
Abstract
This work evaluates the effect of plasma treatment on the wettability, dynamic mechanical and thermal properties of compression-molded composite panels produced from wood fiber (WF) and polypropylene (PP). Initially, WF was treated with different plasma durations (60, 120, and 180 s radiation). Afterward, the contact angle, moisture uptake, storage modulus, loss modulus, damping loss, and weight loss of the specimens prepared from untreated and plasma-treated were evaluated. Results revealed that the plasma treatment facilitates the interactions between WF and PP, and increases the adhesion properties. Compared with the lowest contact angle of 74.8° for the untreated specimens, the highest contact angle was found in the treated specimens around 79.06°, 81.29°, and 82.7°, using 60 and 15 using 180 s plasma radiations. Furthermore, the water absorption of the specimens reduced as a result of plasma treatment. The plasma-treated specimens demonstrated better molecular restriction and larger dynamic modulus than the unmodified ones. The tan δ peak signifying the glass transition temperature of composites shifted to a higher temperature, in the presence of plasma treatment. It was noted that the thermal stability of the composite panels produced from plasma-treated wood was remarkably improved.
Introduction
Production of industrial and construction products from non-renewable sources, in the presence of renewable and degradable natural materials, is contrary to the criteria and principles of environmental protection and is not sustainable in line with development goals. Therefore, in recent years, the use of natural fibers as reinforcements in the manufacture of polymer composites has been increasingly welcomed by the scientific and industrial communities. These fibers have an advantage over other reinforcements (glass fibers and mineral fillers) due to their strong cellulosic structure, high strength compared to their weight ratio, and less wear in machines.1,2
The main problem in the production of polymer composites reinforced with natural fibers is to achieving the desired adhesion between the polymeric matrix and the cellulosic fibers. The weak interaction in the interphase region causes the fibers to accumulate, and ultimately poor distribution in the polymeric matrix. Consequently, the properties of the final product are reduced. To overcome this problem, various modification methods such as the addition of coupling agents or chemical treatment of lignocellulosic materials can be used. In the chemical modification process, the hydrophilic structures of the fibers are replaced by chemicals with hydrophobic structures (such as acetate, isocyanate, silane, benzoylate, acrylate, permanganate, peroxide, etc.) and thereby increase the mechanical strength and dimensional stability of the composite due to the enhancement adhesion at the interface.3–7
The chemical modification process is limited due to the damage to the fibers and the structure of the lignocellulosic compounds, as well as the need to use special equipment for processing. On the other hand, many of these methods cause serious environmental damage due to the use of toxic and hazardous chemicals.3,4 Therefore, finding a suitable alternative that is eco-friendly with the same effect is very necessary. One of the methods that are growing rapidly in scientific research is the use of plasma technology. 8 Plasma treatment is known as a basic and low-cost technology for improving the surface properties of materials. In addition, no chemicals are used in the plasma treatment and the process is completely dry, so it’s more economical than chemical treatment methods, and also eco-friendly.9–14 In the plasma treatment by applying energy to gas or placing gas in an electric field, the gas is ionized and a mixture of free electrons, positive ions, neutral atoms, neutrons, free radicals, and excitation molecules is created. These created elements cause changes in the surface properties of the material.9,11,12 One of the main advantages of the plasma treatment is that the modification is performed only on the surface of the materials without changing their properties.8,10 Plasma methods are available in both hot and cold forms. 13
Although many studies have been made on the effect of chemical modification of the lignocellulosic fibers on the technological properties of thermoplastic composite,3–7,15,16 few studies exist on the performance characteristics of these materials based on plasma treatment.17–26 In this work, the effect of cold plasma treatment of wood fiber on the water uptake, dynamic mechanical and thermal properties of polypropylene composite panels were considered.
Experimental
Materials
Polypropylene (PP) homo-polymer, with the trade name Z 30S, was purchased from Marun Petrochemical Company Iran. The PP was in the form of pellets with a melt flow index of 25 g/10 min and density of 0.9 g/cm3. The coupling agent, polypropylene-grafted maleic anhydride (PP-g-MA), was obtained from Solvay Chemical Co. (Brussels, Belgium). It has a melt flow index of 64 g/10 min, and grafted maleic anhydride of 1 wt %, as reported by the supplier. The wood fiber (WF) was provided by Fiber Iran Company, and was used as the lignocellulosic filler. Wood fiber was dried in the oven at an elevated temperature (103 ± 2°C) until constant weight and then kept in a sealed container for further use.
Methods
Plasma treatment of wood fiber
The cold atmospheric plasma treatment of the specimens was performed using a dielectric barrier discharge (DBD) system. Before treatment, the wood fibers with a mass of 30 g was placed in the chamber of plasma equipment (model Diener, Germany) using 20 kV power. Four different treatment durations (0, 60, 120, and 180 s radiation) were tested for all experiments.
