
Abstract
Low-cost miniaturized laser sintering equipment remains lacking at present; therefore, the development of laser sintering technology and its widespread applications are significantly hindered. Traditional laser sintering equipment is composed of a carbon dioxide laser, water cooling system, powder-box-heating device, and thermal insulation device. Such requirements are the main factors limiting the miniaturization and economic efficiency of laser sintering equipment. Herein, a laser-sintered material was fabricated by sintering using a near-infrared laser light source with a wavelength of 1064 nm without heating, and its microstructure and properties were systematically studied. Polyether sulfone (PES) and carbon black (CB) powders were selected as the raw materials for preparing PES/CB composites by mechanical mixing. For synthesizing the PES/CB composite powders, the CB powder content was varied within the range of 0.25%–1.5%. The PES/CB powders with different component ratios were subjected to laser sintering treatment, and the corresponding microstructural evolutions of the sintered parts were analyzed. The effects of different component ratios on the mechanical properties and dimensional accuracy of the sintered part were investigated, and the optimal content of CB powders of the PES/CB composite material was determined. Additionally, the effects of laser power (10–18 W), scanning speed (1200–1600 mm/s), and scanning spacing (0.04–0.08 mm) on the forming quality of the sintered parts of the PES/CB composite powders were evaluated. The processing parameters of the laser sintering of PES/CB composite powders were explored using orthogonal experimental tests and optimized using the comprehensive weighted method.
Keywords
Introduction
Laser sintering (LS) is an additive manufacturing (AM) technology that uses a selective emission laser beam to heat powders; the powders are rapidly melted, cooled, solidified, and formed by bonding to eventually fabricate a three-dimensional solid model with a complex shape. 1 Notably, the LS technique has been extensively used in the fields of machinery, medical treatment, and many other applications, and the corresponding LS equipment has also been applied in industrial production.2,3
Compared with other AM technologies, such as fused deposition modeling (FDM) and stereolithography appearance (SLA), the LS has the advantages of high material utilization and support-free manufacturing. 4 However, the LS equipment with the same molding dimensions is generally larger and more expensive than the equipment of FDM and SLA. Consumer-grade three-dimensional printing equipment is commonly used in FDM and SLA, whereas the universal use of LS equipment for practical applications is limited. Meanwhile, the use of near-infrared laser instead of CO2 laser is regarded as a crucial research direction for developing low-cost and miniaturized LS equipment.5,6 Generally, the CO2 laser is adopted in LS equipment; 7 however, the large volume and water-cooling-cycle requirements of such lasers are not suitable for miniaturizing the LS equipment. Compared with CO2 lasers, near-infrared lasers generally has smaller volumes and do not require water cooling systems. Moreover, they can be operated at a relatively low power of 20 W. However, the laser absorption rate of polymer materials for near-infrared lasers is considerably lower than that for the CO2 laser,8,9 thereby limiting the application of near-infrared lasers in LS. Moreover, powders typically should be heated during LS processing;10,11 therefore, both the complexity and cost of the equipment increases owing to powder heating and thermal insulation functions, which adversely affect the feasibility of miniaturizing LS equipment.
