
Abstract
In this study, thermoplastic polyurethane (TPU) is prepared by using 4,4′-methylenediphenyl diisocyanate (4,4′-MDI), poly (1,4-butylene adipate) (PBA), and butane-1,4-diol (BDO). PBA as soft segment for TPU. 4,4′- MDI and BDO as hard segment for TPU. The effects of isocyanate index, hard segment content, and soft segment molecular weight on TPU micro-phase separation, molecular weight, and thermal performance are investigated. 3D-Braided-Glass Fiber (GF) reinforced TPU composites are prepared by in-situ polymerized TPU as the matrix resin. Investigation is conducted into how the mechanical properties and microstructure of the composites are affected by the matrix resin TPU’s structural parameters. As the isocyanate index increases, the mechanical properties of the composites first enhance and then weaken, and the interface bonding between TPU and GF gradually deteriorates. Increasing the molecular weight of soft segments has the same trend of change. With the increase of hard segment content, the mechanical properties of the composites are enhanced. The results demonstrate that the mechanical properties of the TPU/GF composites are at their best when the isocyanate index is 1.01, the hard segment content is 43%, and the PBA molecular weight is 2000, with the stretching strength being 289.6 MPa, the impact strength being 141.8 KJ/mm2, the bending strength being 183.2 MPa, and the flexural modulus being 10.7 GPa.
Introduction
Thermoplastic polyurethane (TPU) is the multifunctional polymer material formed by the polymerization of diisocyanate, macrodiol, and chain extender. 1 TPU has been widely used in machinery, furniture, medical instruments4–7 due to its wide range of hardness, high tensile strength, wear resistance, and outstanding weather resistance.2,3 Enhanced TPU with glass fiber (GF) is a simple and effective method that was widely used to improve strength and modulus, which can broaden the application of TPU in the automotive industry.8,9
In the past decades, many researches have been conducted on GF reinforced polyurethane, and the performance of polyurethane has been successfully improved. Aramde et al. 10 used 3D Braided Glass Fiber to reinforce polyurethane with different glass fiber volume fractions and prepared composite panels. The mechanical properties of composites were studied, and the results showed that with the increase of glass fiber volume fraction, the tensile stress and Young’s modulus of the composite plate increased, but the impact strength decreased. Zhang et al. 11 prepared polyurethane elastomer composites with the best performance using ground glass fibers chemically treated with coupling agents, and studied their mechanical properties. The results indicate that with the increase of glass fiber content, the strength and toughness of the composites are significantly improved. Saliba et al. 12 discovered a novel inorganic short fiber (Silexil) obtained from mineral resources and characterized it. Short fibers with a length of 200–600 μm. A diameter of 10 μm. The microhardness value is equivalent to that of glass fiber. They used Silexil fiber to reinforce polyurethane and observed that the addition of 17%wt of Silexil into polyurethane caused a noteworthy improvement in both failure stress and modulus of elasticity. Zhang et al. 13 used glass fiber to reinforce polyurethane. The microstructure of composites was characterized and the mechanical properties of the composites were analyzed. The results indicate that when the glass fiber content reaches 5%, the microstructure and properties of the composites cannot be significantly improved. But when the glass content exceeds 15%, the strength and toughness of the composites are significantly improved. In addition, the mechanical properties of composites treated with coupling agents are significantly better than those without coupling agent treatment. The majority of researches, however, focuses on the impact of GF on composite performance,14–16 little is known about how changes to the structure parameters of matrix resin TPU affect the processing procedure, interface binding, and mechanical performance of the composites. Therefore, this article will mainly study the effect of changes in matrix resin on the performance of fiber-reinforced TPU.
The process for preparing 3D-Braided-Glass Fiber reinforced in-situ polymerized TPU composites in this article is Wet compression molding (WCM). WCM17,18 involves spraying the resin on the surface of dry fiber, relying on the mold to press the resin into the fiber, and then curing the molding. In comparison to traditional compression molding19–21 and resin transfer molding (RTM), 22 the application value of WCM is that the resin can swiftly coat the entire fiber surface, and a rapid curing resin system is employed to make the product molding quickly. 23 The product made by WCM does not have a pouring spout and has an excellent surface quality. As a result, WCM has gradually developed in the automobile industry. 24 WCM will become the mainstream process method in the future automotive parts manufacturing industry. Bergmann25,26 and other expert teams assessed WCM process data using the 6M method and determined that the influence of WCM on component quality is the consequence of numerous parameters interacting. The properties of the resin itself are most important, the second is the process parameters during the molding process and the third is the properties of the fiber material. Therefore, it is crucial to focus on the performance changes of the resin when preparing fiber-reinforced TPU composites using WCM.
In this work, TPU/GF composites were prepared by in-situ polymerized TPU on 3D-Braided-Glass Fiber. By changing the structural parameters of TPU during in-situ polymerization, the influence of changes in matrix resin properties on the processing process, microstructure, and mechanical properties of TPU/GF composites were analyzed. A set of structure parameter system for thermoplastic polyurethane that are appropriate for the in-situ polymerization wet compression molding process is explored. This work provides a reference for the preparation of GF-reinforced TPU composites.
Experimental
Materials
4,4′-Methylenediphenyl diisocyanate (4,4′-MDI, Reagent grade), Butane-1,4-diol (BDO, Reagent grade) were purchased from Maclean Biochemical Technology Co., Ltd. Shanghai, China. Poly (1,4-butylene adipate (MW: PBA1000, PBA2000, PBA3000) was purchased from Tangyi Chemical Co., Ltd. Jining, China. Dibutyltin dilaurate (DBTDL, EP ≥97.5%) was purchased from Bailinway Technology Co., Ltd. Beijing, China. 3D-Braided-Glass Fiber (No surface treatment; Fiber diameter: 13 μm; Density: 310 g/m2) was purchased from Taizhou Gaode Composite Material Co., Ltd. Jiangsu, China.
