
Abstract
Mineral-based flame retardants are widely used worldwide as they are both effective and inexpensive solutions. Especially alumina trihydrate (ATH) and magnesium hydroxide (MDH) are the first mineral additives that come to mind industrially due to their environmental friendliness and easy availability. In this study, the effectiveness of huntite-hydromagnesite mineral, which is not as widely used as the other two minerals, and its differences from its counterparts were investigated. For this purpose, composites with polyethylene carrier were produced by extruder method using binders at various ratios, and various physical, mechanical, and combustion properties of these samples were investigated. According to the data obtained, the samples containing huntite-hydromagnesite showed UL94 V0 class flame retardant performance with 5% less filler than their counterparts. The same samples showed superior mechanical properties in tensile strength between 23.4% and 70.8% and elongation at break between 60.7% and 73.1%.
Introduction
Polyethylene (PE) is widely used in our daily lives as it is a lightweight, flexible, high-strength polymer that is resistant to chemical interactions and abrasion. Although this type of polymer is preferred in many areas such as automotive, furniture, packaging, and textile sectors, it burns easily due to its carbon-rich and organic structure when in direct contact with flame. Therefore, in certain applications, it is necessary to limit the flammability of the material with various flame retardants aimed at preventing ignition and reducing the rate of combustion. Flame retardants are additives that do not ignite easily at high temperatures, self-extinguish if ignited, minimize the spread rate of the flame, and prevent the polymeric material from burning continuously. For the polyethylene structure to be flame retardant, its carbonization must be high even at low temperatures. This polymeric structure must be thermally stable above 400°C and its decomposition products must consist of non-combustible gases. Therefore, flammability and ignition times should be minimized with various flame-retardant additives.1–8
There are flame retardants on the market that can be broadly classified as halogenated and non-halogenated. Since halogenated flame-retardant additives contain elements such as bromine and chloride, they produce toxic gases when heated and are therefore subject to various regulations and restrictions.9–11 The use of halogen-free mineral-based additives is increasing with the aim of sustainability of flame retardants and prevention of toxic gas formation. 12 Mineral-based flame retardants are low-cost, environmentally friendly materials that have no side effects on the environment and living organisms. Among these, aluminum hydroxide (ATH) and magnesium hydroxide (MDH) are widely used mineral-based flame-retardant additives. Huntite/hydromagnesite (H/H), on the other hand, is not as common as the previous ones, but its use is increasing.
ATH and MDH decompose endothermically under the effect of temperature, releasing water and providing flame retardant properties through this factor. The decomposition temperature of ATH is between 180–200°C. Above this range, it releases water into the environment, making it unfavorable for use in applications requiring high temperatures for processing.
13
Although MDH has a decomposition temperature above 300°C and good flame-retardant properties, it is not as preferred in industry as ATH due to its high cost. ATH starts to lose significant mass above 180–200°C and loses 34.6% of its mass at 350°C. Endothermic degradation of MDH occurs at 300°C.
14


H/H mineral is also used as a flame-retardant additive in plastics. Hydromagnesite (3MgCO3.Mg(OH)2.3H2O) is a natural mineral that is a mixture of magnesium carbonate and magnesium hydroxide. Huntite (CaMg3(CO3)4) is a calcium magnesium carbonate mineral. H/H is a mixture of the two and is an important additive due to its smoke suppressant, flame retardant, and environmentally friendly properties. It has a high potential as an alternative due to its low cost compared to other mineral additives. H/H provides its flame-retardant properties in three stages. Hydromagnesite decomposes in the temperature range of 220-550°C to form water molecules and carbon dioxide (Equation (3)). Huntite decomposes at 450-800°C to form calcium oxide and magnesium oxide compounds and release carbon dioxide gas (Equation (4)).15–21


As a result, a charcoal-like layer forms on the material after combustion and suppresses the flame by cutting off the contact of the fire with air. ATH, MDH, and H/H have good flame-retardant properties if the polymer is loaded high enough. However, perhaps the biggest disadvantage of these minerals is that when used in high quantities, they cause a decrease in the mechanical properties of the composites. 22
In this study, the effect of halogen-free mineral-based flame-retardant additives such as ATH, MDH, and H/H on the flame retardancy and mechanical properties of polyethylene composites was investigated. For this purpose, the flame retardancy, mechanical and physical properties of mineral-based flame-retardant polyethylene composites prepared by extrusion method under laboratory conditions were compared and the results were evaluated.
