
Abstract
Advanced composite materials used in high-tech fields are widely reinforced with carbon fibers. One of the growing application areas for carbon fibers is their reinforced composites which are used to replace metallic automotive parts. This reduces carbon footprint through weight reduction, which is a strategy pursued globally to reduce the environmental impacts of passenger vehicles. In this study, we assess the reinforcement potential of recycled carbon fibers in a polypropylene (PP) homopolymer with high strength and flowability. The highly crystalline PP homopolymer with low impact properties was used to minimize intrinsic plasticity penalty associated with fiber reinforcement and ascribe the impact strength enhancement solely to extrinsic toughening mechanisms. The reinforced composites are manufactured through extrusion compounding followed by injection molding. Modification of the transition phase connecting the bulk matrix with the bulk carbon fibers led to 78% enhancement in the strength of the composites, compared to the unmodified composites, without any loss in other properties. Compared to a commercial steel bonnet, the compatibilized composites reinforced with recycled carbon fibers exhibited superior specific strength accompanied by ∼87% weight reduction. Morphological analysis showed that all the extrinsic toughening mechanisms are effectively used by the recycled fibers in the reinforced composites.
Keywords
Introduction
General purpose polymer composites are traditionally achieved through reinforcement using glass fibers as they offer good mechanical, thermal, and chemical properties at a low price. However, to reinforce advanced composite materials, high-tech industries such as automotive and aerospace use carbon fibers due to their excellent mechanical, thermal, electrical, and wear resistance properties combined with low density and low linear thermal expansion coefficient.1–3 In comparison to glass fibers, carbon fibers offer higher modulus and strength at almost half density, which makes them highly attractive in lightweight vehicles and structures. 4 It is highly desirable to replace metals used in several structural parts and frames of automobiles, especially in autonomous electrical vehicles (AEVs), with lightweight, strong, and tough materials. High-powered sport cars and luxury vehicles greatly benefit from the reduced weight offered by parts made of carbon fiber–reinforced polymer (CFRP) composites. Nevertheless, to gain popularity in mass-produced passenger vehicles, the major drawbacks of carbon fibers, which are their high cost and energy intensity of their production, must be resolved.4–11
Recycling carbon fibers from out-of-date prepregs, end-of-life components, manufacturing cutoffs, and other CFRP wastes increases the popularity of carbon fibers and brings added value to their wastes. While the manufacturing cost of virgin carbon fibers currently lies between 15 and 30 USD lb-1, reclaimed carbon fibers from wastes cost up to 70% less to produce. 12 To switch from conventional steel and light metals, such as aluminum, to advanced composite materials in AEVs, the energy intensity of the carbon fiber production process must be lowered to the level of steel. While an energy intensity of only 33 MJ kg-1 is required for producing steel, that of virgin carbon fiber production is 286 MJ kg-1.2,13 However, the energy requirement to recycle carbon fibers is around 10–36 MJ kg-1, which is significantly lower than that required to manufacture the virgin fibers and close to that of steel production. 3
The recovered carbon fibers highly preserve their high strength and stiffness and low density, allowing them to be used in new composites.12,14,15 Polyphenylene sulfide was reinforced with various concentrations of both recycled and virgin carbon fibers. Comparable mechanical properties in terms of tensile, flexural, and impact properties were observed for both types of composites, confirming the great potential of the recycled fibers in developing cost-effective products. 15 In another study, tensile strength and flexural modulus of polypropylene (PP) were improved by 135% and 181%, respectively, upon incorporating 20 wt% recycled carbon fibers. 16
Weak interfacial adhesion and poor fiber dispersion, revealed as fiber bundles in composites, may occur if the fiber and matrix are not compatible. Low affinity of carbon fibers to most polymers is expected due to the nonpolar inert structure and smooth surface of carbon fibers. Improving the interfacial adhesion between carbon fibers and polyolefins has been the subject of several works. A higher efficiency of stress transfer across the fiber–matrix interface was observed by morphological studies upon the incorporation of a compatibilizer and led to improved mechanical characteristics in terms of flexural, tensile, and impact properties.17–23 Wong et al. 13 studied the effect of various maleic anhydride–grafted PP (PP-g-MA) with different molecular weight and anhydride content on properties of PP composites reinforced with recycled carbon fibers. It was concluded that high anhydride content is needed for a significant enhancement in mechanical properties, and the molecular weight of the coupling agent governs the strength of the samples. The authors ascribed the improvement in interface bonding between the recycled carbon fibers and PP matrix in the presence of the PP-g-MAs to the entanglements of their long chains with the nonpolar matrix and the formation of covalent bonds between anhydride groups of the coupling agents and hydroxyl groups on the fiber surface. The authors verified the presence of hydroxyl groups on the surface of recycled fibers by x-ray photoelectron spectroscopy. 24
The reported PP matrices reinforced with carbon fibers usually have low melt flow index (MFI), which is reduced even to a lower value upon carbon fiber introduction. Consequently, the processability of the reinforced composites in injection molding decreases, leading to parts with severe warpage and dimensional stability issues. Some of these matrices are also selected from impact copolymers with low strength and stiffness to begin with; hence, the ultimate mechanical properties may not have reached their maximum potential.4,13,17,25
This study aims to address the discrepancies in the effect of reinforcing fibers on impact strength of the composites. While some studies verified that the introduction of fibers leads to enhancement of impact strength of polymer composites,9,26,27 opposite results are reported by other researchers.13,28,29 This work discusses the trade-off between plasticity penalty of polymer matrices and extrinsic toughening of fibers. This work provides a comprehensive overview of the reinforcement potential of recycled carbon fibers in a highly filled PP homopolymer with high strength, stiffness, and flowability. The developed composites are characterized in terms of morphology, stiffness, impact resistance, strength, deformability, processability, thermal characteristics, and dynamic mechanical properties. The specific strength of the carbon fiber–reinforced composites is compared with that of a commercial steel bonnet. Special emphasis is placed on the extrinsic toughening mechanism induced by fiber’s crack tip shielding phenomena. The results are also compared with those of a ductile elastomer filled thermoplastic polyolefin (TPO) matrix reinforced with the same grade of recycled carbon fibers, and the intrinsic plasticity penalty associated with fiber reinforcement is discussed.
