
Abstract
Phosphogypsum (PG) is a by-product of the wet phosphoric acid process, and anhydrous phosphogypsum (APG) prepared by PG calcination and ball milling pretreatment can be useful to prepare polypropylene composites by melt blending to yield polymer materials with improved properties. In this work, the hydrophobic effect of stearic acid (SA) modified APG was investigated by various analytical techniques. To this end, the modified APG was used as a filler for isotactic polypropylene (PP) blending to yield PP/APG composites and study the influence of APG particle size and added amount on the mechanical properties of PP/APG composites. The results showed SA coated on APG surface by chemical adsorption to form a hydrophobic layer. The water contact angle increased from 8.49° to 112.49° before to after modification, respectively. The mechanical properties of PP/APG composites were affected by the particle size and content of APG. Smaller particle size of APG led to better mechanical properties of PP/APG composites. At particle size d50 of APG filler of 2.83 μm and content of 5 wt%, characteristics like the tensile strength, flexural strength, impact strength, and tensile modulus of PP/APG composites reached 37.28 MPa, 47.71 MPa, 6.18 KJ/m2, and 422.3 MPa, respectively. Compared to pure PP, these values increased by 4.66%, 5.4%, 27.68%, and 18.28%, respectively. Smaller particle size of APG was also found more conducive to the increase in APG content within PP/APG composites, as well as reduced production cost of composites. APG prepared from PG after treatment is useful as a filler for PP and other polymer materials, promising for PG resource utilization.
Introduction
Phosphogypsum (PG) is a solid waste produced by the wet phosphoric acid process with the main component consisting of CaSO4·2H2O accounting for more than 90% and complex impurity composition including water-soluble fluorine, phosphorus, organic impurities and a small amount of heavy metals, which can lead to large accumulation and pollution of the environment.1–5 Anhydrous phosphogypsum (APG) can be obtained from PG after calcination treatment with the main component consisting of CaSO4. Most of the impurities can be removed or/and transformed into inert substances after calcination pretreatment. APG characterized by good thermal, relevant chemical stability, and high mechanical strength, useful as a filler for polymer materials.6,7 Essabir et al. 8 have improved the thermal and mechanical properties of PP/APG composites by using APG as filler. However, APG has high surface energy, different in polarity from polymer materials and with easy agglomeration in the polymer material matrices.9–11 To solve these issues, agents like silane coupling, titanate coupling, and stearic acid (calcium) are often used to organically modify fillers, such as APG. This process allows improving the dispersion behavior of fillers in the matrix, as well as increasing the compatibility with the polymer matrix.12–15 Sun et al. 16 modified the surface of APG with calcium stearate, titanate coupling agent, and sodium stearate. They noticed a better hydrophobic effect of APG-modified using calcium stearate, which then was added to polypropylene (PP) and high-density polyethylene (HDPE) as filler. The tensile strength of the resulting HDPE composites reached a better value at APG content of 70 wt%, while the tensile strength of PP composites gradually decreased with the increase in APG content. Yuan et al. 17 modified calcium sulfate whiskers (CSW) reinforced polyvinyl chloride (PVC) by modifiers, such as glutaraldehyde cross-linked polyvinyl alcohol, silane coupling agent, titanate coupling agent, and stearic acid. The modified CSW was found compatible with PVC, and all mechanical properties of PVC/CSW composites were better than those of the unmodified CSW-filled composites.
There are many effects of inorganic fillers on the mechanical properties of composites. In addition to surface modification and dispersion in polymer matrices, the shape, size, and size distribution of aggregates of inorganic fillers on the mechanical properties of composites are also important factors affecting the properties of polymer composites.9,18–22 Large particle size can improve the hardness and stiffness of the composites to a certain extent while producing a stress concentration effect in polymer matrices, unconducive to strength and toughness. Small particle size may repair the crystal defects inside the composite, unconducive to producing stress concentration. Thus, stress points in the composite would increase and relatively dispersed stress. The decrease in particle size would enhance the contact interface between the particles and the matrix. Materials subjected to impact force can produce more cavities/microcracks and cavities/plastic deformation to absorb more impact energy and improve the toughness of the composite.23,24 In view of this, Shah et al. 25 studied the effect of oyster shell powder (OSP) particle size on the properties of OSP/PP composites. Their data revealed OSP with small particle size dispersed more uniformly in PP, leading to improved mechanical properties of OSP/PP composites, as well as enhanced thermal stability and flame retardancy. After calcination pretreatment, APG particle size of material containing 60% was mainly concentrated in the range of 80–200 μm. Although the hardness and stiffness of the composite were both improved to a certain extent, producing a stress concentration effect in the matrix was easy. This led to deteriorated strength and toughness of materials, not conducive to the filler function of APG in the polymer matrix. Therefore, grinding becomes difficult and processing cost increases for APG with high hardness, determining the effect of APG particle size on the mechanical properties of polymeric materials for various applications. However, the effect of APG particle size on composites has been less studied.
In this paper, PG was calcined and ball milled to prepare APG with different particle sizes. The surface of APG was modified by stearic acid, and the effects of APG particle size and mass fraction on the mechanical properties of PP/APG composites were discussed. The obtained data supported theoretical guidance for the resource utilization of PG in polymer materials.
Experimental
Materials
PG was provided by a factory in Yunnan, China. Liquid paraffin (chemically pure) and Dioctyl phthalate (DOP, analysis pure) were purchased from Tianjin Fuyu Fine Chemical Co., Ltd, China. Stearic acid (SA, analytical purity) was obtained from Xilong Chemical Co., Ltd, China. Isotactic polypropylene (PP, L5E89, injection grade) was purchased from Fushun Petrochemical Company, China. The antioxidants (1010 and 168, industrial grade) were purchased from BASF CO., LTD, Shang Hai, China.
Phosphogypsum pretreatment
PG was calcined at 800°C for 30 min in a bedroom tubular electric furnace (SLG-1200-60, Shanghai Shengli Testing Instrument Co., Ltd., China) to yield APG after the temperature in the furnace was dropped to room temperature. APG samples with different particle sizes were obtained by grinding in a vertical star ball mill (WXQM-6A, Changsha Tianchuang Powder Technology Co., Ltd., China) at a ball-to-powder ratio of 1:1.5.
APG modification
Modified anhydrous phosphogypsum (M-APG) was prepared by mixing APG after ball milling and drying at 60°C for 6 h, followed by placing liquid paraffin and stearic acid in high-speed mixer (SHR-5A, Dongguan Rongxin Machinery Technology Co., Ltd., China) at 60°C and 1000 r/min for a certain time.