Preparation
The 3D-Braided-Glass Fiber was dried at 100°C for 1 h, and then cooled to room temperature. The measured solid MDI was heated and melted in an 80°C oil bath, mixed with the catalyst DBTDL as component A. Put the measured BDO and solid-state PBA into the vacuum drying oven (DZF-6050, Beijing Luxi Technology Co., Ltd), remove water under vacuum at 100°C for 2 h as component B.
Preparation of TPU
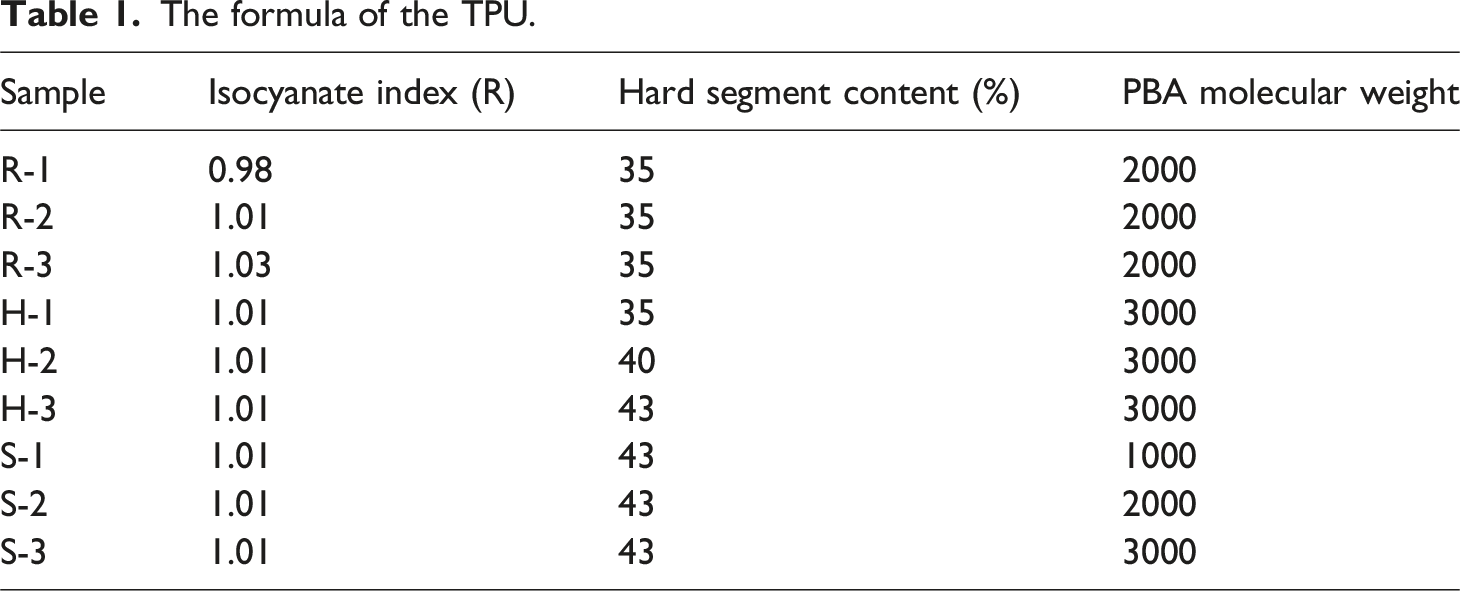
The component A and B are heated in the storage tank of the pouring machine and remove water. The measured Components A and B are pumped and injected into the mold through the static mixer, and then they are pressurized in the thermal pressure machine to obtain TPU. The chemical process of in-situ polymerization takes place inside the mold, and 4,4′-MDI,PBA, and BDO are mixed using the one-step polymerization. Figure 1 shows the schematic diagram of the irregular melting polymerization reaction in the mold. While keeping the molding process parameters constant, TPU’s structural parameters isocyanate index (R), hard segment content (HSC), and soft segment molecular weight are adjusted to prepare different TPU samples. The formula of TPU are shown in Table 1 The isocyanate index is calculated according to equation (1) and the hard segment content is calculated according to equation (2): Schematic diagram of TPU irregular melting polymerization reaction. The formula of the TPU.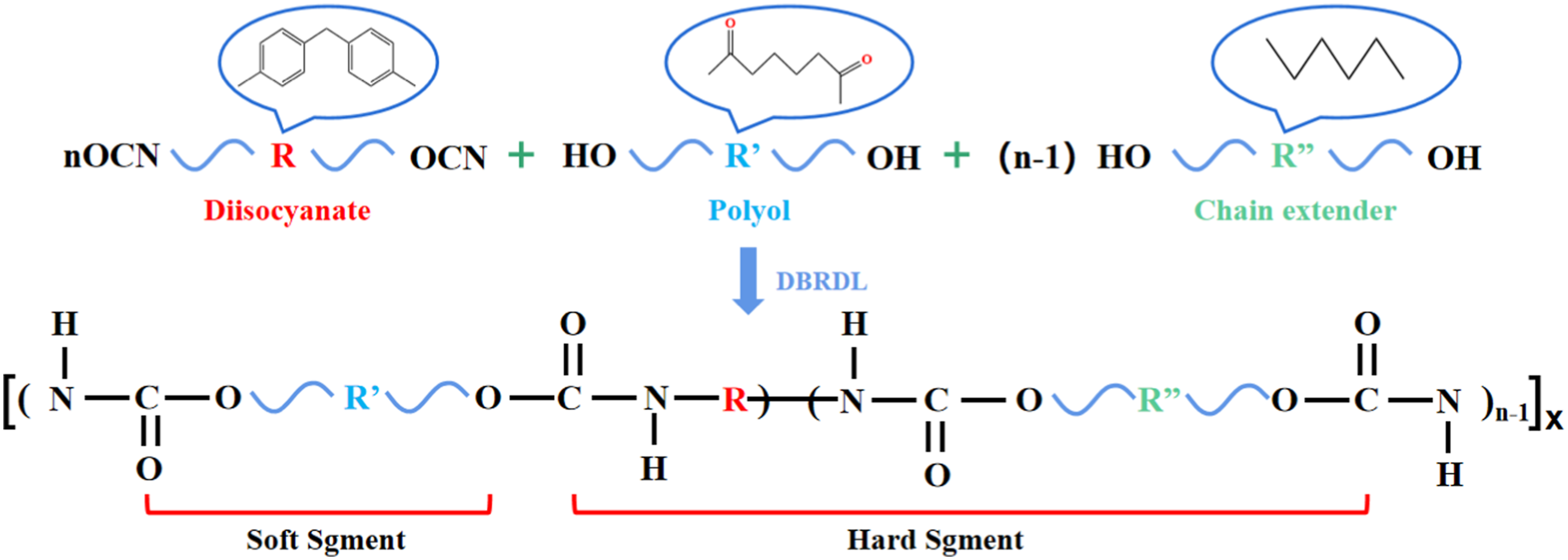


Preparation of the composites
