
Abstract
The current available wood-plastic materials used for selective laser sintering (SLS) investment casting are often poor in fluidity in molten state, which is not easy to flow out the shell mold. This led to a large amount of residual ash in mold after heating and lowered the quality of the sintered parts. In this article, the Co-Polyamide (Co-PA Hotmelt adhesive) and rice husk powders (RH) were proposed as the feedstock of the rice husk (RH)/CO-PA composite (RHPA) for SLS. CO-PA with good fluidity was used as the matrix and RH powder as the additive materials. This paper aims to optimize the SLS processing parameters and determine the optimal ratio of RHPA parts manufactured by SLS. Through this work, an orthogonal experimental method of five factors and four levels was used to determine the optimum SLS parameters for the RHPA SLS test. The scan spacing, scan speed, laser power, layer thickness, and preheating temperature are chosen as main SLS affecting factors of this study. The synthesis weighted scoring methods were used to conclude the optimal combination of SLS parameters of RHPA i.e., scan spacing = 0.15mm, scan speed = 2m/s, laser power =16W, layer thickness = 0.25 mm and the preheating temperature = 74°C. Moreover, the influence of RH content on the mechanical properties, dimensional accuracy, and the residual ash content of RHPA parts was determined. When the ratio of RH powder on RHPA is 10 wt %, the bending strength of the sintered parts will reach 2 MPa. Besides, the residual ash content of RHPA parts after heating step was lower (1.1881%) and the tolerance level is CT5. Thus, the dimensional accuracy in X, Y, and Z directions of 10 wt % RHPA SLS parts is 99.79%, 98.71%, and 97.9%, respectively; and the surface of casting was smooth and clear details.
Keywords
Introduction
Selective laser sintering (SLS) is a 3D printing technology that was first proposed by C. R. Deckard in 1988; the powder bed is scanned selectively by laser, and the processing is completed layer by layer.1,2 Compared with other 3D printing technologies, SLS technology has the advantages of no support during processing, unsintered material can be reused and recycled, and a wide range of materials can be used.3 Moreover, SLS was utilized in investment casting technology since the invention of SLS.4,5,6 Parts with complex structure can be printed directly through SLS by a simplified manufacturing process; meanwhile, the production time and costs are reduced.7,8 Generally, the materials used in SLS are polycarbonate, 9 PS powder, 10 and their derivative materials.
The interest of manufacturing patterns via SLS has increased with increase the interest in industrial proliferation of the SLS. 11 At present, there are many researchers investigated the composites materials for SLS.12,13 However, a fewer studies in investment casting using biomass material via SLS to manufacture patterns. Through previous studies results, some of new materials have good performance in dimensional accuracy and mechanical strength. 14 Yang et al. studied the characteristics of PS-based SLS materials and analyzed the defects of the PS-based powder used for manufacturing patterns, and then improved the gating system to raise the investment casting.15,16 Yusheng Shi and his team proposed a new method for preparing SLS materials 17 ; through using this method of preparation, the mole fraction of materials will reduce and increase the rigidity of the molecular chains. Korber studied PVB investment molds printed by fused deposition modeling (FDM) and was successfully applied to casting single crystal thin-walled nickel-based alloys. 18 Zhang Hui researched the application of pine wood composite material (PCPES) in investment casting and the results showed that wax-infiltration post-processing of PCPES SLS part was more suitable for investment casting. However, PCPES is difficult to discharge from shell mold due to its high viscosity, a low casting rate.19,20
Other researchers developed a wood-plastic composite such as biomass materials powder (filler) and CO-PES (matrix) for manufacturing investment casting patterns by SLS, which has the advantages of low price and environmental friendliness.21,22 However, the manufacturing success rate of investment casting of wood-plastic SLS patterns is low, due to high viscosity in high temperature. Before discharging the wood-plastic patterns from mold, the patterns were heated to melting temperature and less than decomposition temperature; thus, the molten wood-plastic materials will flow out automatically. Most of the molding materials still remain in shell mold, due to the high viscosity and poor fluidity of wood-plastic materials. Thus, the temperature of composite materials should increase to the decomposition temperature to burn out the molten mold and the ash is discharged.23,24 However, the undischarged materials lead to reduce the contact between complex parts of patterns material and air, which producing carbides in the internal surface of shell mold during the decomposition process. The carbides are difficult to remove from the shell. Thereby, leading to reduce the quality of the casting part.
Through the previous studies recommendations, it is necessary to develop new material with low viscosity and good fluidity in the molten state to improve the quality of casting parts. When the patterns were heating more than melting temperature, some of materials flow out the shell mold as much as possible to ensure the heat and air enter the shell mold smoothly during the heating process, so that the unflowed materials were fully decomposed and burned. This is also important to determine and study the ash content behavior remaining inside the shell mold after heating.
In the current study, RH was added to CO-PA matrix to produce a composite of RHPA for SLS and the sintering properties of RHPA were studied greatly. CO-PA is a hot adhesive powder that differs from PES in molecular weight and viscosity. The viscosity of CO-PA is 180Pa. s at 160°C, and the viscosity of PES is 350Pa.s at 160°C. The viscosity of CO-PA is lower than that of PES. As a result, CO-PA has better fluidity in the molten state. The property of CO-PA materials lead to improve the density of the CO-PA sintered parts, reduce the porosity, and enhance the mechanical properties of the produced SLS parts. 25 The lower viscosity of CO-PA makes it a suitable material for SLS to manufacture investment casting patterns. However, the main problem of CO-PA material is the large deformation of the sintered parts, which leads to reduction in dimensional accuracy of the sintered parts (Figure 9(a)). The deformation issues will restrict the potential applications of CO-PA powder in the investment casting process. Therefore, in order to solve the problem of low dimensional accuracy and geometric accuracy, there will add RH powder to CO-PA powder to reduce the deformation and improve the CO-PA SLS parts.26,27 Through this work, the optimal combination of SLS processing parameters was determined by using the orthogonal experimental method. Besides that, the effects of SLS processing parameters i.e., laser power, scan speed, scan spacing, layer thickness and preheating temperature on the dimensional accuracy and mechanical strength of the produced RHPA SLS parts were deeply studied and discussed. Meanwhile, to further improve the produced RHPA SLS parts, the composition and distribution ratios of RHPA composite were optimized to enhance the performance of RHPA patterns to fully meet the requirements of the investment casting. Moreover, determined the effect of RH powder content on the ash content residual of the produced RHPA SLS parts. To validate the mechanical properties of the RHPA SLS parts, the dimensional accuracy results of the RHPA SLS parts were compared with the other related studies. Finally, Apply the RHPA pattern to investment casting instead of traditional pattern, which can reduce the production time and costs. Investment casting process of RHPA pattern was studied so that it can produce qualified casting.
