
Abstract
As we all know, adding thermoplastic polyurethane elastomer(TPU) into Polyoxymethylene(POM) by melt blending can not only improve its toughness, but also improve the brittleness and cracking of POM products at low temperatures. However, there are some problems in the use of above POM/TPU modified material. For example, after adding TPU, the strength and rigidity of POM resin will be significantly reduced, and its antistatic performance is not very good. In this paper, we use melt-extrusion blending method to improve the strength, rigidity and antistatic properties of toughened POM material by adding CF. In addition, the aggregation and properties of the blends are studied by DSC, FTIR, PLM, DMA and mechanical tests, surface resistivity. Mechanical analysis show us that the tensile strength, flexural modulus increase significantly with the increase of CF content, and the notched impact strength of the POM/TPU/CF materials are all better than that of the pure POM resin. It can also be found that after adding 2% to 8% CF, the surface resistivity of the composites gradually decreases with the increase of CF content, and CF forms a conductive network in the POM matrix. The anti-static test shows that when the CF content is 6% the surface resistivity of POM/TPU/CF blend is 109Ω, and when the CF content is 8% which can reach to 104Ω.
Introduction
Polyoxymethylene resin is one of the widely used engineering plastics, which has so much excellent properties, such as tensile strength, rigidity, self-lubricating performance, creep resistance, chemical corrosion resistance, etc.1–4 In view of the above advantages, polyoxymethylene materials are often used to prepare rotating or lubricating mechanical parts, load-bearing brackets, fasteners, etc. But for the same reason, the toughness of POM is not so good and at low temperatures (blew zero centigrade) the POM products will become brittle which may limit its uses.
For example, POM materials5–8 used for processing car seat belt buckles and fasteners on car doors need to have excellent toughness on the one hand, and good low-temperature resistance on the other. This is due to the fact that buckles and fasteners on cars need to be repeatedly plugged in or out and opened or closed during the course of vehicle use, which requires sufficient toughness and fatigue resistance. In order to adapt the automobile to the low temperature weather in the high latitude, the materials used in the preparation of seat belt buckles and fasteners must have low temperature resistance. Generally, there are two ways to improve the toughness of the POM resin.9–13 One is chemical reaction method, which is to increase the content of comonomer or add a third comonomer during polymerization.14–16 However, by polymerizing mechod the cost of industrial production is very high, and the toughness or notch impact strength of POM composites cannot be greatly improved. Another method is toughening modification,17–19 which is to modify POM resin with thermoplastic elastomers to improve its toughness or low temperature resistance. Many toughened polyoxymethylene materials modified by different elastomers have been reported in many literatures. For example, these elastomers could be acrylate elastome (ACE),13,20,21 poly (ethylene oxide) (PEO),22–24 acrylonitrile butadiene styrene resin (ABS),25,26 acrylonitrile butadiene elastomer (NBR), 27 thermoplastic polyamide elastomer (TPAE),28,29 thermoplastic polyester elastomer (TPEE),30–32 polyolefin elastomer (POE),33,34 thermoplastic polyurethane (TPU)35–37 and so on. Among these materials, thermoplastic polyurethane is the most widely used one, because the soft segment of polyurethane has good toughness and the hard segment is compatible with POM.
In addition to toughening modification, antistatic modification is another important direction of research and development of high value-added POM materials.38–40 The antistatic modification of POM is usually achieved by adding substances with certain conductivity. These conductive compounds or substances can be dispersed in the polyoxymethylene resin to form conductive networks or penetrate into the resin surface to form a conductive film.41,42 For example, small organic molecules with hydrophilic groups such as glyceride, erucic acid amide and oleic acid amide can pass through polyoxymethylene macromolecules and form a film layer on the resin surface. The surface of the film layer is full of hydrophilic groups of small organic molecules, which can adsorb water molecules in the air to form a water film, thereby reducing the surface resistivity of the polyoxymethylene resin. In addition, metal or metal compound powder, semiconductor material can also be added to the POM resin to improve its surface resistivity. Some scholars have significantly improved the antistatic property of POM by adding conductive carbon black, carbon nanotubes and other semiconductor materials to the POM matrix. 43 Finally, it is reported that some polymer compounds containing polar groups are used to improve the antistatic property of POM materials, such as polyethylene oxide, polyether ester amide, polyethylene oxide-epichlorohydrin copolymer, methacrylic acid copolymer containing quaternary ammonium salt, maleimide copolymer containing quaternary ammonium salt, sodium polystyrene sulfonate and carboxylate betaine graft copolymer, etc.
To sum up, many scholars and research institutions have carried out toughening and antistatic modification research in the field of high-performance modification of POM resin, but there are few reports on the toughening and permanent antistatic synergistic modification of POM. So, in this paper, we studied the mechanical, thermal and antistatic properties of the POM composites prepared by the co-modification of TPU and carbon fiber in detail through formula design and structural performance analysis.
Experimental
Materials
POM (MC90) was manufactured by Methanol Branch of Ningxia Coal Industry Co.,Ltd, China, with melt flow index of 9.342 g/10 min at 190°C/2.16 kg, density of 1.40 g/cm3, melting point of 165;168°C.
TPU (WHT1570) was procured from Wanhua Chemical Group Co.,Ltd, China. The Shore Hardness is 73 A, density is 1.40 g/cm3, and elongation at break is 750%.
