
Abstract
Composite processing relies heavily on process parameters, which are the key factors that determine the quality of the finished product. In this investigation, carbon fiber (CF)-reinforced polyetherketone (PEK) thermoplastic composites are fabricated through film-fiber stacking and consolidation process. In this method, carbon fabric and polymer film are alternately stacked, and the stacks are then consolidated via compression molding to create a laminate. The mechanical properties of CF/PEK composites are studied in relation to crucial process parameters such as molding temperature, molding pressure, and holding time. To identify the optimal process parameters for CF/PEK fabrication, the tensile and interlaminar shear strengths of these composites were evaluated. Non-linear quadratic equations employing Box-Behnken Design in Response Surface Methodology and validation trials were used to model these features. To obtain the optimal mechanical properties of fabricated composites, the combination of factor ranges was discovered by overlaying contour plots within the practical constraints. The ideal process parameters for achieving maximum mechanical qualities were determined to be around molding temperature of 400°C, a holding period of 60 min, and a molding pressure of 10 bar.
Introduction
A number of engineering applications have shifted away from more conventional materials (like aluminum and steel) in favor of high performance composites due to their superior properties such as better strength to weight ratio, corrosion and chemical resistance, and impact properties.1–5 Fiber-reinforced thermoplastic composites have seen an increase in prominence in recent years, owing to the growing need for such materials. 6 The availability and adoption of carbon fiber(CF) on a wide scale, along with its good mechanical, thermal and electrical properties, has made it a more viable option when compared with other high performance synthetic fibers. 7 There is a group of high performance polymers known as polyaryletherketones (PAEKs) that exhibit high thermal stability and an inherent inertness to the environment. When compared to other semi-crystalline thermoplastics such as polyamides, polyphenylenesulfides, and fluoropolymers, this polymer family has an enhanced service temperature. 8 Chemical structure and high crystallinity give PAEKs their excellent properties. In addition to its thermal and chemical stability, its ultraviolet and hydrothermal resistance, melt processability, and recyclability make it a perfect option for use as a matrix phase with carbon fibre in high-temperature, high-pressure applications. 9 PAEK family of high performance polymers consists of polyether ether ketone (PEEK), polyetherketone (PEK), polyetherketoneketone (PEKK), poly (phthalazinone ether ketone) (PPEK) etc. When it comes to these polymers, the integration of bulky groups in the polymer chain (like PPEK) results in an increased glass transition temperature. On the other hand, the chemical resistance of the polymer is compromised due to a drop in crystallinity. 10 In contrast to PEEK, other polymers like PEK have not been thoroughly investigated as a viable matrix phase for high-performance composites.11–17 In this investigation, polyetherketone (PEK) was chosen as the resin because of its higher glass transition temperature and excellent melt processing and crystallinity.
Despite the excellent properties of high performance thermoplastic resins, continuous long fibre composites are challenging to manufacture due to the polymer’s high viscosity, which impedes fibre impregnation.18,19 Approaches such as co-weaving, fibre surface polymerization and film stacking have been created to solve the processing issues.20,21 The film stacking method employs a technique where thermoplastic films are layered alternately with fibres and this stacked layer is solidified by proper heat and pressure application. Scalability, efficient impregnation, and cost-effectiveness make this approach particularly effective.22–24 Thus, this study utilizes film-fiber stacking and consolidation approach to fabricate CF/PEK composites. The fabrication process parameters have a significant impact on the quality of composite manufactured and the corresponding mechanical properties and thus it is necessary to identify the important parameters affecting the processing and systematically understand the degree of impact in order to optimize the fabrication process. 25
There has been considerable amount of work done to identify and understand the effect of process parameters on the mechanical properties of thermoplastic composites.26–29 However, the research primarily focusses on: PEEK as the matrix,30–35 hybrid yarns30–32 or unidirectional CF/PEEK prepegs 33 as raw materials. There is limited studies on: PEK as the matrix component of the high performance composites,36–39 in depth systematic analysis on the internal influence mechanisms of high performance composites fabricated through film fiber stacking and consolidation5,40 and optimization of the properties of the same by statistical analysis.33,41,42 There are no available studies exploring the effect of process parameters on the mechanism of internal influence of PEK based high performance composites and optimization of the subsequent film fiber stacking and consolidation process parameters.