Materials and method
Materials
The materials used in this experiment are rice husk in powder form and Co-Polyamide (Co-PA Hotmelt adhesive) powder. The raw rice husk was collected from the agricultural waste of Heilongjiang Province. Firstly, the rice husk is crushed using a grinder machine (Yongkang Boou Hardware Products Co., Ltd.), and then the crushed samples were sieved with standard vibrating sieves (HC-600-3S ultrasonic vibrating screen) by intensive shaking to produce rice husk powder (RH) with an average particle size of 120μm. Figure 1(a) shows the scanning electron microscope of raw rice husk fibers. The basic information of CO-PA powder is:particle diameter range:0 µm–80 µm, density:0.49 g/cm3, melt flow rate:60±2 g/10 min at 160°C, viscosity:180Pa·s at 160°C, softening point:95–105°C, starting decomposition temperature:403°C, glass transition temperature:60°C. CO-PA powder was purchased from Anhui Tiannian Material Technology Co., Ltd. (Anhui Tiannian, China). The micromorphology of CO-PA is shown in Figure 1(b). The RH powder tended to make the CO-PA composite more flexible and smoother. Besides, the RH powder will increase the accuracy of the dimensions of the RHPA SLS parts and reduce the deformation of CO-PA SLS parts, which is led a possible to use it in investment casting. Preparation of the RHPA composite, from pure RH until mechanical mixing processing; (a) micromorphology of RH powder; (b) micromorphology of CO-PA powder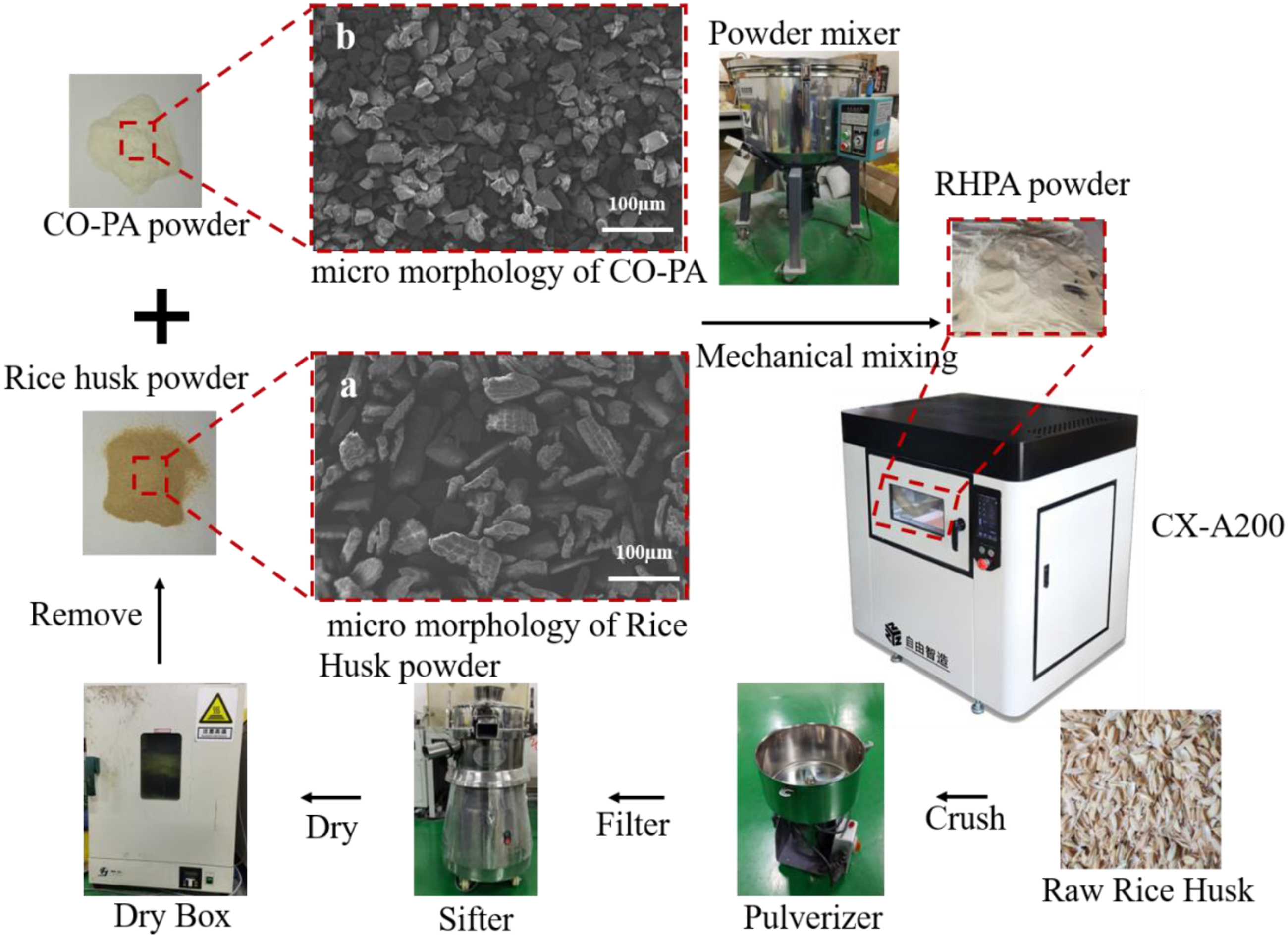
Preparation of rice husk powder (RH)/CO-PA composite powder
The RH powder and CO-PA were dehydrated at a temperature of 105°C and 50°C, respectively (Beijing Longyuan Technology Co., Ltd.), moreover, the powders are weighed every 1h until the quantity is stable (not change). Following the dried, the RH was manually prepared and mixed with CO-PA powder in various content ratios and then the composite was mechanically mixed using an SHR-10A high-speed mixer to obtain uniform distribution of the RHPA powder. Total of 9 different groups of RHPA were prepared and the specific ratios of RH and CO-PA powder were: 0 wt %, 5 wt %, 10 wt %, 15 wt %, 20 wt %, 25 wt %, 30 wt %, 35 wt %, and 40 wt %, respectively. In order to prevent the CO-PA powder from agglomerating due to high temperature generated during the mixing process; the RHPA powder is mixed manually firstly, and then mixed mechanically in a low-speed mixer for 10 min and finally mixed in a high-speed mixer for 4 min. Following the mixing, the RHPA composite powder is taken out and cooled naturally to be used in SLS. The process of the preparation of the RHPA composite is shown in Figure 1.
SLS experiments test
Various RHPA SLS specimens were manufactured using a CX-A200 laser sintering machine (Harbin Free Wisdom Technology Development Co., Ltd).
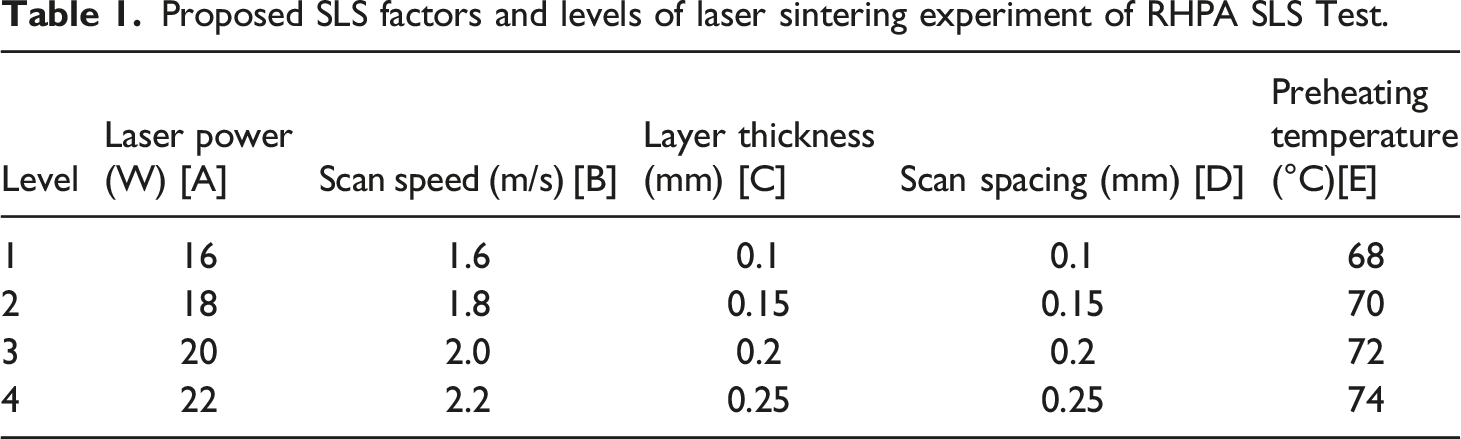
Proposed SLS factors and levels of laser sintering experiment of RHPA SLS Test.
Orthogonal experiment design of the rice husk/CO-PA composite
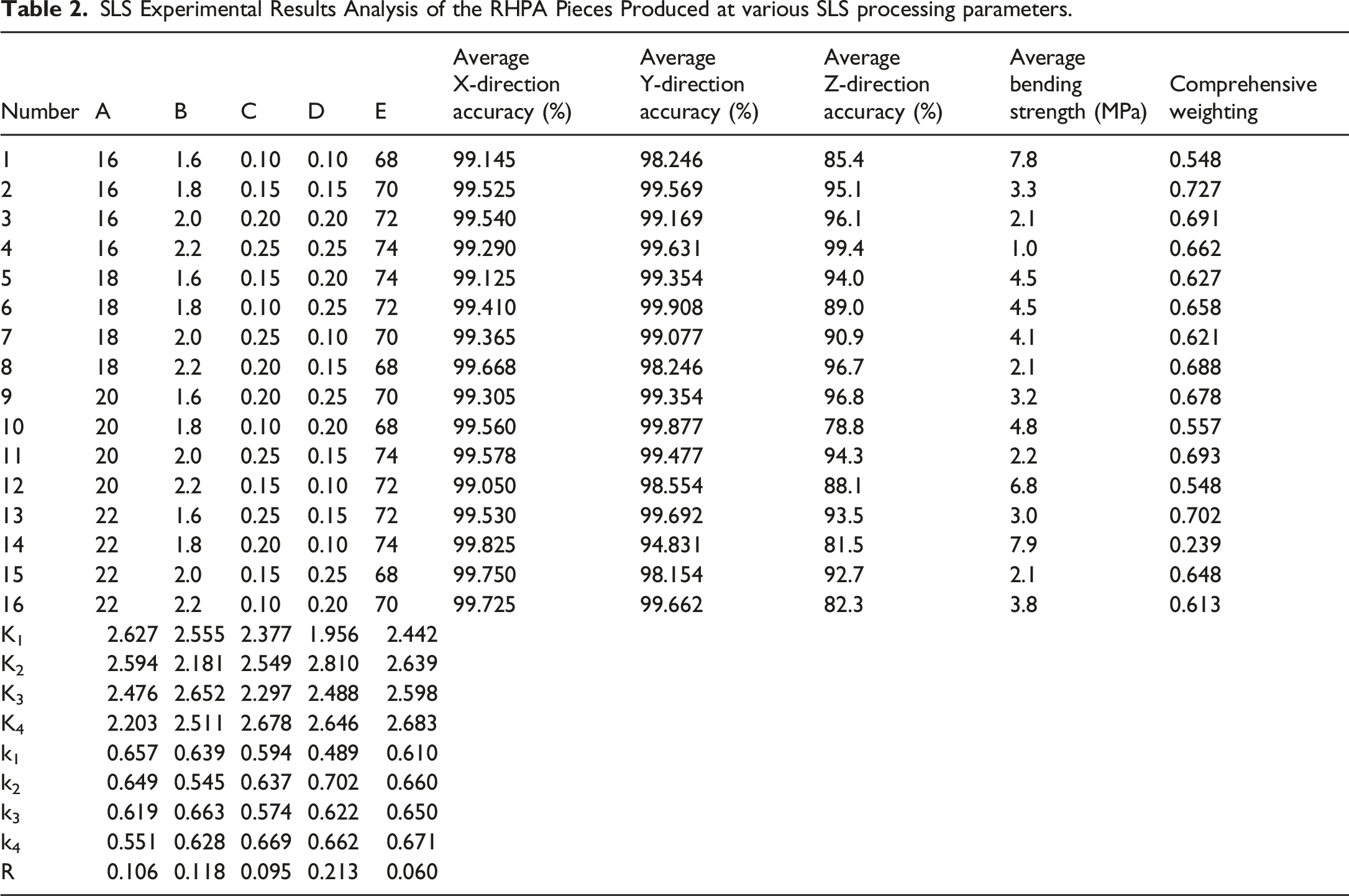
SLS Experimental Results Analysis of the RHPA Pieces Produced at various SLS processing parameters.
