
Abstract
Interlocking paving bricks were produced with plastic wastes and sand using heating technique without other cementing or binding agent and water. Waste single-use plastics - polyethylene terephthalate (PET) bottles and low density polyethylene (LDPE) sachet water films used respectively were sourced from dump site, washed, air dried, melted and mixed with sand of not more than 2 mm particle size to produce interlocking paving brick (IPB). Sand-plastic mix ratios of 1:1, 1:3 and 3:1 and metal mould of 190 × 90 × 90 mm dimension were used. The compressive strength, flexural tensile strength, abrasion and water-absorption test results showed that IPB from LDPE-sand composite has better mechanical performance than IPB from PET-sand composite for all the mix ratios. The IPB from LDPE-sand composite of 3:1 mix ratio had a compressive strength of 31.11 N/mm2 and water absorption of 0.33% of its dry weight whereas its PET counterpart had compressive strength of 13.1 N/mm2 and water absorption of 0.5%. Scanning electron microscope (SEM) and abrasion results also showed that LDPE had better compatibility with sand particles. Waste single-use plastics can be used to produce high quality interlocking paving brick without cement and water and as well reduce the menace of waste PET bottles and LDPE films in our environment.
Keywords
Introduction
The wide spread of plastic products in various applications has attracted great attention due to their unique properties. This has incidentally led to the growth of plastic waste which is now having a great impact on the management of municipal solid waste globally due to their non-biodegradability. Across the globe only 9% of plastic waste is recycled, 76% of what remains end up in landfills, they rest are burnt causing toxic emissions and release of carbon dioxide a major cause of global warming. 1 In developing countries like Nigeria where water is also sold in LDPE sachets the environmental problem of such single use plastics is enormous especially in waste generation. The problem is worsened by some identifiable factors which include low awareness of the possible health and environmental challenge due to plastic waste, untimely waste collection, inadequate and untrained waste collection personnel’s, lack of adequate recycling knowledge and equipment and poor funding. 2 On a global scale, Nigeria is ranked ninth with reference to the waterways and the sea pollution, generating about 42 million tons of solid waste out of the total 62 million tons generated by the Sub-Sahara Africa. 3 It is thus becoming apparent that Nigeria may not be able to cope with the amount of plastics waste and the continued production of plastics. Such a challenge needs both a scientific and political solution. Presently, about 18% by volume and 7% by weight of municipal solid waste are plastics, of which half of these plastic wastes have been previously used for packaging.2-4
Recently, report from scientific literature has shown the possibility of producing bricks using plastics and sand with similar characteristics to bricks from concrete. Bricks used for construction can be divided into different classes based on production materials, production techniques and applications or end-use respectively. For example, the followings (burnt clay bricks, concrete bricks, fly ash clay bricks, sand-lime bricks, fire bricks, etc.) are bricks used for construction and classified based on their production materials. 5 Cement a major component in the production of concrete interlocking paving bricks especially in Africa. The high cost of cement within the continent and Nigeria in particular and its toxic nature in general has led to the search for possible cheap but durable alternatives.6–8 Research works have focused on the effect of partial and full replacement of cement with clay, fly ash, glass powder, construction waste, in brick production. The partial replacement of cement using shredded plastic materials has also been reported.9–11 Results of these reports have shown some remarkable improvement especially on water absorption of such paving bricks compared to bricks without plastic additions. However, there is a reduction in the compressive strength of such bricks as the ratio of added plastic increases.11–12 Cement serves as a good binder for sand and other aggregates in the production of concrete paving brick. It has good compatibility with sand and other aggregates but its binding ability must be initiated by water. Hence, standard components for cement based interlocking paving brick comprise of sand, water, cement and stone aggregates in different mix ratios. Some standard cement based interlocking paving bricks do not have any stone aggregates. 8 Therefore any replacement for cement must have good compatibility with sand and the ability for strong bonding. Incidentally, efforts are being made both in the developed and developing countries to convert plastic waste into useful product especially for the construction industry which is at the fore front of most economies. 13 Plastic sand brick is a typical example of a polymer composite material where sand serves as the reinforcing material while plastic serves as the matrix. The reinforcement enhances the mechanical properties of the matrix which binds the reinforcement together.14–15 For instance, high density polyethylene (HDPE) has been used in the production of sand-plastic paving bricks with a compressive strength up to 26 N/mm216–17 which is a significant improvement of the compressive strength of HDPE. Suriyaa, M. et al. (2021) has also shown that bricks produced with a mixture of waste plastics (recycled PET bottles, carry bags, HDPE, LDPE and thermocol) and sand in different proportions have better compressive strength than conventional concrete brick. 18 Worku, B.G. et al. (2021), who examined the mechanical properties of floor tiles produced with waste PET and reinforced with glass fibers and waste window glass, reported a maximum compressive strength of up to 1876.14 MPa at 10% glass fiber weight, 20 wt% window glass filler and 70 wt% PET matrix. 19 It is important to note that several reported compressive strength value for PET and LDPE-sand bricks fall below 25 N/mm2.13,20–21 There is however report of up to 32.7 N/mm2 compressive strength for LDPE-sand brick using sand grain size of 3 mm. 22 Based on sand classification by grain size, 3 mm sand grain size falls within coarse sand or sharp sand range. 13
Our research however focuses on deployment of single use waste plastic from polyethylene terephthalate (PET) bottles and low density polyethylene (LDPE) films as a binder and sand of not more than 2 mm particle size (moderately coarse or medium sand) for production of IPB’s with high compressive strength and very low water absorption percentage for application in street road construction especially in Nigeria. Sand has the capacity to improve the mechanical properties of plastics introduced as binding agent in sand-plastic composite. It is an already well known phenomenon that the presence of fillers affects greatly the mechanical property of plastics. 23 In addition, the research is also aimed at finding possible ways of reducing the menace of plastic waste, the possible full elimination of the use of cement and water in paving brick production and cost reduction while maintaining quality. Interlocking paving bricks made from materials like LDPE and PET bottles found in the waste stream and converted into high-value products in demand is an example of a waste valorization. The study uses scanning electron microscope to characterize the morphology of the IPBs produced. The compressive strength, water absorption, flexural tensile strength and abrasion characteristics of the bricks were ascertained following the appropriate ASTM procedures.