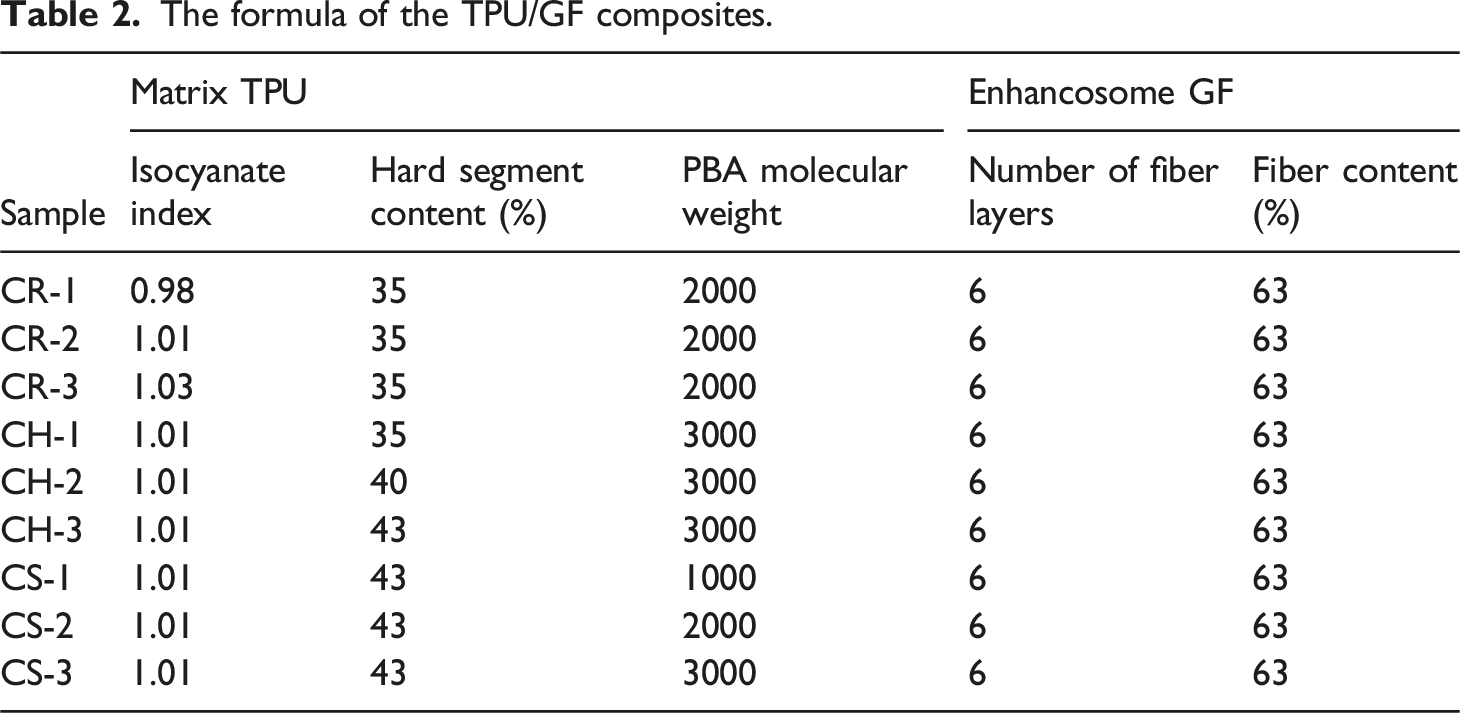
The preparation of GF-reinforced TPU composites is shown in Figure 2. The six layers GF (200 × 200 mm2) were laid in the mold coated with release agent. Component A and B are heated and stirred in the storage tank of the pouring machine. Component A and B are injected into the mold using the same method as TPU preparation. In the thermal pressure machine, the pressure in the mold is rapidly increased to 2 MPa, the temperature rises to 120°C. After 2 h of curing, the temperature cooled to room temperature and demoulding. Finally, TPU/GF composite plates are cured at room temperature for 24 h. The formula of TPU/GF composites are shown in Table 2. Preparation process of GF-enhanced TPU composites. The formula of the TPU/GF composites.
TPU macromolecules consist of two main segments: the soft segments which Tg lower than room temperature and the hard segments which Tg higher than room temperature. Due to the strong polarity of the hard segments and the large mutual attraction, the hard and soft segments have a tendency to separate spontaneously thermodynamically. The hard segment are associated together by electrostatic gravity, forming many microregions distributed in the soft phase, this phenomenon is called microphase separation.
27
Microphase separation is characteristic of the physical structure of TPU, and the physical property of TPU is not only related to the chemical structure but also to the degree of microphase separation.
