
Abstract
The requirement for post-processing methods in 3D printing has increased due to its major limitations such as poor mechanical and surface properties. Thermal annealing, a heat-treatment procedure, has proven to be an excellent approach for increasing the mechanical strength of additive manufactured thermoplastics. The optimized thermal annealing parameters for maximum tensile strength are identified. The Adaptive Neuro-fuzzy Inference System (ANFIS) methodology is employed in this study to forecast the tensile strength of thermal annealed fused filament fabricated polylactic acid (PLA), carbon fiber filled polylactic acid (PLA-CF), and polycarbonate acrylonitrile butadiene styrene (PC-ABS). The root mean square error (RMSE) of the predicted tensile strength of PLA, PLA-CF, and PC-ABS are obtained as 1.012, 0.5, and 0.835 respectively. The coefficient of determination for the predicted model of thermoplastics PLA, PLA-CF, and PC-ABS is determined as 0.98, 0.99, and 0.89 respectively. The ANFIS model developed is successful in determining the tensile strength of annealed 3D printed thermoplastics at various annealing conditions of temperature and duration. Further, the study investigates the effect of heat treatment on the compressive, impact, and flexural properties of PLA prints.
Keywords
Introduction
Additive manufacturing is a widely recognized manufacturing process that provides scope for sustainable creation and innovation. It significantly reduces energy consumption on physical prototyping, minimizes material usage, and provides ease of designing and testing in the working environment. Fused filament fabrication (FFF) is an extrusion type 3D printing process that involves pulling off a thermoplastic material in the shape of a filament or pellet via one or more pre-heated nozzles. 1 The sudden cooling of thermoplastics from melting point to room temperature could result in residual stresses and affect the crystallinity structure of the 3D geometry. This could be a potential reason for the lower mechanical properties. Optimization of process parameters could also lead to better surface and mechanical properties which would vary by material. Polymer based FFF systems have a remarkable diversity of applications and developments in automobile, aerospace, medical and domestic sectors.2–6 Biodegradable filaments, composite filaments, metal, or wood finish filaments, etc. open the scalability of the FFF applications. The mechanical characteristics are affected by process factors such as printing orientation, layer height, fill rate, and nozzle temperature. The experimental studies by various researchers provided clear information regarding the relation of process parameters to the mechanical properties of 3D models.7–12 These investigations offered a clear grasp of the range of process parameters that must be chosen to achieve higher mechanical strength.
Christiyan et al. 13 analyzed the influence of process parameters on the mechanical characteristics of additive manufactured ABS composites by printing samples at different velocities and layer heights and subjecting them to tensile and flexural testing. They achieved the best tensile and flexural properties for models with a 0.2 mm layer thickness and a printing velocity of 30 mm/s. Their findings revealed that minimal layer height is appropriate for achieving maximal tensile and flexural properties. Rao et al. 14 looked into the influence of process parameters including layer height, nozzle temperature, and infill design on the tensile strength of carbon fiber PLA. They achieved the greatest tensile strength of approximately 27 MPa for a layer height of 0.1 mm, a nozzle temperature of 225°C, and a cubic infill pattern. Post-processing procedures are needed to increase the mechanical strength of additive manufactured objects. To improve the mechanical strength, a variety of post-processing procedures such as shot peening, sand blasting, normalizing, electroplating, thermal annealing, etc. could be utilized.15–17 In this study, thermal annealing as an extra step for improving the tensile strength of 3D printed components is considered. Thermal annealing is a post-processing methodology that enhances the mechanical characteristics of 3D printed thermoplastics by keeping the sample at a pre-determined temperature for a known time and gradually cooling it down to normal atmospheric temperature.18–20
Wach et al 21 conducted investigations on the feasibility of thermal annealing to improve the mechanical characteristics of PLA samples created by FFF. PLA material achieved only a limited degree of crystallinity after processing under the applied conditions, thus post-processing annealing at increased temperatures, more than glass transition, and lower than the melting point is used to raise the degree of crystallinity and free residual stresses. They determined that post-processing annealing might be used to boost the strength of personalized PLA implants made using the FFF process. Annealing methodology is shown to be beneficial in regaining the 3D printed materials’ reduced interlayer tensile strength. Bhandari et al. 22 observed that the interlayer elastic modulus of an amorphous polymer composite was enhanced by 65% when compared to a non-annealed 3D printed composite and 32% when compared to an annealed additive manufactured neat polymer. The interlayer Elastic modulus of the semi-crystalline polymer improved by 48% when compared to the non-annealed 3D printed composite. Rhugdhrivya et al. 23 experimented with the effects of heat treatment on ASTM D638 02a ABS tensile models and found that the ultimate tensile strength was enhanced by approximately 90%. Annealing at 160°C resulted in better inter-layer adhesion which produced increased mechanical strength. Marcus et al. 24 demonstrated the improvement of crystallinity in carbon fiber filled PLA after the annealing post-processing technique. The ultimate tensile strength and flexural strength of 3D printed PC-ABS showed the highest enhancement after the thermal post-processing at 180°C. 25