Experimental
Materials
Linear low-density polyethylene (LLDPE) with a melt flow index of 20 g/10 min (190°C/2.16 kg) and a density of 0.913 g/cm3 was obtained from INEOS Group as a carrier polymer matrix. Three different flame-retardant minerals were supplied, each with a particle size of 3-4 μm. The Turkish huntite/hydromagnesite (H/H) mineral used to improve the flame-retardant properties of LLDPE was supplied by Likya Mineral Madencilik (Izmir, Turkey) under the trade name Ultracarb LH15C. The chemical formula of huntite and hydromagnesite are [CaMg3(CO3)4] and [3MgCO3.Mg(OH)2.3H2O)], respectively. Aluminum hydroxide (ATH) AluMILL MF132 and magnesium hydroxide (MDH) EcopireN 3.5 were supplied by Eggerding Industrial Minerals (Amsterdam, Netherlands) and Europiren B.V. (Rotterdam, Netherlands), respectively. Maleic anhydride grafted linear low-density polyethylene, LLDPE-g-MA, Bondyram 4108 (MAP), was supplied by Polyram Industries Ltd (Ram-On, Israel) to improve the mechanical properties of the high-fill mineral-containing polymer as well as to better bind the inorganic mineral with the polymeric matrix and improve the quality of dispersion. The density and the melt flow index are, respectively, 0.92 g/cm3 (ISO 1183) and 1 g/10 min (190°C/2.16 kg, ISO 1133) while the maleic anhydride (MA) content is 1 wt %.
Manufacturing
LLDPE-based composites containing flame retardant minerals were mixed in a benchtop high-speed mixer (Labtech Engineering, Thailand) at 2000 rpm for 10 min and prepared using a twin-screw extruder (Labtech Engineering, Thailand) with a screw diameter of 20 mm and barrel length of 880 mm (L/D = 44:1).
Formulas of flame-retardant samples in the first stage.
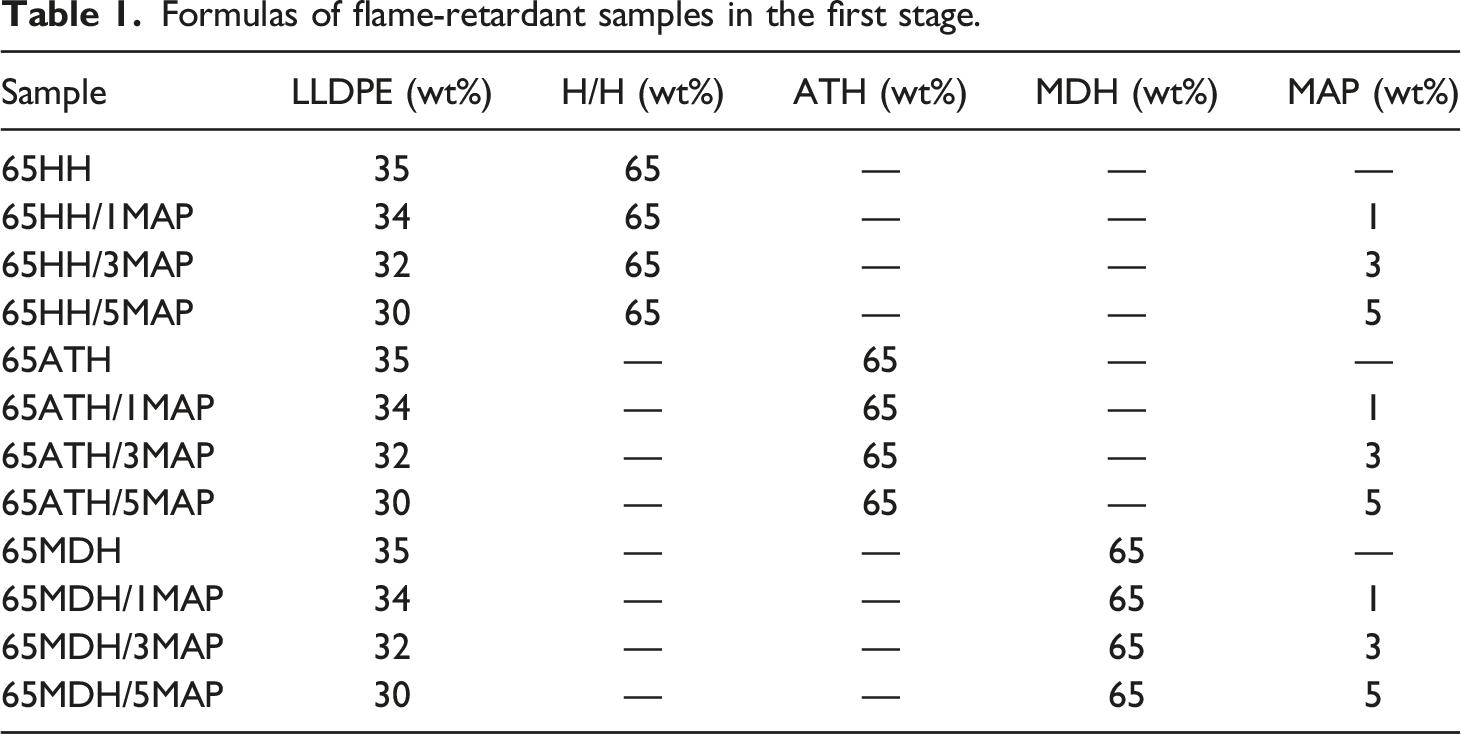
This stage was designed to see to what extent the use of LLDPE-g-MA in increasing proportions of 1-3-5 wt% improves the mechanical properties and dispersibility of high mineral content (65%) LLDPE composites.