Compounding and composite fabrication
The process of compounding various materials was performed in a Brabender compounder (model WHT 55, Duisburg, Germany) with an internal mixer. The mixing was carried out at 170°C with a rotation speed of 60 rpm and a blending time of 5 min. For each batch, the total starting mass of materials was 45 g. The weight ratio of WF, PP, and PP-g-MA was fixed at 50, 48, and 2% for all samples, respectively. First, PP was fed to the mixing chamber. After polymer melting, PP-g-MA was added. WF was fed at the 5thmin, and the total mixing time was 10 min. Following compounding, all the blends were cooled to room temperature and then granulated by using a pilot scale grinder (Weisser, model WGLS 200, Germany). The granules were dried at 105°C for 4 h. The resulting granules were molded into the WPC sheets in a compression hot-press (Toyo Seike Mini-test Press, model WCH, Japan), which was used to prepare the composites at 170°C at 5 MPa for 6 min, followed by 8 min cold pressing at room temperature. The dimension of the mold is 100 × 100 × 6 mm. Finally, the specimens were conditioned at a temperature of 23 ± 2°C and relative humidity of 50 ± 5%, according to ASTM D618 before testing.
Characterization
Moisture uptake test
Moisture absorption was tested according to ASTM D570. Before testing, the weight of each specimen was measured. Conditioned samples of each type of composite were soaked in distilled water at room temperature for different time intervals. At a predetermined time, the specimens were removed from the distilled water, the surface water was dried with paper towels, and their wet mass was determined. At least five specimens were tested for each set of experiments and the mean values were reported.
Contact angle test