28
Figure 3 shows the generation of microphase separation of the TPU/GF composites. Schematic diagram of the generation of microphase separation of TPU/GF composites.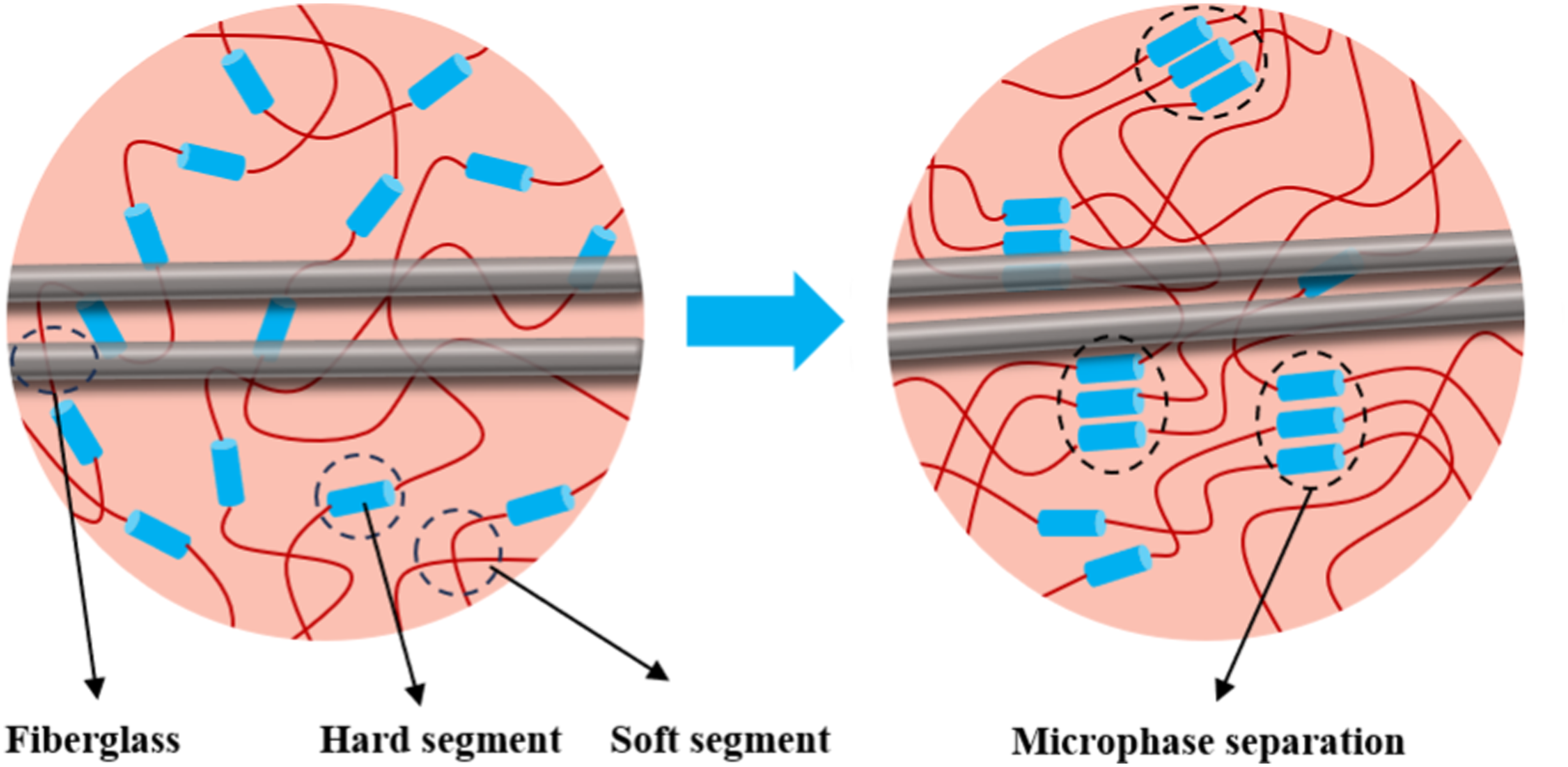
Measurement and characterization
Fourier transform infrared spectroscopy (FTIR)
The TPU/GF composite samples were detected by Fourier Transform infrared spectroscopy (TF IS5,Thermo Fisher Scientific Co., China) ATR mode. Set the resolution to 4 cm−1, the test wavenumber range: 4000∼500 cm−1.
Scanning electron microscopy (SEM)
The TPU/GF composite samples were fractured at low temperatures in liquid nitrogen. Gold coating was applied to along the transverse and longitudinal cross-sections of the glass fibers in the specimen. The fractured surface morphology analysis of the samples were observed by scanning electron microscopy (Phenom ProX, Phenom Scientific Co., China) at room temperature.
Gel permeation chromatography (GPC)
The TPU/GF composite samples were dried at 90°C for 2 h and then dissolved in tetrahydrofuran (THF) solvent. The molecular weights of different samples and their polydisperse indices were detected by gel permeation chromatography. The setting temperature was 40°C, the flow rate was 1 mL/min, and the calibration was polystyrene.
Differential scanning calorimetry (DSC)
TPU/GF composite samples (5∼10 mg) were placed in a differential scanning calorimeter (DSC 214, Netzsch Co., Germany), in a nitrogen environment, heated up at a rate of 40°C/min, kept warm for 1 min after 250°C, then heated to 250°C at a rate of 10°C/min after rapid cooling to 40°C, obtaining DSC curves of different samples.
Mechanical properties
The TPU/GF composites were machined to various standard samples according to standard testing methods. All the test samples were tested at room temperature. The tensile and flexural tests were conducted on a universal testing machine (KXWW, Chengde Taiding Testing Machine Manufacturing Co., Ltd, China). The tensile tests were measured with a stretching rate of 10 mm/min according to GB/T1447-2005. The flexural tests were measured with a load rate of 2 mm/min according to GB/T1449-2005. Beam impact tests were measured according to GB/T1451-2005 by a beam impact testing machine.