Experimental
Materials
A commercially available grade of PP homopolymer (Adstif HA801U from LyondellBasell, Houston, USA) with flexural modulus of ∼2100 MPa was used in this study. The melt flow rate of Adstif HA801U was measured as 64 dg min-1, suitable for high-speed injection molding of thin-walled parts. A maleic anhydride–grafted PP, PP-g-MA (Polybond 3200, Crompton Corporation, Connecticut, USA), with a maleic anhydride grafting level of 2.0 wt% and the weight-average molecular weight of 84,000 g mol-1 was used as coupling agent at a concentration of 3 wt%. 40-mm chopped recycled carbon fibers with fiber diameter of ca. 5 µm (Recafil® from SGL Carbon Company, Germany), tensile strength of 4.4 GPa, and 1% sizing amount on the surface of the fibers (epoxy resin compatible) were introduced into the matrix at a loading of 20 wt%. 2 wt% of an antioxidant (Cyanox 2777 supplied by Univar) and 1 wt% of a carbon black masterbatch (PP-940 from Modern Dispersions, Leominster, USA) were also introduced to the compounds. PP-20CF and PP-20CF-3MA are nomenclatures used to denote PP composites containing 20 wt% recycled carbon fibers without and with 3 wt% PP-g-MA, respectively.
Sample preparation
The carbon fiber–reinforced composites were produced by melt compounding. PP, antioxidant, colorant, and compatibilizer were introduced through the main feeder, and carbon fibers were fed through a side feeder after the only mixing zone. The samples were compounded using a co-rotating twin-screw extruder (D = 27 mm and L/D = 36) at 100 rpm and a temperature profile of 180°C–230°C from the hopper to the die. Screw geometry with one mixing zone, comprising elliptical kneading elements with staggering angles of 30° and 60°, was used to minimize fiber attrition. The extrudates were dried for 24 h in a vacuum oven prior to molding test bars using a Battenfeld injection molding machine at 230°C.
Characterization
A Tinius Olsen machine equipped with a tensometer was used to evaluate tensile and flexural characteristics of the samples at a rate of 50 mm min-1 and 2 mm min-1, according to ISO 527 and ISO 178, respectively. The notched Charpy impact strength at 23°C was determined according to ISO 179 using a pendulum impact tester (Testing Machines Inc.). Between five to ten samples were tested for evaluating the mechanical properties. Melt flow rate of the samples were measured using MP600 (Tinius Olsen) according to ISO 1133 at 230°C using a weight of 2.16 kg. Heat deflection temperature (HDT) characterization was conducted under 1.82 MPa bending load according to ISO 75-1 by using 603 HDTM instrument (Tinius Olsen). The density of the composites was calculated based on ASTM D792 by incorporating the Archimedes method by means of a Mettler A1201 density measurement device.
The state of fiber dispersion in various samples was examined by scanning electron microscopy (SEM) using a Hitachi S4700 microscope operated at a voltage of 10 kV. The samples containing carbon fibers were cryogenically fractured using liquid nitrogen followed by sputter, depositing a thin layer (∼4 nm) of gold on their surfaces.
