
Abstract
The objective of this research work is to study the in vitro degradation behavior of as-fabricated and annealed Poly Lactic Acid (PLA) composites reinforced with varying volume fractions of carbon fiber (CF).The composites are prepared by fused filament fabrication technique (FFF). Specimens are immersed in simulated body fluid (SBF) for 8 weeks to study the degradation behavior of the composites by examining the change in weight, change in pH and degradation in mechanical properties. The obtained results show that the addition of carbon fiber reinforcement reduces the tensile strength, flexural strength, impact strength and compressive strength of the composites. Further, CF addition enhances the tensile modulus of the composite. The mechanical properties of annealed composites are enhanced when compared to as-fabricated composites. Differential Scanning Calorimeter (DSC) is employed to study the thermal characteristics of the composites and % crystallinity of the composites. CF addition reduces the crystallinity of the composites. Fractographs of the tensile fractured specimens are studied using a scanning electron microscope (SEM). The addition of the carbon fiber reinforcement is found to accelerate the degradation behavior of the composites. There is significant change in weight and pH as well as degradation in mechanical properties of PLA-CF composites immersed in SBF than pure PLA composites. Annealed composites show better degradation resistance than as-fabricated composites. SEM is employed to study the surface morphology of the composites immersed in SBF.
Introduction
Due to their advantages of biocompatibility as well as good corrosion and tribological properties, steel and titanium have been used as traditional bone implant materials.
1
However, these metal implants are extremely rigid due to their higher strength and stiffness which results in stress shielding. Higher stiffness and stress shielding effect lead to bone loss due to the reduced physiological loading.
2
Over a period of time, these materials lose their metal ions due to corrosion and as a result, several physiological reactions occur in the human body. These metals are non-resorbable and the accumulation of metal ions due to corrosion can cause toxicity. To overcome these problems, the researchers have focused efforts on identifying alternative polymer materials called biopolymers which have mechanical properties that are close to the human bone along with the required biocompatibility and biodegradable properties. There are various biopolymer materials such as Poly Lactic Acid (PLA), Polymethyl-methacrylate (PMMA), Polyglycolic acid (PGA), etc.
3
Poly Lactic Acid is a thermoplastic biopolymer that is biodegradable. Biodegradable or bioresorbable polymer materials lose their stiffness after a period of time following their introduction into the biological medium. PLA is a biodegradable polymer which fixes the stress shielding by reducing the rigidity after the interaction with a biological medium making it suitable for biomedical applications, viz., drug delivery, bone scaffolds and orthopaedic implants. Lactic acid is derived from sugarcane starch by the fermentation process and this lactic acid is polymerized to produce poly lactic acid.
4
PLA is a material that can be used as a replacement for bone tissue, and to regenerate bone tissues in bones that have degraded over time. It is a popular polymer similar to that of natural bone tissue and is used in the fabrication of bone implants.
5
Nevertheless, the applications are limited due to the slow degradation rate and hydrophobic nature of PLA.
6
The poor mechanical properties of PLA are also an area of concern in their use as replacement for traditional metal implants. Fibers such as bio-active glass fiber (GF), carbon fiber (CF) and nano-hydroxy apatite have been used as reinforcements in PLA matrix to enhance the mechanical properties of the composites. PLA reinforced with carbon fiber (CF) composites can be employed in orthopaedic implants.
7
PLA is the most widely used material in fused filament fabrication techniques because of its easy printability. Ferreira et al. fabricated pure PLA and PLA-CF composites by fused filament fabrication technique and reported that the stiffness of PLA was enhanced with CF reinforcement whereas there was no change in tensile strength. PLA matrix carried the applied tensile load and so the tensile strength was not altered.
8
Ivery et al. fabricated PLA-CF composites by material extrusion additive manufacturing (MEAM) technique and concluded that the addition of short carbon fibers enhanced the tensile modulus of the composite.
9
Sunil Bhandari et al. prepared PLA-CF composites by fused filament fabrication (FFF) technique and concluded that CF reinforcement increased the viscosity, slowed the interlayer fusion process. And reduced the tensile strength of the composites. Annealing is the widely used post-processing procedure to improve the mechanical properties of materials after the specimens are fabricated through fused filament fabrication technique. Annealing reduces the internal stress formed during the fabrication of the composites and so the mechanical properties such as tensile strength and flexural strength are enhanced.
10
The annealing had influence on compressive, impact and flexural strength of the PLA-CF composites.
11
Ramakrishna et al. reported that PLA-CF composites possessed superior mechanical properties. However, the PLA-CF composites lost their mechanical properties when introduced into a biological medium. Further research work is necessary to study the degradation behaviour of PLA-CF composite.
12
The degradation behaviour of materials is studied either by in vitro or in vivo analyses. In in vivo analysis, implants are placed inside real biological bodies viz., rats, rabbits, etc. to study the degradation behaviour of implants. Though in vivo analysis provides a real-time biological environment, there are certain difficulties in this method like administering anaesthesia. This led researchers to focus on the in vitro degradation of materials. In vitro analysis simulates the biological experiments in the glass tube to address the difficulties found in in vivo analysis.
13
Simulated body fluid (SBF) is the widely used solution for degradation analysis since the chemical composition of SBF is the same as human blood. Kukoboo et al. explained the chemical composition and preparation procedure of simulated body fluid.
14
Ziqi Guo et al., fabricated poly lactic acid scaffolds to determine the degradation behaviour in the SBF medium. The results revealed that the PLA scaffolds hydrolyzed into non-toxic products without disturbing the biocompatibility of PLA.
15
Navarro et al. carried out in vitro degradation analysis on PLA – calcium phosphate glass particle composites and reported that the addition of reinforcement accelerated the degradation behavior of PLA.
16
Suriyan Rakme et al. carried out degradation analysis on PLA-carbonated hydroxyapatite composites (CHA) by immersing samples in phosphate buffer solution. The results revealed that the addition of CHA reinforcement slowed down the degradation process of PLA.
17
Zargar Kharazhi et al. examined the degradation behaviour of Poly-
In most of the previous research works related to PLA-CF composites carried out by Ferreira et al, Sunil Bhandari et al, Marcus Ivery et al, composites were prepared through Fused Filament Fabrication technique and the tensile, flexural and impact properties were studied.8–10 PLA-CF composites are partially resorbable composites in which the PLA matrix will degrade whereas the CF will be non - degradable. Hence, the degradation behaviour of PLA-CF composites has to be studied before they are utilized as orthopaedic implants. Even though few works have reported the degradation analysis of PLA composites, to the best of the author’s knowledge there are no research studies that have been conducted on the degradation analysis of PLA- CF composites so far. In this present work, pure PLA, PLA+15% CF and PLA+30% CF composites are fabricated by the fused filament fabrication technique. Tensile, flexural, impact and compressive properties of the PLA-CF composites are studied. Changes in the mechanical properties of the PLA-CF composites are studied by immersing the specimens in SBF solution for 8 weeks.
Materials and methods
Fabrication of the composites
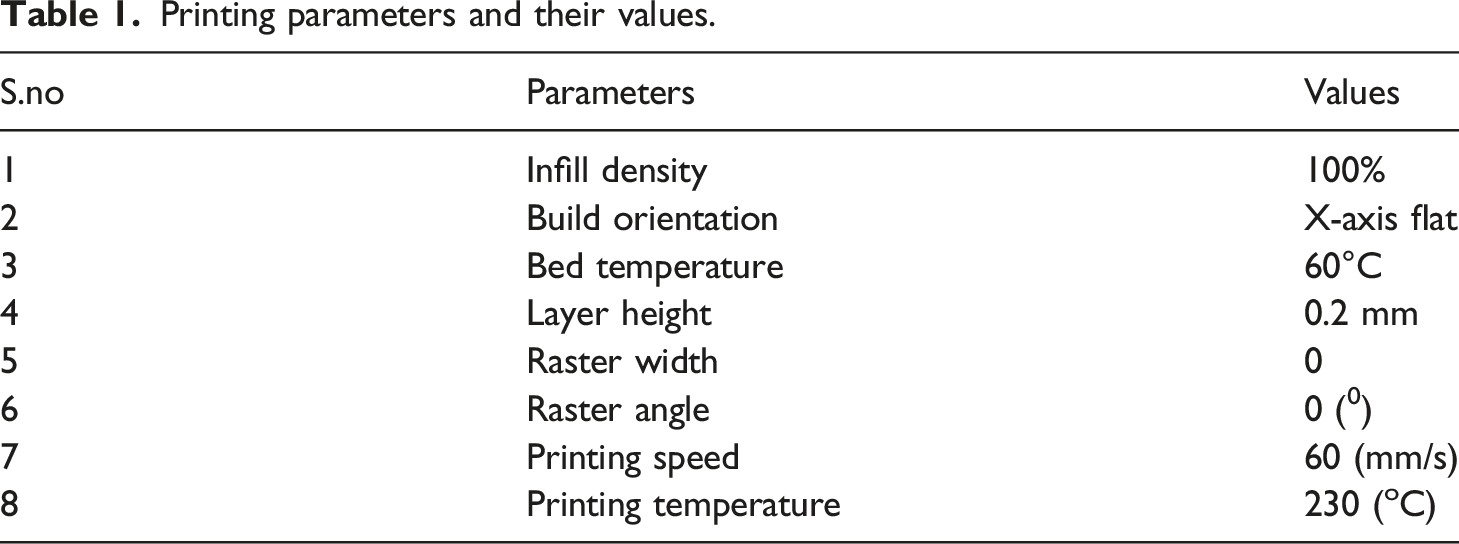
Printing parameters and their values.