As a result of the shortcomings of the existing literature, carbon fabric (CF) and PEK film were chosen as raw materials for the fabrication of CF/PEK composites using a film-fiber stacking and consolidation process in this study. The molding temperature, molding pressure, and holding time were the three primary process parameters that were investigated. The tensile and interlaminar shear strengths of CF/PEK composites were chosen as metrics to examine the influence of process factors on those properties. The fundamental purpose of this research is to assess the impact of processing parameters on mechanical properties and the resultant internal mechanism of influence and perform a statistical analysis to provide the most optimum process parameters for fabrication of CF/PEK composites.
Materials and methods
Materials
For this study, carbon fiber fabric (CF) and polyetherketone (PEK) film were procured from Toray Industries, Inc. and Gharda Chemicals Limited, respectively, for use in the fabrication of CF/PEK composite laminates. The specifications for the CF grade are a twill 2 × 2 weave, CO637B-3k and 198gsm with an approximate thickness of 0.2 mm, whereas the specifications for the PEK grade are GPAEK-1200G and a film thickness of 0.1 mm. The weight of the film is around 120 g per sq.m.
Manufacturing of CF/PEK composites
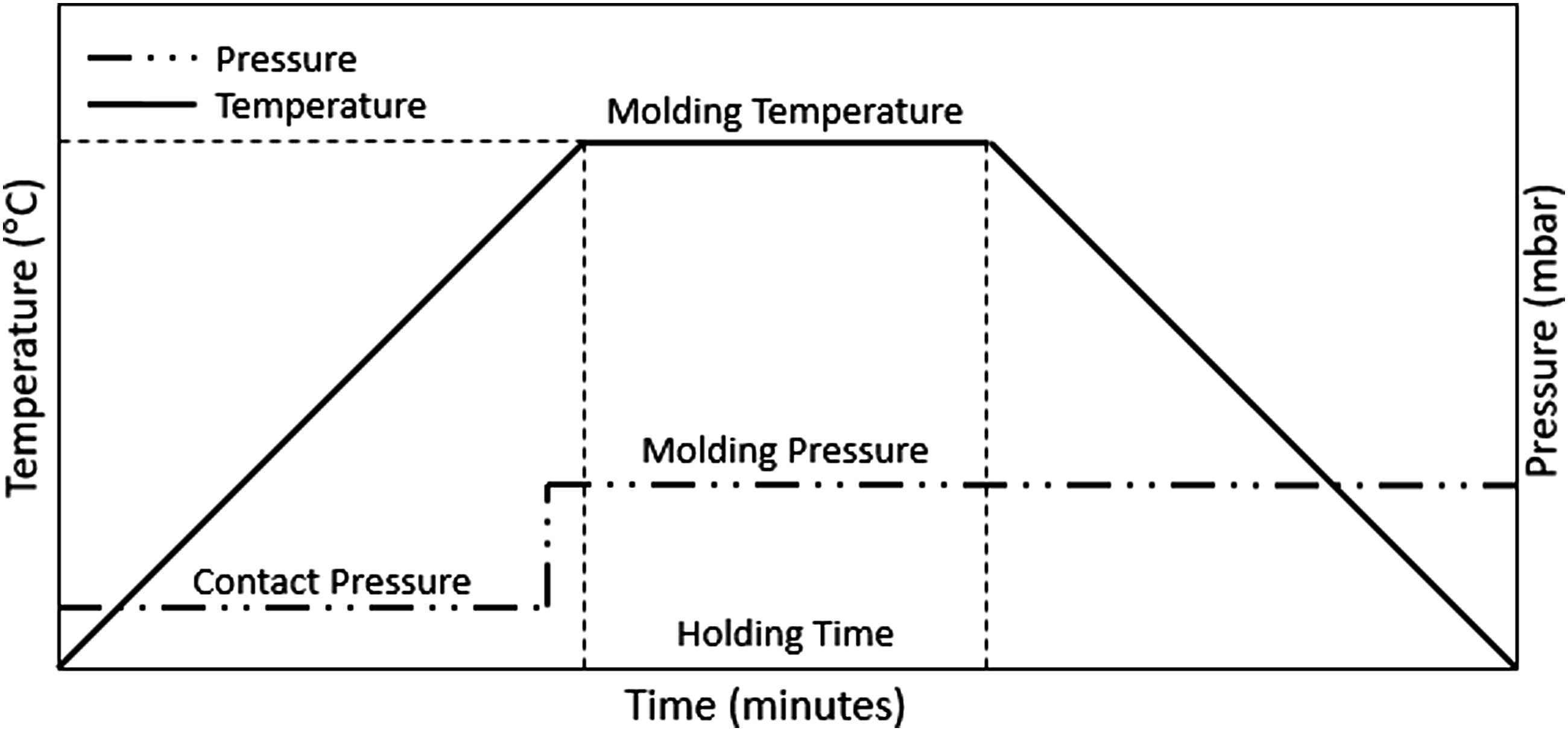
To eliminate surface contaminants and moisture, the woven carbon fiber fabric and PEK film were cut to the specified dimensions (150 mm × 150 mm), cleaned with acetone, and dried at 100°C for 1 h. The film-fiber stacking and consolidation method was used to create the CF/PEK composite laminates by alternatively stacking 20 layers of PEK film (∼54 g) and 9 layers of CF fabric (∼40.5 g), as depicted in Figure 1. The fabricated composites are intended to achieve a ∼45% fiber-volume ratio. The essential process parameters involved are molding temperature (MT), molding pressure (MP), and holding time (HT), as depicted in Figure 2. Studies have indicated that a slower cooling rate is more desirable for the crystallisation of high temperature thermoplastic polymers, indicating that superior mechanical characteristics of composites can be obtained by allowing them to gradually descend to room temperature.30,32 Fabrication process of CF/PEK composite laminate. Process parameters involved in the molding cycle.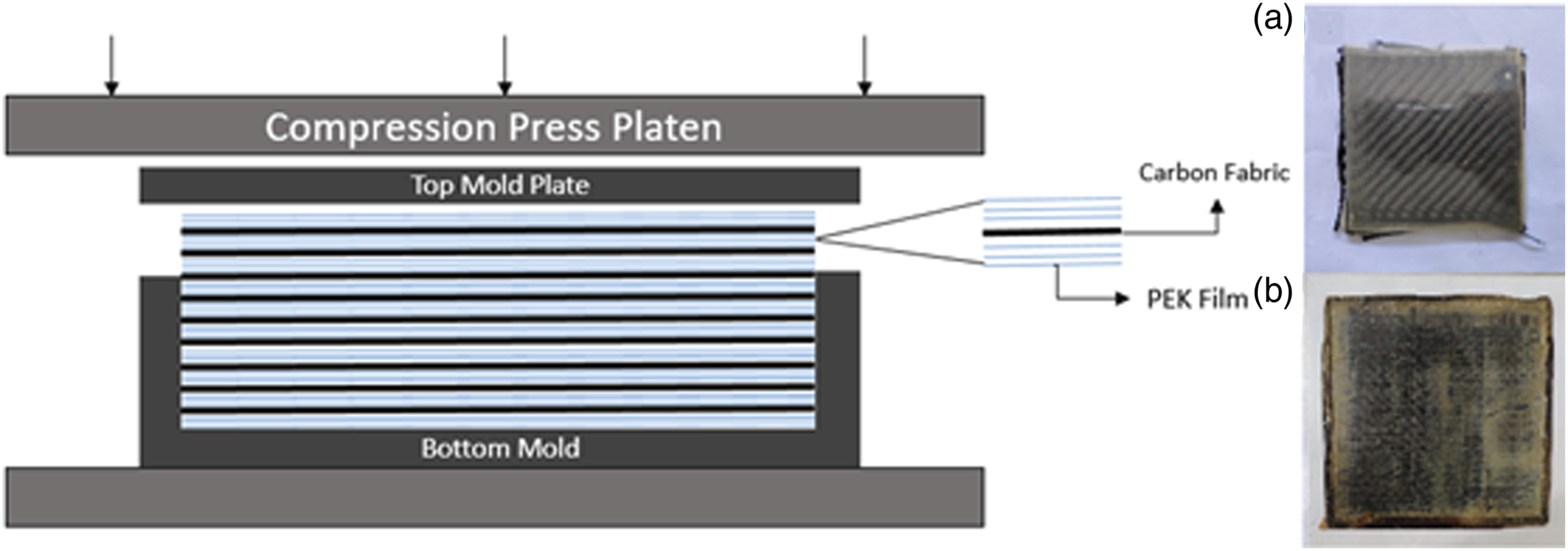
Characterization methods
The thermo-physical characterization of the PEK film was performed to identify the properties of the PEK resin. Differential scanning calorimetry (DSC) analysis of the PEK film was conducted by TA Instruments DSC Q20 in a nitrogen atmosphere at a heating rate of 10°C per minute over a temperature range of 25°C–400°C with a 10 mg sample. Thermogravimetric analysis (TGA) was performed using TA Instruments SDTQ600 to investigate the thermal stability of PEK in a high-temperature environment, with the temperature ranging from ambient temperature to 800°C and a heating rate of 10°C/min in a nitrogen environment. Tensile strength (TS) and interlaminar shear strength (ILSS) of the fabricated CF/PEK composites were evaluated with a universal testing machine Zwick Roell Z010 in accordance with ASTM D3039 and ASTM D2344, respectively. The cross-section of the CF/PEK composites was observed by Field Emission Scanning Electron Microscopy (FESEM) using Zeiss Gemini 300.
Design of experiments and optimization


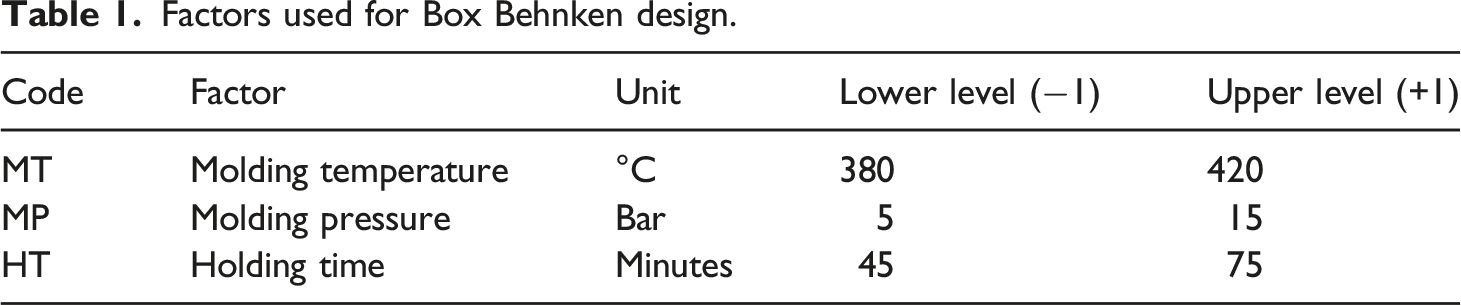
Factors used for Box Behnken design.
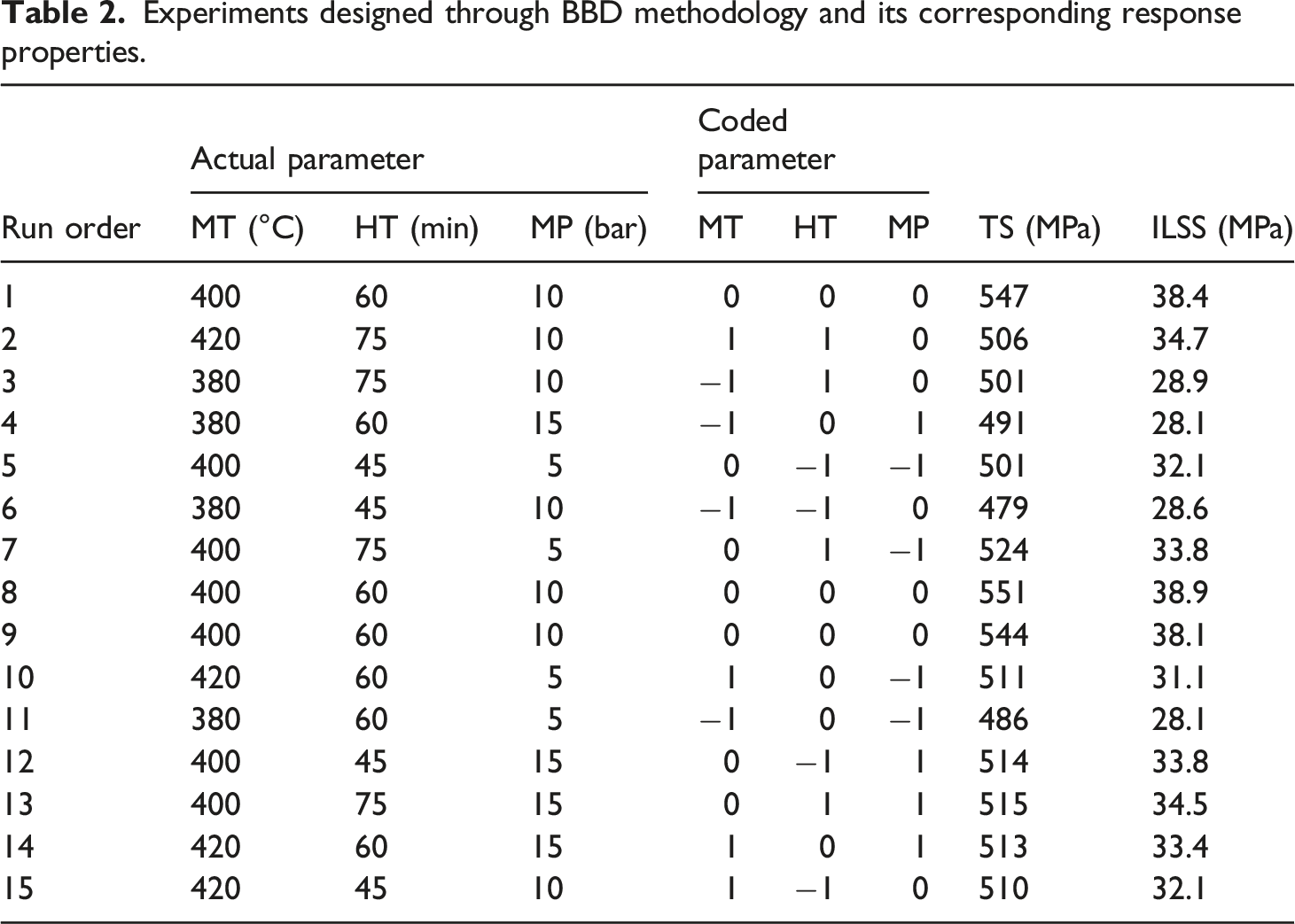
Experiments designed through BBD methodology and its corresponding response properties.
Results and discussion
Thermo-physical properties of PEK
In order to develop a fabrication process and achieve optimal mechanical properties of FRP composites, it is essential to have a thorough understanding of the thermo-physical parameters, such as the glass transition temperature (Tg), the melting temperature (Tm), and the decomposition temperature. 48 As a result, before analysing the process parameters of the CF/PEK composites, it is essential to understand the inherent properties of PEK.
To understand the thermal stability of PEK, we employ the thermogravimetric analysis (TGA) curve illustrated in Figure 3(a). PEK’s decomposition initiation temperature is around 510°C, and the degree of weight loss is magnified with an increase in temperature to around 577°C, indicating degradation of PEK. Furthermore, the fundamental mechanism of heat degradation is expected to be the random chain breakage of ether and ketone bonds in the PEK molecular chain.
