
Abstract
The current work investigates the influence of graphene on the mechanical properties of additive-manufactured polyethylene terephthalate glycol (Prince Edward IslandTG) composites. To this end, the graphene content is varied by 0.02 wt.%, 0.04 wt.%, 0.08 wt.%, and 0.1 wt.% to obtain different compositions of PETG/graphene composites. The filaments were prepared by mixing the PETG pellets and graphene flakes into the required quantity. Further, the mixture is extruded using a single screw extruder into small filaments with a 1.75 mm diameter. Using fused deposition modelling (FDM), the specimens were 3D printed following ASTM requirements. The fabricated PETG/graphene specimens are assessed for their mechanical properties, such as tensile, compression, flexural and impact characteristics. Finally, the fractography of the tested specimens is analysed using a scanning electron microscope (SEM). The experimentation of PETG/graphene composites reveals that the optimum mechanical properties can be achieved when PETG is reinforced with 0.04 wt.% of graphene. As opposed to virgin PETG, an increment of 89.71%, 81.76%, 21.60%, and 81.25% is witnessed in the tensile, compression, flexural, and impact strengths of the PETG/0.04 wt.% graphene composite. The outcome of this work is believed to pave the way for broadening the applications of graphene-based composites in electromechanical and smart structure engineering domains.
Keywords
Introduction
The engineering applications of Additive manufacturing (AM) have significantly evolved ranging from automotive to medical and aerospace sectors. It offers the advantage of creating complex and customized geometries with precision, which can be difficult to achieve with traditional machining. 1 While structural components can be realized using several classes of materials such as polymers, ceramics and metallic alloys, significant research has been focused recently on the exploration of AM for composite manufacturing. 2 Amongst different 3D printing techniques, FDM has been a popular choice for the production of polymer-based products, including their composites.2-5
FDM generally uses PLA, PC, and ABS as raw materials. However, Polyethylene Terephthalate Glycol-Modified (PETG) has recently gained much traction as an alternate material due to its superior mechanical qualities. Vinyas et al. 6 assessed the mechanical properties of PETG-based composites prepared using the FDM routine. Further, they extended the evaluation for thermal properties as well. 7 Meanwhile, the frequency response of 3D printed beams made of PETG composites was studied by Vinyas. 8 The influence of auxeticity on the compressive behaviour of PETG composites were also investigated by Vinyas et al. 9 keeping the structural applications in mind. Incorporating artificial neural network (ANN) approach, the absorption characteristics of PETG composites was studied by Vinyas. 10
Over recent years, multiple research efforts have been undertaken to realise graphene-based composites with an emphasis on the mechanical properties of graphene-reinforced PET-G composites. This is attributed to the unique characteristics of graphene such as its high mechanical strength, high surface area and high aspect ratio making it an attractive material for reinforcing polymer composites. It is widely observed that graphene can enhance the mechanical performance of polymers in terms of elastic properties and fracture toughness. For instance, Tambrallimath et al. 11 observed that the inclusion of graphene to the PC-ABS matrix, manufactured using FDM, resulted in a notable increase in impact strength, Young’s modulus, and tensile strength of the nanocomposites. The analysis by Rafiee et al. 12 investigates the impact of low graphene content in terms of the mechanical attributes of epoxy composites. Yamamoto et al. 13 focused on the development of multifunctional nanocomposites using AM and low loading of Graphene with acrylonitrile butadiene styrene (ABS) with different volume fraction i.e. 0.02, 0.04 and 0.06 wt%. They determined that the incorporation of low levels of graphene into 3D printing can generate multifunctional nanocomposites exhibiting superior mechanical characteristics. Melenka et al. 14 conducted an experimental study to examine the tensile properties of ABS reinforced with Kevlar fibers. Different volume percentages were used to prepare the composite material, namely 4.04, 8.08, and 10.1 wt%. The results revealed that increasing the volume fraction led to enhanced Young’s modulus and tensile strength. Wei et al. 15 examine the feasibility of additively manufactured 3D printing composites made of PLA and ABS with varying weight percentages of graphene. This study represents the first successful attempt to 3D print composites with such high Graphene loadings. Strankowski et al. 16 studied the impact of graphene nanoplatelets (GNP) into thermoplastic polyurethane (TPU) nanocomposites on the thermal characteristics and mechanical characteristics of the TPU material. The study found that these fillers improved these characteristics of the TPU material. Panneerselvam et al. 17 encapsulate the result of the mechanical properties of 3D printed PETG for various levels of printing process parameters. Umesh et al. 18 investigated the influence of incorporating nano Graphene and micro fillers on the mechanical properties of hybrid nano composites based on a blend of PA66 and PA6. The results indicated that the addition of nano Graphene resulted in improvements in the composite’s Young’s modulus, tensile strength, and impact resistance. Additionally, the researchers noted that the incorporation of micro fillers, particularly glass fibers, further enhanced the mechanical properties of the composite.
Similarly, Berhanuddin et al. 19 have done a study in which they produced nanocomposites using modified and unmodified graphene as nanofillers at concentrations of 0.5 wt.%, 1 wt.% and 1.5 wt% in an epoxy polymer composite. The study revealed that the incorporation of modified and unmodified Graphene at a weight percentage of 0.5 yielded notably elevated values of Young’s modulus, with respective values of 8 and 6 GPa, in contrast to the pristine epoxy matrix with a Young’s modulus of 0.675 GPa. This highlights the significant augmenting influence of Graphene nanocomposites on the mechanical characteristics of the composites. In their study, Galatas et al. 20 created a structure for UAV using low-density ABS with sandwich layers of CFRP (carbon fiber reinforced polymer). The findings evinced a favorable association linking the quantity of Carbon Fiber Reinforced Polymer (CFRP) strata and the specific strength as well as elastic modulus, as both these mechanical traits exhibited a discernible escalation upon an augmentation in the number of CFRP layers. 21 created a polymer composite material that employed equal-weight percentages of graphene and carbon nanotube (CNT) sheets as reinforcements. The researchers employed the pull-out methodology to assess the interfacial adhesion between the polymer matrix and the fillers and quantify the mechanical properties of the resulting nanocomposites. The study found that the graphene-reinforced composites outperformed the CNT-reinforced composites with regards to surface crack energy, Young’s modulus and tensile strength. In addition to mechanical properties, the reinforcement of graphene is shown to improve electrical conductivity and thermal properties.22–29 Ceramic-filled thermoplastic composites were created and described in the Chan et al. 30 article. The use of ceramics improved the composites' mechanical characteristics, increasing their tensile strength and modulus as well as their thermal stability. The outcomes showed how these composites could be used in applications that called for better mechanical and thermal performance. A study on ABS polymer, ABS/PBT mix, and ABS/PBT/CNT nanocomposite parts that were additively made was done by Farajian et al. 31 The study assessed these materials' morphological behaviour in addition to their mechanical characteristics. Better mechanical characteristics, such as increased tensile strength and modulus, were obtained with the addition of CNTs. In the study, the potential of CNT reinforcement to improve thermoplastic composites' performance was highlighted. The impact of graphene nanosheets on the characteristics of beech/polylactic acid flour composites was studied by Ghorbanpour et al. 32 Mechanical qualities, such as higher tensile strength and modulus as well as improved thermal stability, were enhanced by the inclusion of graphene nanosheets. The work showed how graphene nanosheets might be used as a filler for reinforcement in biodegradable thermoplastic composites. Poudel et al. 33 investigated on thermoplastic nanocomposites based on dielectric fillers for electromechanical applications concentrated on the thermal, mechanical, dielectric, and morphological properties. The study investigated how various fillers affected how well the composites performed. According to the findings, the composites' thermal and mechanical properties were enhanced by the inclusion of fillers, making them ideal for use in electromechanical devices. A 3D printed ABS-copper ferrite composite’s mechanical characteristics, as well as its thermal and electrical conductivity, were studied by Hamzah et al. 34 The composites' mechanical and electrical conductivity were improved by the addition of copper ferrite particles. According to the study, these composites have the potential to be used in applications that need both mechanical strength and electrical conductivity. Demircan et al. 35 studied the effect of CNTs on the mechanical properties of LPET/glass fiber thermoplastic composites. The addition of CNTs resulted in improved mechanical properties, including increased tensile strength and modulus. The study demonstrated the potential of CNT reinforcement in enhancing the mechanical performance of thermoplastic composites. In addition to fillers, the operational parameters of FDM techniques are critical factors that significantly impact the quality of the printed object.
Numerous scholarly inquiries have been conducted to find out the optimal parameters for achieving the desired performance improvements. Es-Said et al. 36 delved into the examination of how the mechanical characteristics of ABS rapid prototype solid models are influenced by the orientation of their layers. Sood et al. 37 scrutinised the impact of pivotal process parameters in FDM, encompassing raster angle, raster width, air gap and layer thickness on the characteristics of the produced component using the Taguchi orthogonal array method. The investigation divulged that the aforementioned procedural factors hold substantial sway over the attributes of the printed entity. Chacon et al. 38 explored the effects of fabrication layer thickness, feed rate and orientation on the mechanical attributes of PLA. The investigation revealed that polylactic acid (PLA) samples fabricated in distinct orientations showcased enhanced mechanical characteristics concerning their stiffness, ductility, and strength. Moreover, with the increment in the layer thickness, the ductility of the specimens decreased. In order to scrutinise the operative correlation linking the tensile strength and procedural variables inherent in the FDM process, Rayegani et al. 39 availed themselves of the group method for data modeling. The study revealed that component orientation and raster angle had a significant influence on tensile strength, and optimising the process parameters led to enhanced functionality of the fabricated additive manufacturing part. To identify the most effective process parameters for minimising warp deformation, dimensional errors and construction time, Peng et al. 40 utilised a hybrid approach of RSM (Response Surface Methodology) with GA (Genetic Algorithm) and FIS (Fuzzy Inference System). In contrast to the optimal parameters ascertained through the Taguchi method, which are confined to experimental values, the optimal parameters derived from the RSM approach are unrestricted in their placement within the feasible region. In other words, RSM enables the identification of optimal parameters beyond the confines of experimental values, extending the scope of the analysis to a wider range of possibilities. Zhang et al. 41 made an effort to adjust the process parameters to get the best performance combining the fuzzy comprehensive assessment approach with the Taguchi technique. The study identified that wire-width compensation had the greatest impact on performance indexes, followed by layer thickness, extrusion velocity and filling velocity. Panda et al. 42 established a functional connection between the strength (Flexural, tensile, and impact) and process parameters for the Fused deposition Modelling technique by utilising response surface methods. The study found that increasing the number of layers enhanced the durability of the fabricated part, while small raster angles were not favoured due to inadequate layer bonding during the printing process. Qattawi et al. 43 aimed to investigate the impact of processing parameters in Fused Deposition Modelling on the final characteristics of the fabricated part. The researchers analysed how various factors, including infill percentage and patterns, extrusion temperature, print speed, build orientation, and layer height, affected the dimensional accuracy and mechanical properties of the parts. The research findings revealed that comparing infill pattern, infill percentage and printing speed, it is found that building direction and layer height had the most influence on the precision of measurements and mechanical characteristics.