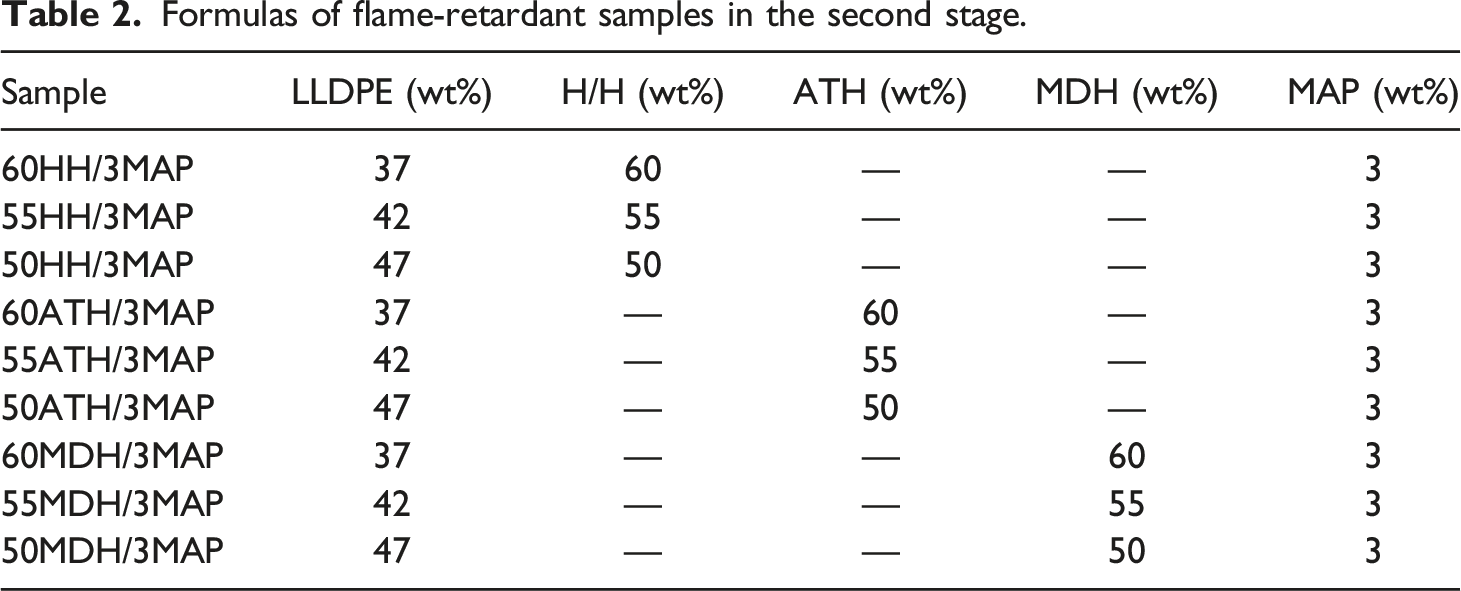
Formulas of flame-retardant samples in the second stage.
A thermokinetic mixer (Gülnar, Turkey) and a hydraulic press machine (Gülnar, Turkey) were used to prepare the LLDPE composite plates. The mixer was operated at 2000 rpm with a mixing time of 20-25 s to prepare the composite plates. During this time, the pellets in the hopper of the device became molten under the action of the mixing blade and high-speed impact. The molten composite from the mixer was placed between two Teflon-coated plates and pressed in suitable molds as soon as possible to prevent heat loss. At this stage, the mixtures were first pressed in a hot press at 150°C for 20 s and then in a cold press for 1.5 min. Composite plates were prepared according to ISO 527-2 for mechanical tests and UL 94 vertical flammability standards for combustion tests.
Characterization
Density, ash content, melt flow index analysis, and filter pressure tests were performed for pellets processed in the extruder. Mechanical and combustion tests were performed on the plates obtained by melting and pressing the pellets. Each analysis was measured five times and average values were calculated.
The density of the pellets was measured according to the ASTM D792 standard. The samples were first weighed in air and then in a solvent of known density (Ethyl alcohol: 0.789 g/cm3) at 23°C.