49
PEK’s resistance to thermal degradation increase with an increase in temperature, and at 660°C, there was 50% weight loss. Thermo-physical properties of PEK (a) TGA curve (b) DSC curve.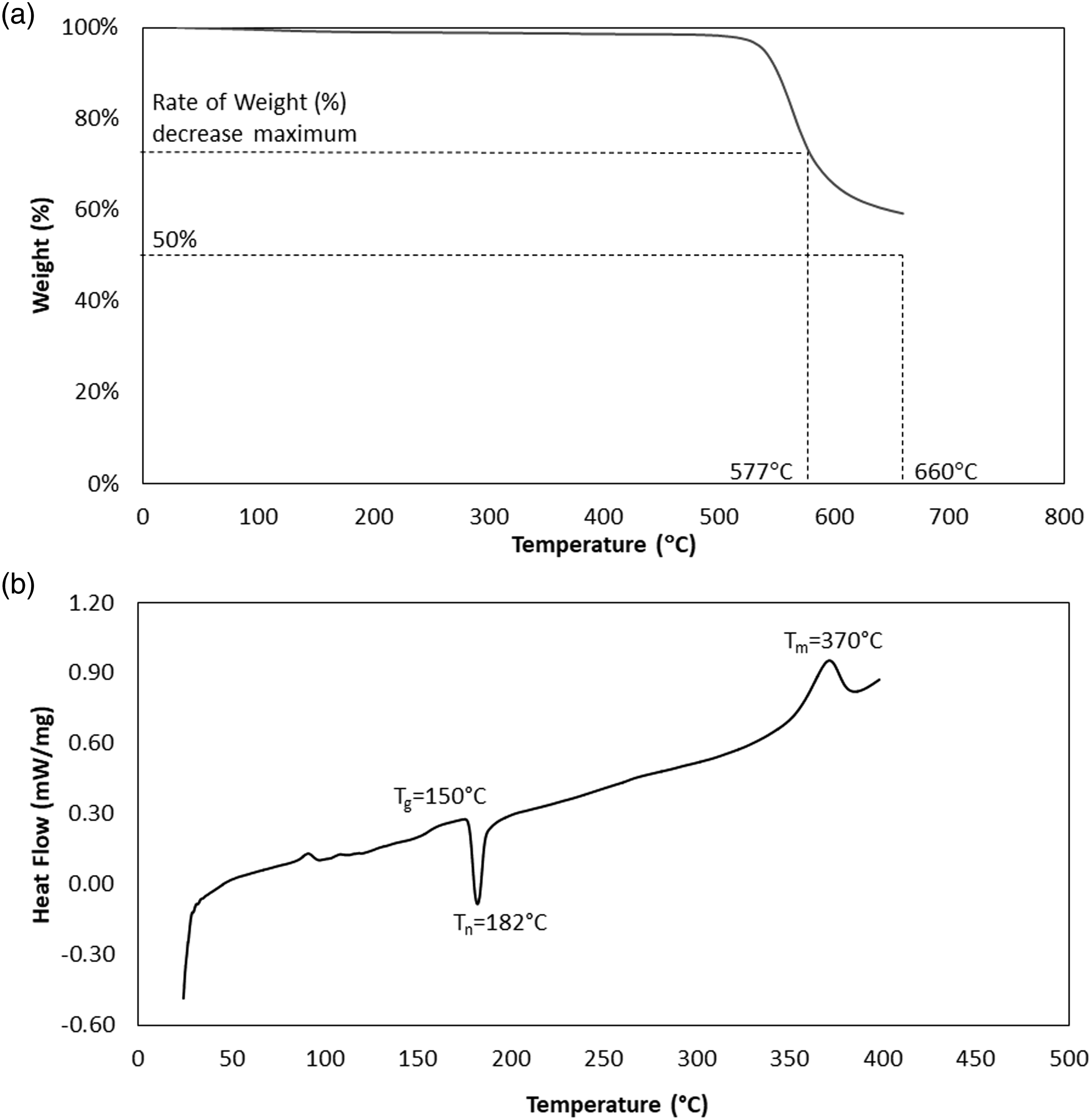
Figure 3(c) illustrates the DSC curve of PEK, with the distinctive temperature points being glass transition temperature (Tg), crystal nucleus temperature (Tn), and melting temperature (Tm). The Tg and Tm, respectively, reflect the polymer’s transition temperature from the hard glass state to the highly elastic state, and then to the viscous flow state, which has a direct impact on the polymer chain’s ability to move.. As a result, the molding temperature in this investigation cannot be lower than 375°C in order for the PEK resin to achieve the flow condition.
Influence of process parameters on mechanical properties
Molding temperature (MT)
Figure 4(a) illustrates the effect of molding temperature (380, 400, and 420°C) on the tensile strength and ILSS of CF/PEK composites. The molding pressure and holding time remain constant, at 10 bar and 45 min, respectively. Tensile strength and ILSS rose by 7.3 and 18 percent, respectively, from 479 MPa to 514 MPa and 28.6 MPa–33.8 MPa as the molding temperature increased from 380 to 400°C, as shown in Figure 4(a). However, mechanical property was adversely affected when the moulding temperature was increased from 400 to 420°C, resulting in a reduction of composite properties in terms of tensile strength and ILSS. Thus, as the molding temperature (between 380°C and 420°C) increases, both the properties exhibit the characteristics of initially increasing and subsequently decreasing. Mechanical properties of fabricated CF/PEK composites with varied parameters (a) Different MT with constant HT and MP (b) Different MP with constant HT and MT (c) Different HT with constant MT and MP.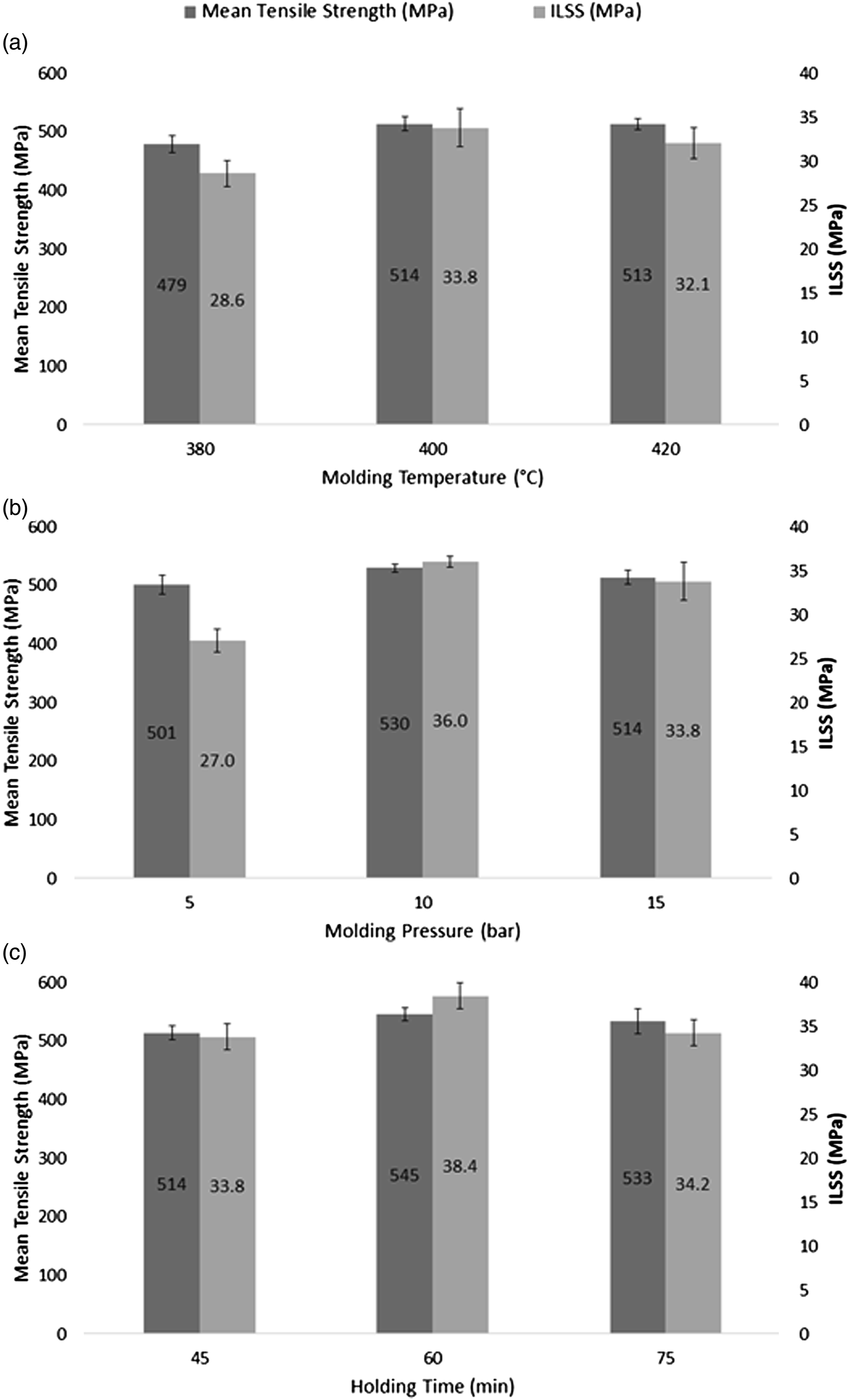
The viscosity of the PEK melt steadily reduces as the temperature rises, facilitating the impregnation of the matrix into the CF fabric and leading to superior wetting qualities. The decline in mechanical characteristics at 420°C (as illustrated in Figure 4(a)) can be described by the temporal dependence of the matrix viscosity at higher temperatures. The viscosity of the thermoplastic melt is sensitive to the residence period at high temperature during the molding process of CF/PEK composites.50,51 Increasing the temperature generates a consistent decline in the viscosity of high-temperature thermoplastics initially, but as residence time grows, the viscosity of the melt under constant temperature conditions increases at higher temperatures. This is because the main chain goes through random molecular chain scission, thermal oxidative crosslinking, and even thermal deterioration when it is subjected to high temperatures for an extended period of time in an oxygen-containing environment (particularly above the melting point).