From the published works, it is realised that one of the most sought-after filler materials is graphene because of its exceptional 2D lattice structure, excellent electrical and thermal conductivity, and better mechanical properties. It is commonly used as reinforcement in polymer matrix, ceramic, and metallic materials, with polymer matrix nanocomposites being widely used in various industries. However, there is a lack of research on the production of nanocomposite filaments, desirable engineering qualities, and ideal process parameters. 3D-printed polymer goods currently have limited engineering uses, and an inadequacy exists in developing slender cross-sectional layers that exhibit exceptional mechanical properties for engineering purposes in polymer nanocomposite research.
After the careful examination of the advantages associated with incorporating graphene as a reinforcing agent in polymer composites, it was realised that the material characterisation of graphene reinforced PETG composites has not yet been carried out. In addition, the multifunctional properties exhibited by other graphene composites motivated the authors to consider this composition. In this article, based on additive manufacturing routine, PETG/graphene composites are fabricated and their mechanical characterisation in terms of compression, tensile, flexural, and impact properties is performed as per the ASTM standards. The findings have demonstrated a commendable amelioration in the PETG/graphene composites' mechanical attributes, making them amenable to a diverse spectrum of potential applications.
Materials and methods
Materials
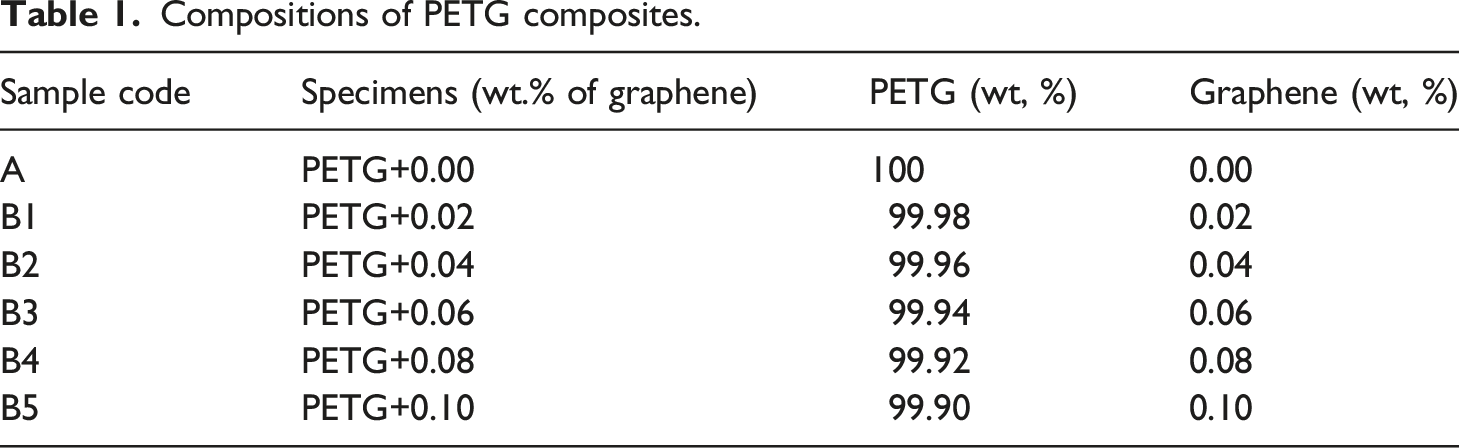
Compositions of PETG composites.
Material processing and specimen preparation
The graphene flakes were mechanically combined with PETG pellets to attain the intended composition (Table 1), and the composite pellets were compounded through a twin-screw extruder operating at 750 rpm. Further, these pellets were subsequently subjected to a preliminary drying process at a temperature of 600C for around four hours. Later, using a twin-screw extruder, the filaments were extruded with a diameter of 1.75 mm, suitable for 3D printing. Once the filaments are fabricated, the specimens are 3D printed using the fused deposition modelling (FDM) technique.
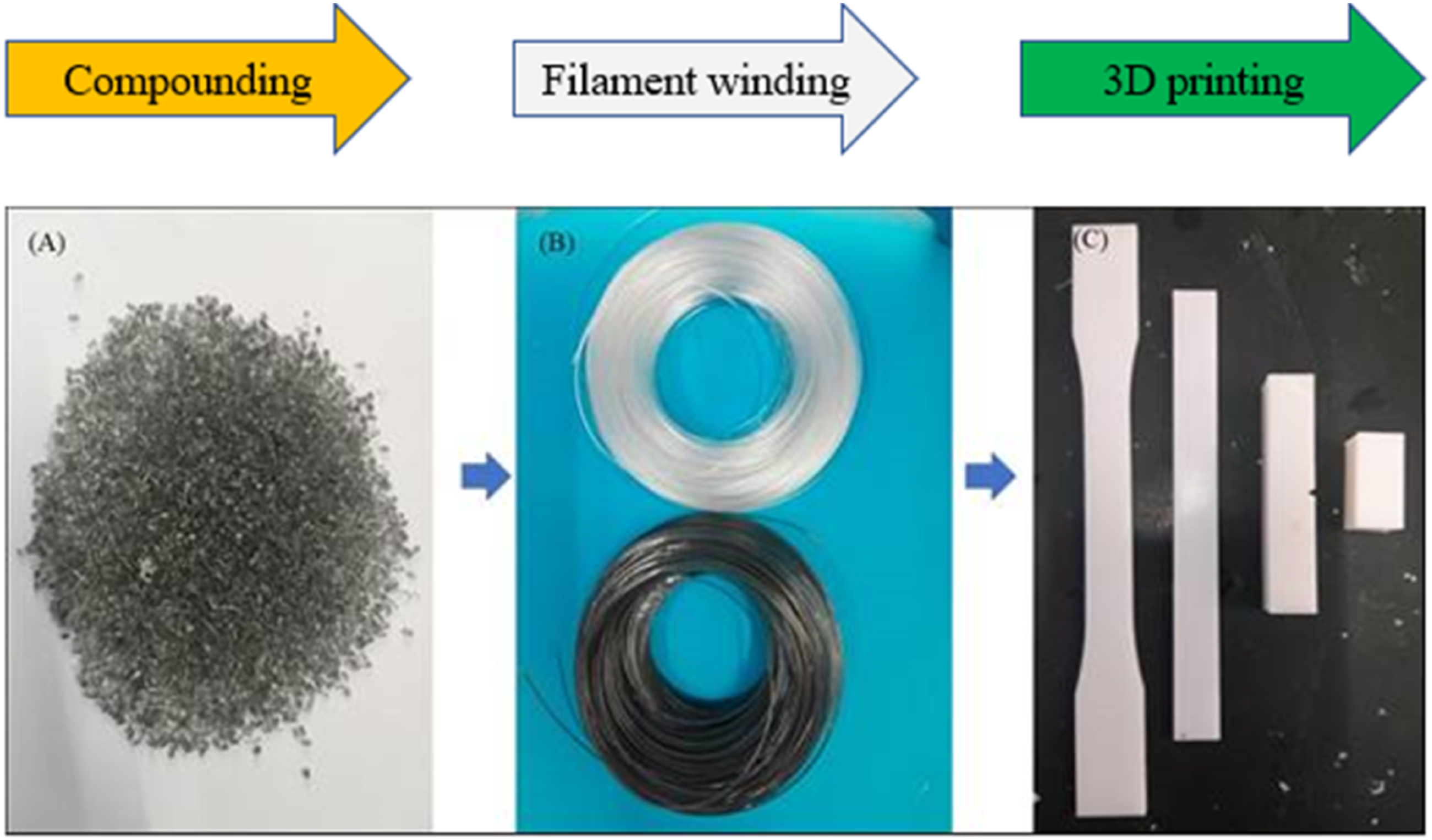
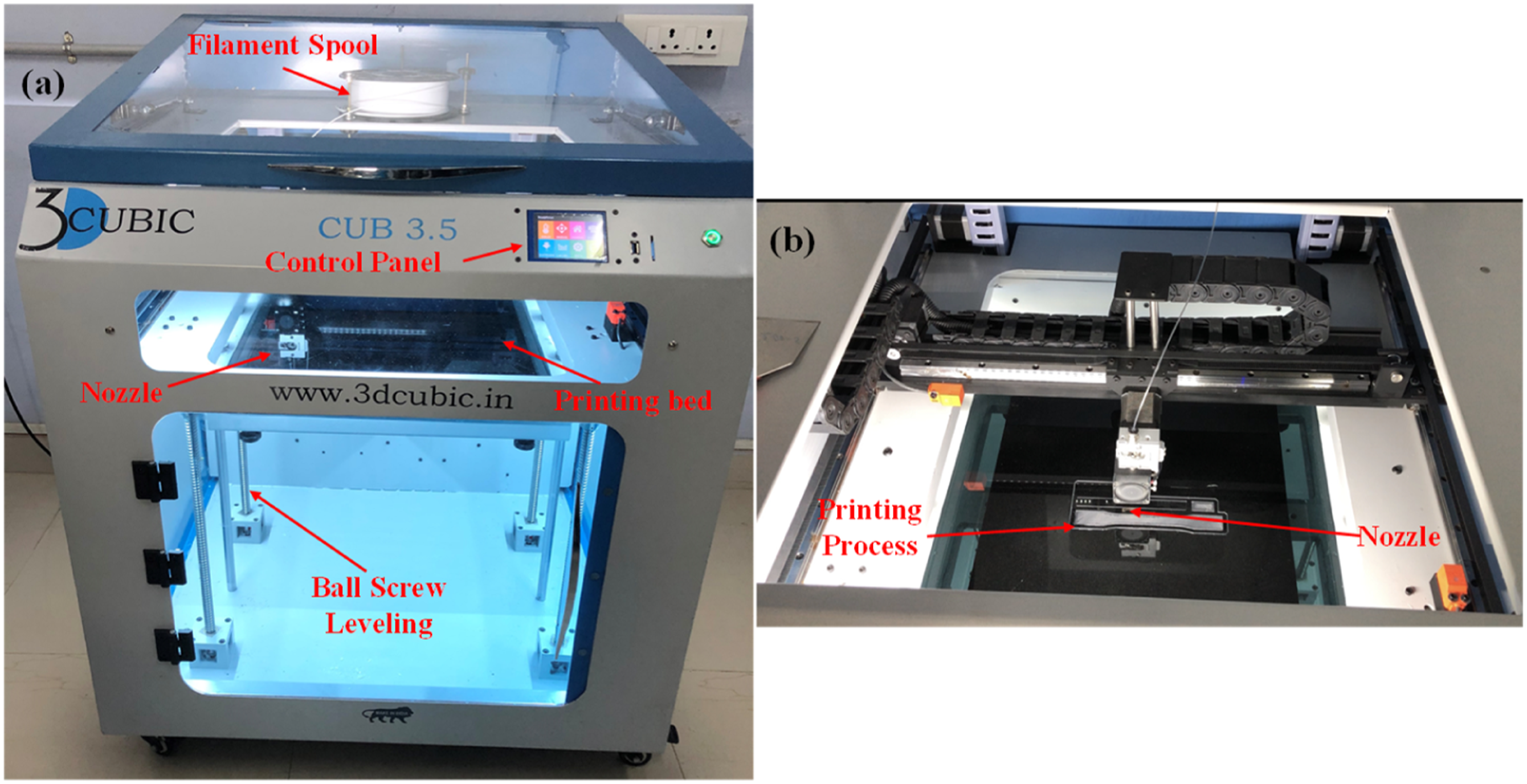
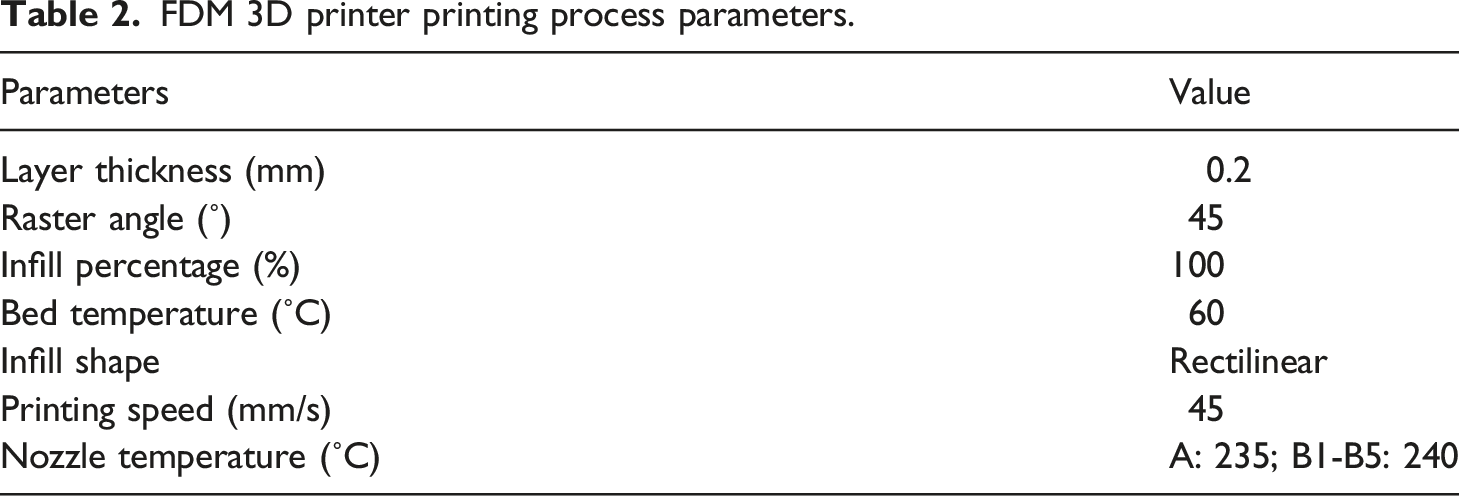