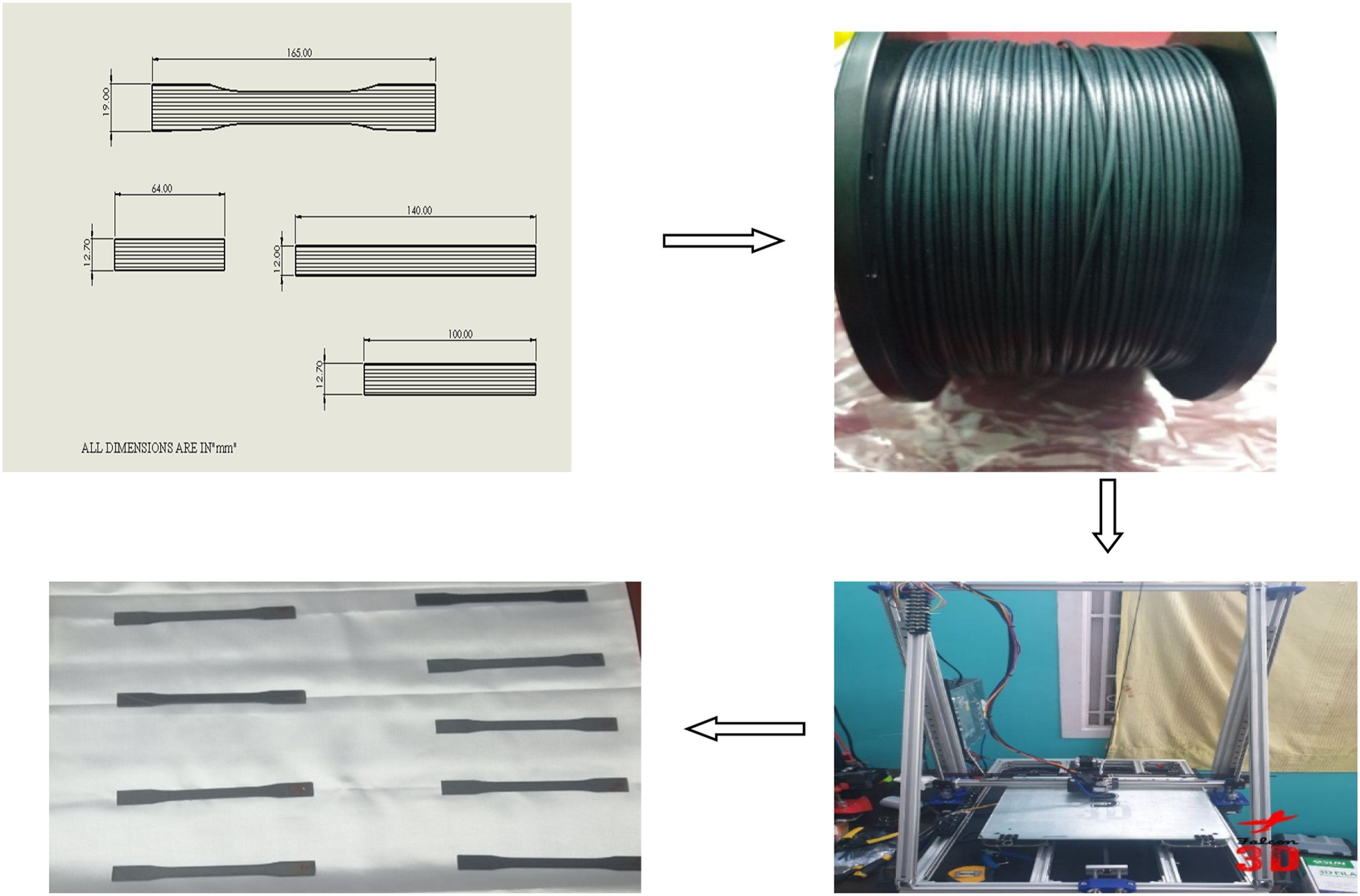
Steps in fabrication of composites by fused filament fabrication technique (FFF).
Mechanical testing
The specimen required for mechanical testing is fabricated by the fused filament fabrication technique in the required dimensions according to ASTM standards. Tensile test is carried out using a Universal Testing Machine (Make: Associated Scientific Engineering. Works, Capacity-50 kN) at a cross - head speed of 2.5 mm/min. ASTM-D638 (Type I) dumbbell-shaped specimens of dimensions 165 × 19 × 3 mm3 are used to determine the tensile properties, i.e., tensile strength and tensile modulus of the composites. The three-point bending test is carried out to determine the flexural properties of the composites. A flexural test is conducted in a Universal Testing Machine on the rectangular cross-section of bar shaped according to ASTM-D790, to determine the flexural strength of the composites. Unnotched Izod impact tests are conducted as per ASTM-D 256 standard using pendulum type impact testing machine to determine the impact strength of the specimens. Rectangular specimens of dimensions 64 × 12.7 × 3 mm3 are used in the test. The compression test is conducted using a UTM machine on a rectangular cross – specimens with the dimensions of 140 × 12 × 3 mm3 according to ASTM D 3410. As-fabricated specimens and the fractured surfaces from the tensile test are studied using the Scanning Electron Microscope (SEM) to identify the fracture mechanism of the composites. All the samples are gold coated before microscopic observation in order to avoid sputtering.
Annealing
Annealing is carried out on the fabricated composites in a muffle furnace. Annealing temperature should be slightly higher than the recrystallization temperature. Ferreira et al, reported that the 100°C was the optimum temperature for annealing and holding time of 30 min provided better mechanical properties. 8 In the present work, annealing is carried out at 100°C for 30 min and the composites are cooled inside the furnace for 12 h.
Thermal analysis
A Differential Scanning Calorimeter (DSC) is employed to study the thermal stability of the fabricated composites. DSC material testing is carried out using NETZSCH DSC 214 instrument on pure PLA and PLA+30%CF composites. The weight of the samples is between 20 and 25 mg. The specimen is heated from 30°C to 250°C at the rate of 10 K/min. The glass transition temperatures of PLA and its composites are determined using the Differential Scanning Calorimeter. The % crystallinity (% XC) is also determined from the DSC analysis using equation (1) given below.
Preparation of simulated body fluid
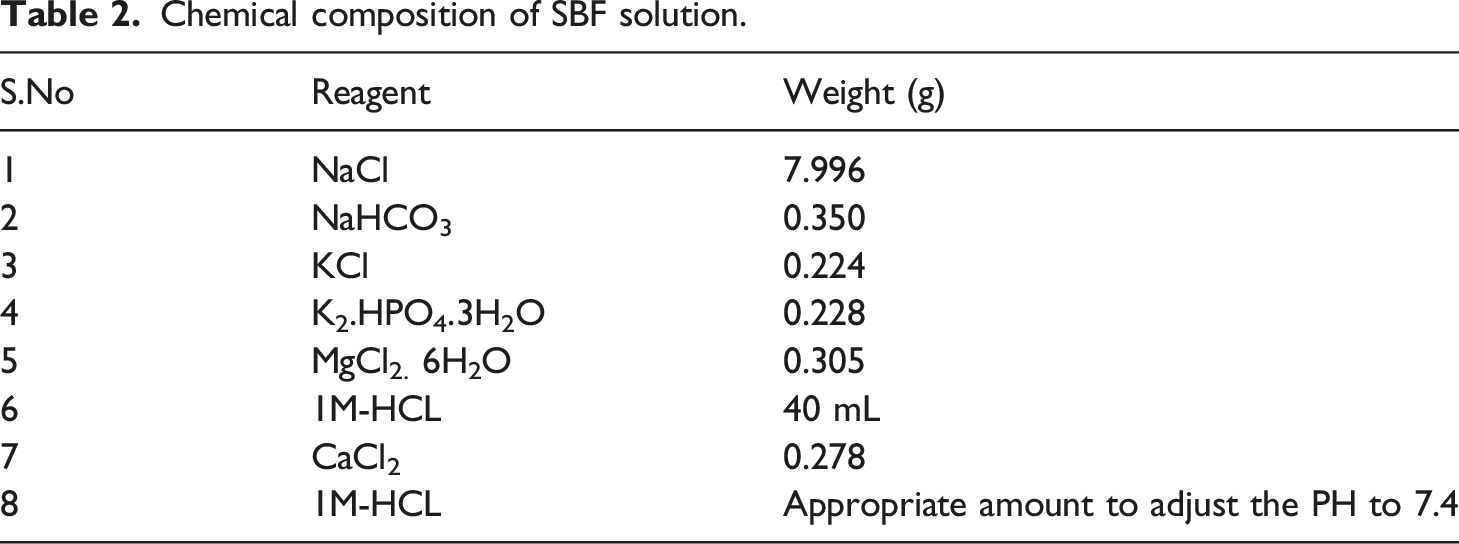
Chemical composition of SBF solution.
In vitro analysis
The specimens are immersed in the prepared SBF for 8 weeks to conduct the degradation analysis of the PLA and its composites. Specimens are taken from the SBF solution every week and their weight change is measured. This is considered as wet weight. The % gain in weight is obtained from equation (2). After measuring the wet weight, the specimens are dried for an hour to obtain the dry weight of the specimens. Weight loss of the specimens is obtained using equation (3). The pH of the simulated body fluid is measured each week and the change is noted. The degradation in the mechanical properties of the PLA and its composites is studied by conducting mechanical tests on the specimens immersed in SBF for 8 weeks. Mechanical tests such as tensile test, flexural test, impact test and compression test are conducted and the obtained results are compared with the mechanical characteristics of the as-fabricated and annealed pure PLA and its composites.