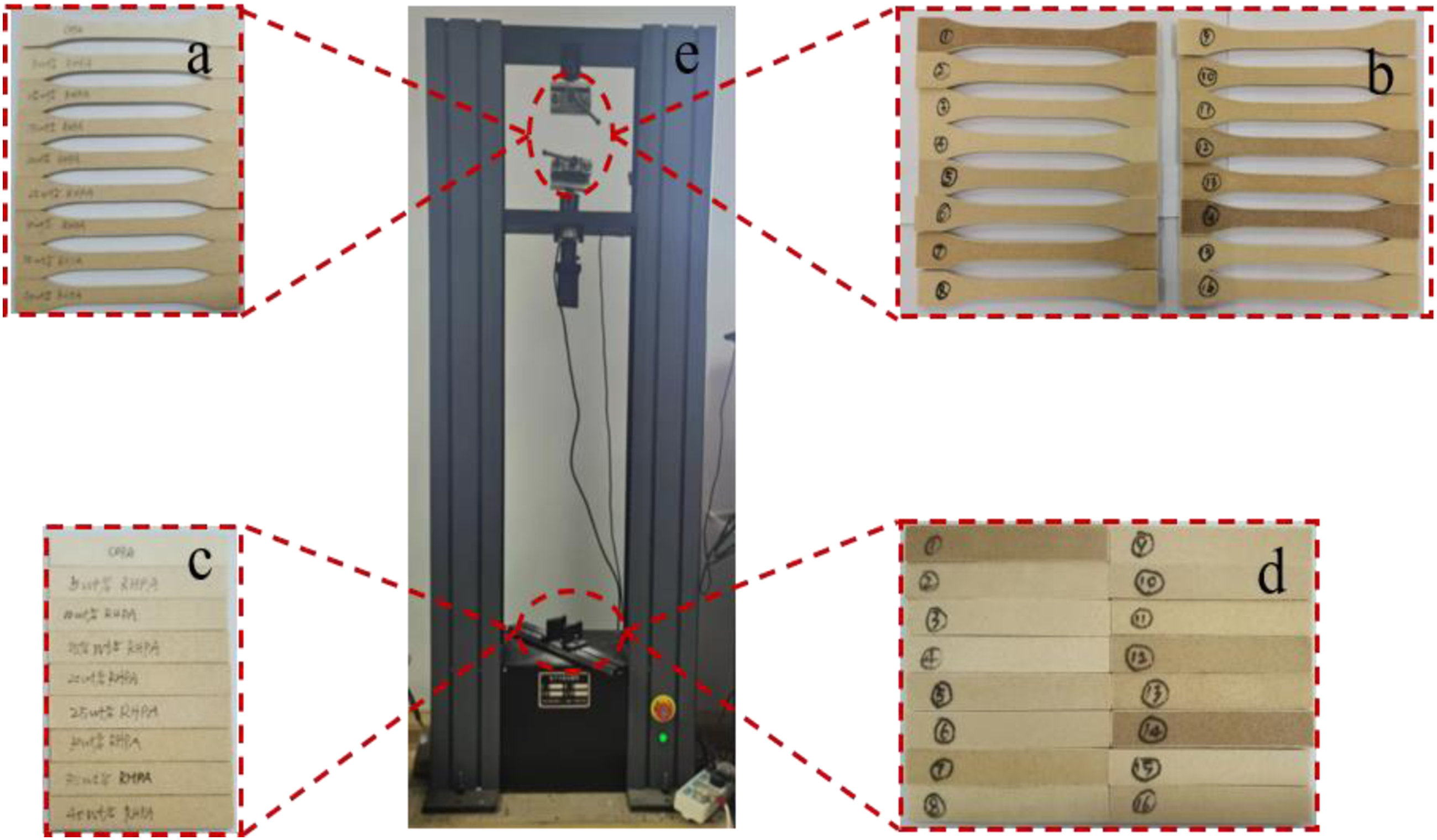
The tensile and bending testing samples of experimental test: (a) RHPA SLS samples of tensile strength test, produced at various ratio, (b) RHPA SLS samples of the orthogonal experimental of tensile strength test, (c) SLS samples of bending strength test produced at various ratio, (d) RHPA SLS samples of the orthogonal experimental of bending strength test, and (e) Byes-3003 electronic universal testing machine.
Thermal performance test
The Q20 Differential Scanning Calorimeter (DSC) (Shanghai Laary scientific Instruments Co., Ltd) test was performed to determine the glass transition temperatures of the RHPA composite and pure CO-AP powder. The total samples mass of both powders was 5mg, the heating rate was 10°C/min, and the range of testing temperature was between 40∼200°C, respectively. The Thermal test result is shown in Figure 3. DSC curve of 10% RHPA and pure CO-PA powders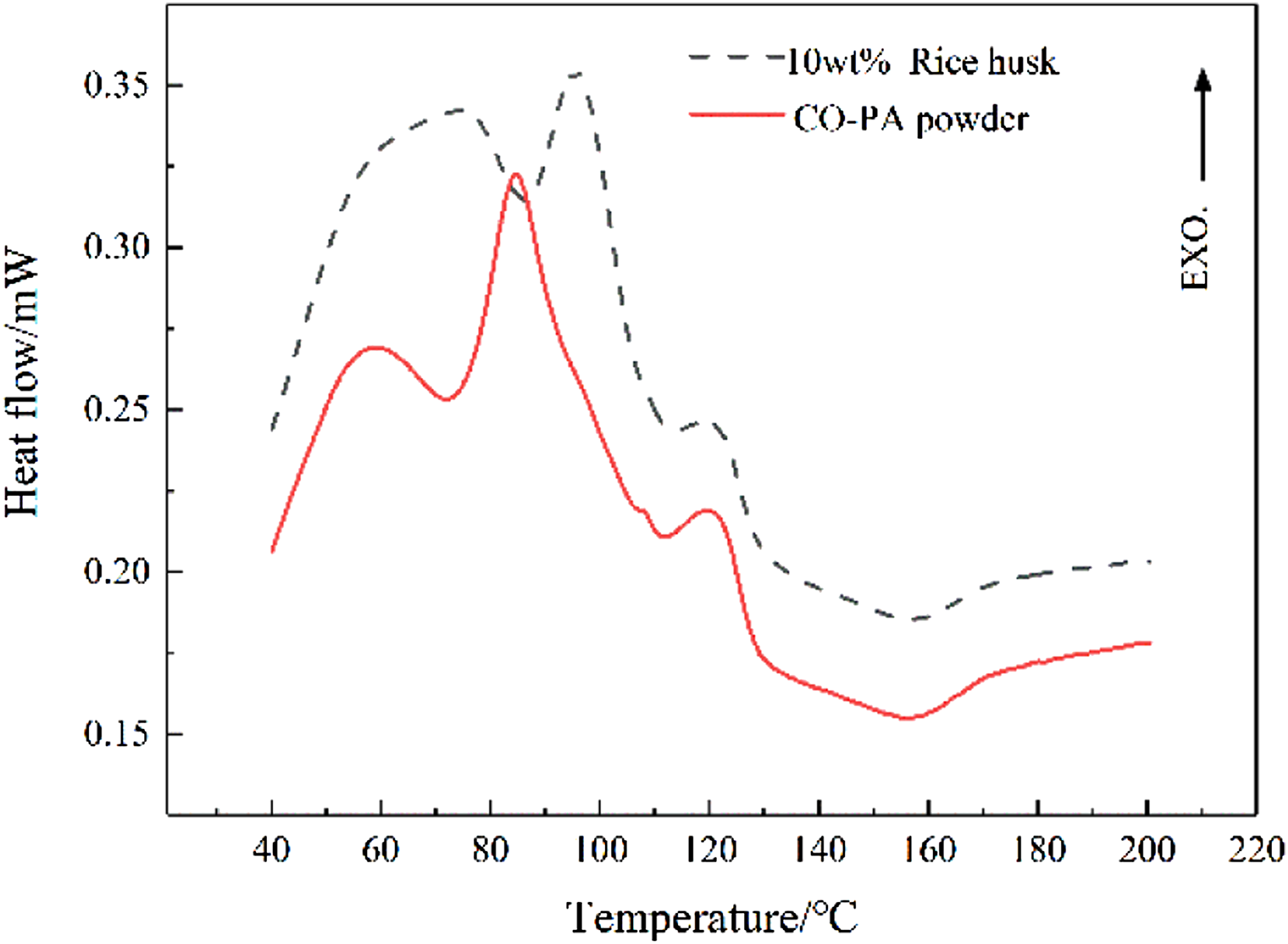
Mechanical testing
The mechanical strengths (both bending and tensile) of various RHPA SLS parts produced under different mixture ratios and different SLS parameters were tested by using a Byes-3003 electronic universal testing machine (Shenzhen Sans Company, China). The mechanical strength of the tested parts was reported as the average over five samples for each part design according to the specified Chinese standard (GB/T1040-1992). The tensile parts have a specific size of 150 mm × 10 mm × 4 mm and the bending samples have a specific size of 80 mm × 13 mm × 4 mm. Generally, the patterns used in investment casting have certain requirements for mechanical properties. The bending strength measuring is simpler and more reliable than tensile strength measuring, and the data is more reliable. Therefore, bending strength is often used instead of the strength of mold material in the investment casting process.
