
Abstract
We presents an innovative approach to addressing the mechanical properties limitations of fluororubber (FKM) in the industrial field. A novel functionalized nano-silica spheres (SiO2), grafted with amino groups, were constructed by utilizing chemical grafting. The surface modification of the nanosilica microspheres enables the formation of C=N bonds between the amino-functionalized nanosilica microspheres and FKM promoting high dispersion and strong interfacial bonding of SiO2, resulting in an exceptional mechanical enhancement function for FKM composite. Compared to original FKM, the FKM/SM-A-10 composite demonstrates remarkable improvements in both tensile strength and hardness by 242% and 49%, respectively. Additionally, there is a notable 40% enhancement in thermal conductivity of the FKM/SM-A-10 composite. This straightforward and efficient manufacturing approach for achieving high-performance FKM proves to be a valuable and practical foundation for industrial design.
Keywords
Introduction
In recent years, with the excellent resistance properties of high temperature, oil, vacuum and chemicals, the silica microspheres reinforced fluororubber composites have been widely used in automobile, shipbuilding, chemical production, petroleum industry, and other fields.1–11 However, silica microspheres have small particle size, large specific surface areas, high surface energy, and high surface activity, which makes them easy to agglomerate in the fluororubber matrix.12–15 At the same time, because the silica microspheres contain a large number of silicone hydroxyl groups and exhibit a strong hydrophilic and oleophobic nature, resulting the poor matrix compatibility and weak filler-matrix interfacial connection, which are detrimental to mechanical, thermal and wear resistance properties16,17 of the composites and subsequently limits their applications. Therefore, to improve the mechanical, thermal and wear resistance properties of FKM, 18 it is essential to modify the silica microspheres.19–23
The commonly used surface modification methods of silica microspheres include polymer coating, titanate modification and silane coupling agent modification.24–27 For example, Zhong et al. 28 used antioxidant to modify the silica microspheres, which reduced the number of silicon hydroxyl groups on the surface and improved the dispersion and compatibility of silica in rubber. Wang et al. 29 modified silica with polyaniline, in which the amino cations in polyaniline molecules could combine with the hydroxyl groups on the silica surface, reduced the agglomeration of silica and improved its dispersion in hydrogenated nitrile butadiene rubber. The tensile strength and tear strength were increased by 1.87 times and 129.4%, respectively. Zou et al. 30 modified silica with samarium lysine dithiocarbamates, which could form hydrogen bonds during the interface of SBR/SiO2 composites, and effectively improved the interface interconnection, the tensile and tear strengths were increased by 164.9 % and 39.4 %, respectively. Xie et al. 31 synthesized two kinds of multi-walled carbon nanotubes/silica nanohybrids (CNTs/SiO2) by coating silica on the surface of polymerized (sodium p-styrene sulfonate) (PSS) functionalized carbon nanotubes. The results showed that the thermal performance of the composite was improved due to the multi-walled carbon nanotubes/silica nanohybrids (CNTs/SiO2) at relatively high temperature, and the residual amount increased from 26.9% to 32.7% at 350°C. However, the modification process in these studies was complicated which greatly lowered the reproducibility and therefore limited their quantitative production.
The silane coupling agent modification method with the merits of low price, low pollution, simple process and significant effect was widely used to modify the silica microspheres. For example, Tang et al. 32 modified silica with silane coupling agent TESPT, which promoted the degree of silica silylation, reduced the number of silicon hydroxyl groups on the surface and suppressed the free aggregation of silica. The modulus and strength of such prepared composites were significantly increased by about 220% and 52%, respectively. Most existing studies focus on silica modification of natural rubber or silicone rubber, with limited research on the impact of C=N chemical bonds between FKM and amino-functionalized silica microspheres on the mechanical, thermal, and wear resistance properties of FKM.
In this study, we proposed a facile method to prepare f grafted with coupling agent 3-aminopropyltriethoxysilane (KH550) for improve the mechanical properties of FKM composites. Such modification leads the silica microsphere to change from hydrophilic to hydrophobic, which could improve the dispersion of the silica microsphere in FKM. The C=N chemical bonds were formed at the interface between FKM and the amino functionalized silica microsphere in favor of the improvement of the interface connection. Finally, the effect of chemical composition of functionalized nano-silica spheres and the KH-550 content on the mechanical, thermal and wear resistance properties of the FKM composites were systematically studied.
Experimental
Materials
The FKM (P757) with 69.5% fluorine content was purchased from DuPont (Wilmington, USA). The silica microspheres (purity >95%, Particle size: 20–30 nm) were obtained from Jiangsu Xianfeng Nanomaterial Technology Co., Ltd (Nanjing, China). The 3-aminopropyltriethoxysilane and ninhydrin solution were provided by Beijing Huawei Ruike Chemical Co., Ltd (Beijing, China). The anhydrous ethanol was purchased from Shanghai Meiruier Biochemical Technology Co., Ltd (Shanghai, China). The 2,5-dimethyl-2,5-bis (tert-butylperoxy) hexane (Trigonox® 101-50D) was supplied by Yuyao Mingri Chemical Co., Ltd (Yuyao, China). The triallyl isocyanurate (TAIC) was purchased from Rhein Chemical (Qingdao) Co., Ltd (Qingdao, China).