Results and discussions
Tensile test
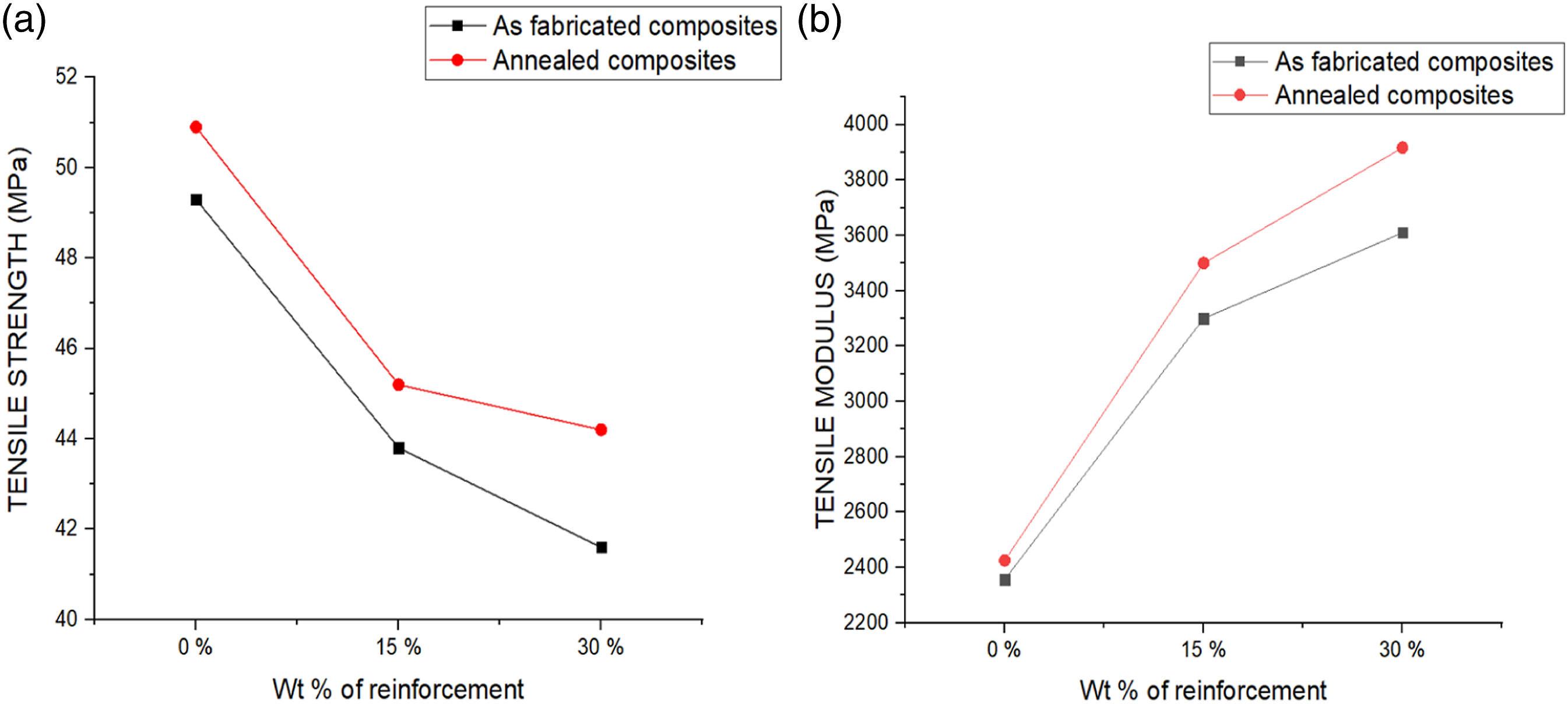
Tensile strength reduces with an increase in the weight percentage of carbon fiber reinforcement (Figure 3(a)). The tensile strength of PLA-CF composites is found to be reduced due to the poor interfacial bonding between matrix and reinforcements. This poor bonding between the PLA and CF leads to ineffective load transfer between the matrix and reinforcements. Hence, the PLA-CF composites have lower tensile strength than pure PLA. The % reduction in tensile strength of PLA composites from pure PLA is 11% and 15% for 15% and 30% CF reinforcement, respectively. The addition of CF reinforcement increases the brittleness of the PLA. This increased brittleness results in the fracture of the PLA-CF composites at lower strain values, as evident from the stress-strain curve in Figure 2. The tensile modulus increased with an increase in weight percentage of CF, as seen in Figure 3(b)). It indicates that PLA-CF composites show greater stiffness than pure PLA. The percentage increase in the tensile modulus of CF reinforced PLA composites is 40% and 53% for 15% and 30% CF reinforced composites, respectively. Annealing enhances the tensile strength and tensile modulus of pure PLA and PLA-CF composites which is evident from Figure 3(a) and (b). Tensile strength is enhanced by 3.4%, 3.1% and 6.2% for annealed PLA with 0%CF, 15%CF and 30%CF, respectively. Tensile modulus of annealed composites is enhanced by 3%, 6% and 8.5% for PLA with 0%CF, 15%CF and 30%CF, respectively. Annealing eliminates the internal stress formed during fabrication of composites and so the tensile strength and tensile modulus are enhanced. Stress-strain curve of purePLA and PLA-CF composites (a) as-fabricated and (b) SBF immersed specimen. (a) Tensile strength and figure 3. (b) tensile modulus of pure PLA and PLA-CF composites.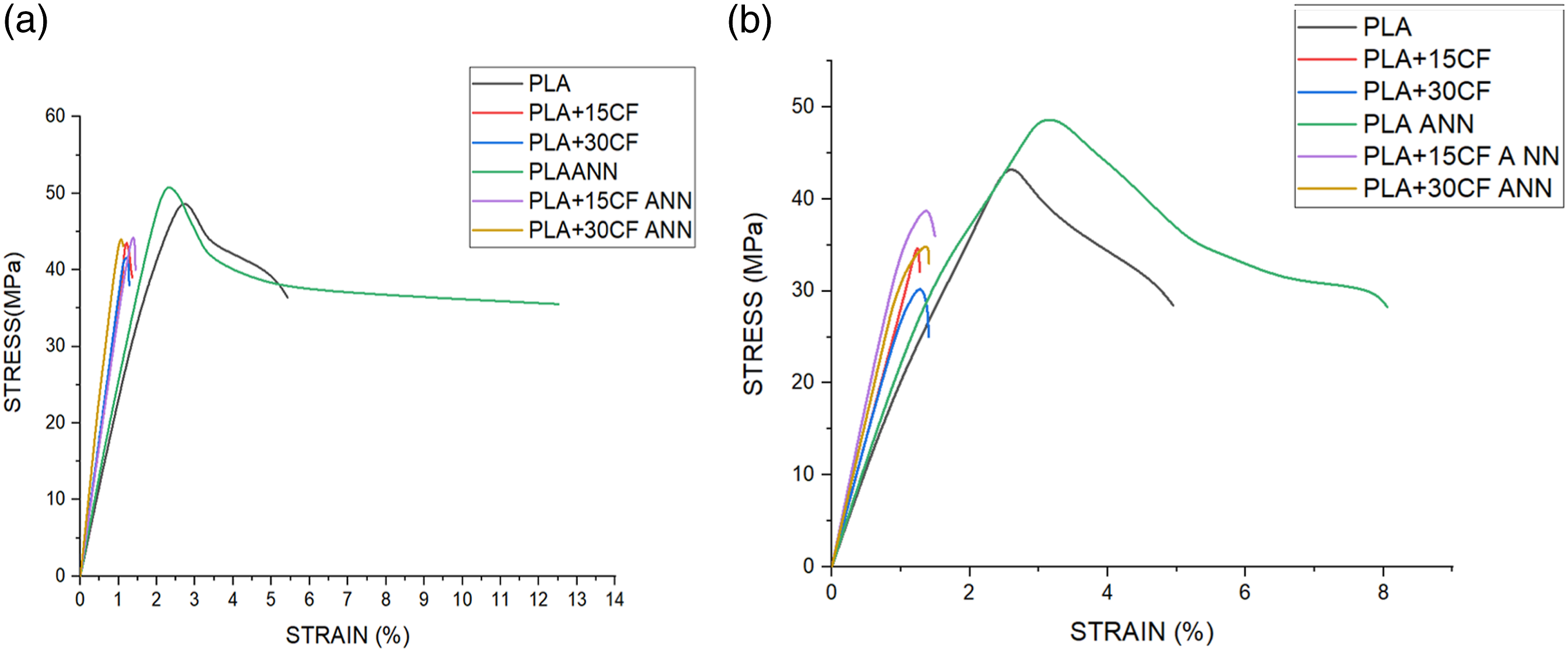
Surface morphology of tensile specimen
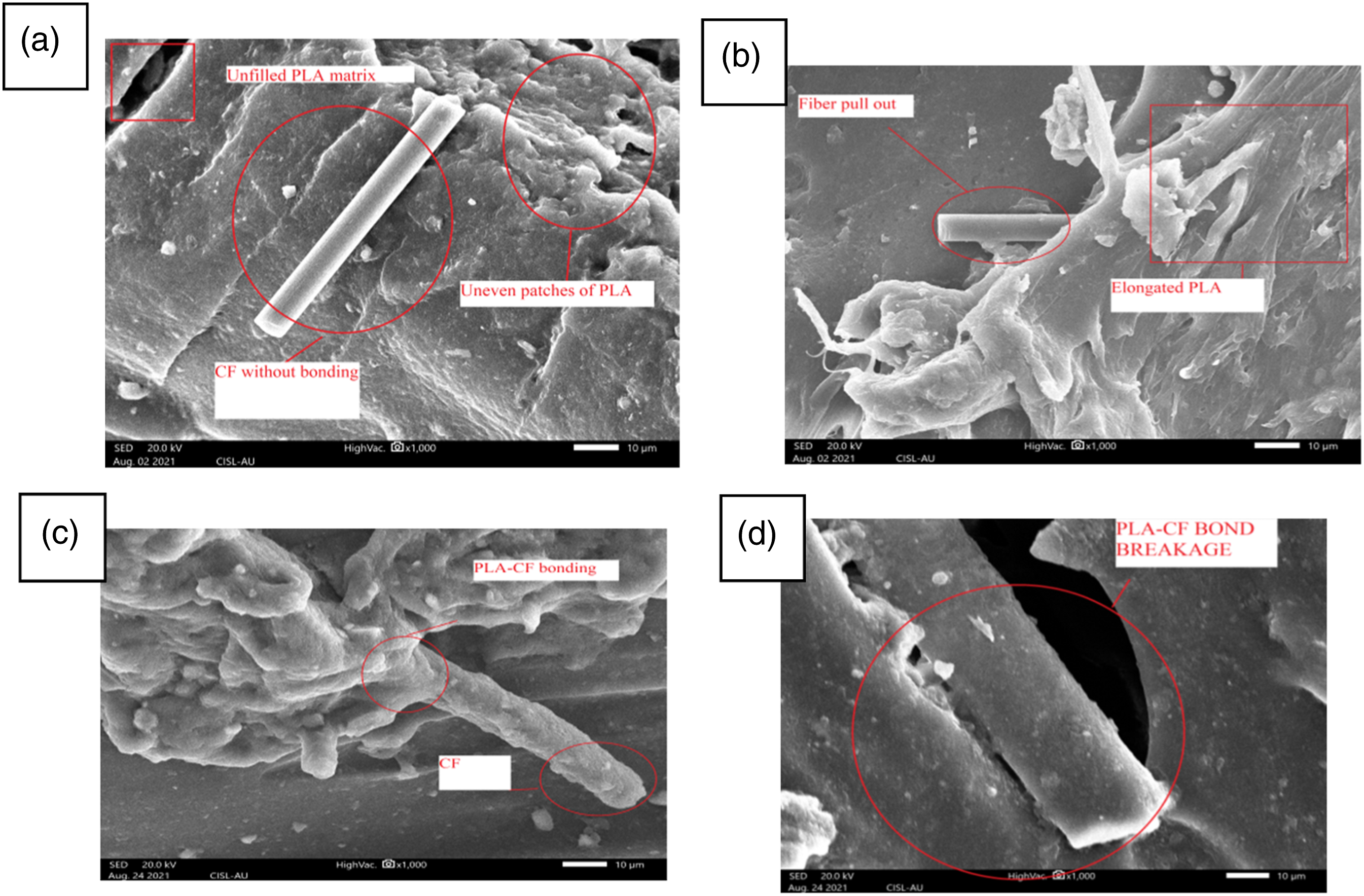
Figure 4(a)–(d) depict the surface morphology of as - fabricated and annealed PLA specimens before and after the tensile test. Figure 4(a) depicts the surface morphology of as – fabricated pure PLA specimen in which the PLA is filled uniformly over the entire surface which indicates that the melt viscosity is lower. This uniform filling of PLA without any pores provides better mechanical properties of pure PLA than PLA-CF composites. The tensile fractured specimen of as - fabricated pure PLA specimen is shown in Figure 4(b), it has cracks and voids which is due to the breakage of molecular bonding in PLA chains. The applied tensile load pulls the polymer chains and so they get elongated. During the elongation, the bond strength is reduced which results in bond breakage and then the specimen fractures with greater displacement than PLA-CF composites. This increased elongation increase the strain % which results in the lower stiffness of pure PLA. The annealed PLA specimen is shown in Figure 4(c), the surface is seen to be more even than that of the as-fabricated pure PLA specimens. Annealing eliminate the internal stress and provides better molecular bonding than as-fabricated composites. In Figure 4(d), the surface is rougher which is due to the elongation of PLA as a result of applied tensile load. Figure 5(a) and (b) depict the SEM image of the as - fabricated PLA+30%CF specimen before and after tensile test respectively. Figure 5(a) shows that the PLA is not filled uniformly which indicates the increased melt viscosity of PLA after the addition of CF reinforcement. This increase in viscosity reduces the flow of the melt which results in the uneven filling of PLA whereas in pure PLA specimens, the matrix is