Differential scanning calorimetry (DSC) of the samples was performed on a DSCQ1000 (TA Instruments) under a helium atmosphere. The samples were heated from room temperature to 200°C and held at that temperature for 3 min to eliminate thermal history. They were then cooled to 20°C and heated again to 200°C at a constant rate of 10°C min-1. An empty pan run and a calibration run with sapphire under identical conditions were performed to obtain the heat capacity, C p , curves for the neat sample and the composites containing 20 wt% carbon fibers.
Dynamic mechanical analysis (DMA) was performed from ambient temperature to 140°C at 3°C min-1 using Q800 TA Instruments. The storage modulus was examined at a fixed frequency of 1 Hz in the linear viscoelastic regime by using a dual cantilever bend fixture of 35 mm length.
Results and Discussion
The morphology of the composites at the surface, cross section, and fiber/matrix interface was characterized by SEM. Figure 1 presents the surface morphology of the composite samples. Irrespective of the high concentration of the recycled carbon fibers used for reinforcing the composites, they are homogenously distributed at the surface of the samples. The surface morphology reveals the tendency of the fibers to orient along the flow direction as a result of the strong shear stresses during the injection molding. It could also be observed that the fibers are to some degree wetted with the matrix in the compatibilized composites (Figure 1(d)), whereas the fibers in the non-compatibilized samples seem to be remained uncovered (Figure 1(b)). Surface morphology of the carbon fiber–reinforced composites without (a, b) and with (c, d) compatibilizer at different magnifications. Arrows show the flow direction.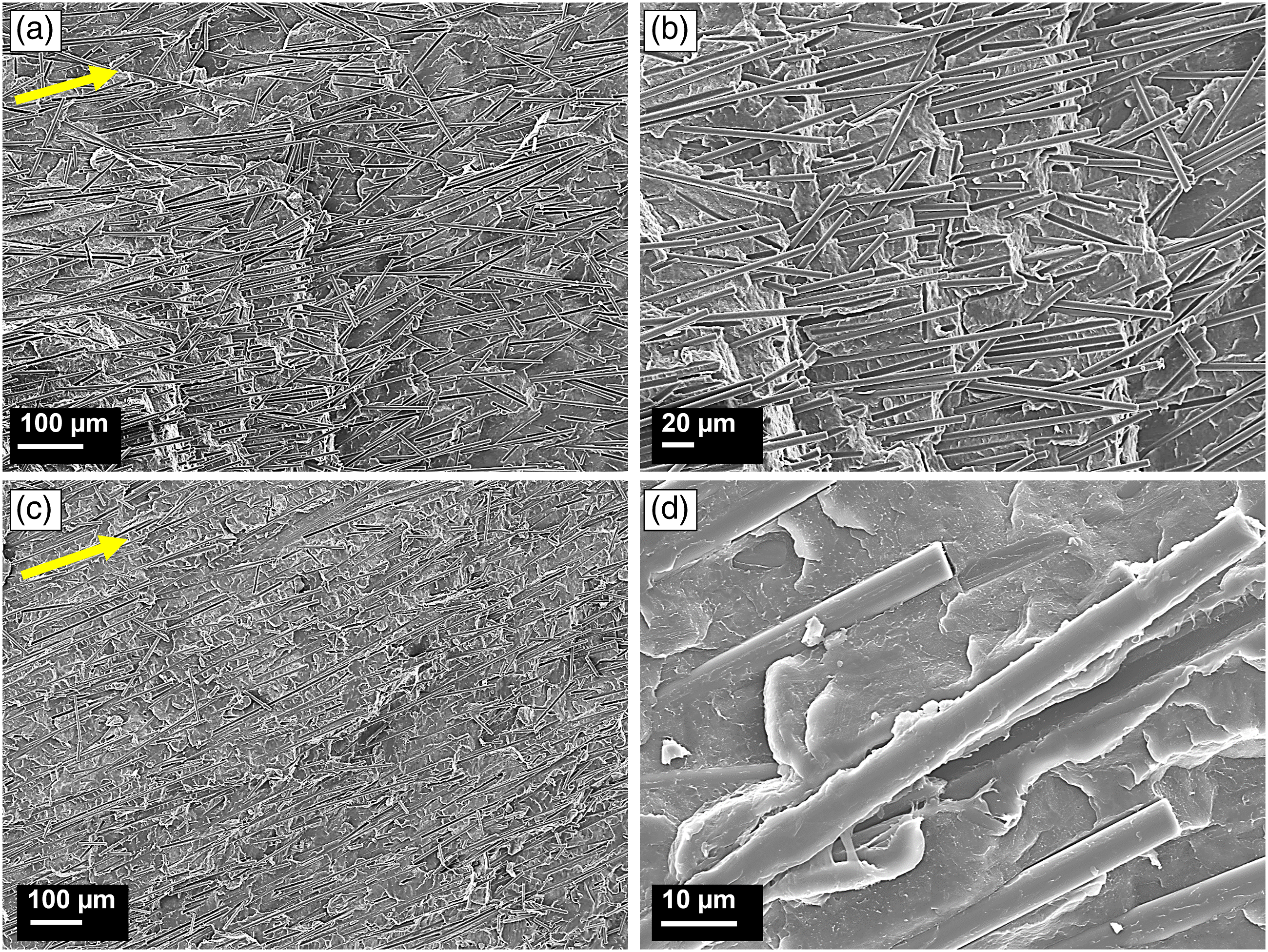
The fractured cross-section of the composites, observed from different perspectives, illustrates that the recycled carbon fibers are generally aligned along the flow direction within the composites, analogous to their uniaxial orientation at the surface (Figure 2). The matrix of both composites is fractured in a brittle failure mode, and a remarkable population of broken carbon fibers is evident. No indication of stretched strips of the matrix at the smooth fracture zone of the composites is observed, which is consistent with the tensile strain characteristics of the composites. The SEM micrographs exhibit that the fibers are uniformly distributed and individually dispersed within the matrix and no trace of fiber agglomeration (e.g., fiber bundles) is observed in the reinforced composites. Fu et al.
30
studied PP composites reinforced with short carbon fibers and short glass fibers prepared by extrusion compounding followed by injection molding techniques. The preferential orientation of both glass fibers and carbon fibers in the fellow direction were confirmed by SEM micrographs for different samples. Scanning electron microscopy micrographs of the fractured cross-section of the carbon fiber–reinforced composites without (a) and with (b, c) compatibilizer from different perspectives. The arrow shows the flow direction.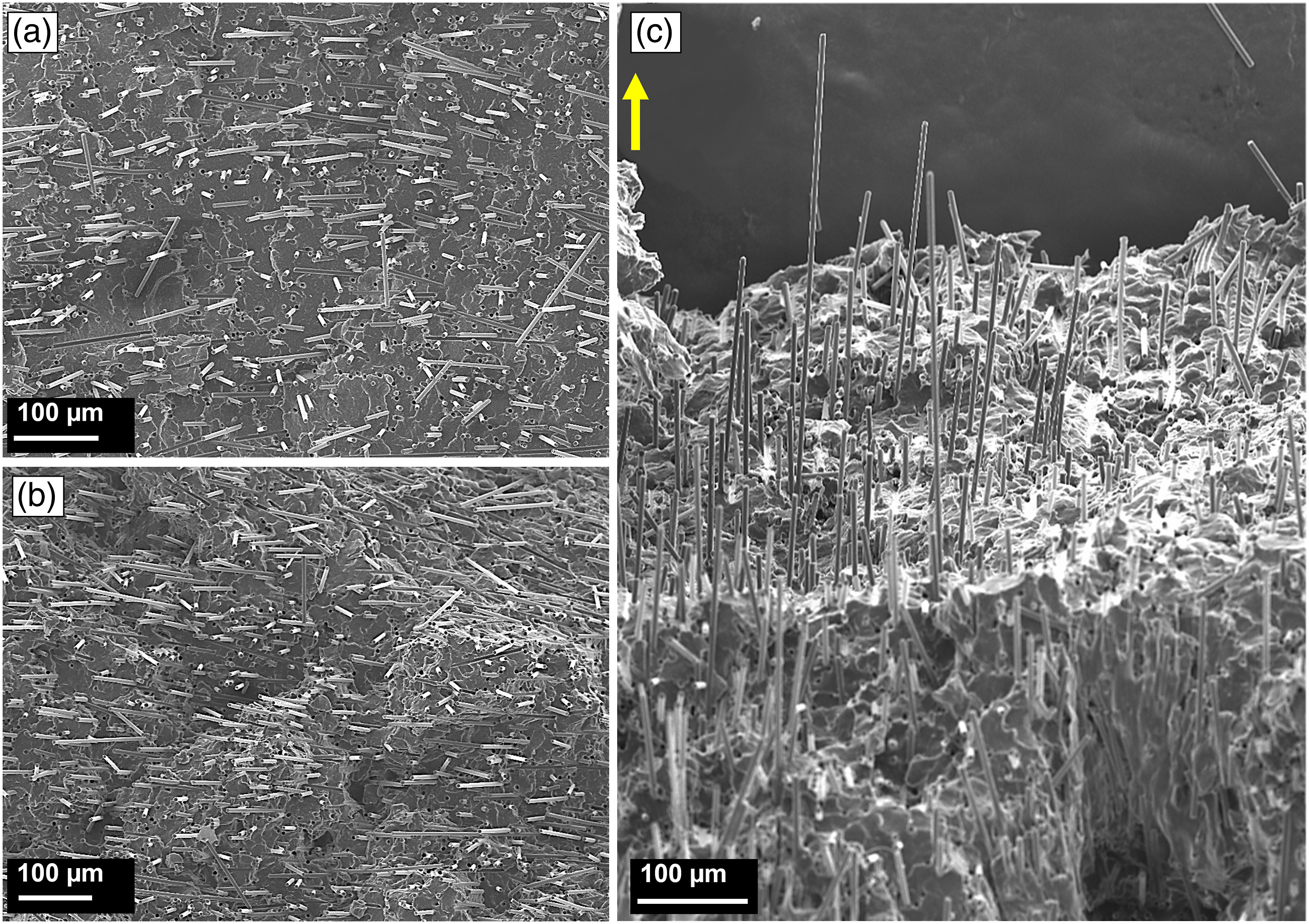
Figure 3 shows the level of interfacial bonding between the fibers and matrices of the composites. While the uncompatibilized composites feature a clean fiber surface, the strong interfacial bonding led to carbon fibers coated with some residual polymer for those containing the coupling agent. A portion of the interfacial shear stress transfer between the matrices and fibers is due to the mechanical friction force on the interface exerted by the thermal shrinkage of PP.