The static contact angle of the specimens with a dimension of 50 × 50 mm was measured according to the sessile-drop method using a contact angle analyzer (model PG-X Goniometer, Thwing-Albert Instrument Co, Switzerland). The distilled water of approximately 2.5 mL was dropped onto the surface of the specimens and the depletion of the droplets was immediately recorded by a digital video camera. Image capturing continued from the beginning of the test until when the droplets disappeared from the surface of the composite samples. The image analysis system was used to calculate the left and right angles from the shape of the drop with an accuracy of ±0.1°. All data presented were the mean values of three independent measurements.
Dynamic Mechanical test
The dynamic mechanical test was performed using a Tritec 2000 DMTA instrument (Triton Technology, UK) in a temperature range of −60°C to 160°C, under dual-cantilever bending mode (strain amplitude: 0.02%). The tests were carried out at a heating rate of 5°C/min and a frequency of 1 Hz based on the ASTM E1640 standard. All the samples were tested in rectangular form with dimensions of 30 × 10 × 1 mm. Finally, the storage modulus (Eʹ), loss modulus (Eʺ), and damping factor or loss factor (tan δ) of each specimen were measured as a function of temperature. Three replicate specimens were tested for each formulation.
Thermal degradation test
The thermal stability of untreated and treated specimens was tested using a Polymer Laboratories Thermogravimetric Analyzer (Perkin-Elmer TGA Pyris 6, England). About 5–10 mg samples were measured in a nitrogen atmosphere with a heating rate of 10°C/min from room temperature to 600°C.
Morphological observation
The morphology of the specimens was taken with a Tescan Mira 3 XMU scanning electron microscope with field emission gun (FEG–SEM, Czech Republic) with an acceleration voltage of 15 kV.
Results and discussion
Wettability properties