The ANFIS methodology is a sophisticated hybrid artificial intelligence technology that integrates the learning capabilities of artificial neural networks with the characteristics of fuzzy interface systems.26,27 The ANFIS technique allows for learning from training data supplied during input and mapping out solutions on a fuzzy interface system. Since the hidden layers of the ANFIS network are set by a fuzzy interface system, it has better prediction skills than ANN. 28 Kumar et al. 29 used ANFIS to anticipate and optimize surface roughness in a galvanized steel thermal drilling process. Thermal drilling factors are utilized to build the ANFIS model, which predicts surface quality. It is discovered that the ANFIS approach could achieve a superior forecasting model of the experimental data. Zhang et al. 30 created an ANFIS model with high prediction accuracy for estimating the laser cutting surface properties using gas pressure, cutting velocity, laser intensity, and cutting thickness as input factors and roughness as the response factor. ANFIS has been beneficially utilized in performance prediction, fault detection tasks, power estimation problems, and position detection.31–33
The work aims to use the post-processing technique, thermal annealing on 3D printed models to optimize the annealing conditions for maximum tensile strength and to perform prediction using the ANFIS approach in MATLAB. The ultimate tensile strength values of the ASTM models made with FFF for the chosen thermoplastics such as PLA, PLA-CF, and PC-ABS subjected to thermal annealing post-processing are experimentally estimated. Thermal annealing is performed at four different annealing temperatures and times, and the resulting ultimate tensile strength is computed for optimization. The obtained experimental data are used to create the ANFIS model for predicting the tensile strength of PLA, PLA-CF, and PC-ABS at various levels of annealing parameters. The study further goes into the examination of thermal annealing on the mechanical strength of PLA.
Materials and methods
Process parameters selected for FFF.
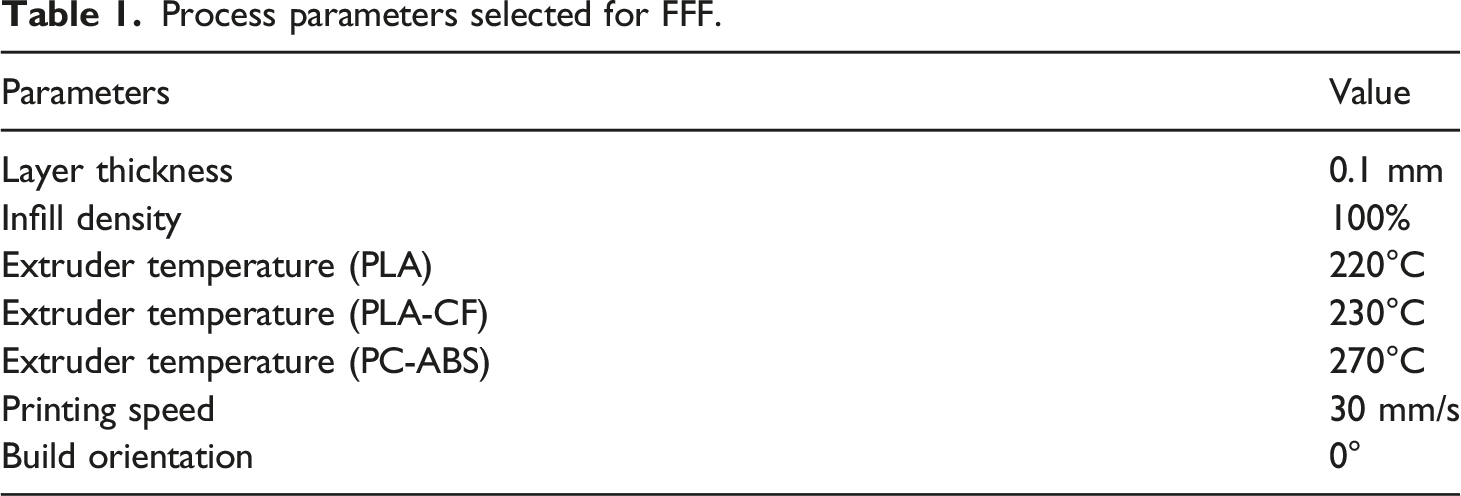
The design of experiments based on the full factorial design in Minitab generated 16 sets of experiments and an average of three samples are considered for analyzing the heat treatment effects. A labline laboratory oven having a maximum temperature of 300°C is employed for the annealing treatment. The specimens are dipped in the sand to reduce the warpage defects during the thermal process. The glass transition and melting temperature of the thermoplastic are taken into account while determining annealing conditions. The annealing temperature of PLA and PLA-CF are chosen as 65°C, 95°C, 125°C, and 155°C since PLA had a glass transition at around 60°C and melting temperature at 180°C. The annealing temperature of PC-ABS is selected as 90°C, 120°C, 150°C and 180°C considering the glass transition at around 110°C and the melting temperature of ABS at 200°C. The annealing duration is chosen as 30 min, 60 min, 120 min, and 240 min. The standards selected for the mechanical strength testing are shown in Figure 1. Plastic compression properties are tested using ASTM D695-15 specifications. The cylindrical or cuboid-shaped specimen is gripped and compressed at a consistent rate between the plates. (a) ASTM D638 type 4 tensile strength testing specimen, (b) ASTM D695-15 compressive strength testing specimen, (c) ASTM D790 flexural strength testing specimen, and (d) ASTM D256 impact strength testing specimen.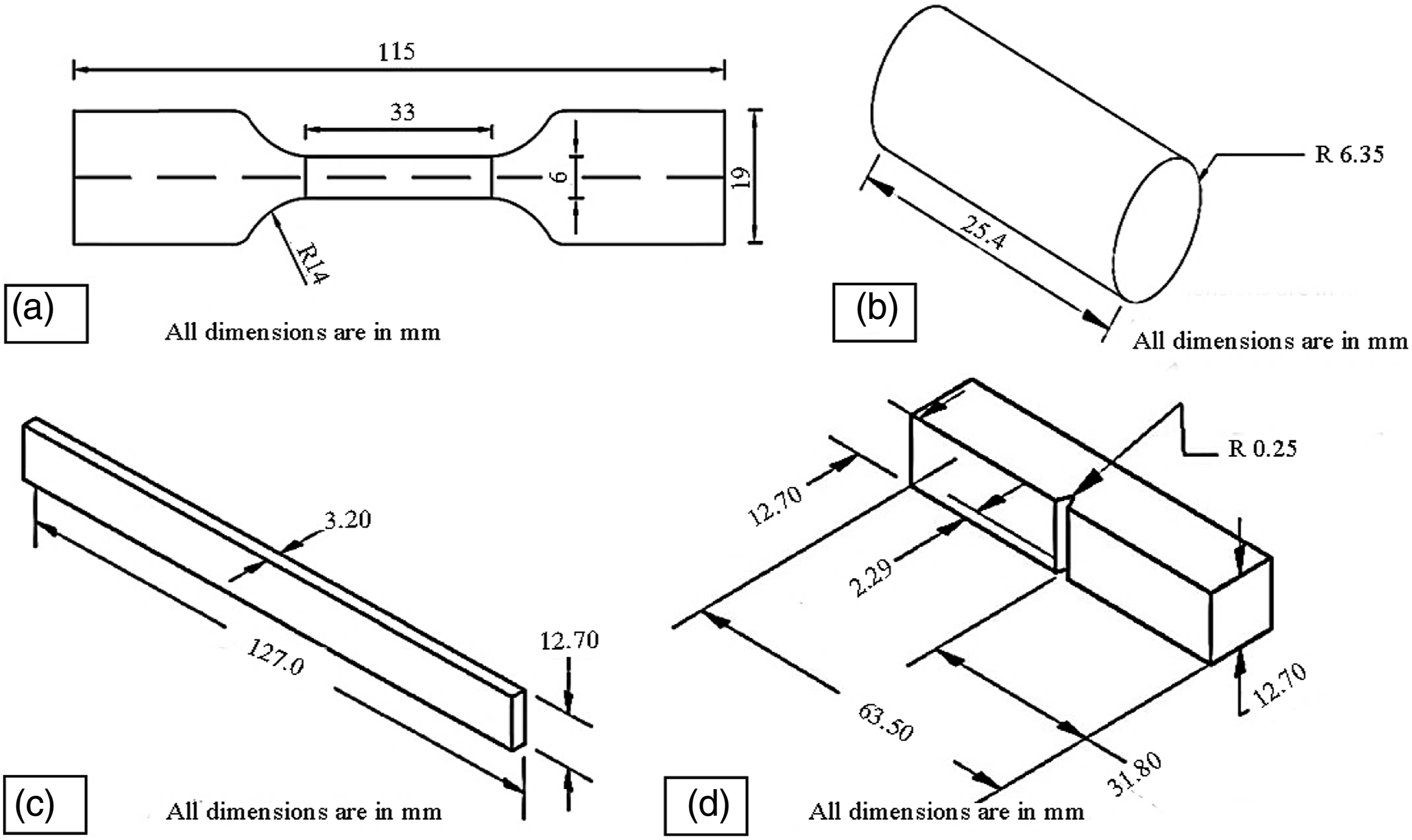
Flexural testing is conducted on the ASTM D790 samples using the Shimadzu AG-X plus UTM machine. The impact of thermal annealing on the impact strength of PLA is analyzed using CEAST 9050 Izod impact testing machine using ASTM D256 models. An elaborate procedure of this study is presented in Figure 2. Although neural networks are widely used for developing predictive models, the biggest challenge is figuring out their ideal size and configuration. The usage of a learned system to produce accurate output utilizing weights and the linkages between weight fluctuations and input/output behaviour during learning are quite complex. Finding the proper membership function and rules through a trial and error approach for a complicated system necessitated a great deal of effort in order to get a concrete answer. Fuzzy logic has relatively limited generalization capacity because it employs heuristic methods for fuzzy inference, rule development, and precedent computation. So the predictive model is developed using ANFIS in MATLAB combining the merits of both techniques. ANFIS is a type of ANN that is developed on the Takagi-Sugeno fuzzy inference system. Because it includes both neural networks and fuzzy logic fundamentals, it possesses the ability to combine the advantages of both within a unified model. Its inference system is represented by a series of fuzzy IF-THEN rules with gaining knowledge functionality to evaluate nonlinearities. ANFIS is a technique for simulating intricate irregular mappings that combines fuzzy sets with neural network training. The ANFIS architecture is capable of working in uncertain, unpredictable, and unclear situations because it incorporates ANN and fuzzy-logic models. Methodology of this study.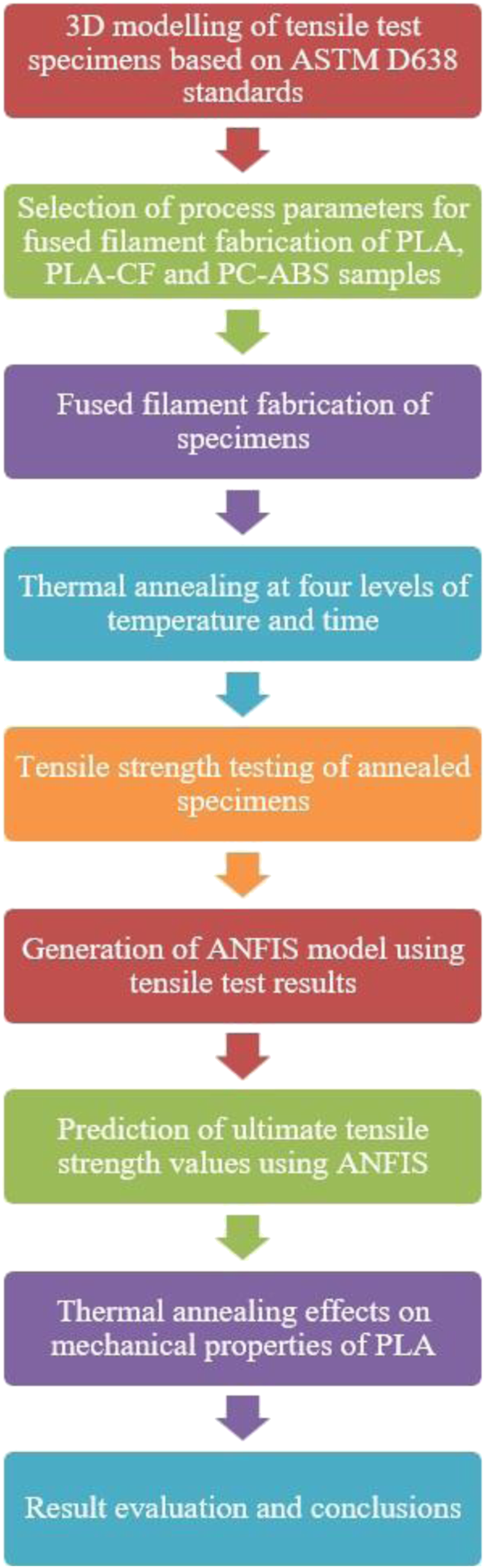
Results and discussions
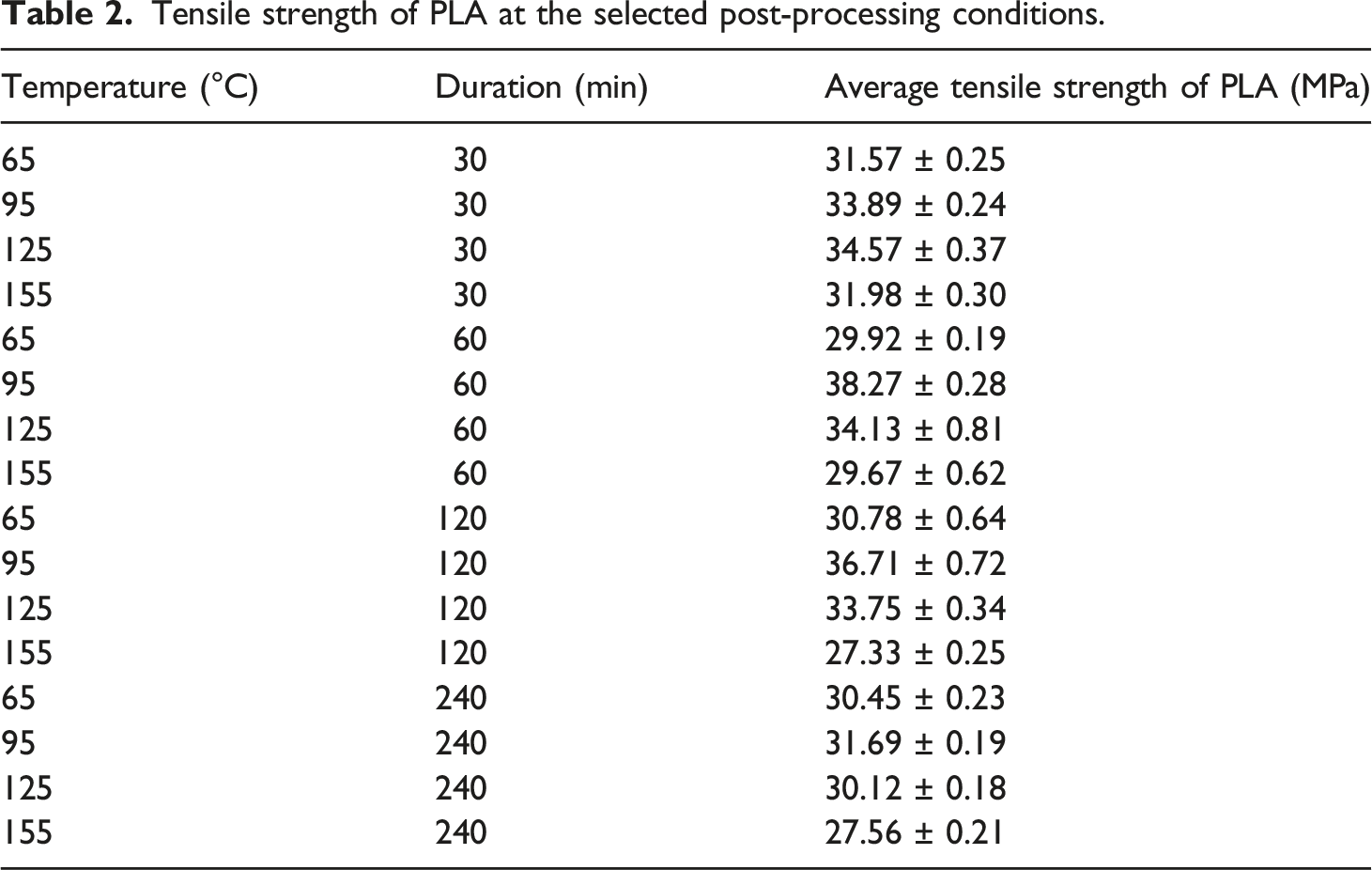
Tensile strength of PLA at the selected post-processing conditions.