Preparation of KH550-modified silica microspheres
Firstly, the silica microsphere was washed with distilled water to remove impurities. Thereafter, the 10 g silica microsphere was added into the ethanol solution of the silane coupling agent with the KH550 content (relative to 100 g FKM) was 0 phr, 5 phr, 10 phr, 15 phr and 20 phr (parts per hundred parts of resin), relatively. Then the mixture was subjected to mechanical stirring at 65°C for 8 h and dried in a vacuum oven at 50°C for 12 h. Finally, the aminated silica microspheres were produced and coded as SM, SM-A-5, SM-A-10, SM-A-15 and SM-A-20, respectively. The modification mechanism of silica microspheres was shown in Figure 1. KH550 silane coupling agent contains ethoxy group(-C2H5O) that could react with water to form a silicon hydroxyl functional group(-Si-OH). The -Si-OH group could react with silica microspheres to form -Si-O-Si- bond and achieve the purpose of modification. Mechanism of silica microspheres modification.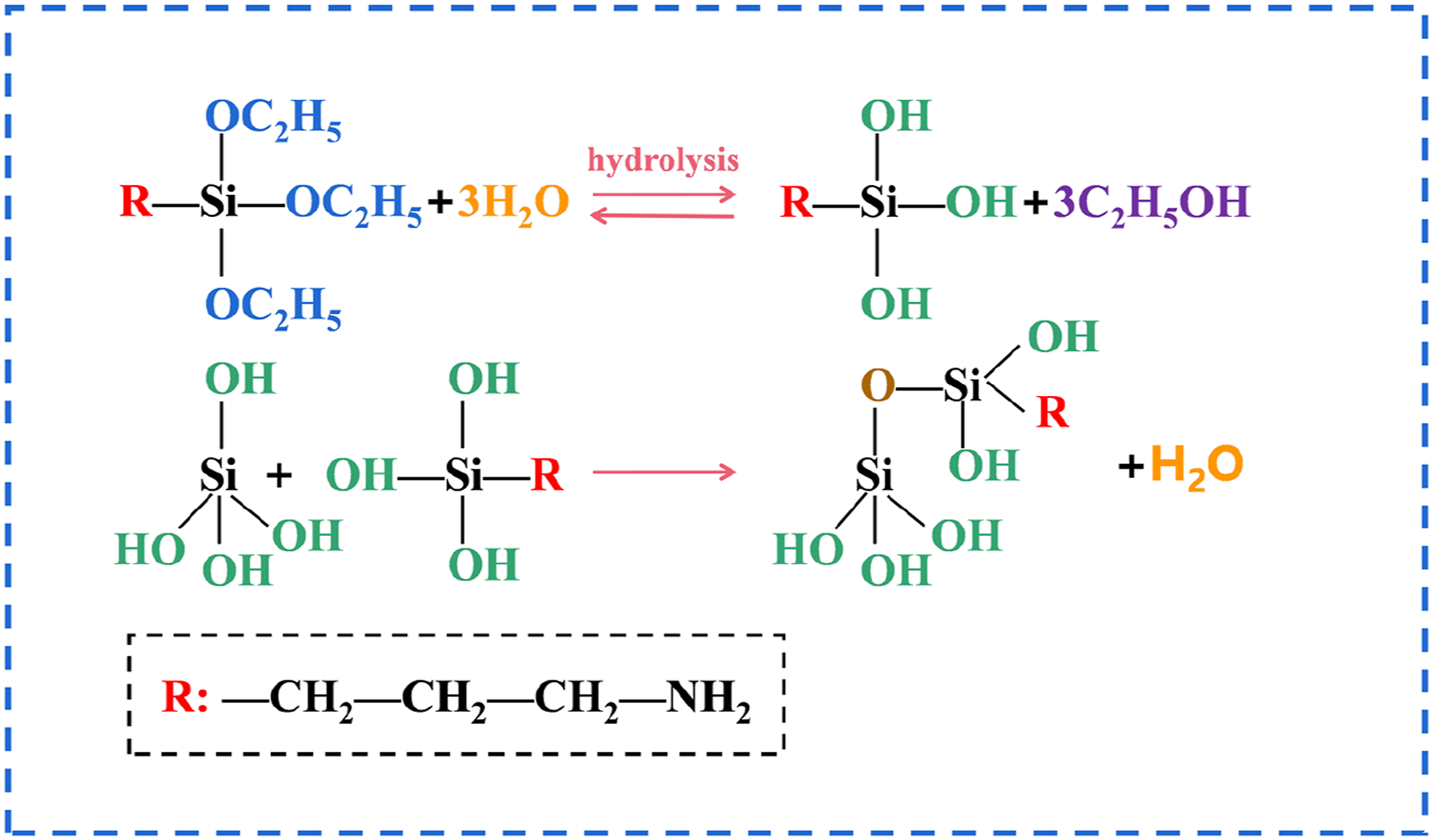
Preparation of FKM/SM composites
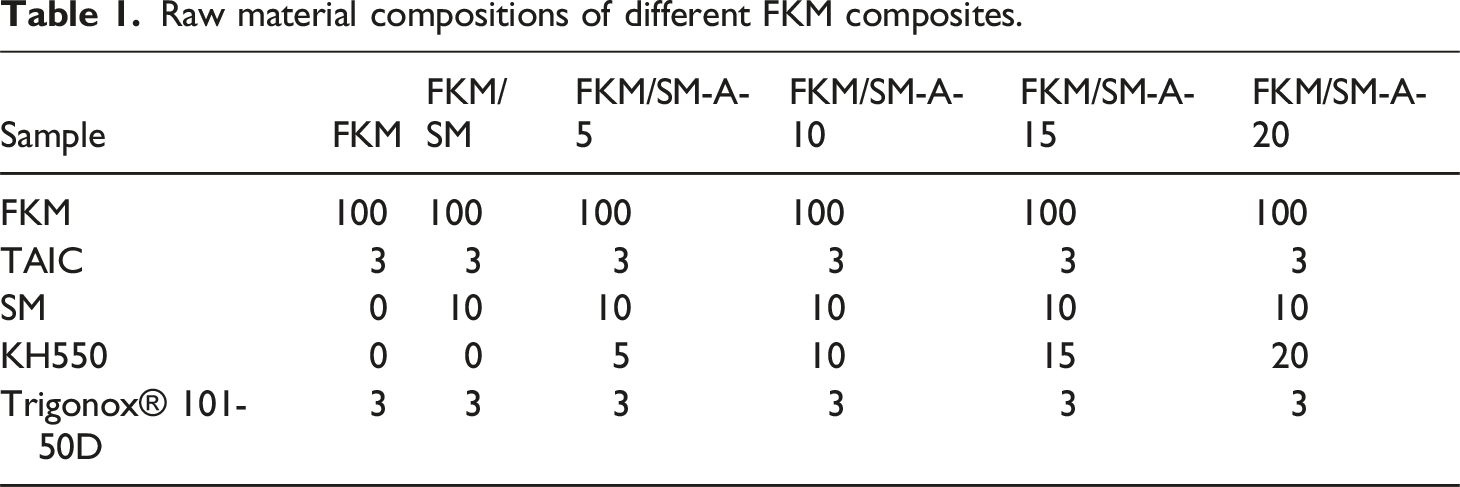
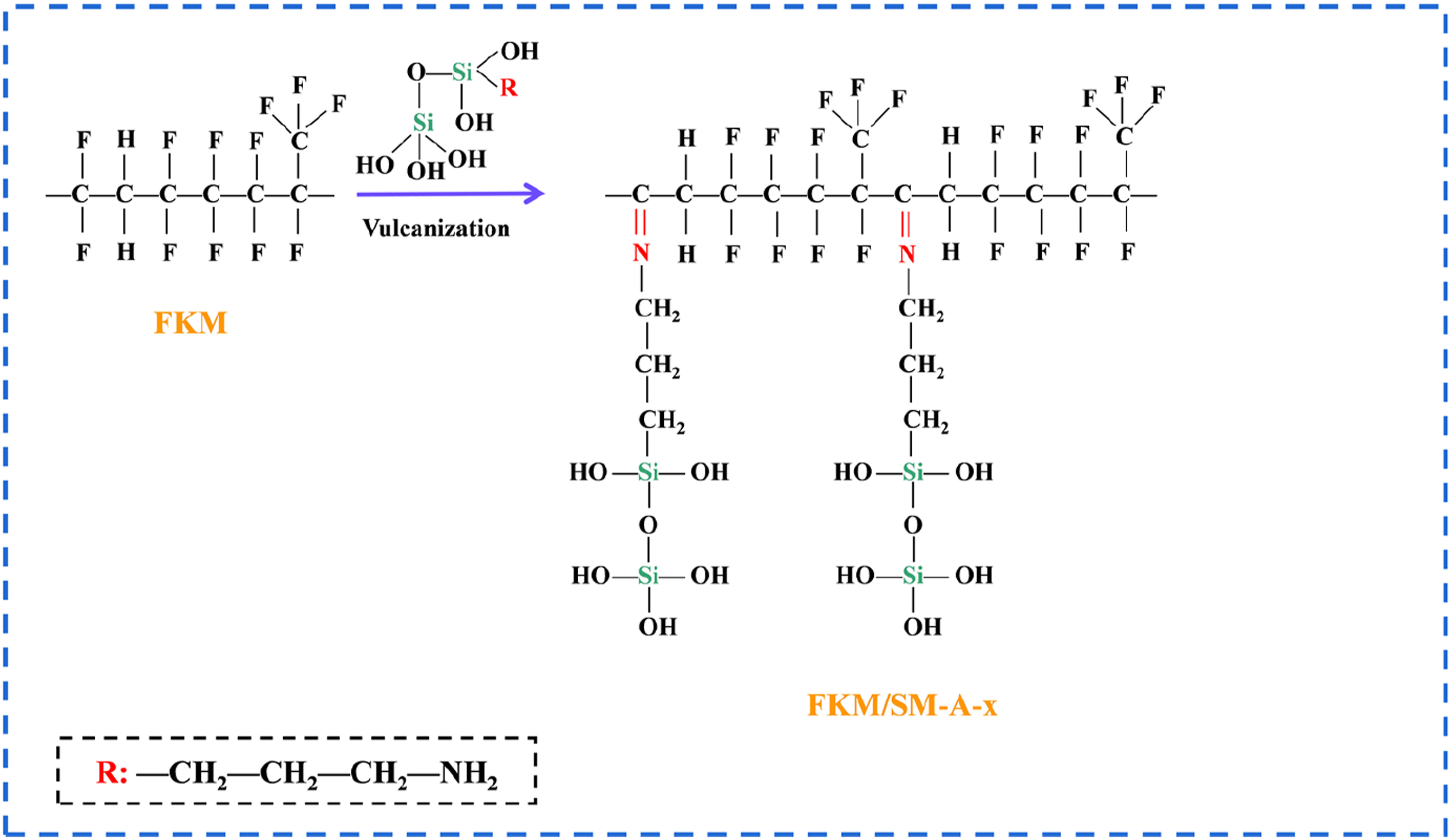
The pristine FKM was added into the mixer (KHB8, Guangdong Lina Industrial Co., Ltd, China) with a roll temperature of 50°C, then the TAIC was added evenly. After the FKM was rolled and cut for three times on the open mill, the SM-A-x and Trigonox® 101-50D were added in sequence, then rolled and cut for six times on the open mill until it became homogenized. After standing for 24 h, the rubber sheet was pressed with a flat vulcanizing machine (XH-406B, Xihua Testing Instrument Co., Ltd, China) at 170°C under the pressure of 10 MPa for 10 