Dimensional accuracy analysis
The dimensional accuracy of the various RHPA SLS parts was conducted on samples with dimensions of 80mm×13mm×4mm. Thus, the dimensional accuracy of the specific RHPA parts in X, Y, and Z directions was calculated by using formula (1). Where, thickness, length, and width of the RHPA SLS parts were measured using an electronic Vernier caliper (Industrial Grade IP67 Waterproof Digital. China).
Ash content experiment
The box-type resistance furnace (SX2-512 Shanghai Shiyan Electric Furnace Co., Ltd) was used to burn samples. Firstly, let the crucible that containing the samples in the furnace, and increase the temperature to 850°C for 2 h. The electric furnace was turned off after the heating process was completed. Then, the sample was removed from the furnace and weighed at room temperature and finally calculated the ash content of the RHPA parts by using formula (2).
Results and discussion
Thermal performance analysis of RHPA composite
SLS AM technology mainly depends on the thermal influences. However, because RH powder does not have a melting point, the amorphous CO-PA powder polymer plays an important role in the thermal formation of the RHPA part. Figure 3 shows the DSC curve of RHPA powder and pure CO-PA powder, which is tested under heating rate of 40–200°C. Through this curve determined that the glass transition temperature of pure CO-PA powder is 60°C. After adding RH powder to CO-PA powder, the glass transition temperature of RHPA composite is increased to 76°C. By using the determined glass transition temperature they will estimate the preheating temperatures of the RHPA. Thus, RH powder directly enhanced the thermal properties of RHPA composite powder. This demonstrates that the RH powder absorbs some of the heat during the heating process. Consequently, RHPA needs more energy to move the COPA molecular. In order to prevent the RHPA powder from compacting, warping, and deformation during the preheating processes in SLS, the powder material should be preheated within a temperature lower than glass transition temperature of the powder material. Meanwhile, the preheating temperature should not be very lower from the glass transition temperature to avoid the excessive temperature rise in the sintering process, which causing warp in the produced SLS parts.28,29 To ensure this condition, the preheating temperature range of RHPA powder were selected as a range between 68∼74°C, which is less than 76°C.
Analysis of the orthogonal experiment results
The mechanical strength and dimensional accuracy are significant factors to evaluate the SLS parts performance, which were totally depends on the SLS processing parameters. The investment casting patterns need a suitable bending strength to avoid the damage during production and transportation. Therefore, the bending strength of the RHPA SLS parts was used as one of the test indexes in the orthogonal experimental test. Besides that, the X, Y, and Z dimensional accuracy of RHPA SLS parts were also used as test indicators in orthogonal experimental test for the patterns. The comprehensive weighted scoring method (Z) was used to determine the optimal SLS processing parameters of the RHPA composite powder. Consequently, the optimum SLS processing parameters for the manufactured RHPA SLS parts were determined by using weighted scoring method analysis. Thus, the X, Y, and Z direction accuracy and bending strength results were transformed into a dimensionless form by using formulas (3)–(6):



The results in Table 2 shows that the error accuracy range of the RHPA SLS parts in the Z direction is large than X and Y directions, thus, Z has a large weight. Therefore, the weights of the X direction accuracy, Y direction accuracy, the Z direction accuracy as well as bending strength are: λ1= 0.25, λ2=0.25, λ3=0.3, λ4=0.2, respectively. These values were given according to the importance of each item. The comprehensive weighted score value is determined via using Formula (7):
The obtained orthogonal experiment results were presented in Table 2. Through the data in Table 2 determined that the SLS processing parameters have a significant impact on mechanical strength, dimensional accuracy, and the quality performance of the produced RHPA SLS parts. Consequently, the effect of each factor of RHPA SLS experiment was as: RD>RB>RA>RC>RE, respectively from large to small. Factor D represents the scan spacing, B represents the scan speed, A represents laser power, C represents layer thickness, and E represents the preheating temperature, respectively. Herein, the optimal values of the SLS parameters were as: scan spacing = 0.15 mm, scan speed = 2 m/s, laser power = 16W, layer thickness = 0.25 mm and preheating temperature = 74°C.
The influence of SLS processing parameters on the performance of the RHPA sintered parts
Test results analysis were used to evaluate the dimensional accuracy and mechanical strength of RHPA SLS parts manufactured under different SLS processing parameters. Through analyses the data in Figure 4(a)–(c), the Z direction dimensional accuracy is considerably smaller than the accuracy in X and Y directions of the RHPA SLS parts. Because the error rate in X and Y directions are mainly caused due to the deformation during sintering process. Additionally, the sizes of the sintered parts become too large because of high temperature and adhesion of the surrounding powder in SLS parts. The error rate in Z direction is often increasing because of excessive laser energy density, which increases the sintering depth. This directly increases the Z direction dimensions of the sintered parts and decreases the accuracy of Z direction. Figure 4(c) shows that, as the laser power increases, the dimensional accuracy in Z direction was decreased. Moreover, the data in Figure 4 shows that the preheating temperature has a greater impact on the dimensional accuracy in all directions of RHPA SLS parts; because the shape of the composite matrix CO-PA will change greatly when the temperature of powders was changed during the sintering process. Meanwhile, the low preheating temperature has also a significant impact on the dimensional accuracy of the sintered parts, which lead to warpage the sintered parts, due to the rapidly rise in temperature of composite powder when scanned by laser. Changes of indicators with factors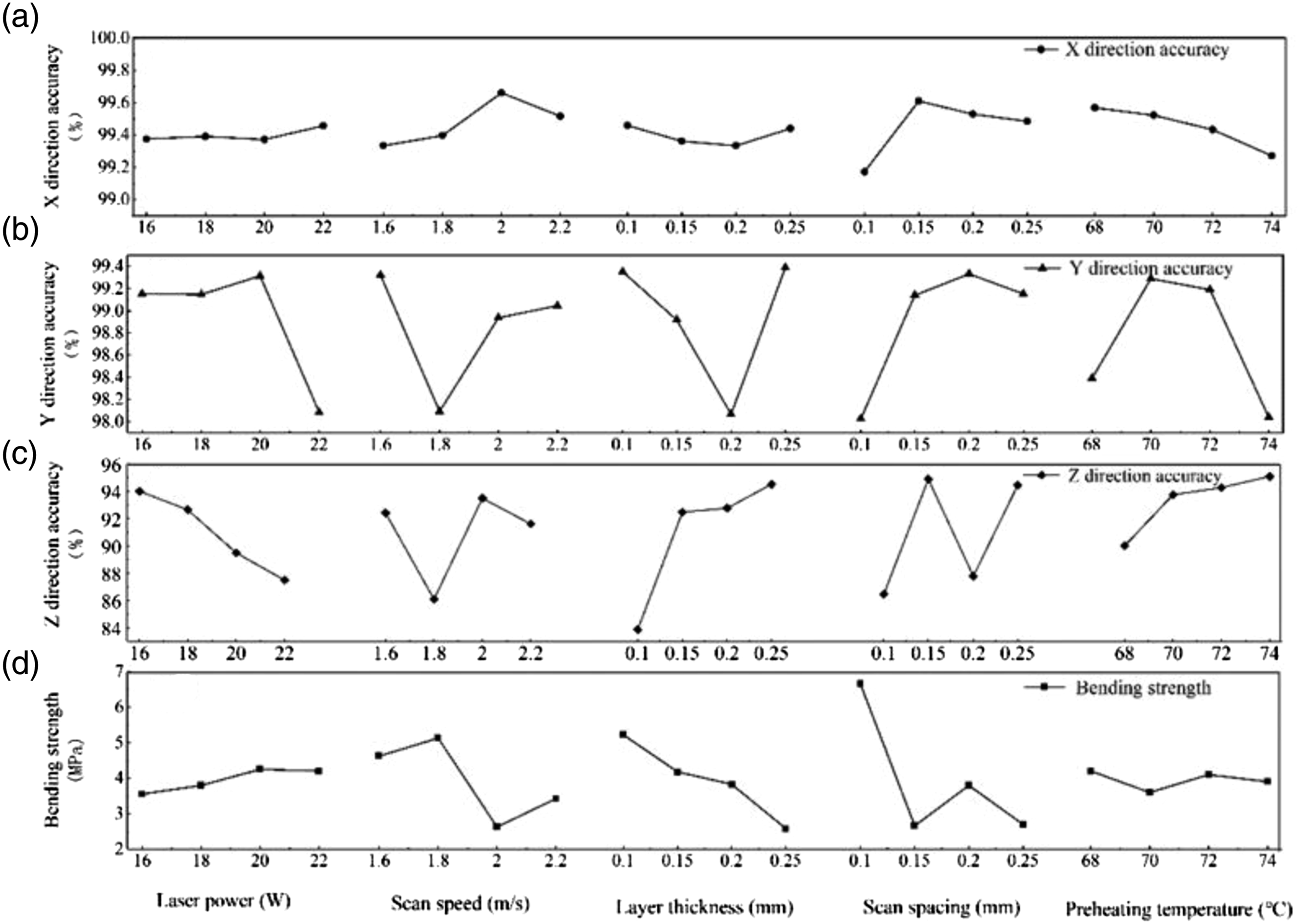
Furthermore, when the laser power increase, layer thickness and scan spacing decrease, the energy density of the laser output was increased. Thus, the laser energy absorbed by the RHPA powder increases, and the RHPA powder was fully melted, which improves the compactness of the sintered parts. Consequently, the mechanical strength of the RHPA sintered parts was increased (Figure 4(d)).