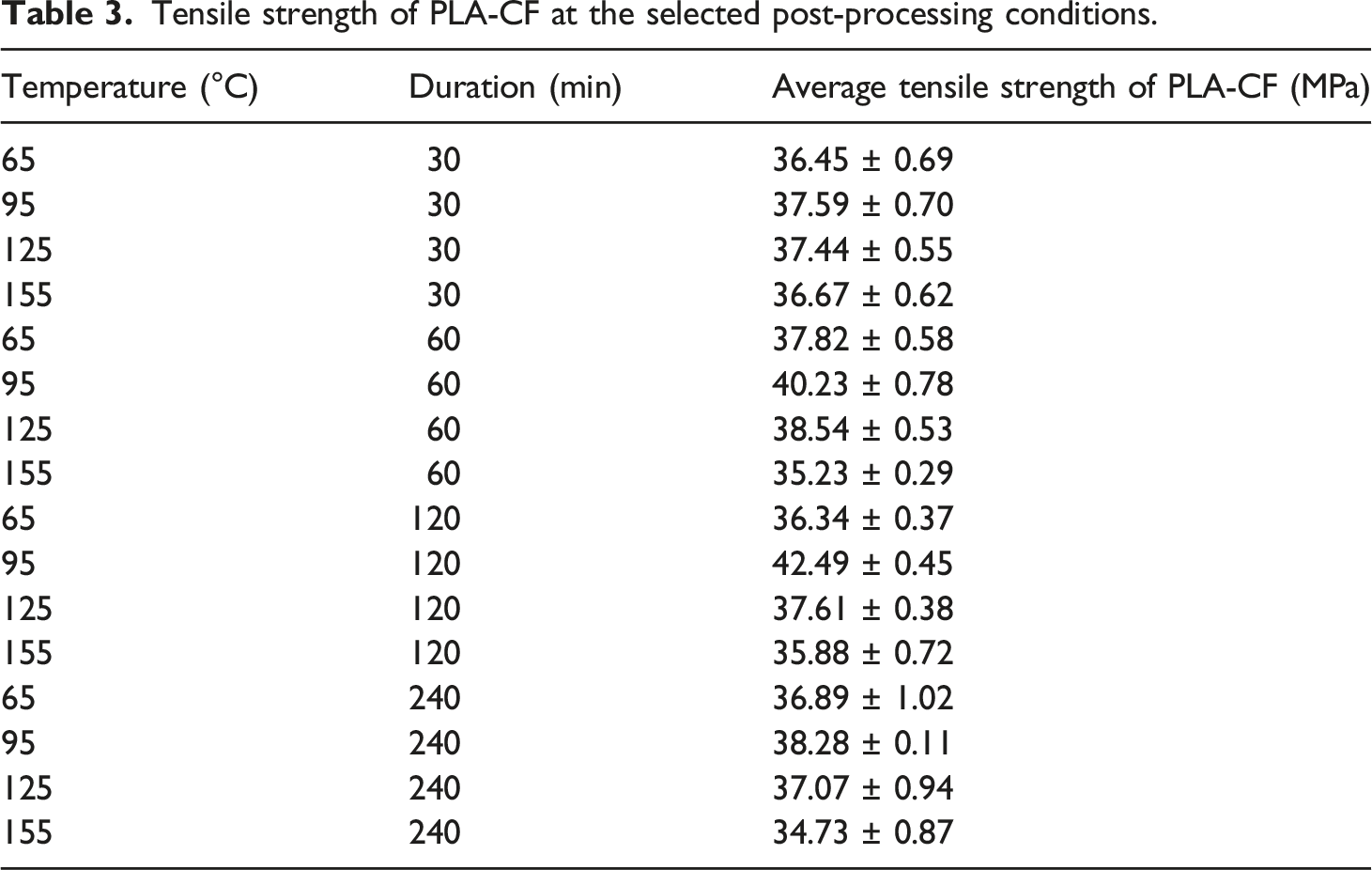
Tensile strength of PLA-CF at the selected post-processing conditions.
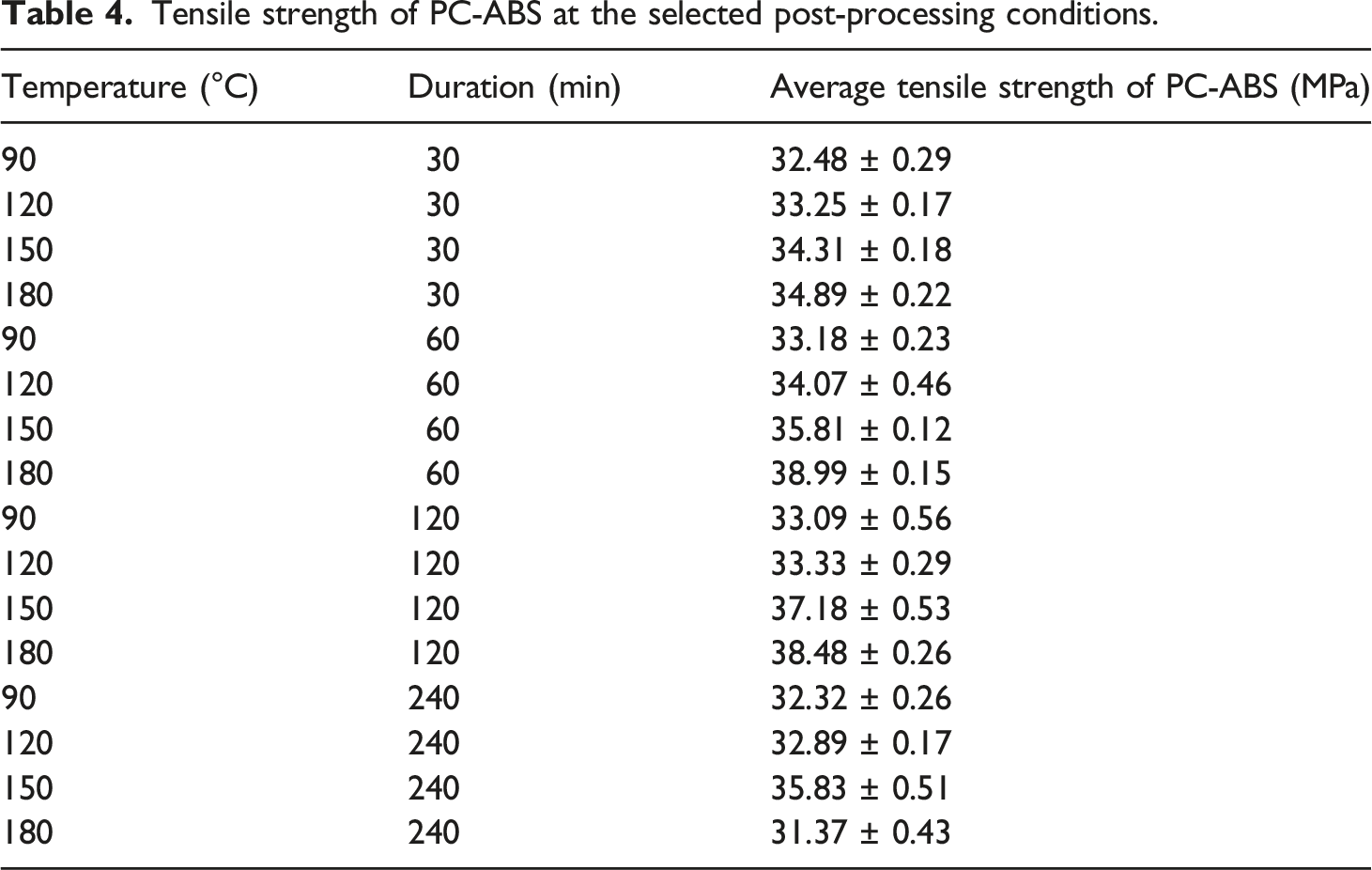
Tensile strength of PC-ABS at the selected post-processing conditions.