min. Finally, the vulcanizates were post-cured at 200°C for 24 h, and the as-prepared sheet was denoted as FKM/SM-A-x (x can represent 5, 10, 15 and 20) composite. As shown in Figure 2 of the actual composite material. For comparison, the FKM and FKM/SM were also prepared in this study according to the same procedure and their corresponding formulations were listed in Table 1. The possible reaction mechanism of FKM/SM-A-x composites is proposed in Figure 3. Composites actual material. Raw material compositions of different FKM composites. The reaction mechanism of composites.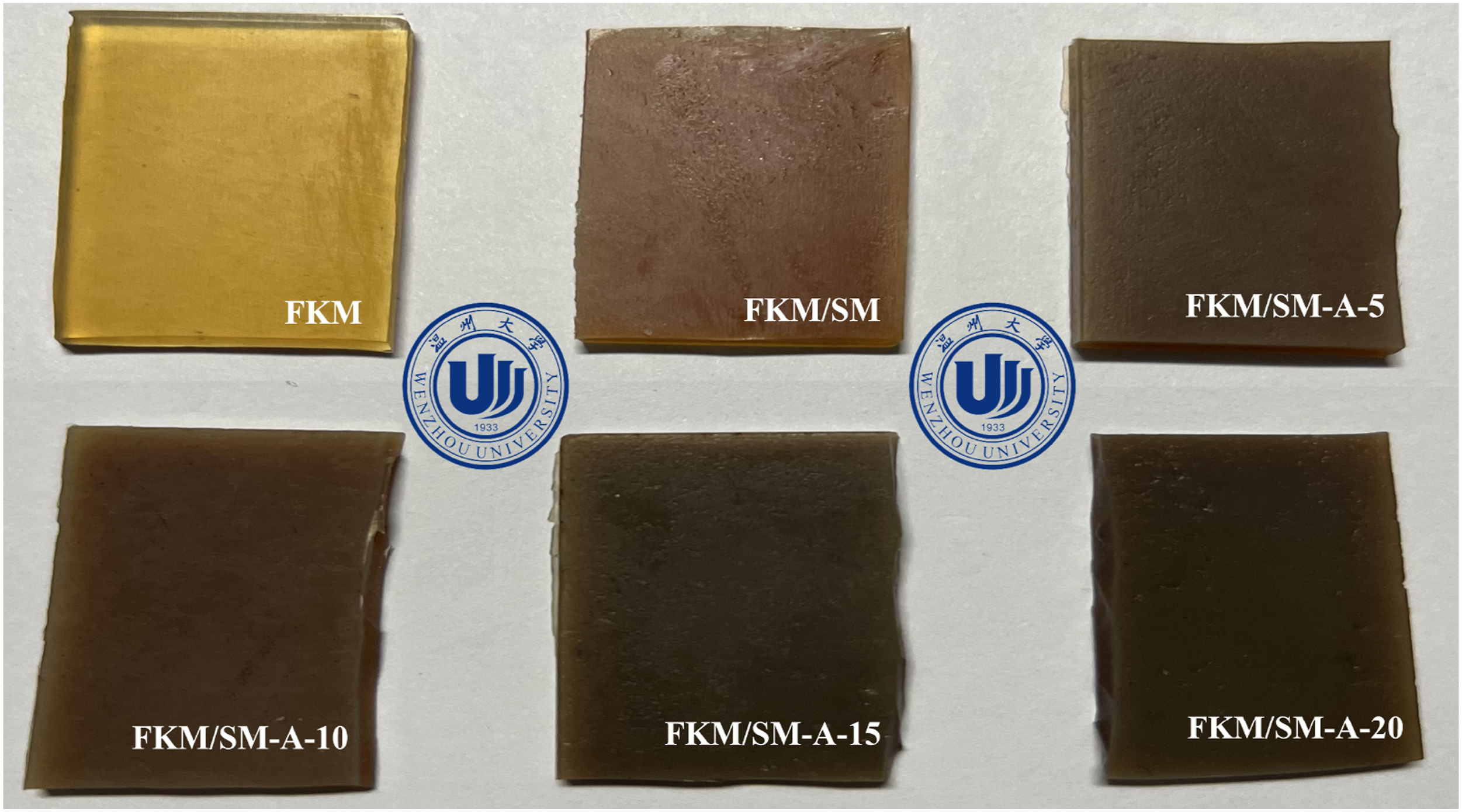
Characterization
The morphology and composition of the different modified silica microspheres were characterized by the high-angle annular dark-filed scanning transmission electron microscopy (HAADF-STEM, EM-ARM300F) and a high-angle annular dark-field detector and energy dispersive X-ray (EDX) detector operating at 200 kV.
The fractured surface morphology of different FKM composites after the tensile test were examined by scanning electron microscopy (SEM, Nova 200 NanoLab, FEI, USA) at an accelerating voltage of 5 kV.
The functional groups of modified silica microspheres and KH550 were examined by the Fourier transform infrared spectroscopy (FTIR, Spotlight 200i, Per-kin Elmer, USA) with a wave number range of 400-4000 cm−1 and a resolution of 2 cm−1.
The tensile properties of different FKM composites were measured using a universal material test machine (Instron 5982, Instron, USA) according to GB/T 528-2009 at a crosshead speed of 300 mm/min. The shore A hardness was measured by using an LX-A sclerometer (JLX- A, Qingbo, China) according to ASTM D 2240.