Figure 1 demonstrates the effect of plasma treatments on the contact angle of the produced composite panels. The water contact angle increased after each of the three applied plasma treatments. The values for the contact angles measured on the untreated samples at about 74.8°, while the average static contact angles of the treated samples were around 79.06°, 81.29°, and 82.7° using 60 s, 120 s, and 180 s plasma radiations, respectively. It became obvious that the differences in wetting behavior within the plasma-activated samples were evident. This result might be due to the surface characteristics of WF, untreated and plasma treated, with respect to surface energy and surface topography. In general, increased surface energy and increased surface roughness enhance adhesion properties.17–20 Contact angle of the WF/PP composite panels at different rates of plasma treatment.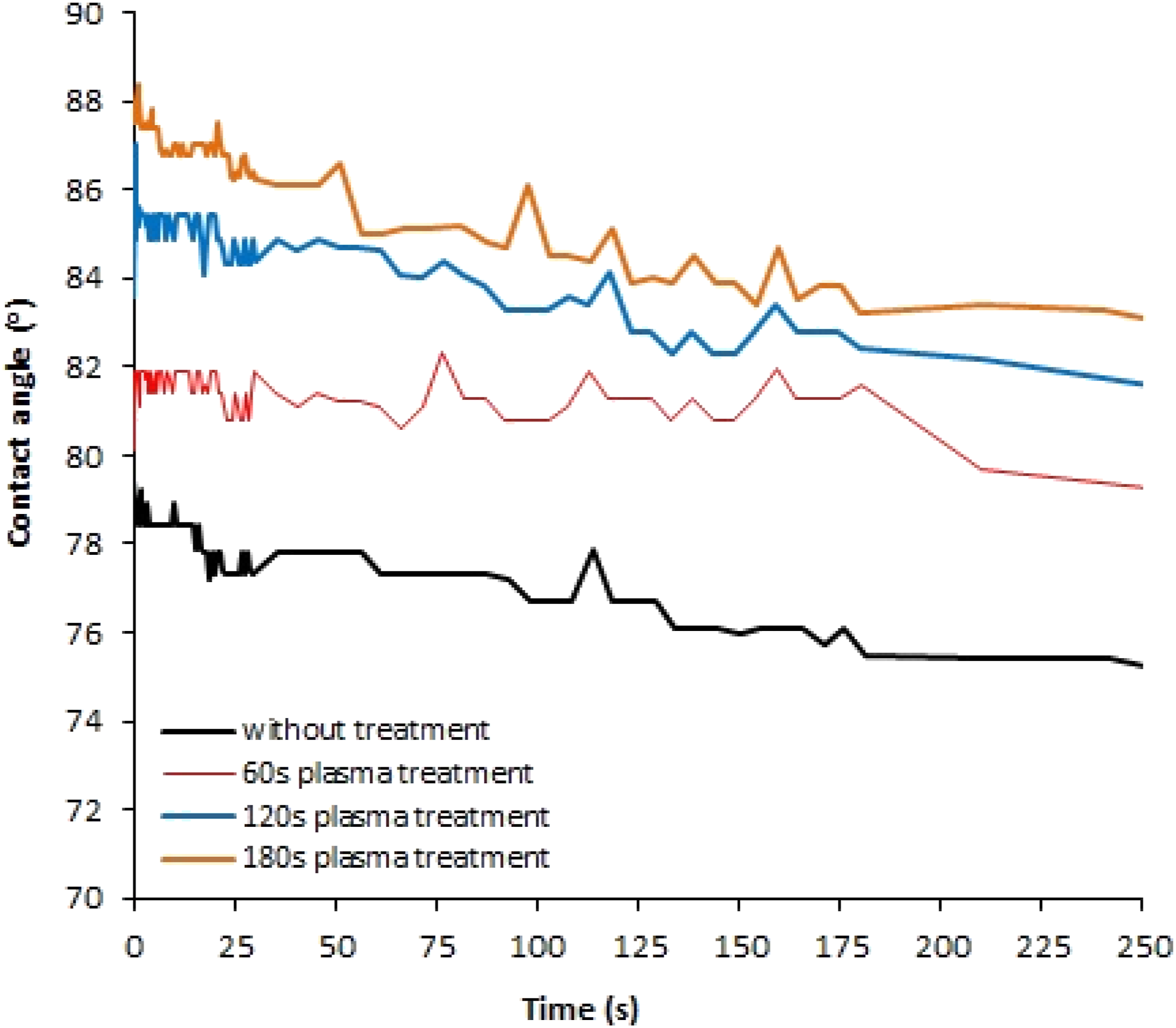
The changes in water absorption to the produced composite panels treated with plasma at different duration rates are presented in Figure 2. The specimens with untreated wood had the lowest water absorption (9.92%) compared with 7.08%, 5.52% and 4.59% for the specimens treated with the 60 s, 120 s, and 180 s plasma radiations, respectively. It was determined that the excessive plasma treatment usage resulted in a positive influence on the resistance to the water of the composite panels. The decrease in water absorption corresponds to an increase in surface free energy.
22
In particular, the interface adhesion of the substrate is affected by the plasma treatment.17–26 A distinct increase in adhesion of the substrate caused the moisture diffusional processes could be much slower because there are fewer gaps in the interfacial region which supported by FE-SEM images (Figure 7). Water uptake of the WF/PP composite panels at different rates of plasma treatment.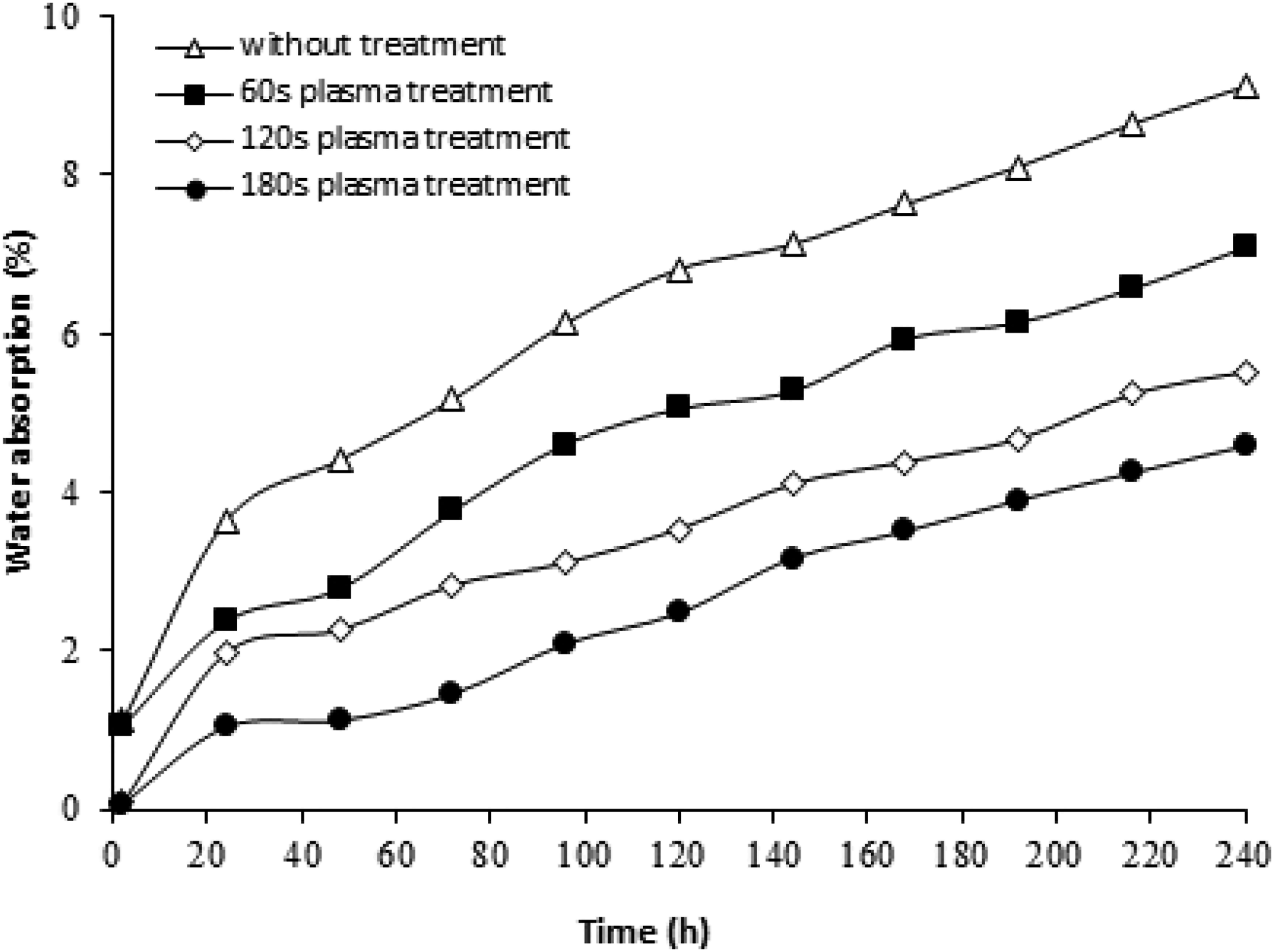
Dynamic mechanical properties
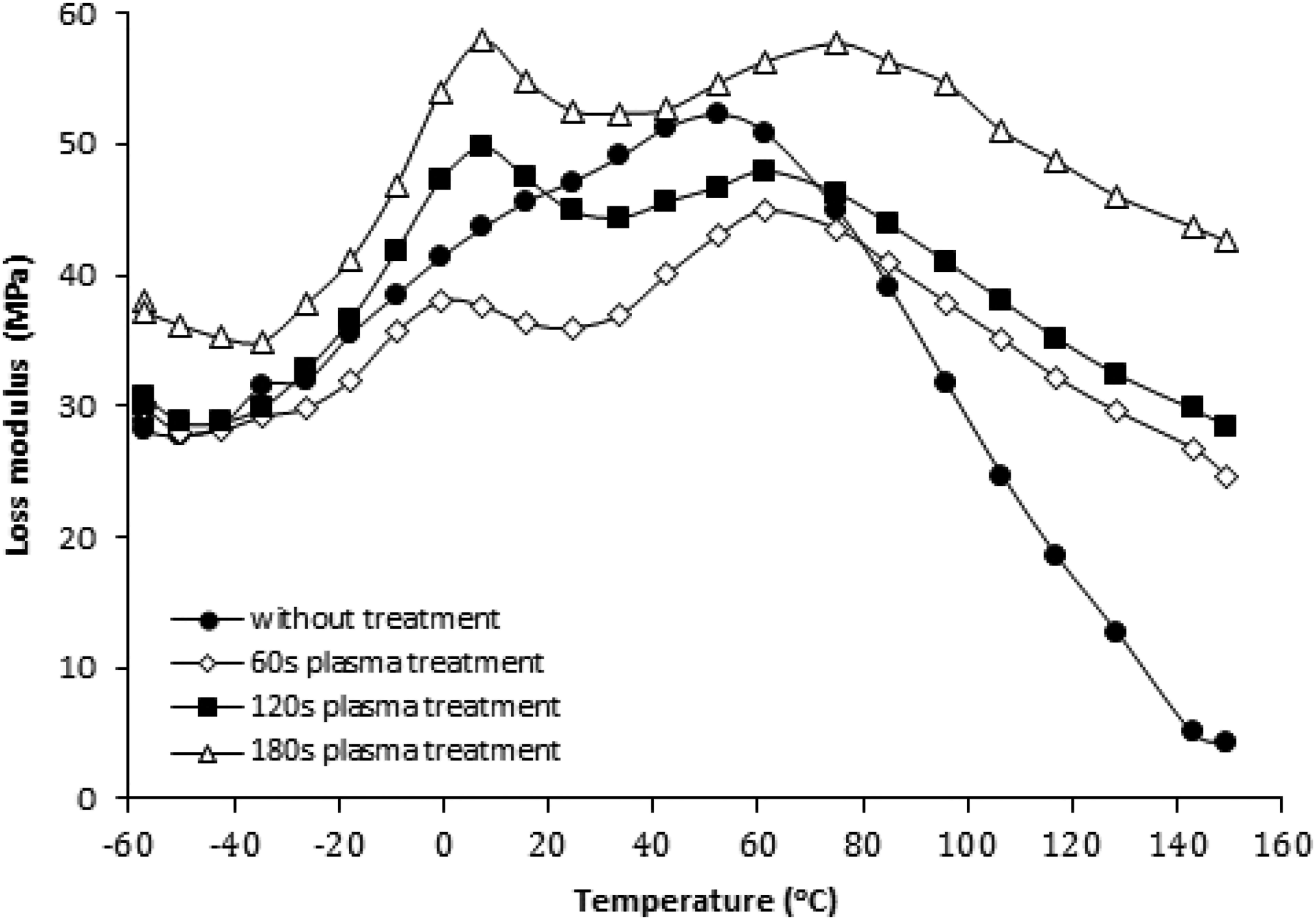