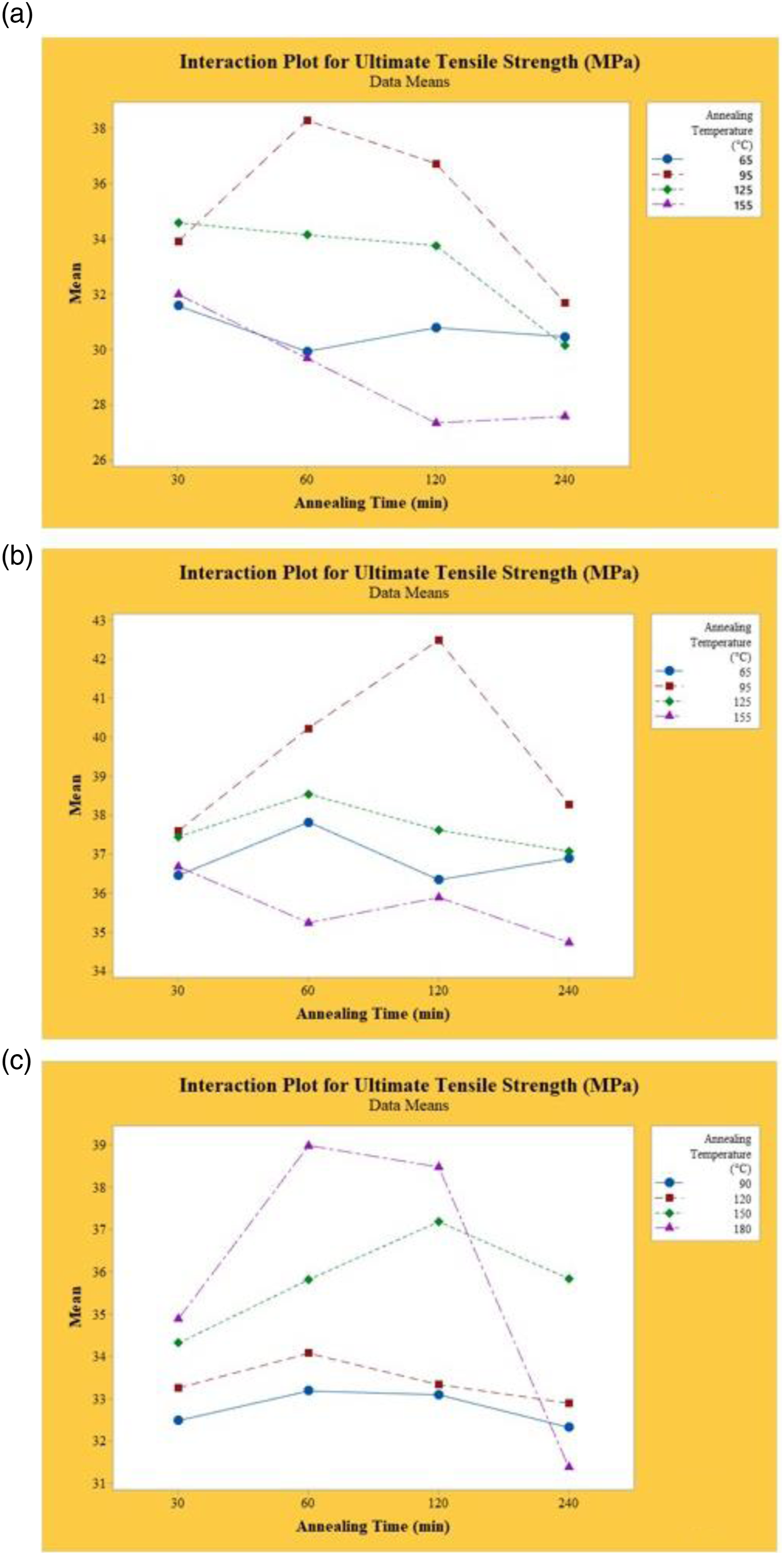
Interaction plot of the tensile strength of (a) PLA, (b) PLA-CF, and (c) PC-ABS at different post-processing conditions.
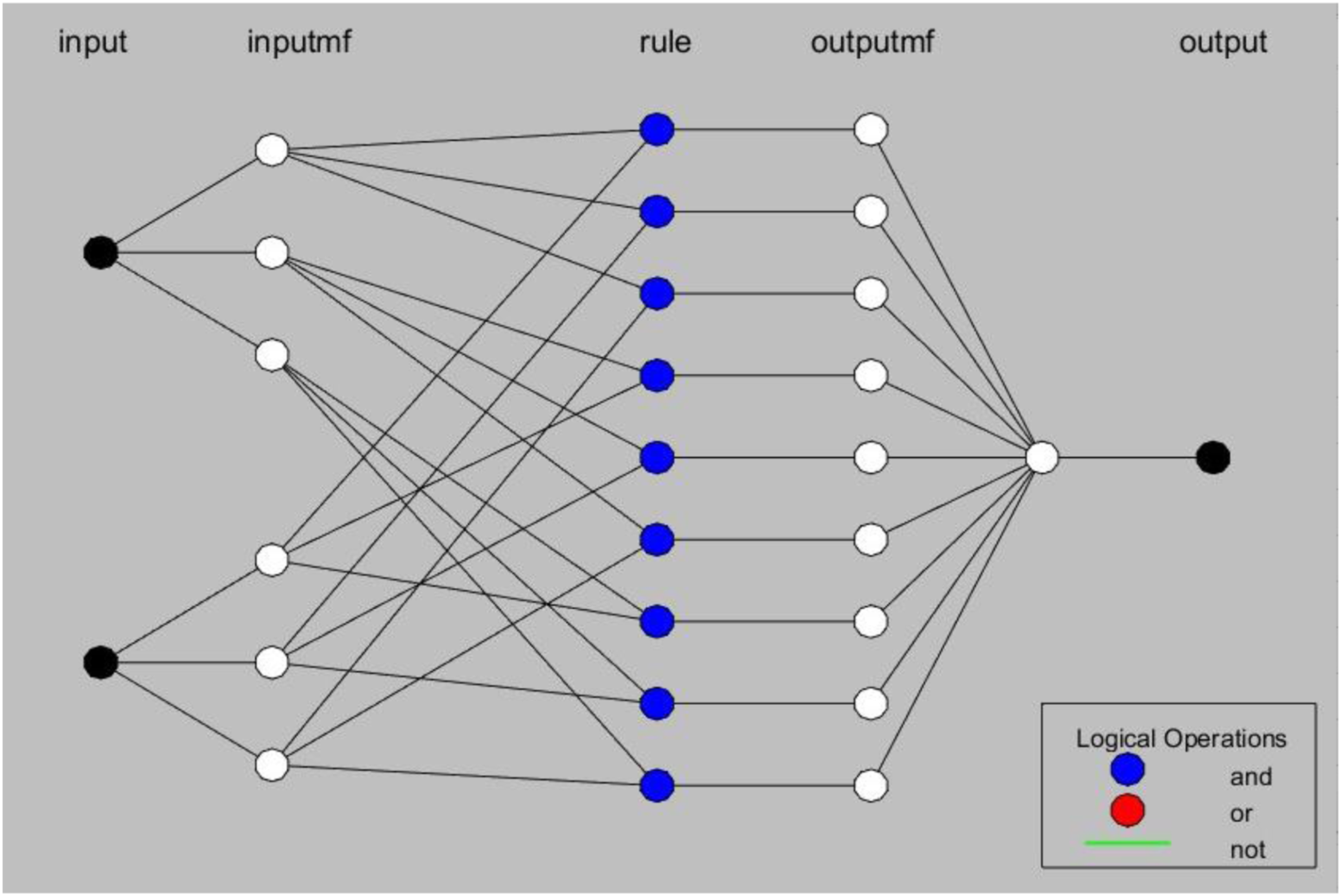
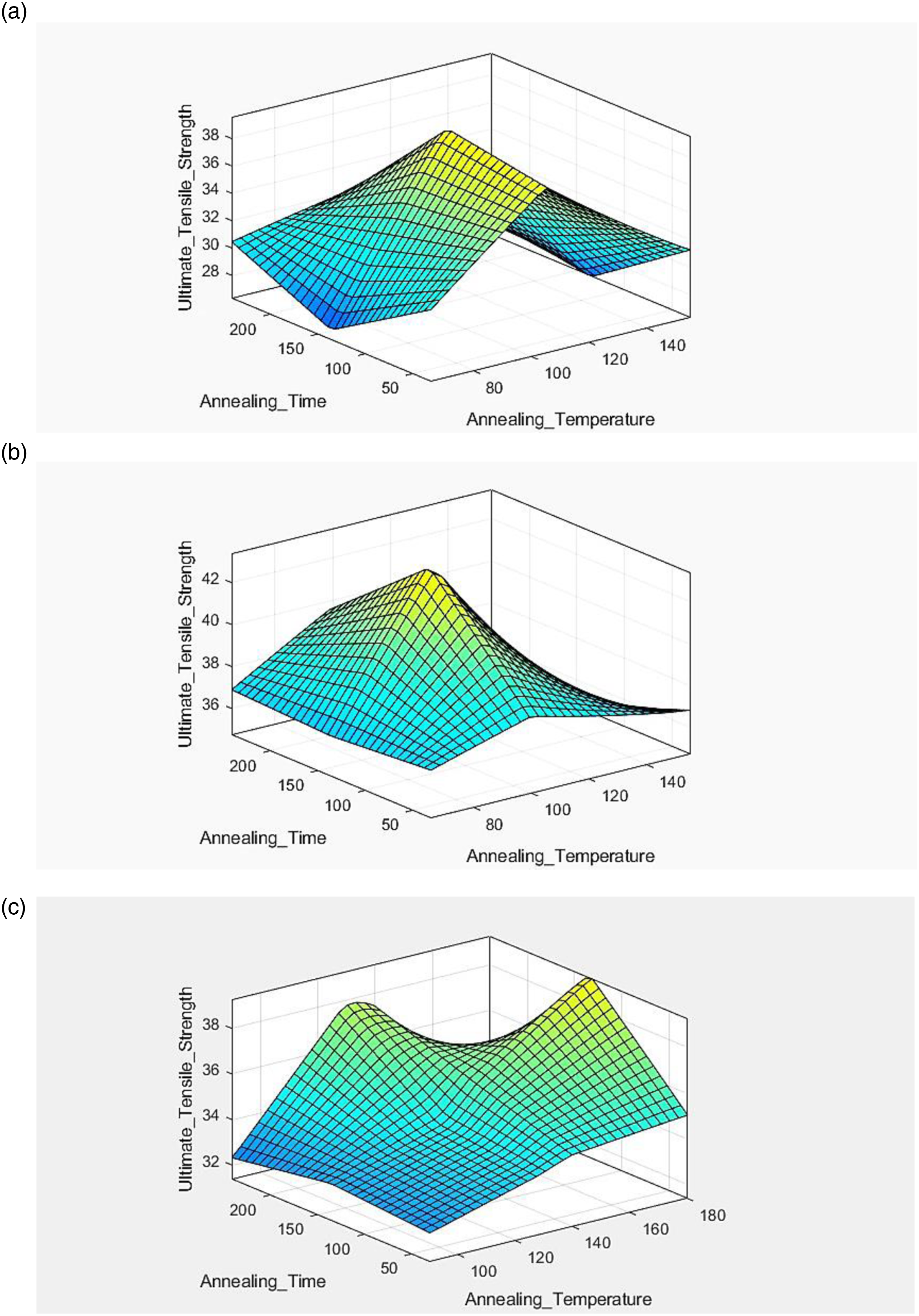
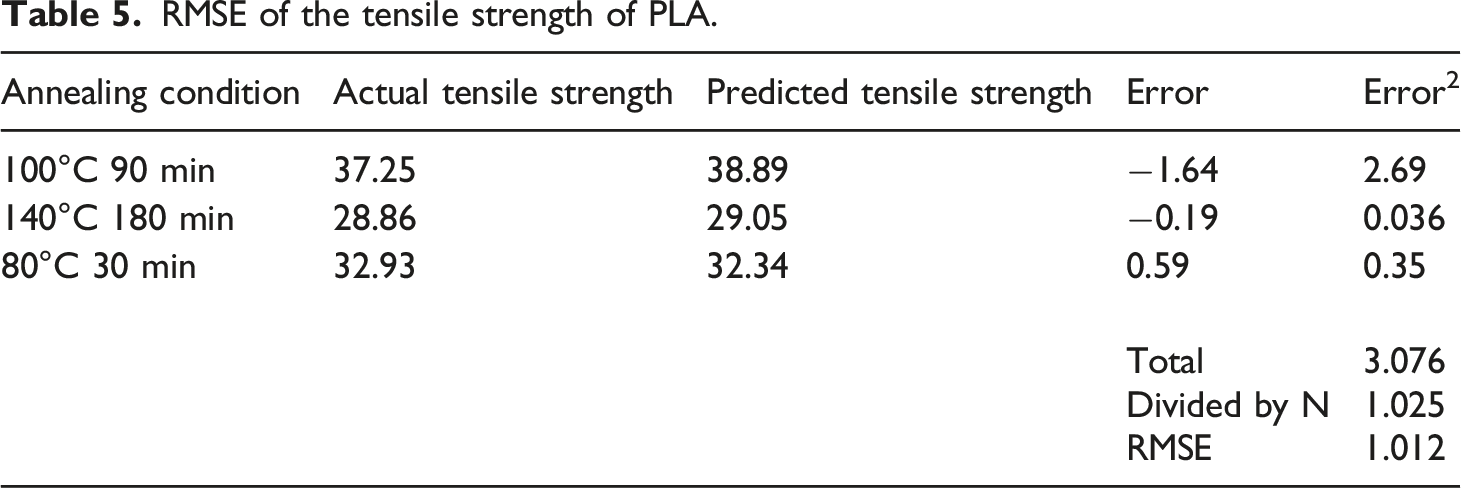
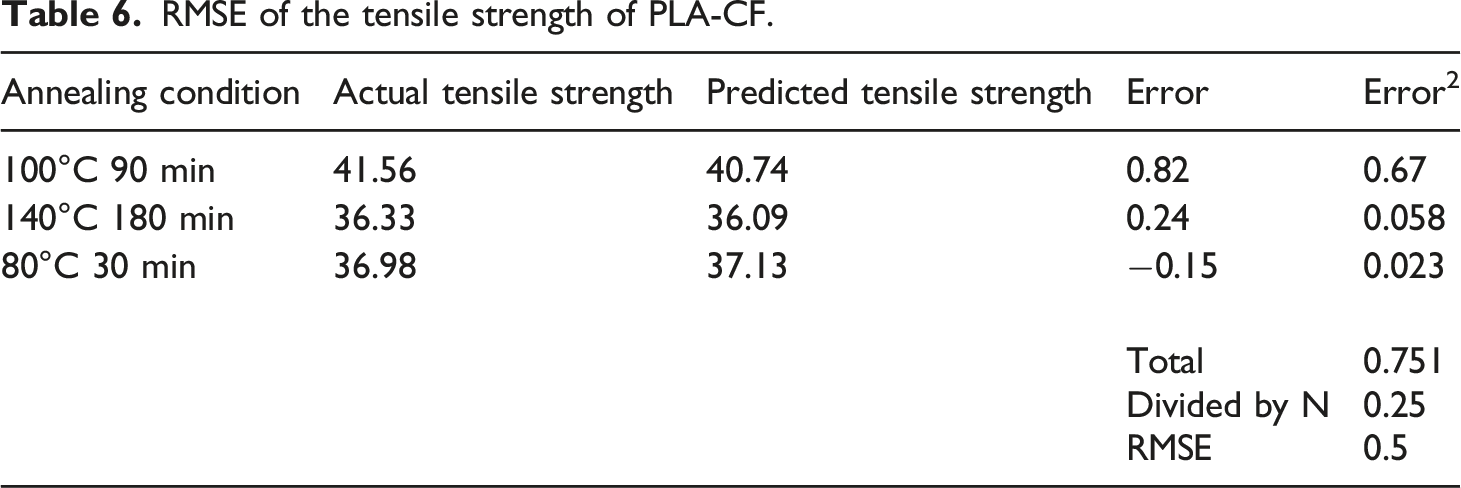
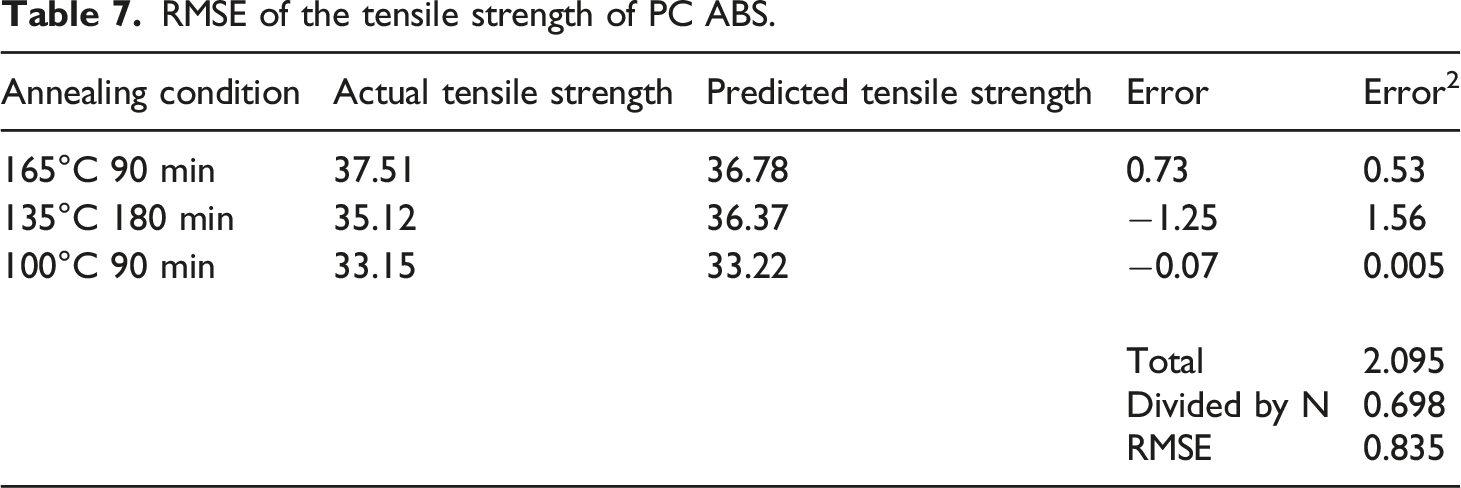
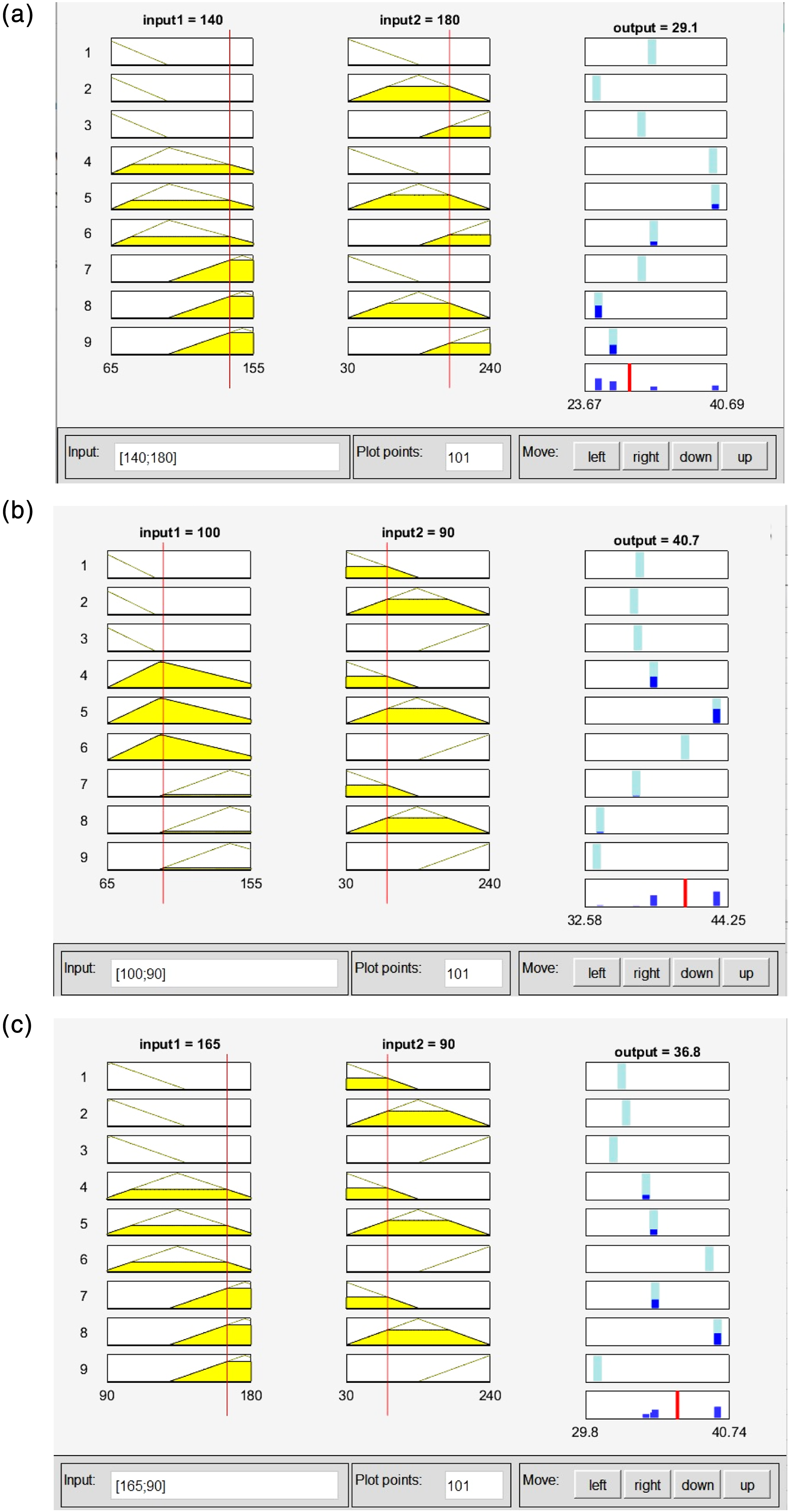
By employing the neural network learning process, the ANFIS updates the membership function and the linked factor that mimics the objective datasets. The training algorithm used by ANFIS is a mixed one that merges the usage of the least squares procedure and the back-propagation prediction model. The membership function used for predicting the tensile strength of thermally annealed 3D printed thermoplastics is triangular (trimf). The function is