CF(SYT45) was produced by Zhongfu Shenying Carbon Fiber Co.,Ltd, China. The tow specification is 24 K, the tensile strength is 4900MPa and the tensile modulus is 230 GPa.
Antioxidant (Irganox 1010) was purchased from Rianlon Corporation, China. The melting point is 120°C, volatile matter content is ≤0.5%, ash content is ≤0.1%.
White oil (industrial grade 15#) was supplied by Petrochina Corporation, China.
Sample preparation of POM/TPU/CF
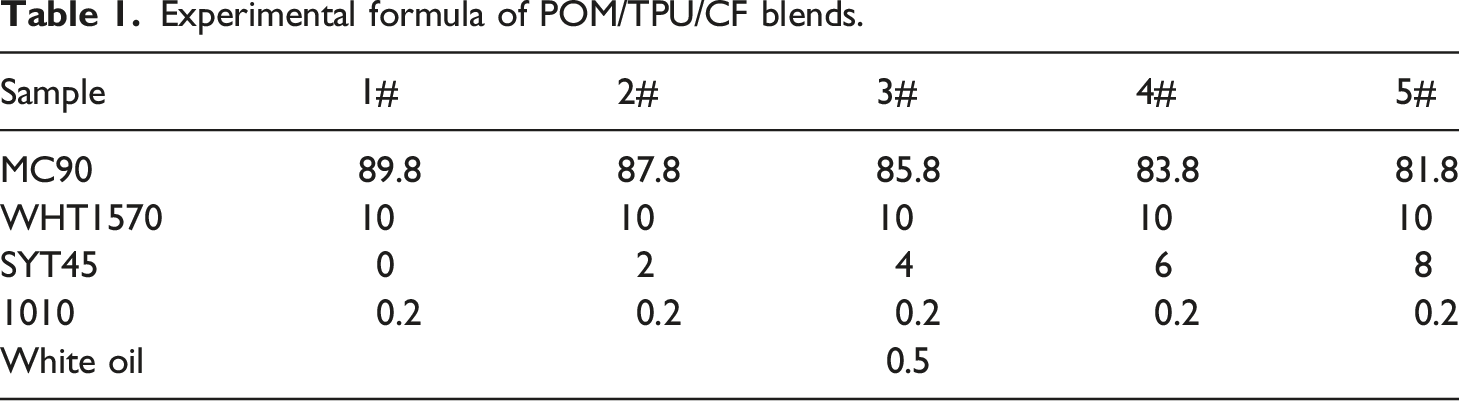
Experimental formula of POM/TPU/CF blends.
Test methods
Melt flow rate
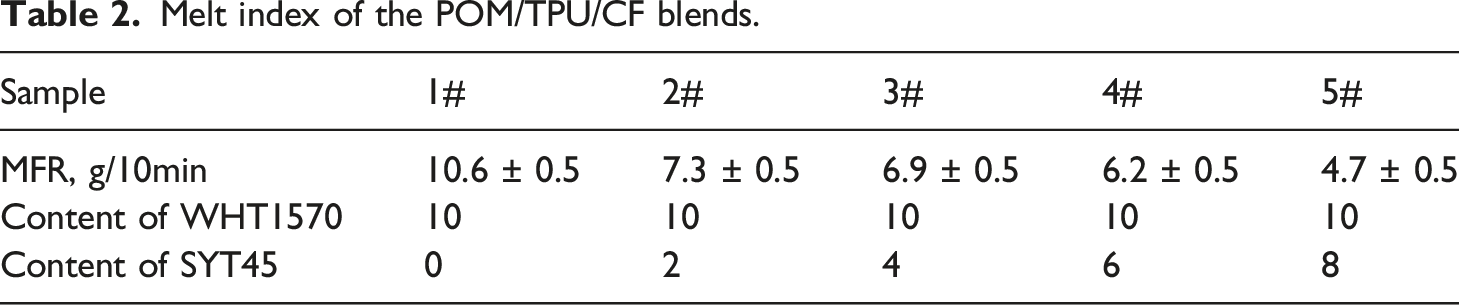
MFR of the POM/TPU/CF materials was measured by Melt Index Instrument (JJ-Test Materials Testing Industry CO., LTD, China, Type: MFI-2322). According to the international-standard test method for Melt Index (ISO 1133), the test temperature was 190°Cand the test sample load was 2.16 kg. 29
Mechanical testing
The tensile and bending test splines were molded by injection using HAAKE MiniJet-Ⅱ(The mold model of tensile spline was 557-2298, in accordance with the ISO20753 standard small spline requirement; the mold model of bending spline was 557-2296: 80 mmX10 mmX4 mm, according to ISO1873-2). The tensile properties of the specimens were characterized by the test according to ISO527-2 and the bending properties according to ISO178:2001 on Universal Material Testing Machine (INSTRON 5966). The stretching rate was 50 mm/min and the bending speed was 2 mm/min. A Impact testing machine (INSTRON CEAST 9050) was used for measuring notched Charpy strength (the mold model of Impact testing spline is 557-2296: 80 mmX10 mmX4 mm). All of the test samples were placed in the Constant Climate Chambers for 40 h state adjustment at 23±2°Cand 50±5% relative humidity.
