
Abstract
The carbon fibers have been employed to form the high performance composites. The use and compatibility of carbon fibers have gained research interest. Incidentally, the nanocarbon nanostructures such as carbon nanotube, graphene, nanodiamond, and fullerene have been deposited on the carbon fiber surface to increase the interfacial linking with the matrices. Various physical and chemical methods have been used to deposit the nanocarbon on the carbon fiber surface including the chemical vapor deposition, electrospraying, electrophoretic deposition, etc. This review basically highpoints the prospective of the formation of the polymer/fiber composite and polymer/fiber/nanofiller nanocomposite for the advanced structures. The effect of the addition of the nanocarbon on the properties of the polymer/carbon fiber materials have been observed. Specifically, the morphology, strength, toughness, storage modulus, thermal stability, and other physical characteristics have been observed. Moreover, the interfacial adhesion and resulting interfacial features of the polymer/fiber/nanofiller nanocomposite have also been perceived.
Introduction
Carbonaceous nanostructures such as carbon nanotube, fullerene, graphene, nanodiamond, etc. have been the research focus for technical industries, since years.1,2 The carbon fibers have high strength, stiffness, thermal conductivity, and low coefficient of thermal expansion. 3 Since 1970s, the carbon fiber filled polymeric composites have been produced. 4 After that, the high performance carbon fiber reinforced polymeric composites have been fabricated for various technical industries like aerospace, automotive, and construction industries.5–7 The carbon fibers may form weak interfacial adhesion with the matrix. 8 Consequently, the carbon fibers may have poor wettability and interactions with the polymers. 9 The poor wettability or interactions of the carbon fibers with the matrices may result in the low inter-laminar strength and mechanical properties of the composites. For better interface formation between the carbon fiber and polymer, various dry and wet chemical treatments approaches have been used for the filler surface modification. 10 The important carbon fiber modification methods involve the acid treatment, chemical modification, electrochemical and other techniques. Consequently, the carbon fibers have been modified with the nanocarbons and reinforced in the polymeric matrices. The interactions of carbon fibers with nanocarbon nanoparticles were responsible for the strong interface formation. 11 In other words, the nanocarbons have been added as reinforcement along with the carbon fibers to the polymeric composites.12,13 The resulting nanocomposites reveal outstanding physical properties and technical performance.
In this review, the carbon fiber reinforced polymer composites have been deliberated. Carbon fiber has been modified in different ways to improve the interactions with the polymeric matrices. Incidentally, the carbonaceous nanofillers have been coated on the carbon fiber surface to improve the morphological, thermal, mechanical, and other physical features of the nanocomposites.
Composite with carbon fiber or glass fiber
The performance of the aerospace structures relies on the use of the lightweight and strengthened materials.14,15 Traditionally, the metals and metal alloy based structures have been used in the aerospace structural parts.16,17 Among the thermosets, the epoxy resins have been adopted for the composites.18,19 Epoxies have been used as common matrix material in aerospace.20,21 However, the epoxies may have processing, recycling, and strength problems at elevated temperatures. Later, the aerospace related composites have used the polymer/fiber structures.22,23 Incidentally, the glass fiber and carbon fiber have been used in the composites.24,25 The epoxy/glass fiber composites have been prepared with high mechanical and thermal characteristics.26–28 The polymer/carbon fiber composites have also been widely produced.29,30 The polymer/carbon fiber composites have offered the better properties of the frivolousness, heat resistance, and mechanical strength.31,32
Carbon fiber reinforced with nanofiller
Carbon nanotube coated carbon fiber nanocomposite: Thermosets and thermoplastic matrices
The carbon fiber filled epoxy composites have expanded research interest for the technical fields such as aerospace parts and construction.33–35 The epoxy/carbon fiber composites have high strength, modulus, toughness, and corrosion resistance.36–38 The enhanced properties depend on the interaction between the epoxy and carbon fibers in the composites. In this regard, the surface modification of carbon fiber can be adopted via chemical, electrochemical, plasma, and thermal techniques. 39
Carbon nanotube is an important nanofiller to improve the characteristics of the nanocomposites.40–42 The fabrication approaches have been studied for the formation of the polymer nanocomposite with carbon fiber and carbon nanotube.43,44 The carbon nanotube is usually coated on the carbon fiber surface using the chemical vapor deposition,
45
electrophoretic deposition,
46
electrospraying deposition,
47
and chemical functionalization.