51
This is because of the long exposure duration at high temperatures, and therefore, using an extremely high molding temperature is obviously unfavorable. When making CF/PEK composites, it is important to select a molding temperature that minimizes thermal crosslinking and thermal degradation as much as possible while still allowing for low viscosity PEK resin to be utilized. Figure 5(a) shows that the degree of PEK resin impregnation in the fibers is not optimal, resulting in a weak interfacial interaction and, consequently, inferior properties. Surface morphology of the fabricated composite laminates (a) MT – 380°C, HT – 45 min and MP – 5 bar (b) MT – 400°C, HT – 60 min and MP – 10 bar (c) MT – 400°C, HT – 75 min and MP – 15 bar (d) MT – 420°C, HT – 75 min and MP – 15 bar.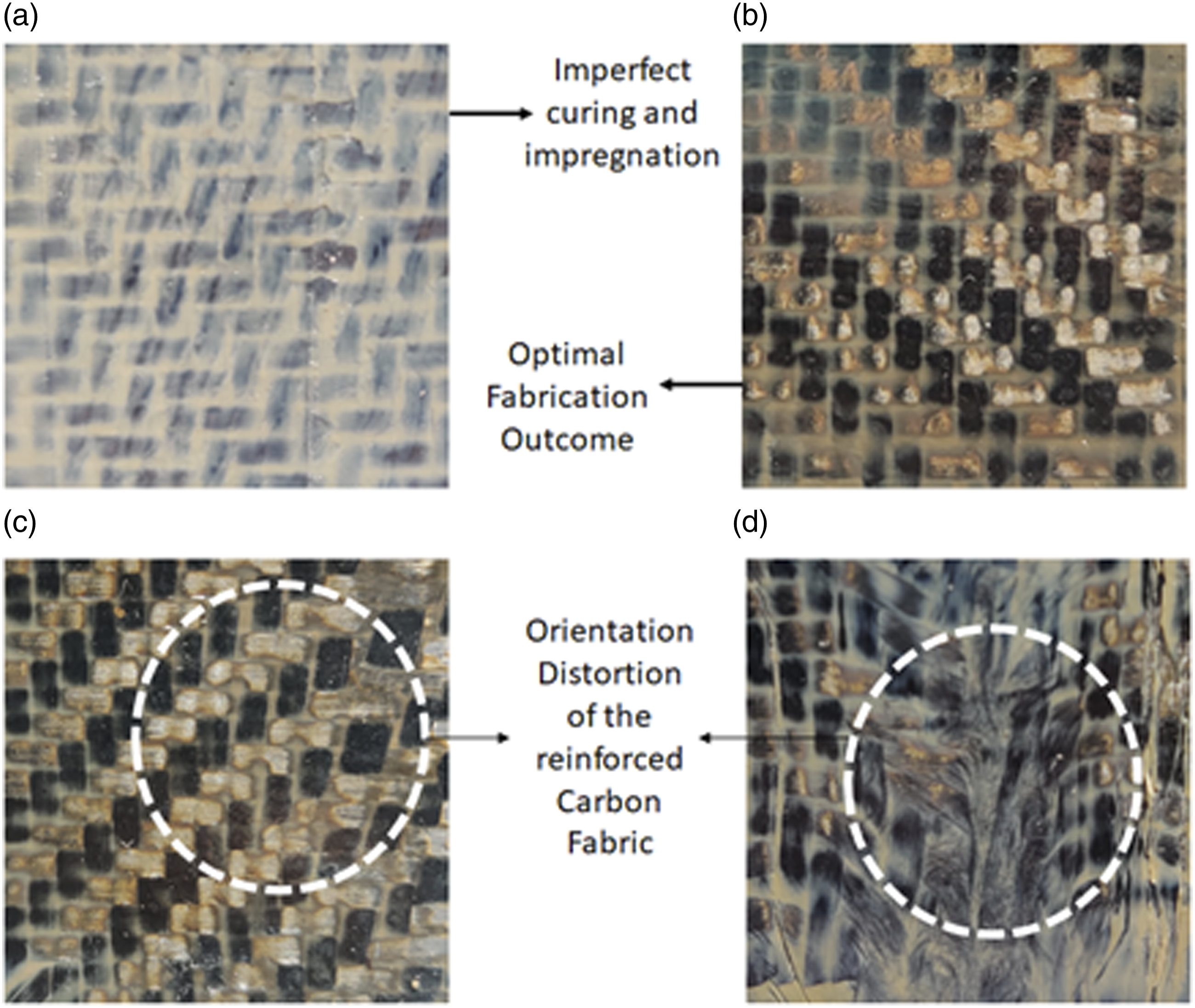
Molding pressure (MP)
As an outcome of the study performed on the molding temperature in previous section, the molding temperature for this step has been set to 400°C, and the holding period has been maintained at 45 min. Figure 4(b) illustrates the mechanical characteristics of CF/PEK composites manufactured under various molding pressures (5, 10, and 15 bar). It can be observed that the mechanical characteristics of the CF/PEK composite follow a pattern of first ascending and then descending, with the 10 bar moulding pressure serving as the pivotal point. The CF/PEK composites’ mechanical properties improved from 5 to 10 bar, and the degree of increase in tensile strength and ILSS were 8 percent and 30 percent, respectively, exhibiting sensitivity to molding pressure. The mechanical properties of CF/PEK composites are marginally reduced with an increase in molding pressure to 15 bar.
There is a possibility of void defects in composites due to residual air that occurs between the fabric and the film and inside the fiber bundles before the consolidation process begins. During the processing, smaller molding pressure is insufficient to make the highly viscous resin to flow and impregnate the fabric, and it is difficult to eliminate all of the residual air from the composites completely. As a result, the CF/PEK composites develop a large number of void defects, affecting their mechanical properties. In order to fully permeate the CF textiles with PEK resin and reduce the CF/PEK composites’ void content, an adequate level of molding pressure (10 bar) must be used. This higher pressure nearly entirely extrudes any remaining air from the composites. An additional consideration is that excess molding pressure can lead to CF bundle misalignment and twisting during the processing as seen in Figure 5(c) and (d). This can lead to small deflections in fiber-loading directions, resulting in slightly reduced mechanical characteristics for CFF/PEK composites in the end.
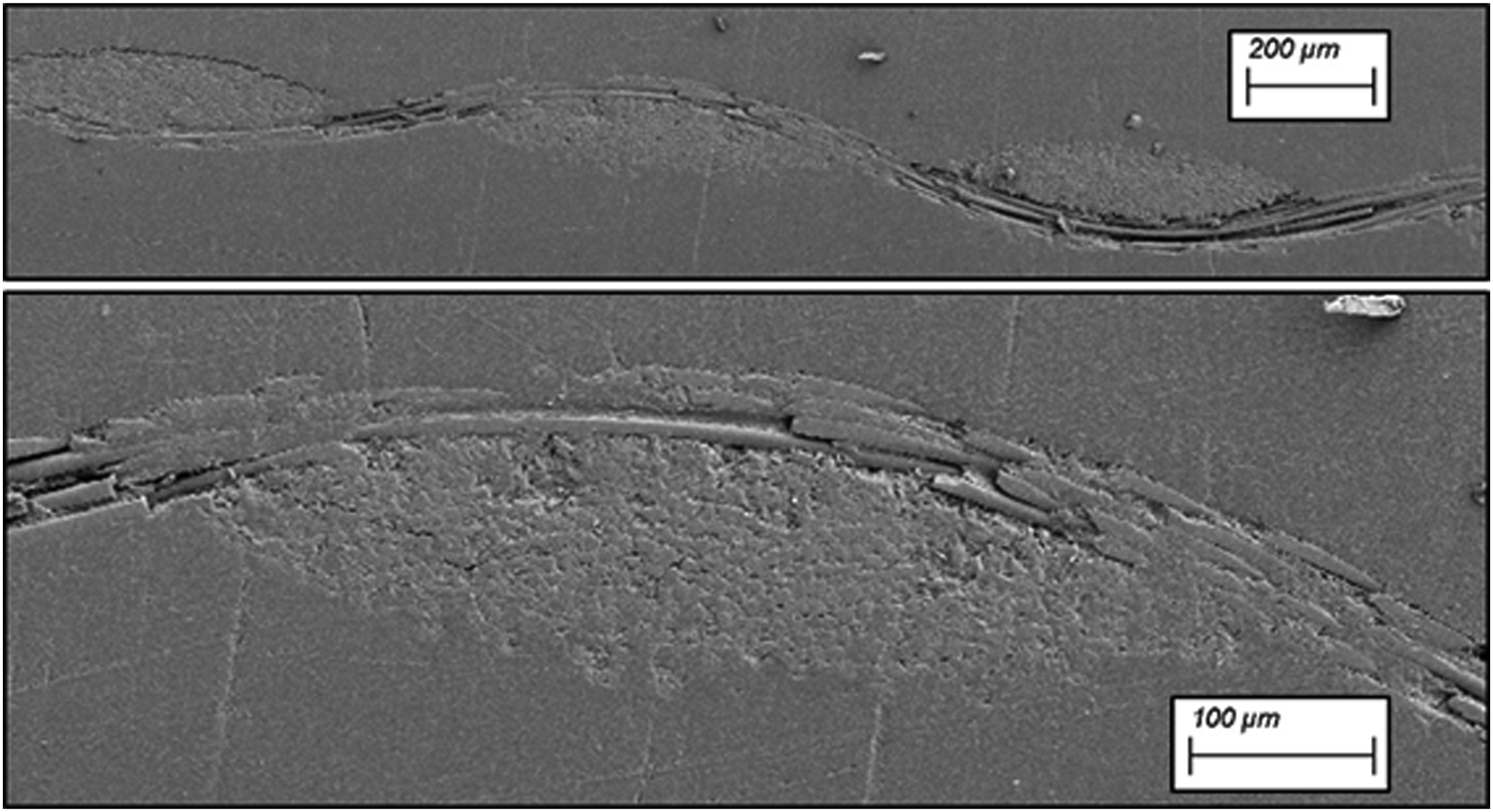
Figures 6 and 7 illustrate the relevance of molding temperature and pressure on the interfacial contact of fiber matrix regions and the consolidation process of composites. Inadequate consolidation caused by low molding pressure and inadequate impregnation due to low molding temperature are responsible for the visible gap between the fabric and the resin. Scanning electron microscope images representing cross section of composite laminate with process parameters MT – 380°C, HT – 45 min and MP – 5 bar. Scanning electron microscope images representing cross section of composite laminate with process parameters MT – 400°C, HT – 45 min and MP – 10 bar.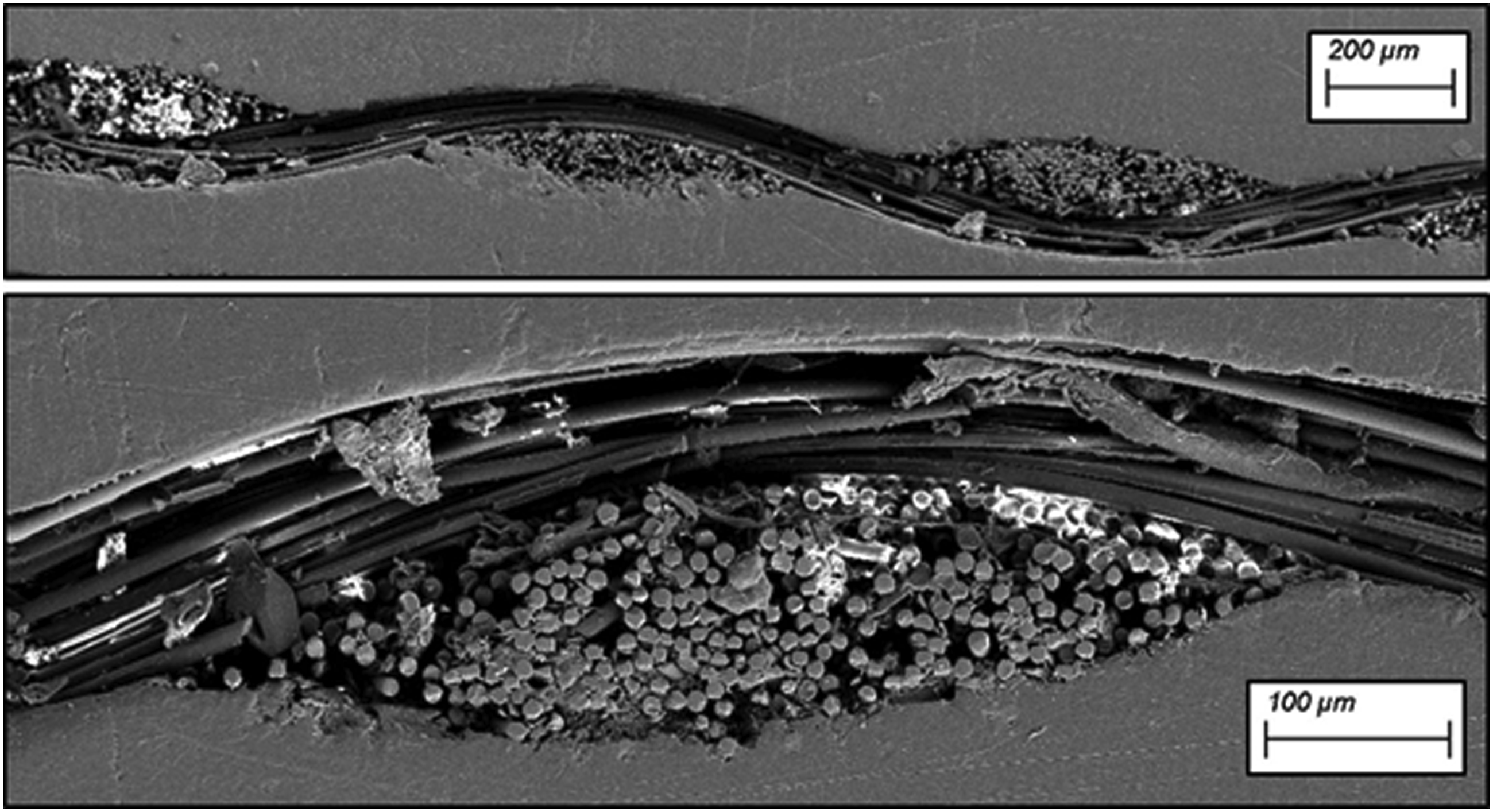
Holding time (HT)
The MT and MP utilized here are 400°C and 10 bar, respectively, in accordance with previous results. Figure 4(c) illustrates the influence of holding time (45, 60, and 75 min) on the mechanical characteristics of CF/PEK composites. When the holding period is increased from 45 min to 60 min, the mechanical properties of CF/PEK composites improve. However, when the holding time is increased from 60 min to 75 min, the mechanical properties deteriorate. It can be seen that changes in ILSS are more substantial than changes in tensile strength.
When it comes to the molding process for CF/PEK composites, the amount of holding time has a significant impact on both the degree to which PEK resin is impregnated into CF fabric as well as the viscosity of PEK resin. The shift viscous nature of the resin is due to the thermal crosslinking that occurs in PEK chains when it is exposed to high temperatures in the presence of air as previously discussed.50,51 With the increase in the holding period, the magnitude of viscosity progressively increases due to a rapid increase in crosslinking density of PEK resin. Previous research has established without doubt that the crosslink density exerts a considerable influence on the PAEK resins’ resulting mechanical properties.52,53 A resin changes from a linear structure to a branched or cross-linked structure at the proper crosslinking density, which aids in the orientation and crystallisation of molecular chains and increases the binding force between molecules, whereas an excessive crosslinking density slows these processes and exacerbates the uneven distribution of cross-linked bonds. 