represented using equation (1). The ANFIS model structure is represented in Figure 4. The five layer structure has two inputs and one output. The number of input membership functions for each input is three. The FIS is generated using the grid partition method with the number of epochs fixed at 1000 and selecting a hybrid optimization method. Layer three generates nine different sets of rules with each node defining the firing strength. 13 datasets with an average of three samples at each condition are used for training the model and three datasets with an average of three samples are taken for testing the model. The 3D contour plot of the tensile strength of PLA, PLA-CF, and PC-ABS at various annealing parameters is shown in Figure 5. The RMSE values of the predictive model developed for PLA, PLA-CF, and PC-ABS is shown in Table 5–7 respectively. The R2 values are calculated using equation (2). The R2 value of the model developed for predicting the tensile strength of thermal annealed PLA, PLA-CF, and PC-ABS is obtained as 0.98, 0.99, and 0.89 respectively. The rules used in the ANFIS predictive model developed for various annealing conditions are shown in Figure 6. ANFIS model structure. 3D contour plot of the tensile strength of (a) PLA, (b) PLA-CF, and (c) PC-ABS. RMSE of the tensile strength of PLA. RMSE of the tensile strength of PLA-CF. RMSE of the tensile strength of PC ABS. Rules used in the ANFIS model for (a) PLA annealed at 140°C for 180 min, (b) PLA-CF annealed at 100°C for 90 min, and (c) PC-ABS annealed at 165°C for 90 min.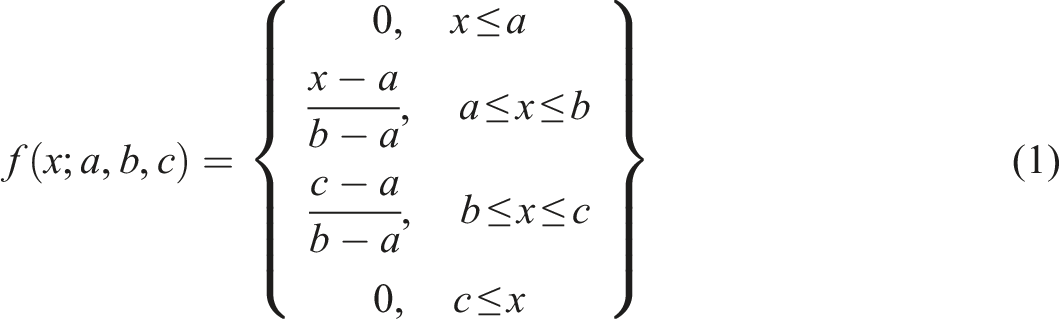

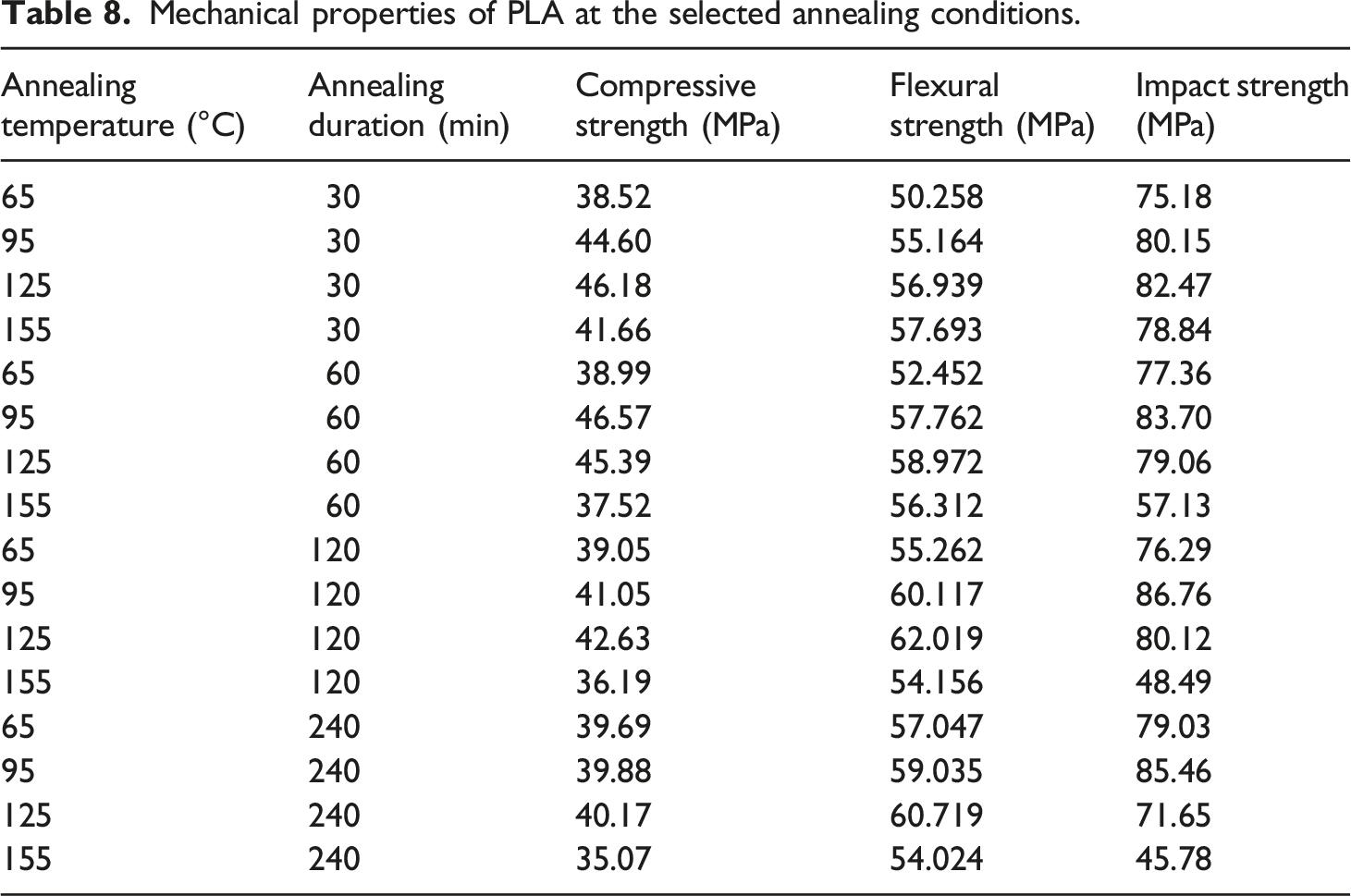
Mechanical properties of PLA at the selected annealing conditions.