Polyether sulfone (PES) resin is an important commercial LS material because of its excellent fluidity, good melting adhesion, low forming shrinkage, nontoxicity, and non-polluting properties.12,13 However, as a type of polymer powder, PES powders exhibit a relatively low absorption rate for infrared laser and cannot be sintered by an infrared laser at a low power of 20 W. Carbon black (CB) is an excellent near-infrared laser absorbing dye with good coloring ability, high thermal conductivity, low price, and stable performance.14–16 Herein, to manufacture low-cost, miniaturized LS equipment, LS processing with a fiber laser at a wavelength of 1064 nm was performed on PES/CB powders without any heating conditions. This is the first work to prepare composite powders that combine PES and CB. The effects of different component ratios of the PES/CB powders on the sintered PES/CB parts were investigated. During LS, the effects of processing parameters, such as laser power, scanning speed, and scanning distance, on the forming quality of the PES/CB sintered parts were revealed, and suitable sintering processing parameters were explored.
Experimental section
LS experiments
Herein, in a CX-B200 LS equipment (Harbin ZYZZ Technology Development Co., Ltd.), the initial CO2 laser was replaced by a fiber laser (MFP-20X, Maxphotonics Co., Ltd.) to create a new modified equipment. The modified equipment had dimensions of 200 × 200 × 200 mm3 and a top powder feeding setup. The corresponding equipment system is illustrated in Figure 1, and the main parameters of the fiber laser used in the modified equipment are listed in Table 1. The maximum power was set to 20 W, and an air cooling system was used for cooling. Compared with the CO2 laser used in traditional LS equipment, the absence of a water-cooling system in the present equipment is conducive for miniaturizing the equipment. Schematic of the LS equipment system. Main parameters of the MFP-20X fiber laser.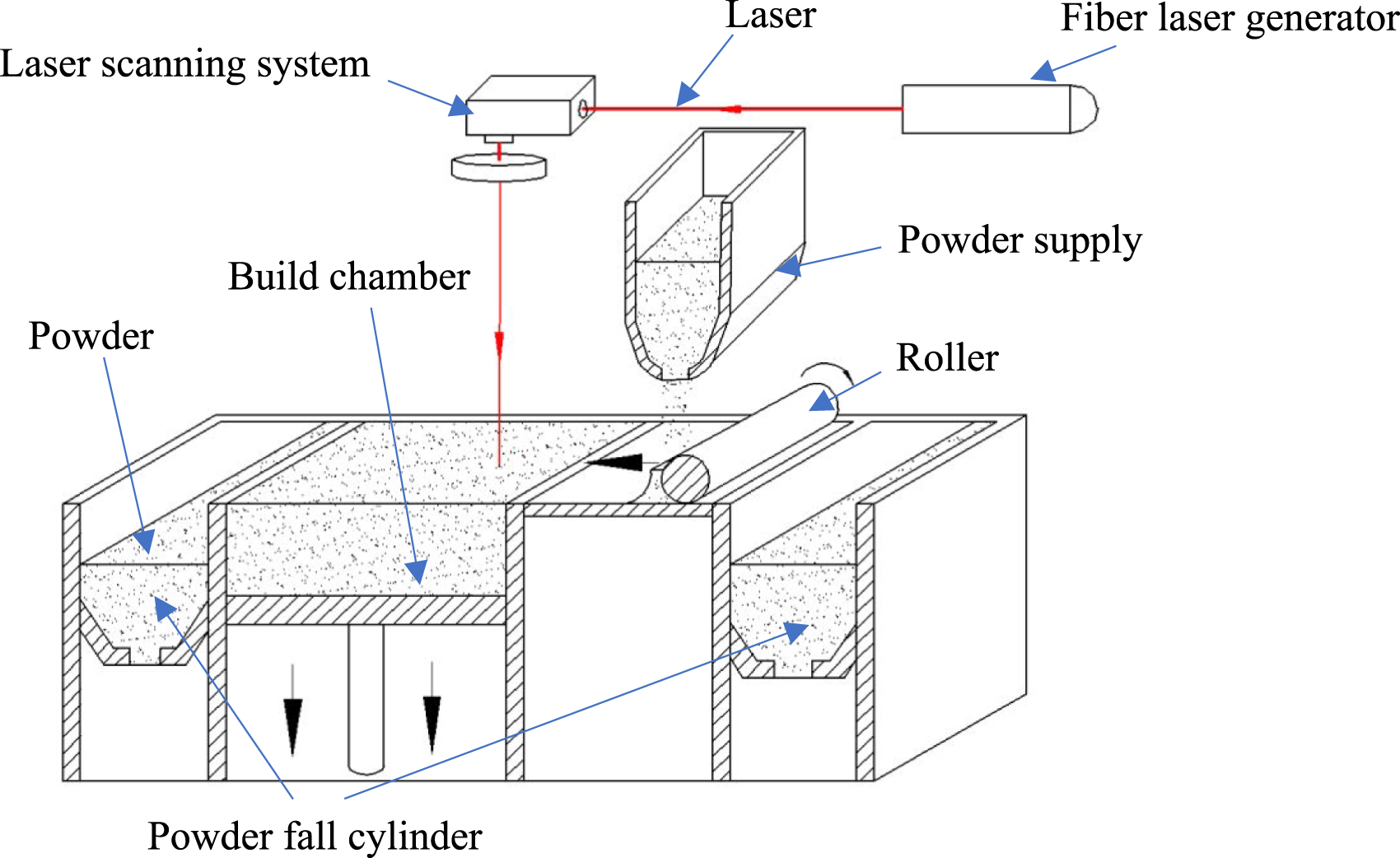
Material preparation
PES powders with an average particle size of 80 μm were purchased from Tiannian Materials Co., Ltd. As shown in Figure 2(a), the PES powders have a white granular appearance. From the scanning electron microscopy (SEM) image in Figure 2(b), the PES powders exhibit irregular morphologies with non-uniform particle sizes and uneven surfaces, and a small amount of powder debris is attached to the surface of the bulk powders. Physical and SEM images of PES powder. (a) Physical image of PES powder. (b) SEM image of PES powders (Magnification: ×500).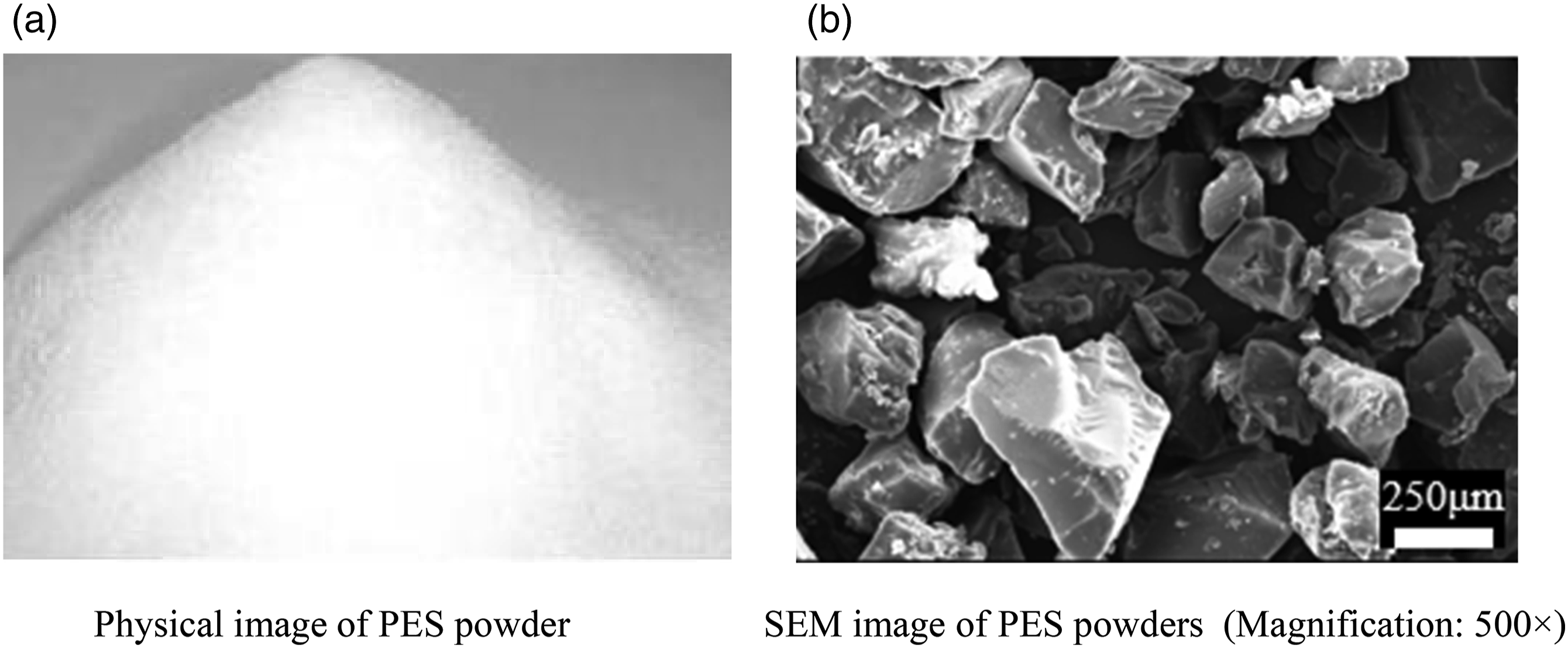
Herein, the CB powders produced by Hebei Jinfengda Co., Ltd. were used. As shown in Figure 3(a), the powder appears black and has an average particle size of 8 μm. As presented in Figure 3(b), the morphologies of the CB powder appear as irregular blocks with non-uniform particle sizes and a rough outer surface. Physical and SEM images of CB powder. (a) Physical image of CB powder. (b) SEM image of CB powder (Magnification: ×800).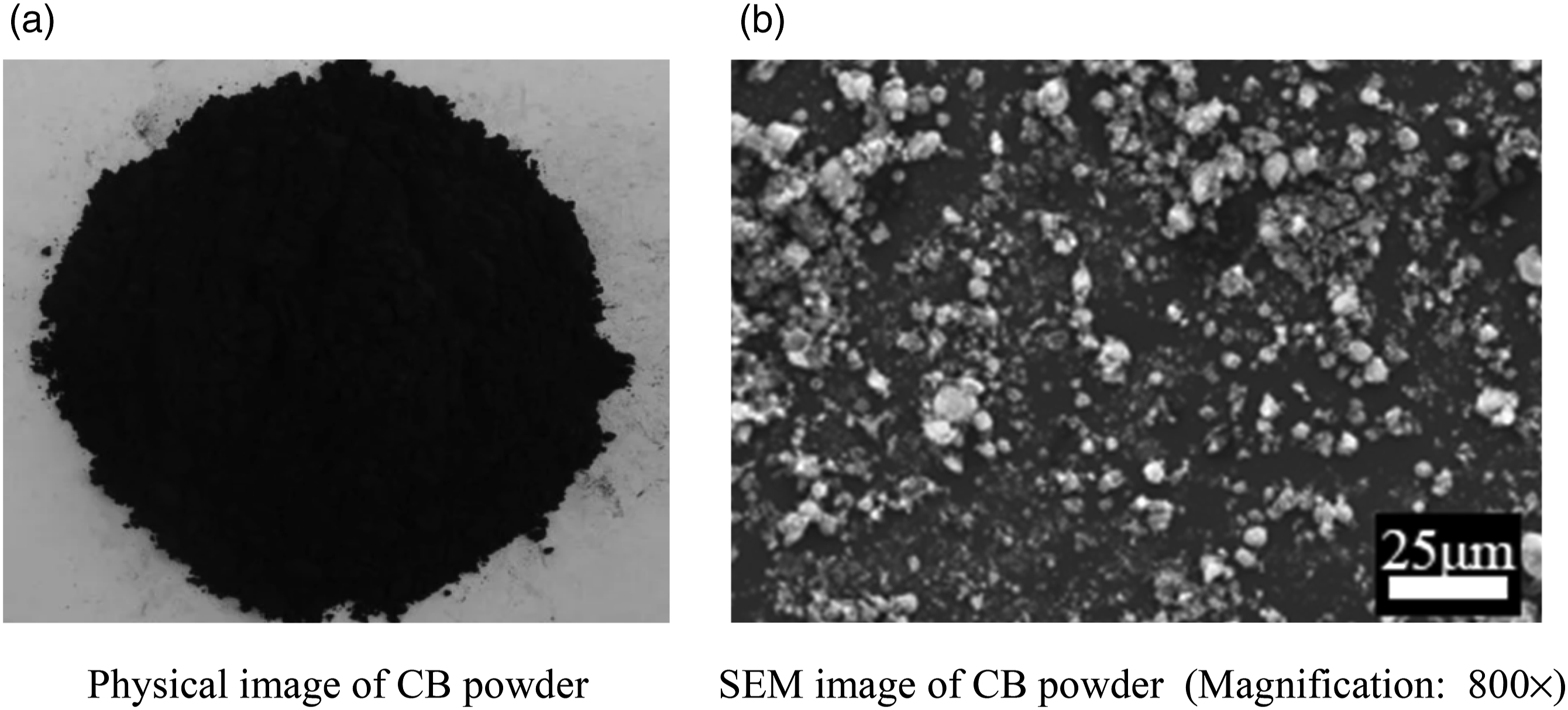
The PES powders were dried in a drying box for 8 h. Thereafter, the PES and CB powders were added to a mixer. The processing parameters for stirring and mixing were set, and the temperature of the mixer was maintained within 50°C to prevent powder bonding induced by heating. As shown in Figure 4(a), the PES/CB powders appear light gray. Based on the SEM image in Figure 4(b), the CB powder mainly fills the gaps within the PES powder particles, and a certain amount of the CB powder is attached to the surface of the PES powders. Physical and SEM images of PES/CB composite powders. (a) Physical image of PES/CB composite powders. (b) SEM image of PES/CB composite powders (Magnification: ×800).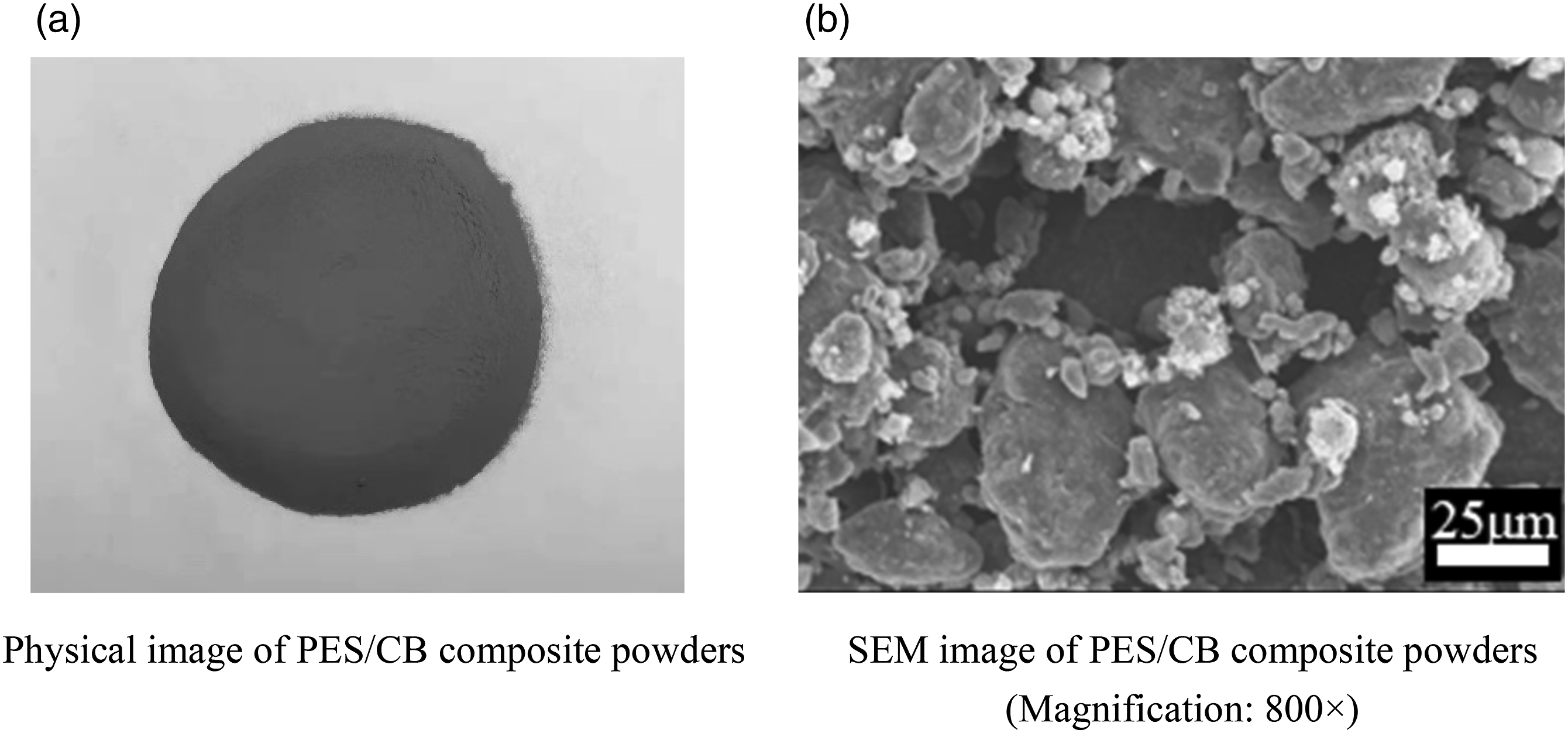
Characterization and property testing of PES/CB mixtures and laser-sintered parts
The tensile and bending strengths, density, and dimensional accuracy of the sintered parts are critical parameters for evaluating forming qualities. Both tensile and bending strengths reflect the mechanical properties of the sintered part, while the density indicates its compactness. Moreover, the dimensional accuracy is used to evaluate whether the sintered part meets the accuracy requirements. An EM-30 scanning electron microscope was used to observe the changes in the microstructure and morphology. The PES/CB composite powders and raw materials were observed using SEM, and the fracture features of the sintered parts were evaluated after tensile testing. The corresponding microstructures and morphologies were carefully observed and analyzed. Before SEM observation, the sintered samples were sprayed with gold using an ion sputtering instrument; the excess gold powder on the sample surface was removed by air blowing, and the sample was placed in the SEM chamber for further observation.