Determination of fibre content
2–5 g samples were prepared according to GB/T2577-2005. The resin content (M
r
) can be determined by burning the sample at the designated temperature and comparing the poor quality before and after the burn loss. The fiber content (M) can be determined by calculating the difference between the sample mass and the resin mass. Three samples were prepared on the same composite plate, and the average of the three test results was taken as the final fiber content. The calculation expressions are as follows: (3) and (4):

Results and discussion
Matrix resin TPU
Fourier Transform infrared spectroscopy
According to the peak positions of the main functional groups in TPU and raw materials and their vibration attribution, the stretching vibration peak of -NH- is at 3500∼3200 cm−1, the stretching vibration peak of -NCO- is at 2280∼2260 cm−1, and the stretching vibration peak of -C=O- is at 1745∼1640 cm−1. Figure 4 shows the Fourier IR spectrum of the TPU samples with different structural parameters. The absence of characteristic peaks in the wavenumber band of 2280∼2260 cm−1 indicates that MDI in the system has been completely reacted.29,30 There is the hydrogen-bonded -N-H- stretching vibration peak at 3325 cm−1, and the characteristic peak of -NH-C (=O)-O- is present at 1735 cm−1. Observe Figure 4(a) and (b), with the increase in hard segment content, the characteristic peak intensity of -NH-C (=O)-O- becomes larger. This is because the hard segments of TPU increasingly aggregate with one another, microphase separation will occur when aggregated to a certain extent. From Figure 4(c), it can be inferred that only changing the soft segment molecular weight of TPU has no effect on its molecular structure. The infrared spectra of resin TPU with different structural parameters: (a) R-1, R-2, R-3; (b) H-1, H-2, H-3; (c) S-1, S-2, S-3.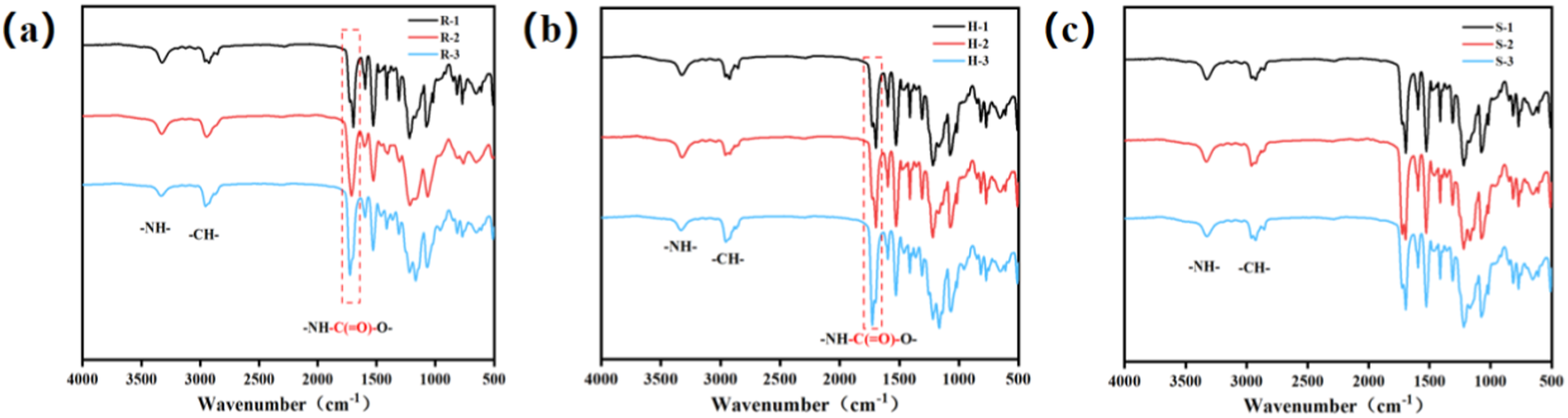
Gel permeation chromatography
Molecular weight and dispersion index of matrix resin TPU samples.
Number-average molecular weight—Mn, mass average molar mass—Mw, Z-average molecular weight——Mz.
Differential scanning calorimetry
Figure 5 shows the DSC curves of TPU with different structural parameters. When the R <1, TPU is a pure linear structure with a lowered molecular weight, and the molecular chain can move freely within the structure. When R >1, the molecular chains generate physical crosslink, the content of hydrogen bonds in the hard segment increases, and the interaction force between the molecular chains increases. Therefore, the Tm of the sample increases together with the increase in the isocyanate index, as seen in Figure 5(a). As shown in Figure 5(b), when the hard segment content is 35%, the DSC curve has only one melting peak. The second Tm and melting peak occurred as the hard segment content increased to 40%. When the hard segment content reaches 43%, the second melting peak is more pronounced. When the hard segment content is less than 40%, the soft segment is the continuous phase and the hard segment is scattered in it, the first Tm is the soft segment’s Tm. When the hard segment content exceeds 40%, the hard segments are associated together by electrostatic attraction to form an independent phase, and the hard segment phase and soft segment phase will present the form of bite, which is microphase separation. As a result, the second Tm is the hard segment phase’ Tm.