Differential scanning calorimetry measurement
DSC was performed on a NETZSCH DSC 200F3. The measurements were conducted in nitrogen atmosphere (20 mL/min) with a heating and cooling rate of 20°C/min. The samples were heated from 30°C to 200°C and then maintained at 200°C for 5 min to eliminate their thermal history. The samples were subsequently cooled down to 30°C and stayed in this temperature for 5 min before being reheated back to 200°C. 30
Fourier transform infrared spectroscopy
FTIR spectra of the specimens were carried out on a BRUKER Vertex 70 FTIR spectrometer (Bruker Daltonics Inc.). The test specimens were made into small pieces of films by using melt-pressing method operated on the thermal platform.31,32
Polarized light microscopy
A polarized light microscope (PLM) (ZEISS Scope.A1, Germany), equipped with a Linkam LTS 420 hot stage (Linkam Scientific Instruments Ltd, Tadworth, UK) was used to study the crystallization process of the POM/TPAE blends. The samples were heated at 200°C for 2 min, then quickly cooled (10°C/min) to the isothermal crystallization temperature of approximately 147°C. The growth of the spherulites was observed during crystallization using a camera at 200xmagnification. 43
Antistatic properties
Electrical conductivity was tested by an ultra-high resistivity meter (ZC-90E, Shanghai Hanyi Electrical Technology Co., Ltd, China) at 500 V.
Results and discussion
MFR of the POM/TPU/CF blends
Melt index of the POM/TPU/CF blends.
Mechanical properties
The tensile strength and elongation at break of Pure POM and POM/TPU/CF blends with 10% of TPU and 0 to 8% of CF are shown in Figure 1(a). First from Figure 1(a) we can find that the tensile strength and flexural modulus of sample 1# are the lowest among the six samples. This is because only TPU is added to sample 1#, and TPU component are dispersed in the Polyoxymethylene base resin in the form of tiny rubber particles, which reduces the tensile strength and flexible modulus of the POM composite. Secondly, as the CF content in the composite materials increases from 0 to 8%, the tensile strength and flexura modulus of above materials increase correspondingly, such as 0# to 5# samples. Being the carbon fiber material has the significant reinforcement effect, the tensile and flexural properties of polymers containing carbon fiber will improve with the