Experimental
Materials used
The waste LDPE sachet or films and PET bottles used were sourced from waste disposal sites and water production factory in Federal University of Technology, Owerri (FUTO). Sand used has no silt, and was sourced from the Otammiri River located at Ihiagwa Owerri west, Imo State. Mould release oil (used engine oil), metal mould (190 × 90 × 90) mm and heat source (open flame).
Preparation of materials
The waste LDPE films and PET bottles respectively used were thoroughly washed with distilled water and sun dried. PET bottles were crushed to particle size of about 5 mm using locally fabricated crushing machine. The sand used was allowed to dry under sun and sieved with No. 10 sieve to have sand particle size of between 2 mm and 0.6 mm which has been classified as medium sand or moderately coarse sand.24–27 Mould release was carefully applied on the mould
Experimental Method
The 1:1 mix ratio LDPE-sand bricks were produced by melting 1 kg of prepared LDPE in a crucible using open flame between 105 - 120°C and adding 1 kg of prepared sand with continuous stirring for about 4min to get a homogeneous mixture. The mixture was then poured into the metal mould and allowed to cure for 48h before releasing them from the mould. The same process was repeated for PET-sand bricks but at and other Sand:Plastic bricks mix ratios (1:3 and 3:1). However, PET shredded bottles melted within the temperature range of 250° – 260°C. Two replicates of six bricks were produced for each mix ratio using same procedure. The plastic-sand interlocking paving bricks produced were kept in a room temperature for 21 days prior to characterization using the following test; (i) Water absorption test:
The different samples of bricks produced were weighed prior to immersion in distilled water for 24 h. At the end of stipulated time the bricks were removed, dried with towel and reweighed. The amount of water absorbed by the bricks was calculated according to equation (1) stated below; (ii) Compressive strength test:

This test was done using 20,063 Cernusco S/N controls compressive testing machine Cat 019 having a maximum force capacity of 1000 KN and conforms to ASTM C1314-21. (iii) Abrasion test:
This test was carried out using Los Angeles testing machine according to ASTM C-131–03. Sieve used has a mesh aperture size of 1.7 mm. (vi) Flexural tensile strength:
The ASTM C-307-18 standard procedure was followed and the machine used is the 20,063 Cernusco S/N controls cat G8941 tensile testing machine having a maximum force capacity of 100 KN. (v) Morphological analysis:
This was done with scanning electron microscope, SEM. Quanta FEG 450. SEM images at ×300 and ×500 magnifications were taken using 3:1 brick that ruptured after tensile test.
Results and Discussion
Water absorption
Data on Figure 1 presents the results of water absorption properties of plastic-sand interlocking paving bricks produced. The percentage water absorbed by brick is one of the standards used for classification of brick.
28
Careful analysis on Figure 1 revealed that PET-sand bricks absorbed more water compared to LDPE plastic-sand bricks at their respective mix ratio. This could be attributed to the hygroscopic nature of PET and less adhesion with sand facilitating more pores in their internal structure compared to LDPE-sand bricks which suggests that there is better interfacial adhesion, compatibility and interaction between LDPE-sand than PET-sand. This is in agreement with the statement of Al-Sinan, M.A et al. (2022) that a plastic sand mixture lacking coherency leads to formation of pores in such plastic sand brick.
13
Similarly, the amount of water absorbed also indicates the existence of pores and degree of compactness within the brick.
29
Again, it’s been reported that addition of fillers to plastic matrix increases the porosity of such composite and in a situation whereby the matrix has poor adhesion porosity and hence water adsorption also increases.
21
Poor structural performance of bricks has been attributed to higher water absorption property leading to the presence of moisture which reduces the bond strength.