The specimen dimensions for the tensile, flexural, compressive, and impact tests are shown in Figure 1, and they are in accordance with ASTM D638, D695, D790, and D256, respectively. The material configurations starting from the pellets to 3D printed specimens are schematically described in Figure 2. The 3D Cubic CUB 3.5 FDM printer with a brass nozzle of 0.4 mm, is used for printing the specimens, and the same is shown in Figure 3. The different 3D printing process parameters adopted in this work are explicitly shown in Table 2. The schematics of (a) tensile (b) flexural (c) compression (d) impact test specimens as per ASTM standards. Material configurations from compounding to printed specimens. (a) 3D Printer used to fabricate the specimens (b) magnified view of printing process. FDM 3D printer printing process parameters.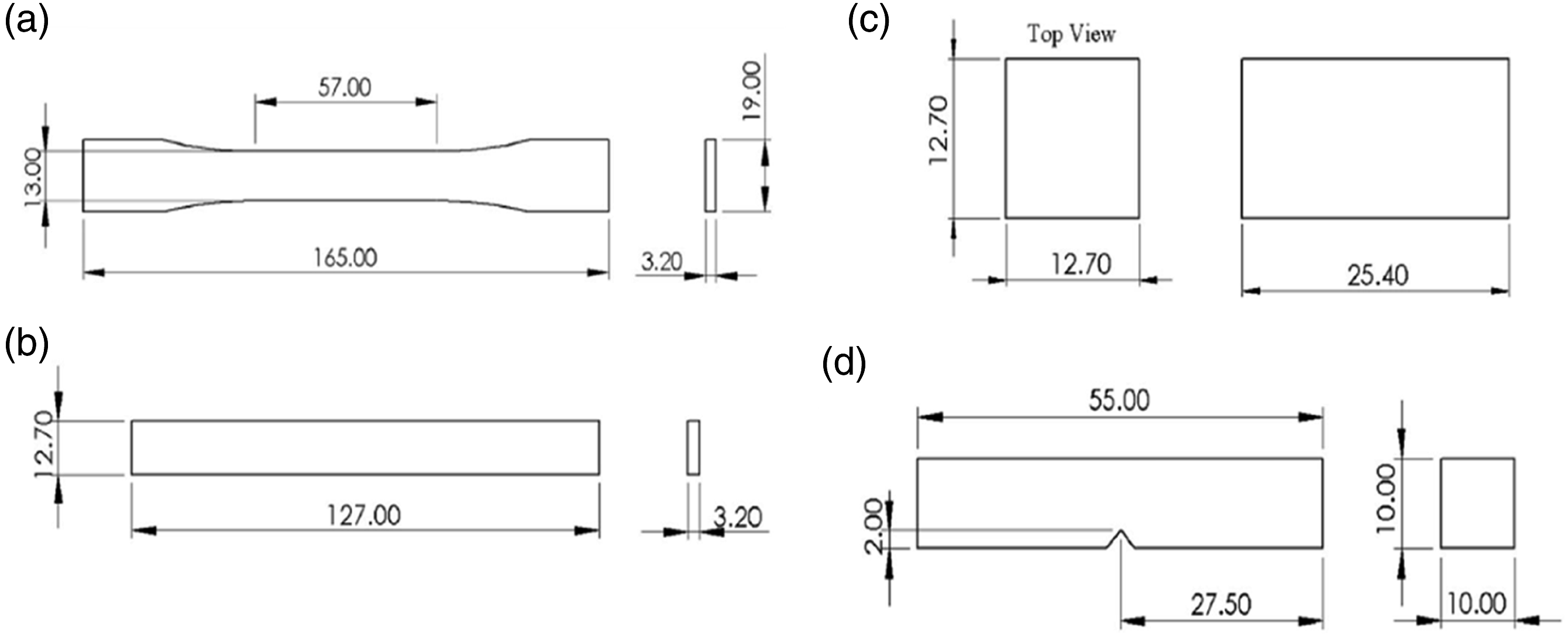
Experimental procedure
Tensile, compression, flexural and Izod Impact tests
The mechanical properties such as tensile, flexural, compression, and impact strengths were tested as per ASTM D638, D695, D790, and D256, respectively. For each test, three samples have experimented with, and the average value was considered. Initially, the tensile and compression tests were performed using Tinius Olsen H50 KL UTM with a maximum load capacity of 50 kN, as shown in Figure 4a. The device could apply loads as low as 0.01 N and was equipped with a calibrated 10 kN load cell to obtain precise readings. The crosshead velocity of 1 mm/min was adopted for the experimentation. Extensometer and UTM computer control enabled efficient computation, control, and data extraction. Meanwhile, impact strength was analysed using a 0.1–25 J Izod/Charpy impact test rig, as depicted in Figure 4b. During the impact test, a farming hammer with dimensions of 13.3 × 13.3 × 21, a striking edge thickness of 1.9 mm, and a radius of 0.8 mm was allowed to strike the specimen, and the readings were digitally accessed. Further, the flexural properties were evaluated using 3-point bending tests. (A) Universal testing machine for tensile, compression and flexural tests, (B) Impact test rig.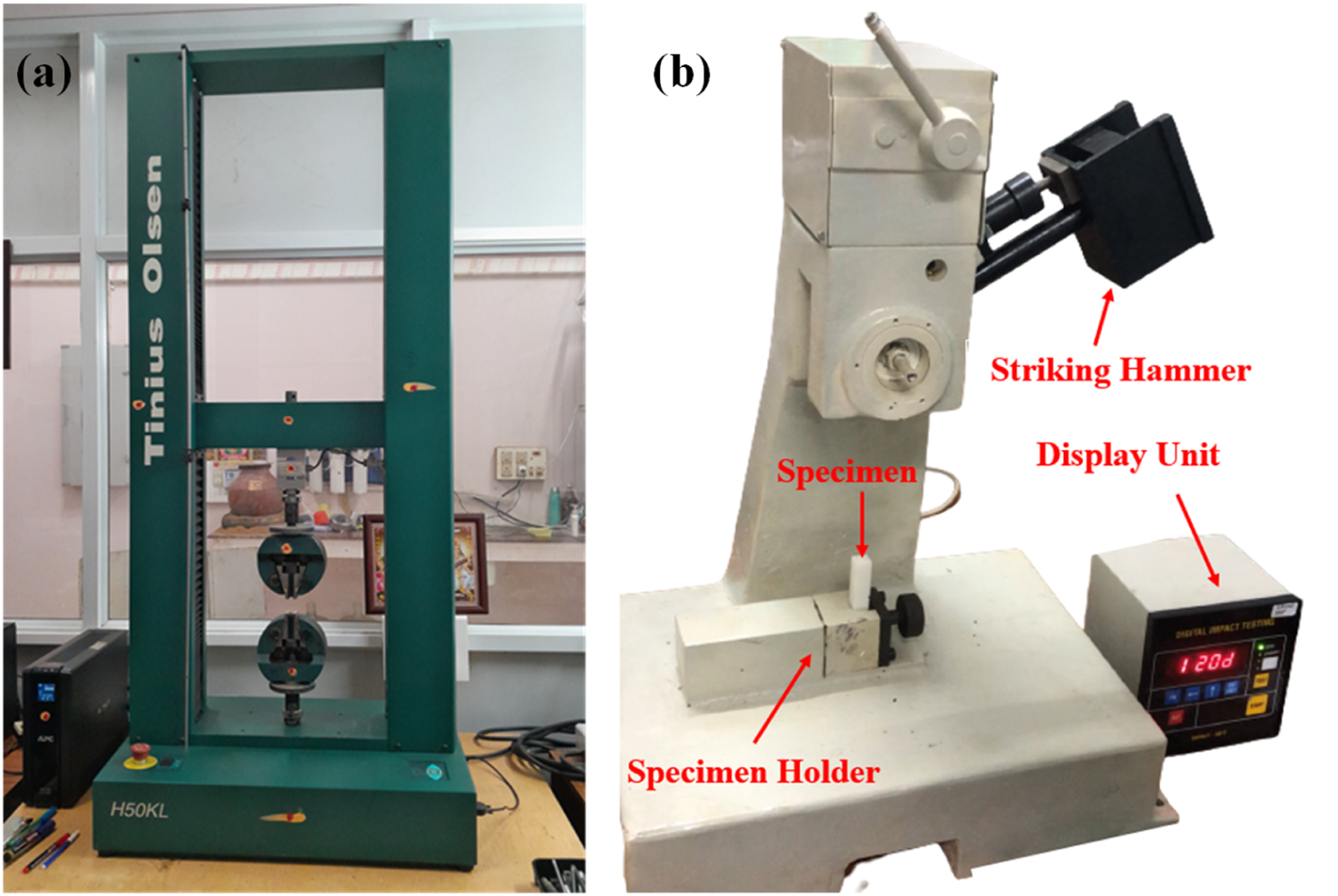
Scanning electron microscope (SEM) characterisation
The surfaces of the tested specimens were examined in detail using a Hitachi S3500 scanning electron microscope (SEM) analyser to identify the cause of the composite’s failure. The low-energy secondary electron mode was utilised with a constant voltage of 10 kV to achieve this objective. The specimens under study were platinum coated to avoid charging. The fracture surfaces' print quality, bonding characteristics, and other possible reasons for the failure were meticulously investigated.