48
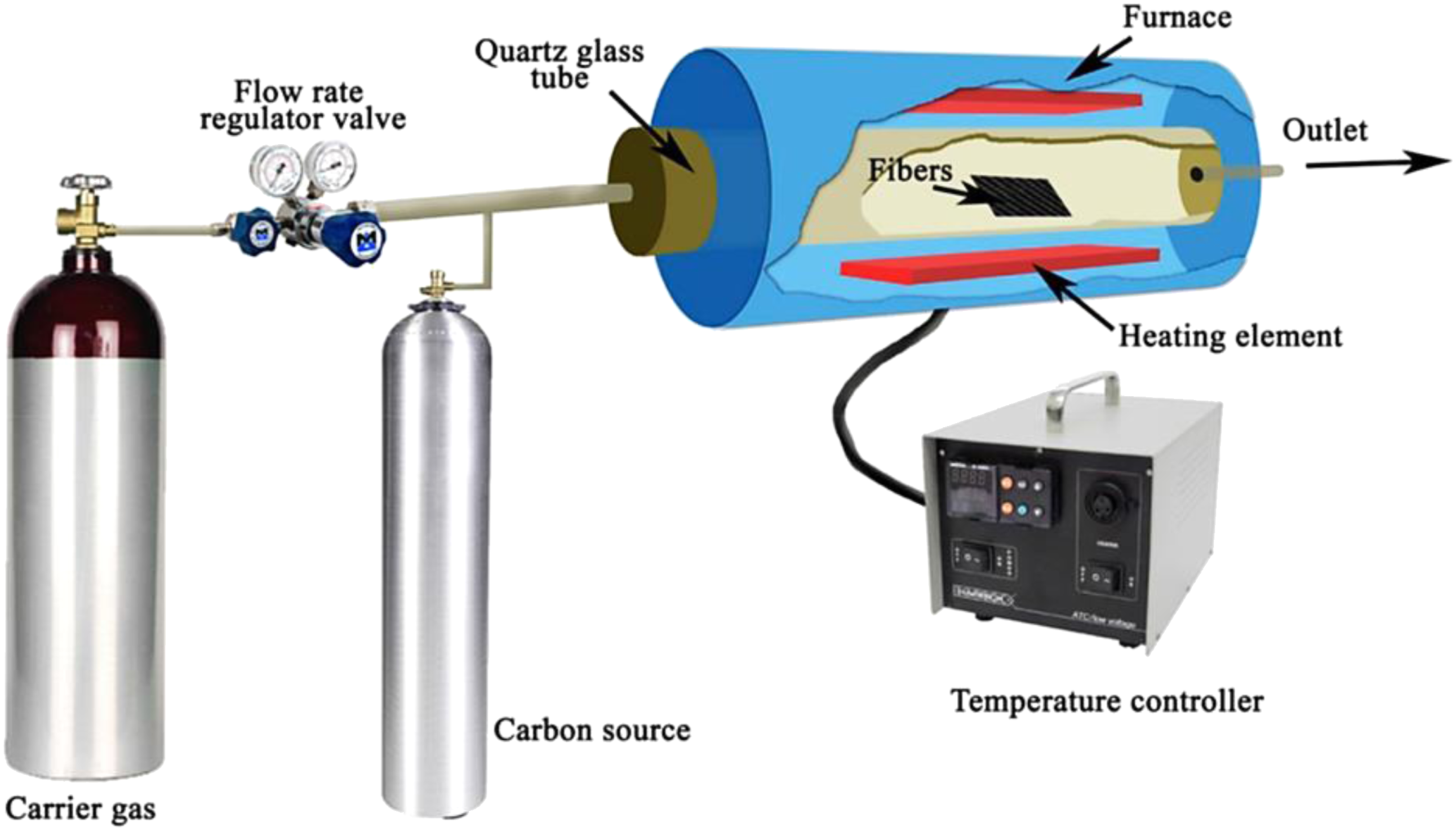
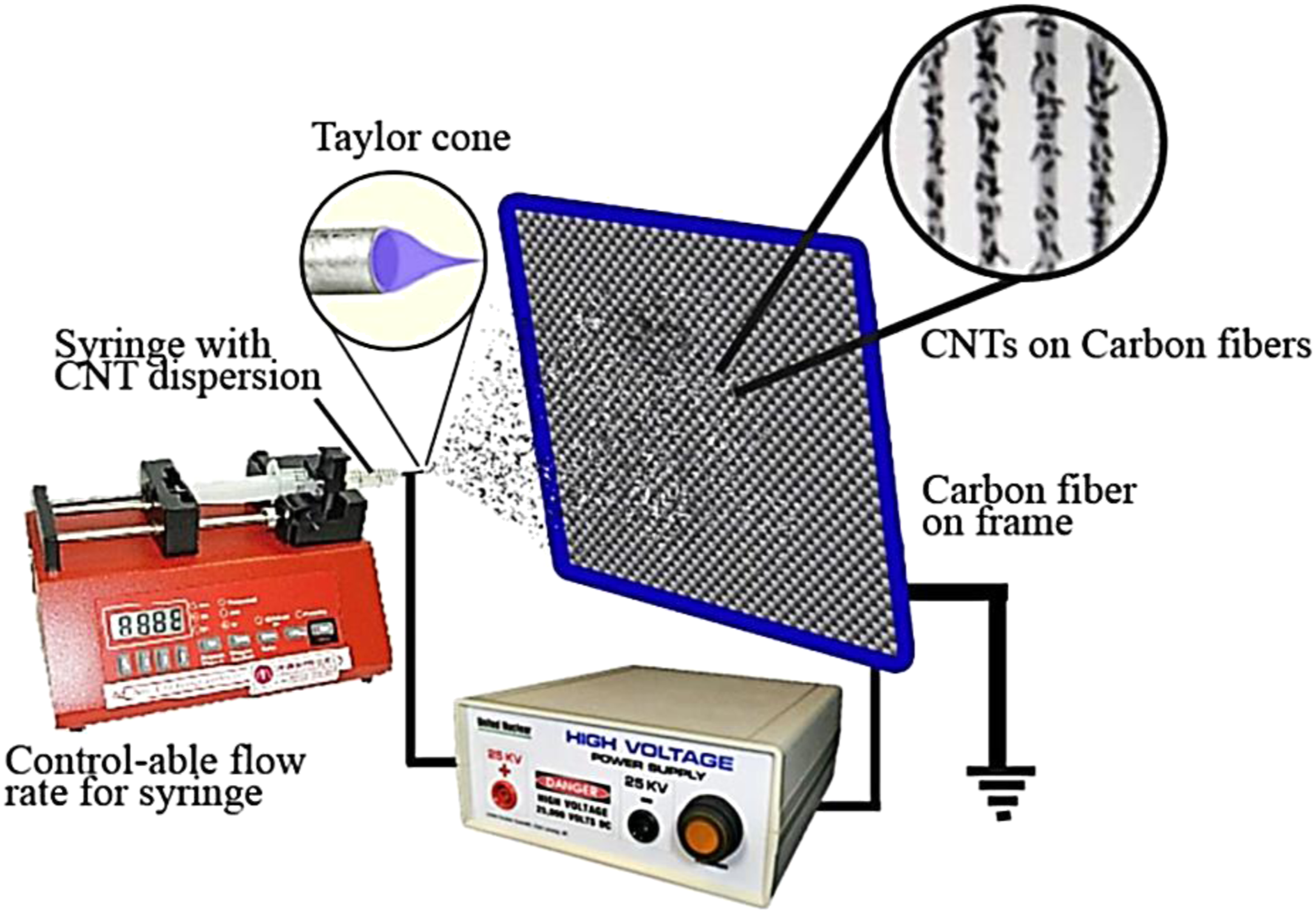
The nanofiller coated carbon fibers have been introduced in the polymeric matrices. The resulting modified carbon fiber may have improved electrical, mechanical, and thermal features. Figure 1 shows the scanning electron microscopy (SEM) images of the neat carbon fiber and carbon nanotube deposited carbon fiber. The chemical vapor deposition (CVD) was used to deposit the carbon nanotube on the carbon fiber. The CVD technique deposited consistent nanotube coating on the carbon fiber surface. Figure 2 displays the schematic of the CVD set-up. The electrophoretic deposition (EPD) was also used as a successful method to deposit the carbon nanotube on the carbon fiber surface. The EPD has been proved as an efficient technique to develop a uniform layer of the nanocarbon nanoparticles on the fiber surface. Moreover, the electrospray deposition (ESD) has been used for the deposition of the nanoparticles on the carbon fiber surface. The ESD set-up is prearranged in Figure 3. In ESD system, the needle is connected to syringe and the system is also connected to a high voltage power supply. The nanoparticles are dispersed in the solvents for enhanced dispersion and uniform coating on the carbon fiber surface. Surfactants can be added to the ESD solution, for better dispersion. Accordingly, these techniques have been used for the better interlayer formation between the polymer matrix and the carbon fiber. Moreover, the nanoparticle deposition on the carbon fiber may reduce the surface damages. SEM images of CF surface with (a) carbon filament growth and (b) CNT growth.