54 PEK resin can become brittle and potentially disintegrate if extensive crosslinking occurs. CF/PEK composites benefit from a firm coupling of fibre and matrix, which is made possible by an appropriate holding period, which allows the PEK resin to penetrate the CF textiles entirely without excessive crosslinking. However, storing the material for an excessively long period of time might cause excessive crosslinking of the PEK resin, which in turn causes the PEK resin to go from being tough to being brittle and even undergo slight thermal deterioration, which in turn weakens the fibre-matrix interface and shows a drop in the composite mechanical properties. Figure 5(b), 6(b) and 7(b) show an ideal scenario that includes optimal consolidation and interfacial bonding and does not involve any misalignment of the fibre.
Thus, as shown in Figure 5 the impact of process parameters on composite quality has been thoroughly investigated. Incomplete curing and impregnation is observed at lower magnitudes of process parameters, as shown in Figure 5(a). Figure 5(c) and (d) show fibre misalignment and distortion caused by excessive pressure at higher pressure magnitudes, while Figure 5(b) shows optimum curing. But the effects of each parameter are not independent of each other, and thus a correlating study with an interaction study has been undertaken to understand the interactive effect of the process parameters.
Further, the ILSS fractures surfaces examined under Scanning Electron Microscope show that laminates fabricated show that at with parameters (MT – 380°C, HT – 45 min and MP – 5 bar) exhibit matrix cracking and delamination as the primary modes of failure while laminated fabricated with parameters (MT – 400°C, HT – 45 min and MP – 10 bar) exhibit fibre breakage as the mode of failure indicating efficient load transfer and utilization of fibre as the load bearing component of the laminate.
Statistical analysis of experimental results
Regression coefficients
In this design study, there are three factors—MT, MP, and HT—each of which has two levels. Regression schemes based on the least squares method are commonly employed in RSM to identify the regression coefficient. As a close approximation, equation (1) works quite well to describe the true response surface. The mechanical parameters like tensile strength and ILSS of the composite specimens fabricated according to the BBD design, which included 15 experimental process parameter combinations as shown in Table 2, were measured. The positive and negative coefficients of the factors, which have an effect on the properties of going up and down, have been identified.
RSM regression analysis of tensile strength of CF/PEK composites.
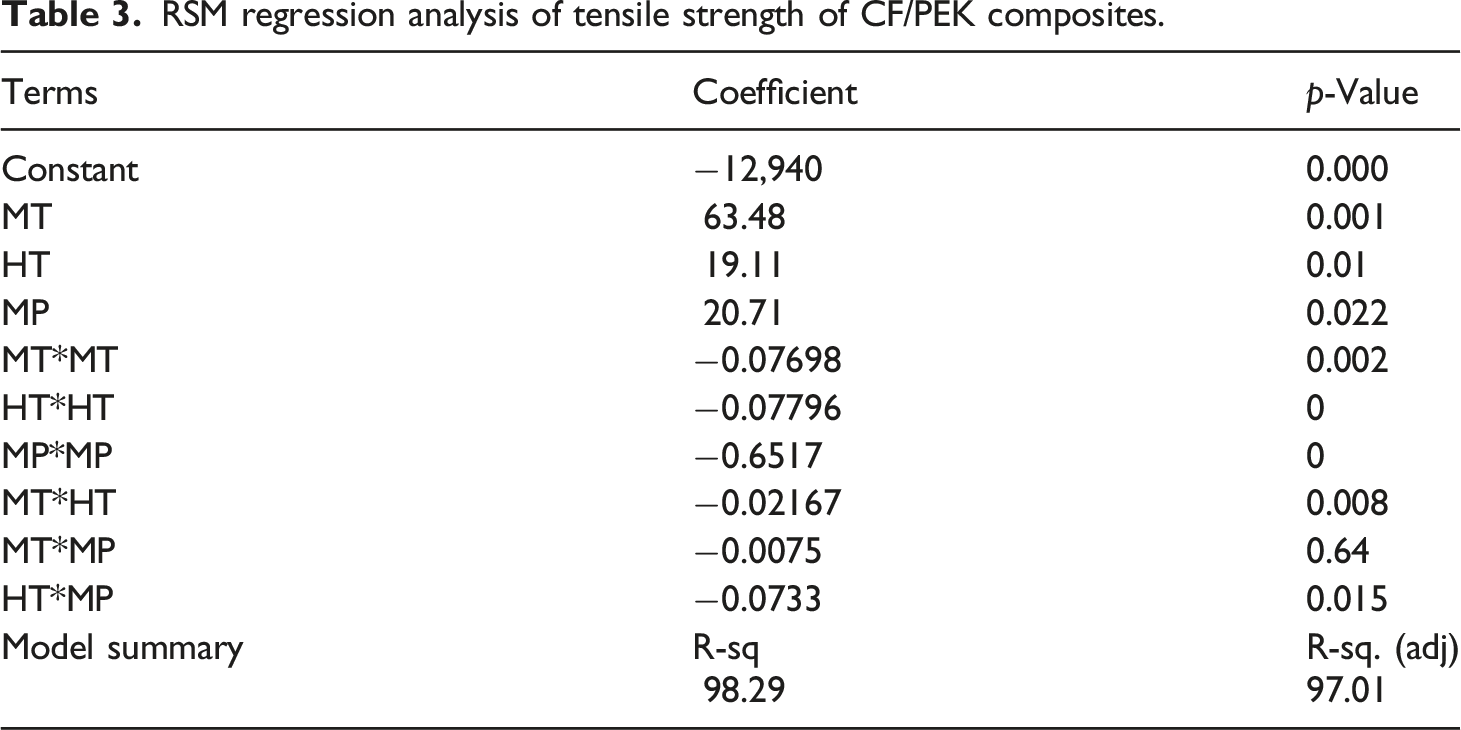
R squared is a statistical measure that indicates how well different factors explain response variation. For a given set of input components, a regression model that has a low R-squared is less likely to be able to capture changes in response variability, whereas one with a high R-squared is more suited to an experimental design investigation in order to explain the variability of the response. According to the R-squared and adjusted R-squared values, 98.29% of the variation in the response can be accounted for by the factors. Higher R-squared values are required for enhancing the manufacturing process parameters of the CF/PEK composite, which clearly implies that the polynomial regression equation is the optimum estimator of the mechanical characteristics of the composite fabricated using the corresponding process parameters. Equation (3) provides the calculated polynomial regression equation for tensile strength.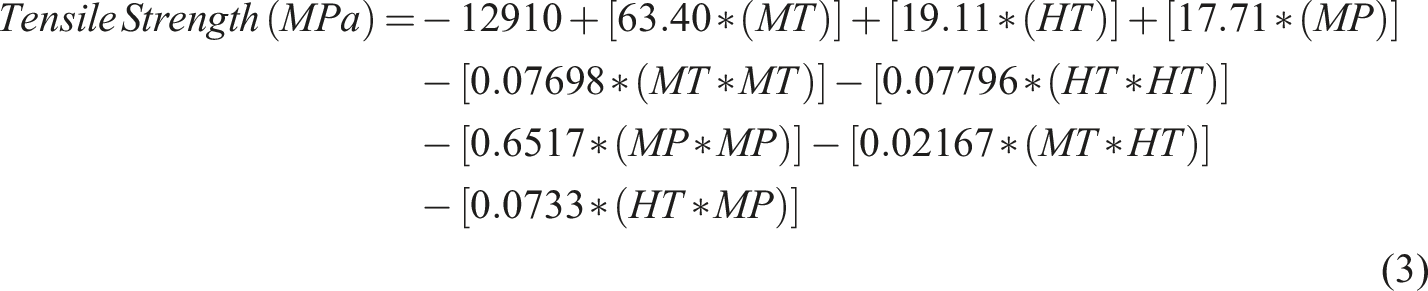
As a general rule, the regression coefficient value has a significant influence on the response outcome. When the coefficient of a factor is positive, an increase in the factor will result in an increased response value. On the other hand, when the coefficient of the factor is negative, an increase in the factor will result in a reduced response value. For instance, in equation (3), (MT) has a coefficient of 63.4, i.e., the tensile strength value will increase by 63.4 times for every degree increase in temperature. However, because of the presence of a quadratic (MT∗MT) factor with a negative coefficient in equation (3), the overall MT factor has an inflection point beyond which a rise in temperature adversely affects the response variable, resulting in a loss in tensile strength regardless of temperature increase. Similar effects can be found for other factors (MP and HT) as well, where the linear coefficient has a positive and higher value, while the quadratic coefficient has a negative and lower value, meaning that the negative effect dominates the response characteristics at higher factor values. As a result, it can be said that the results from previous sections and the regression analysis of the response variable are consistent (tensile strength).