filled uniformly without any patches. This uneven filling of PLA creates unfilled matrix regions. The applied tensile load can easily propagate through these unfilled regions and so the PLA-CF composites tend to get fractured at lower loads than pure PLA. Figure 5(a) shows the lack of bonding between the PLA matrix and CF reinforcement. It leads to ineffective load transfer between matrix and reinforcement which is also responsible for inferior mechanical properties when compared to pure PLA. In Figure 5(b), fiber pull-out and elongated PLA are observed due to the applied tensile load. This fiber pull-out again confirms the poor interfacial bonding between the matrix and reinforcements. In Figure 5(c), it is seen that the PLA is filled uniformly without any patches after annealing. CF-PLA bonding is also observed in Figure 5(c) whereas in Figure 5(a), there is no bonding between the CF and the PLA. It indicates that annealing improves the bonding between matrix and reinforcements and so the mechanical properties are enhanced. Figure 5(d) depicts the surface morphology of annealed PLA+30%CF composites after the tensile test. PLA-CF bond breakage is observed. The CF results in stress concentration and also restricts the elongation of the PLA matrix when the tensile load is applied. This restriction in elongation of PLA – CF composites leads to lower deformation compared to pure PLA which is the reason for the increased brittleness of the PLA-CF composite. Hence, the PLA-CF composites show greater stiffness than pure PLA. SEM image of (a) as-fabricated pure PLA before fracture (b) as-fabricated pure PLA after tensile fracture (c) annealed PLA before fracture (d) annealed PLA after fracture. SEM image of PLA+30% CF (a) as fabricated before fracture (b) as fabricated after fracture (c) annealed before fracture (d) annealed after fracture.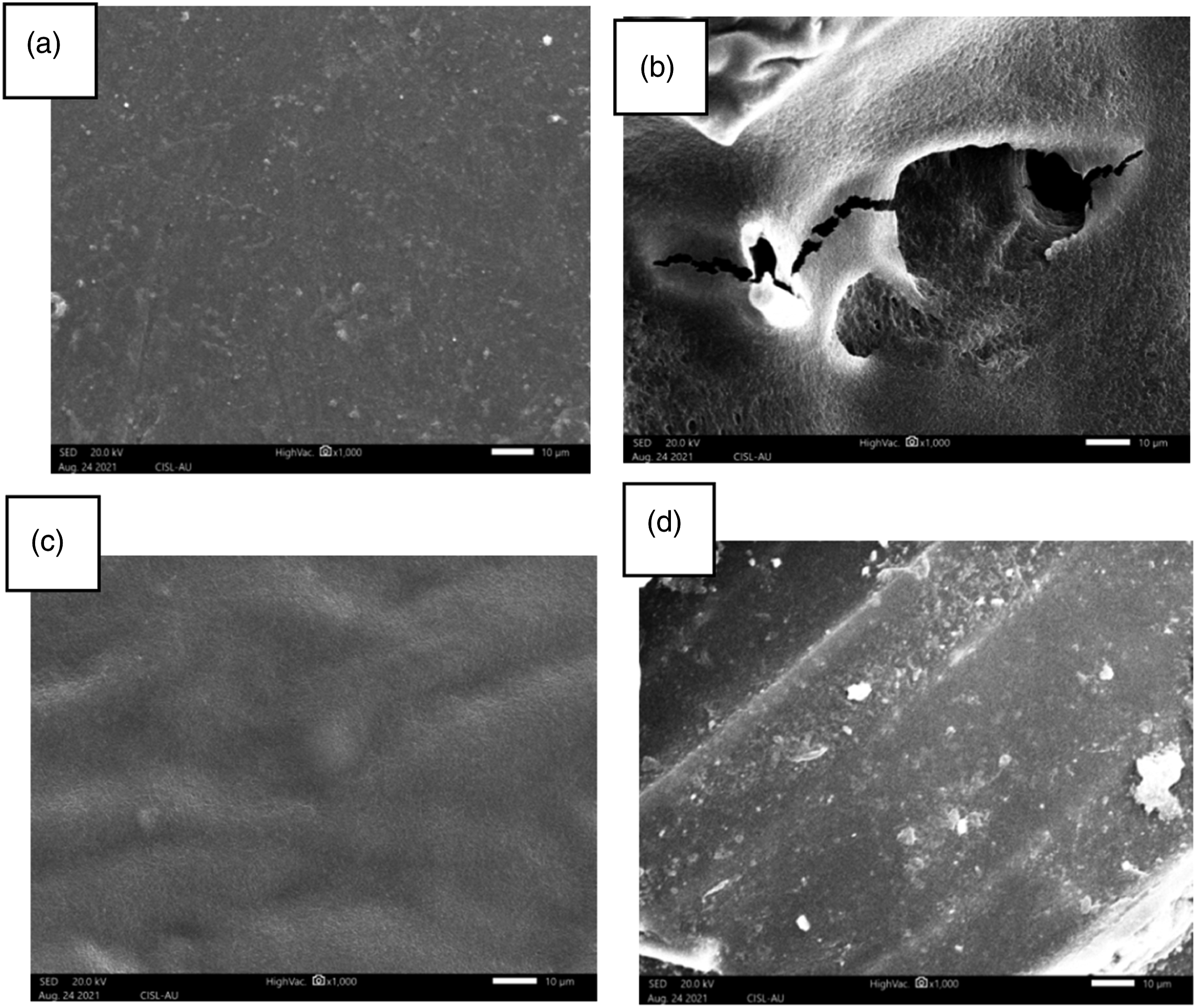
Flexural test
Experimental results from the flexural test are shown in Figure 6(a) It is observed that the addition of CF reduces the flexural strength. Lin Sang et al. reported similar findings from their work in PLA-short basalt fiber composites.
21
The reduction in flexural strength is attributed to the poor inter-laminar adhesion between the PLA and CF. The percentage reduction in flexural strength of PLA – CF composites from pure PLA is noted to be 10.8% and 20% for 15% CF and 30% CF reinforcement, respectively. However, annealing enhances the flexural strength of the composites by 1.6%, 4.4% and 10.4% for PLA with reinforcements of 0%CF, 15% CF and 30% CF, respectively. This enhancement in flexural strength is due to improved interlaminar adhesion between the matrix and reinforcement after annealing. Mechanical properties of the composites (a) Flexural strength (b) Impact strength (c) Compressive strength.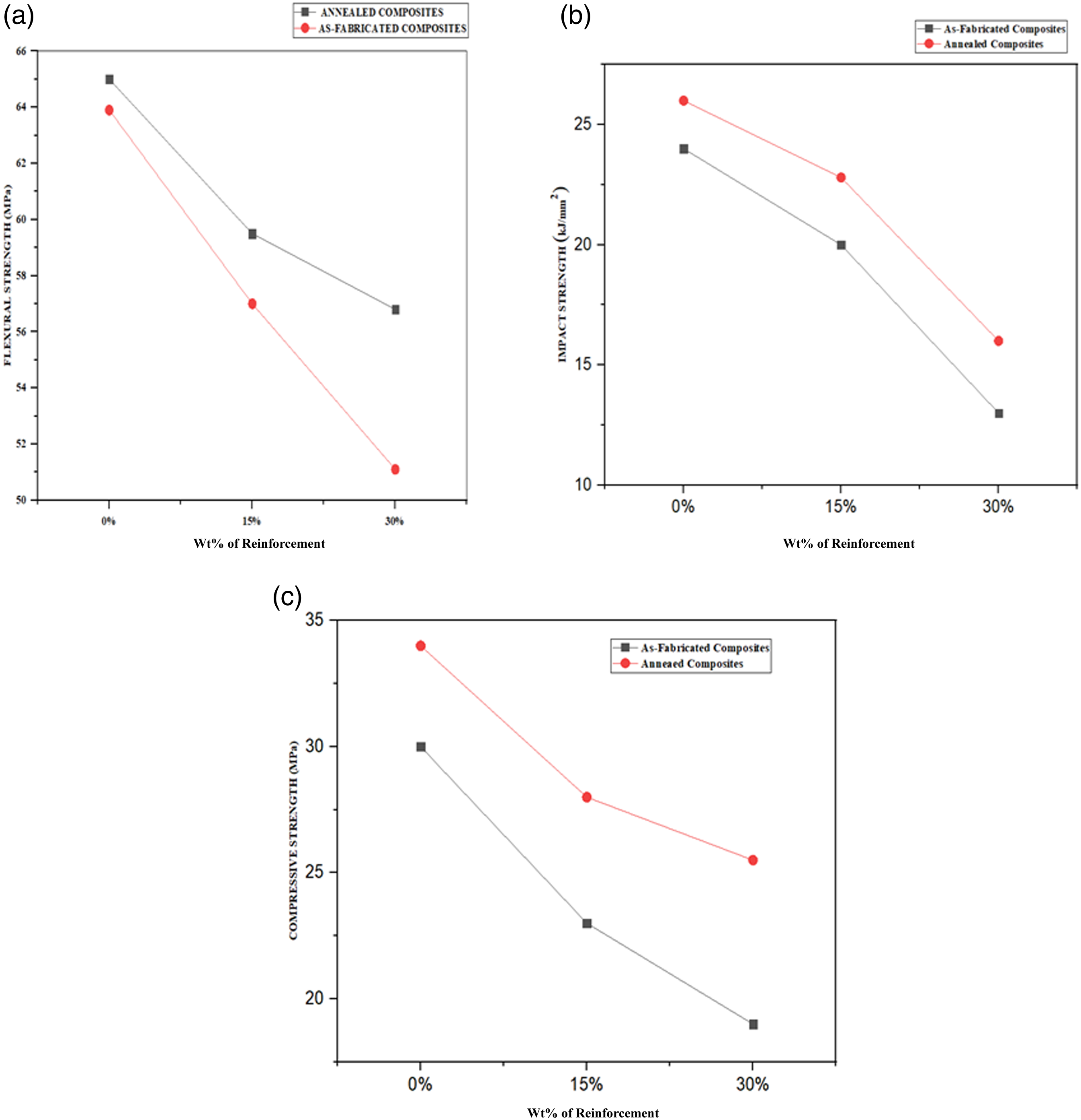
Impact test
Figure 6(b) shows the impact strength of pure PLA and PLA-CF composites. The addition of CF reduces the impact strength of the PLA. CF reinforcement increases the stiffness and brittleness and so the energy absorbing capacity of the PLA was reduced with an increase in the weight percentage of reinforcement. The impact strength of PLA is reduced by 16% and 50% for 15% CF and 30%CF-PLA composites, respectively. It indicates that pure PLA is tougher than PLA-CF composites. Patterson et al. observed similar findings in their work and concluded that the addition of reinforcements, viz., wood fiber, carbon fiber and aluminium with PLA reduced the toughness of the composites. 22 The increase in energy absorbing capacity of the composites after annealing enhanced the impact strength of the composites by 8.3%, 14% and 23% for PLA with 0%CF, 15%CF and 30%CF, respectively.