A Byes 3003 electronic universal testing machine (Bangyi Precision Measuring Instrument (Shanghai) Co., Ltd.) was used to test five groups of tensile parts with the same parameters, in which the tensile clamp speed and test span were set to 5 mm/min and 50 mm, respectively, and the average value was calculated. Additionally, during bending strength testing, the speed of the pressing hammer head and span of the support frames on both sides were set to 5 mm/min and 60 mm, respectively.
According to the GB/T1040-2006 standard, the dimensions of the specimen for the tensile test were 150.0 × 10.0 × 4.0 mm. Meanwhile, the bending strength test of the sintered part should also comply with the national GB/T9341-2008 standard; therefore, the dimension requirements of the specimen for the bending test were determined to be 80.0 × 10.0 × 4.0 (mm). The sintered parts used for the tensile and bending tests are shown in Figure 5. Specimens of PES/CB composite powders for mechanical property tests. (a) Tensile specimens of PES/CB composite powders. (b) Bending specimens of PES/CB composite powders.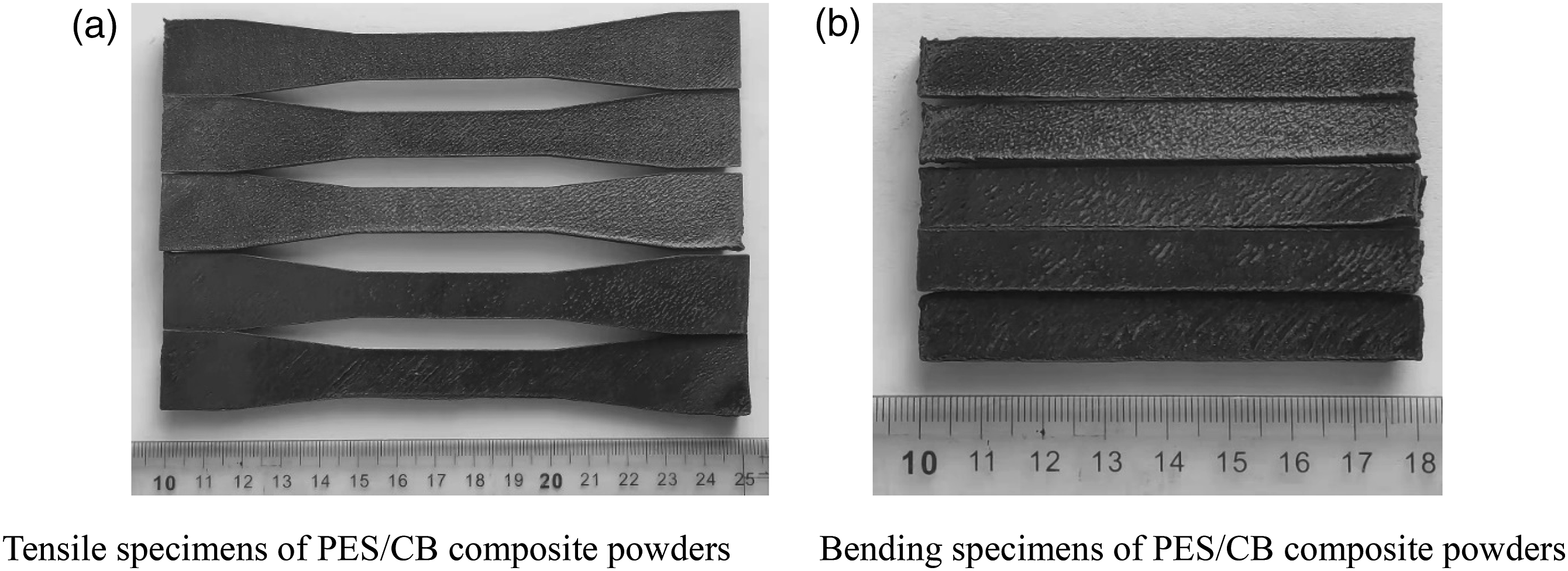
The dimensional accuracy of the sintered part was estimated by comparing the actual measured and original design lengths of the bending specimen along the X-, Y-, and Z-directions, and the specific calculation formula is as follows
The density of the sintered specimen was estimated using the following procedure. A digital Vernier caliper was used to measure the length of each side of the bending specimen, and then, the weight of the specimen was obtained using an analytical balance. The calculation formula is expressed in equation (2)
Experimental design of component ratios
The mechanical properties of the composite powders can be improved to a certain extent by adding CB powder into the polymer matrix; however, an excessive CB powder content can lead to a reduction in mechanical properties of the composite materials. 17 When the proportion of CB powder in the polymer matrix was increased, the agglomeration degree of the particles became increased, and the porosity of the sample increased, adversely affecting the mechanical properties of the powders.
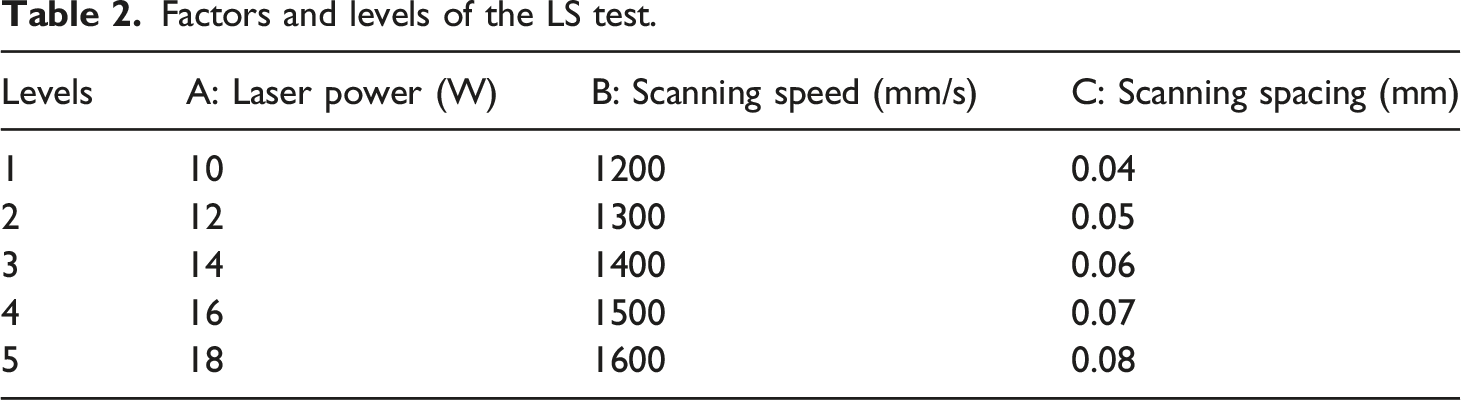
Based on the single-layer sintering experiment on PES/CB composite powders with different mass fractions, the sintering phenomenon could not be observed when the mass fraction of CB was lower than 0.25%. However, when the CB mass fraction exceeded 1.5%, sparks and smoke were easily generated during sintering. Accordingly, the CB mass fractions in the PES/CB composite powders were set to 0.25%, 0.5%, 0.75%, 1.0%, 1.25%, and 1.5% in this experiment, and the selected composite materials were then subjected to near-infrared LS processing. Moreover, based on the single-layer sintering experiment, the LS processing parameters for the PES/CB composite powders with different component ratios were set as follows: laser power, 16 W; scanning speed, 1300 mm/s; scanning spacing, 0.05 mm.
Orthogonal experiment design
Factors and levels of the LS test.