30
Plot of Percentage water absorption against mix ratios for LDPE and PET-sand bricks respectively.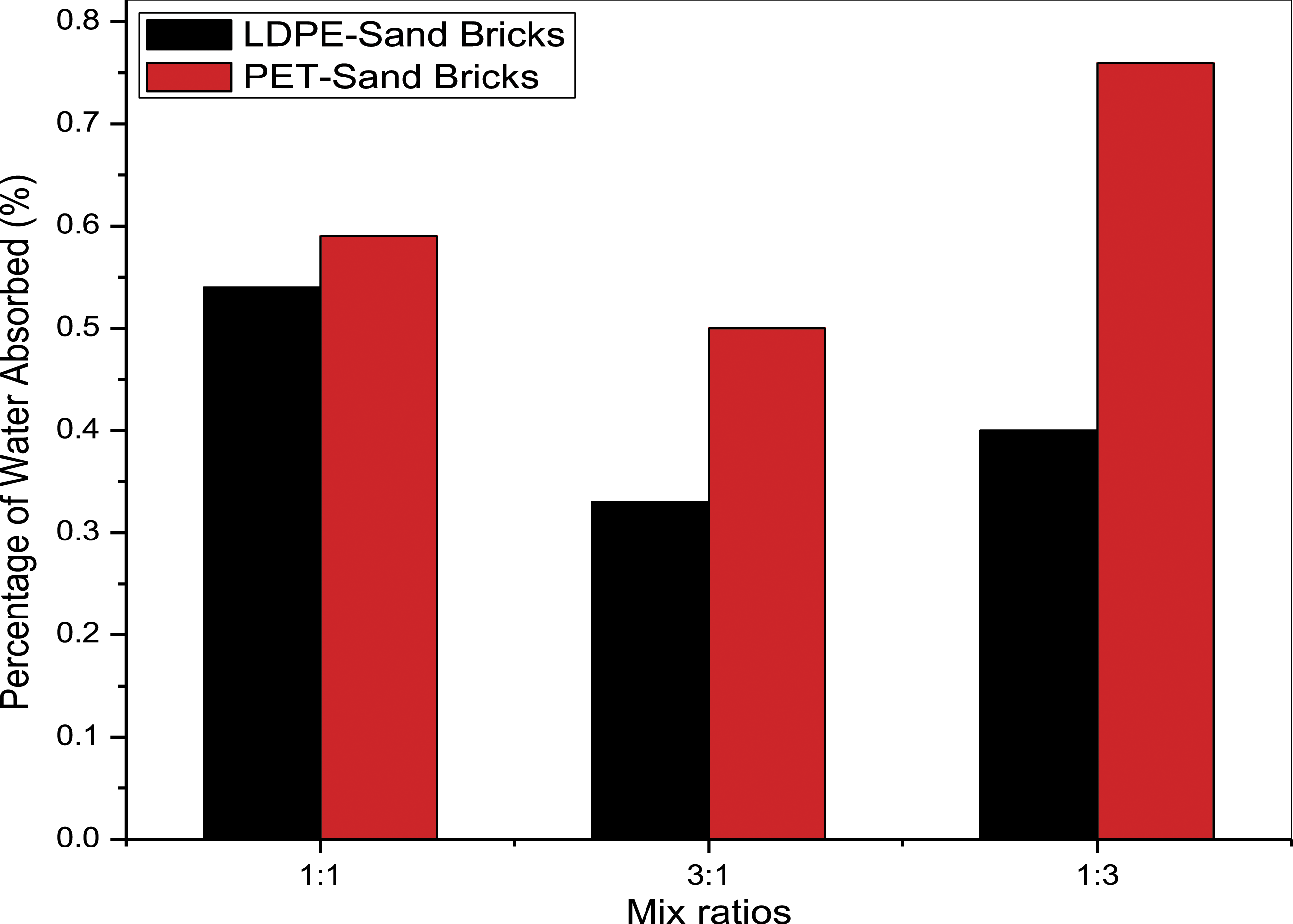
Water absorption in plastic composites has also been identified to be by capillary movement of water through the pores due to the poor adhesion of the matrix and the reinforcing material.29,31 It is also seen from Figure 1 that percentage of water absorbed by PET-sand and LDPE-sand bricks respectively were less than 10% and it has been reported that bricks with water absorption less than 7% are difficult to be damaged by freezing. 29 The order of weight of bricks samples obtained based on the mix ratios for LDPE-sand is as follow; 3:1 (2.73 kg) > 1:1 (1.88 kg) > 1:3 (1.33 kg) while that of PET-sand is as follow; 3:1 (3.26 kg) > 1:1 (2.70 kg) > 1:3 (2.46 kg). Based on the weight result analysis of the brick samples, it is suffice to say that PET-sand bricks weigh more than LDPE-sand bricks at same mix ratios. The higher weight of PET-sand bricks is due to the fact that PET with a linear molecular structure and higher molecular weight has higher density than LDPE having a branched structure and lower molecular weight. 21 It was observed that 640 pieces of the single-use LDPE water sachet films weighed 1 kg while 40 pieces of the PET bottles weighed 1 kg.
Abrasion Test Analysis
The percentage abrasion values of PET and LDPE sand bricks as illustrated in Figure 2 show the sample weight percent that passed through 1.7 mm sieve mesh size after the test in relation to its original weight. PET plastic-sand IPB mix ratio 3:1 and 1:3 has abrasion values beyond the 60% maximum permissible value for Los Angeles abrasion test. Such bricks are said to have failed the Los-Angeles abrasion test and hence should not be applied in high impact or traffic areas. Poor bonding between PET and sand is one major factor responsible for such poor result. This is because poor bonding suggests more pores (high porosity percentage) which consequently reduce brick strength because cracks spread quicker through air cavities making it easier for any bricks with more internal pores to break.
21
It has been stated that concrete with high compressive strength will equally have high abrasion resistance
30
an assertion which is in agreement with our findings. However for LDPE-sand brick increase in plastic content improved the abrasion though there is a decrease in its compressive strength. LDPE plastic-sand bricks had better abrasion value which shows the LDPE bonded well with sand and is less brittle than PET based bricks of same mix ratio. This is contrary to the assertion of Nabajyoti, et al. (2014) who did not use molten PET but rather introduced PET aggregates into concrete bricks.