26
This shrinkage-induced friction force at the interface of both types of composites is large enough to reinforce PP and transfer part of the applied load from matrix to the fibers. The SEM micrographs demonstrate that cohesive failure of the matrix close to the interface caused interfacial microfailure in the compatibilized samples, rather than fiber/matrix debonding. In other words, polymeric layers link the recycled carbon fibers to the matrix in the compatibilized composites, enhancing the interphase strength and assuring that the fibers will support the matrix. The verified adhesion at the interface of the matrix and fibers illustrates that potential interactions may exist between the maleic anhydride groups of the compatibilizer and some functional groups on the surface of the recycled fibers.13,31 The potential functional groups may have formed during the manufacturing process or remained from the original epoxy matrix reinforced by the virgin fibers. The outcome of enhanced affinity between the components of the compatibilized composites is expected to reflect in their thermal and mechanical characteristics. Carbon fiber/matrix interface of the composites without (a, b) and with (c, d) compatibilizer at various magnifications.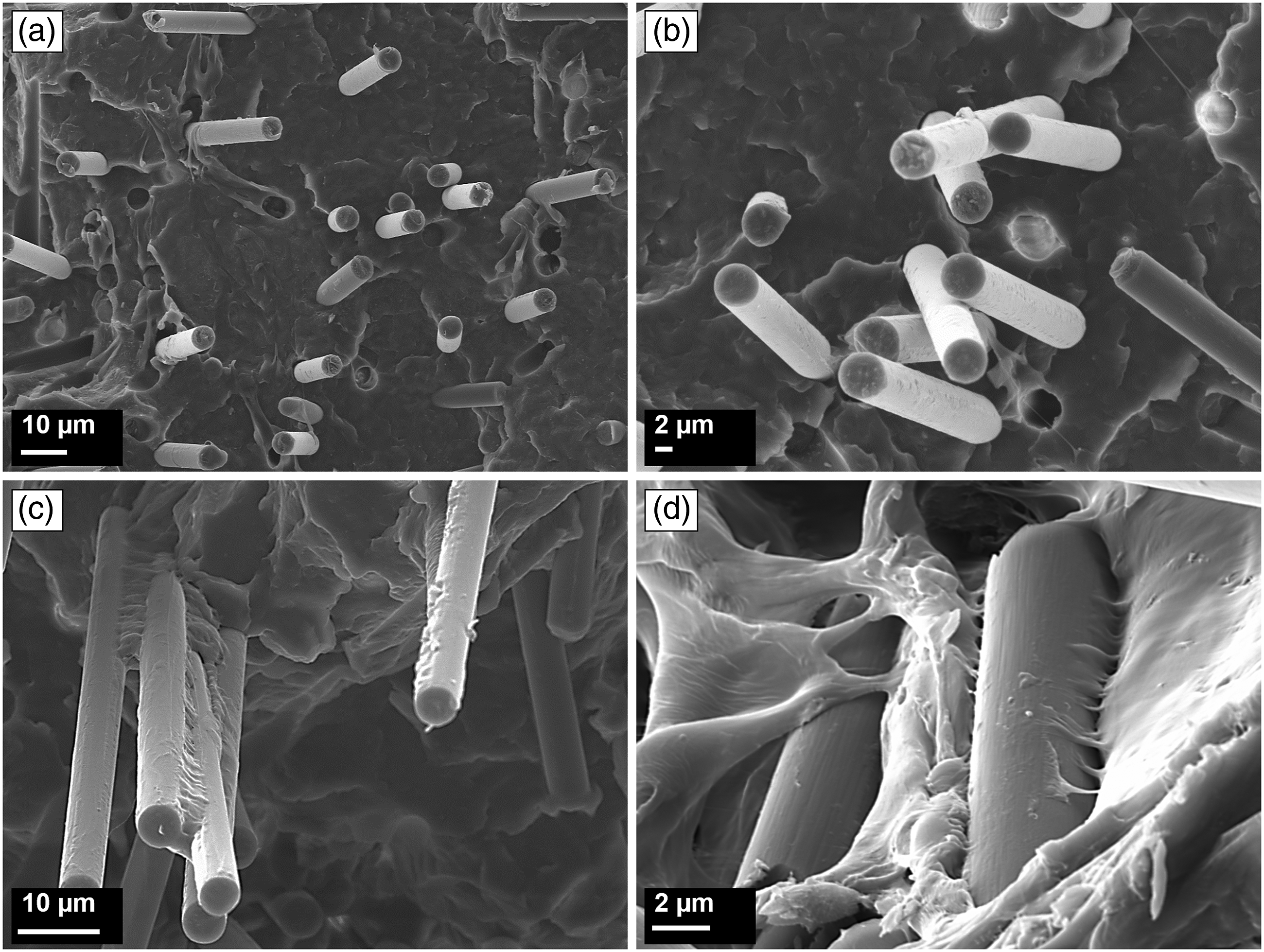
Mechanical properties of the recycled carbon fiber–reinforced composites are presented in Figure 4. The tensile strength was improved by 35% and 141% for the reinforced composites without and with the compatibilizer, respectively (Figure 4(a)). The results unfold that the reinforcement potential of the fibers is greatly utilized in the compatibilized composites featuring efficient stress transfer across the fiber–matrix interface. Rezaei et al.