Compression test
Experimental results of the compression test are shown in the Figure 6(c). From the figure, it is observed that the compression strength is reduced with an increase in weight % of reinforcement. Poor load transfer interaction between the matrix and reinforcement reduces the compression strength of pure PLA. The compression strength of pure PLA was reduced by 23% and 45% for 15% and 30% CF reinforcements, respectively. Annealing improves the load transfer interaction between the matrix and reinforcement and so the compressive strength of the composites is increased by 6%, 12% and 15.9% for PLA with 0%CF, 15%CF and 30%CF respectively.
DSC analysis
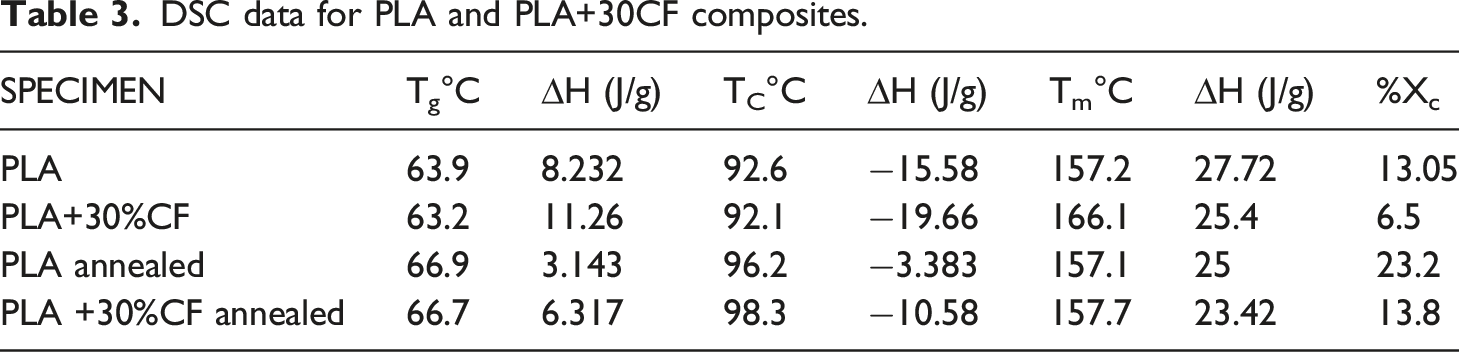
DSC curves for pure PLA and PLA+30CF in as-fabricated and annealed composites are shown in Figure 7. PLA is a semi-crystalline polymer and hence three peaks are observed. The peak around 65°C is the glass transition temperature (Tg). The glass transition temperatures of the pure PLA are 63.9°C and 66.9°C for as-fabricated and annealed composites respectively. The glass transition temperatures of the PLA-CF composites are 63.2°C and 66.7°C for as-fabricated and annealed composites, respectively. Another peak is observed in the range of 90-100°C which is the crystallization temperature. Crystallization peak is an exothermic process which is attributed to the rearrangement of polymer chains due to the mobility of chains during heating. The enthalpy of crystallization is increased for PLA-CF composites indicating the reduced crystallinity. The crystallinity % (Xc %) is listed in Table 3. From the table, it is seen that the crystallinity of pure PLA is 13.05% and that of PLA+30%CF is 6.5%. This indicates that the addition of CF to PLA reduces the crystallinity. This reduction in crystallinity is due to the scattered fibres which restricts the mobility of polymer chains. This reduction in crystallinity is attributed to higher wt% of fiber reinforcement.
9
Poor interfacial bonding between matrix and fiber, ineffective load transfer between the fiber and the matrix and reduced crystallinity of PLA-CF composites are the factors which are responsible for the reduced strength of PLA-CF composites. Annealing enhances the crystallinity of PLA and PLA-CF composites. The crystallinity % of annealed PLA and annealed PLA-CF is 23.2% and 13.8%, respectively. This improvement in crystallinity is due to the slow nucleation and crystallization rate of PLA. Rapid cooling process during 3-D printing does not provide enough time for crystallization whereas the slow cooling rate of annealing provides the sufficient time for crystallization.
9
This results in increased crystallinity of the PLA and PLA-CF composites after annealing. DSC curve for pure PLA and PLA+30CF composites in as-fabricated and annealed condition. DSC data for PLA and PLA+30CF composites.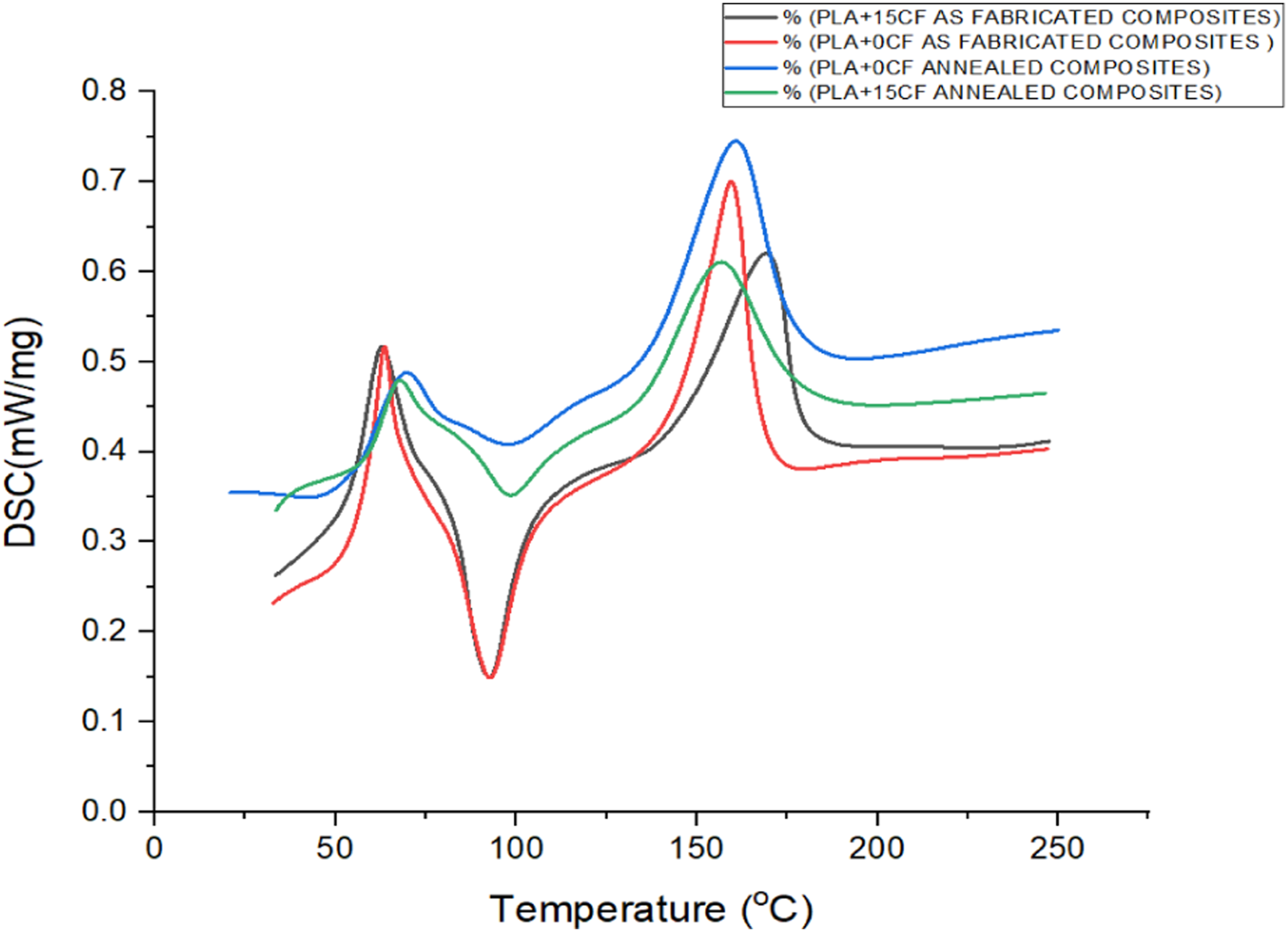
In vitro analysis
Weight gain of samples
Figure 8(a) shows the weight gain of the samples after immersion in SBF at room temperature for 8 weeks. The weight gain percentage of as-fabricated PLA-CF, annealed PLA-CF, as-fabricated pure PLA and annealed PLA composites are 28%, 16% 15% and 9%, respectively. From the figure, it is evident that the PLA-CF composites has higher weight gain than pure PLA. This is because the diffusion of SBF molecules in PLA-CF composites is higher than pure PLA due to the presence of scattered CF fibers. This diffusion of SBF molecules in PLA-CF is higher because of the poor bonding between PLA and CF. Scission of this weaker PLA-CF bonding is easier than PLA-PLA bonding. As-fabricated PLA and PLA-CF show greater weight gain than their annealed counterparts. This is due to improved crystallinity of annealed specimens. Hindrance to the diffusion of SBF molecules is more in the crystal region and so the enhanced crystallinity of annealed specimens results in minimum gain in wt%. Weight change of the composites after immersed in SBF (a) Weight gain, (b) Weight loss.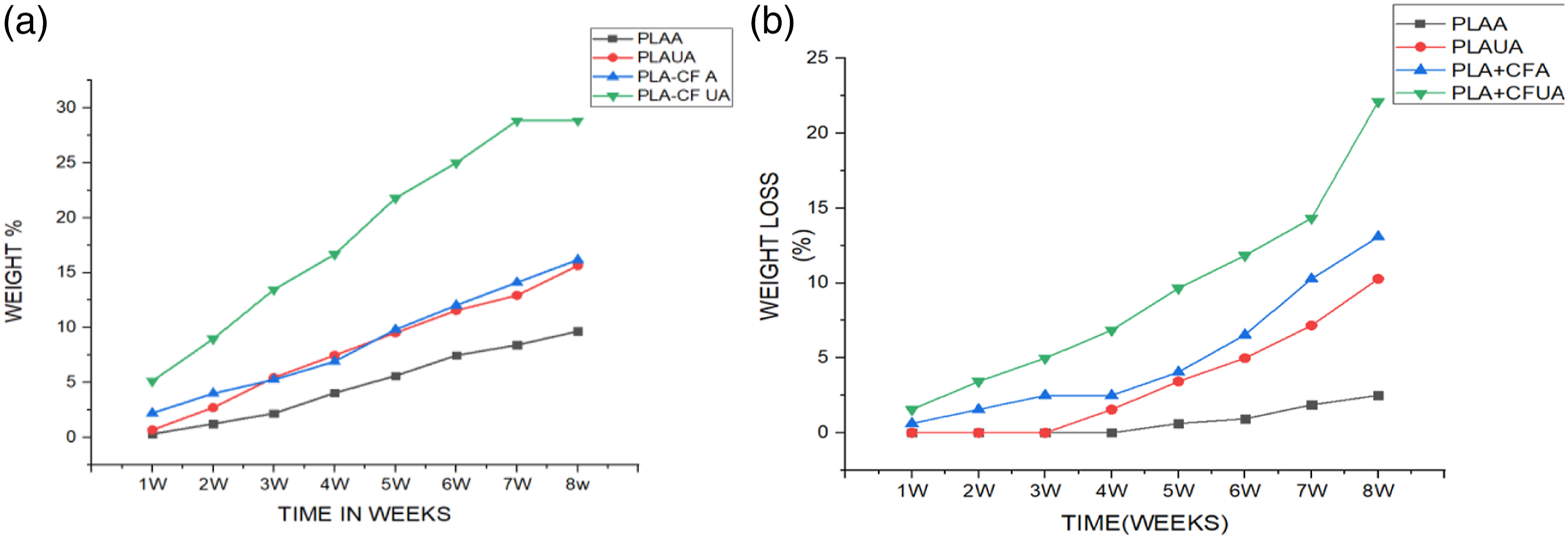
Weight loss of samples