Results and discussions
Tensile properties
Figure 5 elucidates the tensile property of graphene filler strengthened PETG composites and Figure 6 compares the tensile modulus and strength for all PETG/graphene composites. The stress-strain curves can demonstrate that the incorporation of graphene fillers has a notable influence on the mechanical behaviour of the PETG composites. The pure PETG specimens exhibit a tensile property of 9.33 MPa which falls considerably short of the manufacturer’s reported value. The inadequacy in the tensile property of the PETG specimens can be attributed to the presence of interfacial voids that arise because of 3D printing, as evident from the scanning electron microscopy (SEM) images presented in Figure 7. This reduces the interlayer strength and ultimately impairs the mechanical characteristics of the PETG composites. Comparison of tensile stress versus strain of different PETG/graphene composites. Comparison of tensile strength and modulus of the PETG/graphene composites. SEM images of the fractured tensile samples (A) PETG, (B) PETG +0.02* (C) PETG +0.04*, (D) PETG +0.06*, (E) PETG +0.08*, (F) PETG +0.1* (* = wt.% graphene).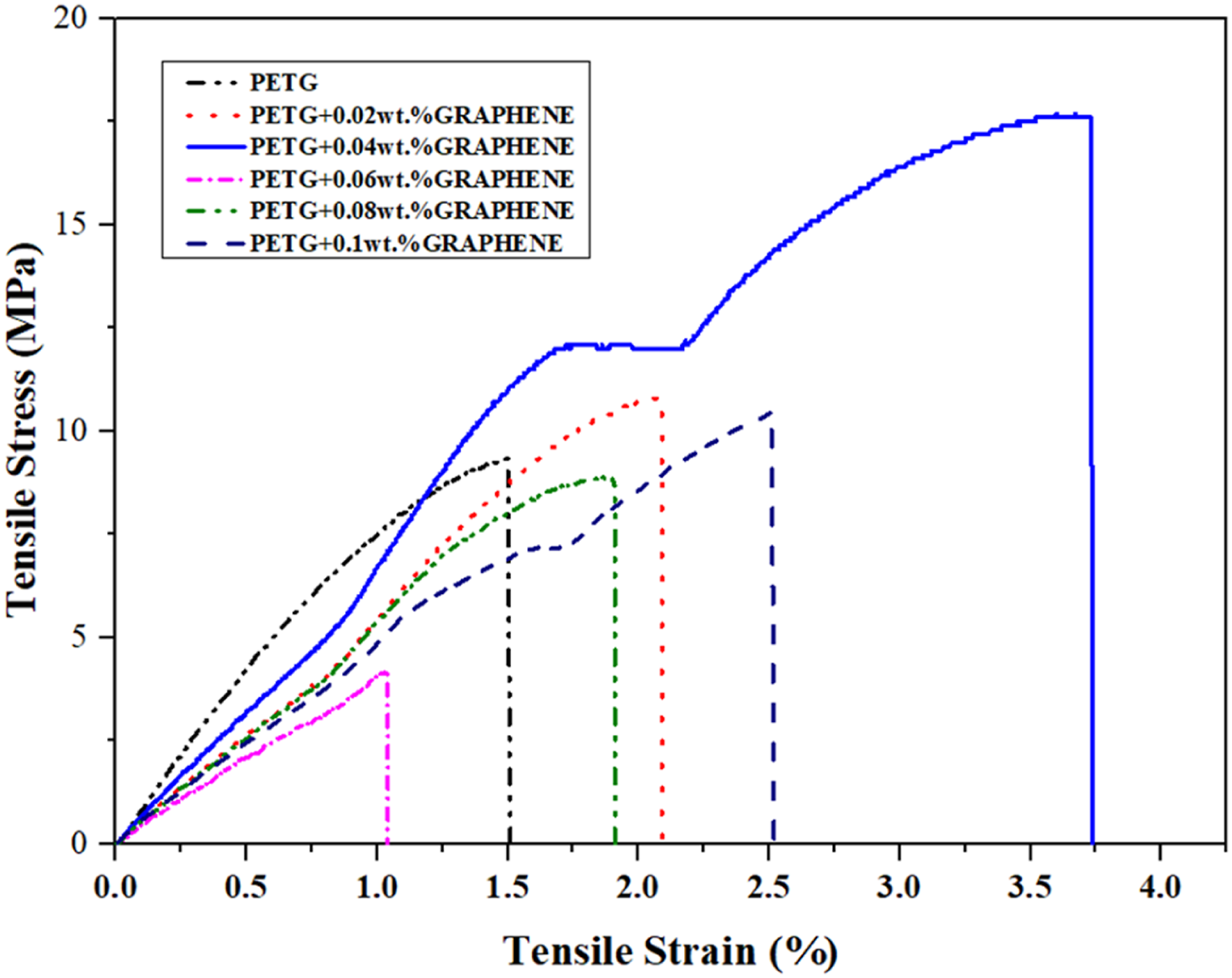
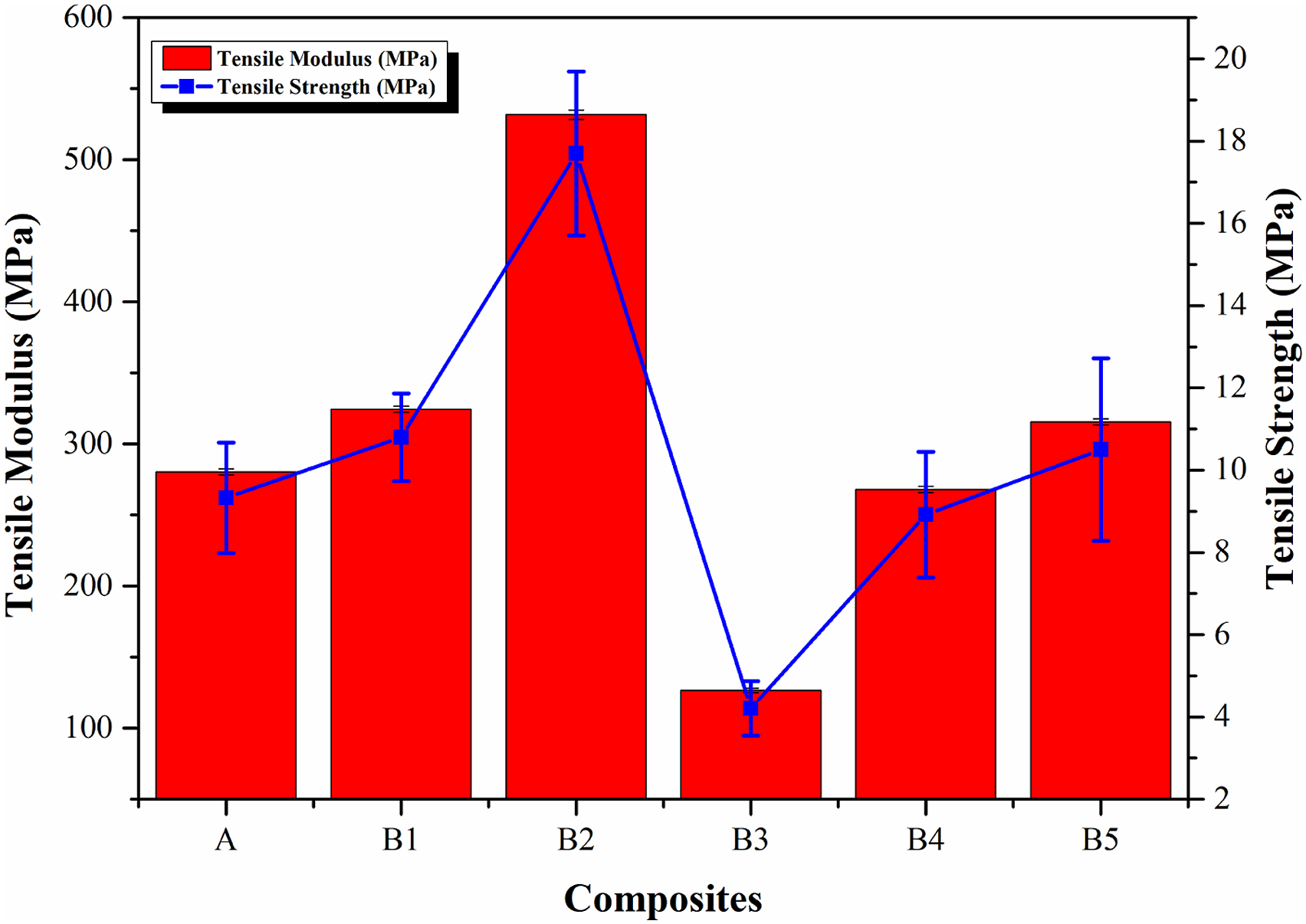
Further, adding graphene fillers upto certain wt% results in a significant enhancement of tensile strength. Compared to pure PETG, the tensile strength is enhanced by 15.75%, 12.54% and 89.71% for 0.02 wt.%, 0.1 wt.% and 0.04 wt.% addition of graphene fillers. The increment in the tensile strength can be attributed to the efficacious compaction of fillers within the composite material, which eliminates interstitial voids and augments layer adhesion, as visualised in Figures 7a and c, and (D). However, it is noteworthy that the tensile strength of PETG composites is observed to decrease when graphene is added in quantities of 0.06 wt.% and 0.08 wt.%. This unfavourable outcome may be due to the agglomeration or inadequate spreading of graphene particles within the PETG composite, leading to delaminated layers, as illustrated in Figure 7d. Further, this scenario reduces the load-bearing characteristics of the PETG/graphene composites.