27
developed PP composites containing 10 wt% carbon fibers and compared their specific mechanical properties with those of commercial steel used in passenger vehicles’ hood. Specific strengths of 35,780 and 53,060 N m kg-1 were reported for the commercial steel bonnet (with a density of 7.426 g cm-3) and the composites, respectively. In this study, the developed composites without and with the compatibilizer exhibited specific strengths of 46,519 and 82,748 N m kg-1, respectively, at a measured density of ∼0.997 g cm-3 using the Archimedes method. While the reported value for the tensile strength of the commercial steel bonnet (265.7 MPa) is higher than that obtained for the developed composites in this study (i.e., 46.4 and 82.5 MPa), the specific strength of the developed composites is higher than that of the steel hood. The elongation at break of the stiff PP homopolymer used as the matrix is relatively low (∼3%); therefore, the introduction of the nearly non-deformable carbon fibers has no pronounced effect on deteriorating failure strain (Figure 4(b)). Tensile (a, b), flexural (c), and impact (d) properties of the neat samples and reinforced composites containing 20 wt% recycled carbon fibers.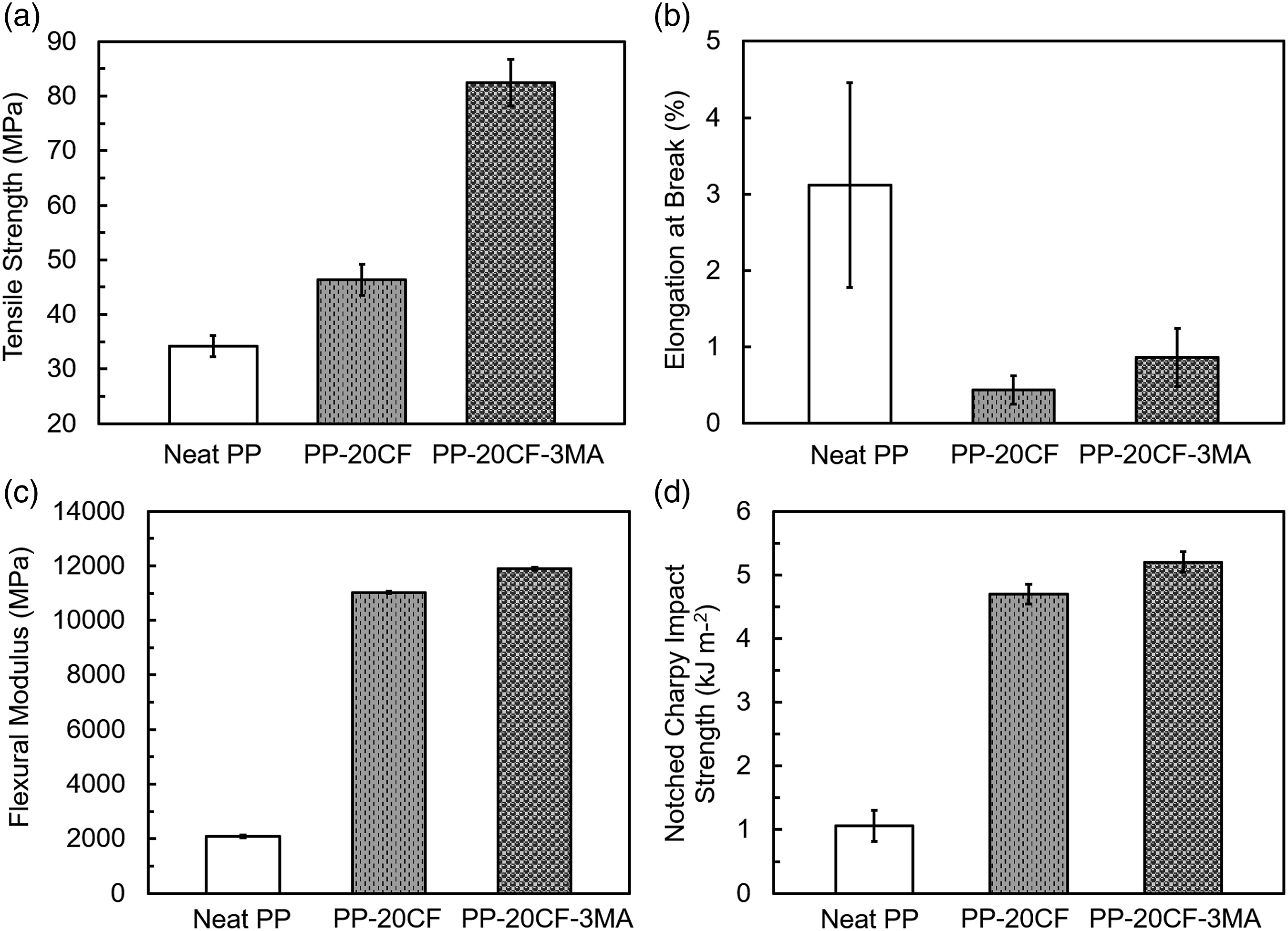
The ability of composites to tolerate bending deformations is critical in structural parts supporting an applied load. A three-point bending configuration was used to measure stiffness of the fiber-reinforced composites (Figure 4(c)). The introduction of recycled carbon fibers led to ca. 430% and 470% increase in the bending modulus in uncompatibilized and compatibilized composites, respectively. It appears that the interface modification plays a more crucial role in tensile strength than stiffness (flexural modulus), which is evaluated at small bending deformations. That is, the interfacial frictional sliding between the fibers and the matrix dissipates a considerable amount of energy; hence, the quality of the interface in stress transfer between the matrix and fibers plays a significant role in stress at break. On the other hand, the flexural modulus is evaluated at very low deformations; hence, its sensitivity to the fiber–matrix interface is marginal.