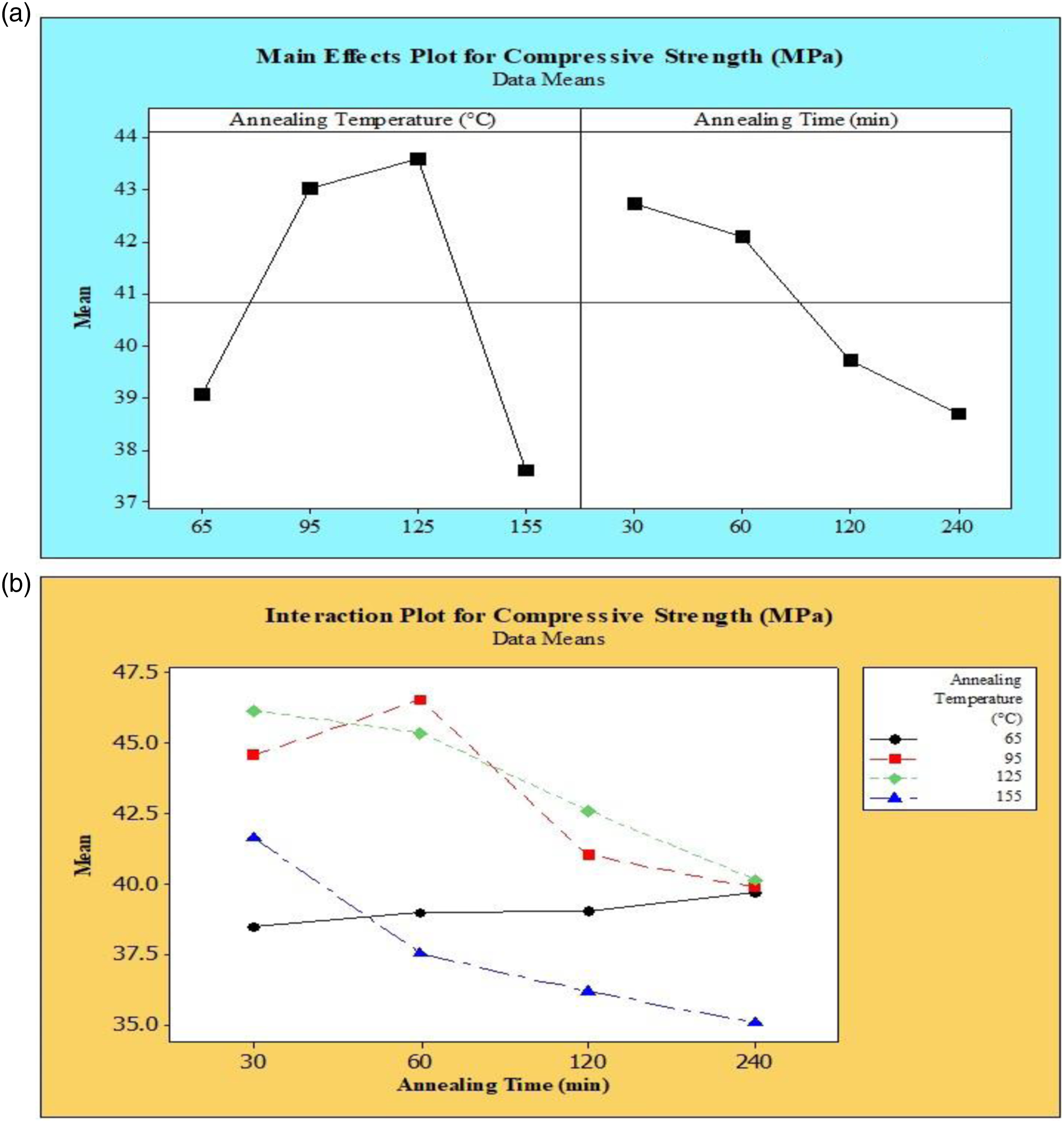
(a) Main effects plot for means of compressive strength of PLA, and (b) interaction plot for compressive strength of PLA.
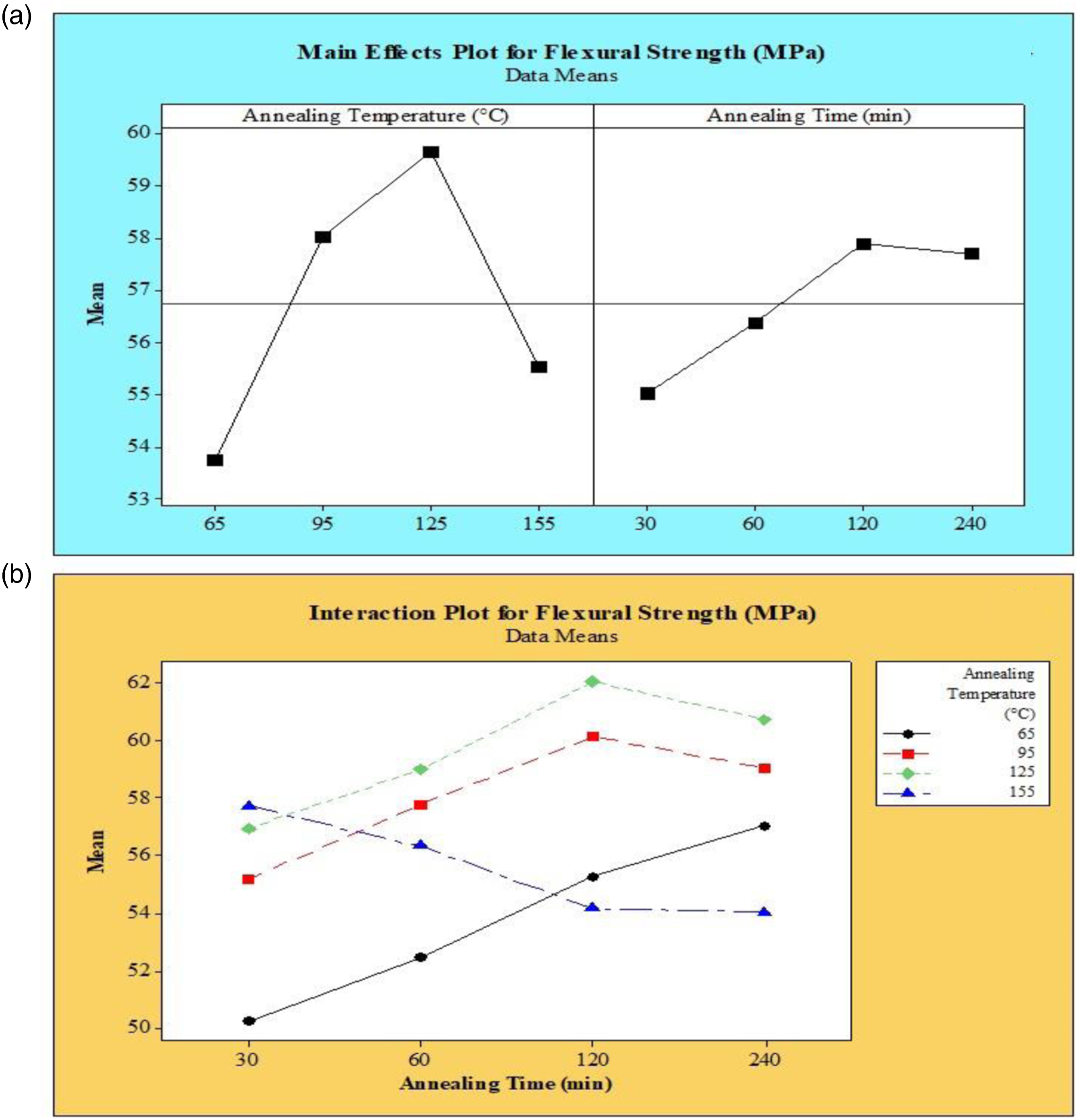
(a) Main effects plot for means of flexural strength of PLA, and (b) interaction plot for flexural strength of PLA.