Thermogravimetric analysis (TG) test was carried out using a thermogravimetric analyzer (Diamond TG-DTA/Spectrum GX, PerkinElmer, Japan/UK), in which about 5-10 mg samples were taken and the temperature was increased from 40°C to 800°C at a rate of 10°C/min in a nitrogen environment.
The thermal conductivity of different FKM composites were tested via a thermal conductivity tester (TC 3000, Xiatech Instrument Factory, Xian, China) using a transient hot-wire method at 20°C. The circular specimens were prepared with a diameter of 30 mm and a thickness of about 2 mm.The test voltage is 1.0 V and the ambient temperature is 27–29°C. This method conforms to ASTM D5334-08.
A DIN abrasion resistance tester (GT-7012-D, Gotech Testing Machines, Dongguan, China) was used to measure the mass abrasion of composites. The volumetric wear consumption of composites was calculated by the following formula:
Results and discussion
Morphology of different silica microspheres
The microscopic morphology of the different modified silica microspheres and their corresponding elemental scan analysis are shown in Figure 4. From Figure 4(a1), it can be seen that the pristine silica microspheres were spherical and agglomerated, with particle sizes ranging from 20 to 30 nm. As can be seen from Figure 4(b1–e1), the size of the silica microspheres was slightly changed after modification by the silane coupling agent. However, the silica microspheres’ dispersion in ethanol didn’t show obvious change. The TEM and EDS mapping of different modified silica microspheres: (a1–a4) SM, (b1–b4) SM-A-5, (c1–c4) SM-A-10, (d1–d4) SM-A-15 and (e1–e4) SM-A-20.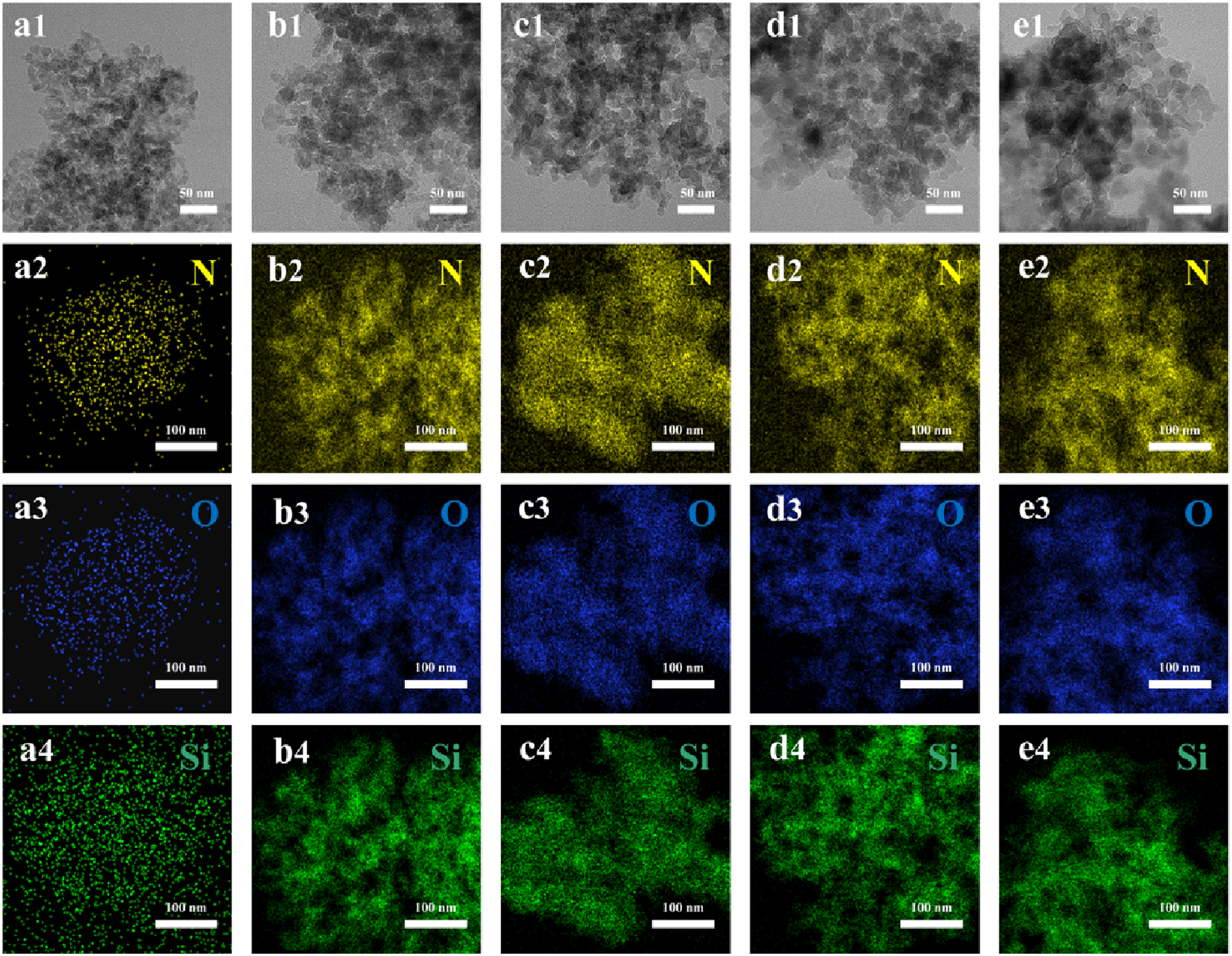
From Figure 4(a2), it can be seen that trace amounts of N element were present in the pristine silica microspheres, which was probably due to the adsorption of a small amount of N element from the air. From Figure 4(b2–e2), it can be seen that the content of N element in the modified silica microspheres was significantly increased, which indicates that the amino groups of KH550 have been successfully grafted onto the silica microspheres’ surface. Similarly, For Figure 4(a3–e3) and Figure 4(a4–e4), the contents of O and Si elements in the modified silica microspheres were also increased due to the successful grafting of silane coupling agent.