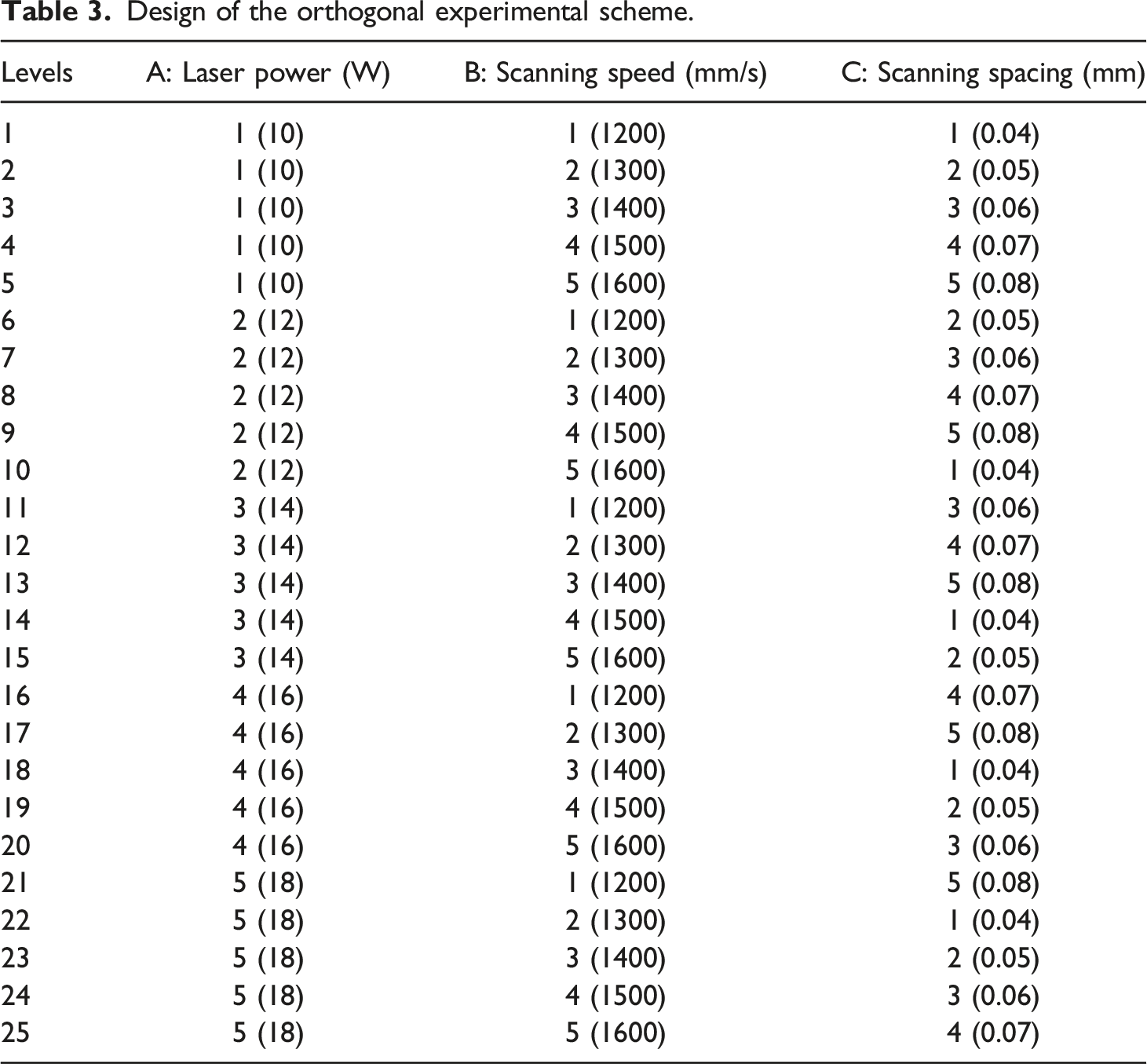
Design of the orthogonal experimental scheme.
Results and discussion
Effect of composition ratios on sintered parts
Figure 6 shows the microstructures of the tensile fractures of the PES/CB sintered parts with different CB mass fractions observed using SEM (Magnification: ×100). As shown in Figure 6(a), when the mass fraction of the CB powder is 0.25%, delamination is observed in the tensile fracture. Additionally, large pores are noted between the layers. A small amount of PES powder is melted by heat, and several PES particles are exposed. These findings can be attributed to the small mass fraction of CB powder, which leads to the insufficient absorption of laser energy by the PES/CB composite powders. Figure 6(b) shows that when the mass fraction of CB powder is 0.5%, the delamination of the tensile specimen is improved, and the number of pores between the layers is reduced. However, a few PES particles remain exposed. This outcome is ascribed to the increased mass fraction of CB powders; therefore, the absorption capacity of the PES/CB composite powders for laser energy is significantly promoted. Figure 6(c) shows that at 0.75% mass fraction of CB powder, no visible gaps exist between the layers, and the unmelted PES particles are wrapped. However, a few PES particles cannot be melted because of inadequate energy absorption. By contrast, as shown in Figure 6(d), with an increase in the mass fraction of CB powder to 1.0%, the degree of melting of PES particles is more significant. Additionally, each layer is wrapped by PES with fewer bubbles and voids because the fluidity of the PES/CB composite powders is enhanced with an increase in the CB mass fraction, and the density of the powders also increases. During sintering, the melted PES flowed into the pores to generate sintering necks between the PES particles, thereby increasing the density of the sintered part. As observed in Figure 6(e), a continuous surface is formed by the generation of sintering necks when the mass fraction of CB powder is 1.25%, and the volume of pores is smaller with a few bubbles on the fracture surface. These bubbles are derived from the increase in temperature caused by the absorption of laser energy by the PES/CB composite powders. A significantly higher temperature can lead to the decomposition of several PES particles, and the distribution of these bubbles on the fracture surface potentially causes a reduction in the density of the sintered part. As seen in Figure 6(f), a CB powder mass fraction of 1.5% leads to the enhanced fluidity of the PES particles after melting, filling the original pores. However, numerous bubbles remain on the fracture surface. This phenomenon can be attributed to the high mass fraction of CB powders, resulting in considerably increased thermal conductivity. Therefore, the decomposition of PES particles is accompanied by the generation of numerous bubbles. SEM images of the tensile fractures of PES/CB sintered parts with different CB mass fractions. (a) 0.25% (×100 magnification), (b) 0.5% (×100 magnification), (c) 0.75% (×100 magnification), (d) 1.0% (×100 magnification), (e) 1.25% (×100 magnification), and (f) 1.5% (×100 magnification).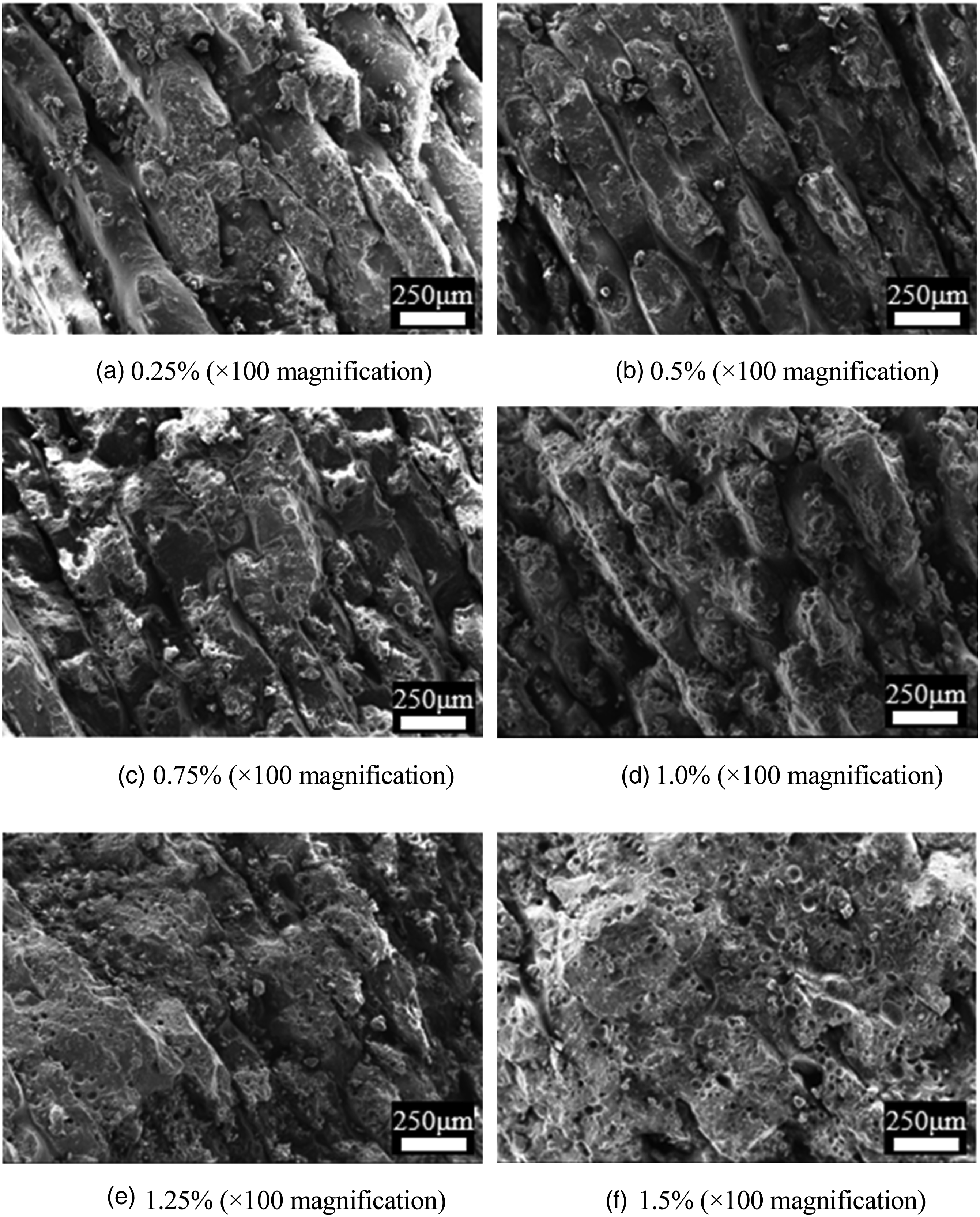