Compared with the untreated composite panels coupled composites, implementation of plasma treatment to the samples can result in a remarkable increase in the storage and loss modulus due to improvement of the WF-polymer matrix (Figures 3 and 4). The strong interaction corresponds to an increase in mechanical strength due to a reduction in the mobility of molecular chains at the interface.17,21,26 It became obvious that the highest values of the storage and loss modulus were achieved for the treated samples by applying 180 s plasma radiation, whereas the samples without treatment exhibited the lowest ones. Storage modulus of the WF/PP composite panels at different rates of plasma treatment. Loss modulus of the WF/PP composite panels at different rates of plasma treatment.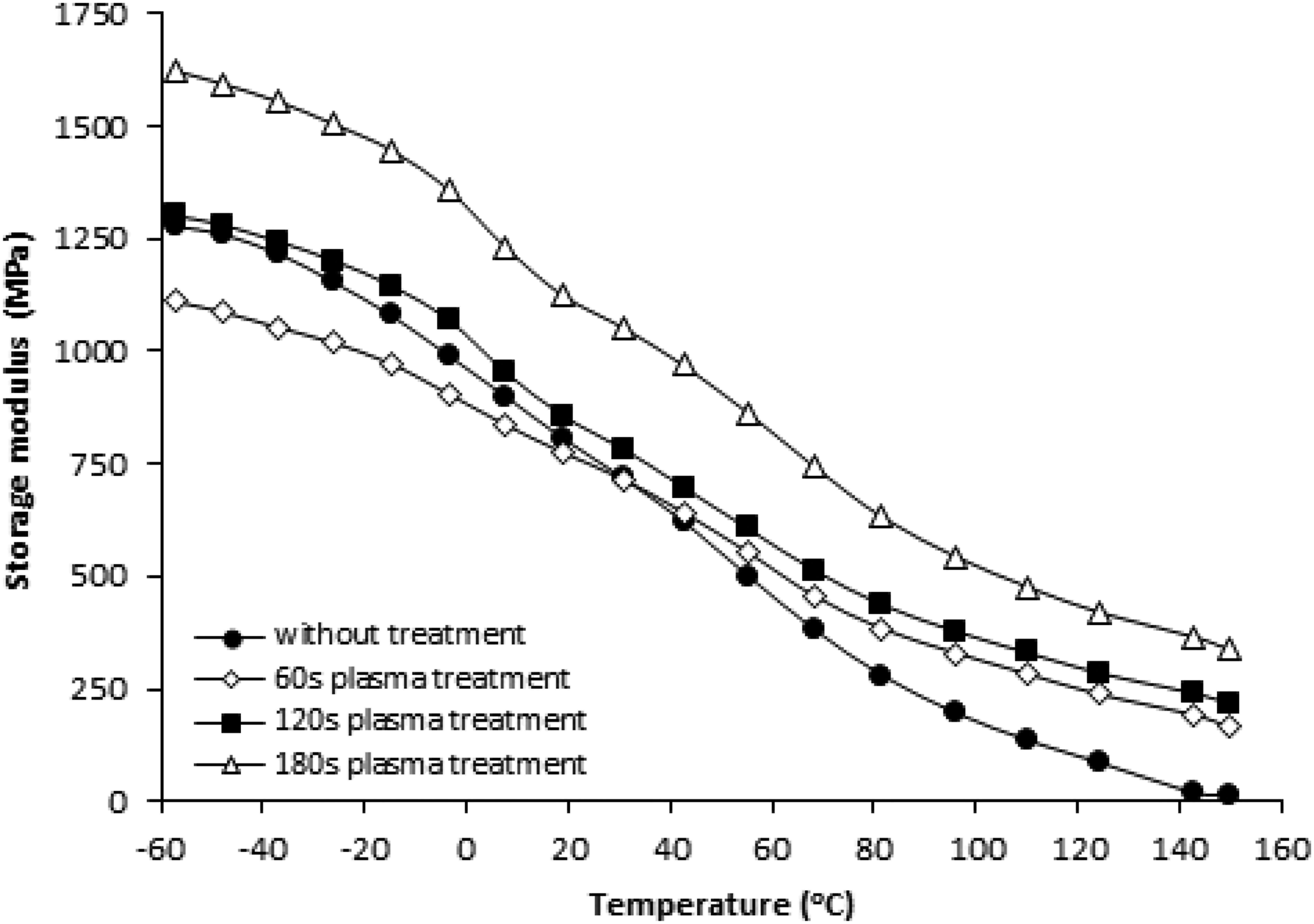
The loss-tangent (tan δ) decreased as a result of the plasma treatment, which is known to improve the wetting behavior of substrates due to the reduction of mobility of polymer chains at the matrix–filler interface (Figure 5). It can be also observed that the magnitude of the relaxation process decreased after the plasma treatment. It was ascribed to a decrease in the number of mobile units participating in the relaxation phenomenon and the restriction of polymer molecules motions resulting from the strong interactions between PP chains and the WF.5,6,15,16 It is generally accepted that if significant specific interactions between polymer and filler occur, this will tend to create a layer of polymer surrounding each filler particle. The resulting polymeric layer has different properties compared with those of bulk. Assuming the dispersed phase particles to be rigid, this leads to an immobilized polymer layer contributing to the effective filler volume fraction in the compound. As the energy dissipation will occur at the filler/matrix interface, a stronger interface is characterized by lower energy dissipation.