PP/APG composites preparation
The PP/APG composites with various weight fractions and particle sizes were prepared by a rubber-plastic mixing mechanism (XSM-500, Shanghai Kechuang Rubber and Plastic Machinery Equipment Co., Ltd., China) at 185°C for 7 min. The PP composite material was broken in the crusher (PC-250, Shantou Taisheng Plastic Machinery Co., Ltd., China), and standard specimens for mechanical property measurements were prepared by injection-molding machine (PL860, Wuxi Haitian Machinery Co., Ltd, China) at 185°C–195°C according to IOS 527, IOS 178, and IOS 180 standards.
Characterization
The total P2O5, soluble P2O5, total F−, soluble F−, SO3, CaO, Fe2O3, Al2O3, SiO2, K2O, and Na2O, in both PG and APG, were determined according to GB/T23456-2018 and GB/T5484-2012 standards. The particle size d10, d50 and d90 of APG was measured by laser particle sizer (LS13320, Beckmann Kurt company, USA), and the span of each sample was calculated by the formula (d90-d10)/d50, which can be used to express the particle size distribution. The smaller the span value, the narrower the particle size distribution. The contact angle value of APG powder was measured by a contact angle analyzer (SDC-100, Shengding Precision Instrument Co., Ltd, China). The functional groups on the samples were analyzed by Fourier transform infrared spectroscopy (FITR, Nicolet iS50, Thermo Fisher Scientific, USA) in the spectral range of 500–4000 cm−1 using 64 scans. The crystal phases of PG, APG, and M-APG were identified by X-ray diffraction (XRD, D8 ADVANCE, Bruker, USA) using Cu Kα radiation (λ = 1.5418 Å) at the scanning speed of 10°/min in the scanning range between 10° and 80°. The elemental composition, proportion, and binding energy of each sample surface were studied by X-ray photoelectron spectroscopy (XPS, K-Alpha Plus, Thermo Fisher Scientific, USA). Section morphologies of the composites were observed by scanning electron microscopy (SEM, ΣSIGAIGMA + X-Max 20, Zeiss, Germany).
The tensile and flexural strength tests of composites were carried out according to standards ISO 527 and ISO 178 using a microcomputer-controlled electronic universal testing machine (TSE104 B, Shenzhen Wance Testing Equipment Co., Ltd., China). The cantilever beam notched impact strength tests were performed on the liquid crystal pendulum impact tester (XJJ-5.5. Chengde Wansu Testing Instrument Co., Ltd., China) according to the standard ISO 180.