Figure 8(b) shows the weight loss percentage of specimens after being immersed in SBF solution at room temperature for 8 weeks. The maximum weight loss percentage of as -fabricated PLA, annealed PLA, as-fabricated PLA-CF and annealed PLA-CF composites are 10.2%, 2.49%, 22% and 13%, respectively. There is no weight loss observed in pure PLA for the first 3 weeks whereas weight loss is observed from the first week itself in PLA-CF composites. This indicates that the rate of degradation is faster in PLA-CF than in pure PLA composites. This is due to the easier diffusion of SBF molecules in PLA-CF composites than in pure PLA. This easier diffusion initiates the surface degradation in PLA-CF composites which results in weight loss. This easier diffusion of SBF molecules is due to the poor bonding between PLA –CF which enables easier scission of bonding. Hence, the degradation of PLA-CF is faster than PLA composites. Hydrolysis degradation of PLA indicates that diffusion of molecules initiates at the amorphous region and proceeds to the crystalline region. 23 Increased crystallinity reduces the degradation rate of the composites. Annealing improves the crystallinity of PLA and PLA-CF composites and hence the degradation rates of annealed specimens are slower than as-fabricated composites. Hence, the annealed composites show minimum weight change than as-fabricated composites.
Surface morphology of the composites immersed in SBF
Figure 9(a) and (b) depict the surface morphology of SBF immersed as – fabricated and annealed pure PLA composites, respectively. In Figure 9(a) surface peeling and pores due to surface corrosion are observed whereas in Figure 9(b), only surface peeling is observed. Surface peeling is the initial stage of degradation and it leads to surface corrosion followed by the bulk corrosion. It confirms the slower degradation rate of annealed PLA than as-fabricated PLA. The pores indicate that SBF molecules are diffused into the surface of PLA and the diffused molecules are visible inside the pores in Figure 9(a). Figure 9(c) and (d) depict the morphology of as-fabricated and annealed PLA+30%CF composites respectively. Pores due to bulk corrosion are circled with red and yellow colour. Bulk corrosion was observed in Figure 9(c). This bulk corrosion indicates a faster degradation rate than pure PLA. The pores due to bulk corrosion are less in Figure 9(d) compared to Figure 9(c). It indicates that annealed PLA-CF composite degrades slower than the as printed PLA-CF composites. Improved crystallinity of annealed PLA-CF is the reason for the slower degradation than the as-fabricated PLA-CF. The degradation rates of PLA-CF composites are faster than pure PLA. This difference in degradation rate is due to reduced crystallinity of PLA-CF composites. The PLA-CF composites with reduced crystallinity due to the randomly dispersed fibers and the catalytic effect of CF on the ester group degradation of the PLA are the factors responsible for faster degradation of PLA-CF composites than pure PLA. Minimum weight loss is seen in annealed PLA since no corroded pores are observed on the surface whereas maximum weight loss is observed in as -fabricated PLA-CF composite due to the bulk corrosion. SBF immersed composites (a) as-fabricated pure PLA (b) annealed pure PLA (c) as-fabricated PLA+30CF and (d) annealed PLA+30CF.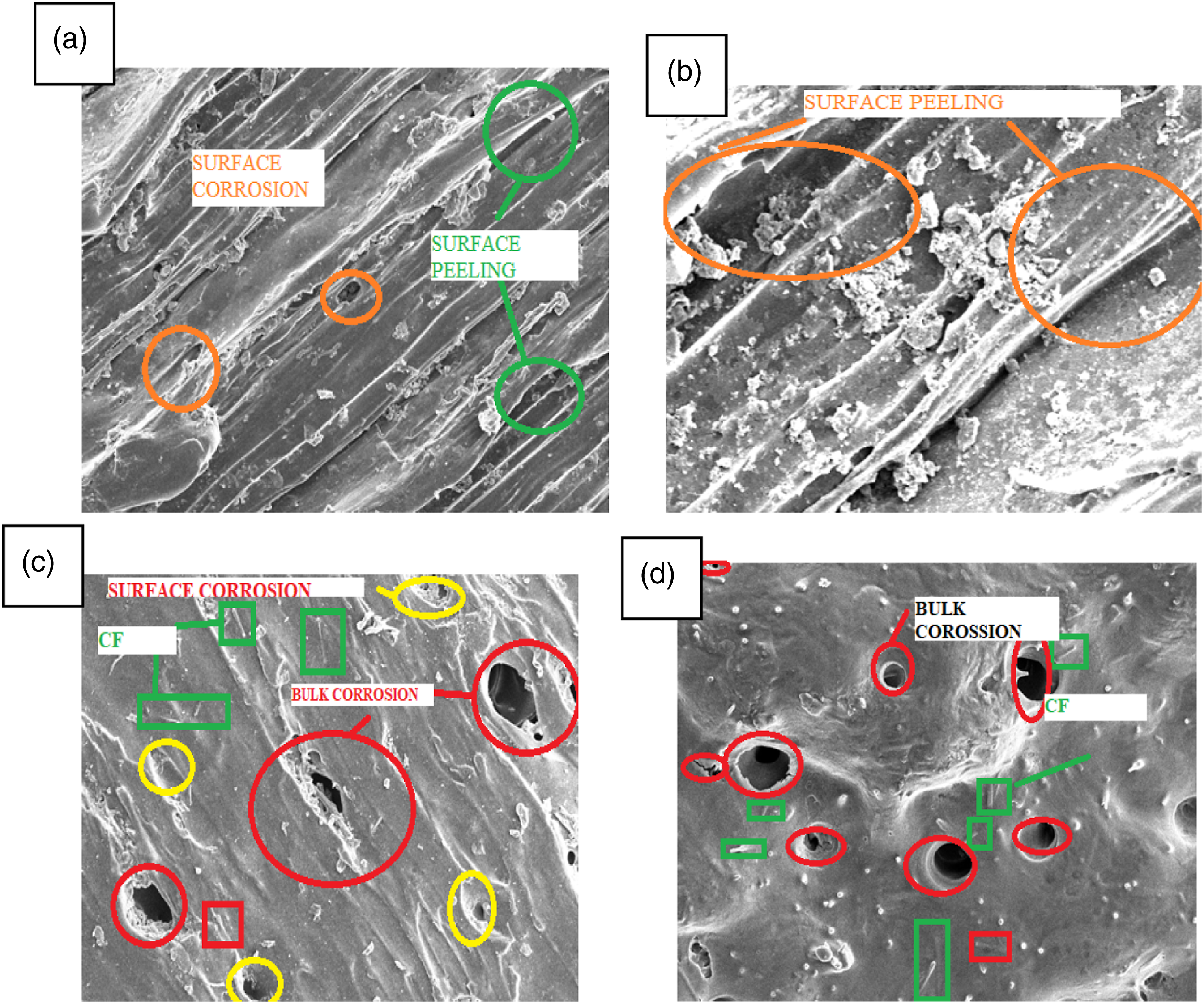
Change in pH
Figure 10 shows the change in pH values after the specimens are immersed in SBF at room temperature for 8 weeks. The pH of PLA immersed in SBF does not change up to 4 weeks whereas PLA-CF composites immersed in SBF begin to degrade from the second week itself. This indicates that PLA-CF degrades faster than pure PLA composites. The pH values decreases after specimen immersion due to the release of the acidic molecules from PLA. This acidic molecule release is due to the reaction between diffused SBF molecules and PLA molecules. pH change.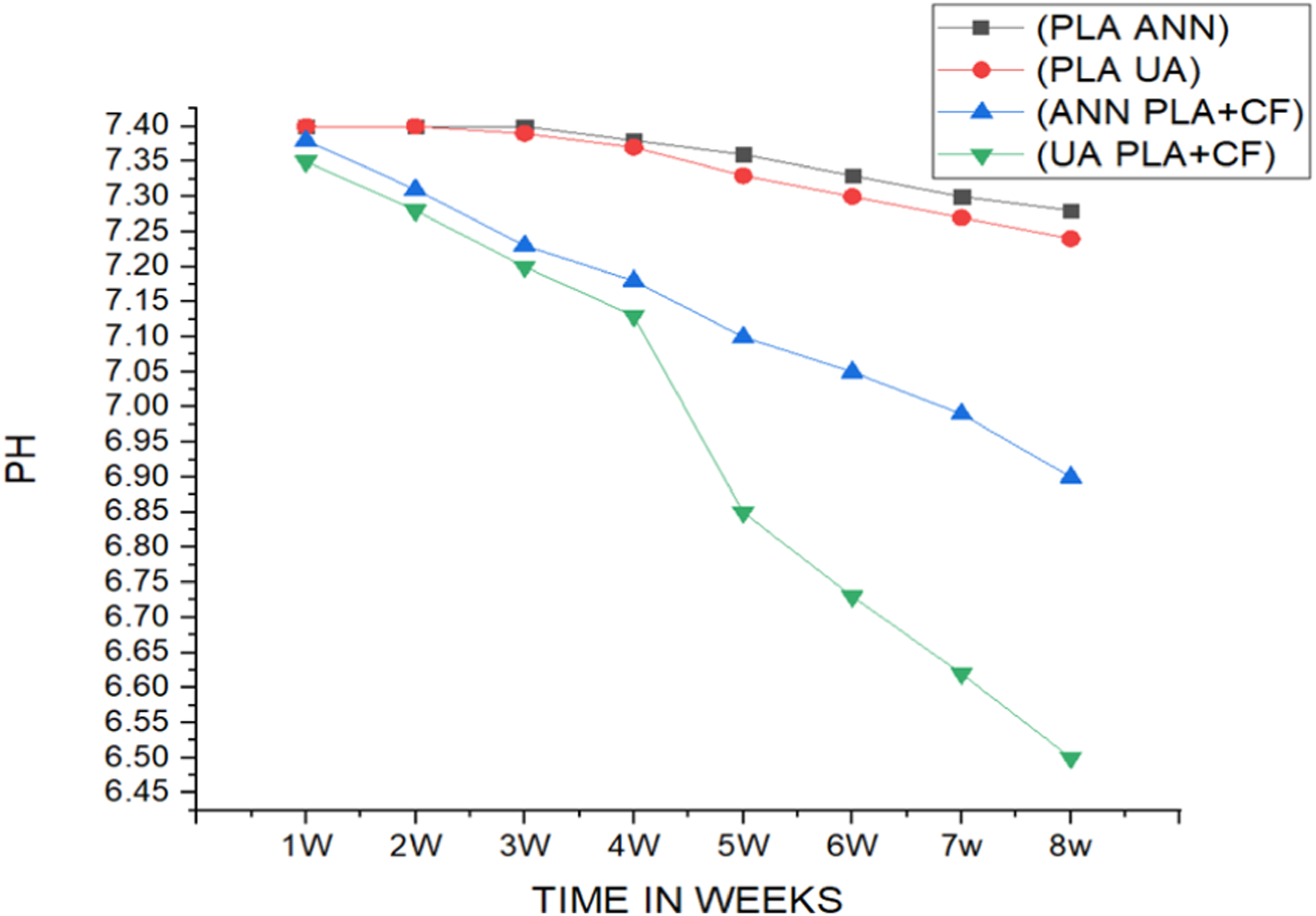
Mechanical properties
Mechanical properties of as-fabricated specimen in before and after SBF immersion.