The notched Charpy impact strength of the brittle matrix increased from 1.1 to 4.7 and 5.2 kJ m-2 for the composites without and with the coupling agent, respectively (Figure 4(d)). The introduction of carbon fibers led to significant enhancement of impact strength, particularly in the compatibilized samples, through crack shielding mechanisms highlighted in Figure 5. Scanning electron microscopy micrograph of extrinsic toughening mechanisms of the recycled carbon fiber–reinforced composites (a) and its corresponding schematic illustration (b).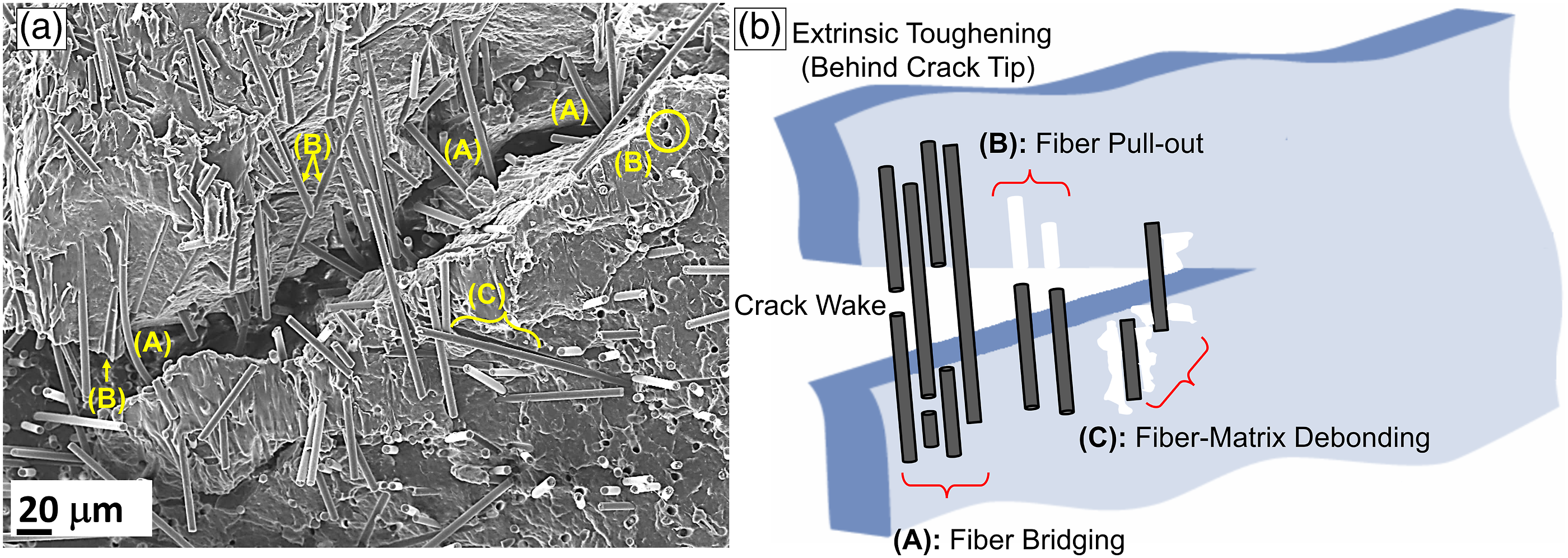
Figure 5 exhibits the extrinsic energy dissipating mechanisms that operate during the fracture of the recycled carbon fiber–reinforced composites. The extrinsic toughening mechanisms, such as fiber bridging, fiber pull-out, and fiber–matrix debonding, are denoted as A, B, and C, respectively, in the SEM micrograph of Figure 5(a) and schematically depicted in Figure 5(b). In this study, a stiff and strong matrix with low impact strength was used; hence, the fiber-reinforced composites demonstrate improved performance in fracture toughness. In contrast, if a tough matrix (e.g., a ductile TPO compound) is formulated, its toughness may reduce upon the incorporation of the discontinuous fibers.6,32 In the case of a tough TPO matrix, part of the fracture energy is dissipated by elongation and cavitation of the elastomer particles, formation of plastic zones, shear yielding, and matrix deformation.33,34 Therefore, it is reasonable to expect a reduction in fracture energy by incorporating fibers into a TPO matrix. In other words, replacing a portion of the plastic zones by a certain volume fraction of brittle short fibers, which do not significantly contribute to the energy dissipated by deformation in the composites, has an adverse effect on impact strength of the matrix. Besides, the presence of the fibers may inhibit deformation mechanisms and confine plastic zones to the interfibrillar spacing ahead of the crack tip. Consequently, the reduction in impact energy corresponds not only to the reduction of plastic zone size but also to the changes in the strain to failure of the highly restricted plastic zones between the fibers, associated with interfacial interactions.32,35–39
In fiber-reinforced polymer composites, the reduction of matrix plasticity (plasticity penalty), induced by the presence of stiff and brittle fibers, needs to be compensated by extrinsic toughness-improving mechanisms of the fibers. In relatively tough matrices reinforced with fibers, the plasticity penalty due to toughness reduction of the matrix might be more than offset by the fiber-shielding toughening; thus, the ultimate impact strength reduces. In contrast, the plasticity penalty associated with fiber reinforcement of a brittle matrix is marginal; hence, extrinsic toughness plays the dominant role and results in impact strength enhancement. Accordingly, the influence of short fibers on impact strength of polymers depends on the trade-off between plasticity penalty and extrinsic toughening, which is associated with the initial toughness of the matrix. In our previous study, a tough TPO matrix was formulated with a notched impact strength of 14 kJ m-2.32 The notched impact strength of the TPO reduced to ca. 5 kJ m-2 upon incorporation of 20 wt% carbon fibers, confirming dramatic reduction of matrix plasticity. In contrast, the matrix used in this study is a highly crystalline PP homopolymer with low impact strength; hence, the plasticity penalty associated with fiber reinforcement is trivial. Therefore, incorporation of the fibers led to ∼373% enhancement in impact strength. Interestingly, the developed composites in this study, based on a brittle matrix, exhibit the same value of notched impact strength as tough TPO samples reinforced with the same loading of the recycled carbon fibers. In this study, no sign of intrinsic toughening mechanism (plasticity) induced by the matrix was observed for the composites, which is in good agreement with their marginal strain at the break.