Figure 7 shows the tensile and bending strength profiles of the PES/CB sintered parts containing different mass fractions of CB. With an increase in the CB mass fraction, both the tensile and bending strengths of the sintered parts first increases and then decreases. When the mass fraction of CB powder is increased from 0.25% to 1.0%, the tensile and bending strengths of the sintered parts are gradually enhanced. At a CB powder mass fraction of 1.0%, the tensile and bending strengths of the sintered parts reach the maximum values of 9.23 MPa and 17.45 MPa, respectively. As the mass fraction of CB powder increases, the melted PES particles cannot wrap all the CB particles, and the connection between PES particles is hindered by the extensive distribution of CB powders, thereby increasing the porosity and decreasing the mechanical strength. This is because the diameter of the PES particles is larger than that of the CB particles by approximately 10 times. Therefore, CB particles aggregate on the surface of PES particles via surface crowding. This phenomenon leads to uneven heat transfer and consequently weakens the mechanical properties of the sintered part. Effects of CB mass fractions on the mechanical properties of PES/CB sintered parts. (a) Tensile strength and (b) Bending strength.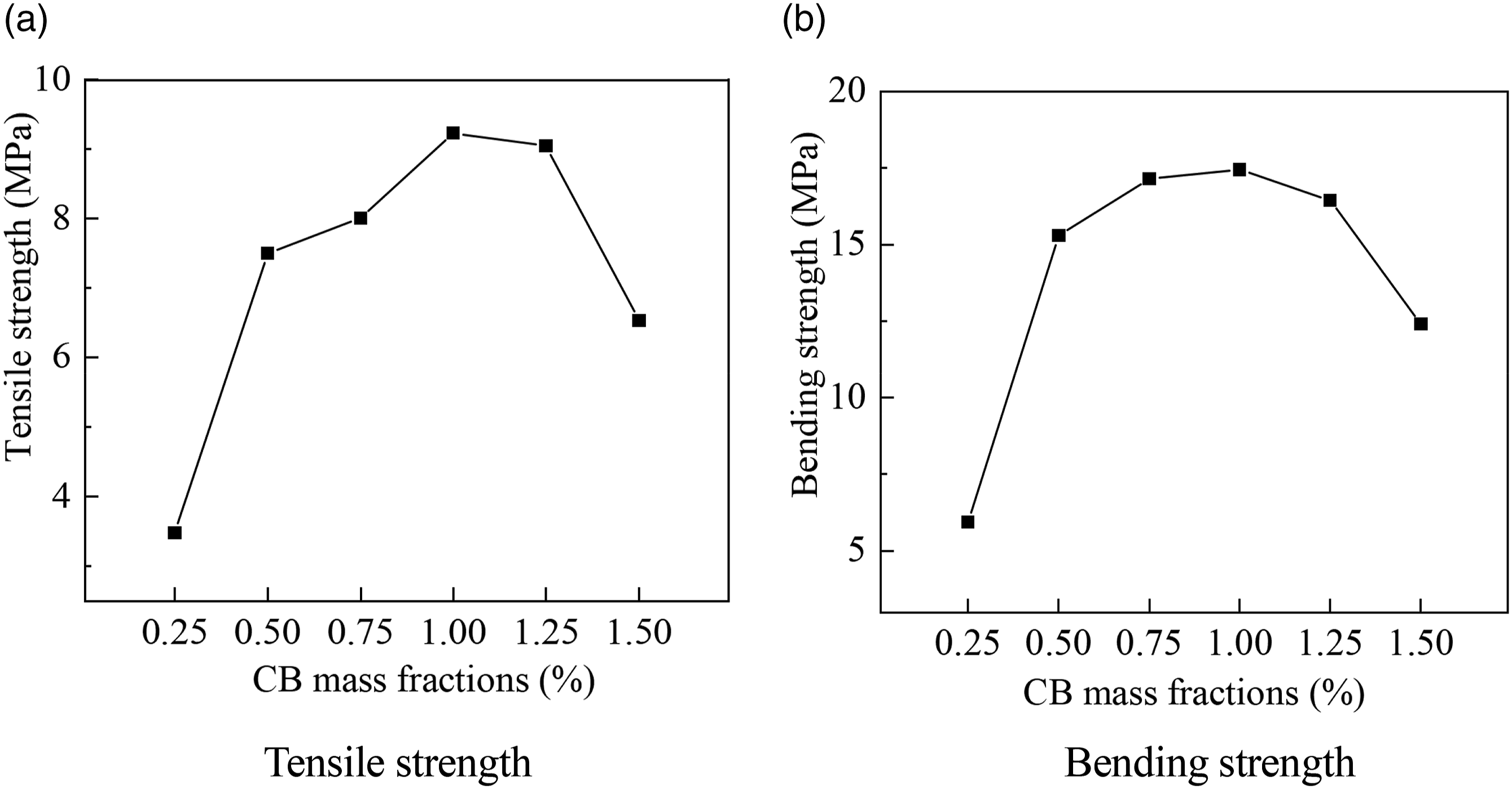
The composition ratio of the PES/CB composite powders plays an important role in determining the forming accuracy of the sintered part. The fluidity of PES/CB composite powders can be influenced by the CB mass fraction, which can cause variations in thermal conductivity and forming accuracy of the sintered part. Figure 8 presents the dimensional accuracy of the sintered tensile and bending specimens with various CB mass fractions along different directions. Based on the curve illustrating dimensional changes, significant changes are not observed in the dimensional accuracy of the sintered parts along the X-direction was observed as the mass fraction of CB powders is increased, and the maximum and minimum values are determined to be 99.86% and 99.18%, respectively. When the CB mass fraction is within the range of 0.25%–0.75%, the dimensional accuracy of the tensile specimens along the Y-direction slightly increases and then decreases. Additionally, when the CB mass fraction is within the range of 0.25%–1%, the dimensional accuracy of the bending specimens along the Y-direction gradually increases, whereas it rapidly decreases with the continuous increase in CB mass fraction. Conversely, the CB mass fraction exerts the strongest influence on the dimensional accuracy along the Z-direction, wherein the dimensional accuracy of the tensile specimens shows an increasing trend in the range of 0.25%–0.75%, and the dimensional accuracy of the bending specimens shows an increasing trend in the range of 0.25%–1%. Notably, the dimensional accuracy of the bending specimen increases to 97.13% when the CB mass fraction reaches 1% and then exhibits a decreasing trend. This suggests that the dimensional accuracy of the sintered parts along the Z-direction is associated with the absorption of laser energy. At an extremely low mass fraction of CB powder, the ability of PES/CB composite powders to absorb laser energy is weak; therefore, the PES powder particles cannot melt completely, leading to poor dimensional accuracy. When the mass fraction of CB powder is relatively high, the ability of the PES/CB composite powders to absorb laser energy is significantly enhanced, resulting in excessive sintering. Dimensional accuracy of sintered parts containing different CB mass fractions. (a) Tensile specimens and (b) Bending specimens.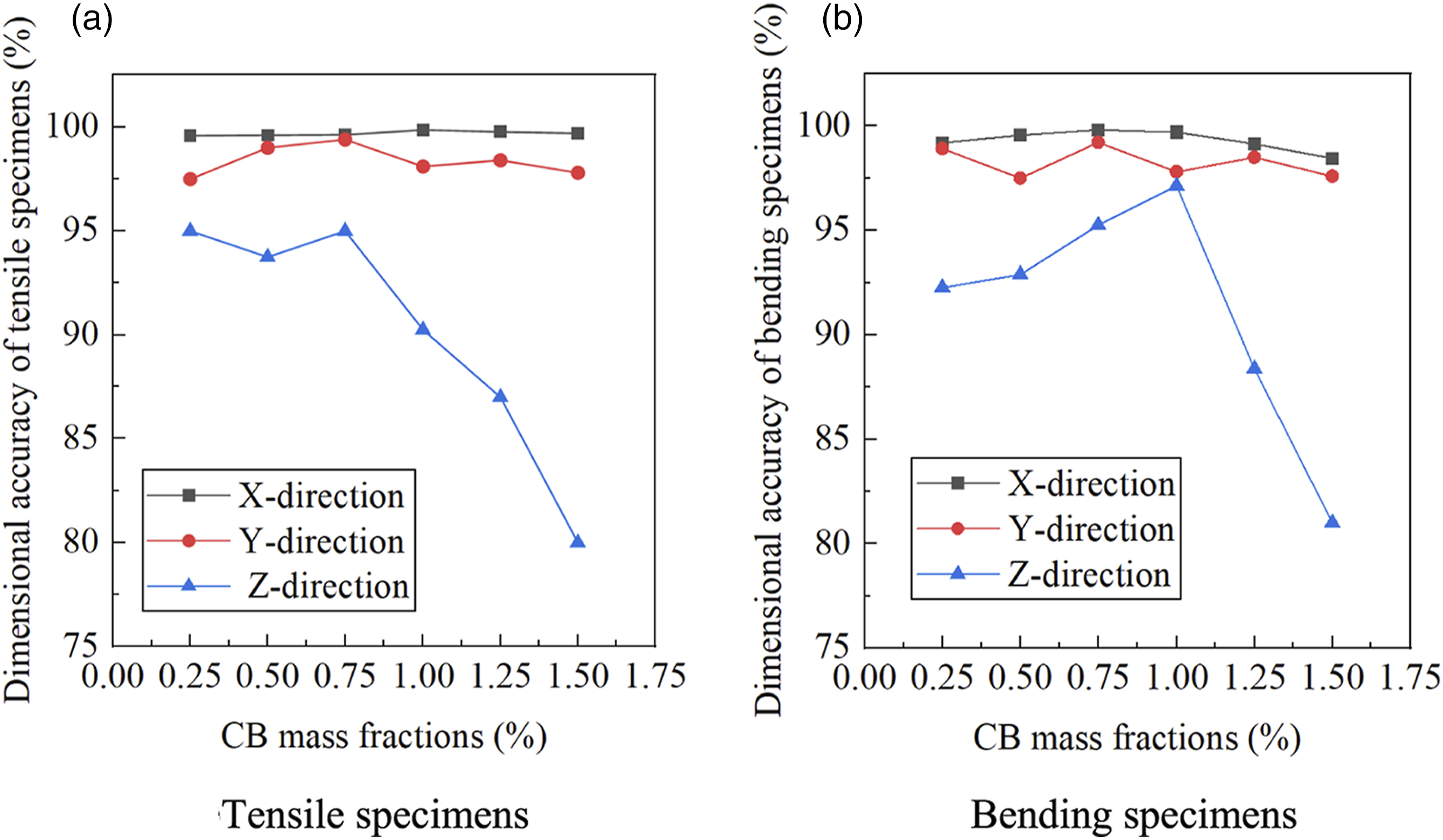
Orthogonal experimental analysis
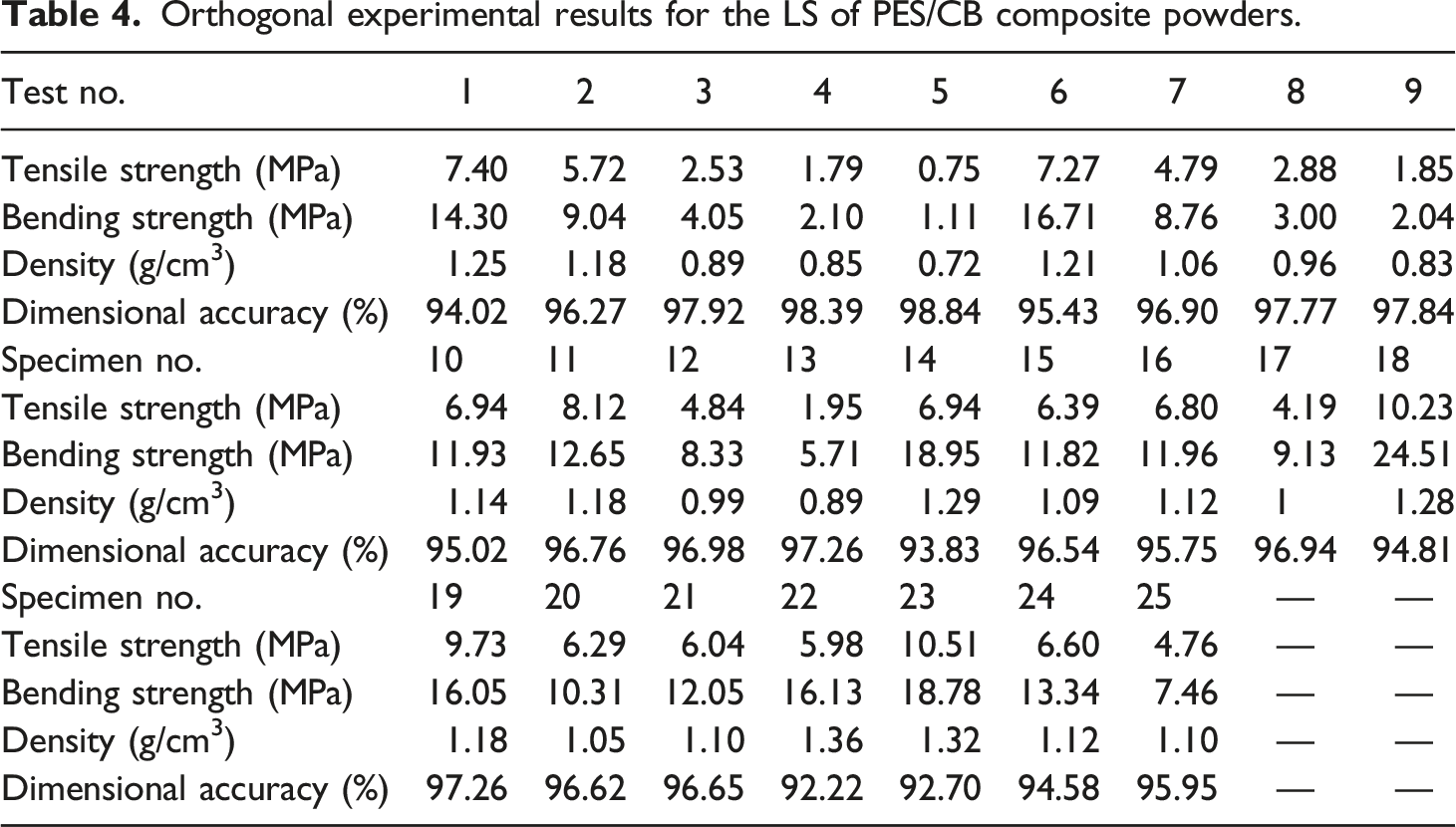
Orthogonal experimental results for the LS of PES/CB composite powders.