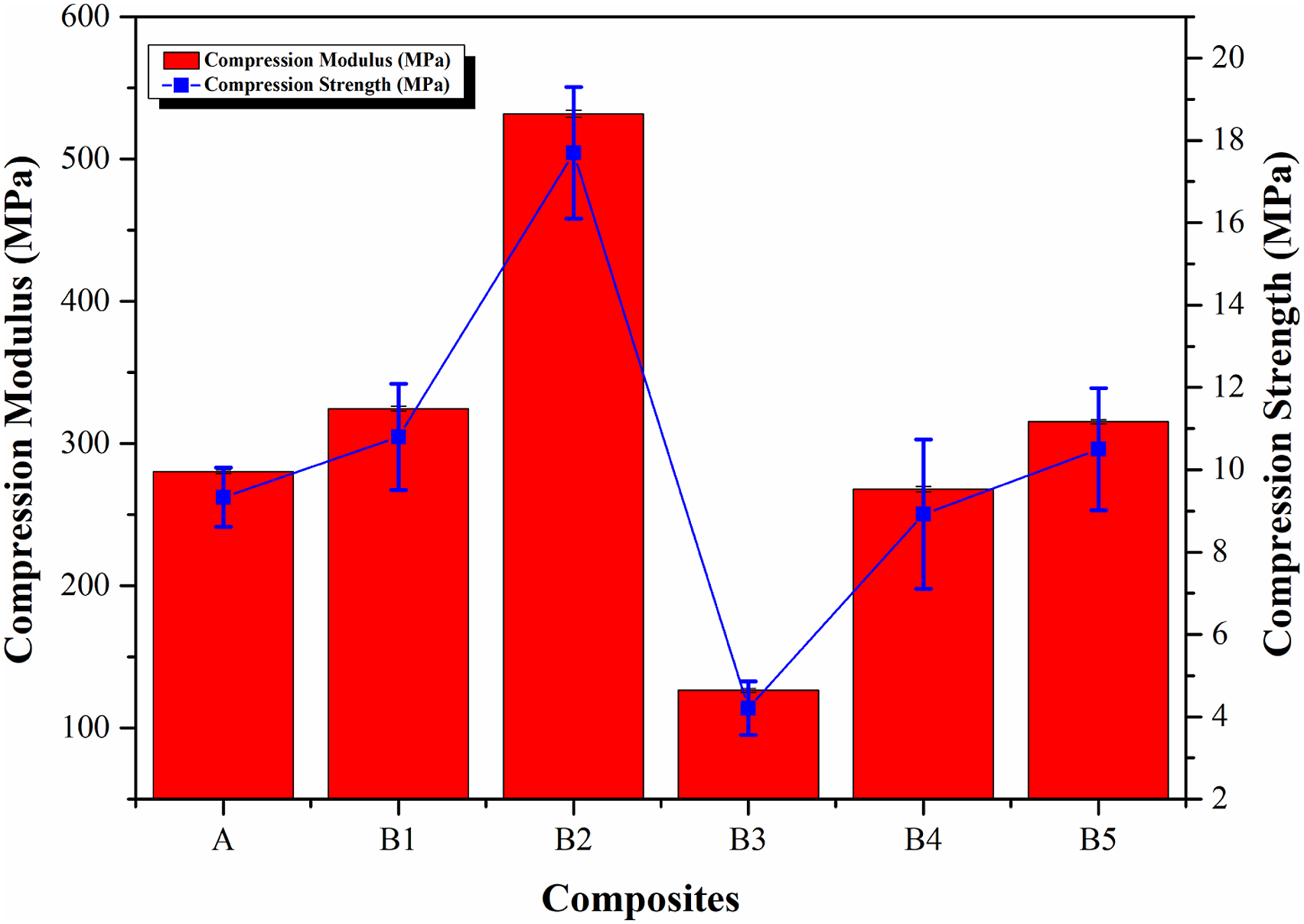
Compression properties
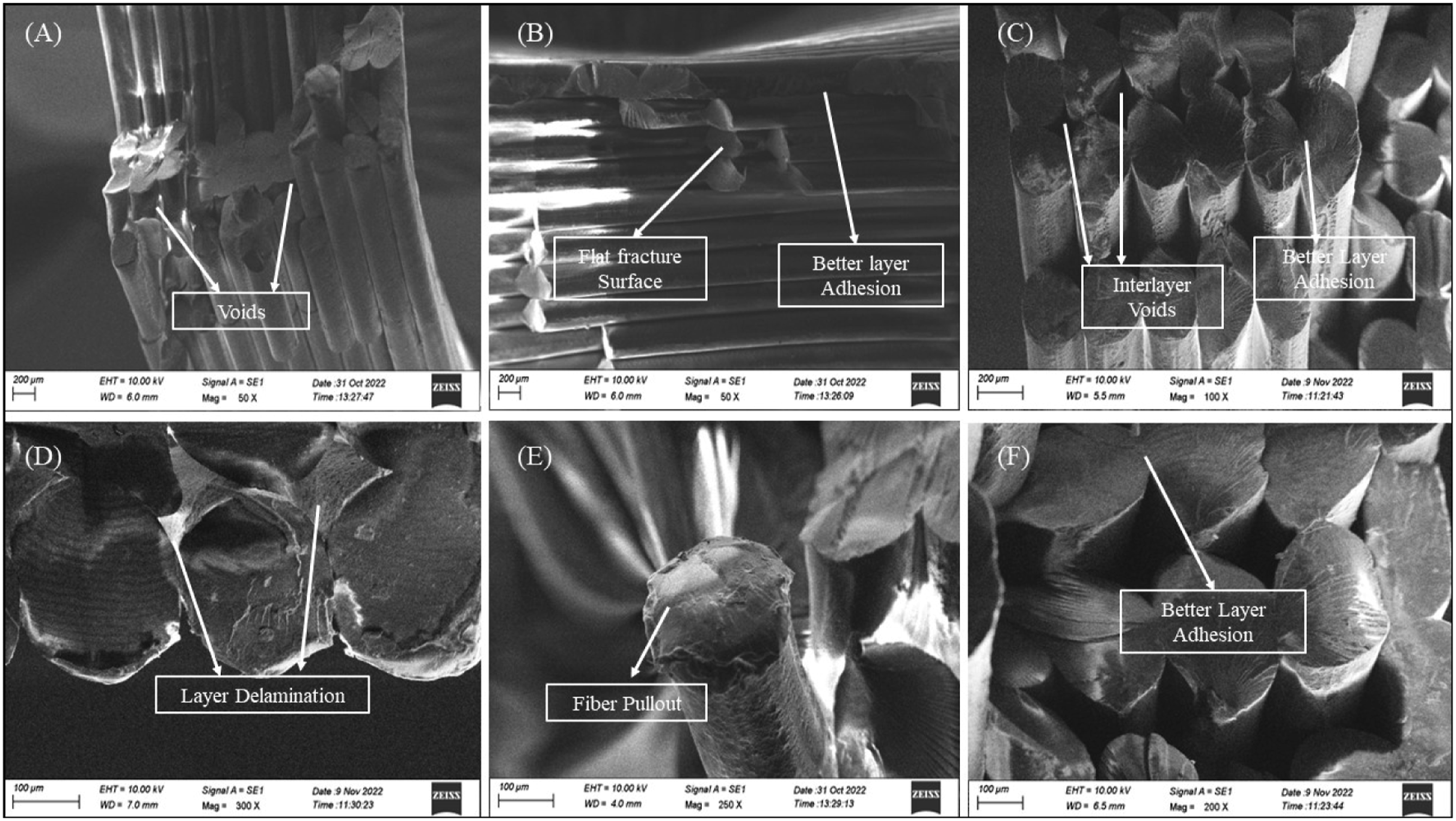
The compressive stress-strain curves depicted in Figure 8 demonstrate a noteworthy improvement in the compressive characteristics of the PETG matrix upon the inclusion of graphene. Similar to the tensile tests, PETG +0.04 wt.% of graphene composites display the most significant enhancement in the compressive strength by 81.76%. Following this, the incorporation of 0.08 wt.% and 0.1 wt.% graphene led to improvements in compressive strength of 57.23% and 18.86%, respectively (Figure 9). This phenomenon can be attributed to the effective filling of interstitial voids by graphene particles in the composites, which increases the overall stiffness and decreases strain. This is microscopically justified with the SEM images depicted in Figure 10. Furthermore, the bonding between the filler and the polymer matrix plays a pivotal role in deciding the material’s compressive strength. The SEM images of the fractured sites indicate that the interlayer bonding in 3D printed specimens is superior to that of other compositions. However, it is worth noting that for PETG +0.06 wt.