms of density stability, layer bonding, and overall mechanical response Compared with PA12CF-AM, the PA12BF-RGB loses 40% of its weight at 500°C after heat treatment and that of 42% elongation at break. The tensile strength increased by around 9–10% and reached 87 After post-heat treatment, a 35% decrease in specific wear rate with the value The optimal predicted process parameters values of temperature in the nozzle and bed temperature, respectively 270°C, 85°C and infill density 100% at a layer height of 3.287 The outcomes validated the ESNN-HTDA-CLO module, as the predicted results closely matched the experimental values, thereby achieving optimal validations.
Moreover, the printing challenges are successfully overcome by by ensuring homogeneous fibre and filler dispersion in the filament, which reduced nozzle clogging and inconsistent extrusion. Further investigation is suggested to optimize the 3D-printing process with respect to shape accuracy, quality, time, and cost parameters due to the composite material PA12BF-RGB being highlighted with strong mechanical and thermal stability and enhanced performance, which has large applications in several fields, including aerospace. Future research is expected to investigate advanced techniques of post-processing to improve the surface finish and dimensional accuracy of printed parts.
Footnotes
Author contributions
All the authors have contributed equally to the work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.