FTIR analysis of different silica microspheres
The FTIR spectra of different modified silica microspheres are shown in Figure 5. For the pristine silica microspheres, the wide peak at 1630 cm−1 was related to the antisymmetric stretching vibration peak of -OH in water. The peaks at 1100 cm−1 and 800 cm−1 were ascribed to the Si-O-Si bond’s anti-symmetric stretching vibration peak and symmetric contraction vibration peak, respectively.33,34 After modification with KH550, the new peak at 2930 cm−1 was due to the stretching vibration of -CH2 on KH-550, and the new peak at 1450 cm−1 was related to the characteristic absorption peak of -NH2 on KH-550,35,36 which indicates that the KH-550 was successfully grafted on the silica microspheres’ surface. The FTIR spectra of different modified silica microspheres.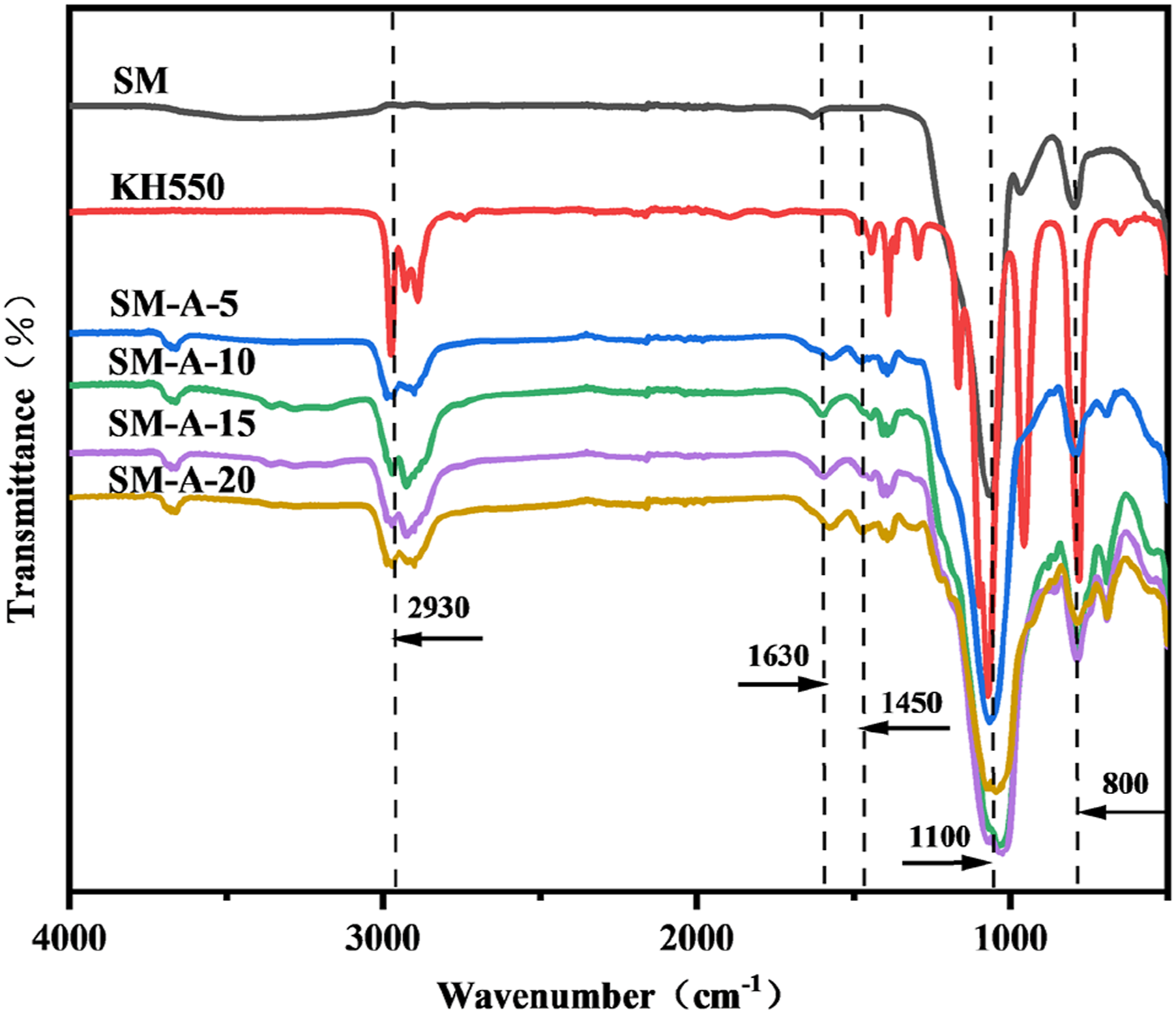
Chromogenic reaction
In order to further confirm that the silane coupling agent was successfully grafted onto the silica microspheres’ surface, the chromogenic reaction experiment was conducted. Firstly, the pristine and the modified silica microspheres were added into the buffer solution with the ninhydrin (pH = 6) content was 5%, respectively. Then heated at 110°C for 15 min, the color performance of the above mixture solution was shown in Figure 6. It could be seen that there was no obvious color change in Figure 6(a). However, for Figure 6(b), the color of buffer solution becme bluish-purple, indicating that the amino functional groups on KH550 have been successfully grafted on the silica microspheres’ surface. The color reaction of (a) pristine and (b) modified silica microspheres.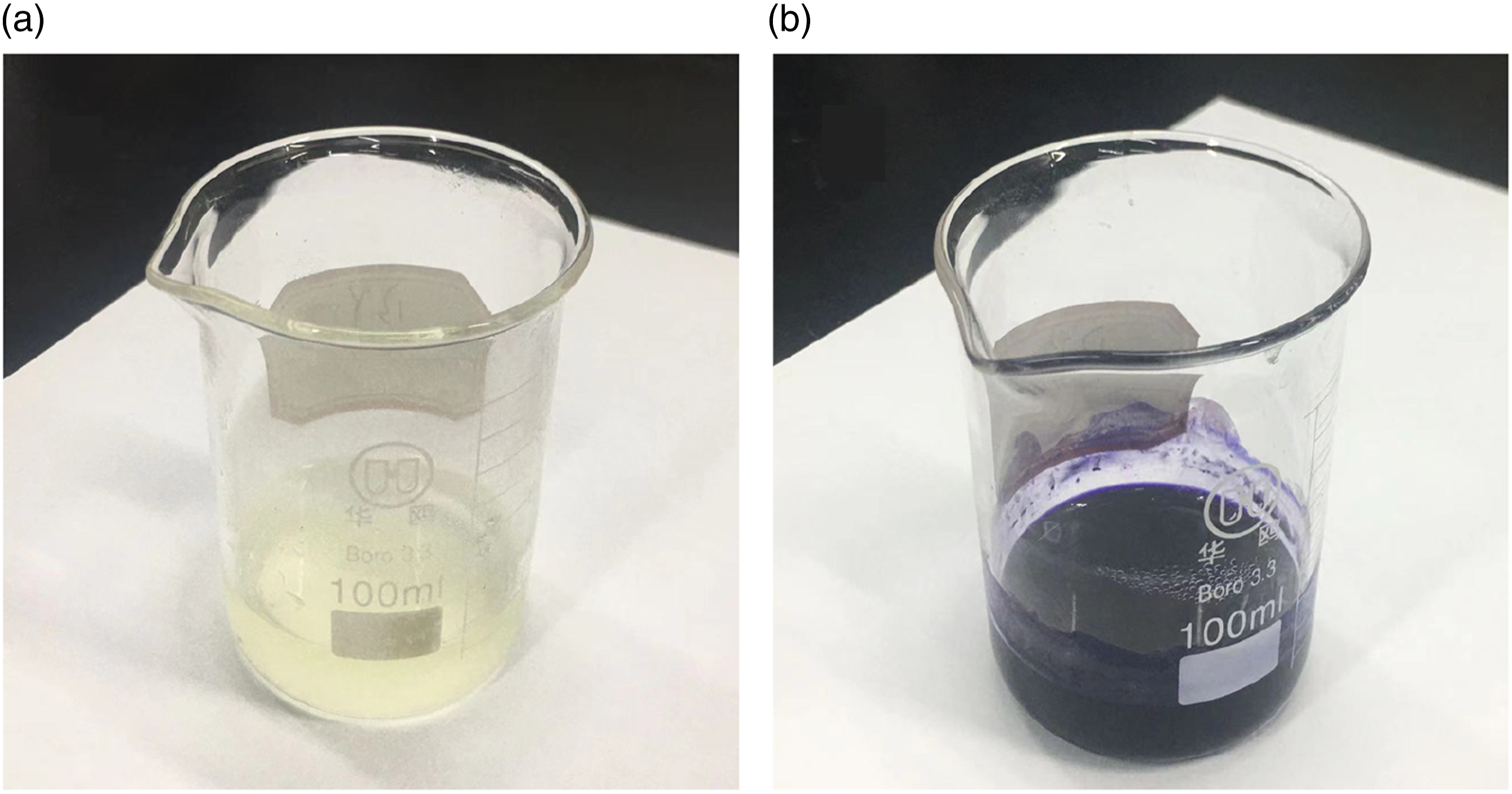
Mechanical properties of different FKM composites
The tensile strength and “100% elongation at break” of different silica microsphere reinforced FKM composites (FKM/SM-A-x) were measured and the results were shown in Figure 7(a) and Figure 7(b). From Figure 7(a), it can be seen that the incorporation of modified silica microspheres could significantly enhance the composites’ tensile strength. And for the pristine FKM, the tensile strength was only 7.35 MPa. After adding with the pristine silica microspheres, the tensile strength of FKM/SM composite increased by 84.8%. When added with modified silica microspheres, the tensile strength was sharply increased. Especially for the FKM/SM-A-10 composite, the tensile strength obtained the highest value, which was 242% higher than that of the pristine FKM. First of all, this is due to the nano-enhancement effect of nano-materials. Secondly, the nanosilica modified by KH550 have better dispersibility. Finally, the “C=N chemical bonds” between FKM and amino functionalized silica microspheres were beneficial to the interface combination. Besides, as shown in Figure 8, the improved dispersion of modified silica microspheres in FKM was also in favor of the tensile strength’s