32
The order of abrasion value based on mix ratios for LDPE-sand bricks is as follows; 3:1 > 1:1 > 1:3 whereas PET-sand bricks is 1:3 > 3:1 > 1:1 Plot of abrasion value against mix ratios for LDPE and PET-sand bricks respectively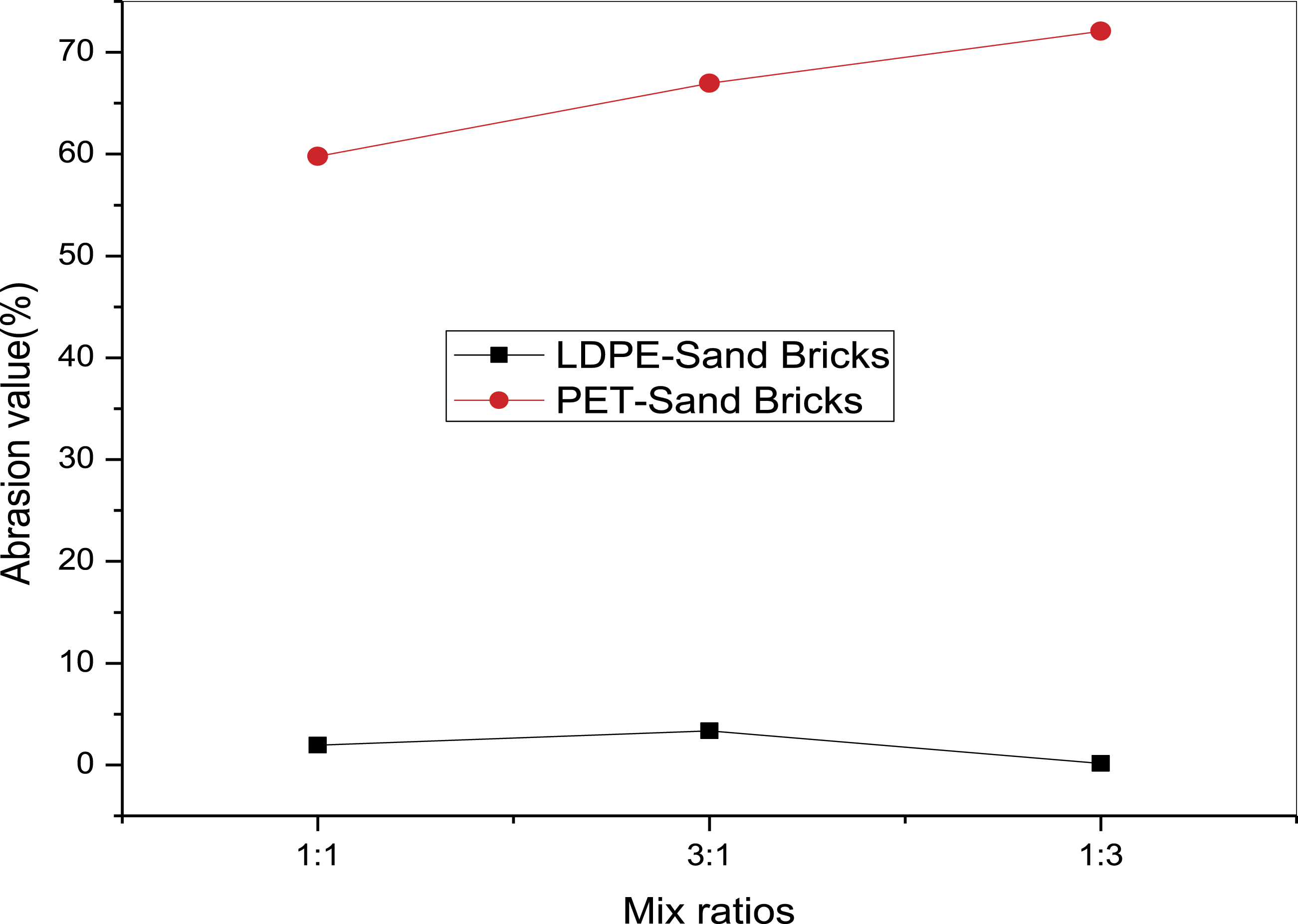
Flexural tensile and compressive strength
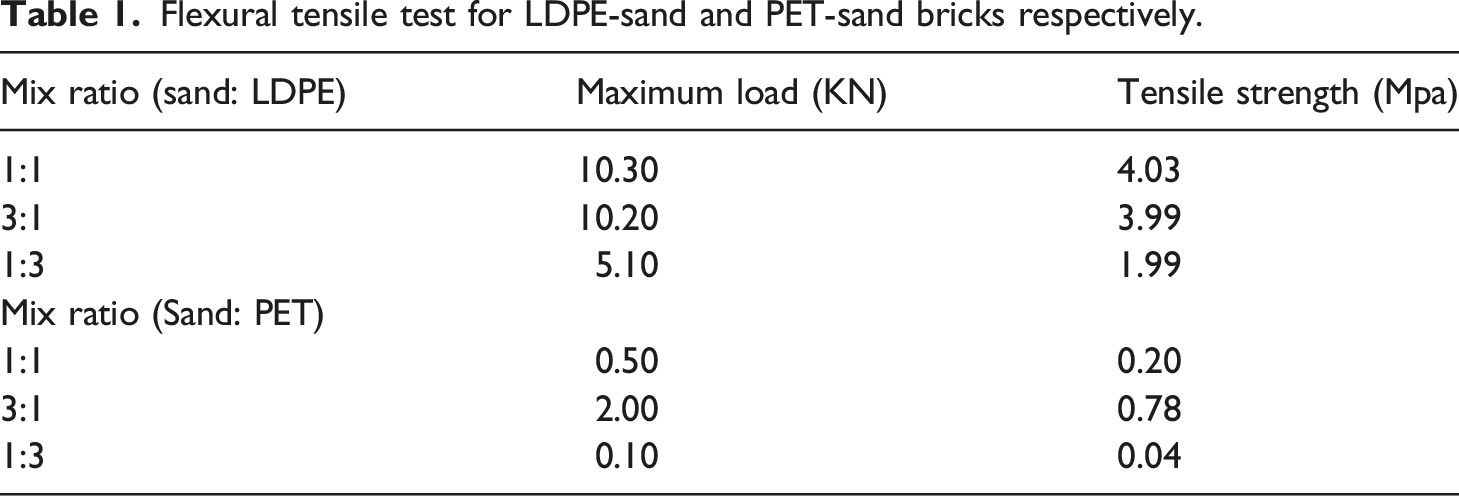
Flexural tensile test for LDPE-sand and PET-sand bricks respectively.