The influence of RH powder content on the properties of the RHPA SLS parts
The SLS experiments were carried out for the composites of RHPA that were produced under different RH ratio. The SLS processing parameters used to produce the various RHPA specimens are: scan spacing = 0.15 mm, scan speed = 2 m/s, laser power = 16W, layer thickness = 0.25 mm and preheating temperature = 74°C, respectively. The influence of RH content on the dimensional accuracy, mechanical strength, and ash residual content of the RHPA SLS parts was studied carefully and the optimal mixing ratio of RHPA composite was determined to use in future work.
Figure 5 shows the effect of RH content on the dimensional accuracy of RHPA sintered parts, the results show that the increase of RH content initially improves the Z direction accuracy of the RHPA SLS parts. However, as the content of RH continues to increase, the Z direction dimensional error rate will increase, because the compatibility of polar RH fiber and non-polar CO-PA materials is insufficient. Consequently, the gap between the composite powder particles was increased. When the laser is radiated heat on the composite powder, the distance of energy penetration was increased. Moreover, the dimensional accuracy in X and Y directions was increased in low content of RH powder, because the RH powder plays a supporting role to CO-PA powder. In sintering process of pure CO-PA powder, when the preheating temperature exceeds more than the glass transition temperature of CO-PA powder, the polymer chains begin to move, and the multiple chains are entangled together, which causes the phenomenon of powder layer compaction. However, the RH powder is distributed in RHPA composite, which minimizes the damage of compaction in the RHPA SLS parts. When the temperature reaches a certain value, the CO-PA chain segment begins to move. It is uneasy for RH and CO-PA molecular to twist together due to the low binding ability of RH fiber and CO-PA powders. Thus, the powders are not easy to compact, which helps to increase the preheating temperature of the composite material and decrease the warping and deformation of sintered parts, which was caused by the instantaneous laser radiation. Those phenomenons will lead to improve the dimensional accuracy of the produced RHPA SLS parts. The error rate in X, Y, and Z directions with the increase of RH powder content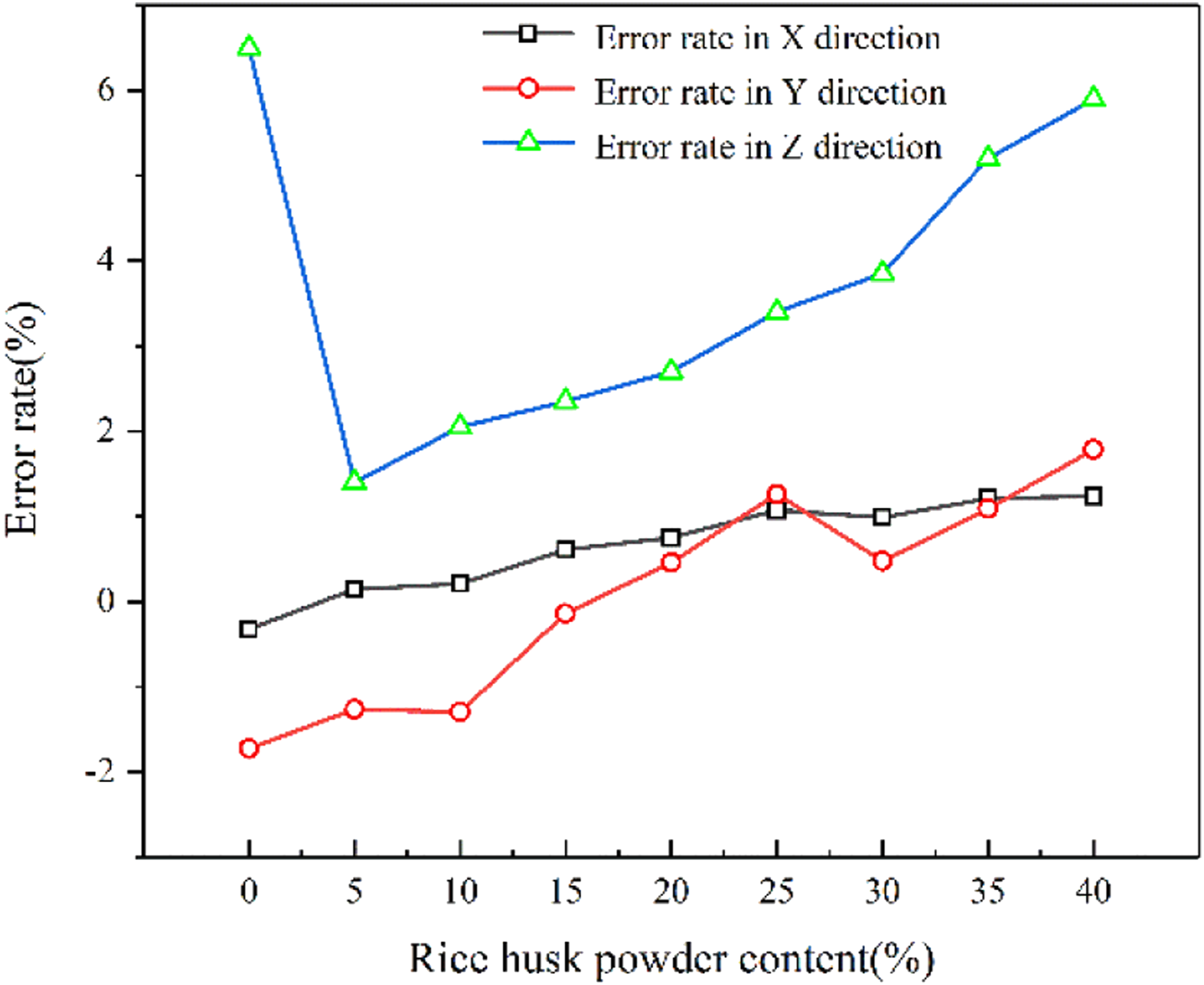
The mechanical properties of RHPA SLS parts in this experiment can be divided into three stages according to RH powder content from 0 wt % to 40 wt % as shown in Figure 6. In the first stage, when the RH powder content continuously increased to matrix CO-PA, the bonding connection agent between the CO-PA and RH is discontinuous as shown in Figure 7(a) and (b). In addition, the viscosity of the RHPA composite was increased and the sintering rate is reduced, which lead to a reduction in mechanical strength of the RHPA SLS parts. SEM image in Figure 7(b) shows that with an increase in RH powder content, the sintering necks of the RHPA sintered parts reduce and the sintering zone was continuously decreased, which lead to increase the internal porosity of the RHPA sintered parts. Thus, the mechanical properties of the produced RHPA SLS parts were reduced. Thereafter, when the RH powder