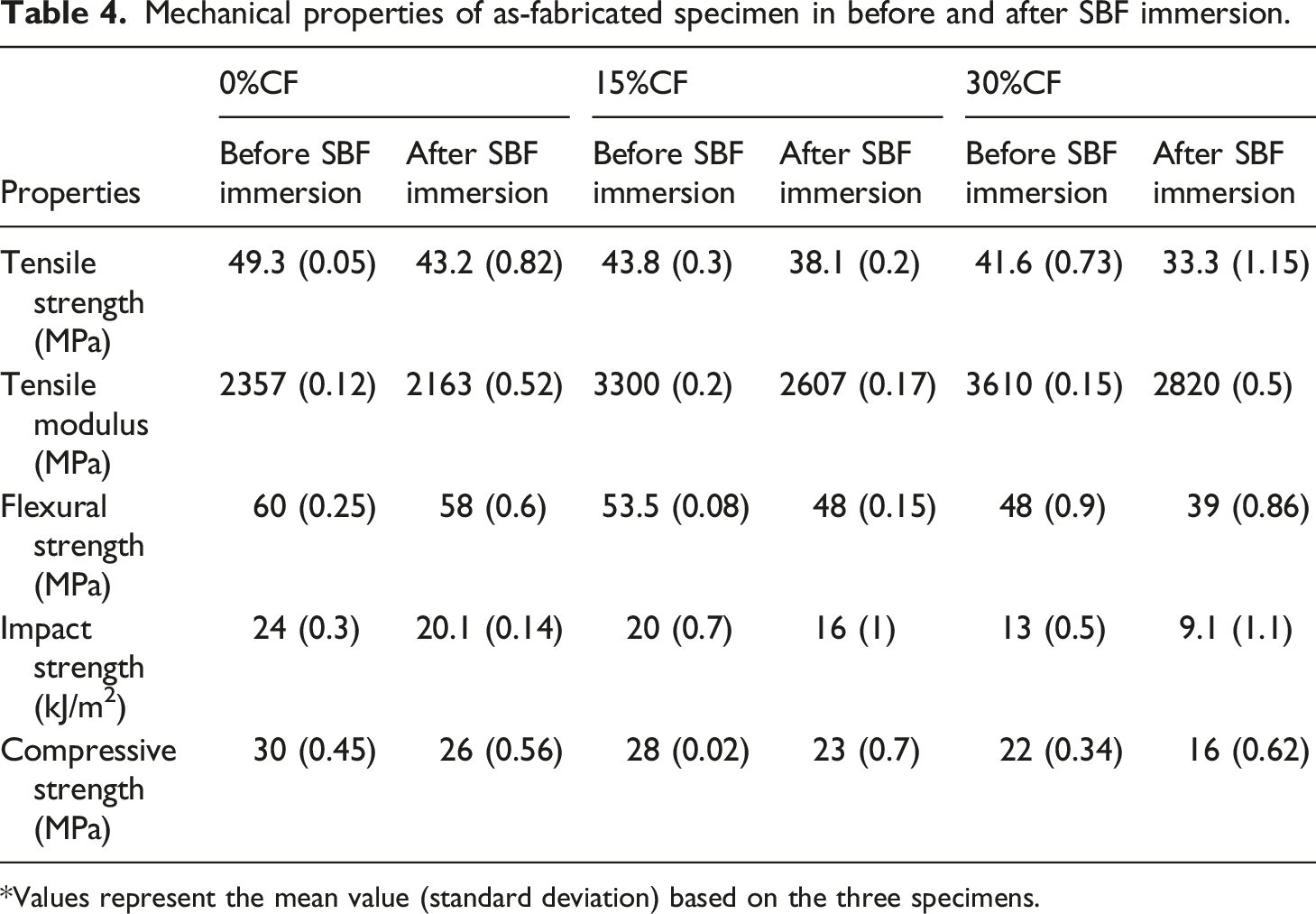
*Values represent the mean value (standard deviation) based on the three specimens.
Mechanical properties of annealed composites in before and after SBF immersion.
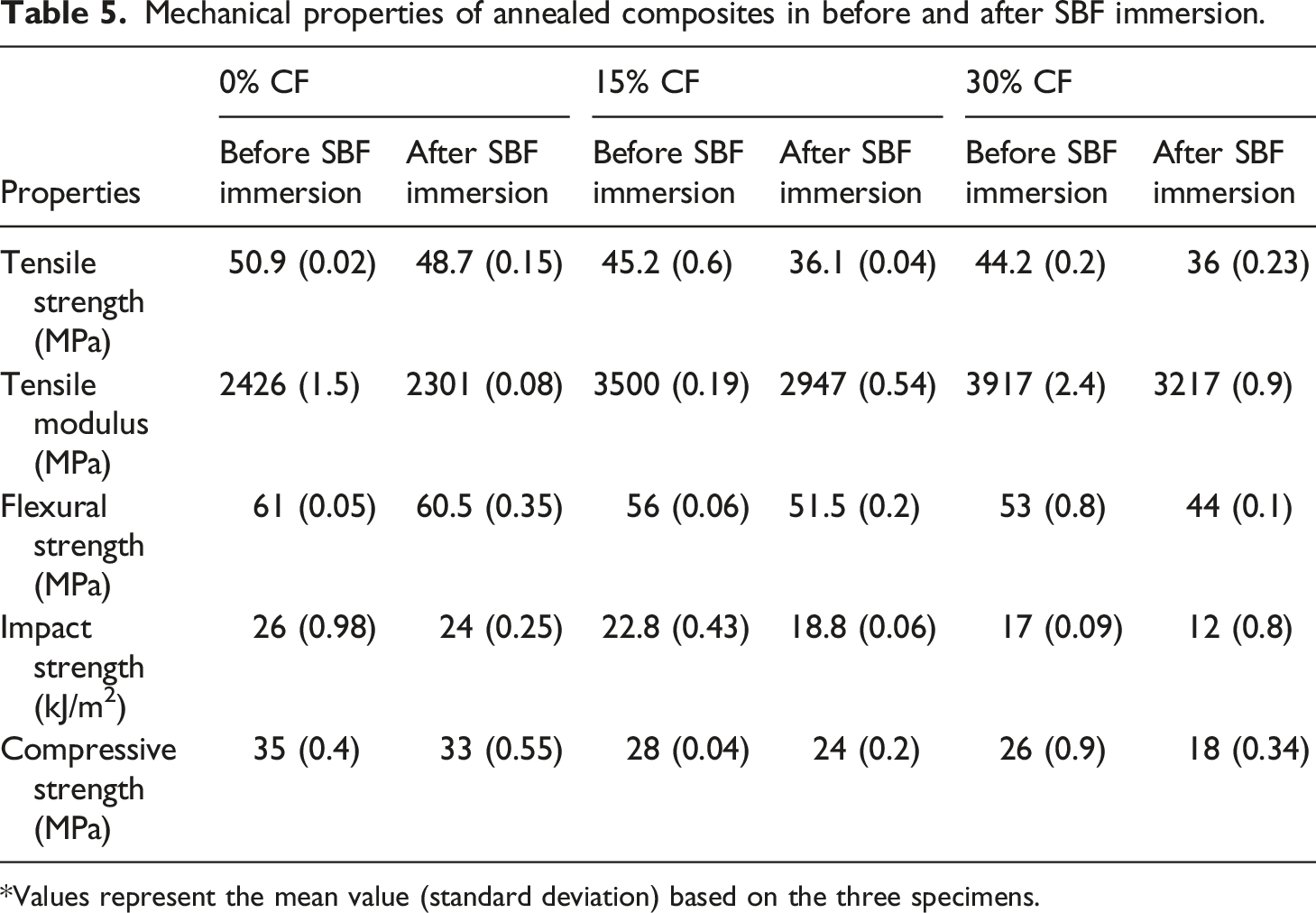
*Values represent the mean value (standard deviation) based on the three specimens.