31
All three samples in Figure 5(c) have a large hard segment content, and their DSC curves appear two Tm. The overall molecular weight of the TPU is likewise low when the PBA molecular weight is 1000. As the PBA molecular weight increases, the molecular weight of the TPU increases, and the Tm of the soft segment moves right. From the perspective of chemical structure, the Tm of the TPU mainly depends on factors such as chemical composition, molecular weight and cross -linking. Thermal properties of resin TPU with different structural parameters: (a) R-1, R-2, R-3; (b) H-1, H-2, H-3; (c) S-1, S-2, S-3.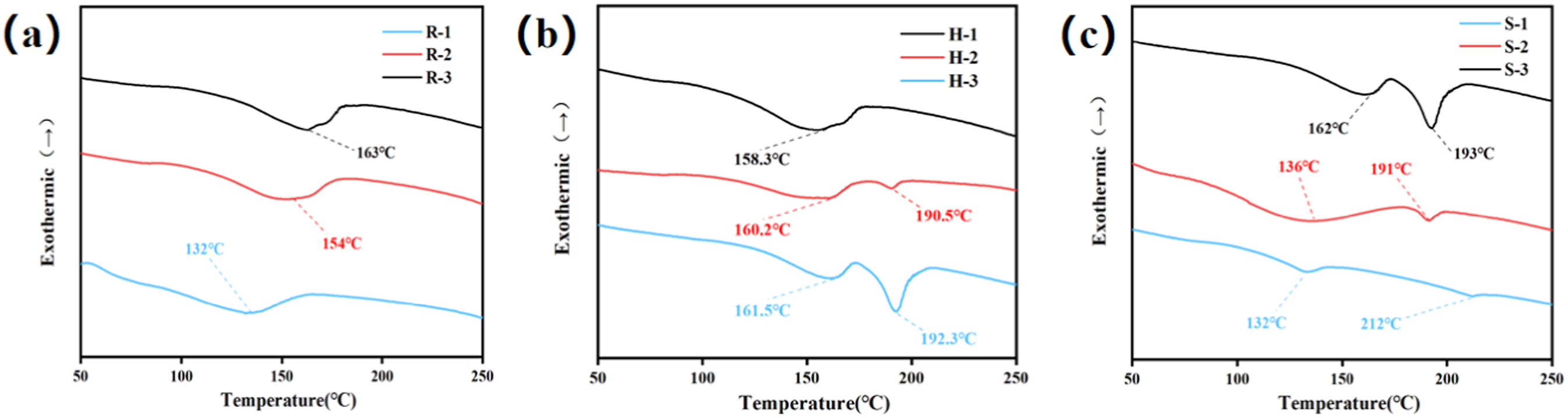
TPU/GF composites
Morphology
Figure 6(a)–(c) shows the tensile section of the TPU/GF composites with different isocyanate index. CR-1’s matrix resin has a low molecular weight and good resin fluidity during the reaction process. GF can be uniformly filled with resin by the thermal pressure machine’s pressure, forming a good interface bonding. Gaps of varying sizes and places have been discovered by both the CR-2 and CR-3. As shown in Figure 6(b), there are multiple gaps between GF and TPU in CR-2, but based on the gap shape, it determined that the gaps caused by the resin first breaking and then the fiber filament being pulled out during tensile fracture. As shown in Figure 6(c), the gaps generated by the CR-3 not only exist at the interface binding, but the resin itself does not form a uniform substrate, producing multiple large gaps. The rationale is opposite from that of the CR-1. The matrix of the CR-3 has a large molecular weight, a high viscosity of the reaction system, and poor fluidity of the resin, which cannot better bind with the GF even under pressure. The microstructure of CR-1, CR-2, and CR-3 can be compared to determine that the viscosity of the reaction system is unsuitable for in-situ polymerization to prepare GF-reinforced TPU composites when the isocyanate index is 1.03. SEM images of TPU/GF composites with different structural parameters: (a) CR-1; (b) CR-2; (c) CR-3 (d) CH-1; (e) CH-2; (f) CH-3; (g) CS-1; (h) CS-2; (i) CS-3.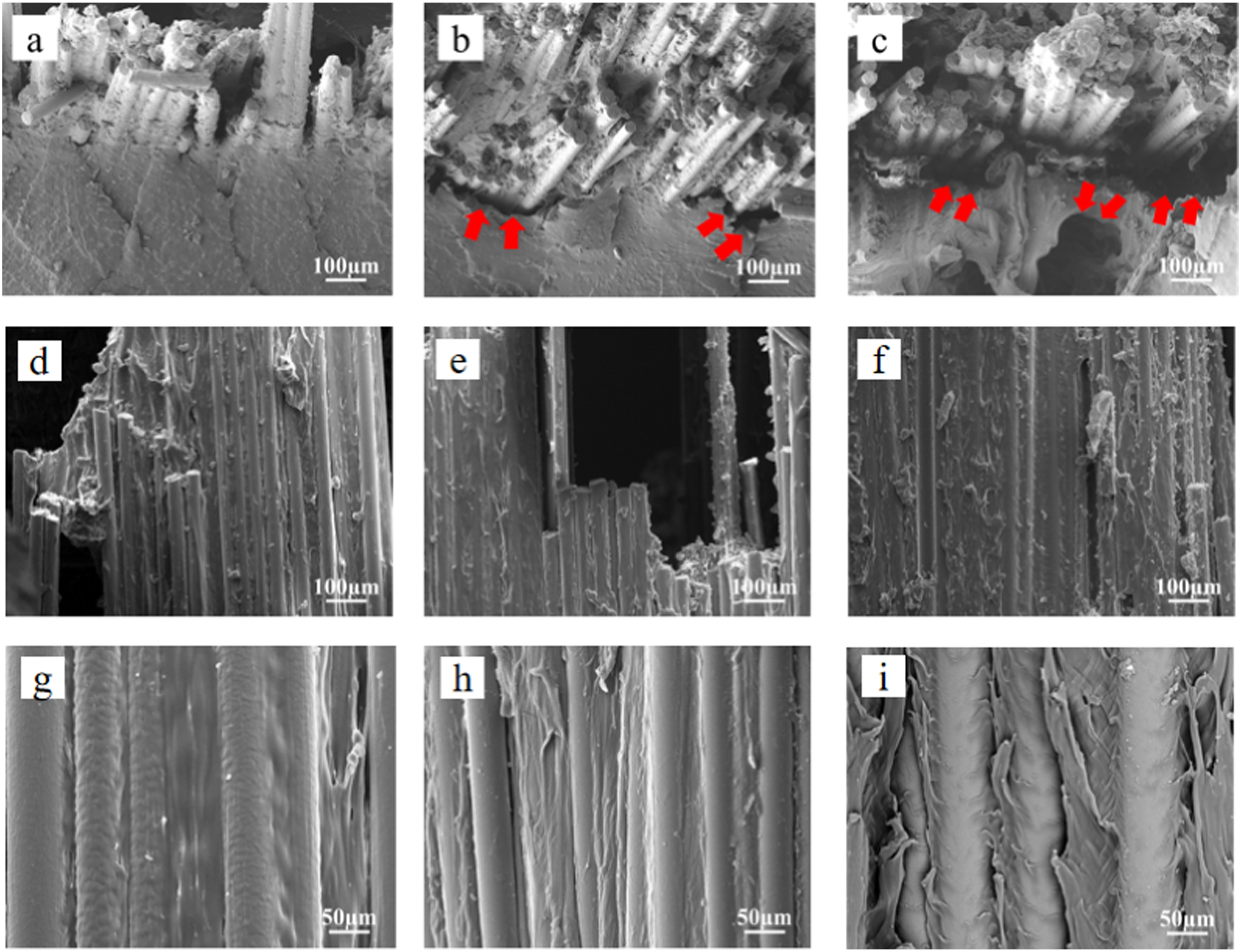
Figure 6(d)–(f) shows the tensile section of the TPU/GF composites with different hard segment content. When the hard segment content of TPU is 35% or 43%, there is no significant difference in the degree of infiltration of the fiber filaments, TPU and GF can be combined uniformly under pressure. This indicates that within the range of hard segment content, changes in hard segment content have almost no effect on the viscosity of the reaction system. At this time, it can be inferred from the DSC curve analysis of TPU that the factor that determines the performance of TPU/GF composites is the influence of the hard segment content on the microphase separation.