Results and discussion
Composition and particle size of PG and APG
Composition of PG and APG (wt%).
The crystal structures and compositions of PG and APG characterized by XRD are shown in Figure 1(c). The main components of PG according to standard cards PDF#72-0596 and PDF#99-0088 consisted of CaSO4·2H2O and SiO2. The XRD patterns of APG matched well the standard pattern of CaSO4 (PDF#72-0503), meaning PG converted into CaSO4. Thus, calcination removed the crystal water from PG. APG and M-APG: (a) water contact angle, (b) FTIR spectra, (c) XRD spectra, (d) XPS full spectra, and (e) and (f) O1s spectra.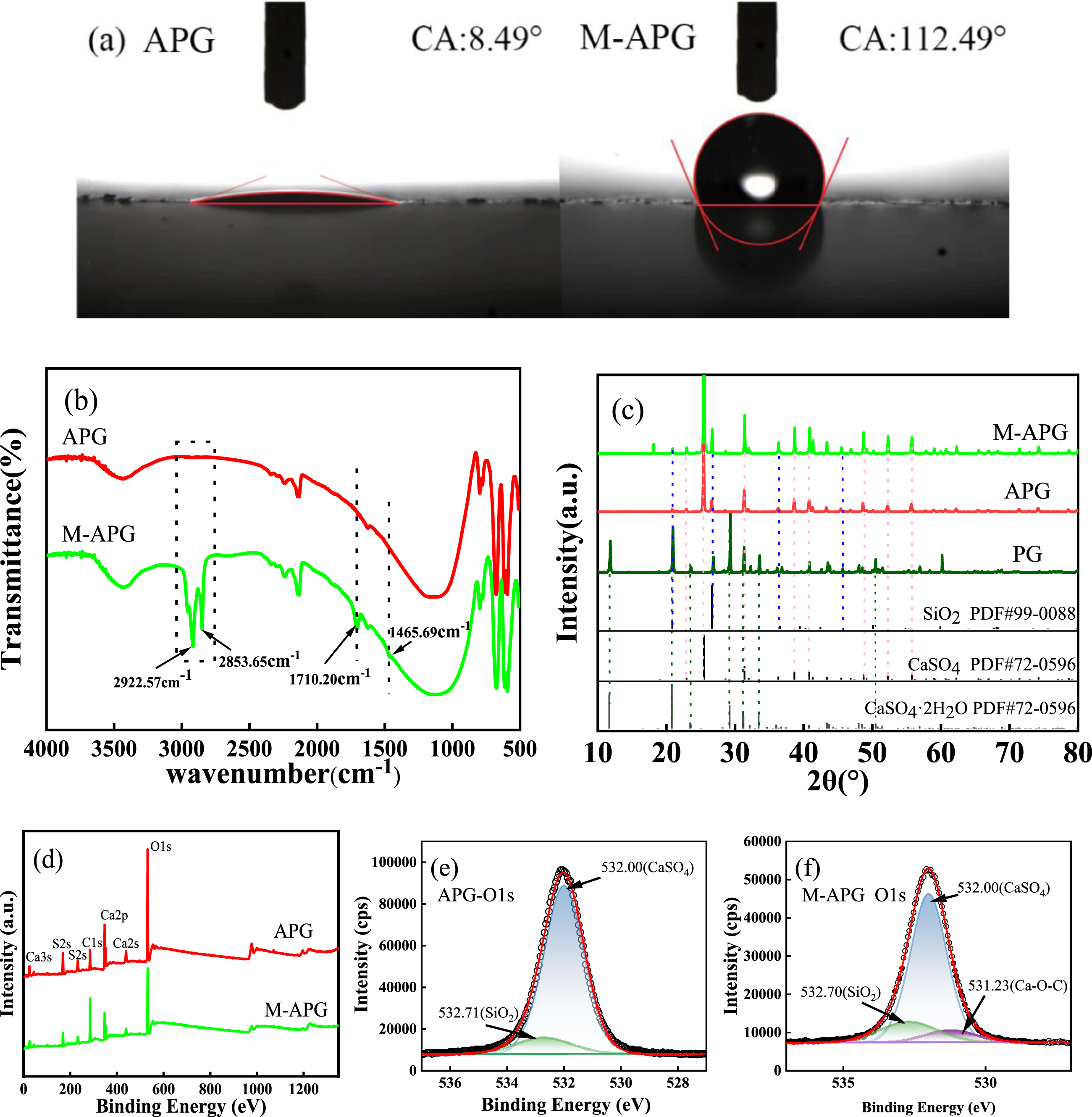
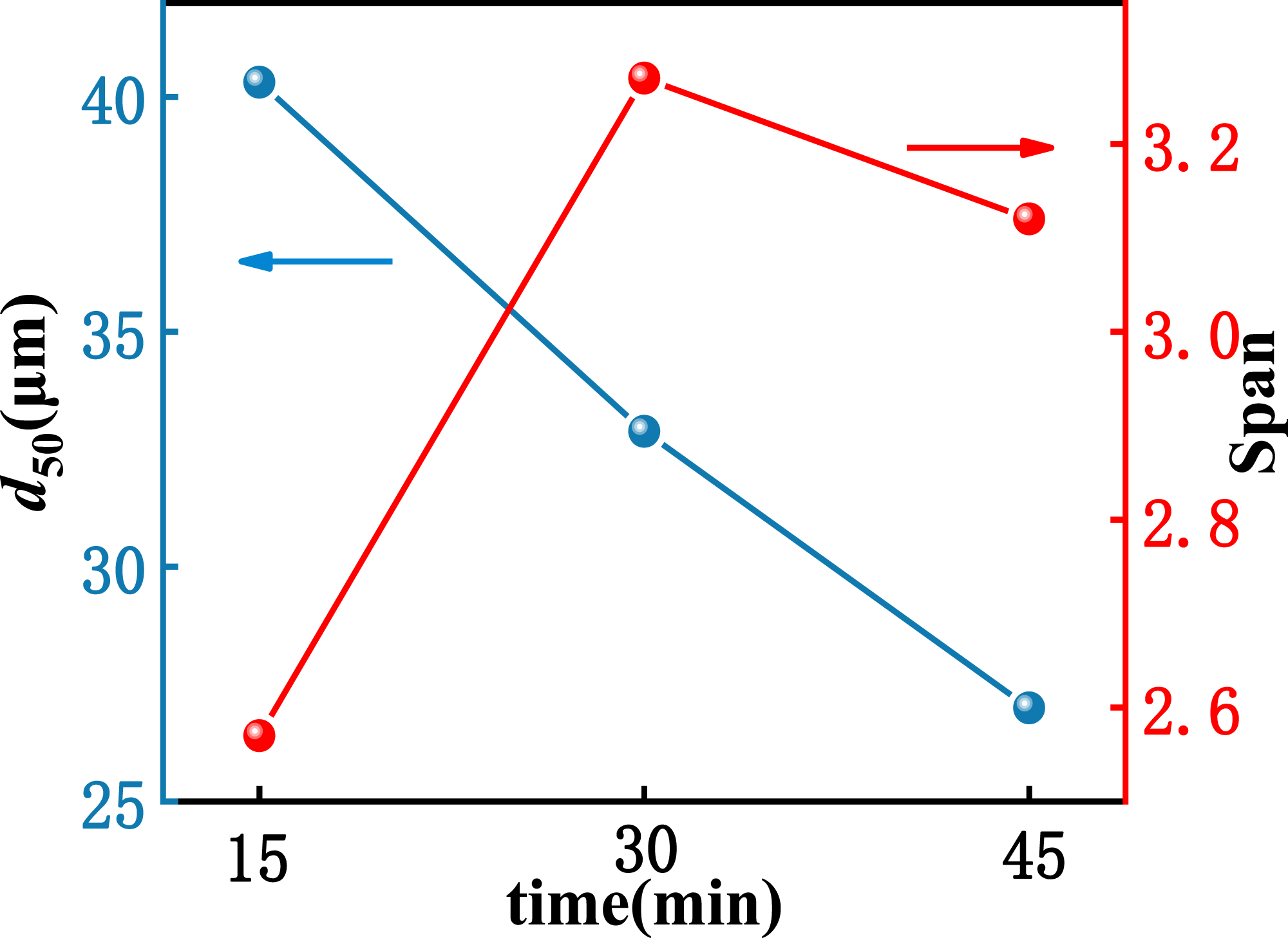
The influences of ball milling speed and time on particle size and distribution of APG are provided in Figure 2 and 3, respectively. The increase in ball milling speed and time led to the gradual decline in APG particle size, while the span increased with the increase of ball milling speed and goes through maximum at 30 min with the increase of ball milling time. Therefore, the increase in the ball milling speed and time was beneficial to the decrease in APG particle size, while the particle size distribution of APG particles gradually widened. Overall, ball milling was beneficial for reducing the APG particle size. Effect of ball milling speed on particle size and distribution of APG. Effect of ball milling time on particle size and distribution of APG.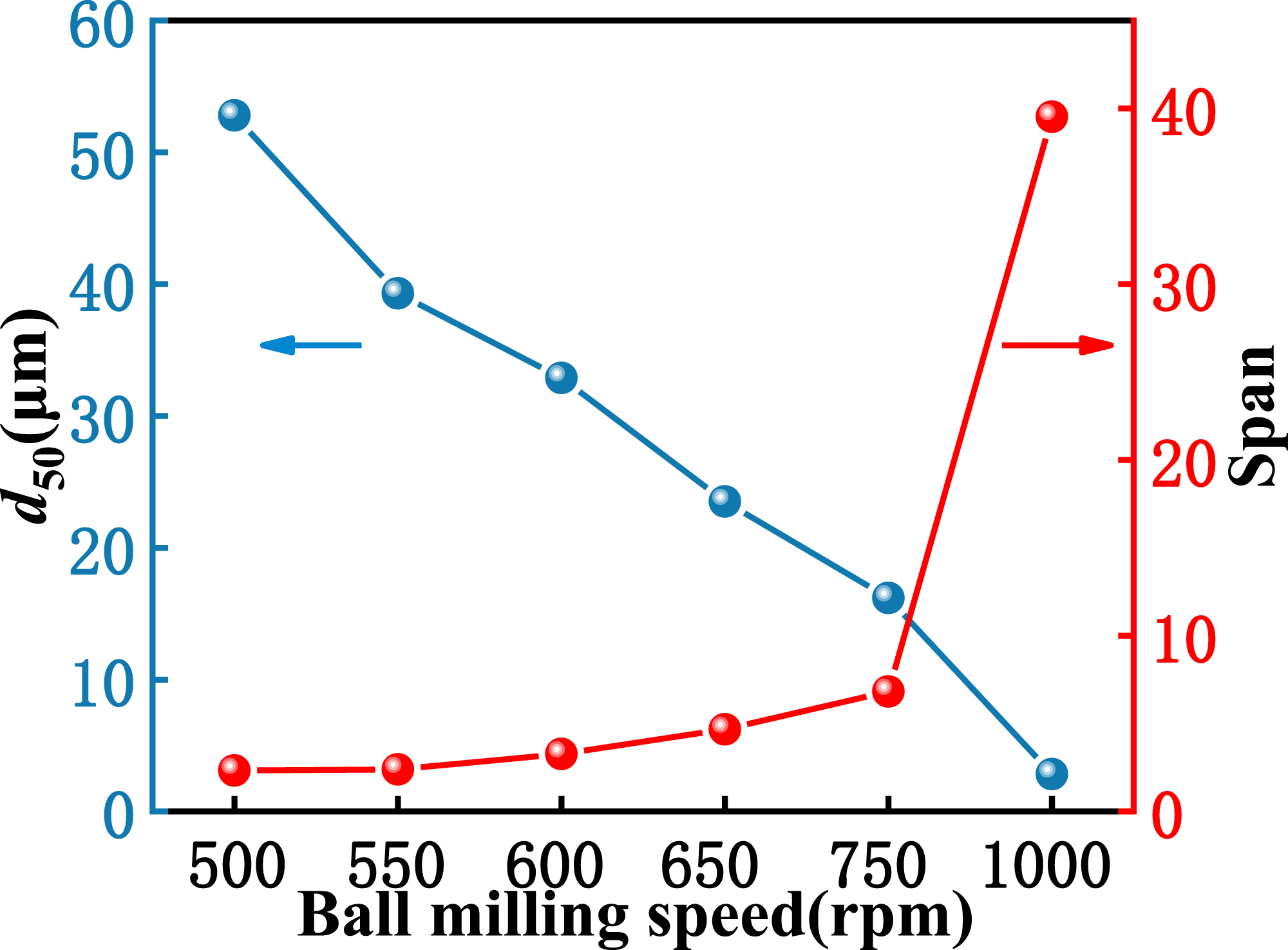
Properties of M- APG
The water contact angles on surfaces of APG and APG modified by calcium stearate (M-APG) are shown in Figure 1(a). The water contact angles of APG and M-APG surfaces were estimated to 8.49° and 112.49°, respectively. M-APG surface became hydrophobic after surface modification by SA. The FTIR spectra of APG and M-APG are presented in Figure 1(b). Two distinct strong absorption peaks were observed at 2922.57 cm−1 and 2853.65 cm−1 in the FTIR spectrum of M-APG, arising from asymmetric and symmetric stretching of -CH2-. The absorption peak at 1710.20 cm−1 was attributed to C = O vibration,26–28 while that at 1465.69 cm−1 of M-APG can be attributed to the C-O-Ca bond derived from the reaction of carboxylic acid group of SA with the hydroxyl group on APG surface.29,30 These peaks were absent in the FTIR spectrum of APG. The above results showed SA was successfully coated on the surface of APG.