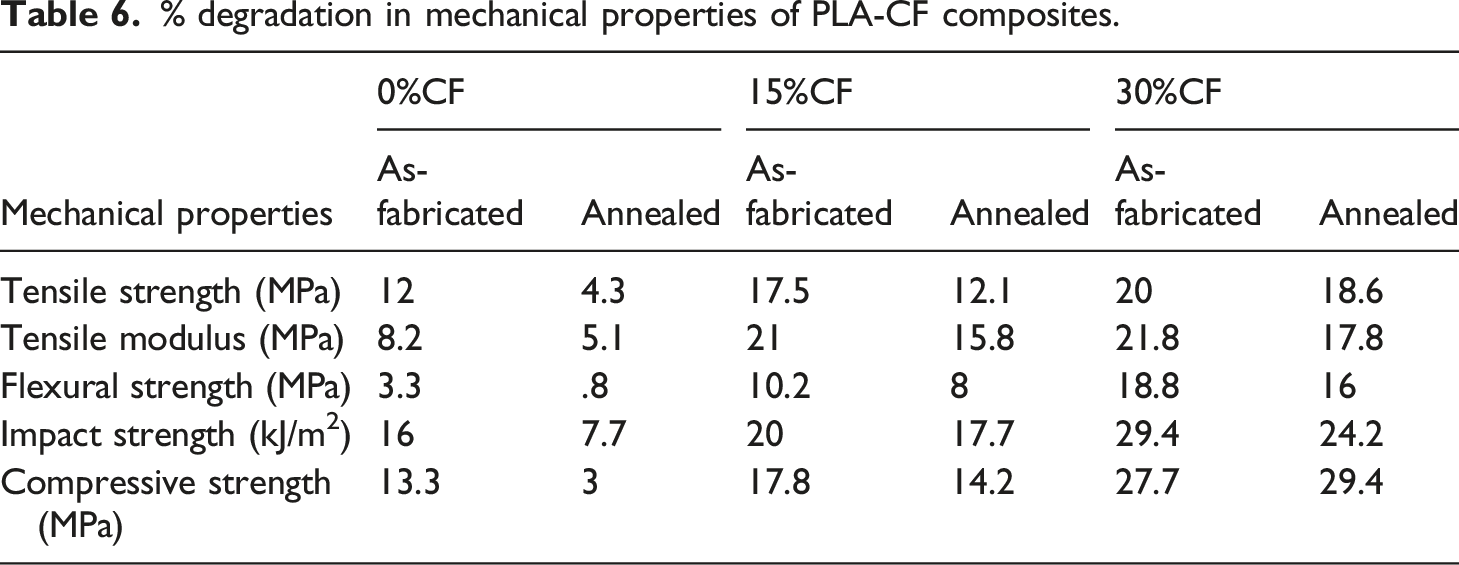
% degradation in mechanical properties of PLA-CF composites.
Surface morphology of tensile specimens after immersion in SBF
SEM image of SBF immersed pure PLA before and after tensile fracture, are shown in Figure 11(a) and (b), respectively. In Figure 11(a), it is seen that the PLA is filled uniformly without any pores which indicates the reduced viscosity of pure PLA than PLA-CF composites. However, deposited SBF molecules are observed. These diffused SBF molecules initiate the degradation process. In Figure 11(b), the breakage of bonding is observed which is due to the applied tensile load. Elongated PLA molecules are also observed which again confirms the ductile nature of pure PLA. SEM images of SBF immersed PLA+30%CF before and after tensile fracture are shown in Figure 11(c) and (d), respectively. The unbroken CF without proper bonding is observed in Figure 11(c) which again confirms the poor interfacial bonding between the matrix and reinforcement. The deposition of SBF molecules on the surface can also be observed. Broken carbon fiber in Figure 11(d) indicates the brittle fracture of PLA-CF composites. Diffused SBF molecules are also observed in Figure 11(d), which weakens the polymer chains. These weaker polymer chains are the reason for degradation in mechanical properties after immersion. SEM image of SBF immersed (a) pure PLA before fracture (b) pure PLA after tensile fracture (c) PLA+30%CF specimen before fracture (d) PLA+30%CF specimen after fracture.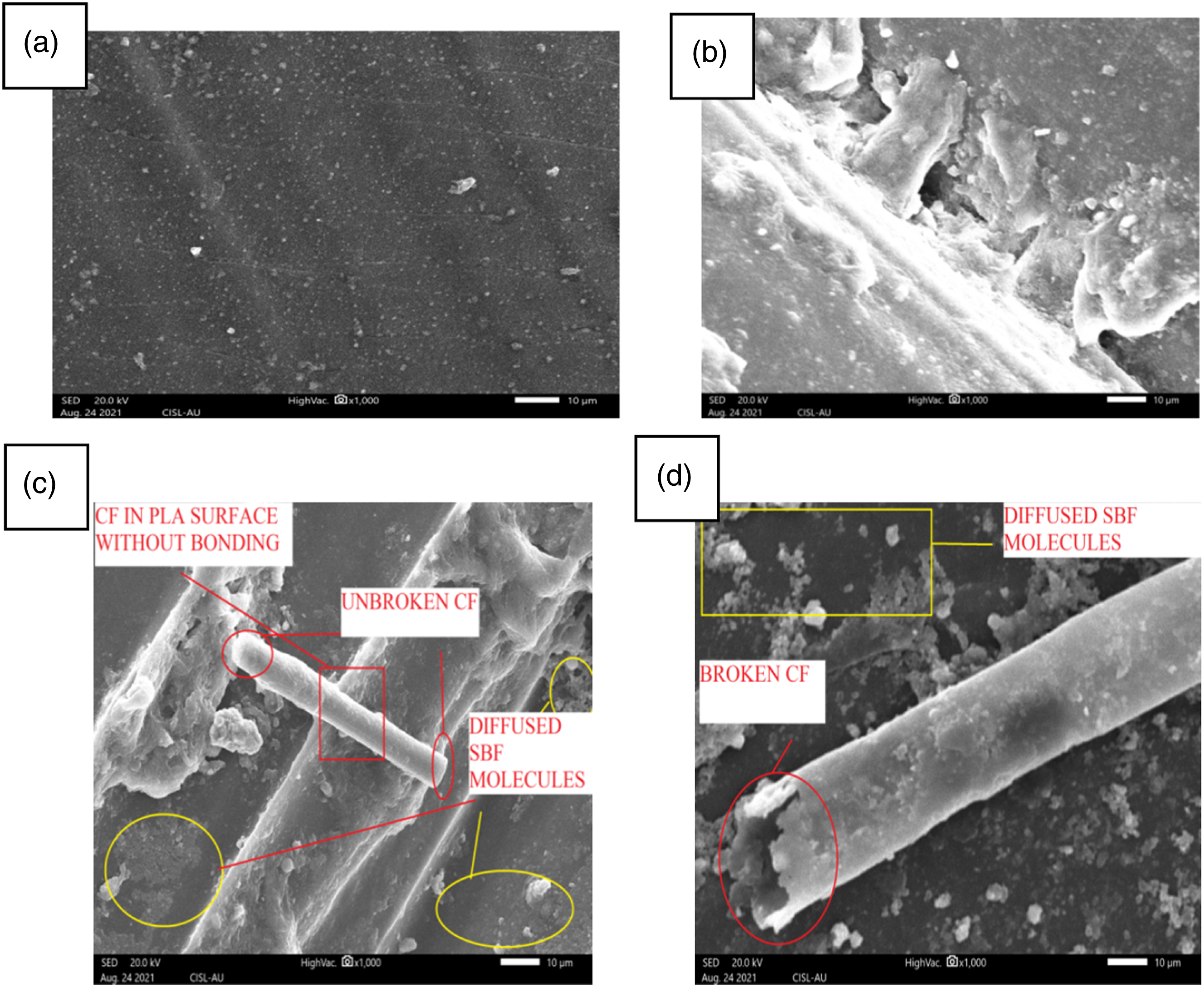
Conclusion
PLA composites reinforced with 0 wt%, 15 wt% and 30 wt% CF are fabricated by fused filament fabrication technique. From the results it is observed that the addition of carbon fiber reduces the tensile strength, flexural strength, impact strength and compressive strength of the PLA composite. Increase in weight percentage of the carbon fiber reinforcement reduces the strength of the composite. Poor adhesion between PLA and CF leads to ineffective load transfer which reduces the strength of the CF reinforced PLA composite. Increase in weight percentage of CF reinforcement increases the tensile modulus and flexural modulus of the composite. Carbon fiber acts as a stress concentrator which restricts the elongation of PLA chains. Addition of CF to PLA increases the brittleness. Hence, the PLA-CF composites are stiffer than pure PLA which is an essential property needed for orthopaedic plates. Annealing enhances the tensile, flexural, impact and compressive properties of the PLA and PLA-CF composites. The as-fabricated and tensile fractured specimens are observed under SEM, which confirms the poor interfacial bonding between PLA and CF. Debonding between the matrix and reinforcements is also observed. CF reinforcement increases the brittleness which is also observed in the tensile fractured specimen. DSC analysis reveals that the crystallinity of pure PLA is reduced with addition of carbon fiber reinforcement. This is due to the random distribution of carbon fibers and restriction in the mobility of PLA by CF. Annealing enhances the crystallinity of pure PLA and PLA-CF composites. PLA and its composites are immersed in SBF and the weight change is measured. The maximum weight change is observed in PLA-CF composites than pure PLA composites. This is due to the reduced crystallinity of CF reinforced PLA composites. Annealed composites show better resistance to degradation than the as-fabricated specimens. Pure PLA and PLA+30CF composites are immersed in SBF and observed under a SEM. Surface peeling and surface corrosion are observed in pure PLA whereas bulk corrosion is seen in PLA-CF composites. It indicates the faster degradation of PLA-CF composites than pure PLA. The mechanical properties of pure PLA and CF reinforced PLA composites are found to be degraded after they are immersed in SBF. Higher the weight percentage of reinforcement, the more is the degradation in mechanical properties of composites. The mechanical properties of annealed PLA and PLA-CF composites degrade more slowly than as-fabricated composites. This degradation in mechanical properties fixes the stress shielding problem with metal implants. However the drawback is that the CF reinforcement reduced the strength of the composites.
Footnotes
Author’s contributions
Krishnakumar S organized the data and wrote the manuscript. Senthilvelan T proof read the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.