6
Thus, lower values for tan δ peak also indicate better interfacial adhesion. Furthermore, analysis of the damping curves reveals that the relaxation peaks (the α-β transition) have been shifted to higher temperatures. It seems that the molecular motions in the unrestricted amorphous and the restricted crystalline phases of polymer chains are affected by the incorporation of plasma-treated wood. Damping factor of the WF/PP composite panels at different rates of plasma treatment.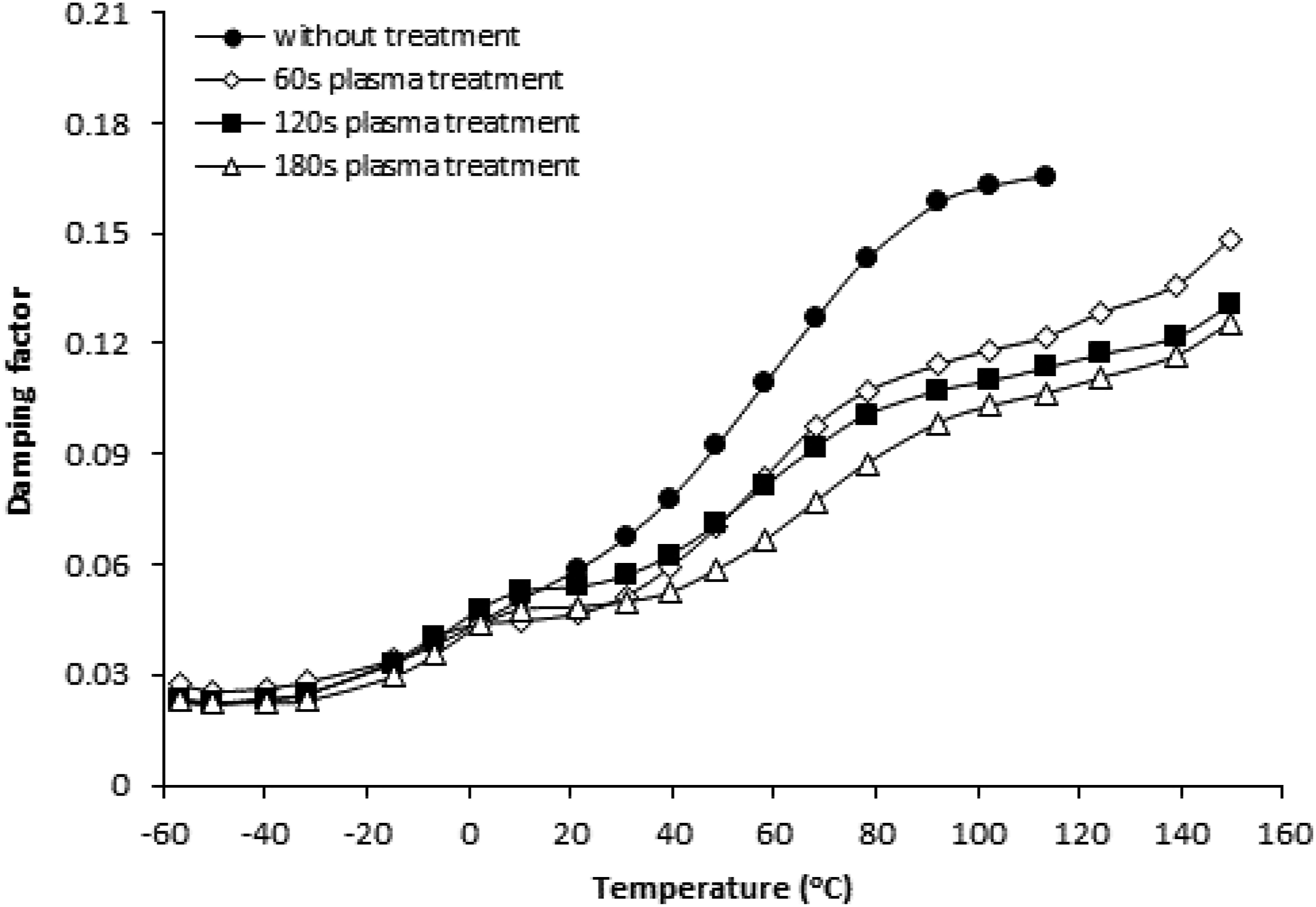
Thermal property
The typical thermal decomposition behavior for the composite panels fabricated from untreated and plasma-treated wood is presented in Figure 6. In general, the presence of plasma treatment can improve the thermal stability of the resulted polymer composites to some extent. The TGA curves showed that moisture has been electively removed from the composites as there is no mass loss below. The main weight loss occurred at which ∼250°C–410°C was ascribed to the lignocellulosic components (hemicellulose, lignin, and cellulose).1,2 The curve analysis of the samples showed a single mass loss step with a maximum degradation rate centered at 430°C which was attributed to the polymer decomposition. As can be seen, the weight loss starts after 250°C and almost finishes at 600°C. TGA results show that the composites with treated-wood were characterized by higher values of degradation temperature than the composites with untreated wood. The residue of treated samples also maintained thermal stability at high temperatures unlike, untreated ones. It is well known that the strong interaction between WF and PP due to chemical treatment by applying plasma treatment could restrict chain movements and consequently retard conveying free radicals produced during the fragmentation process of the polymer as a result of thermal degradation.