The dynamic storage modulus (E′) of the neat and reinforced composites is shown in Figure 6 as a function of temperature. The reinforced composites exhibit a significantly higher storage modulus compared to the neat samples, with a marginal difference between those with and without the compatibilizer, in agreement with the flexural modulus trend observed in Figure 4. The load-bearing capability of the carbon fiber–reinforced composites at high temperatures, even up to ca. 130°C, is still higher than that of the neat homopolymer at ambient temperature. The dynamic storage modulus of the composites is ca. 3 times and 7 times higher than that of the neat samples at ambient temperature and maximum testing temperature, respectively. In other words, the role of the recycled carbon fibers in load-bearing becomes more significant at higher temperatures, where the matrix loses its strength. Dynamic storage modulus 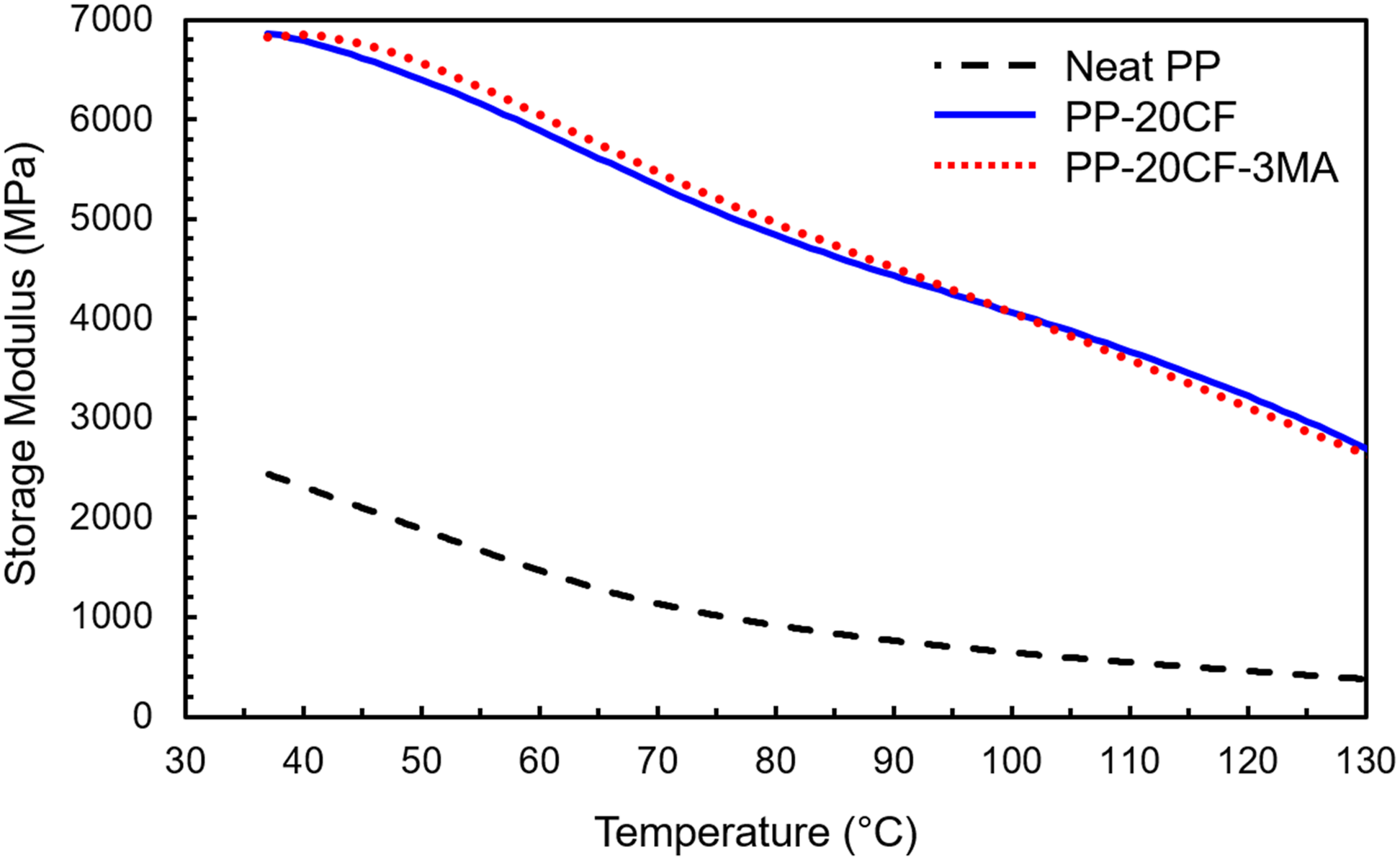
Thermal characteristics of the neat samples and composites are illustrated in Figure 7 and summarized in Table 1. The melting temperature tends to remain constant regardless of the presence of carbon fibers and compatibilizers. The hot crystallization temperature, T
hc
, of the homopolymer reduces with the introduction of 20 wt% carbon fibers. It appears that the presence of carbon fibers at a high concentration restricts the migration and diffusion of polymer macromolecules to the surface of the nuclei, which is more pronounced in the compatibilized composites. Several factors affect nucleation and growth of crystals in polymers and composites. For instance, at high fiber concentrations, the heterogenous nucleating effect of fibers on T
hc
is suppressed by macromolecular mobility hindrance.40–46 The degree of crystallinity, Thermal properties of the neat samples and reinforced composites containing 20 wt% recycled carbon fibers. DSC analysis results of the neat samples and reinforced composites containing 20 wt% recycled carbon fibers.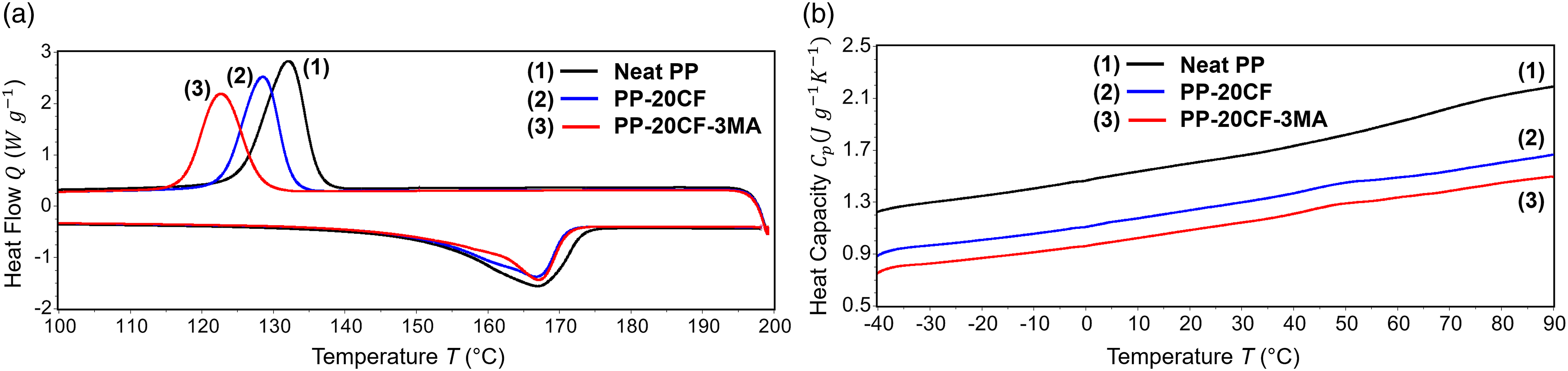


The heat capacity of the neat and reinforced composites (Figure 7(b)) increases linearly in the measured temperature range as C p is higher when the macromolecules are free to move. The introduction of carbon fibers, with a lower heat capacity of 0.92 J g-1 K-1, 48 reduces the specific heat capacity of the composites, which is more substantial in the compatibilized sample. Kada et al. 18 also reported lower values of specific heat capacity for the PP composites containing carbon fibers. A monotonic reduction of specific heat capacity was observed with carbon fiber concentration.