Ash test was performed according to ISO 3451-1 standard to determine the ash content in the structure of mineral-containing flame-retardant composite pellets.
The melt flow index (MFI) of the composite pellets was measured with a melt flow device (Zwick/Roell, Germany) according to ASTM D1238. The temperature and load parameters applied to the composites were 190°C and 5 kg, respectively.
The filter pressure test was performed to determine the quality of dispersion of minerals and other additives in the composite pellets. A low filter pressure value (FPV) indicates a good homogeneous distribution. Filter pressure values were tested using a 25 µm filter according to ISO 23900-5 standard.
To determine the effects of mineral-based flame-retardant additives on the color of the polyethylene matrix, color analysis was performed with a spectrophotometer. Lightness (L*), redness (a*), and yellowness (b*) values were measured using an X-Rite Ci64 spectrophotometer according to the CIELab D65/10° color system and ASTM E308-18.
To measure and evaluate the flame resistance of the composite plates, a UL 94 vertical flammability test was performed according to ASTM D3801-10. For the test, specimens were prepared with dimensions of 125 mm length, 13 mm width, and 3 mm thickness. A piece of cotton 6 mm thick and 50 mm long was placed at the bottom of the test rig. A flame was applied to the specimens for 10 ± 0.5 s. The time required for the flame to go out was then recorded as t1. After the flame on the specimen was extinguished, the flame was applied for a further 10 ± 0.5 s and then the second flame time was recorded as t2.