23
Weight loss of the WF/PP composite panels at different rates of plasma treatment.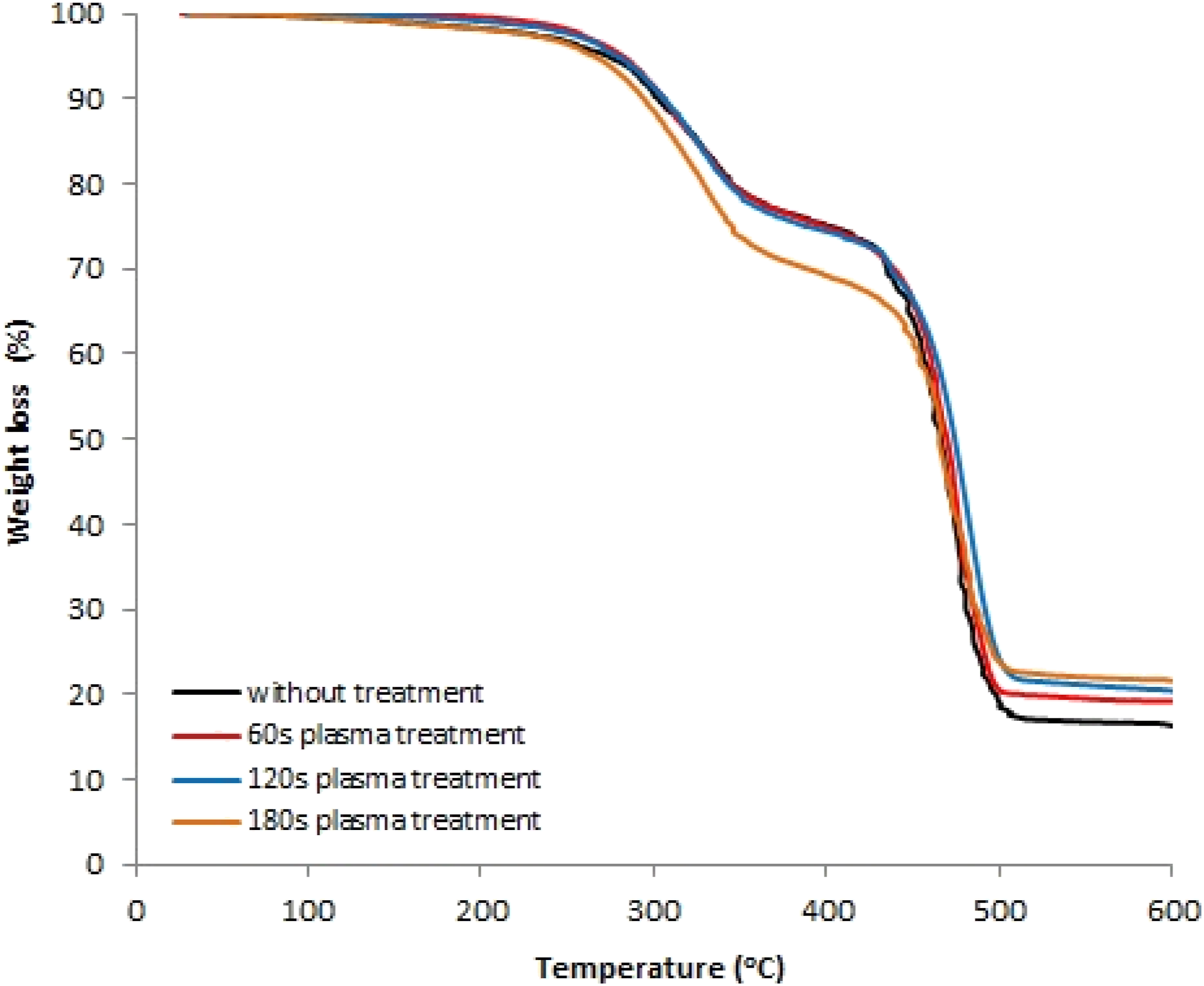
Another interesting result in Figure 6 is that after plasma treatment, the 10% loss in temperature was increased to 284.83°C, 288.17°C and 290°C for the composite panels produced using treated wood with the 60 s, 120, and 180 plasma radiations, respectively, as compared to a temperature of 276.66.17°C for the composites based on untreated wood. Moreover, addition, the same specimens also had the highest 50% loss in temperature at 467.5°C, 473.17°C and 479.33°C compared with 465.83°C for the untreated samples. As evident from the TGA curves, after heating up to 600°C, the residue remained in all treated and untreated samples, indicating the presence of carbonaceous materials in the lignocellulosic biomass. However, the amounts of the char residues left after 600°C were different in all samples, presumably due to the partial removal of hemicelluloses and lignin from the wood. The residual weight of the specimens tended to substantially increase in presence of plasma treatment. The specimens with untreated wood had the lowest residual mass values (14.80%) compared with 16.02%, 16.21% and 17.89% for the specimens treated with the 60 s, 120 s, and 180 s plasma radiations, respectively. The higher char yield values observed might be due to the formation of high performance carbonaceous char on the specimen’s surface.