The XRD patterns of PG, APG, and M-APG are exhibited in Figure 1(c). The XRD of PG was highly consistent with the standard patterns of CaSO4·2H2O (PDF#72-0596) and SiO2 (PDF#99-0088). APG and M-APG corresponded to the standard patterns of CaSO4 (PDF#72-0503) and SiO2 (PDF#99-0088). Hence, SA-modified APG did not change the crystal phase of APG, and the modification only occurred on the surface of APG.
XPS surface chemical groups of APG and M-APG (wt%).

Effect of APG particle size on properties of PP/APG composites
The effect of APG particle size on the properties of PP/APG composites is shown in Figure 4. The tensile strength and tensile modulus tend to increase as the particle size of APG decreases except that there is a slight decrease in tensile modulus at the d50 of 16.2 μm (Figure 4(a)). However, when the particle size d50 is larger than 23.51 μm, the tensile strength does not increase significantly with decrease of particle size, which is due to the fact that when the APG particles are larger, destructive cracks are more likely to occur at the larger particle size during the tensile process, resulting in lower tensile strength. In Figure 4(b), the flexural strength revealed the same trend. At d50 of APG of 2.83 μm, features like the tensile strength, tensile modulus, and flexural strength of PP/APG composites reached 37.28 MPa, 422.30 MPa, and 47.71 MPa, respectively. These values were 4.66%, 18.28%, and 4.85% higher than those of pure PP since APG as a rigid particle with a large modulus reduced the mobility of the PP matrix and improved the stiffness of PP.
31
Using the same mass fraction, smaller particle size of APG led to a more evenly dispersed and number of particles, thereby increasing the stress transfer point. By contrast, large APG particle size facilitated the formation of stress defects by PP composite during uniaxial tension, forming destructive cracks in the material and reducing the nominal load of the material.32,33 In Figure 4(c), the impact strength of PP composite increased with the decrease in APG particle size. The particle size d50 of APG was estimated to 2.83 μm, and the impact strength of PP/APG composite was 6.18 KJ/m2, a value 27.68% higher than that of pure PP. Using