Figure 6(g)–(i) shows the tensile section of the TPU/GF composites with different molecular weight of soft segment. At 75°C, the viscosity of PBA with different molecular weights are 450 cps, 700 cps, and 1000 cps, with a difference in the beginning viscosity of the reaction raw materials. With the polymerization reaction taking place, the viscosity of the reaction system gradually increases. As shown in Figure 6(i), TPU and GF look wrinkled under the heat press’s pressure, with clear interface and gap formation because of CS-3’s high reaction viscosity. When the molecular weight of the soft segment is 3000, the viscosity of the reaction system is not suitable for in-situ polymerization to prepare GF-reinforced TPU composites.
Mechanical properties
The mechanical properties of fiber-reinforced composites depend on two factors, one is the mechanical properties of resin and fiber, the other is degree of bonding between resin and fiber. Figure 7(a) and (b) shows the mechanical properties of the TPU/GF composites with different isocyanate indices. As the isocyanate index increases, the mechanical properties of TPU/GF composites first increase and then decrease. When R <1, there is an excess of -OH- in the system, and the polymerized molecular chains are linear structures terminated at -OH- without any physical crosslinking. These linear structured molecular chains are virtually unentangled and easily affected by loading. Because of this, the CR-1 resin’s mechanical properties are not optimal, which affects the TPU/GF composites’ mechanical properties. When R >1, the system has excess of -NCO-, and the resin can form groups with high cohesive strength such as allophanate during the curing process, increasing the physical crosslinking density. When a molecular chain is stressed, the stress can be diffused and transferred to other molecules by physical crosslinking point, reducing stress concentration, delaying the appearance of the fracture process, and improving the material’s mechanical properties. By changing the isocyanate index, CR-2 exhibited the best mechanical properties (Tensile strength: 279.3 MPa, Impact strength: 131.2 KJ/mm2, Flexural strength: 174.3 MPa, Flexural modulus: 9.8 GPa). (a) Tensile strength and impact strength of TPU/GF composites with different isocyanate indices; (b) bending strength and bending modulus of TPU/GF composites with different isocyanate indices; (c) tensile strength and impact strength of TPU/GF composites with different hard segment content; (d) bending strength and bending modulus of TPU/GF composites with different hard segment content; (e) tensile strength and impact strength of TPU/GF composites with different molecular weight of soft segment; (f) bending strength and bending modulus of TPU/GF composite with molecular weights of different soft segment.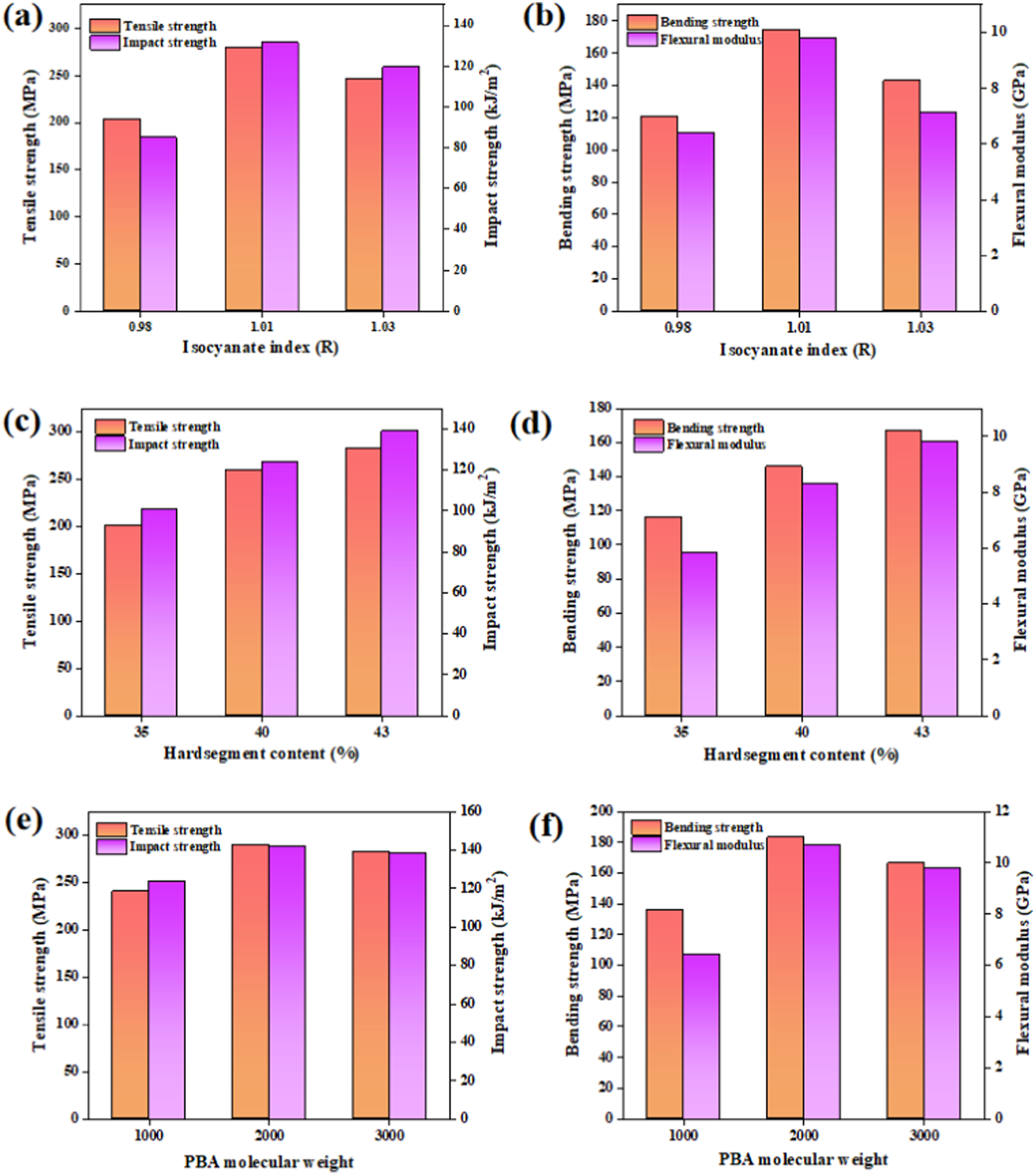
Figure 7(c) and (d) shows the mechanical properties of TPU/GF composites with different hard segment content. As the content of hard segments increases, the mechanical properties of TPU/GF composites continue to increase. According to the SEM diagram, changing the hard segment content of TPU has no obvious effect on the binding of the TPU and GF, and the mechanical properties of TPU/GF composites are mainly affected by the mechanical properties of the matrix resin. The microphase of the TPU separates to a greater extent when the hard segment content increases. The hard segment is associated together by electrostatic gravity, forming many microregions, which are distributed in the soft phase. These microregions can undergo plastic deformation under the action of an external force, which makes the stress disperse and consume the energy accumulated under the action of stress, improves the stress state of the sample, delays the occurrence of the fracture process, and thus improves the mechanical strength of the matrix. By changing the hard segment content, CH-3 showed the best mechanical properties (Tensile strength: 282.3 MPa, Impact strength: 138.5 KJ/mm2, Flexural strength: 166.3 MPa, Flexural modulus: 9.78 GPa).