Morphological evaluation
Assessment of the produced composite panels with FESEM revealed a clear difference between the untreated and plasma treated samples (Figure 7). The untreated sample piece has cracks on its surface unlike the samples treated with plasma, and there are some distinguished holes, unlike in the treated samples. The cracks that appear on the surface of the composite indicate that the WF is easily pulled out, and there is poor adhesion at the WF-PP interface (Figure 7a). For the plasma-treated samples, there was no separation of filler from the matrix and very good interaction between the components could be inferred from the image (Figures 7b–c). The strong adhesion observed at the interface was already discussed in the properties of the treated samples, which encapsulated fillers in the matrix and caused strong bonding. FE-SEM micrographs of (a) untreated, and plasma-treated WF/PP composite panels at (b) 60 s, (c) 180 s radiations.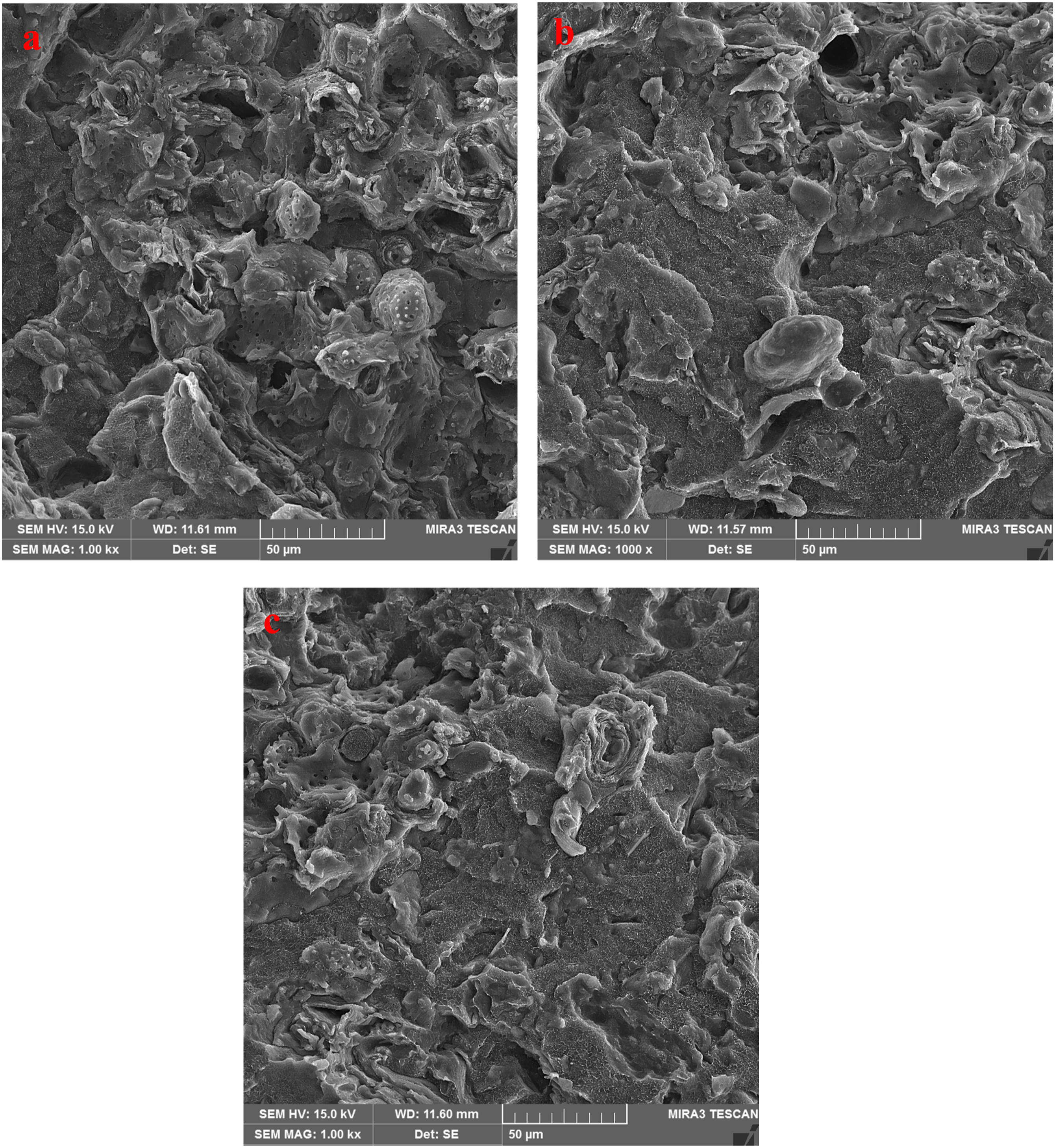
Conclusions
In this study, the composite profiles produced from WF and PP were prepared by the different rates of plasma treatment. Subsequently, the wettability, viscoelastic, and thermal properties of the specimens prepared from untreated and plasma-treated were evaluated. Results revealed that the plasma treatment facilitates the interactions between WF and PP, and increases the adhesion properties. Compared with the lowest contact angle of 74.8° for the untreated specimens, the highest contact angle was found in the treated specimens around 79.06°, 81.29°, and 82.7°, using 60 and 15 using 180 s plasma radiations. Furthermore, the water absorption of the specimens reduced as a result of plasma treatment. The plasma-treated specimens demonstrated better molecular restriction and larger dynamic modulus than the unmodified ones. The tan δ peak signifying the glass transition temperature of composites shifted to a higher temperature, in the presence of plasma treatment. It was noted that the thermal stability of the composite panels produced from plasma-treated wood was remarkably improved. Morphological images showed that the void content in the composites reduced as a result of plasma treatment.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.