An identical analysis was carried out for the interlaminar shear strength (ILSS) response, and an identical null hypothesis was evaluated. The insignificant level terms in the quadratic model have been filtered based on the p value, and the RSM regression equation for ILSS is presented in equation (4). The factor (HT∗MP) in the case of ILSS is insignificant (p value >0.05), whereas other factors are significant. Similar tendencies as seen in the tensile strength regression equation are evident, where a point of inflection where the properties tend to decline is observed due to distinct and contrasting forms of coefficients in linear and quadratic terms of the same factor. These findings are consistent with the findings from the experiments that investigated the impact of process parameters on ILSS. In those experiments, the property value initially showed an increase, but this increase was followed by a decline when the process parameters were increased past a certain point.
The R-squared and adjusted R-squared values are both greater than 90% for both of the properties, which indicates that the equations provide a more accurate depiction of the relationship between the three factors, as well as explain substantial variations in the responses. It is important to note that the difference between adj.R-sq. and R-sq. value is not very large, suggesting very little dependence on missing variables in this RSM design.
Factors interaction analysis
Main effect plots typically depict the various values of the independent variable that have an effect on the responses. It was established, based on a statistical principle, that the main effects plots of each factor depending on the response could be misleading when strong interaction effects exist between the factors. The interaction plot illustrates the relationship that exists between one of the factors and the response variable, where the significance of the response variable is determined by the magnitude of the other significant factor. The obtained regression equations (3) and (4), contain multiple interaction terms. As a result, the main emphasis has been placed on the interaction effect plot rather than the main effect plot itself, as multiple inferences can be drawn from the interaction effect plot.
Parallel lines in interaction plots imply no interaction, while nonparallel lines suggest strong interaction. Final findings were based on each interaction term’s p-value at the specified significance level. Figure 8 illustrates the standard factor interaction plot with fitted means for the measured mechanical properties of CF/PEK composites. Scanning electron microscope images of ILSS fractured surface of laminates with process parameters (a) MT – 380°C, HT – 45 min and MP – 5 bar (b) MT – 400°C, HT – 45 min and MP – 10 bar.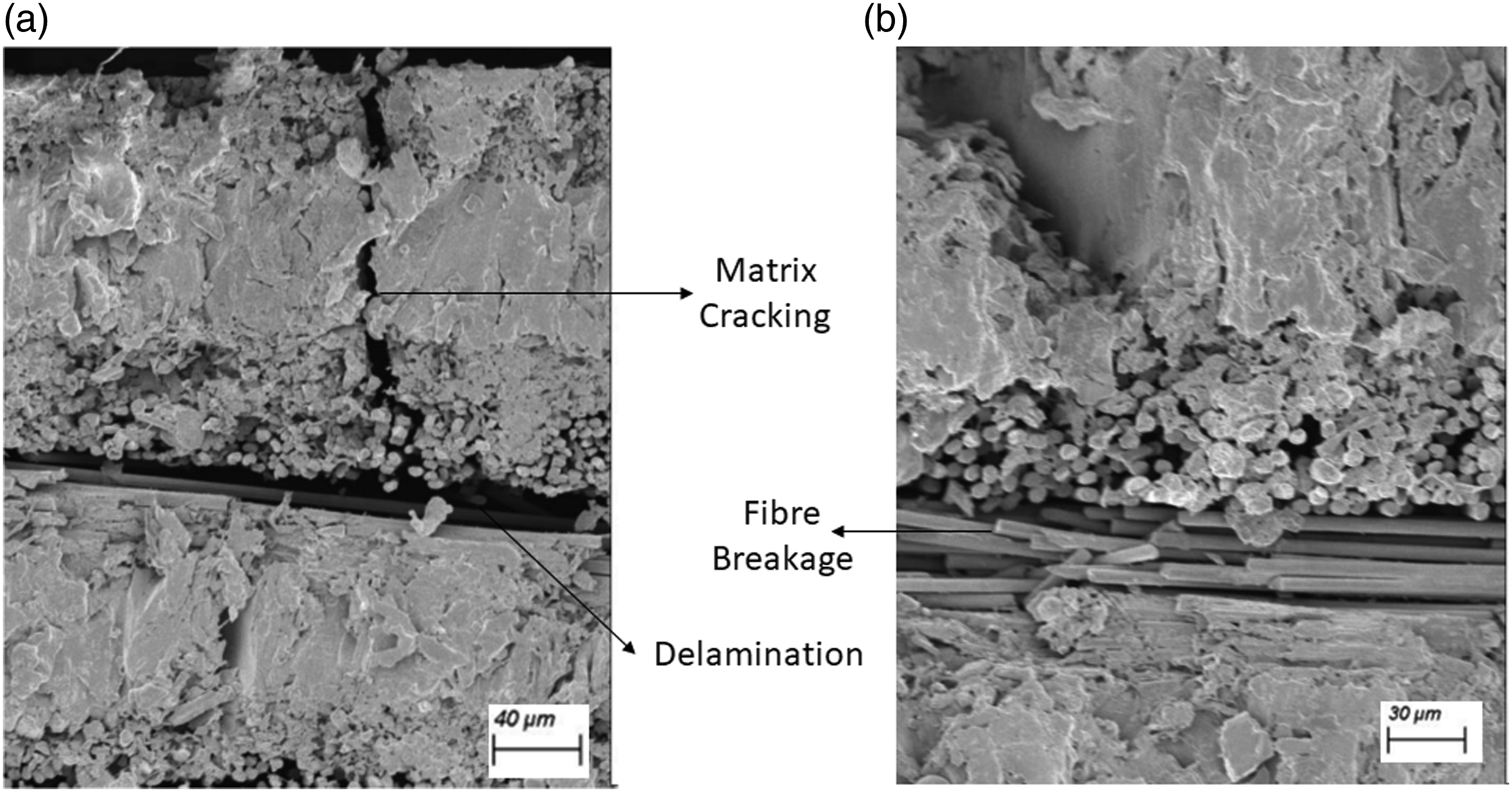
The interaction plot has an X-axis that represents the levels of the primary factor and a Y-axis that represents the responses of the CF/PEK composite. The graphs are depicted using the secondary factor of interest as a constant in order to understand the interaction between the primary and secondary factors and the subsequent effect on the responses. The graphs show that the interaction between the MT and HT factors is substantial, as there is a significant variation in the nature of the polynomial curve between different secondary variable. For instance, the interaction between MT and HT can be summarized as follows: at lower temperatures, a longer residence time is beneficial for better impregnation; however, at higher temperatures, the residence time factor appears insignificant because the temperature causes property degradation. This phenomena is evident in the (MT∗HT) section of the interaction plot illustrated in Figure 8. The combined effect can also be observed in the (HT∗MP) section of the interaction plot, which may be explained as follows: for higher mold pressure and higher hold time, the response variable has a drastic fall, mostly due to the misalignment generated by the excessive pressure, as seen in Figure 5(d). On the contrary, the properties appear to be proper at high excessive pressure and lower hold time, as the resin flow disruption of fiber weave alignment is limited. In order to design and optimize a process in a holistic manner, it is vital to have a thorough understanding of the interactive effects that the parameters that are engaged in the process have, as well as the effect that these interactive parameters will ultimately have on the required responses of the model. Therefore, the RSM design for the fabrication of CF/PEK accurately captures the interactions between the three parameters (MT, HT, and MP), and these interactions are associated with actual physical parameters, and the interactive phenomena that correspond to those parameters have been explored.