Figure 7(e) and (f) shows the mechanical properties of TPU/GF composites with different molecular weights of soft segments. As the molecular weight of the soft segment increases, the mechanical properties of TPU/GF composites first increase and then decrease. PBA contains polar ester groups that rise as the soft segment’s molecular weight increases, and they can increase the force between the soft segment’s molecular chains, helping the soft segment crystallize and improving the mechanical properties of the matrix TPU. However, the high molecular weight of the soft segment will increase the overall molecular weight of TPU, the viscosity of the reaction system is too high during the polymerization process, and the binding of the resin and GF becomes worse. At this time, the degree of binding between the matrix and GF is more important to the mechanical properties of the matrix on TPU/GF composites. CS-2 exhibits the best mechanical properties by changing the molecular weight of the soft segment (Tensile strength: 289.6 MPa, Impact strength: 141.8 KJ/mm2, Flexural strength: 183.2 MPa, Flexural modulus: 10.7 GPa).
Conclusions
Changing the TPU structural parameters mainly affects the molecular weight and microphase separation degree of the matrix resin, which provides a basic study for the subsequent analysis of the microstructure and performance of GF-reinforced TPU composites. As the isocyanate index increases, the excess -NCO- and aminoester groups in the reaction system are reacted to generate allophanate groups in the TPU branch, improving the mechanical properties of the matrix. On the other hand, the increase in isocyanate index will increase the viscosity of the reaction system, and the interface bonding between fiber and resin will deteriorate. When R = 1.01, the mechanical properties of GF/TPU composites reach their best, with tensile strength of 279.3 MPa, impact strength of 131.2 KJ/mm2, flexural strength of 174.3 MPa, and flexural modulus of 9.8 GPa. TPU gradually produces microphase separation as hard segment content increases. When HSC = 43%, the mechanical properties of GF/TPU composites reach their best, with tensile strength of 282.3 MPa, impact strength of 138.5 KJ/mm2, bending strength of 166.3 MPa, and flexural modulus of 9.78 GPa. As the molecular weight of the soft segment increases, the number of polar ester groups increase, mechanical properties of the matrix are improved. On the other hand, the viscosity of the reaction system increases, and the interface bonding between fiber and resin deteriorates. When the molecular weight of PBA is 2000, the mechanical properties of GF/TPU composites reach their best, with tensile strength of 289.6 MPa, impact strength of 141.8 KJ/mm2, flexural strength of 183.2 MPa, and flexural modulus of 10.7 GPa. In summary, when the isocyanate index is 1.01, the hard segment content is 43%, and the PBA molecular weight is 2000, the processability and mechanical properties of the TPU/GF composites are best.
Footnotes
Author contributions
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by Competitive projects of Quzhou Science and Technology Bureau “Research on the Mechanism and Flame retardant Characteristics of Fiber Reinforced Nylon Reaction Impregnation Molding” (2023K211); Zhejiang Provincial Natural Science Foundation Project “Research and Application of Key Technologies for Limiting Stretching of Green All Biomass Composite Materials” (LTGS23E030001).