content increases significantly, the mechanical strength of the RHPA SLS parts did not change specifically after entering the second stage (II), because in this stage, with increase the RH powder, the distribution between non-polar CO-PA and polar RH is relatively uniform and reaches to the high limit. Consequently, the mechanical properties in stage (II) were changed little with increase RH powder. The RH powder will strengthen and support the RHPA composite material, therefore, the produced RHPA SLS parts bear greater external force and the mechanical properties of the SLS parts will be slightly improved within a certain range. With the continuous increase in the content of RH powder in RHPA, the mechanical strength of the sintered parts continues to decline after stage (II). Because in a high RH content, the RH powder is distributed unevenly with CO-PA. As shown in Figure 7(d), the occurs phenomenon of RH powder agglomeration lead to increase the stress concentration and increases the probability of damaging RHPA SLS parts. Therefore, the mechanical properties of the RHPA SLS parts will decline continually. Tensile and bending mechanical strength of the SLS parts manufactured from RHPA in different ratios. Note: zero mass ratios of RH= pure CO-PA SEM images of cross section morphology of the sintered parts produced at different RH content: (a) 0wt% RH powder, (b)5wt% RH powder, (c) 15wt% RH powder, and (d) 40wt% RH powder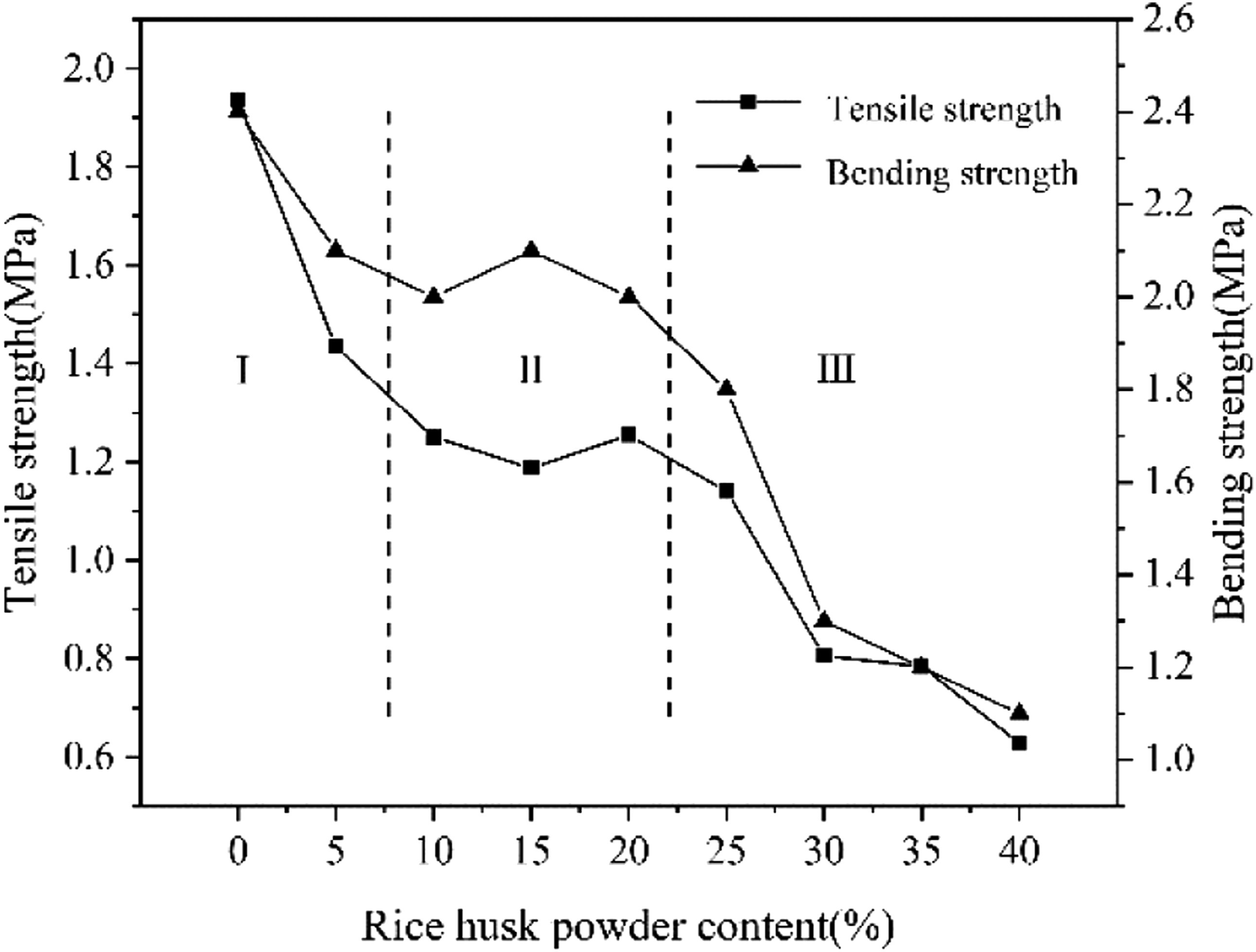
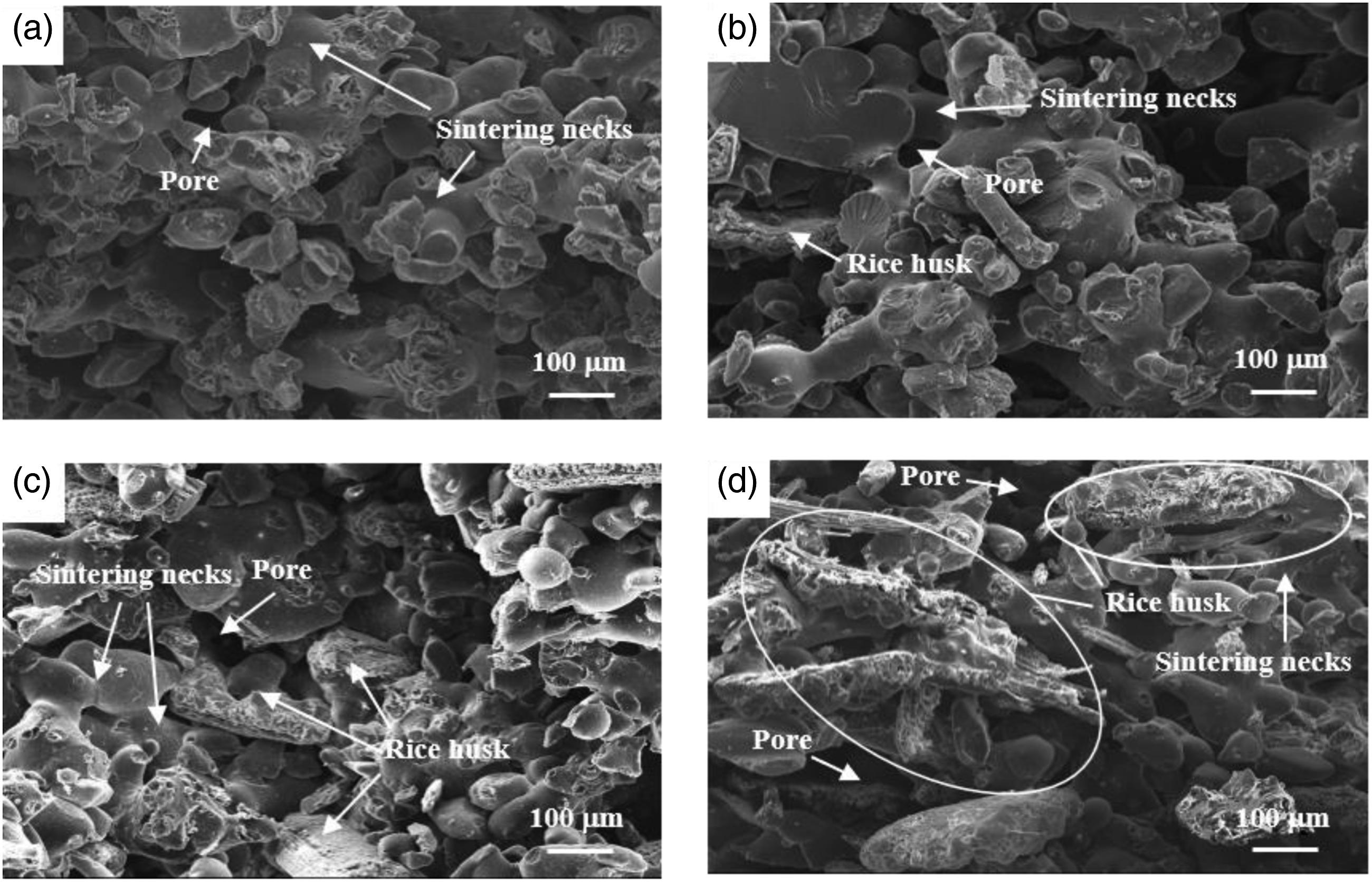
Figure 8 shows the residual ash content of the RHPA SLS parts. The ash content of RHPA SLS parts increases with the increase in the RH powder content. When the RH powder content was between 5 wt % and 10 wt %, the ash content was increased slowly with the increase in RH powder. When the RH content is more than 10 wt %, the ash content ratio increases rapidly, because the ash content of polymer is reduced after burning the RHPA parts, but the residual ash content of RH powder was increased. After melting, the non-streaming RHPA powder pattern will leave a certain amount of ash after combustion inside mold, which is bound to an adverse effect on the quality of the casting. Therefore, in order to solve this problem, the residual ash in the shell mold can be removed by washing with water or high-pressure gas. Variation trend of Ash content with the increase in RH powder content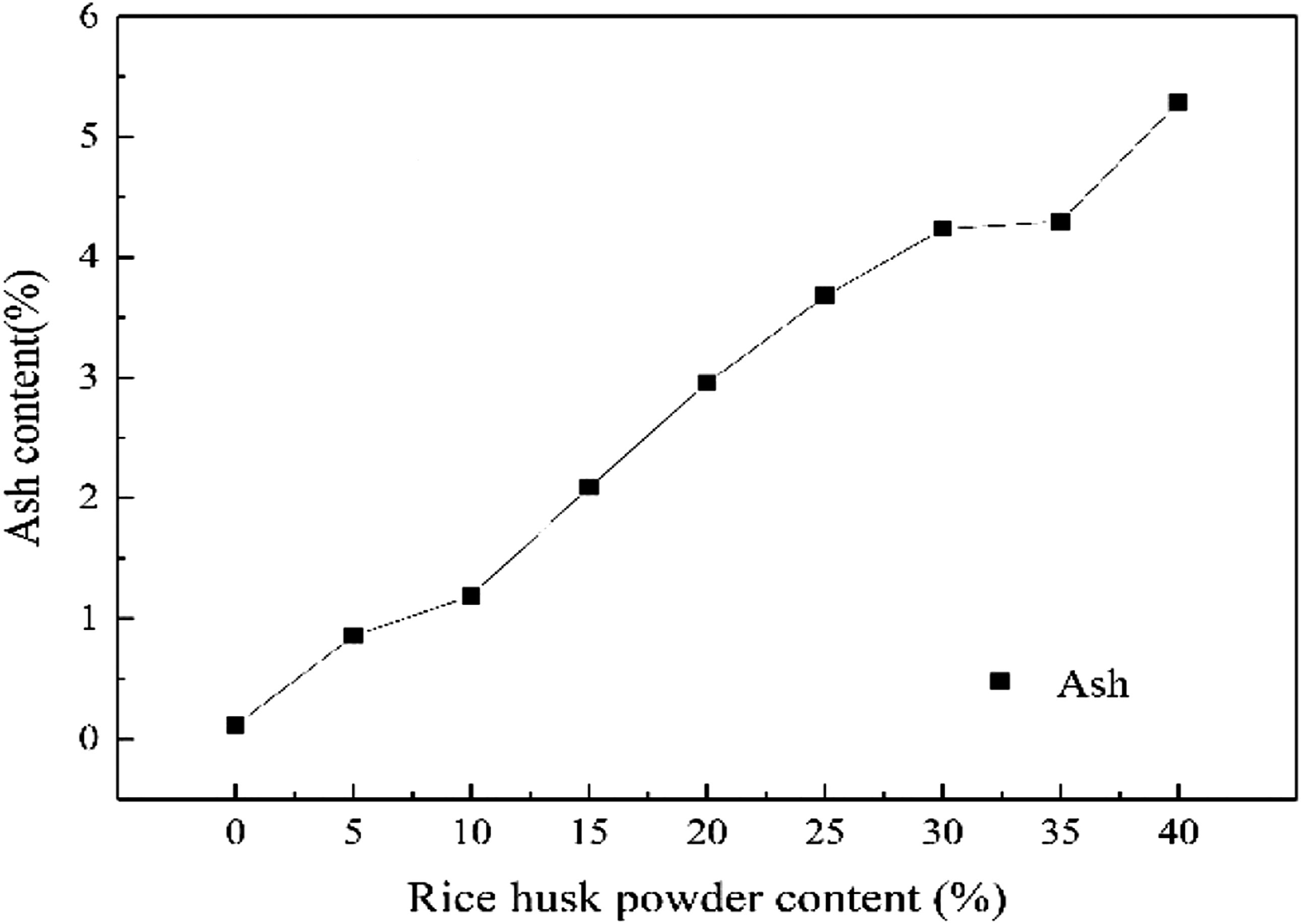
When the RHPA in the molten state, the RH powder remains solid. Due to the presence of RH powder hindering the flow of CO-PA, the viscosity of RHPA composites increases. Therefore, the amount of RH powder in RHPA composites should be not too much. When the amount of RH powder was increased from 0 wt % to 10 wt %, the dimensional accuracy of the RHPA SLS parts was improved obviously. Meanwhile, the ash content of the produced RHPA SLS parts is less affected. When the content of RH powder in RHPA composite is between 10 wt % to 20 wt %, the influence of mechanical properties of the RHPA SLS parts is less. Thus, the determining of optimal RH content in the RHPA composite is necessary for the quality and performance of the sintered parts, such as dimensional accuracy, mechanical strength, the ash content of the produced RHPA SLS parts, and the viscosity in the RHPA molten state.