increase of carbon fiber content significantly. Mechanical performances of POM/TPU/CF which containing TPU with 10% and CF from zero to 8%: (1) Picture (a) shows the test results of tensile strength and flexural modulus of the modified POM experimental samples; (2) Picture (b) exhibits the elongation at break and the Charpy notched impact strength of the above samples.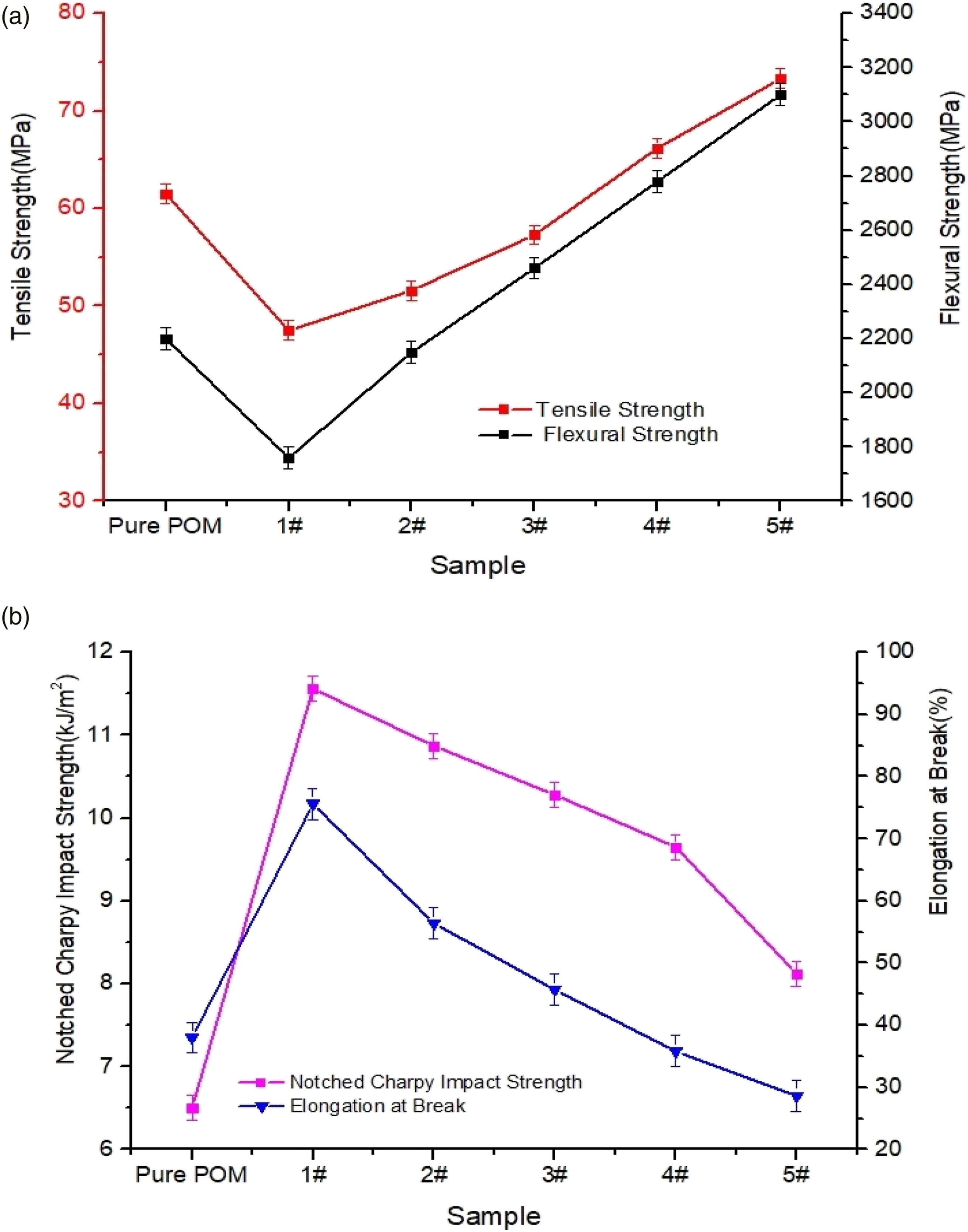
Figure 2(b) shows the effects of TPU and carbon fiber content on the Charpy notched impact strength and the elongation at break of the above POM composites. From which we can find that that when 10% TPU is added as sampe 1#, the Charpy notched impact strength of the POM composite material increases from 6.4 kJ/m2 of pure POM to 12.6kJ/m2, and the elongation at break reaches 75%. This means that by adding TPU, the toughness of POM resin can be significantly improved. When adding 10% TPU and CF from 2 to 8%;such as sample 2# to sample 5#, the Charpy notched impact strength and elongation at break of POM/TPU/CF blends are decreased gradually. As we all know, CF is a kind of rigid material with excellent axial strength but weak radial strength. Therefore, when carbon fiber is added to the POM/TPU blending system, the Charpy notched impact strength of the POM composite materials will gradually decrease with the increase of CF content. In addition, due to the non ductility of carbon fibers, the elongation at break of the POM blends will also decrease with the increase of carbon fiber content. DCS crystallization exothermic curves of Pure POM, and POM/TPU/CF blends with the content of CF from zero to 8% between 60°C and 180°C, the experiments were operated at the condition of reheating (20°C/min) from 30°C to 200°C.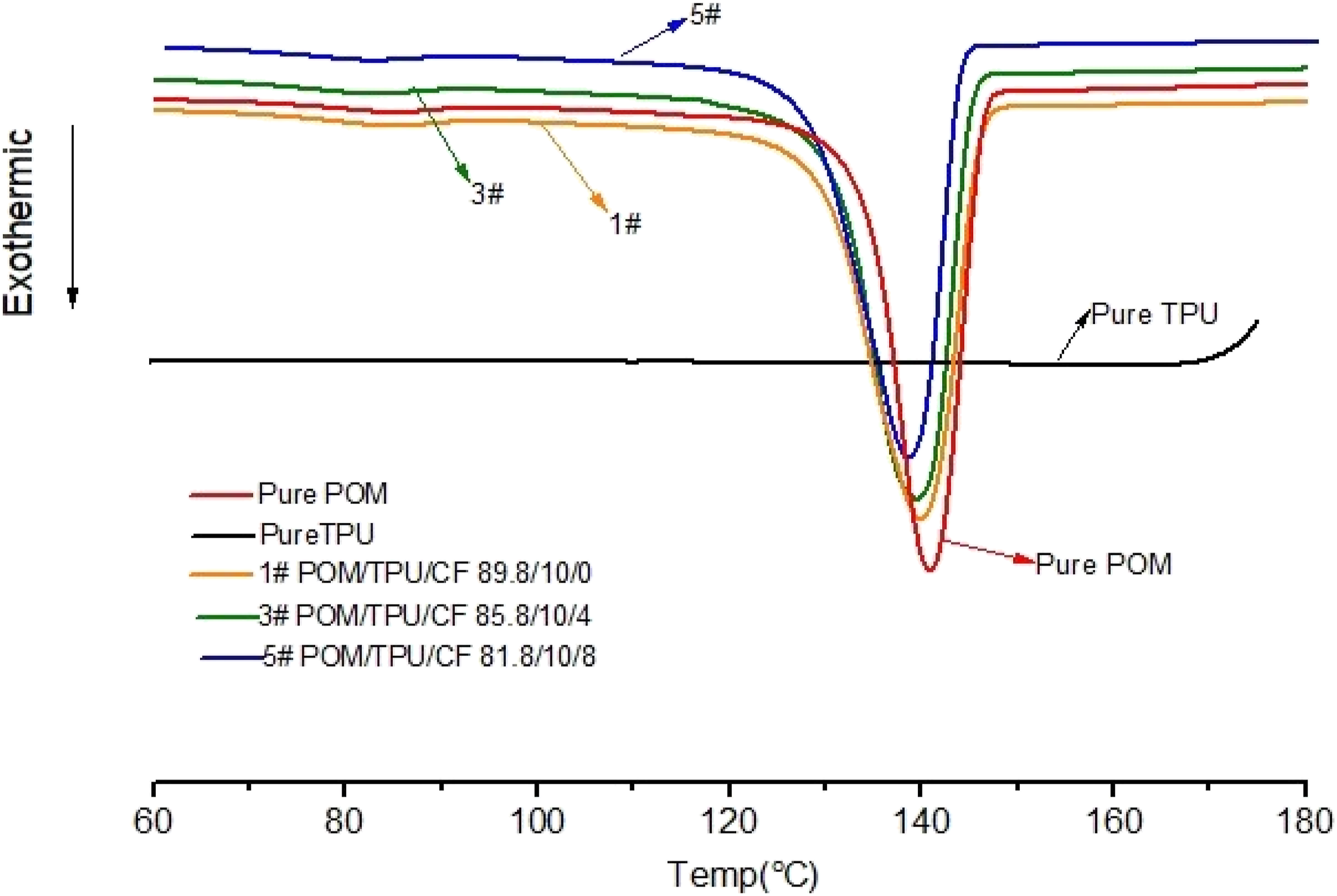
Differential scanning calorimetry measurement
Melt blending modification is a very important method in the fields of polymer materials, which can significantly improve the mechanical, electrical, thermal, and melt crystallization properties of basic polymers. In the study, we used TPU and CF to synergistically modify POM and prepared POM/TPU/CF composite materials. Compared with pure POM, the mechanical and electrical properties of this POM composite material have undergone significant changes. In addition, its crystallization performance has also been correspondingly affected. The