% graphene, the enhancement in the compressive strength is reduced to 13.836%. This may be due to the dominant brittle nature of the PETG matrix. Compressive stress-strain curves of Polyethylene terephthalate glycol and graphene composites. Comparison of compression strength and modulus of the PETG/graphene composites. SEM image of the fractured compression samples (A) PETG, (B) PETG +0.02*, (C) PETG +0.04*, (D) PETG +0.06*, (E) PETG +0.08*, (F) PETG +0.1* (* = wt.% graphene).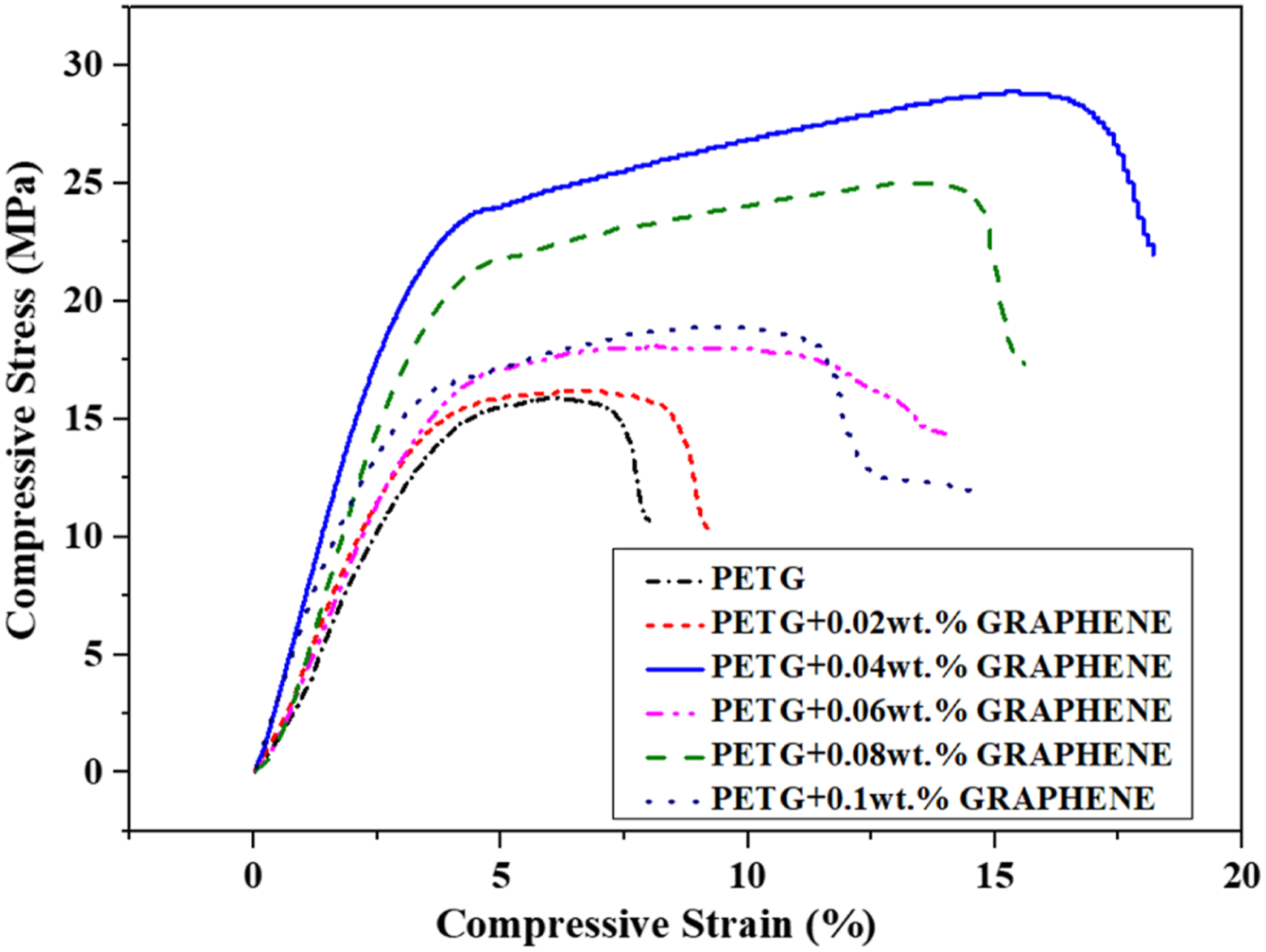
Flexural strength
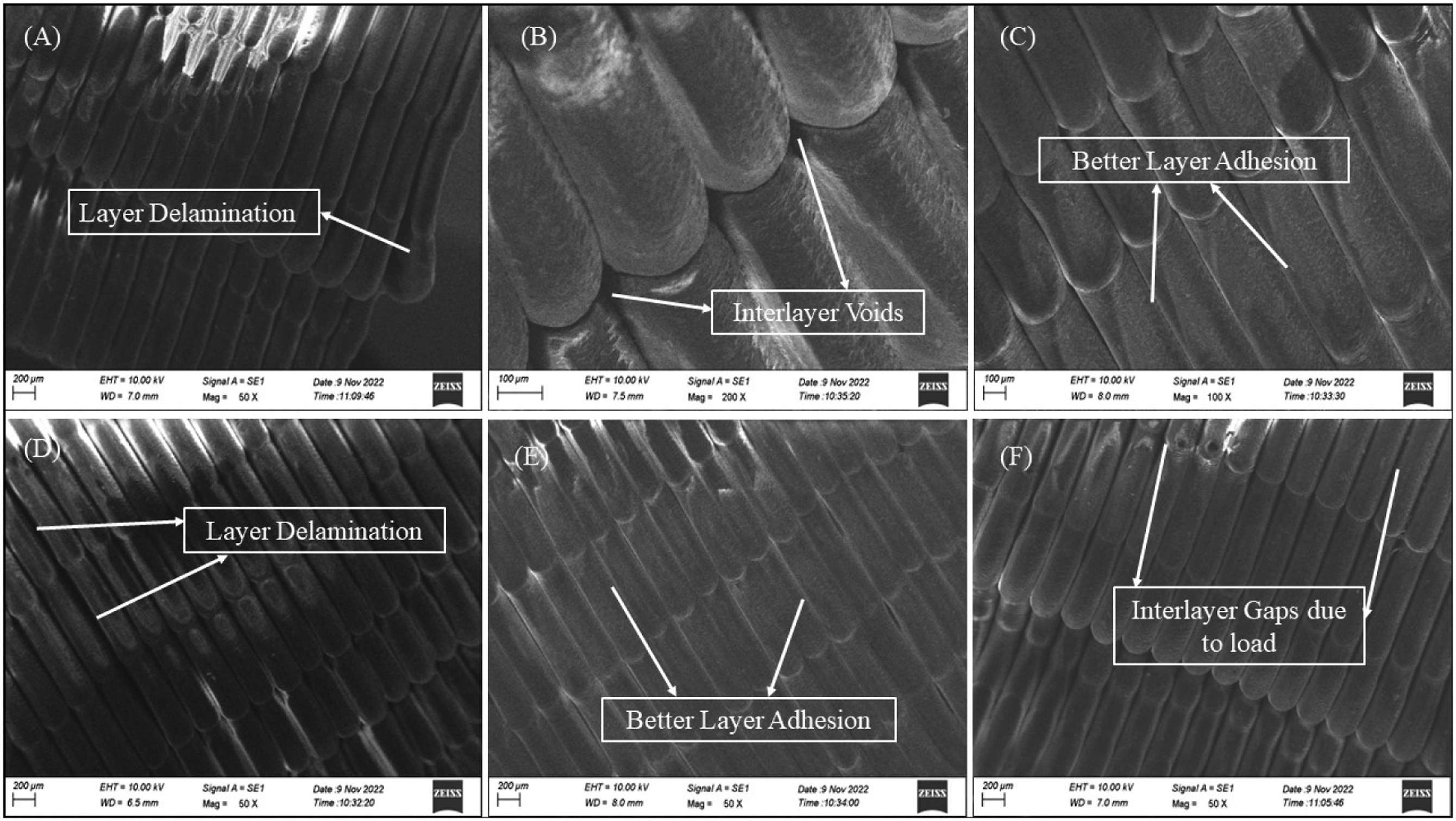
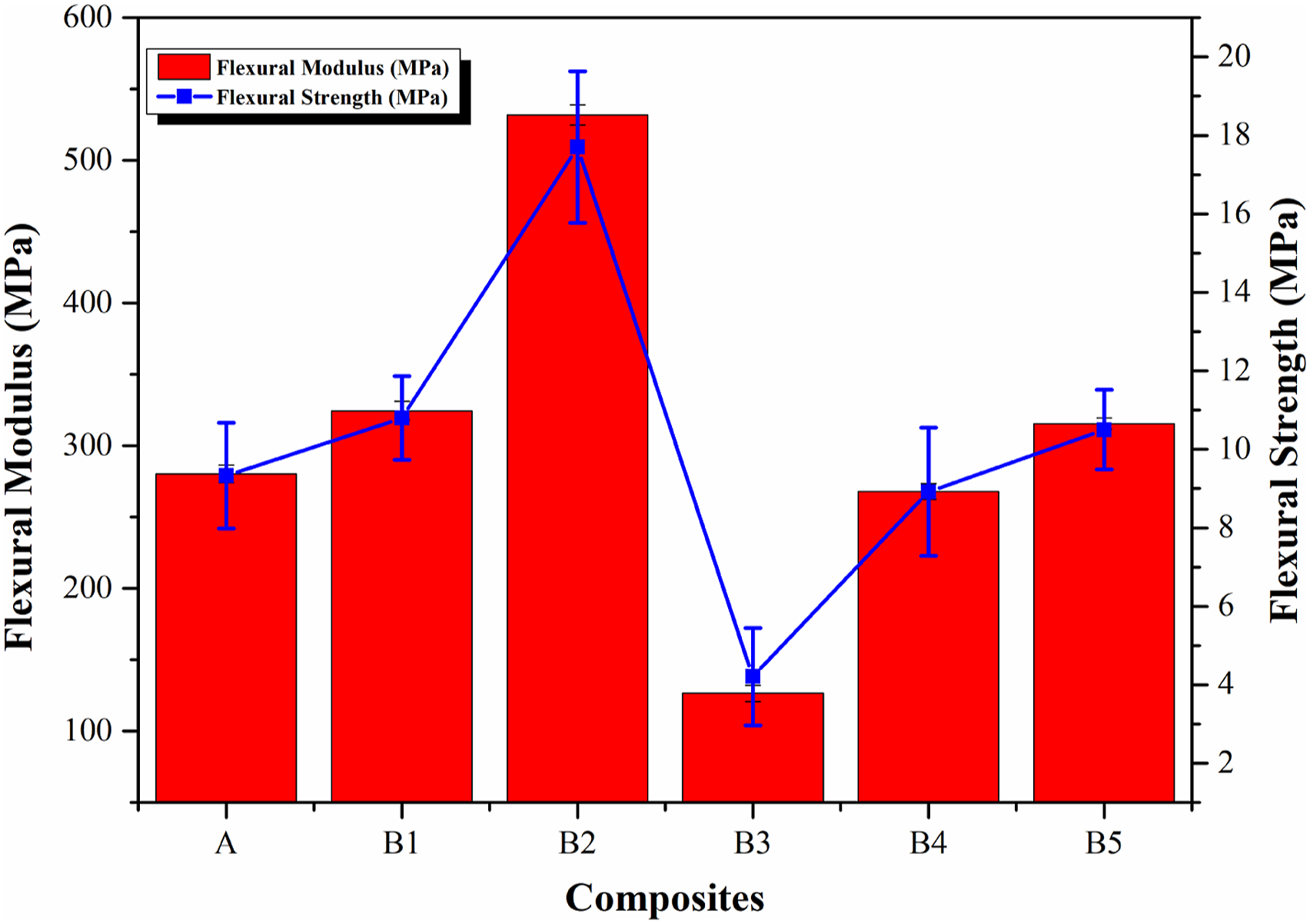
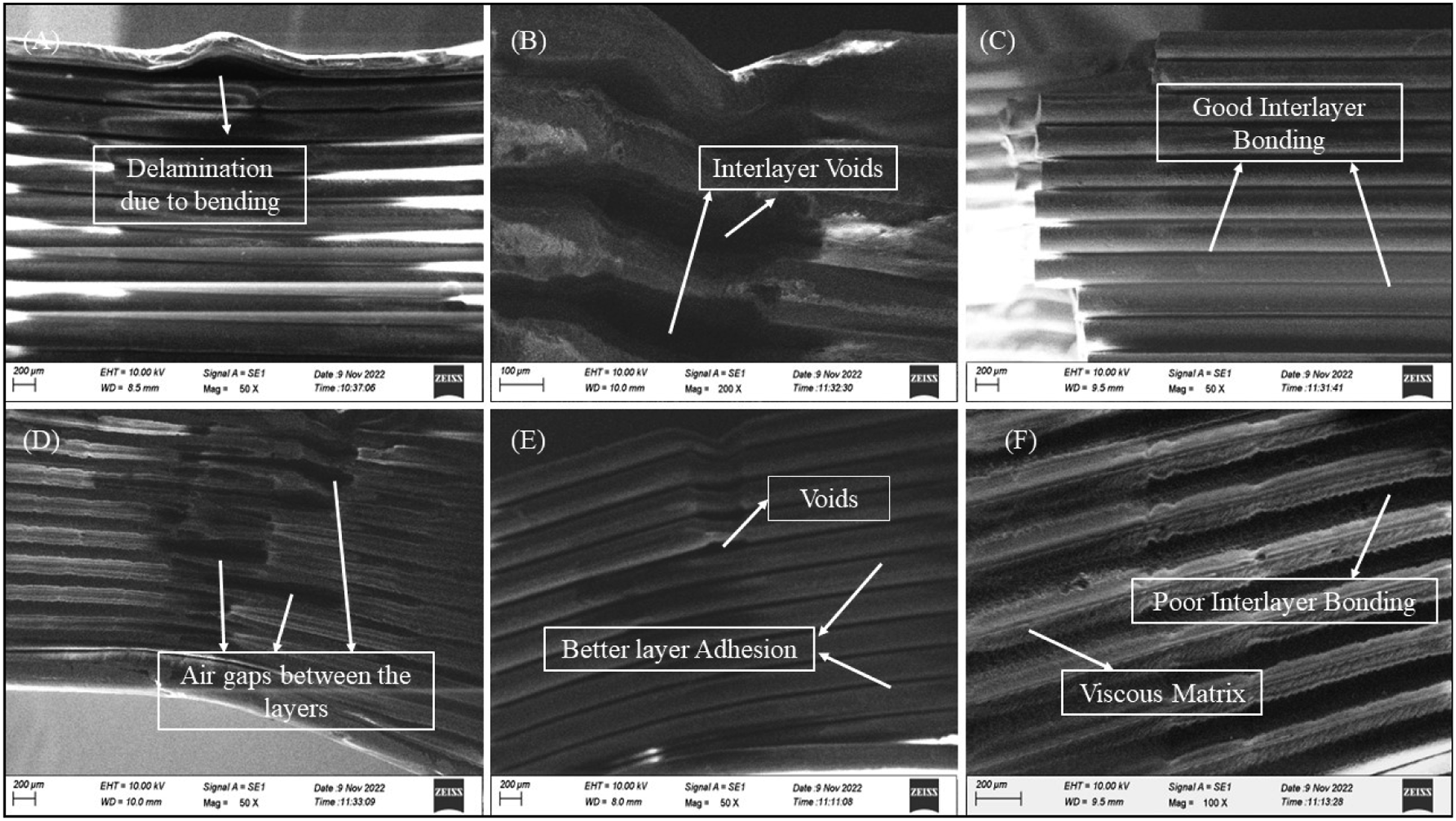
It is certain that attaining a comprehensive understanding of the flexural behaviour of composites derived from PETG is paramount to their prudent deployment in structural scenarios. To this end, the stress-strain curves presented in Figure 11 provide compelling evidence that incorporating graphene into Polyethylene terephthalate glycol (Prince Edward IslandTG) composites leads to a marked improvement in their flexural response. It is noteworthy that, consistent with the findings for tensile and compressive strength, the PETG +0.04 wt.