the same amount of added APG, a smaller particle size led to more particles. The stress concentration effect of APG ensured the PP matrix to produce larger plastic deformation through peeling and shear yielding, thereby increasing the impact strength of the PP composite.34,35 In addition, the increase in the number of APG particles was beneficial to enhancing the path of crack propagation and conducive to improving the impact strength of PP/APG composites.36,37 Effect of APG particle size on mechanical properties of PP/APG composites when the dosage of APG was 5 wt%: (a) tensile strength and tensile modulus, (b) flexural strength, and (c) impact strength.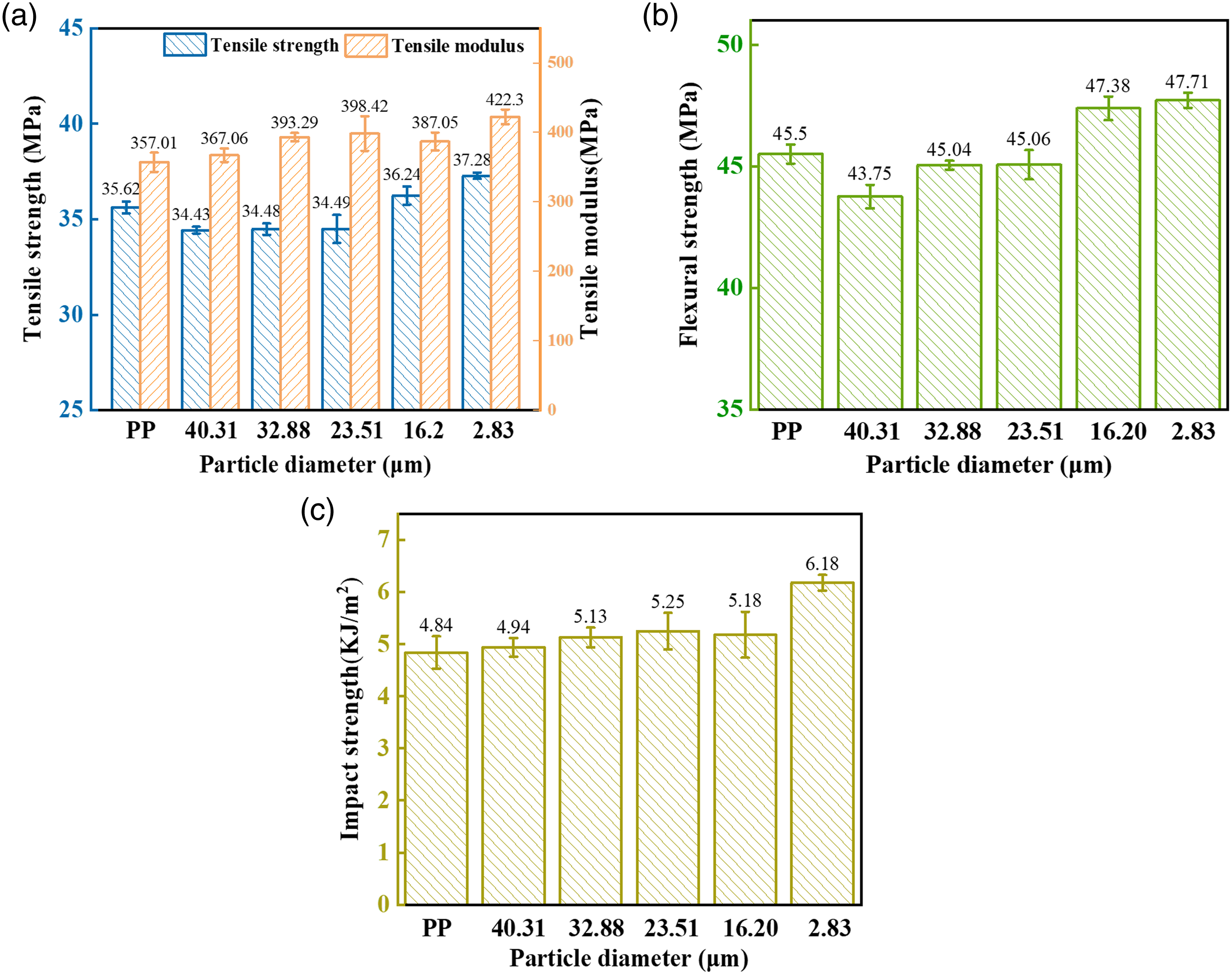
SEM images of the cross-section of APG-filled PP composite with different particle sizes are gathered in Figure 5. The microcracks in pure PP test pieces directly extended, resulting in a smooth section (Figure 5(a)). For larger APG particle size (Figure 5(b) and 5(c)), large particle crystals of APG floated on the section to cause large defects around the powder, resulting in APG with difficult compatibility with the PP matrix. However, this phenomenon was absent in Figure 5(d)–(f). Also, the cross-section of the PP composite became rough with the reduction in particle size since the occurrence of strain led to yield occurring first around APG in the PP matrix due to stress concentration.
38
With the decrease in APG particle size under the same mass fraction, the number of particles increased, dispersion became more uniform, and stress absorption point rose, leading to the rougher cross-section of the PP matrix. Thus, the decrease in APG particle size was conducive to the improvement of PP mechanical properties. SEM of standard spline sections of PP/APG composites prepared with different APG particle sizes: (a) PP, (b) 40.31 μm, (c) 32.88 μm, (d) 23.51 μm, (e) 16.20 μm, and (f) 2.83 μm.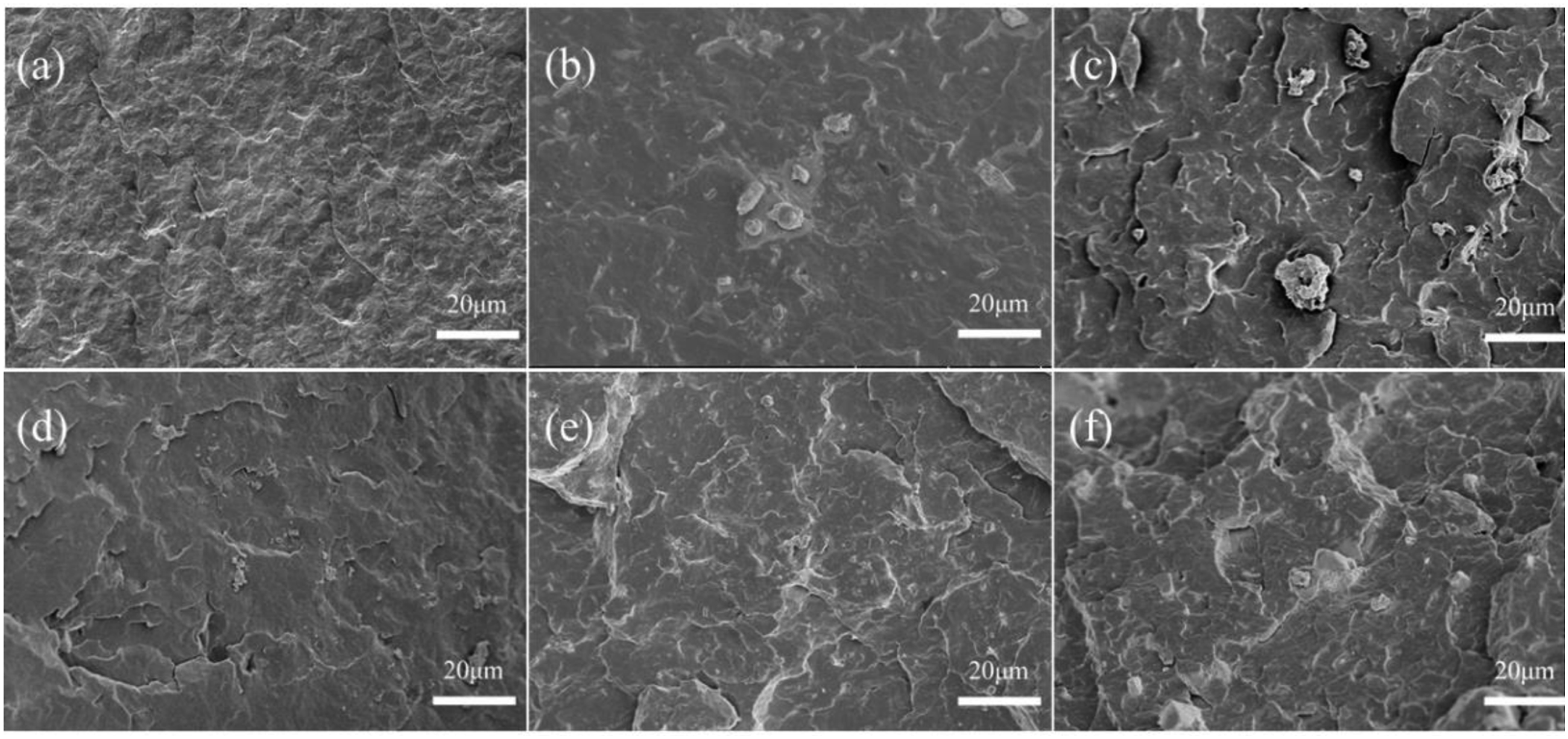
Effect of APG addition on properties of PP/APG composites
The impacts of APG with different weight fractions on the mechanical properties of PP/APG composites are summarized in Figure 6. The tensile strength and tensile modulus of pure PP were estimated to 35.62 MPa and 357.01 MPa, respectively (Figure 6(a)). When 5 wt% APG was added, the tensile strength and tensile modulus of PP/APG composites increased sharply