enhancement. When the KH550 content exceeds 10phr, the mechanical properties of FKM composite were slightly reduced, which could be ascribed to the reason that the silane coupling agent content reached over saturation, and the excess amounts of silane coupling agent acted as impurities, which affected the interface interaction and the mechanical properties. From Figure 7(d) it can be seen that, compared with past research reports, the FKM/SM-A-10 composites prepared in this study showed relatively higher tensile strength with relatively lower filler contents. Mechanical properties of different FKM composites: (a) Tensile strength, (b) elongation at break, (c) hardness and (d) tensile strength of FKM composites in past reports. (Including FKM/M-MWCNT,
37
FKM/m-SiCNWs,
38
FKM/EG,
39
FKM/Al2O3,
40
FKM/Diatomite/silica,
41
FKM/NG,
42
FKM/CB
43
and FKM/CeO2
44
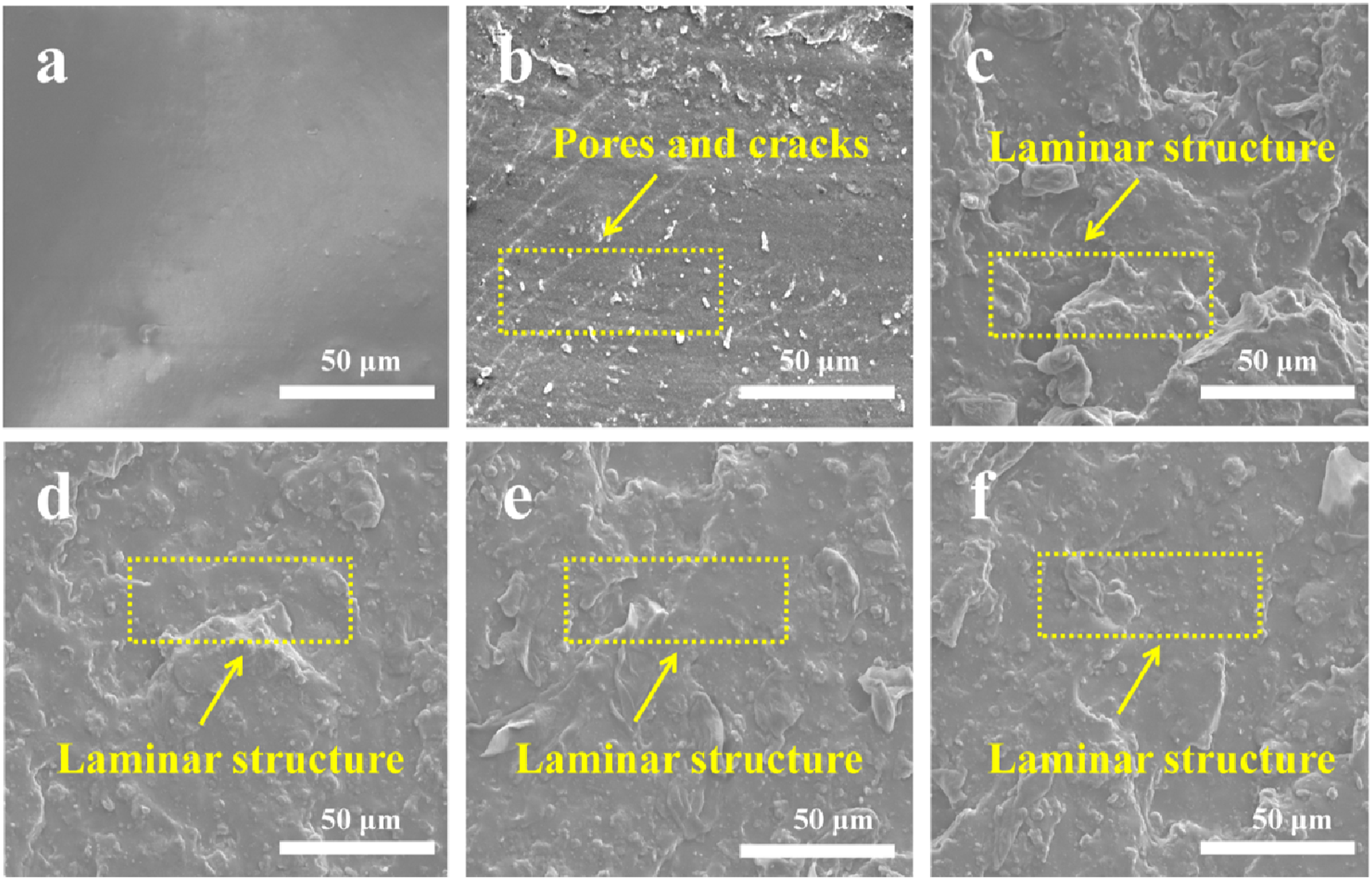
). SEM images of different FKM composites’ fractured surface: (a) FKM, (b) FKM/SM, (c) FKM/SM-A-5, (d) FKM/SM-A-10, (e) FKM/SM-A-15, (f) FKM/SM-A-20.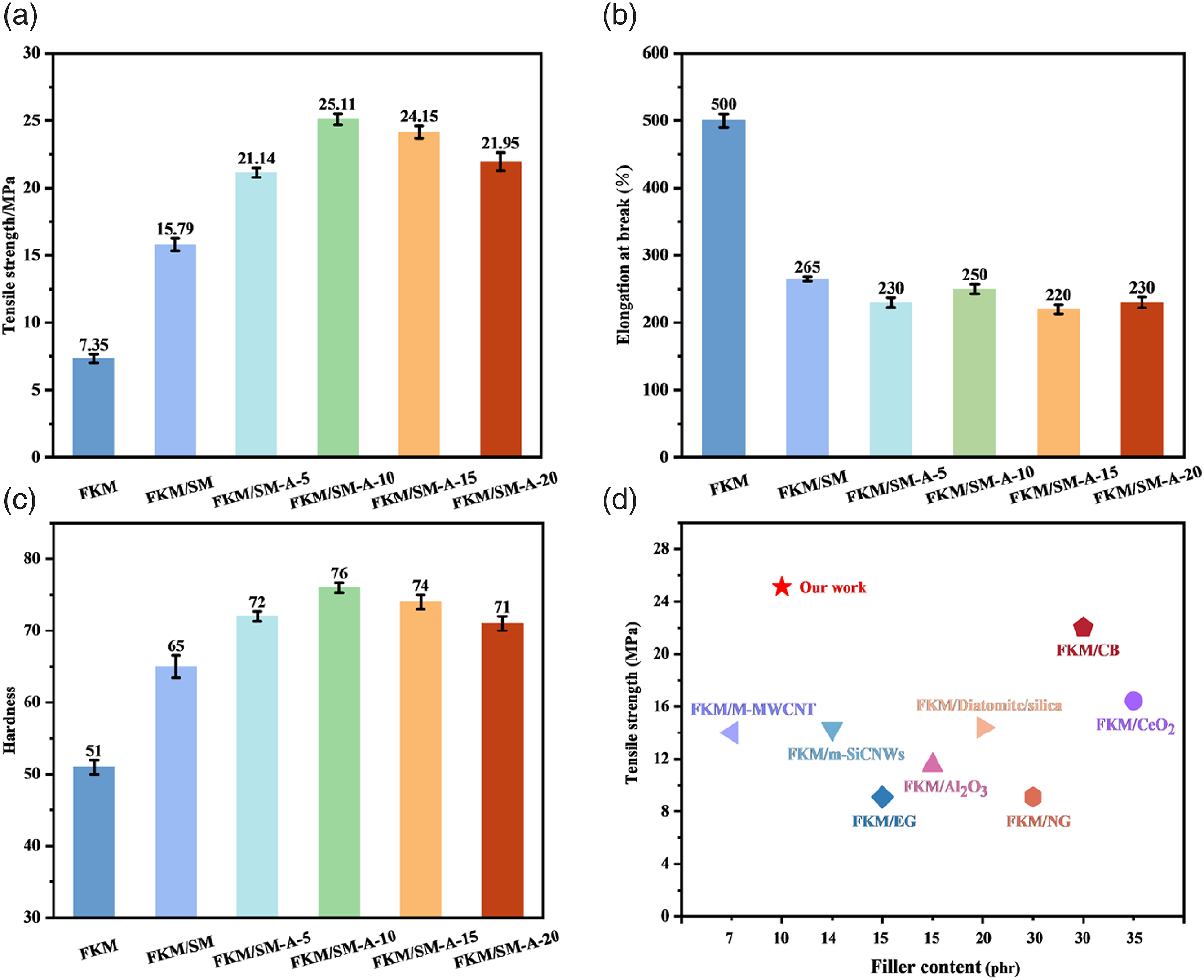
From Figure 7(b), it can be seen that the incorporating of the silica microspheres could sharply reduce the different FKM composites’ elongation at break. The reason may be that the addition of modified silica microspheres could form the “C=N chemical bonds” between FKM and amino functionalized silica microspheres, which could improve the FKM’ crosslinking degree and restricts the FKM molecule chains’ movement.
The Shore A hardness of the different FKM composites was measured and the results were shown in Figure 7(c). It can be seen that the effects of modified silica microspheres on the FKM composites’ Shore A hardness were the same as that on the tensile strength in Figure 7(a). For the pristine FKM composites, the hardness was the lowest (51 HA). When added with modified silica microspheres, the hardness of the FKM composite was sharply improved. With the increase of the KH550 content, the Shore A hardness was increased at first and then decreased. When the KH550 content was 10 phr, the FKM/SM-A-10 composites showed the highest hardness, which achieved a 49% increment compared to the pristine FKM. Such an improvement could be ascribed to the nanofillers itself having high hardness. In addition, amino-functionalized silica microspheres could react with FKM to form C=N chemical bonds which could absorb energy to enhance the hardness of FKM.
SEM analysis of different FKM composites’ fractured surface