% graphene composite exhibits the highest flexural strength. Specifically, adding 0.04 weight percent and 0.08 weight percent graphene results in a 21.61% and 6.17% increase in flexural strength, respectively as seen in Figure 12. This phenomenon is attributable to the homogenous distribution of the graphene filler throughout the PETG composites, which enhances layer adhesion and supports cross-linking. Such improved layer adhesion promotes efficient stress transfer between the matrix and the graphene particles, leading to superior flexural properties. Conversely, the composites containing 0.02 wt.%, 0.06 wt.%, and 0.1 wt.% of graphene reduce the flexural strength by 24.38 wt.%, 23.15 wt.%, and 45.37 wt.%, respectively. This can be attributed to the weak layer-to-layer bonding, which results in layer delamination, evident from the SEM images in Figure 13. Flexural stress-strain curves of Polyethylene terephthalate glycol and graphene composites. Comparison of flexural strength and modulus of the PETG/graphene composites. SEM image of the fractured flexural samples (A) PETG, (B) PETG +0.02*, (C) PETG +0.04*, (D) PETG +0.06*, (E) PETG +0.08*, (F) PETG +0.1* (* = wt.% graphene).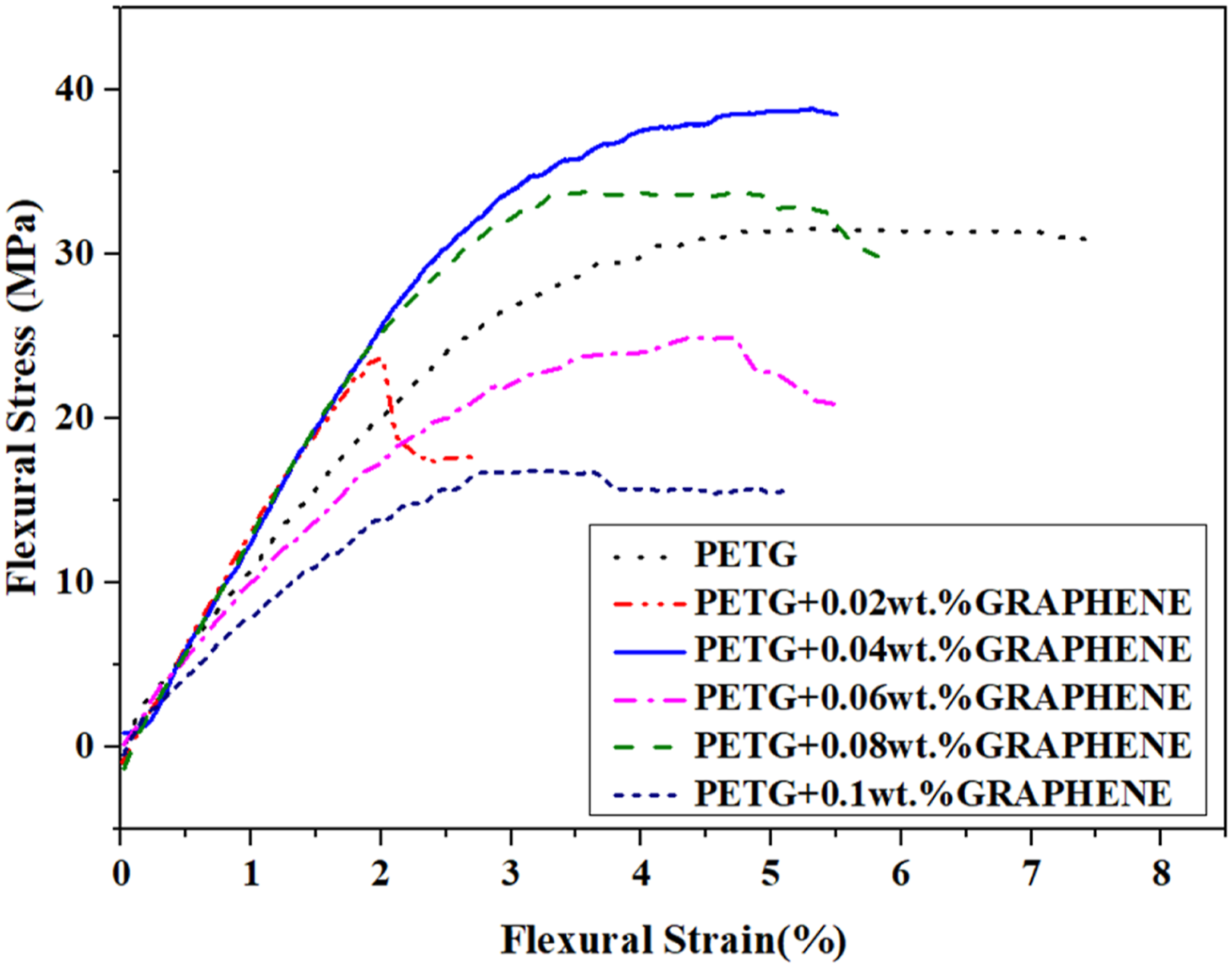
Impact strength
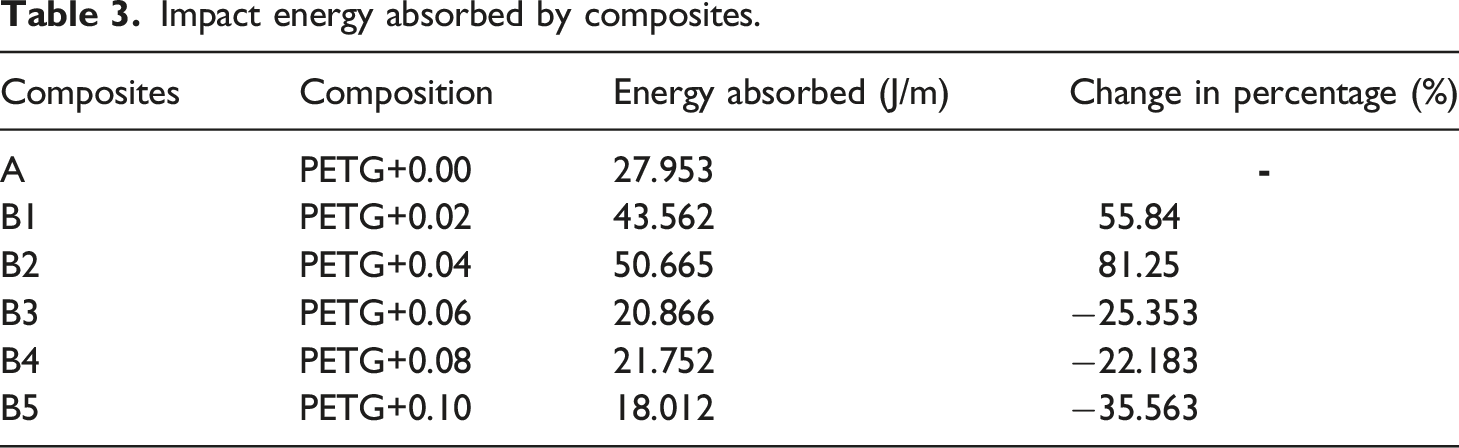
Impact energy absorbed by composites.