to reach 37.28 MPa and 422.30 MPa, respectively. Afterwards, the tensile strength of the PP/APG composites gradually decreased as the mass fraction of APG increased. While tensile modulus continued to increase, reaching 460.67 MPa at 20 wt% addition. As the amount of APG added gradually increases, the inhibition of PP deformation by APG gradually strengthens, leading to an increase in tensile modulus, thus increasing the stiffness of the PP composites. From Figure 6(b), the flexural strength of pure PP was estimated to 45.5 MPa, and the flexural strength of PP/APG composites decreased with the increase in APG weight fraction. At APG weight fractions of 5 wt% and 10 wt%, the flexural strength reached about 47 MPa, a value about 5% higher than that of pure PP. At APG content of 20 wt%, the flexural strength of PP/APG composites reached 45.5 MPa, a value almost the same as that of pure PP. From Figure 6(c), the impact strength of pure PP material was estimated to 4.84 KJ/m2. At an APG weight fraction of 5 wt%, the impact strength of the PP/APG composites reached a maximum of 6.18 KJ/m2, while that of PP/APG composites decreased gradually with the increase of APG weight fraction. However, all values were higher than the impact strength of pure PP. Effect of APG addition at d50 of 2.83 μm on the properties of PP/APG composites: (a) tensile strength and tensile modulus, (b) flexural strength, and (c) impact strength.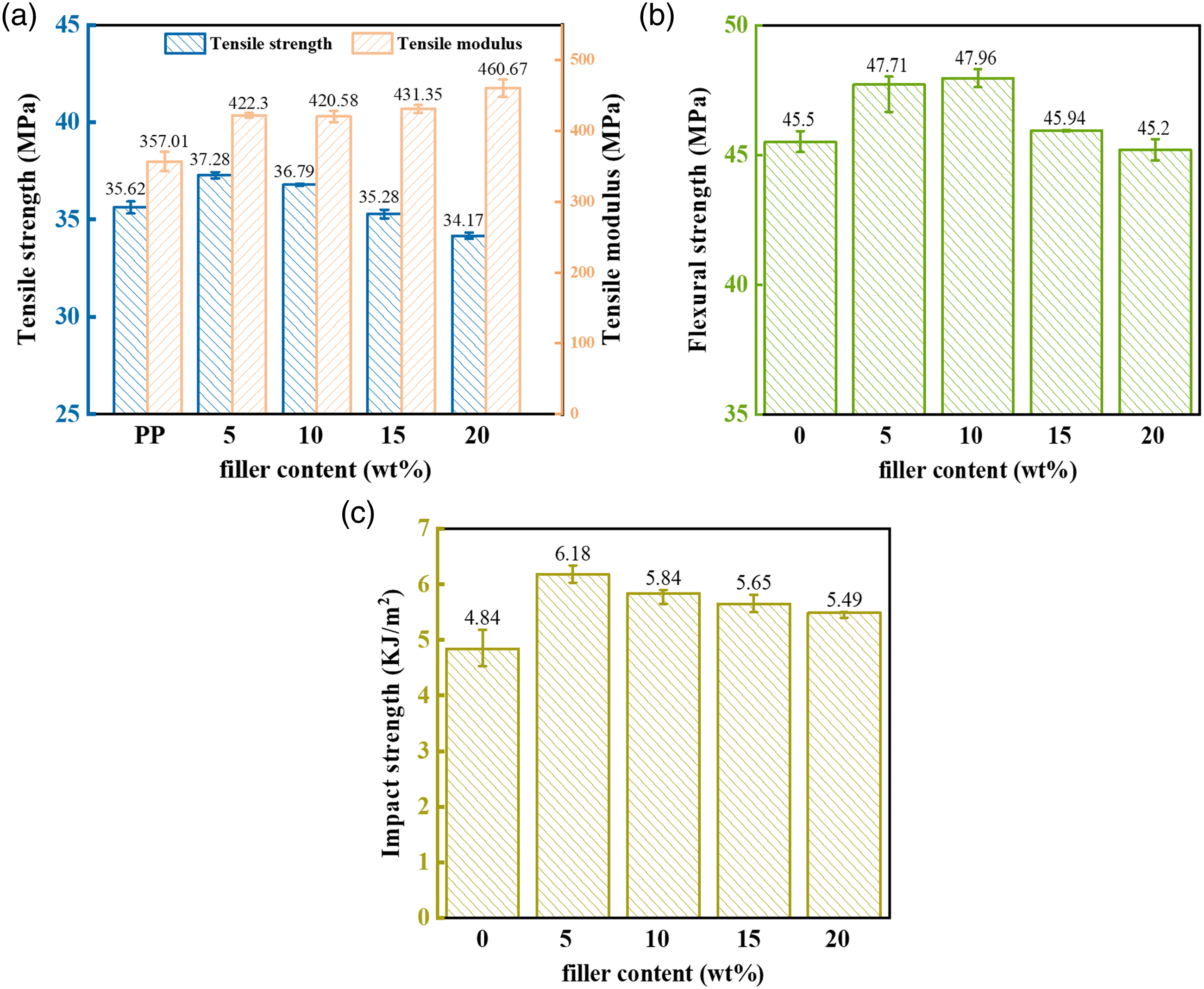
The SEM images of liquid nitrogen quenched section of PP/APG composites with different APG mass fractions are depicted in Figure 7. At a mass fraction of 5 wt%, the cross-section of the APG/PP composite was the roughest. At a mass fraction of 10wt%, the APG was still evenly dispersed in the PP, and the effect on the properties of PP/APG composites was not significant. At APG of 15 wt%, small amounts of APG agglomerates started to appear on the cross-section. At mass fraction reaching 20 wt%, the agglomeration phenomenon became more serious. At APG addition of 20 wt%, large numbers of agglomerated APG appeared on the cross-section of PP/APG composites, weakening the interfacial interaction between APG and PP matrix. This generated a large stress concentration near the agglomerates, accelerated the cracking of the PP matrix, and reduced the mechanical properties of PP/APG materials.