Single-factor analysis
Range values of the influence degree of processing parameters on the sintering quality of the sintered parts.
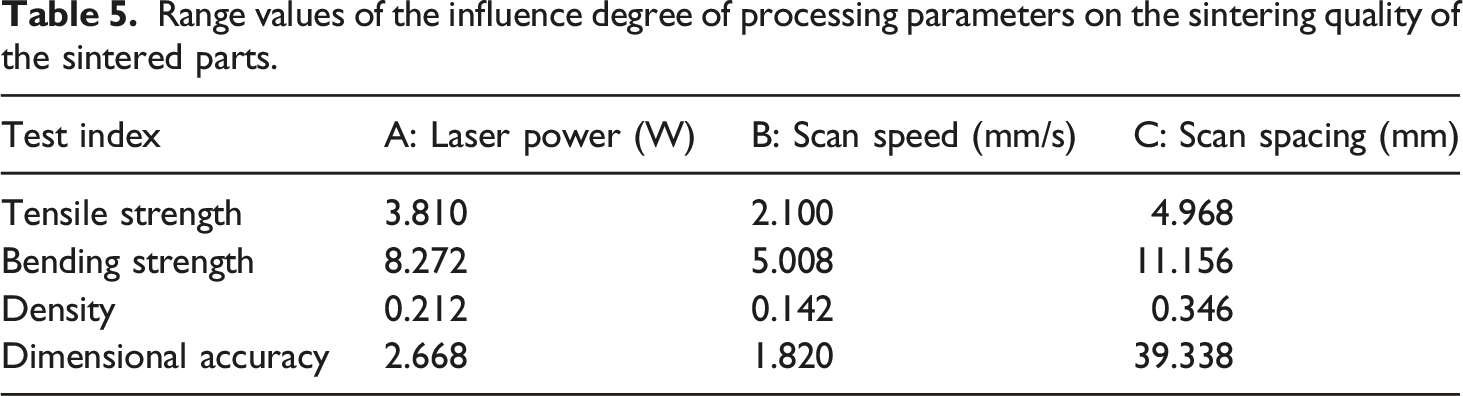
Figure 9 provides a direct analysis of the influence of various processing parameters on the tensile strength of the sintered part. As the laser power is increased from 10 W to 16 W, the tensile strength of the sintered part gradually increases; however, when the laser power reaches 18 W, the curve of tensile strength shows a decreasing trend. This result demonstrates that as the laser power is increased, the laser energy density imposed on the powder surface is enhanced, leading to the melting of more particles and sufficient bonding between particles. However, an excessively high laser power is accompanied by an increased energy density; therefore, a certain portion of the powders are vaporized by heating, leading to a reduction in the mechanical strength of the sintered part. Notably, the tensile strength of the sintered part generally decreases with an increase in the scanning speed. As the scanning speed increases, the laser residence time on the surface of the powder bed decreases. Accordingly, the laser energy absorbed by the powders also reduces, and the remaining PES powder particles cannot be fully wrapped owing to the fewer melted PES particles. Meanwhile, with an increase in the scanning spacing, the tensile strength of the sintered part first increases and then decreases. The spot diameter of the near-infrared laser was identified as 0.08 mm after passing through the field mirror, and the laser energy decreased outward from the spot center. With an excessively small scanning spacing, the overlapping region during laser scanning is extremely large, resulting in the absorption of a high laser energy by several powder particles and, consequently, powder decomposition. Conversely, when the scanning spacing is very large, the powders located at the edge of the scanning line cannot absorb sufficient laser energy to fully melt, causing a reduction in the tensile strength. Therefore, the optimal processing parameters of laser power (A), scanning speed (B), and scanning spacing (C) are determined to be A4, B1, and C2, respectively. Therefore, the optimal combination of processing parameters for achieving a sufficient tensile strength of the sintered part is verified to be A4B1C2. Relationships between the tensile strength of the sintered parts and LS processing parameters of laser power, scanning speed, and scanning spacing. (a) Laser power. (b) Scanning speed. (c) Scanning spacing.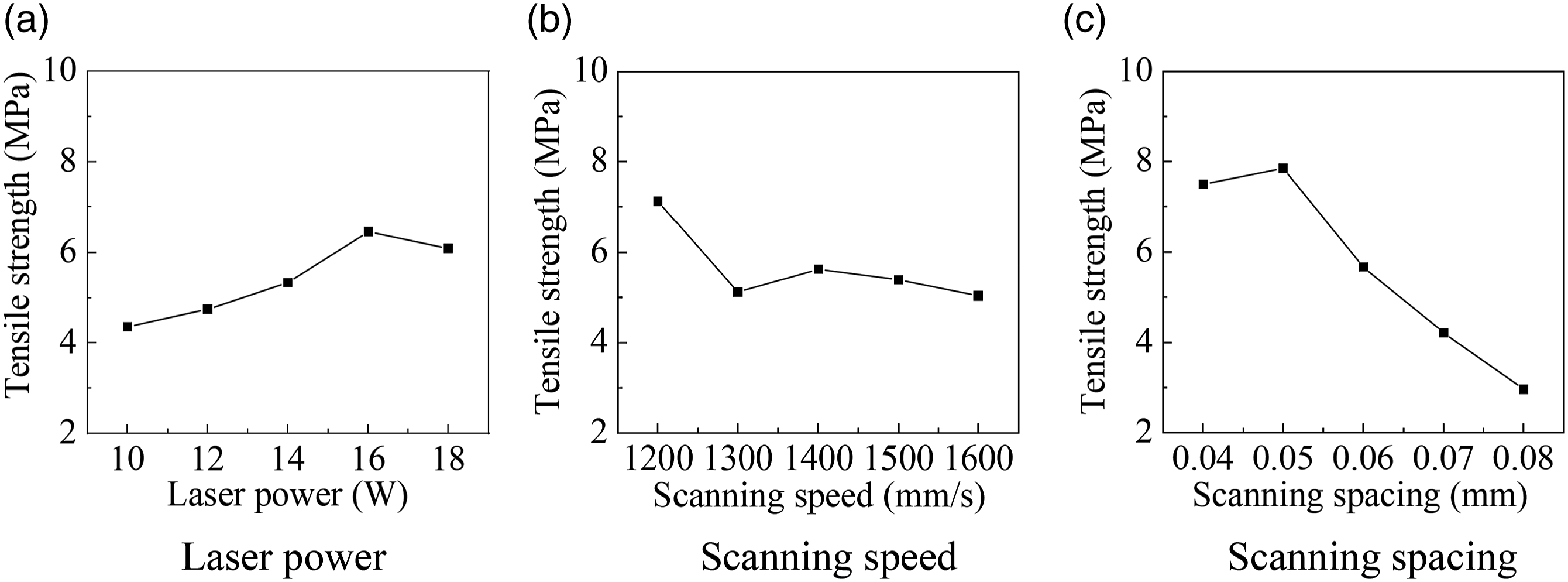
Figure 10 presents a direct analysis of the influence of various processing parameters on the bending strength of the sintered part. When the laser power is increased from 10 to 16 W, the bending strength of the sintered part gradually increases, whereas the curve of the bending strength exhibits a decreasing trend when a laser power of 18 W is reached. The bending strength of the sintered part gradually decreases with increasing scanning speed and scanning spacing. Therefore, the optimal processing parameters of laser power (A), scanning speed (B), and scanning spacing (C) are determined to be A4, B1, and C1, respectively. The optimal combination of the processing parameters for achieving a sufficient bending strength of the sintered parts is confirmed to be A4B1C1. Relationships between the bending strength of the sintered parts and LS processing parameters of laser power, scanning speed, and scanning spacing. (a) Laser power, (b) Scanning speed, and (c) Scanning spacing.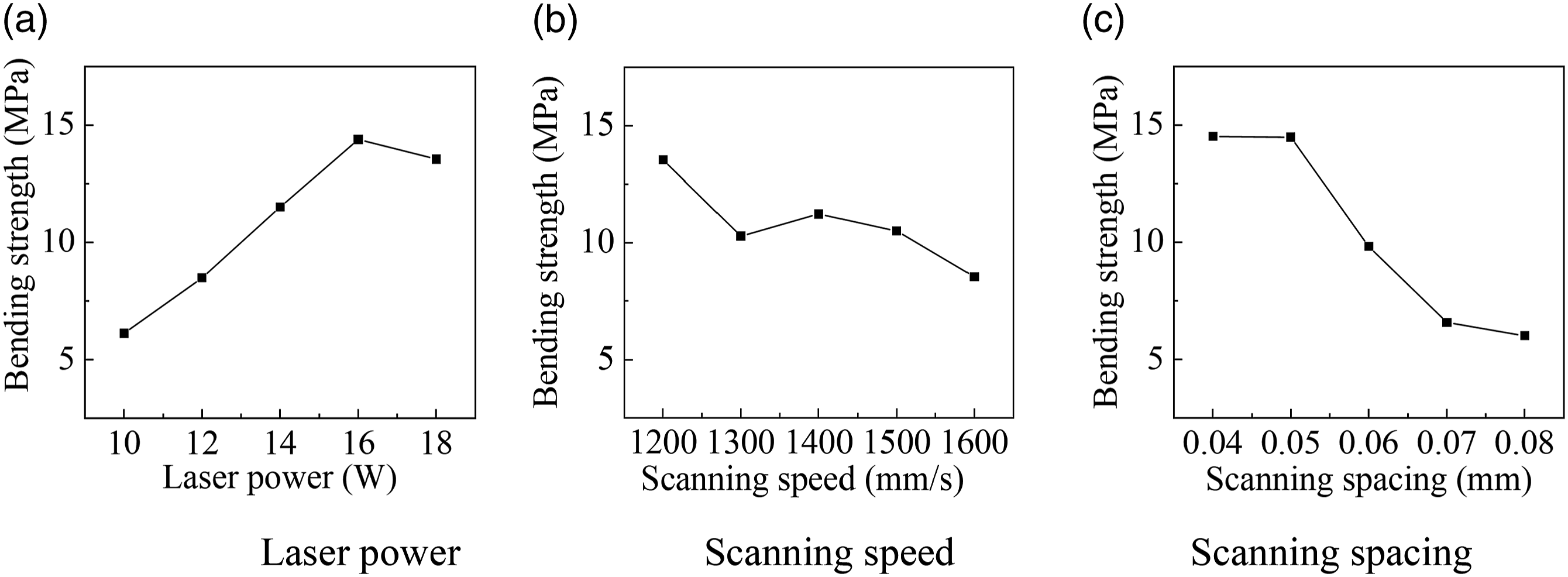