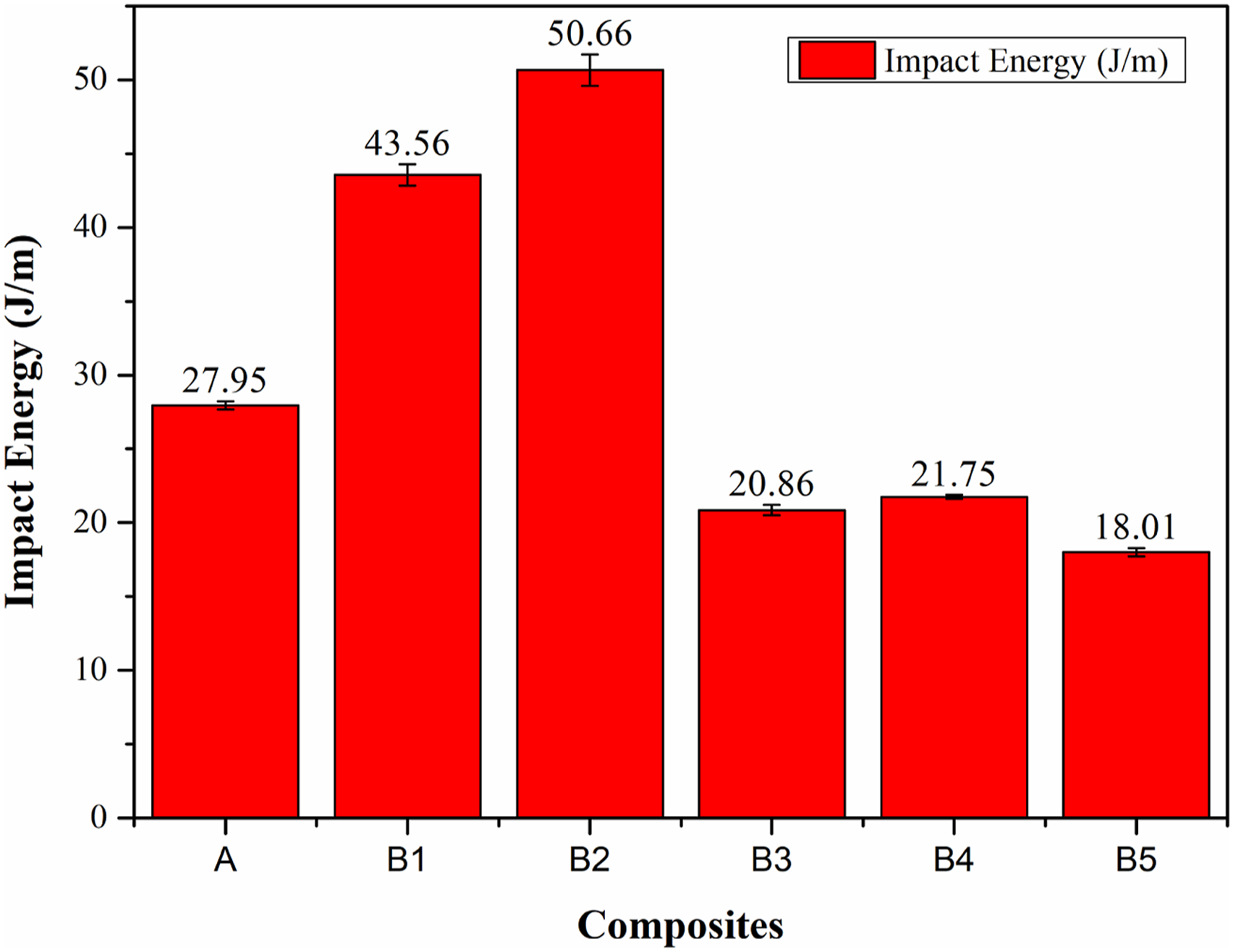
Comparison of energy absorption the PETG/graphene composites.
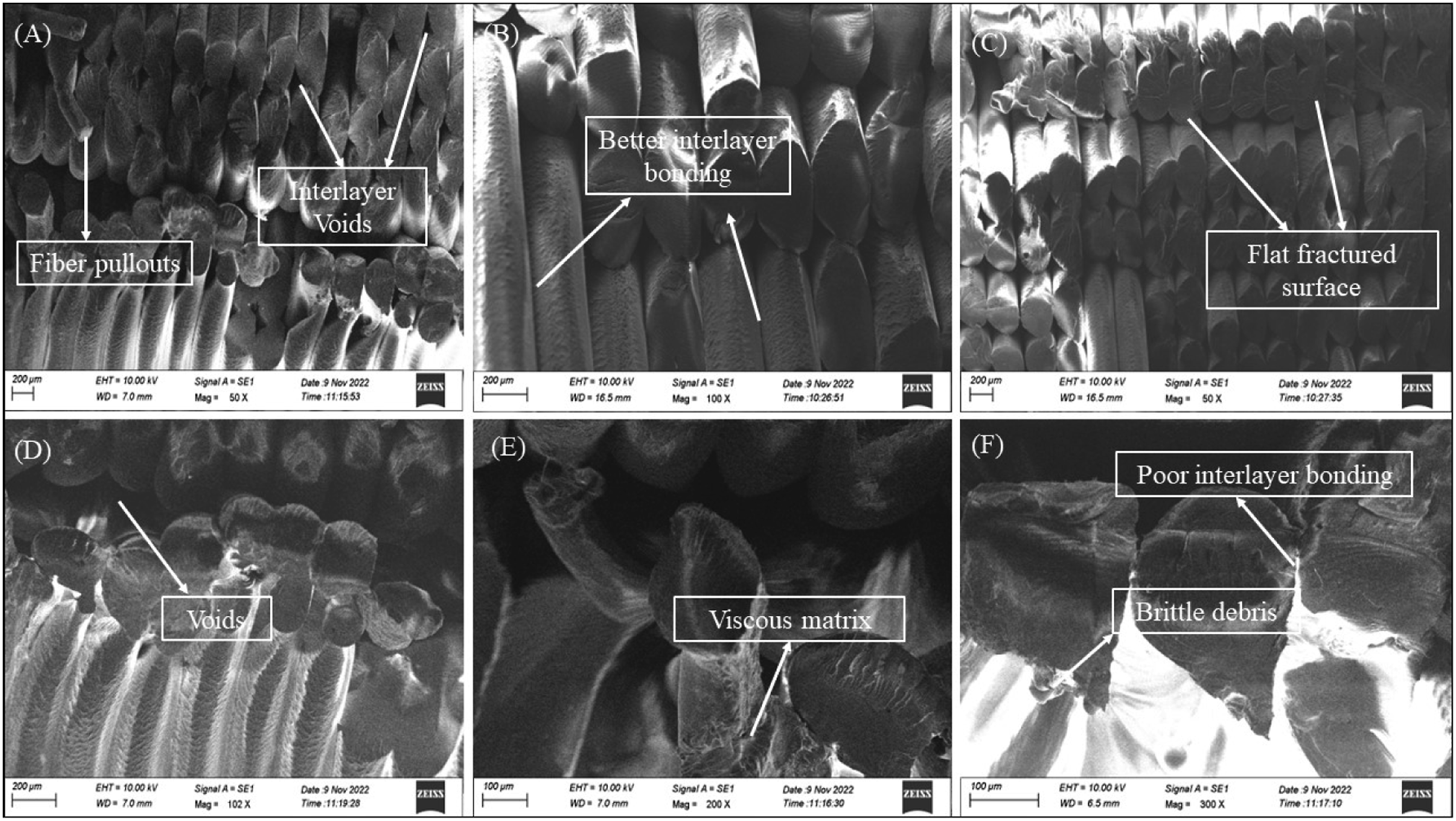
SEM image of the fractured impact samples (A) PETG, (B) PETG +0.02*, (C) PETG +0.04*, (D) PETG +0.06*, (E) PETG +0.08*, (F) PETG +0.1* (* = wt.% graphene).
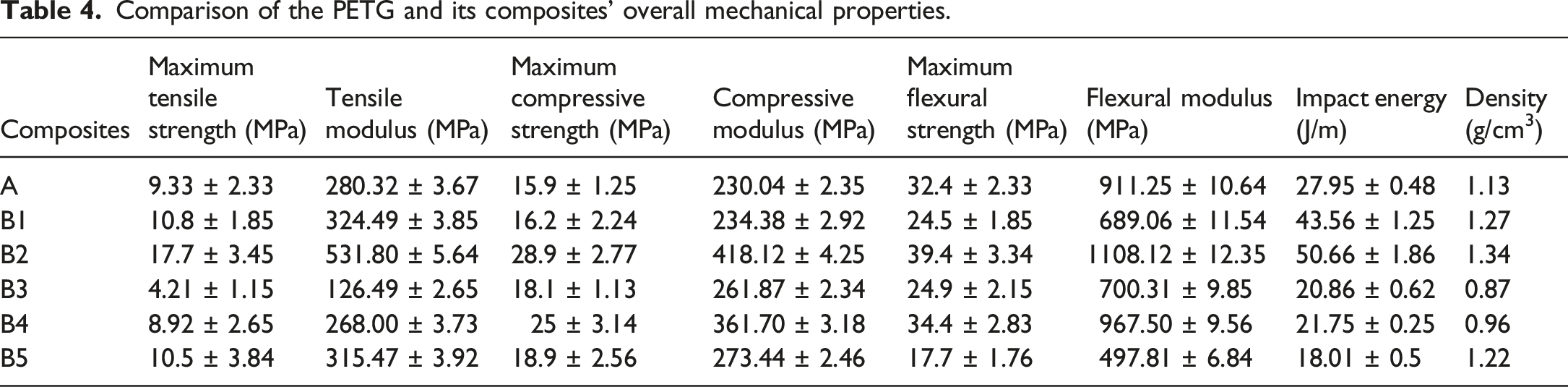
Comparison of the PETG and its composites’ overall mechanical properties.
Conclusions
The present study deals with experimentally investigating the mechanical properties of additive-manufactured PETG composites reinforced with varying quantities of graphene, ranging from 0.02 to 0.1 weight percent. The materials are compounded and extruded to create a range of filaments with diverse graphene and PETG compositions. Following ASTM standards, the specimens for various mechanical tests, such as tensile, compression, flexural, and impact, are printed using FDM technology. The study’s findings reveal that the PETG composites containing 0.04 weight percent of graphene demonstrate superior performance compared to other compositions, primarily due to graphene’s enhanced layer adhesion and dispersion. Furthermore, it is observed that at 0.02 weight percent, the tensile, compression, and impact strength of PETG improve. In contrast, the flexural strength of graphene at this weight percent experiences a decline of 24.382% due to layer delamination and interlayer gaps. Notably, PETG composites containing 0.06 weight percent of graphene exhibit a greater degree of degradation in their mechanical properties, primarily due to poor bonding with the matrix material. Only 0.06 weight percent and 0.08 weight percent of graphene have been identified to reduce the tensile strength of PETG composites, owing to deterioration in the filler-matrix interface, reducing the modulus.
However, all composites exhibit superior performance during compression testing compared to PETG alone, primarily due to the nanoparticles' maximum void filling. It is observed that graphene’s 0.04 weight percent and 0.08 weight percent reinforcement exhibit better flexural strength than PETG alone. In contrast, other compositions exhibit a decline in flexural strength, primarily due to more crack paths.
Furthermore, graphene shows minimal energy absorption during impact tests at higher loadings of 0.06 weight percent, 0.08 weight percent, and 0.1 weight percent, primarily due to interlayer gaps and weak interlayer bonding. In future research endeavours, particular emphasis will be placed upon evaluating the thermal behaviour of these composites, optimising the process parameters that govern their manufacture, and implementing more efficient treatment methods to enhance their mechanical characteristics.
Footnotes
Acknowledgements
The financial support of the NIT Trichy through the Seed Grant (NITT/R&C/SEED GRANT/2021-22/PROJ.NO.49) is sincerely acknowledged by the authors, Surjeet Singh Bedi and Vasu Mallesha. The financial support of the Department of Science and Technology (DST) through the Scheme for Young Scientists and Technologists (SP/YO/2021/1652) is sincerely acknowledged by the author Vinyas Mahesh.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The supported by NIT Trichy (NITT/R&C/SEED GRANT/2021-22/PROJ.NO.49). Department of Science and Technology (DST) (SP/YO/2021/1652).