39
SEM of standard spline sections of PP/APG composites prepared with different contents of M-APG: (a) 5 wt%, (b) 10 wt%, (c) 15 wt%, and (d) 20 wt%.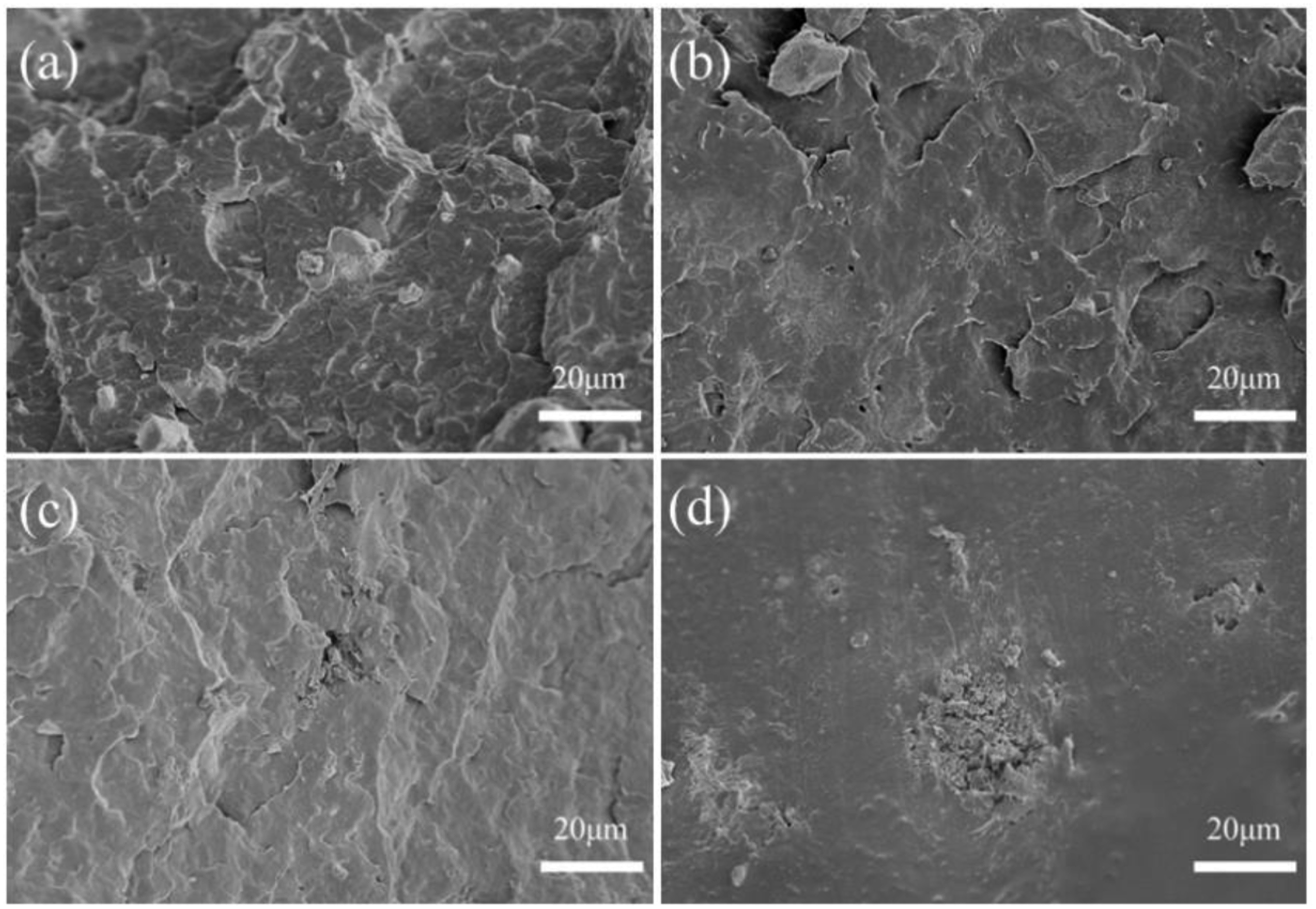
Synergistic effect of APG particle size and content on properties of PP/APG composites
The particle size and content of APG synergistically affected the mechanical properties of PP/APG composites (Figure 8). At a mass fraction of APG of 5 wt%, the values of particle size d50 reached 23.51, 16.20, and 2.84 μm, respectively. Compared to pure PP, the tensile strengths of PP composite increased by 0.14%, 1.74%, and 4.66%, respectively. Also, the flexural strengths enhanced by 0.35%, 4.13%, and 4.86%, while the impact strengths rose by 5.16%, 7.02%, and 27.69%, respectively. Obviously, APG particle size less than 23.51 μm showed a strengthening effect on the PP material, and mechanical properties improved as the particle size decreased. The tensile strength of PP/APG composites was lower than that of pure PP material at an APG mass fraction higher than 10 wt%. Larger APG particle size and added content led to a greater reduction in tensile strength (Figure 8(a)). The flexural and impact strengths of APG-filled PP composites with APG particle size d50 of 16.20 and 2.83 μm were better than those of pure PP material, while the flexural strengths of APG-filled PP composites with particle size 23.51 μm were lower than those of pure PP materials after the mass fraction of more than 5 wt%. Meanwhile, larger contents led to lower flexural strengths, as shown in Figure 8(b). When the addition amount is 20 wt%, the flexural strength of the APG-filled PP composites with d50 of 2.83 μm is slightly lower than that of the APG-filled PP composites with d50 of 16.20 μm (span is 6.83 shown as Figure 2). This is due to APG wide particle distribution with the d50 of 2.83 μm (span is 39.53 shown as Figure 2), its particle distribution is not uniform and some large size APG can cause damage to the matrix, which is not conducive to the increase of the flexural strength of the PP composites. The impact strengths of PP composites were higher or close to that of pure PP material for APG content less than 15 wt%. However, larger particle sizes of APG and contents decreased the impact strength at greater magnitude. By comparison, smaller particle sizes induced greater tensile strengths of PP/APG composites at the same content and when the mass fraction was 20 wt%. The impact strength of PP/APG composites after filling with APG of 2.83 μm particle size was only significantly higher than that of pure PP material (Figure 8(c)). The synergistic effects of APG contents and particle sizes showed some differences in the enhancement of the mechanical properties of PP composites, but both proved their existence. The mechanical properties of PP/APG composites were better than those of pure PP when 5 wt% of APG was added, and the trend increased with the decrease in particle size, at which the synergistic effect of the two dominated the improvement of mechanical properties. At mass fractions reaching 10 wt% and 15 wt%, the tensile strengths were lower than that of pure PP regardless of particle size. Also, only APG-filled PP composites with particle size d50 of 16.20 and 2.83 μm still showed better flexural and impact strengths than pure PP. At this point, the enhancement in tensile strength by synergy failed, but the flexural and impact strengths were still influenced by synergy. At a mass fraction of 20 wt%, the impact strength of PP composite filled with APG particle size d50 of 2.83 μm was still better than that of pure PP. At this point, the synergistic effect on the mechanical properties of PP disappeared. The synergistic effect of APG content and particle size greatly impacted the impact strength of PP/APG composites, while slightly impacting the tensile strength. The increase in APG content and decrease in particle size enhanced the number of APG particles. The stress field between particles affected each other, resulting in the shear yielding of the matrix layer. This, in turn, increased the impact toughness. However, all points of the material in the tensile test responded to tensile stress, and the local inhomogeneity of any region may lead to the failure of the specimen.