A direct analysis of the influence of various processing parameters on the density of the sintered part is shown in Figure 11. With an increase in the laser power, the density of the sintered part increases; when the laser power reaches 18 W, the density of the sintered part reaches a maximum value. This trend is due to the higher laser energy density imposed on the powder surface because of the increasing laser power. The fluidity of the powders can be improved by liquid PES owing to the presence of more melted particles, resulting in an enhanced density of the sintered part. With an increase in the scanning speed, the laser residence time on the surface of the powder bed is shortened; therefore, the laser energy absorbed by the powders decreases. Accordingly, the gap between the layers of the sintered part expands owing to the less-melted PES particles, leading to a reduced density of the sintered part. As the scan spacing is increased, the powders located at the edge of the scanning line cannot absorb sufficient laser energy to fully melt the powders, causing a reduction in density. Therefore, the optimal processing parameters of the laser power (A), scanning speed (B), and scanning spacing (C) are determined to be A5, B1, and C1, respectively. The optimal combination of the processing parameters for the density of the sintered parts is determined to be A5B1C1. Relationships between the density of the sintered parts and LS processing parameters of laser power, scanning speed, and scanning spacing. (a) Laser power, (b) Scanning speed, and (c) Scanning spacing.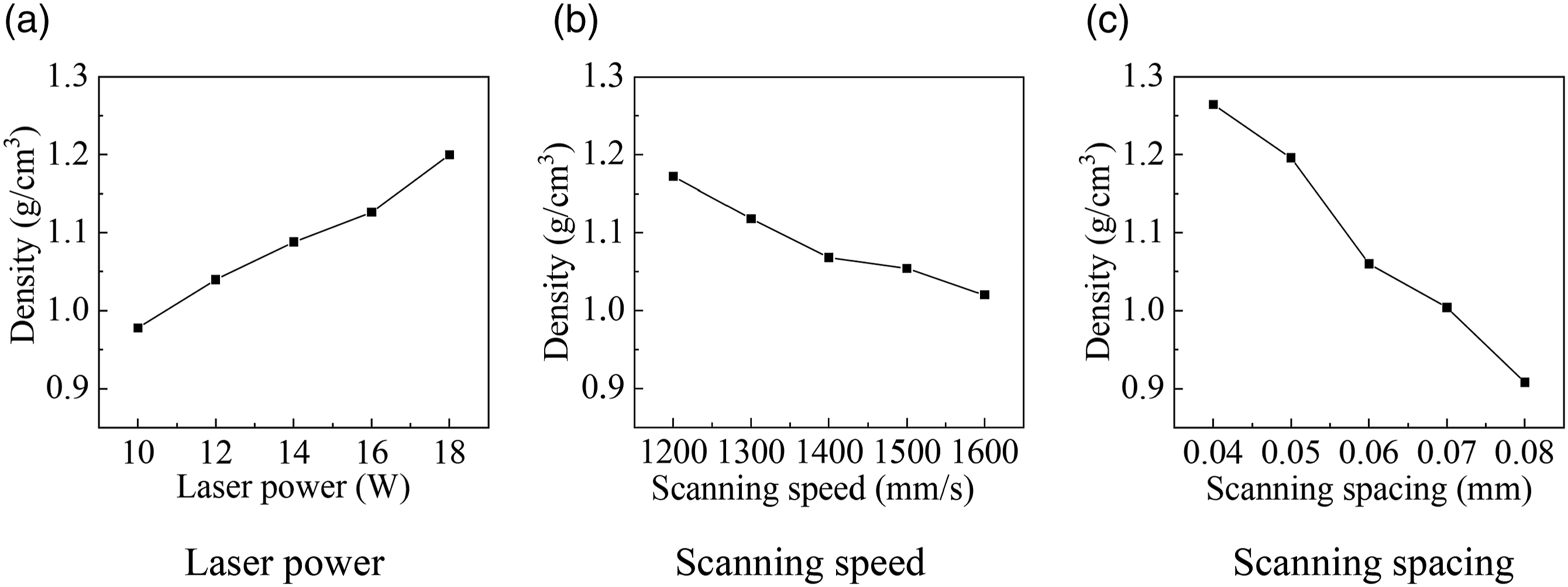
Figure 12 shows a direct analysis of the influence of various processing parameters on the dimensional accuracy of the sintered parts. With an increase in the laser power, the dimensional accuracy of the sintered parts decreases because the laser energy density imposed on the powder surface is enhanced due to increasing laser power. Owing to the generation of more melted particles, the fluidity of the powder bed can be improved using liquid PES. The volume of the sintered part decreases inwardly owing to the surface tension of the liquid, leading to a reduced forming accuracy of the sintered part. With an increase in the scanning speed, the laser residence time on the surface of the powder bed is shortened; therefore, the laser energy absorbed by the powders is reduced, leading to an enhanced forming accuracy of the sintered part. As the scanning spacing increases, the powders at the edge of the scanning line cannot absorb sufficient laser energy to fully melt, resulting in an increase in the forming accuracy. Therefore, the optimal processing parameters of laser power (A), scanning speed (B), and scanning spacing (C) are determined to be A4, B4, and C5, respectively. The optimal combination of the processing parameters for the dimensional accuracy of the sintered part is confirmed to be A4B4C5. Relationships between the dimensional accuracy of the sintered parts and LS processing parameters of laser power, scanning speed, and scanning spacing. (a) Laser power, (b) Scanning speed, and (c) Scanning spacing.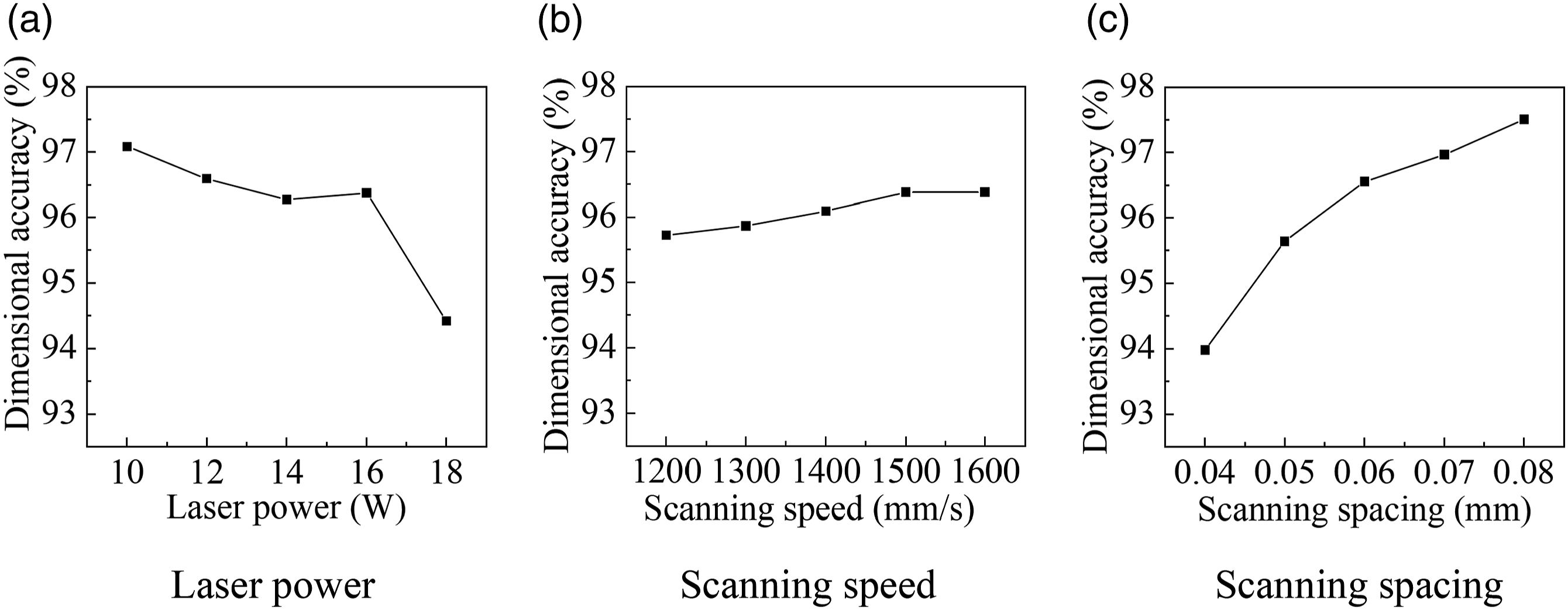
Multi-index synthetic analysis
In terms of the importance of each index in the overall multi-index measurement, the weight of each index was identified, and a reasonable calculation method was established for the experimental results such that balanced technical parameters could be determined via comprehensive selection. The four indices of tensile strength (



First, mechanical strength should be considered as an important factor in determining whether the sintered part meets the practical requirements of a workpiece. The sintered part can be used for further processing only when the mechanical strength reaches a certain level, thereby eventually achieving its industrial value. Accordingly, the weight of the mechanical properties of the sintered part should account for the largest proportion. The fitting accuracy of the components after processing was affected by the dimensional accuracy of the sintered parts. A sintered part with a low dimensional accuracy cannot be used. Therefore, considerable attention should be devoted to the dimensional accuracy of the sintered part; in contrast, density is not a key factor influencing the forming quality of the sintered part. The weights of the tensile strength, bending strength, density, and dimensional accuracy of the sintered part were identified as 