influence of the content of CF on the crystallization behavior of the POM/TPU/CF blends is evaluated by means of DSC analysis. From these curves of Figure 2, some regular information and useful data can be obtained for describing their crystallization behavior. First within the range of 60 to 180°C the crystallization peak temperature of MC90 is 142°C, but the DSC cooling curve of TPU is a straight line with no obvious crystallization peak. This means that within above temperature range, POM is a highly crystalline polymer, while TPU is an amorphous elastomer.
Sample 1#, 3#, and 5# all contain 10% TPU elastomer, but the CF content is different. Sample 1# does not contain CF, sample 3# contains 4% CF, and the CF content of sample 5# is 8%. By observing the DSC curves of the above samples in Figure 2, we can find that the temperature corresponding to the crystallization peak of sample 2 is slightly lower than that of pure POM. This is beause that the amorphous TPU is dispersed in the POM matrix in the form of tiny particles, and the TPU has no significant crystallization behavior in the test temperature range. Therefore, during the cooling process of the molten blending materials, TPU plays a role in blocking the movement of POM molecular chain segments and the crystallization to some extent. Samples 4# and 5# were added with different amounts of CF, because CF is an unmelted fiber, the crystallization performance of POM/TPU/CF blend system is further weakened and the corresponding crystallization temperature shifts towards the low-temperature zone with the increase of CF content.
Fourier transform infrared spectroscopy
Figure 3 compares the FTIR spectra of POM, TPU and POM/TPU/CF materials in which the ratio of TPU is 10% and CF is zero, 4% or 8% respectively. The red curve is FTIR absorbance of POM, the black one is TPU, and the other three are above POM/TPU/CF blends’s respectively. Firstly, on the red curve the characteristic peaks of POM can be found, such as 1094 is assigned to C-O-C absorption peak of POM and 632 cm−1 is belonged to the —OH bending of POM. Secondly on the black curve, 3342 and 1732 cm−1 are assigned to —NH— and —C=O absorption peak of TPU molecular chain. Thirdly, the absorption peaks of —C-O-C— and —OH belonging to POM molecules and —NH and —C=O belonging to TPU molecules can be found on the