The mechanical properties of the composites were tested using a 10 kN universal testing machine (Devotrans, Turkey). The tensile strength of the composites was tested according to ISO 527-2 at a test speed of 10 mm/min. Specimens for the tensile test were prepared in the form of a dog bone 170 mm long, 10 mm wide at the narrow part, and 4 mm thick. At the end of the test, elongation at break and tensile strength values were determined.
Results and discussion
Characterization tests of composites in the first stage
Characterization tests of composites in the first stage.
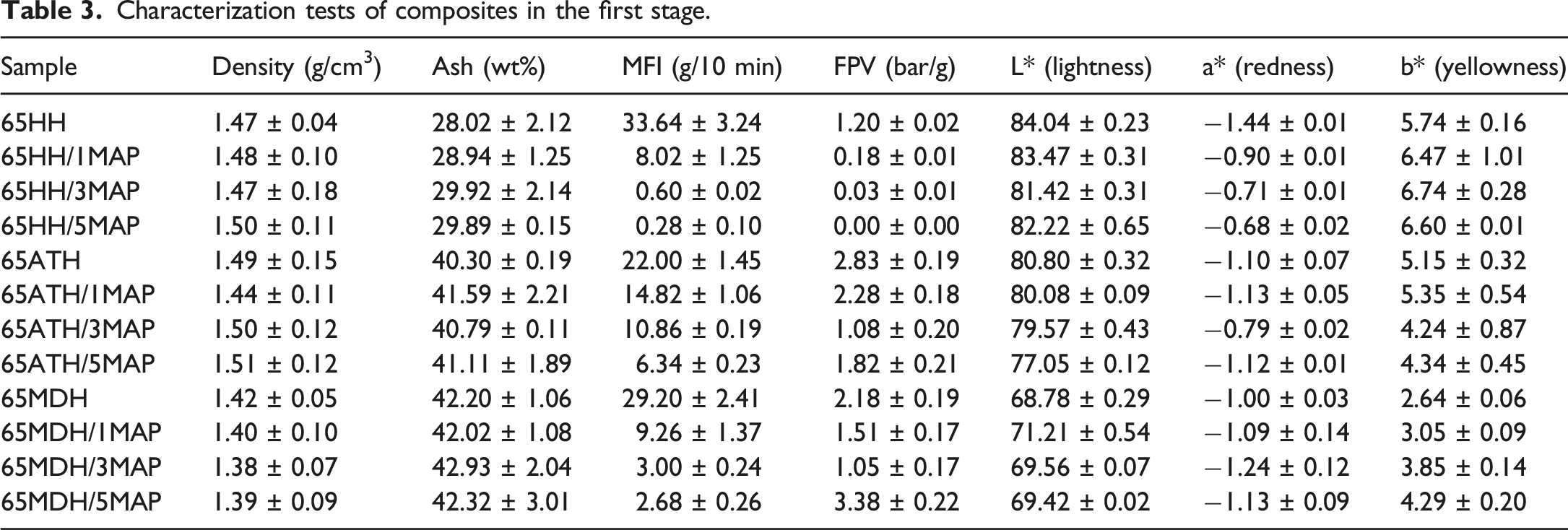
In terms of color values, it was observed that H/H mineral gave the highest value in terms of “lightness”, i.e., white tone, but remained high in “b” value, i.e., yellowish tone. Naked eye observations show that H/H and ATH have light-colored yellowish profiles. On the other hand, MDH gave the weakest result in the lightness value. It was observed that the composites have a dark color and a tone close to black at this point. (Table 3), (Figure 1). Images of the composites in the first stage before (a) and after (b) the burning test.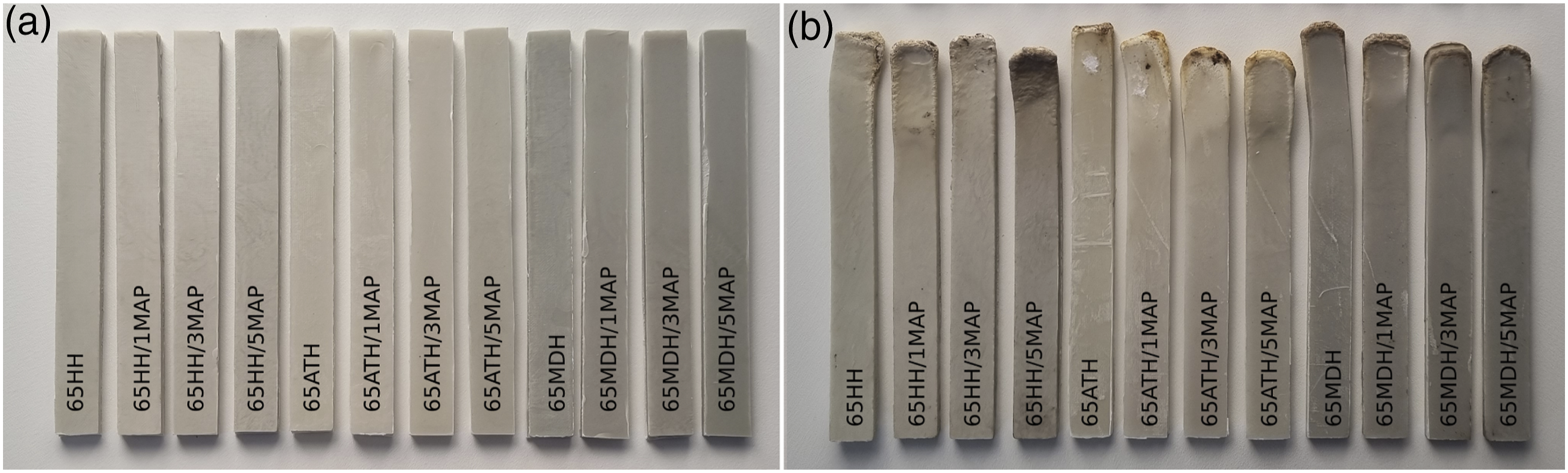
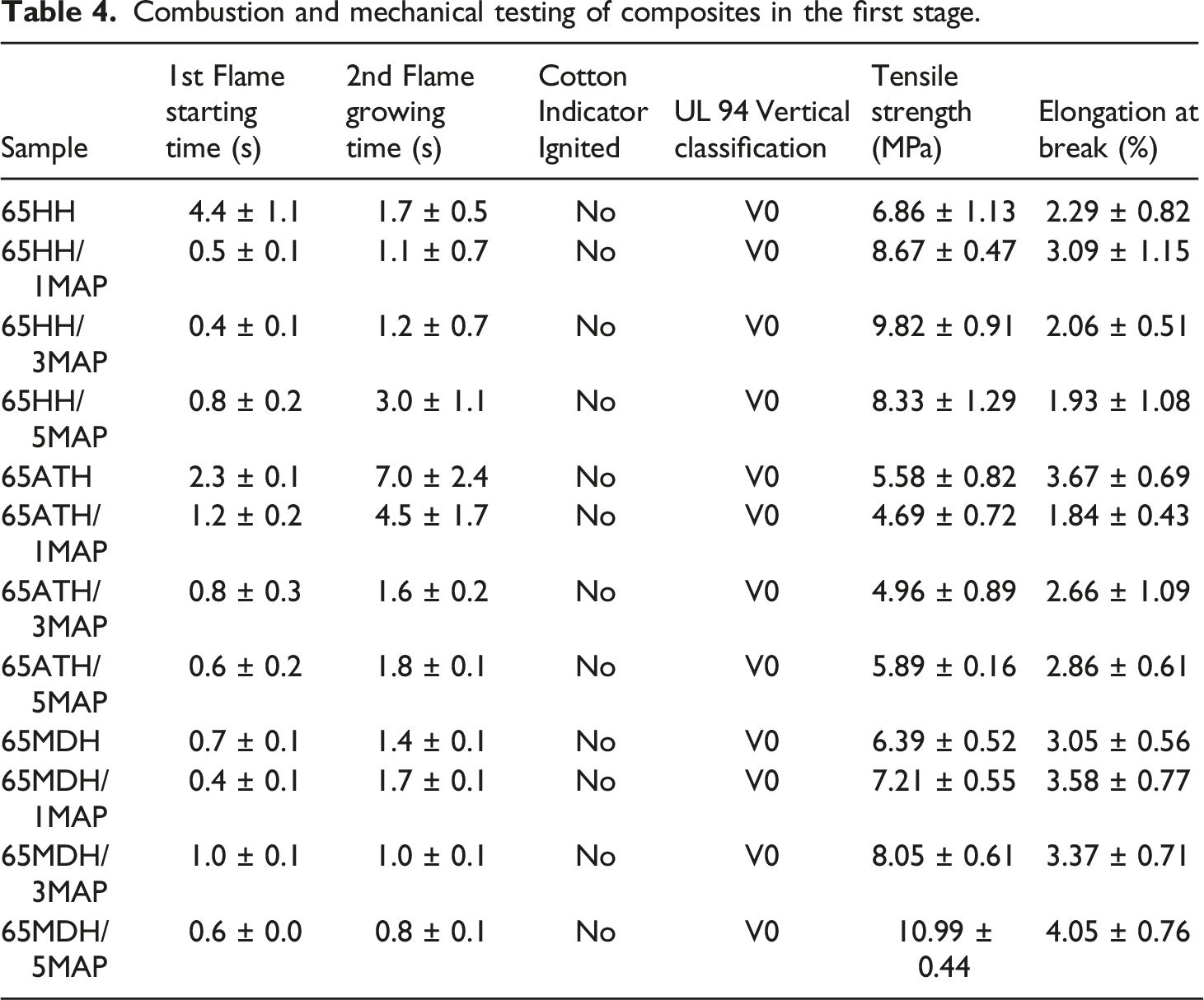
Combustion and mechanical testing of composites in the first stage