When the amount of RH powder in RHPA is 10 wt %, the problem of large deformation in CO-PA SLS parts was minimized and often solved. Although the RH content has a greater effect on the viscosity of RHPA. However, the influence of RH powder on the viscosity of RHPA composites is also relatively small at this time, due to good casting quality. Therefore, the amount of RH powder (10wt%) in RHPA is the best content.
Figure 9 shows the comparison between the 10 wt % RHPA part and the pure CO-PA SLS part. After adding RH powder to pure CO-PA powder, the shape deformation of the produced CO-PA SLS parts was greatly reduced (Figure 9(a) and (b)). This ratio content was achieved an excellent accuracy in X, Y, and Z directions of RHPA SLS parts i.e., 99.79%, 98.71%, and 97.9%, respectively, which is better than pure CO-PA SLS parts. In comparison between pure CO-PA and 10 wt % SLS parts, the 10 wt % parts are superior in dimensional accuracy by 0.12%, 0.44% and 4.76% in X, Y, and Z directions, respectively; and the dimensional tolerance level is CT5. Moreover, the bending strength of the RHPA (10 wt %) SLS parts is 2 MPa, which is suitable and fully achieves the investment casting requirements. Finally, the residual ash content in parts of 10 wt % after burning was smaller, which reduces the effort and time that use to removing the residual ash from shell mold during the casting process. Therefore, through combined advantages results of RH content, 10 wt % is represent the optimum ratio in this study. Deformation comparison of sintered parts with different RH content: (a) pure CO-PA sintered parts; (b) 10 wt % (RHPA) composite powder sintered parts.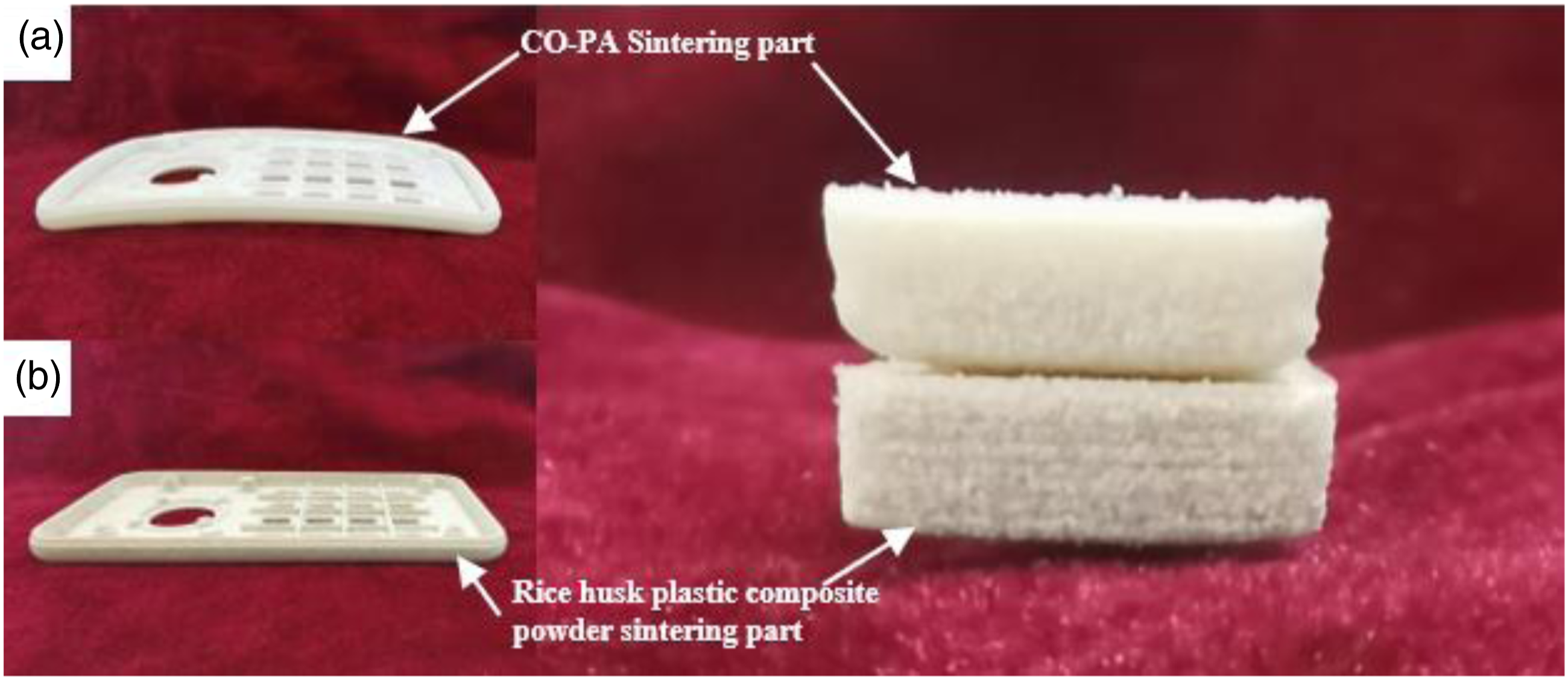
The comparison of dimensional accuracy between the RHPA and related biomass composite SLS parts30–34 is shown in Figure 10. From the comparison in Figure 10, the RHPA parts dimensional accuracy was superior to previously reported materials of wood-plastic composites, i.e., Bamboo flour/Thermoplastic, Cellulose/polyacid composite, and PCPC. Comparison of dimensional accuracy of various SLS biomass–plastic composites manufactured under the same parameter conditions.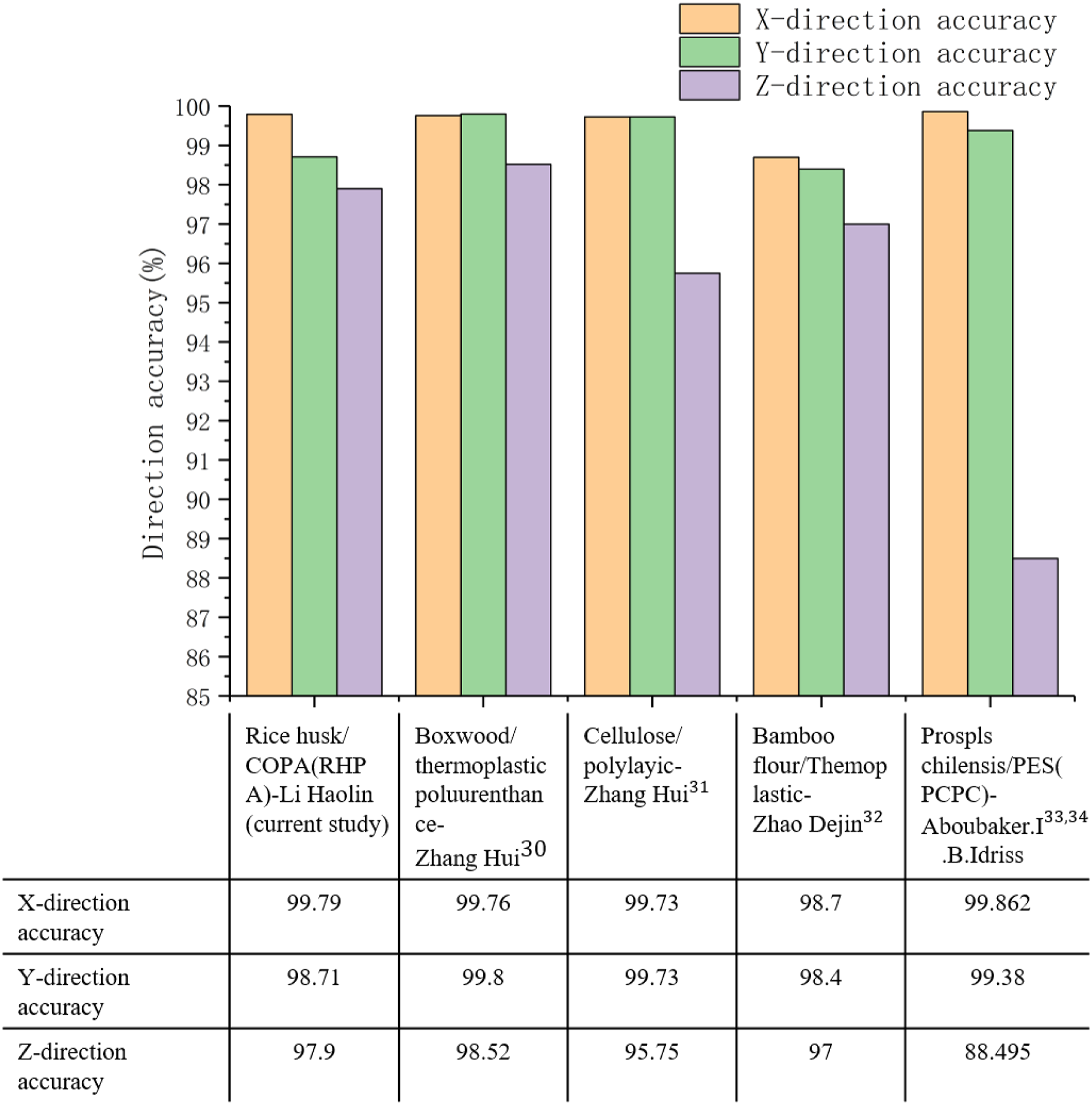
Investment casting experiment of RHPA SLS pattern
Theoretically, RHPA composite can be used in investment casting as long as it is easy to completely exclude from shell mold. Figure 11(b) shows a valve model manufactured by using optimal SLS parameters and optimum ratio content of RH. Thus, the produced RHPA SLS parts show good molding quality and the details of the valve body surface are fully clear. Besides that, Figure 11 displays the investment casting process flow chart of the valve pattern manufactured from RHPA, which is similar to traditional process. The shell mold of the model is built by binders and refractory materials several times. Then the shell is heated in the furnace at 350°C for 1h to let the melting material flow out the shell mold as much as possible. Thereafter, the temperature was raise to 850°C for 2h to burn all non-streaming materials. The ash will be removed by washing with water or using high-pressure gas to clean shell mold. Thereafter, firing the shell, where the shell mold was preheated to 900°C and then filled with molten metal at a temperature of 1500°C. Finally, the shell mold was broken to obtain the valve casting after cooling the part. Figure 11(c) show the valve body casting, the surface of the casting part was smooth, there are no obvious defects, and clear details. Investment casting process of RHPA part: (a) CAD mold; (b) RHPA pattern; (c) casting.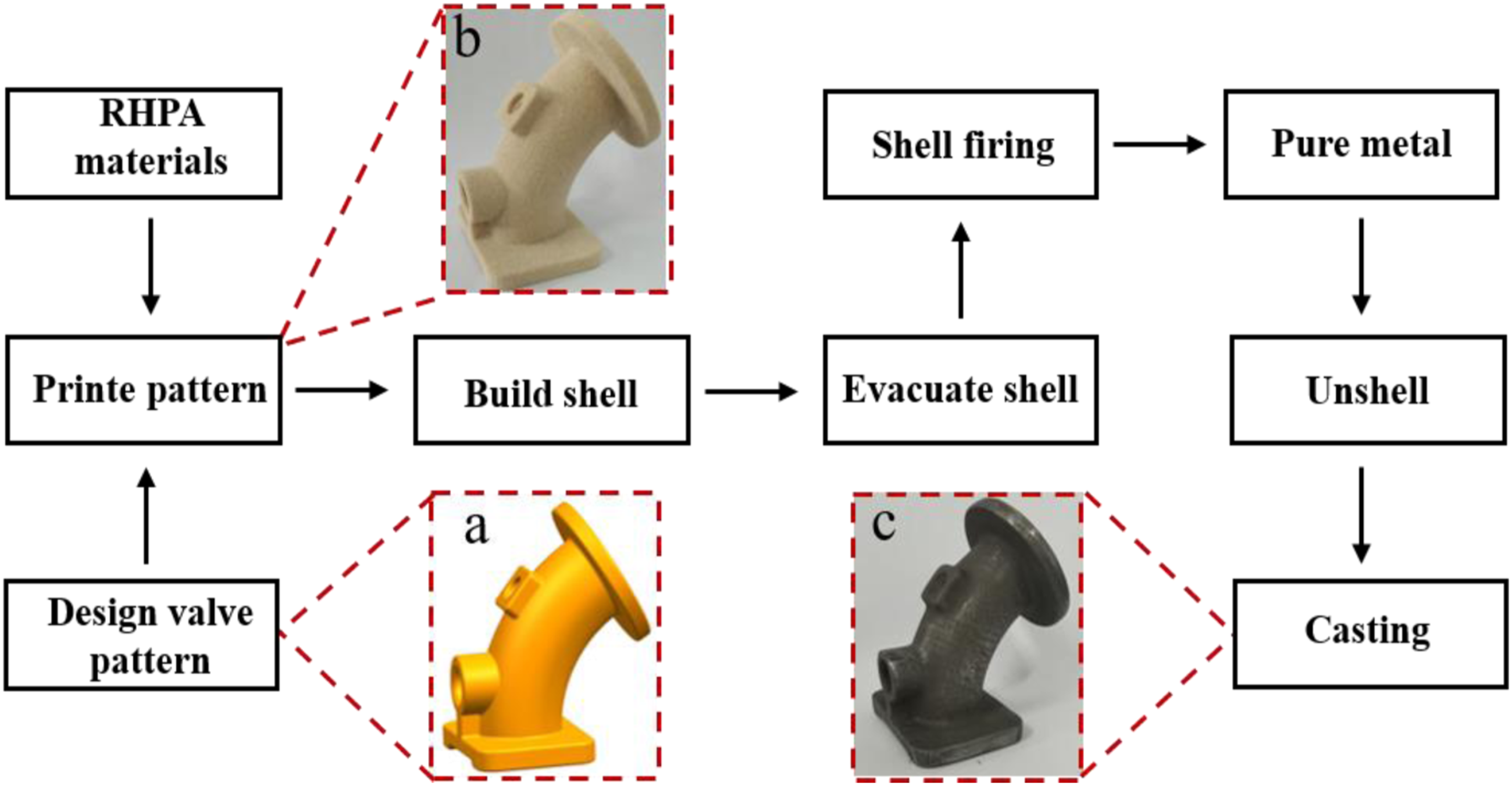