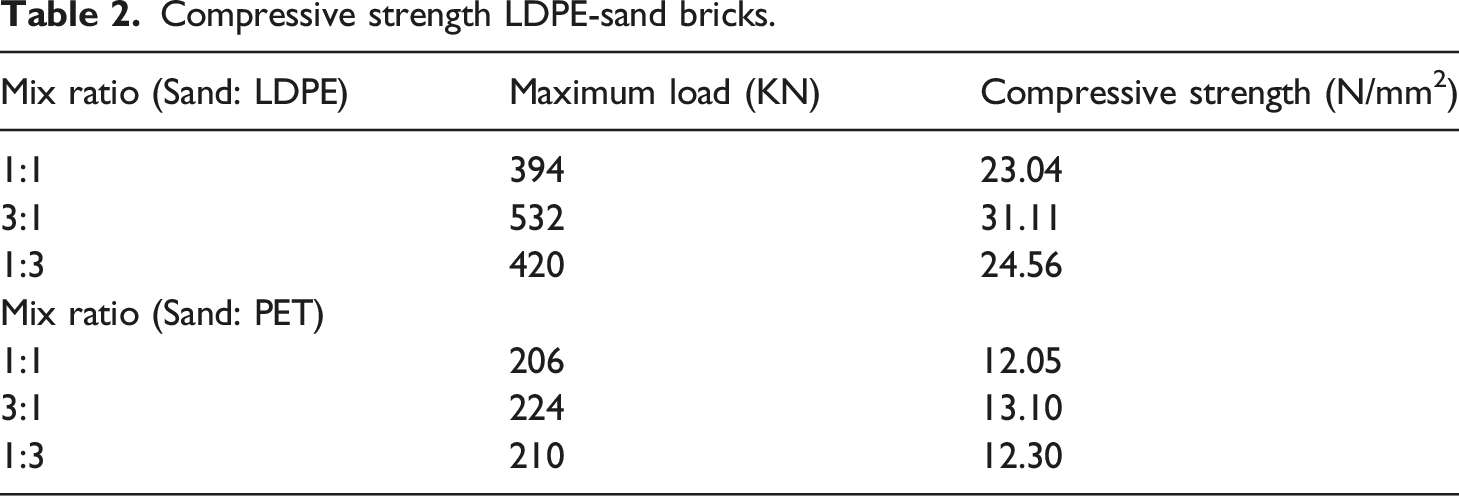
Compressive strength LDPE-sand bricks.
Morphological Analysis
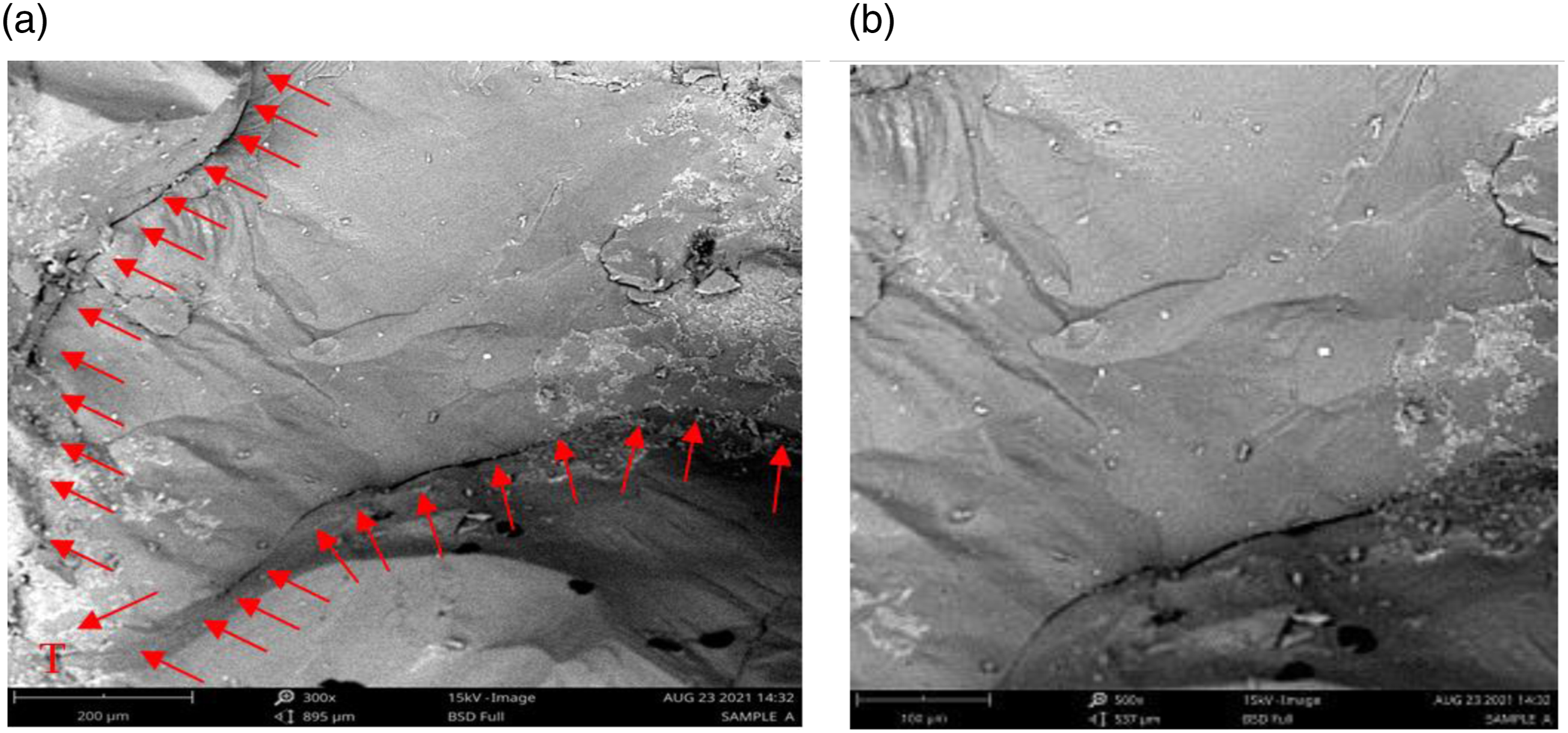
The results of morphological analysis done with SEM on the bricks with the highest compressive strength for PET-sand and LDPE-sand are presented in Figures 3 and 4 respectively. The images of LDPE-sand and PET-sand bricks respectively taken after the flexural tensile test on bricks of 3:1 mix ratio revealed the level of cracks within the brick internal structure. Thus, the cracks within the LDPE-sand bricks as seen in Figure 3(a,b) were evenly distributed and not continuous. The deep cracks in Figure 3(a) indicated with yellow circle were equally not continuous as they did not connect with other deep cracks. This is contrary to the deep cracks on PET-sand bricks indicated with red arrows in Figure 4(a) which are continuous and connects with each other at