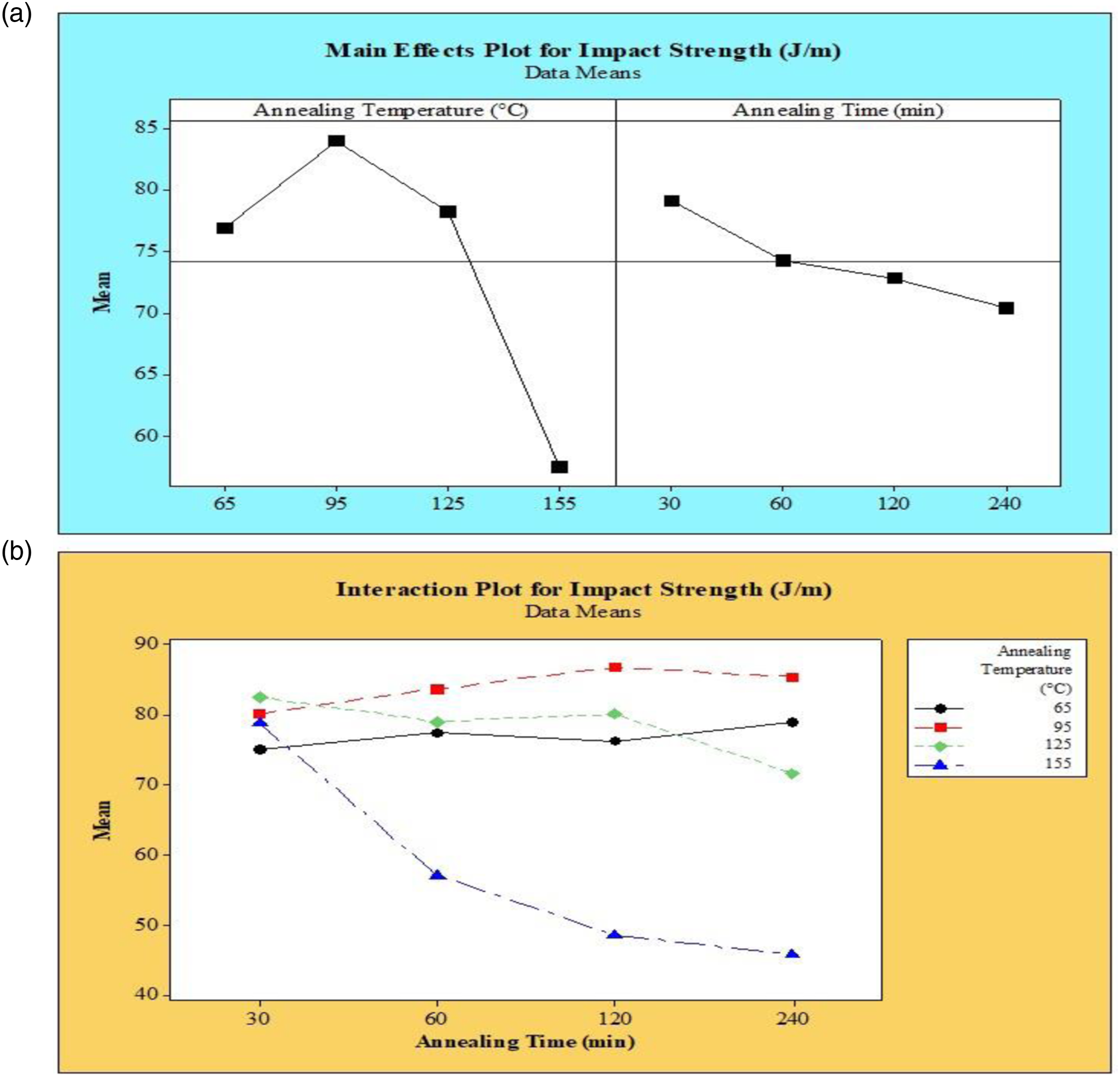
(a) Main effects plot for means of impact strength of PLA, and (b) interaction plot for impact strength of PLA.
The highest flexural strength of 62.019 MPa is attained after annealing at 125°C for 120 min duration. The main effects plot demonstrates that flexural strength increases when the annealing temperature has risen from 65°C to 125°C and then it decreases at 155°C. The optimized annealing temperature and duration for maximum flexural properties are obtained as 125°C and 120 min respectively. The flexural strength of PLA increased by 23.62% after the thermal annealing treatment. The impact strength testing results also showed that thermal annealing helps enhance the impact load capacity of the 3D printed thermoplastics. The impact strength of 86.76 MPa is obtained after the thermal post-processing at 95°C for 120 min. The optimum annealing temperature is obtained as 95°C for achieving the highest impact strength. The impact strength is enhanced when the annealing temperature is increased from 65°C to 95°C and thereafter it decreased drastically. The annealing post-processing resulted in a 16.2% improvement in impact load capacity. The annealing process is thus effective in boosting the mechanical properties of the 3D printed PLA thermoplastics. The heating of the samples to a pre-set temperature for a fixed duration and slow cooling helped in the rearrangement of the amorphous region. The rapid cooling of molten thermoplastics in FFF resulted in the formation of residual stresses, which are successfully released by the annealing process. The SEM analysis conducted on Jeol JSM 6390 with a large resolution of 3 nm showed better inter-layer diffusion and surface blisters after the heat-treatment post-processing. The scanning electron microscopic images are shown in Figure 10. SEM images of (a) 3D printed PLA, (b) annealed PLA (250 times magnification), and (c) annealed PLA (1500 times magnification).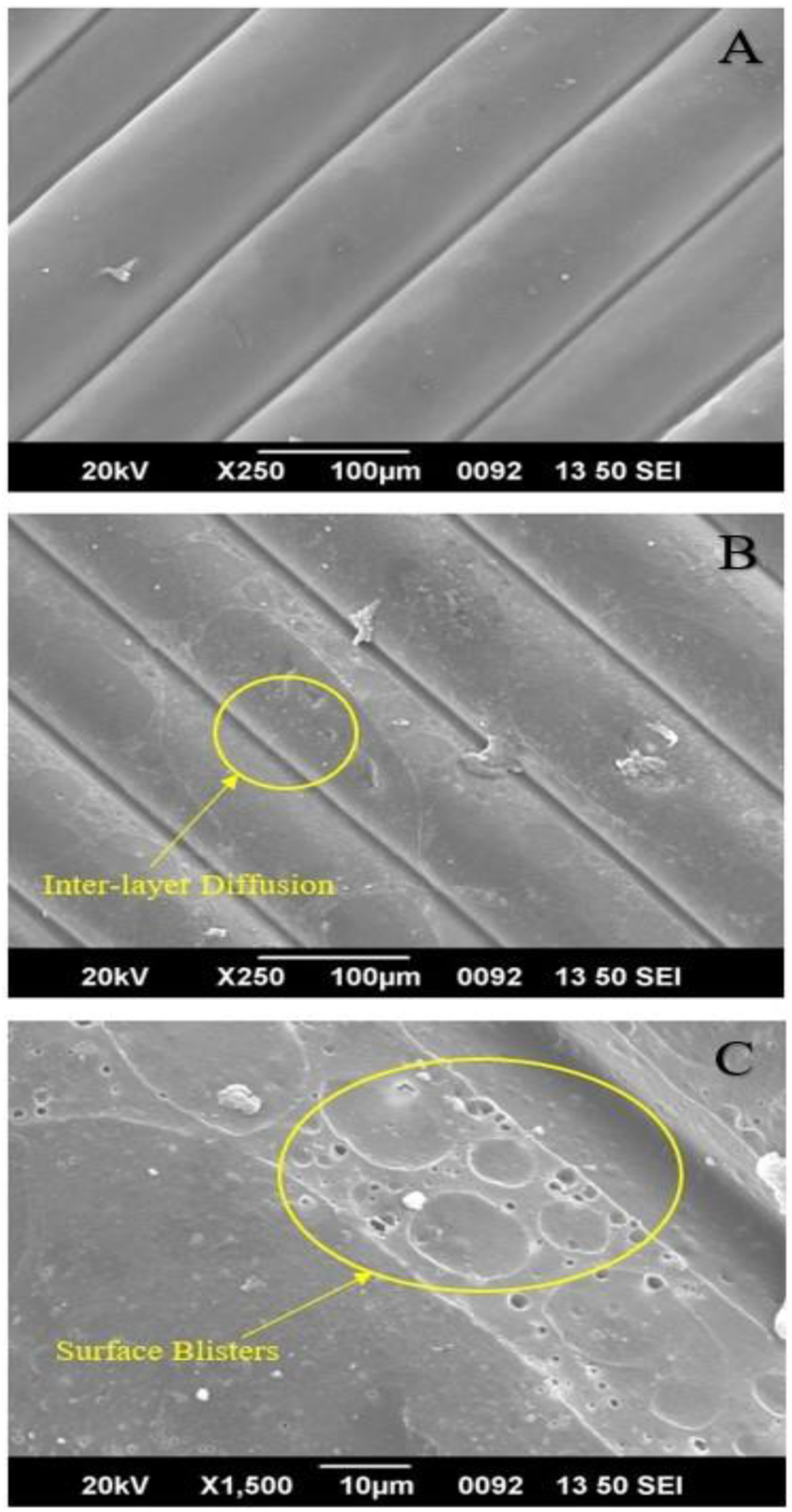
Conclusions
In this study, ANFIS is employed to estimate the tensile strength of PLA, PLA-CF, and PC-ABS after thermal post-processing. The projected tensile strengths of PLA, PLA-CF, and PC-ABS are determined to have RMSE values of 1.012, 0.5, and 0.835, respectively. The estimated model for the thermoplastics PLA, PLA-CF, and PC-ABS has a coefficient of determination value of 0.98, 0.99, and 0.89, respectively. The tensile strengths of 3D printed thermoplastics at different annealing conditions are successfully determined using an ANFIS model. Following a 60 min annealing period at 95°C, the highest compressive strength value of 46.57 MPa is attained. Compressive strength is 23.98% stronger after the annealing procedure. After 120 min of annealing at 125°C, the material reached its maximal flexural strength of 62.019 MPa. After being subjected to annealing, PLA’s flexural strength improved by 23.62%. After undergoing the heat-treatment procedure at 95°C for 120 min, the impact strength of 86.76 MPa is attained. An additional 16.2% of impact load capacity is gained due to the annealing post-processing. These results indicated that thermal annealing is very beneficial to boost the mechanical properties of 3D printed thermoplastics. The thermal annealing process advances the inter-layer diffusion and helps rearrange the molecular chains to form a crystalline phase within 3D printed samples which in turn enhances the mechanical properties. The thermal annealing process helps in the reorganization of molecular chains to form a crystalline phase with more inter-layer diffusion enhancing the mechanical strength.
Footnotes
Acknowledgements
The authors express their sincere gratitude to the Principal and the Head of the Mechanical Engineering Department, GCE Kannur for providing facilities to carry out the research work. The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University for funding this work through the large group Research Project under grant number RGP2/415/44.
Declaration of conflicting interests
The author(s) declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University for funding this work through the large group Research Project under grant number RGP2/415/44.