When the combustion test results of the composites are analyzed, all samples with 65% mineral additives achieved the UL94 V0 value. The other specimens were not superior to each other. Only the length of the extinction time of the sample coded 65ATH, which does not contain MAP additive and contains ATH, attracted attention. This sample was also one of the most unsuccessful samples in the filter pressure test.
A careful examination of the results shows that better-dispersed specimens have better combustion tests. (Table 3). Zhou et al., (2018) added epoxy prepolymer to the solution containing melamine polyphosphate to ensure fine and uniform dispersion of melamine polyphosphate particles. In this way, they achieved an excellent dispersion of the flame retardant in both the glue and the cured resin and showed that the improvement in the dispersion of melamine polyphosphate had a great impact on the final flame retardant. 27 Xue et al. (2020) found that resorcinol bis (diphenyl phosphate) acts as a compatibilizer to improve the dispersion of ammonium polyphosphate particles within the PLA matrix, resulting in improved flame-retardant efficiency. The better dispersion of ammonium polyphosphate resulted in a much faster self-extinguishing of the respective samples. 28 Huang et al. (2019) found that an improved polypropylene (PP)/intumescent flame retardant (IFR) dispersion results in greatly improved flame retardancy and mechanical properties compared to those with an irregular dispersion. 29
Combustion and mechanical testing of composites in the first stage.
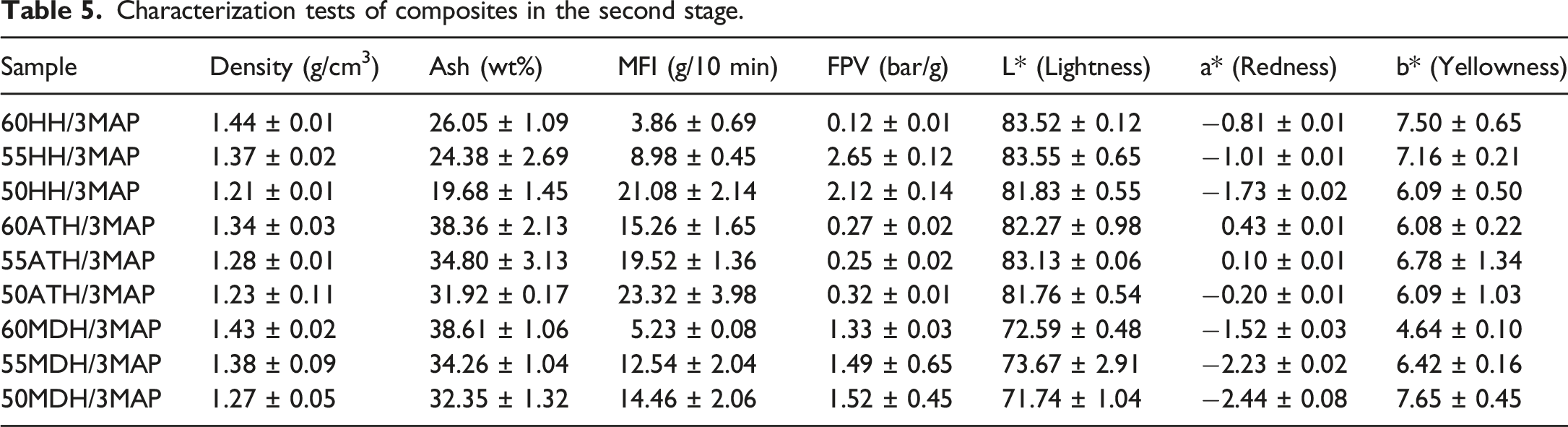
Characterization tests of composites in the second stage
Characterization tests of composites in the second stage.