infrared curves of samples 1#, 3# and 5#. Because CF is a three-dimensional network structure with ultra-high carbon content and contains few other characteristic elements, it is difficult to appear the absorption peak attributed to CF in infrared analysis. FTIR absorbance of pure POM, pure TPU and POM/TPU/CF blends with different amounts of CF. 1# POM/TPU (89.8/10); 3#POM/TPU/CF (85.8/10/4); 5# POM/TPU/CF(81.8/10/8), the range of wavenumber is from 4000 cm−1 to 500 cm−1.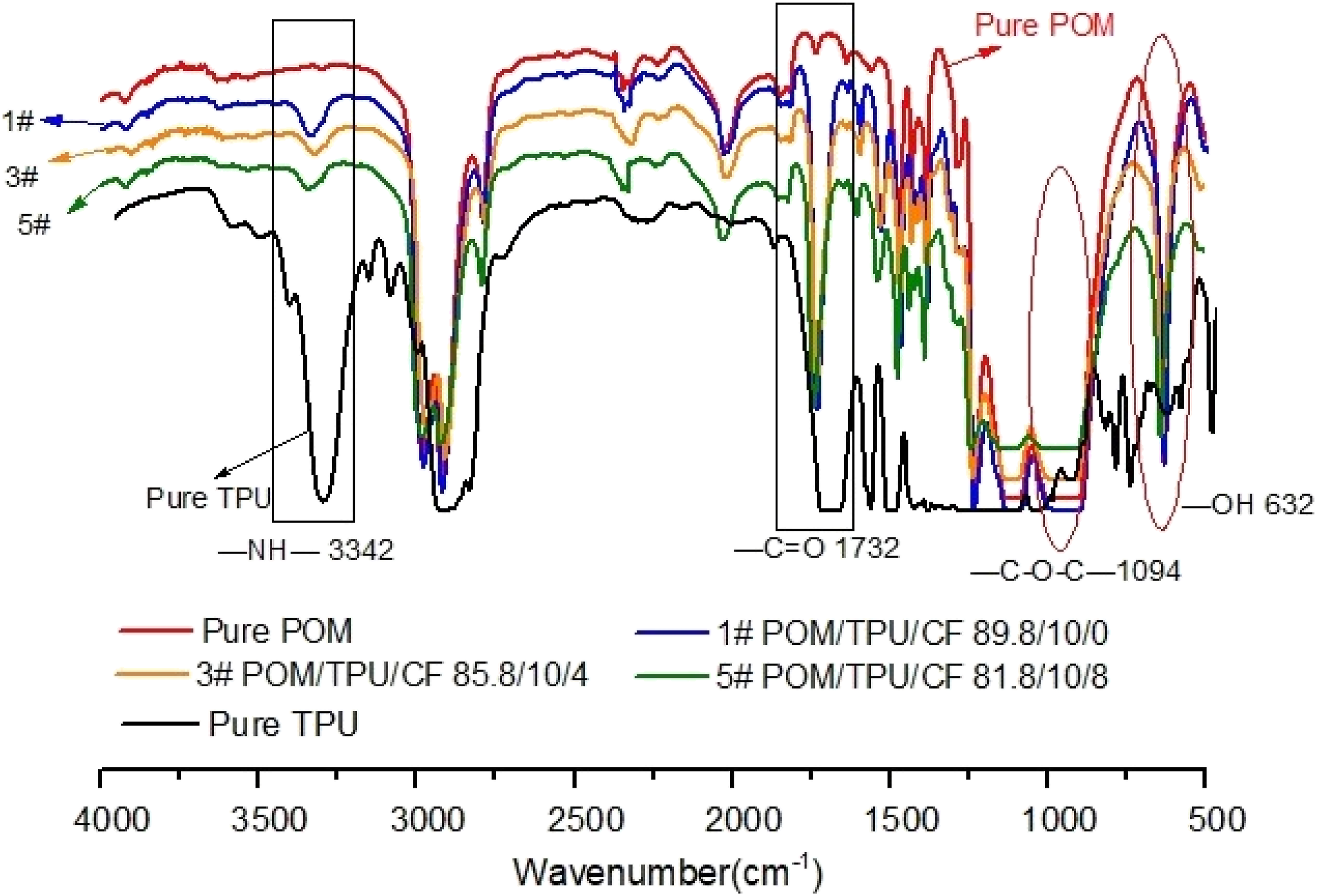
Crystallization morphology of POM/TPU/CF blends
As we have realized, pure POM resin is a highly crystalline engineering material with high strength, excellent creep resistance, and good self-lubrication. In the cooling process of molten POM resin, because of the high regularity of its molecular chain, the molecular chain segments will form many tiny crystal nuclei through motion orientation and regular arrangement. Next, linear POM molecules will aggregate and grow on the aforementioned crystal nuclei, forming grains with different size ranges. Macroscopically, the POM resin is composed of a large number of crystalline POM grains and a small amount of amorphous POM phase. Therefore, it is very important to study and understand the crystalline morphology of POM for developing high-performance POM materials. In the development of polymer materials, polarizing microscope is an indispensable means to understand the melting crystallization process and crystal phase of polymers.
In order to study the influence of CF and TPU on the crystal morphology of POM resin, we carried out polarizing microscope (PLM) to investigate the crystal size of POM at various compositions as Figure 4 showed. The image b1 shows the typical crystalline morphology of pure POM, which has large and complete spherulites. From image b2, it can be observed that amorphous regions appear around some POM spherical particles. These amorphous regions include two parts: one is the TPU elastomer that cannot crystallize in the blend system, and the other is the amorphous POM that is not orderly oriented due to the influence of TPU molecules in the blend system. When different contents of CF were added to the POM/TPU blend system, such as image b3 to b6, the crystallization behavior of POM and the phase state of the POM/TPU blend system underwent significant changes. Polarizing optical micrographs of POM resin and POM/TPU/CF blends. (b1) Neat POM; (b2) POM/TPU(89.8/10); (b3) POM/TPU/CF(87.8/10/2); (b4) POM/TPU/CF(85.8/10/4); (b5) POM/TPU/CF(83.8/10/6); (b5) POM/TPU/CF(81.8/10/8).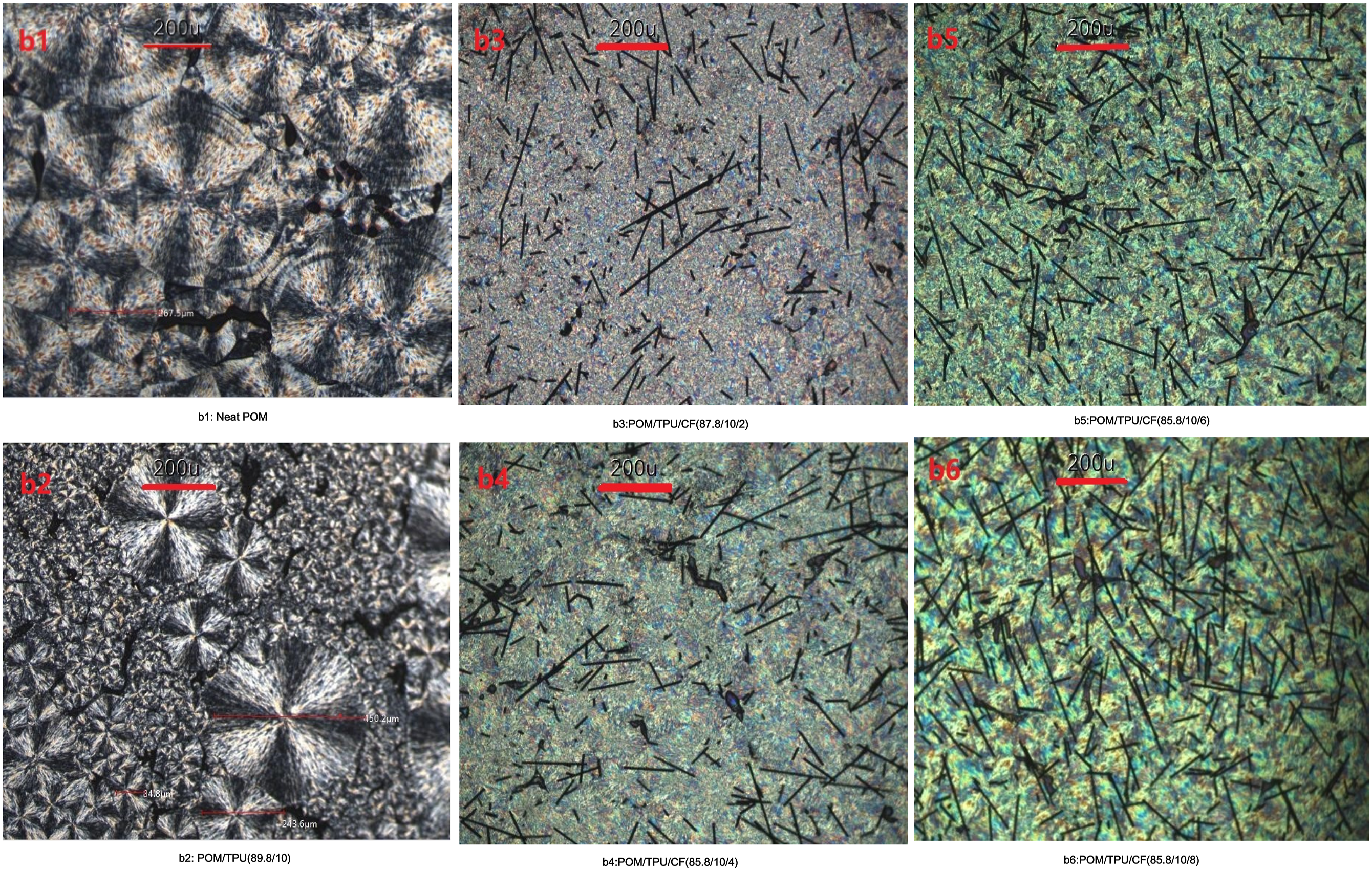