point T. The streaks in Figure 3 are indicative of LDPE-sand mixture with the lighter streak (X) indicating the sand particle which is more in proportion the LDPE. It can be observed that the deep cracks on the polymer matrix (Y) were prevented from being continuous by the sand which helped to redirect and/or absorb the stress thereby improving the mechanical property of the polymer. This agrees with the assertion of Onuegbu, et, al (2021) that reinforcing materials helps to enhance the mechanical properties of the matrix.
15
In addition, the bulged areas observed on the right hand side of Figure 4(a) (partly magnified in Figure 4(b)) could be due to voids within the PET bricks which are also seen in Figure 5(b). Morphological image of 3:1 LDPE-sand bricks at (a) 300x and (b) 500x magnification respectively. Morphological image of 3:1 PET-sand bricks at (a) 300x and (b) 500x magnification respectively. CamScanner Image of split PET-sand interlocking paving bricks at (a)1:1 and (b) 3:1 mix ratios.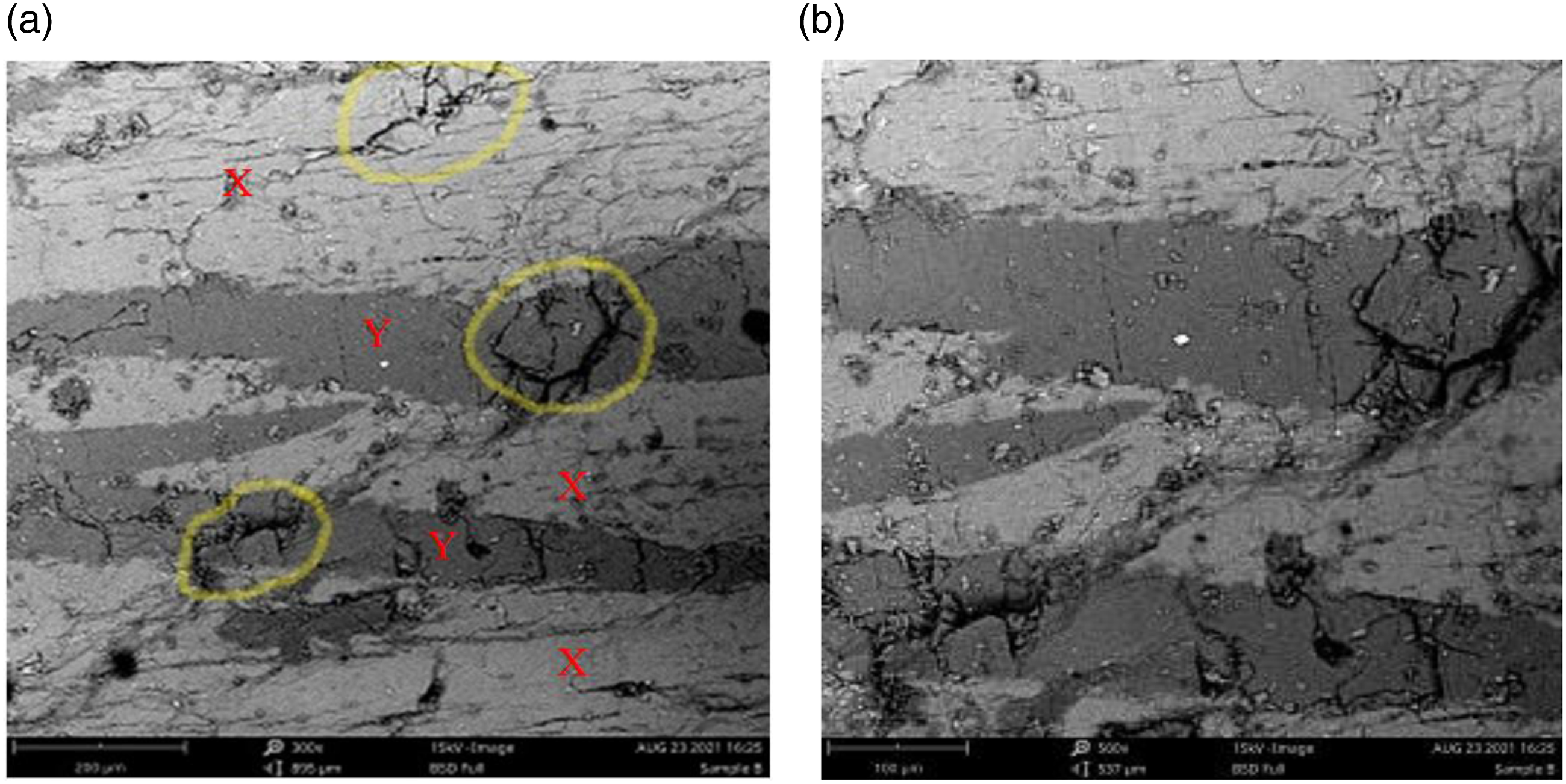
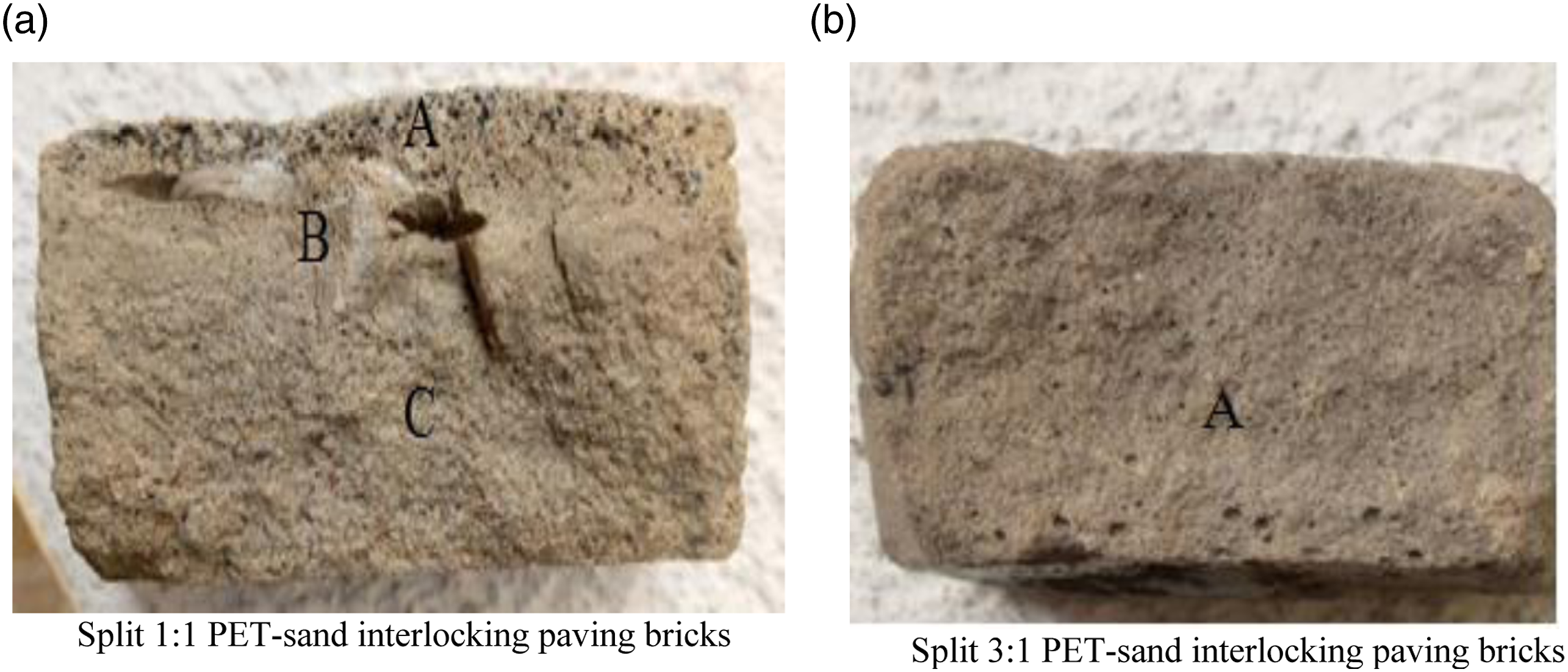
Furthermore the CamScanner images of split PET-sand and LDPE-sand bricks respectively were presented in Figure 5(a,b) and Figure 6(a,b). A visible vertical crack through point A in Figure 5(b) was observed and three different layers identified as A, B, and C in the split 1:1 PET plastic-sand brick are signs of poor compatibility between PET and sand. The layers could also be as a result of the very low molten PET flow viscosity due to melting temperature range, and mix duration which might not be optimum for a good interfacial adhesion and filler matrix interaction. In the case of natural fiber reinforced plastic compatibilizing agent can be used as a way to enhance matrix-filler interaction and interfacial adhesion.