Combustion and mechanical testing of composites in the second stage
Combustion and mechanical testing of composites in the second stage.
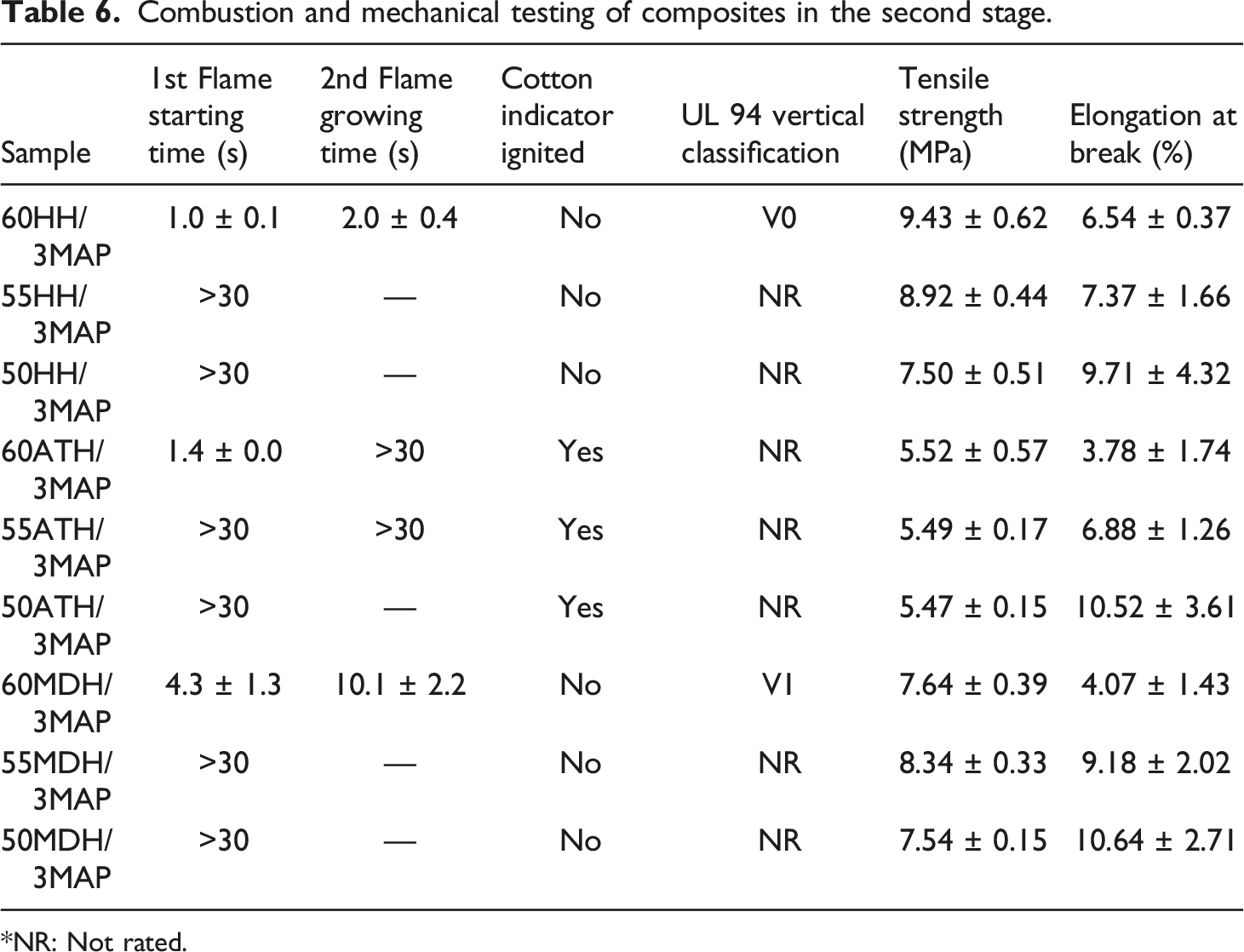
*NR: Not rated.