The morphology of different FKM composites’ fractured surfaces was characterized by the SEM analysis and the result is shown in Figure 8. As can be seen from Figure 8(a), the fractured surface of pristine FKM was flat and smooth, which implies poor tensile properties. As shown in Figure 8(b), the distribution of pristine silica microspheres in FKM was obviously not uniform, and the filler was not fully impregnated by the FKM matrix, even there are some pores and cracks appeared on the fractured surface, which was not in favor of the tensile properties’ further enhancement. From Figure 8(c)–(f), it can be seen that the coupling agent KH550 modified silica microspheres achieved an even dispersion on FKM’s fractured surface. And there were fewer layers and holes appeared, indicating a good compatibility between filler and FKM, indicating excellent enhancement function of the tensile strength for different FKM composites.
Wear resistance performance of different FKM composites
The abrasion resistance performance of FKM composites has a direct impact on their sealing performance and service life. Therefore, the wear resistance performance of different FKM composites were tested and the results were shown in Figure 9(a). For the pristine FKM, the wear volume was 111.68 mm3. When added with the pristine silica microspheres, the wear volume of the FKM/SM composite was significantly reduced. The reason was that silica microspheres as an inorganic nano-filler have superior stability, reinforcement, thickening and thixotropy, which can significantly improve the FKM’s wear resistance performance. When added with modified silica microspheres, the wear-resisting effect was more obvious, and apparently reduced the wear volume. With the increase of the silane coupling agent content, the wear volume of different FKM composites decreased at first and then increased. And when the silane coupling agent concentration reached 10phr, the FKM/SM-A-10 composites obtained the lowest wear volume (84.3 mm3), which was decreased 24.5% compared to the pristine FKM. This is due to the C=N chemical bonds between FKM and amino functionalized silica microspheres was beneficial to improvement of the interface combination, which leads to a decrease in the volume wear under wear conditions. (a) Wear volume and (b) FTIR spectra of different FKM composites.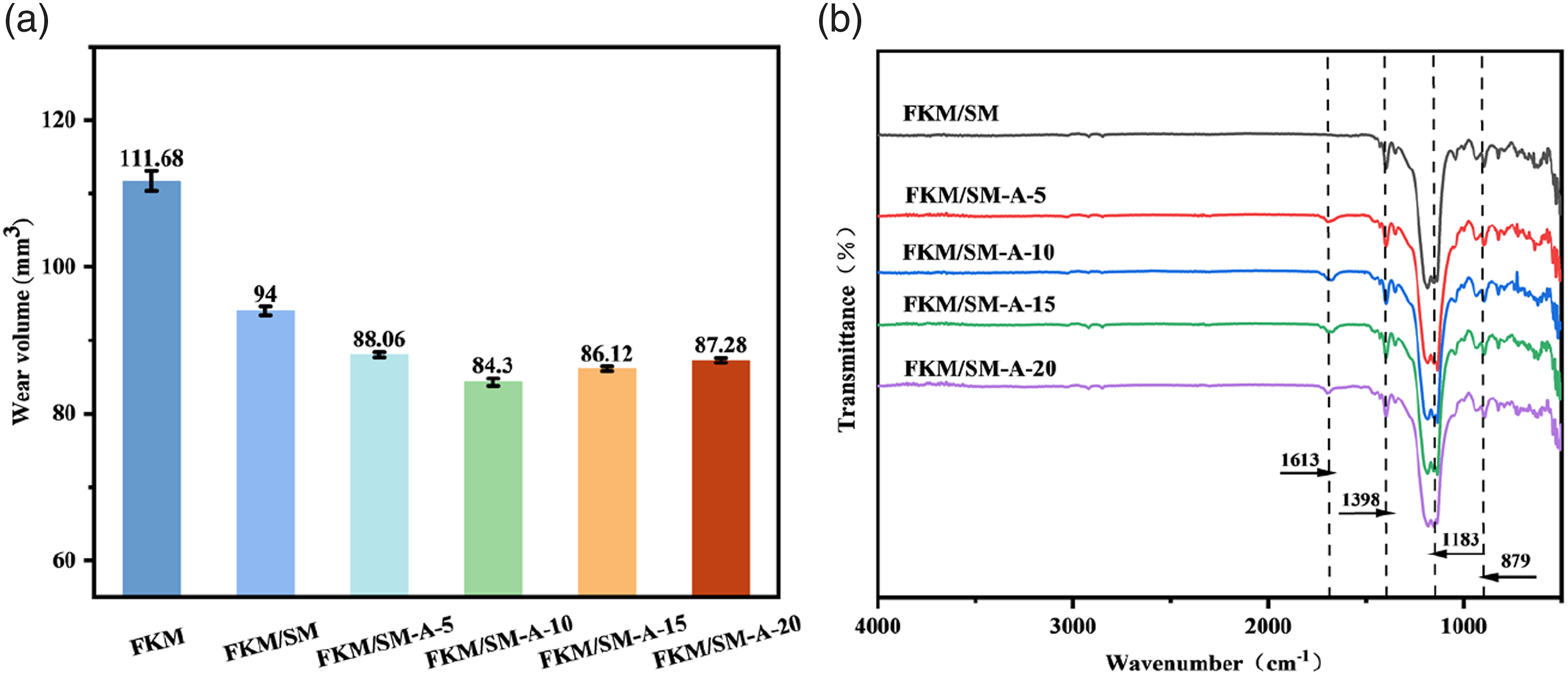
To qualitatively analyze the chemical structures and composition of the different FKM composites, the FTIR spectra was used and the result was shown in Figure 9(b), it can see that there are absorption peaks at 879 cm−1, 1183 cm−1, and 1398 cm−1 for both of the FKM composites, which was corresponding to the -CF3, -CF2-, and -CF- groups of FKM. 45 However, the modified silica microspheres reinforced FKM composites shows a new absorption peak at 1613 cm−1, which was attributed to the C=N stretching vibration peak. The result indicate that the C=N chemical bonds between FKM and amino functionalized silica microspheres was formed during the vulcanization process of the FKM/SM-A-x composites. 46
Thermal Properties of different FKM composites