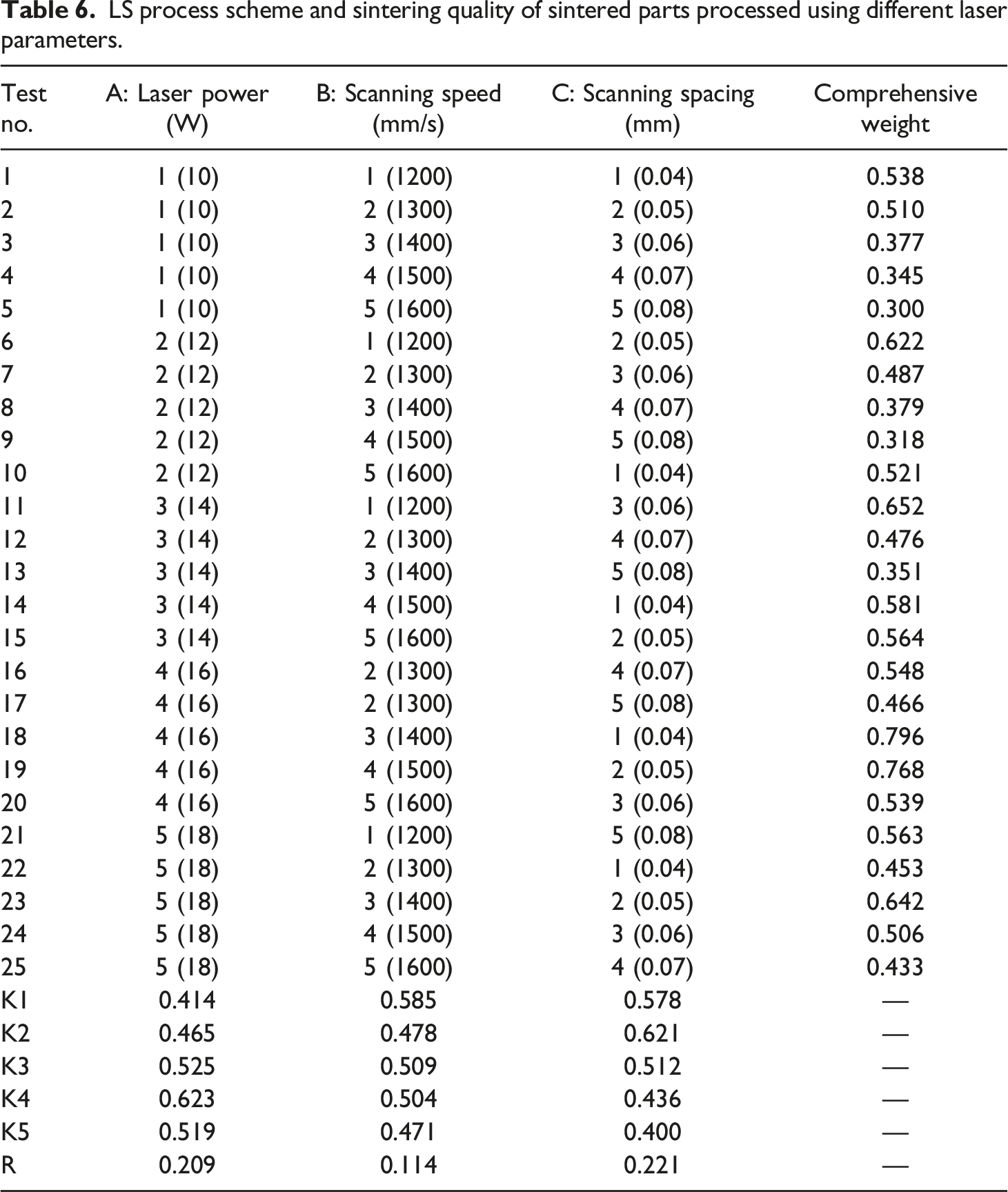
LS process scheme and sintering quality of sintered parts processed using different laser parameters.
Data comparison after optimization.
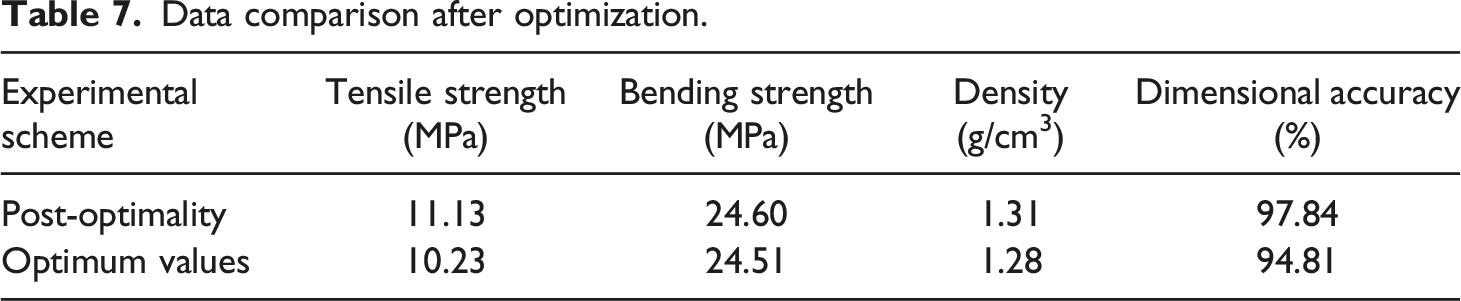
Based on the data listed in Table 4, the combination of the laser processing parameters with the highest comprehensive weight is selected in Table 6. Tensile strength, bending strength, density, and dimensional accuracy of the optimized sintered part were compared. After optimization, all forming quality indices of the sintered part were enhanced to a certain extent, demonstrating that the quality of the sintered part could be improved by optimizing the LS processing parameters.
Conclusions
(1) A CO2 laser can be replaced by a fiber laser, which does not require a water-cooling system, and LS is performed without heating. This system demonstrates the feasibility of using near-infrared laser for LS without heating, which can be applied to considerably reduce the cost and dimensions of LS equipment. Significantly, this study provides a novel approach for developing low-cost, miniaturized LS equipment. (2) For the PES/CB composite powders with CB mass fractions of 0.25%–1.5%, the fracture porosity of the sintered part gradually decreased with an increase in the CB mass fraction, and the gap between layers was also reduced. However, when the CB mass fraction exceeded 1%, numerous bubbles appeared, indicating the occurrence of the “over-burning” phenomenon. Both tensile and bending strengths exhibited similar trends, wherein the values initially increased and then decreased. The forming accuracy generally increased with an increase in the CB mass fraction but showed a decreasing trend when the CB mass fraction exceeded 1%. (3) The effects of the laser power, scanning speed, and scanning spacing on the forming quality of the sintered parts of the PES/CB composite powders were systematically investigated. The experimental results demonstrated that with an increase in the laser power, the mechanical strength of the part increased. When the laser power exceeded 16 W, the mechanical properties deteriorated. Meanwhile, as the laser power increased, the density of the sintered part increased; however, the corresponding dimensional accuracy was reduced. With an increase in the scanning speed, the mechanical properties and density of the sintered part decreased; however, the dimensional accuracy was enhanced to a certain extent. When the scanning spacing was increased, both the mechanical properties and density decreased; however, the dimensional accuracy improved. The orthogonal experimental scheme was designed using three factors and five levels. Based on the analysis of variance of the orthogonal experimental tests, scanning spacing exerted the highest influence on the sintering quality of the sintered parts of the PES/CB composite powders. The optimal LS processing parameters of a laser power of 16 W, scanning speed of 1200 mm/s, and scanning spacing of 0.05 mm were determined using the comprehensive weighted method.
Footnotes
Acknowledgement
The listed authors are grateful to the Natural Science Foundation of China, the Research and Development Center of 3D Printing Material and Technology of Northeast Forestry University.
Authors’ Contributions
D.M.: wrote the original manuscript; Y.G.: checked the final writing and polishing it; J.L.: contributed to both English language editing and general check; G.S: wrote the final draft and checked the English language editing.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Fund of China (Grant No. 52075090), the Key R&D Program of Heilongjiang Province (GA21A403), the Fundamental Research Funds for the Central Universities (2572021BF01), the Natural Science Foundation of Heilongjiang Province (YQ2021E002).