Antistatic properties of POM/TPU/CF blends
POM resin is a kind of non-polar engineering plastic with good insulation properties, so it is suitable for preparing most engineering devices and moving parts that need insulation. Most composite materials prepared through modification based on POM resin also have good electrical insulation properties, such as toughened POM modified by TPU, reinforced POM modified by glass fiber, wear-resistant POM modified by polytetrafluoroethylene. However, in some special applications, these modified POM materials need to have certain anti-static or conductive properties, such as electrostatic copier components, printing and dyeing machinery products, etc.
As is well known, POM and TPU have very similar solubility parameters. According to the principle of similar compatibility, TPU molecules can be well compatible with POM molecules through van der Waals forces, and forming the “sea -island” phase structure. Therefore, TPU can significantly improve the toughness and low-temperature resistance of POM resins. If we add CF to the POM/TPU blends, on the one hand, which can improve the strength of the blends, and on the other hand, which can reduce the surface resistivity of above blends and prepare anti-static or conductive POM composite materials. Generally, the surface resistivity of insulating materials is greater than 1012Ω, and the surface resistivity of antistatic materials is between 105;1012Ω. Materials with surface resistivity less than 105Ω are called conductive materials. Figure 5 shows the surface resistivity analysis results of POM/TPU/CF blends with different CF contents. From image (a) we can see that the surface resistivity of pure POM and TPU is very high, at 1013 and 1014 Ω, respectively. Due to the fact that both pure POM and TPU are insulating materials with very high surface resistivity, the surface resistivity of sample 1# which contains 10% TPU without adding CF, is also very high, reaching at 1013Ω. Samples 2#, 3#, and 4# are anti-static POM blends, because their resistivity values are between 108 and 1012Ω. The surface