The MFI and HDT of the neat matrix and reinforced composites are shown in Figures 8(a) and (b), respectively. The MFI of the matrix reduced from 64 to ∼8 dg min-1 by incorporating carbon fibers. Large parts with complex geometries made of viscous compounds are prone to processing issues, such as warpage, if processing parameters are not tuned properly. To maximize the ease of injection molding (processability), the composites were formulated using a PP homopolymer with a relatively high MFI. The higher viscosity of the composites is attributed to the tendency of the fibers to entangle and form networks and perturbing the flow of the polymer chains. Additionally, the substitution of the matrix macromolecules with rigid carbon fibers reduces the matrix portion of the composites, which is the only source of flowability in the system. Furthermore, the strong interactions between the carbon fibers and the matrix restrict the molecular mobility of the polymer chains in the interfaces, thus increasing viscosity of the composites. Melt flow index (a) and heat distortion temperature (b) of the neat samples and reinforced composites containing 20 wt% recycled carbon fibers.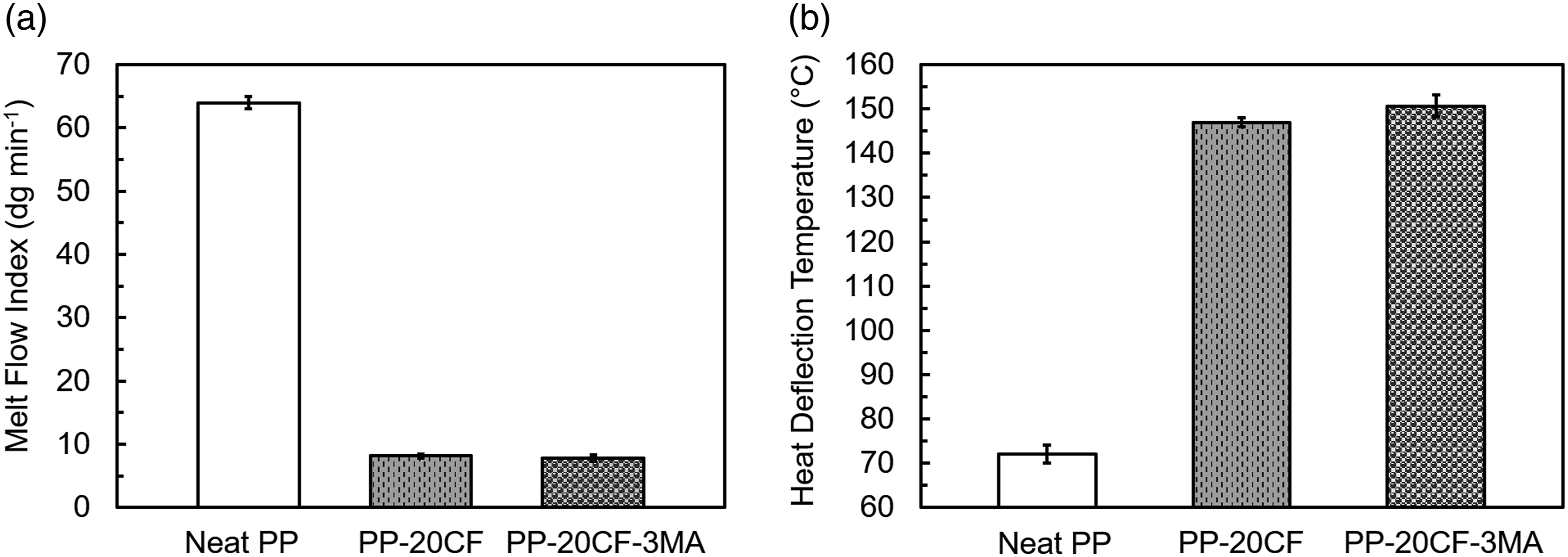
The HDT measurements were performed to assess the maximum temperature at which the developed composites can be used as a rigid material. The HDT of the neat samples increased from an average value of 72°C–147°C and 151°C for the composites without and with the compatibilizer, respectively. These remarkable enhancements in HDT is ascribed to the improvement of modulus, reduction of high-temperature creep, and restricted relaxation of macromolecules in the presence of fibers at high temperatures.49–53 In an earlier study, we observed that the introduction of 20 wt% short carbon fibers to a thermoplastic polyolefin matrix increased the HDT by ∼100°C, verifying the remarkable effect of the fibers in improving the HDT of the matrix. 32 The introduction of 20 wt% glass fibers and carbon fibers to a polyamide-6 matrix improved the HDT of the matrix from ∼65°C to 125°C and 135°C, respectively, confirming the higher efficiency of carbon fibers in enhancing the HDT properties of the matrix. 54
Improved interfacial adhesion between the fibers and matrix induced by the compatibilizer led to a higher flexural modulus and a more efficient stress transfer across the fiber–matrix interface. The improved bonding between the fibers and matrix also led to a higher restriction of molecular mobility in the interphase, which was reflected in thermal characterizations as a lower hot crystallization temperature and a higher HDT in the compatibilized composites.
Conclusions
A stiff and strong PP homopolymer with high flowability was reinforced by recycled carbon fibers. To maximize the reinforcement potential of the fibers, the interfacial shear strength between the matrix and the fibers was enhanced using a compatibilizer. According to the SEM micrographs, the recycled carbon fibers were able to apply all the extrinsic toughening mechanisms to reinforce the composites. By introducing 20 wt% recycled carbon fibers into the matrix and using a compatibilizer, the heat distortion temperature (HDT) enhanced by 79°C and stiffness, strength, and notched impact properties improved around 470%, 141%, and 373%, respectively. While the presence of the fibers led to a melt flow index (MFI) reduction of ca. 87%, the reinforced composites were still processable by injection molding, owing to the high processability of the matrix. The higher specific strength of the compatibilized composites against a commercial steel hood shows the remarkable potential of the recycled carbon fibers in light weighting of automotive parts.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article