Response surface plots and contour plots
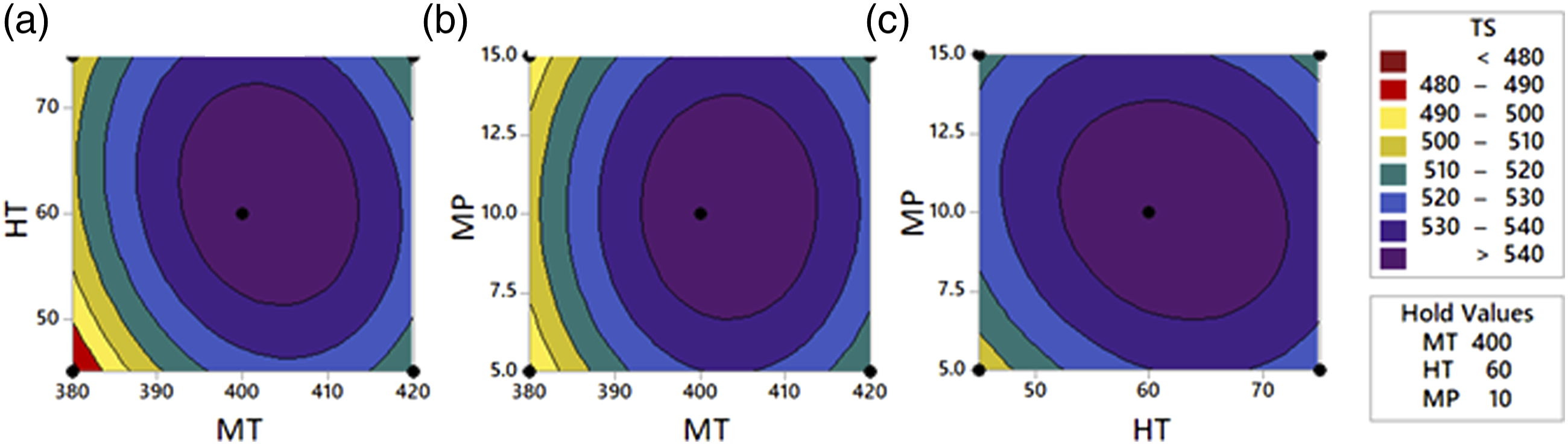
The relationship between process parameters and the mechanical properties of the CF/PEK composite was graphically represented by 2D contour plots and 3D response surface. The contour plots contain a variety of profiles that quantify the various interactions between the factor variables. An ellipse contour plot shows strong variable interactions, while a circular plot does the opposite. 55 The plots were created using the equations obtained from the regression analysis. The plot shows how CF/PEK properties change with process parameters.
Figure 9(a) is a contour map that was plotted in order to determine the ideal parameters for MT and HT while the MP was held constant at 10 bar. It is clear that a tensile strength of more than 540 MPa may be achieved by maintaining a balanced selection of MT between 390°C and 410°C and HT between 55 min and 70 min. Similarly, the combined parametric selection effect on tensile strength can be deduced from Figure 9(b) and 9(c). Figure 10 provides an illustration of the plots of the 3D response surface. The height projection of the surface illustrates the ILSS of the fabricated CF/PEK composite. The conclusions are similar to those drawn from tensile strength contour plots, where the mid region appeared to be the most favorable zone for parameter selection. As a result, the 2D contour and 3D surface plots demonstrate that the central region is more conducive to achieving maximal mechanical properties of fabricated CF/PEK composites. Interaction plot with fitted means (a) tensile strength (b) ILSS. 2D contour plots using RSM for tensile strength of CF/PEK composites (a) constant MP (b) constant HT (c) constant MT.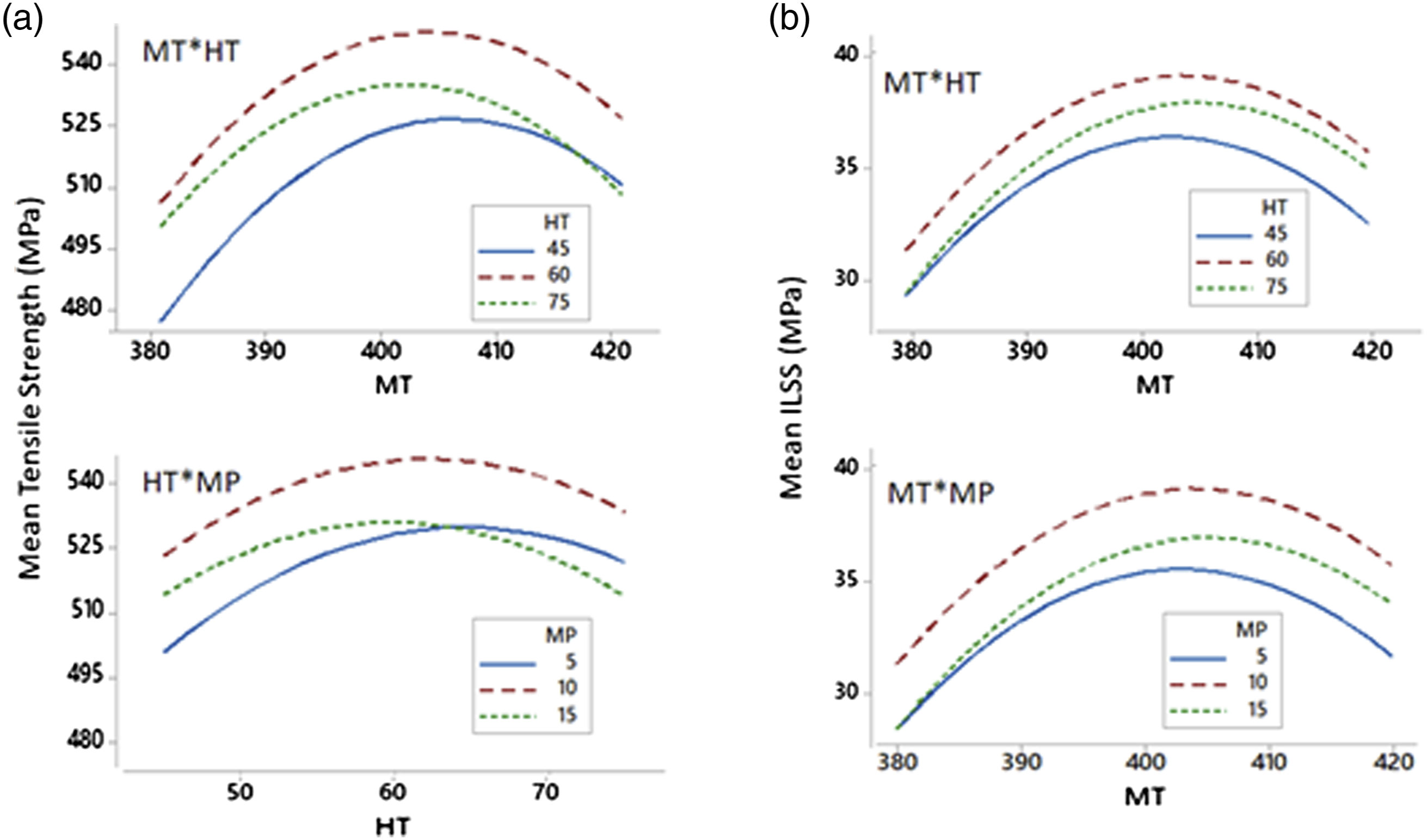
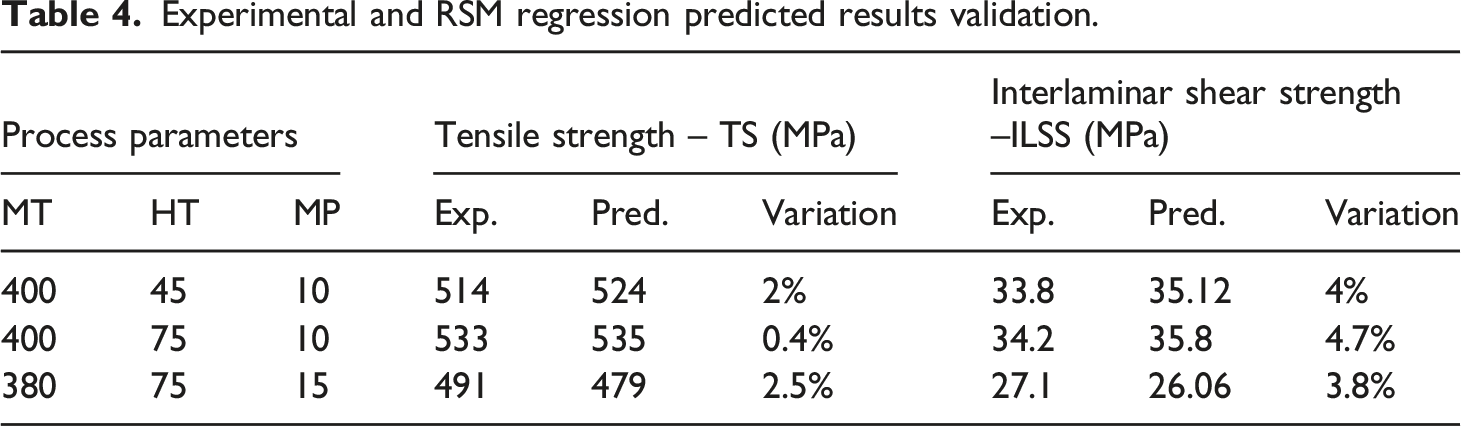
Experimental verification of the model
Experimental and RSM regression predicted results validation.