resistivity of the above three composite materials gradually decreases with the increase of CF content, with the surface resistivity of 1012, 1011, and 109Ω, respectively. When the content of CF in the blend is 8% as sample 5#, the surface resistivity value are reached at 104Ω, which is better than that of other samples. This is because in the above POM blends, the sample 5# which added the highest CF content can form more conductive networks in the POM matrix. Surface resistivity of POM/TPU/CF blends with different amounts of CF. 1# POM/TPU(89.8/10);2#POM/TPU/CF(87.8/10/2);3#POM/TPU/CF(85.8/10/4);4#POM/TPU/CF(83.8/10/6); 5# POM/TPU/CF(81.8/10/8).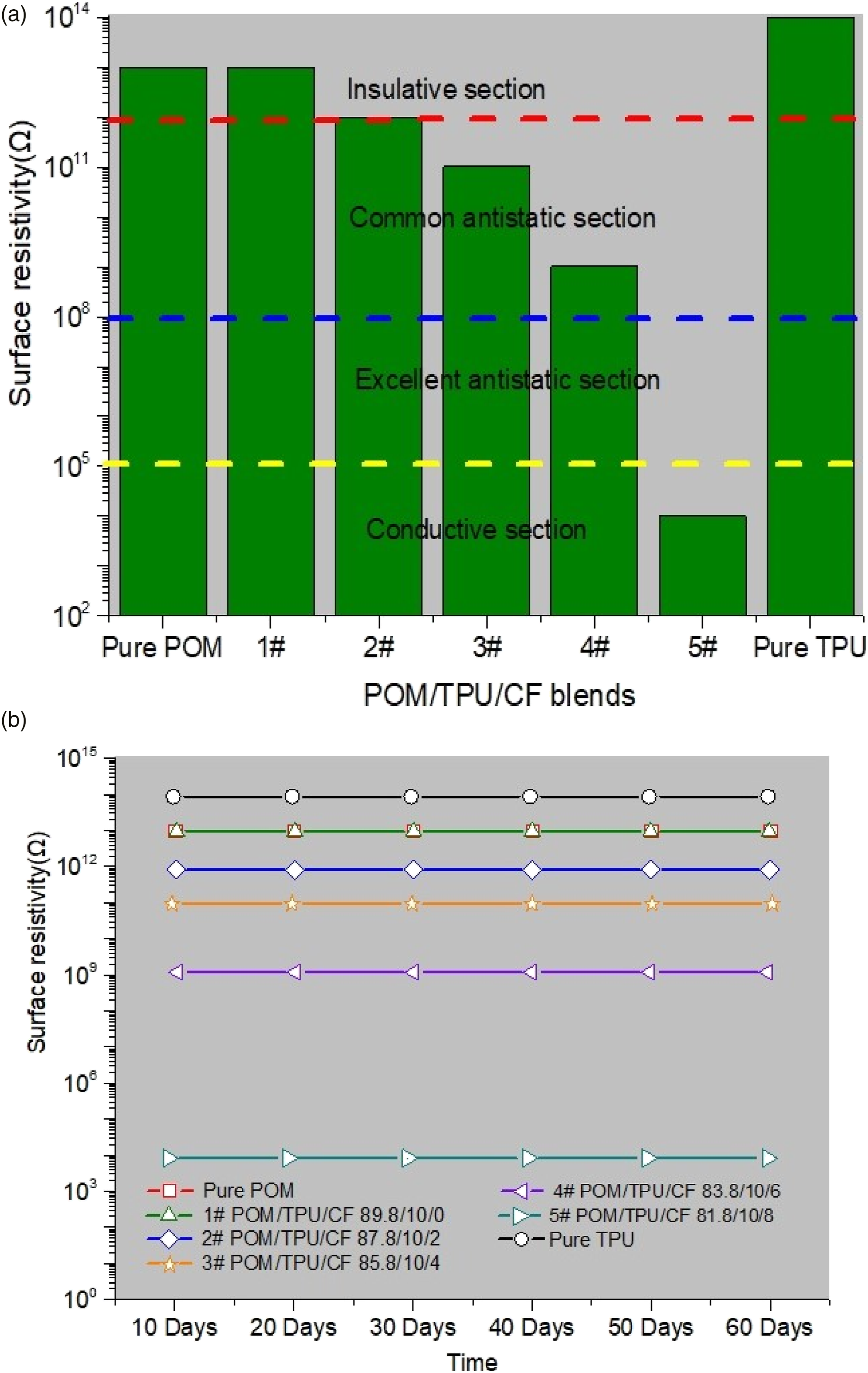
Image (b) shows us how does the surface resistivity of samples 1# to 5# change with parking time from 10 days to sixties days? The result indicates that the surface resistivity values of POM/TPU/CF blends are all unchanged after standing for sixties days, indicating that CF can be used as a permanent antistatic agent in POM/TPU blends. This is because CF has excellent conductivity and does not migrate or precipitate in the blend system.
Conclusions
This research is devoted to preparation and analysis of the properties of the novel melt POM/TPU/CF blends with varied component weight ratios. In this work, we investigate crystallization, thermal analysis, antistatic behavior, and mechanical properties of POM/TPU/CF blends in detail. The DSC curves show that POM is easier to crystallize than TPU and the crystallization temperature of the above blends shifts toward the low temperature zone with the increase of CF content. When the CF content increases from 0 to 8%, the tensile strength of the composite materials increases 47.5 MPa to 73.3 MPa, and the flexural modulus of those increases from 1750 MPa to 3100 MPa. It is found that after adding CF from 2% to 8%, the surface resistivity of the blends increases gradually due to the fact that CF is dispersed in the POM/TPU blend to form a conductive network. The anti-static test shows that when the CF content is 6% the surface resistivity of POM/TPU/CF blend is 109Ω, and when the CF content is 8% which can reach 104Ω.
Footnotes
Author contributions
These authors (Jun Yang and Wei Fang) contribute equally to this work and share the first authorship.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.