Conclusion
In this work, a sustainable biomass composite material of rice husk/CO-PA composites (RHPA) was used as a raw material of SLS due to low viscosity. The RHPA SLS parts were successfully manufactured by using CX-A200 SLS machine. RHPA composite has advantages of excellent properties, which is a friendly material. Through an orthogonal experiment method, the influence of the SLS processing parameters on the dimensional accuracy and mechanical strength of the RHPA SLS parts was analyzed. Thus, the optimal SLS processing parameters of manufactured RHPA parts were determined i.e., scan spacing = 0.15 mm, scan speed = 2 mm/s, laser power = 16 W, layer thickness = 0.25 mm, and the preheating temperature = 74°C, respectively. (1) With the increase of RH powder content, the mechanical strength of RHPA SLS parts was decreased; the glass transition temperature of RHPA was increased (enhanced). However, the dimensional accuracy of the RHPA SLS parts was increased at a low content of RH powder, and the deformation of the sintered parts was reduced. Conversely, at a high content of RH powder, the dimensional accuracy of the RHPA SLS parts continuously decreases. Moreover, the ash content of RHPA parts after burning and decomposing was gradually increased. (2) The mechanical properties results analysis of the RHPA SLS parts revealed that the RH content of 10 wt % is the best ratio in this study; thus, the finding of bending strength = 2MPa, which is suitable for investment requirements. Moreover, residual ash content after the heating step is 1.1881%. In comparison with the CAD model, the dimensional accuracy of produced RHPA SLS parts is clear, and the values in X, Y, and Z directions are 99.79%, 98.71%, and 97.9% respectively. Meanwhile, when compared with the pure CO-PA SLS parts, the dimensional accuracy of the RHPA SLS parts in X, Y, and Z directions were superior by 0.12%, 0.44%, and 4.76%, respectively, the dimensional tolerance level can reach CT5. The dimensional accuracy of the RHPA SLS parts exceeded the SLS biomass–plastic composites previously reported by Zhang Hui et al., Zhao Dejin et al., and Idriss et al. (Figure 10). When the RHPA is applied to investment casting, the surface of the produced casting is smooth and has no obvious defects.
Footnotes
Acknowledgements
The listed authors are grateful to the Natural Science Foundation of China, the Research and Development Center of 3D Printing Material and Technology of Northeast Forestry University.
Author Contributions
H.L.: wrote the original manuscript; Y.G.: checked the final writing and polishing it; S.T.: contributed to both English language editing and general check. J.L.: supervision; A.I.B.I: wrote the final draft and checked the English language editing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by the National Natural Science Fund of China (Grant No. 52075090), the Key R&D Program of Heilongjiang Province (GA21A403) and the Fundamental Research Funds for the Central Universities (2572021BF01).