40
Therefore, the synergistic effect of the content and particle size greatly affected the impact strength. Synergistic effect of APG particle size and content on mechanical properties of PP composite: (a) tensile strength, (b) flexural strength, and (c) impact strength.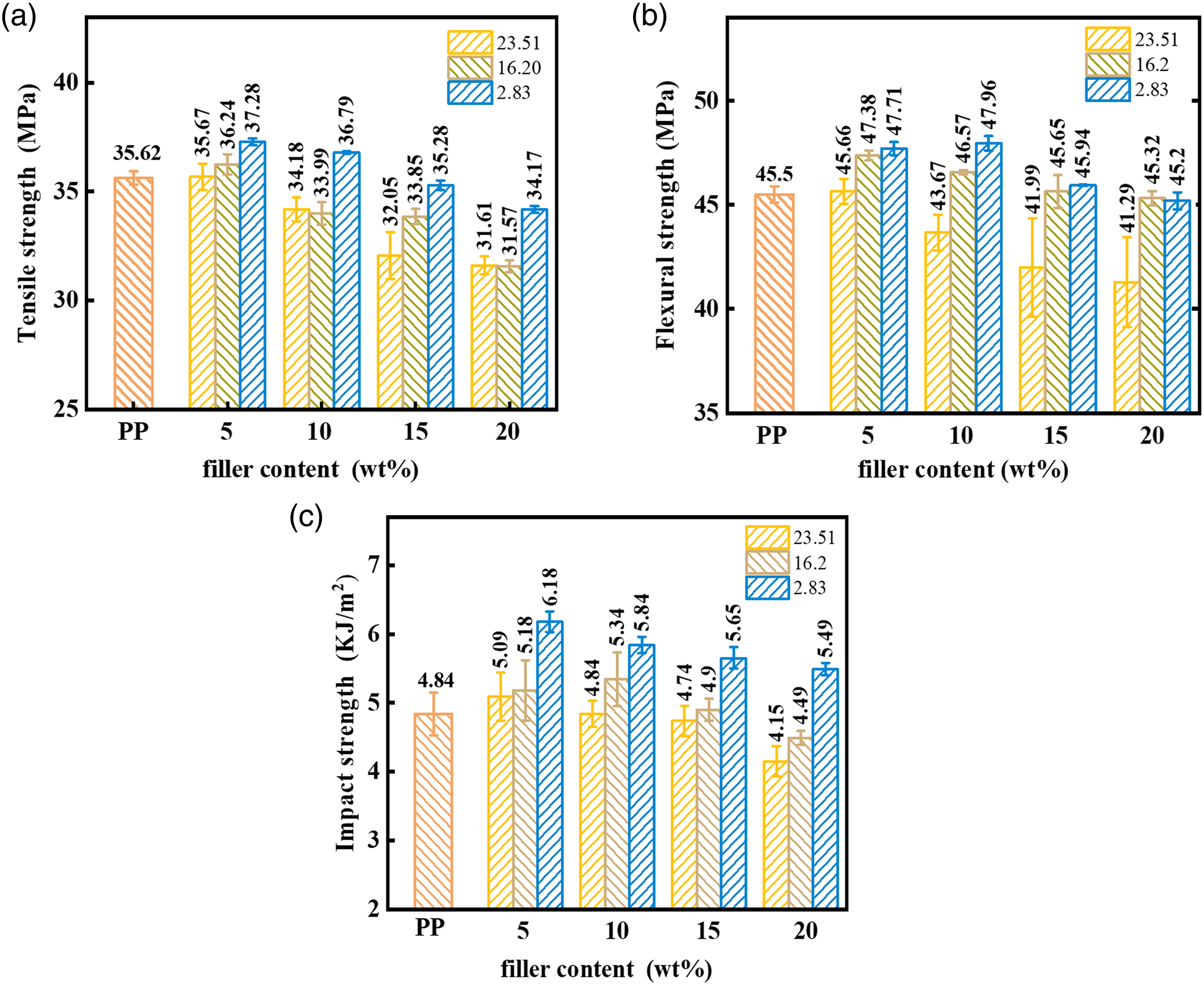
Conclusions
The effects of PG calcination and ball milling pretreatment on the impurities and particle size of PG were studied. The modification effect of stearic acid on APG and effects of APG particle size and content on PP/APG composites were explored. The following conclusions could be drawn: 1. Calcination effectively reduced F− and P impurities in PG, and ball milling effectively declined the particle size of APG. 2. SA was chemisorbed onto the APG surface, resulting in a hydrophobic surface with a water contact angle of 112.49°. 3. The reduction in particle size was beneficial for the improvement of mechanical properties and tensile modulus of PP composites. The 5 wt% content of M-APG showed the best performance improvement on tensile strength, tensile modulus, and impact strength of PP, as well as the best performance of flexural strength at 10 wt% content of M-APG. 4. Certain differences in the synergistic effect of content and particle size were seen in the mechanical properties of PP/APG composites. The synergistic effect showed the greatest effect on impact strength and the least effect on tensile strength.
Overall, these findings look promising for future effective use of PG, as well as alleviate the pollution of PG to the environment.
Footnotes
Acknowledgements
This study is supported by the Guizhou Provincial Education Department (Qianjiaohe [2021]091) and the Cultivation Project of Guizhou University (2020064).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: this work was supported by The Cultivation Project of Guizhou University (Grant No. 2020064) and The Guizhou Provincial Education Department (Grant No. Qianjiaohe [2021]091).