33
The layers are not visible when 75% sand was used (Figure 5(b)) but the poor abrasion result suggests a weak bond between the sand and PET. In Figure 6(a,b) we observe that LDPE had better bonding which was also confirmed by the compressive and flexural tensile strength test results. CamScanner Image of split LDPE-sand interlocking paving bricks at (a)1:1 and (b) 3:1 mix ratios.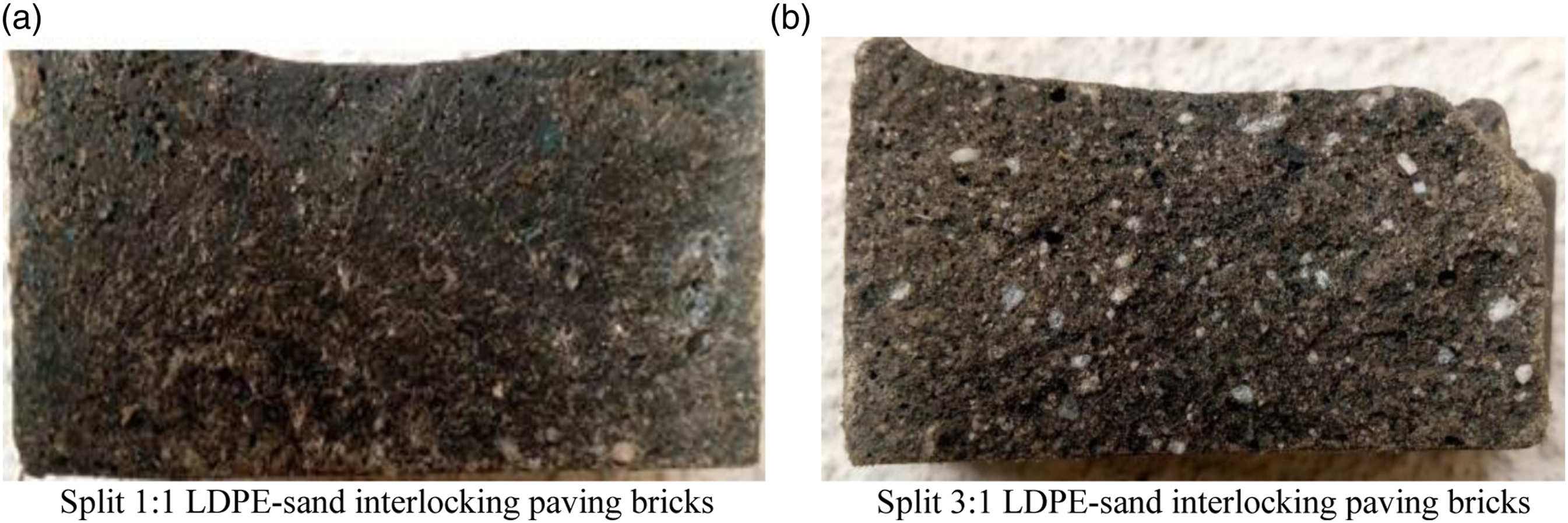
Conclusion
This research outcome has shown that cement and water can be replaced by waste plastic in the production of first class paving bricks. Such use of waste plastic is a good approach towards reduction in the attendant environmental problems or challenges created by the use of non-biodegradable single use LDPE and PET polymer packaging materials particularly in Nigeria. Every 1 kg of waste LDPE sachet water films or PET bottles used for plastic-sand bricks production will remove 640 pieces of waste LDPE sachet water films or 40 pieces of waste PET bottles from the environment. LDPE based bricks were found to have performed better than PET based bricks in water absorption, flexural tensile strength, compressive strength and abrasion properties. The SEM images of both LDPE-sand brick and PET-sand brick further confirmed that LDPE had better adhesion with sand of particle size 2 mm–0.6 mm than PET and hence had less pores contributing to its better performance. It has been said that more pores implies poor filler – matrix bonding, more brick water absorption and a lower brick compressive strength. Sand:plastic mix ratio of 3:1 for LDPE-sand bricks gave a compressive strength of 31.11 N/mm2 and water absorption of about 0.3% which is better than most of what has been previously reported in literature. Such LDPE plastic-sand bricks can be a good replacement for first class concrete bricks and can be used in street road construction. PET based bricks of same mix ratio which gave a compressive strength of 13.10 N/mm2 can be used as paving bricks especially for non-traffic areas. However, it is suggested that more research be done in other to improve PET-sand compatibility especially in the area of PET optimum viscosity before sand can be mixed with it and mix duration for better bonding which will also improve the abrasion, absorption, tensile and compressive strength of PET plastic-sand paving bricks. It is also recommended that to up-scale the production of plastic-sand bricks a closed system should be used so as to prevent the inadvertent release of toxic gas into the atmosphere. This will give adequate safe management of waste plastics within our environment while adding more economic value to waste plastics. Furthermore, the cycle of producing and disposing of plastic will continue to have considerable impact as available landfills diminish. Until waste valorization to develop a new generation of value-added products is tightly linked to efforts towards reduction, reuse and recycle practices (RRR) that are connected to income security. This is also what the production of IPB with high compressive strength as produced through this research is hoped to encourage.
Footnotes
Acknowledgements
The authors gratefully acknowledge the technical support received from Civil Engineering Department of Federal University of Technology, Owerri, Anthony Paschal Nnawihe, and Toochukwu Chukwuebuka Ogbonna, of the department of Polymer and Textile Engineering, Federal University of Technology, Owerri.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.