Optimization of the process parameters
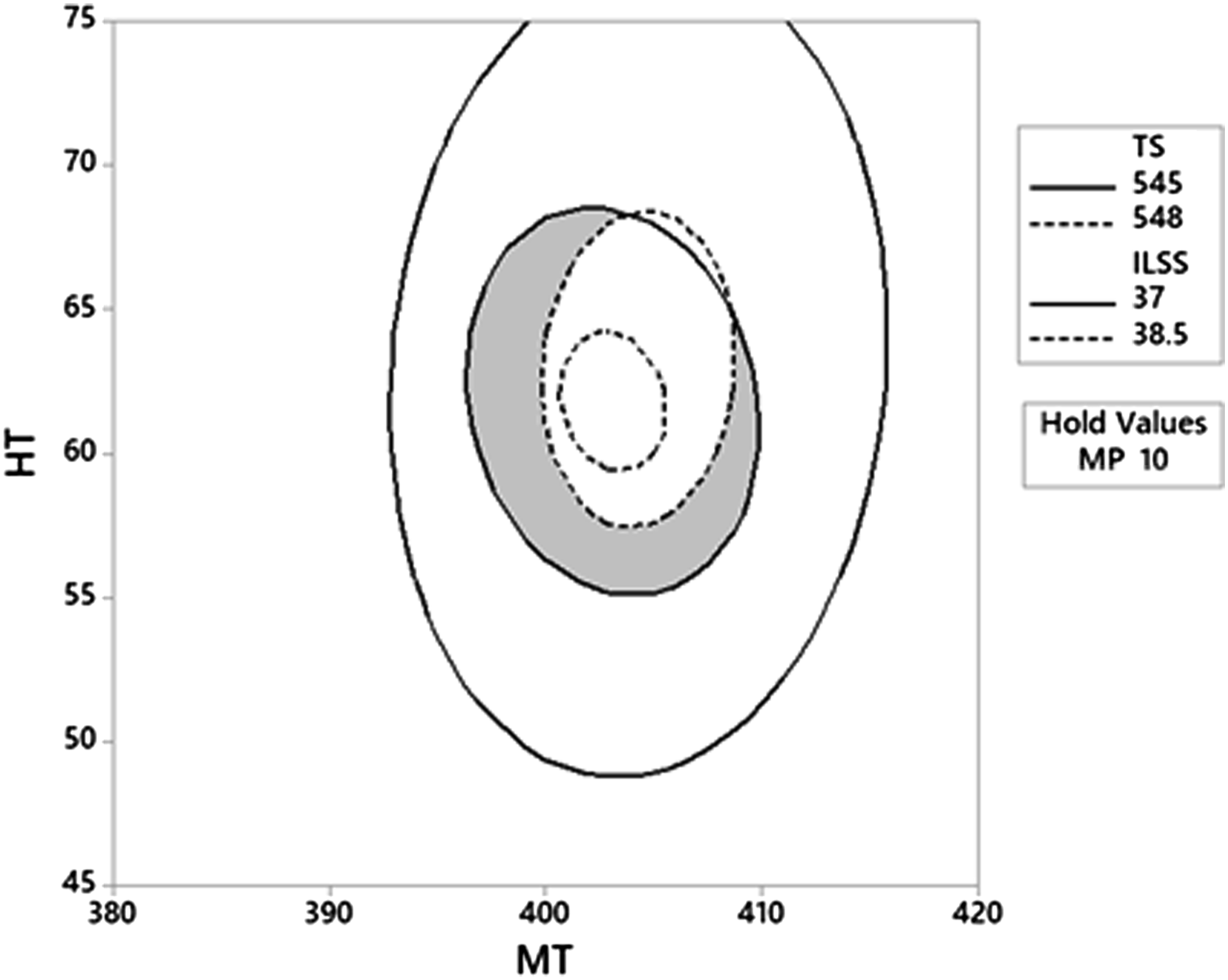
Figure 11 depicts overlaid contour plots to determine the parameters required to achieve the required mechanical properties of the composite. As noted in the previous section, MP is crucial in determining mechanical characteristics since lower pressure leads to a lack of consolidation while higher pressure leads to fiber misalignment and loss of property. Thus, the molding pressure is set to 10 bar for the overlaid contour visualization to achieve tensile strength between 545 MPa and 548 MPa and ILSS between 37 MPa and 38.5 MPa. The plot’s grey section represents the viable region for achieving the required properties. Thus, the viable region is between 395°C and 410°C with a holding duration of between 55 and 67 min. It should be noted that processing at temperatures around 400°C provides a greater degree of freedom in terms of holding time, whereas at lower and higher temperature limits, marginal variations in holding time play a crucial role (Figure 12). 3D response surface plots for tensile strength (a) constant MP (b) constant HT (c) constant MT. Overlaid contour plot to determine the parameters to achieve the desired range of mechanical properties.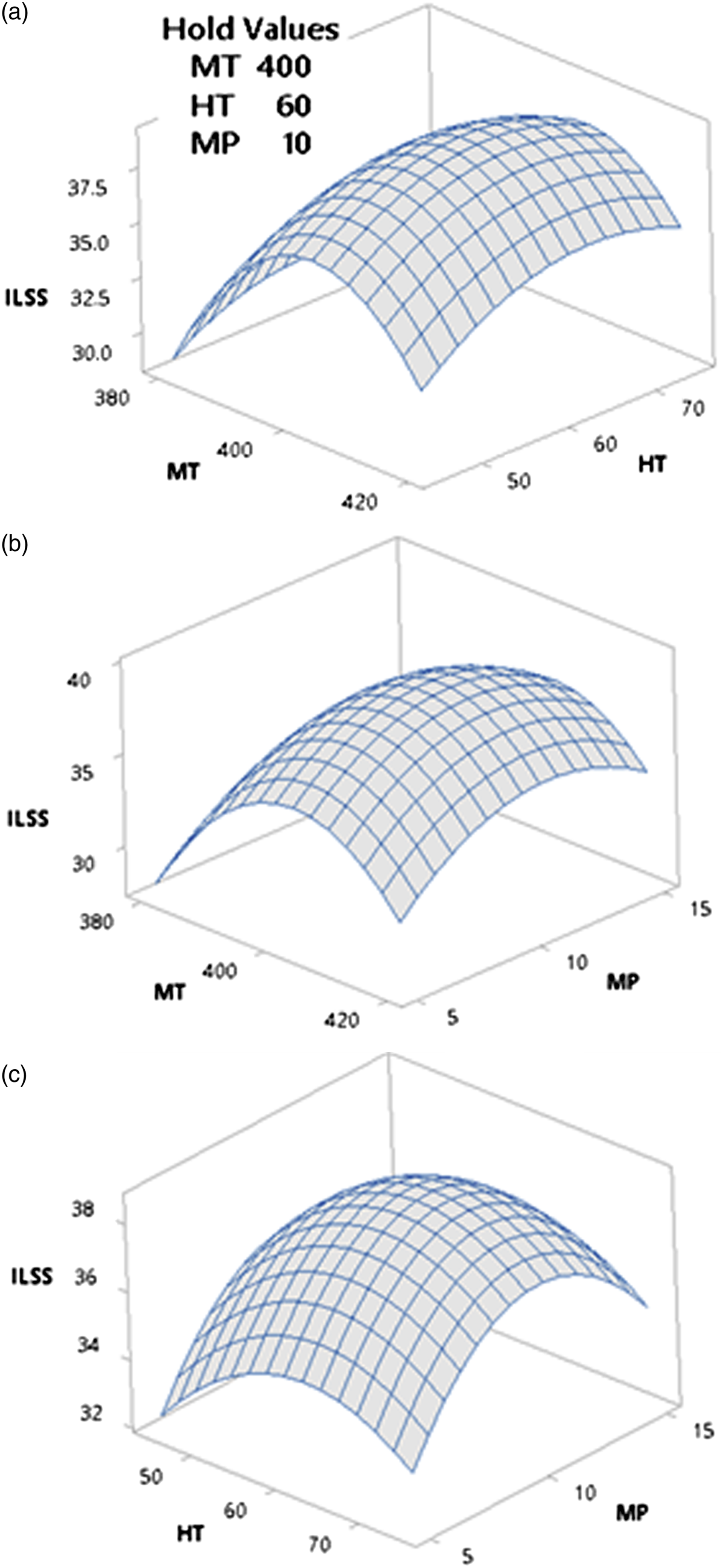
The following are the process parameters that should be employed in order to get the most optimal mechanical characteristics for the fabricated CF/PEK composites, as determined by simultaneous response optimization calculations for both tensile strength and ILSS using the RSM regression model: The mold temperature was 395°C, the molding pressure was 10.8 bar, and the holding time was 68 min.
Polyetherketone (PEK) based composites provide better thermal and chemical stability when compared to widely researched and adopted polyether-etherketone (PEEK). The approach of fabrication is film-fiber stacking and consolidation method which allows manufacturing of continuous fiber thermoplastic composites without fiber breakage and sufficient impregnation. We believe these finding on understanding the influence of processing parameters will pave way for more research towards adoption of PEK as a viable option for high temperature thermoplastic matrix for next generation polymer composites as there is no existing literature in this specific combination of material and fabrication process
This study has paved way for increased knowledge on adoption of film-fibre stacking and consolidation process as a viable method for fabrication of CF/PEK composites in terms of process parameters. There is considerable scope for further research especially in terms of the following aspects of processing. • Consolidation studies – The degree of consolidation can be quantified through studies on void content using C-Scan methodology. The high viscosity of the thermoplastic melt inhibits greater levels of impregnation and wetting of fibers leading to formation of void within the laminates. Thus it is imperative to study the void content percentage to enhance the properties as well as the overall quality of the composites. • Crystallisation studies – The crystallisation kinetics with respect to microstructure formations can be examined comprehensively to provide deeper insights and greater level of optimization of properties
Conclusion
In this study, CF/PEK composites are made using a film fiber stacking and consolidation process and plain-woven carbon fiber and PEK films as raw materials. The mechanical properties of CF/PEK composites were examined using three critical process factors, namely molding temperature, molding pressure, and holding time and the corresponding internal influence mechanisms were investigated. The mechanical properties were examined in a methodical manner as a function of the process parameters, and the results were compared using the response surface methodology (RSM). • Low or very high molding temperatures results in higher PEK resin viscosity leading to reduction CF/PEK composite impregnation. Extreme heat degrades and embrittles PEK resin. • Low molding pressure prevents PEK resin from proper impregnation leading to voids and weak interfacial bonding. High molding pressure can cause excessive resin loss, misaligned fibers • If the holding time is insufficient, PEK resin will not be capable of adequately impregnate carbon fabric; on the other hand, excessively long holding times produce excessive crosslinking of PEK resin, leading to increase in brittle nature of PEK resin and then weakens the inherent properties of CF/PEK composite. • For the mechanical properties, a polynomial quadratic regression equation was developed using RSM-based Box Behnken Design. An analysis of the interaction of factors, with plots of contours and response surfaces, to identify and visualize the degree of interaction of the process parameters. • The statistically predicted values and the experimental values for distinct responses showed marginal variation when compared. The experimental verification demonstrated that the predictions and the appropriateness fitting of the model developed for optimization of the process parameters for the fabrication of CF/PEK composites were accurate. The optimal process parameters for maximum mechanical properties were identified to be mold temperature: 395°C, molding pressure:10.8 bar, and the holding time:68 min.
Footnotes
Declaration of conflicting interests
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Gharda Chemicals Limited, Mumbai, India.
Funding
The author(s) declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: Gharda Chemicals Limited, Mumbai, India.