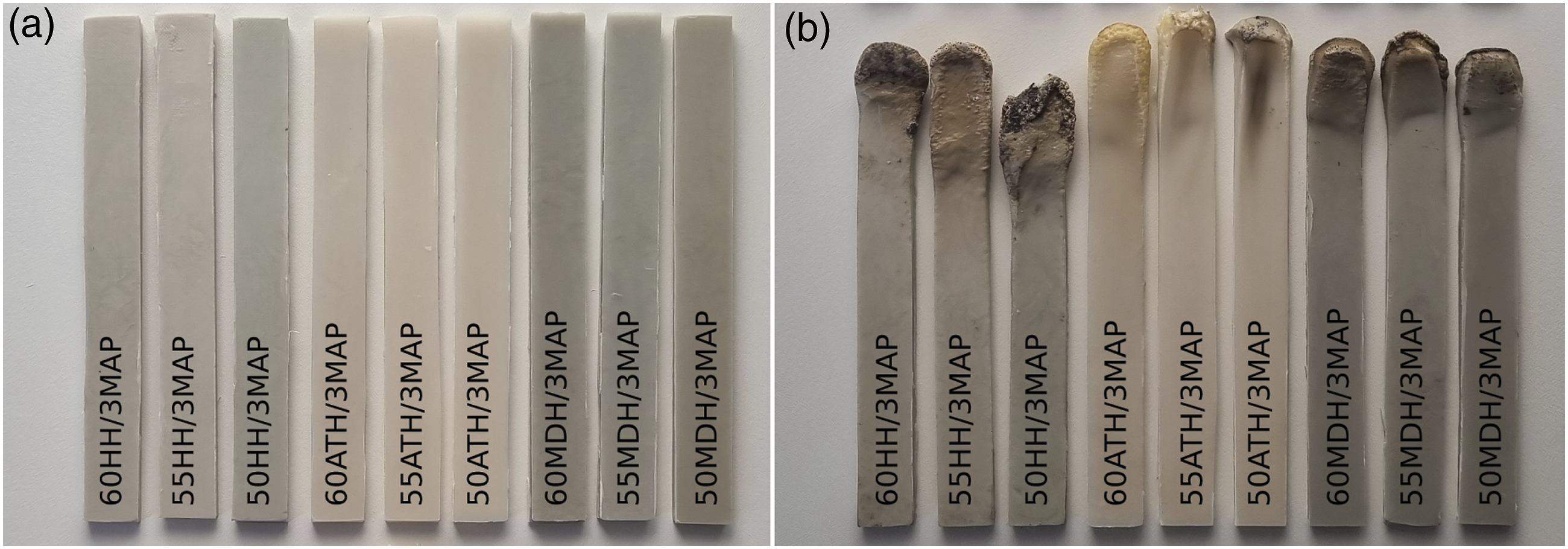
Images of the composites before (a) and after (b) the second stage burn-in test.
In the mechanical tests, the performance of the material was measured for all three specimens as a function of decreasing mineral content. Similar to the previous stage, the H/H and MDH-containing specimens gave better tensile strength results than the ATH-containing specimens. However, no significant difference was observed between the specimens as the mineral content decreased and the polymer content increased. The best results in tensile tests were observed in the product coded 60HH/3MAP containing 60% H/H, and the best results were obtained in the combustion test. The samples containing ATH gave the worst results.
At this stage, a significant change was observed in the elongation at break values. In all samples, the flexibility of the material gradually improved as the polymer content in the formulation increased. However, at the lowest mineral content, no sample had a significant advantage over the others. The most notable result was again observed in the 60% filled specimens. Once again, the product coded 60HH/3MAP showed superior properties compared to the other 60% filled specimens containing ATH and MDH.
Conclusion
In this study, the flame-retardant performance of 3 different minerals in polyethylene-based composites was investigated. ATH and MDH minerals, which are the most widely used minerals on the market and the subject of numerous studies, were compared with the relatively less used H/H mineral. First, the optimum binder ratio of these minerals was determined and MAP was used as the binder in these studies. Then, the mineral ratios were changed and evaluated with various tests. According to the results, H/H gave the best results in combustion tests due to its high weight loss at the end of the combustion reaction compared to other minerals. At this point, the best flame-retardant performance was obtained with the product coded 60HH/3MAP containing 60% H/H. Mechanical tests also showed better results in tensile strength and elongation at break for similar loads.
Due to the superior performance of H/H in terms of flame retardancy and mechanical properties compared to its counterparts, it is predicted that this type of composite will be used more frequently in industrial and academic studies in the future. In future studies, MFI and FPV results showing the compatibility of binders between H/H and polymer can be verified by SEM analysis, and the research can be extended by performing LOI tests on film samples of composites produced at the micron scale.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.