The TG, DTG, thermal conductivity and carbon residue of different FKM composites were shown in Figure 10. From Figure 10(a) and (b), it can be seen that the initial decomposition temperature of the modified silica microspheres reinforced FKM composites was significantly increased, indicates that the modified silica microspheres can effectivley improve the FKM composites’ thermal stability. Among them, the FKM/SM-A-10 composite achieved the best thermal stability. The reason was that the amino cation can combine with the hydroxyl group on the surface of silica to reduce the hydrogen bonding between silica, thus reducing the agglomeration of silica and improving its dispersion in the rubber,
47
which was in favor of the formation of thermally conductive network and facilitate the heat transfer. (a) TG, (b) DTG, and (c) thermal conductivity of different FKM composites.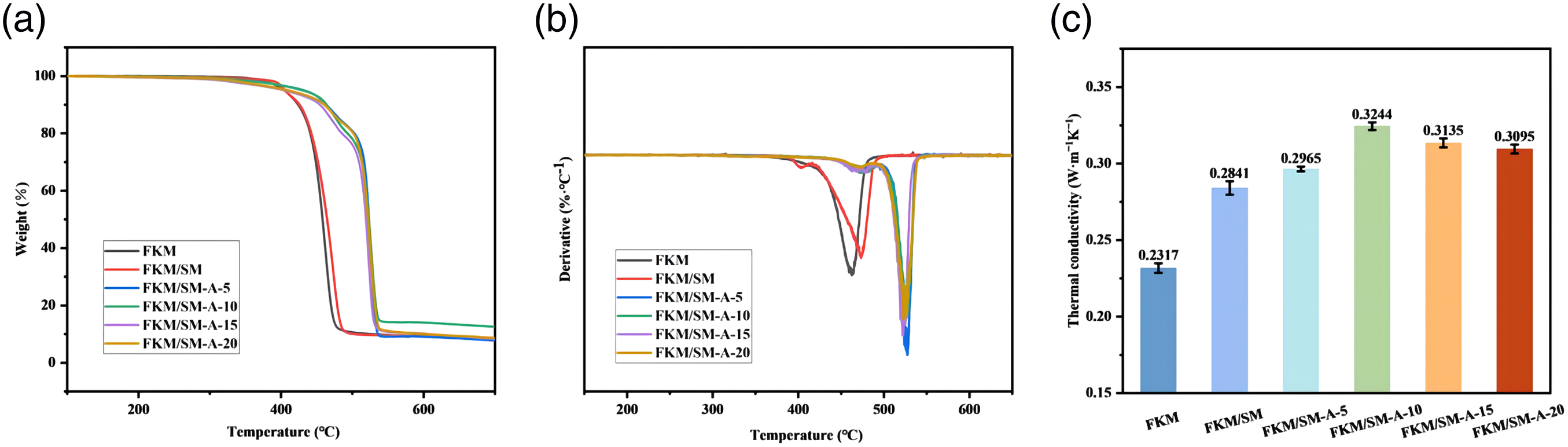
Figure 10(c) shows the thermal conductivity of different FKM composites. It can be found that the thermal conductivity was greatly improved after addition of the modified silica microspheres. Especially, when SM-A-10 was added, the thermal conductivity of the FKM/SM-A-10 composite (0.3244 W·m−1K−1) was increased by 40.0% compared with that of the pristine FKM (0.2317 W·m−1K−1). And it has significant advantages, compared to other researchers, which only increased by 28.2%. 48 This was attributed to the incorporation of the three-dimensional mesh structured nano-silica materials which have good interfacial interaction and well-distributed in the FKM, which could create more complete internal thermal conductivity pathway in the matrix.
Conclusions
In summary, a novel approach was employed involving the formation of C=N chemical bonds between FKM and amino-functionalized silica microspheres to enhance the mechanical, thermal, and wear resistance properties of FKM composites. This was achieved through the chemical modification of silica microspheres using a silane coupling agent. The results demonstrated the formation of C=N chemical bonds between FKM and silica microspheres played a crucial role in improving the dispersion of silica microspheres and enhancing the interface combination. Compared to pristine FKM, FKM composites with optimized KH550 content (10 phr) showcased significant enhancements in mechanical properties, with a 242% increase in tensile strength, a 49% rise in hardness, and a 40% improvement in thermal conductivity. Additionally, the wear volume decreased by 24.5%. This research highlights the simple and effective modification method has great potential for achieving high performance FKM composites in aerospace, automotive, petroleum, instrumentation, machinery and other industrial fields applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China grant number (51872209, 52072273 and 51972239), Zhejiang Provincial Natural Science Foundation of China grant number (LZ21E020001), Zhejiang Provincial Special Support Program for High-level Talents grant number (2019R52042), Key programs for Science and Technology Innovation of Wenzhou grant number (2018ZG005).