49
Schematic diagram of chemical vapor deposition process.
49
Reproduced with permission from Elsevier. Schematic diagram of electrospray deposition set-up.
49
Reproduced with permission from Elsevier.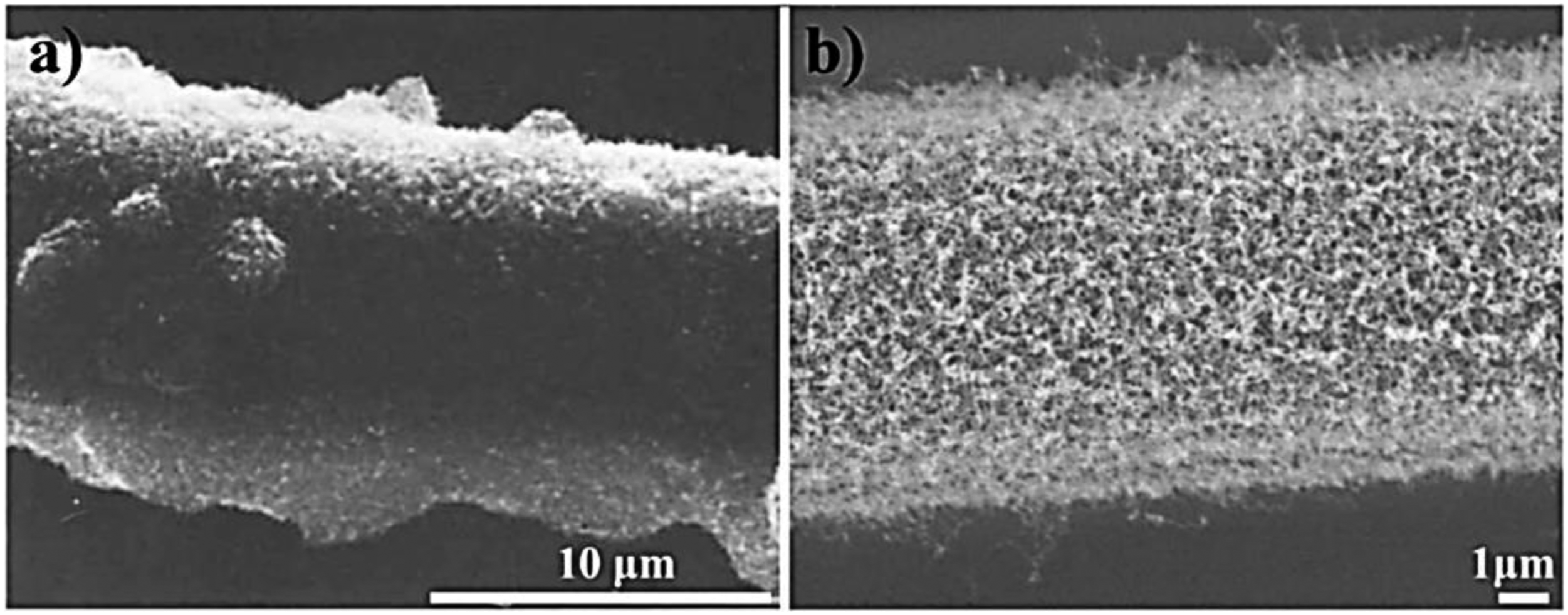
Lee et al.
50
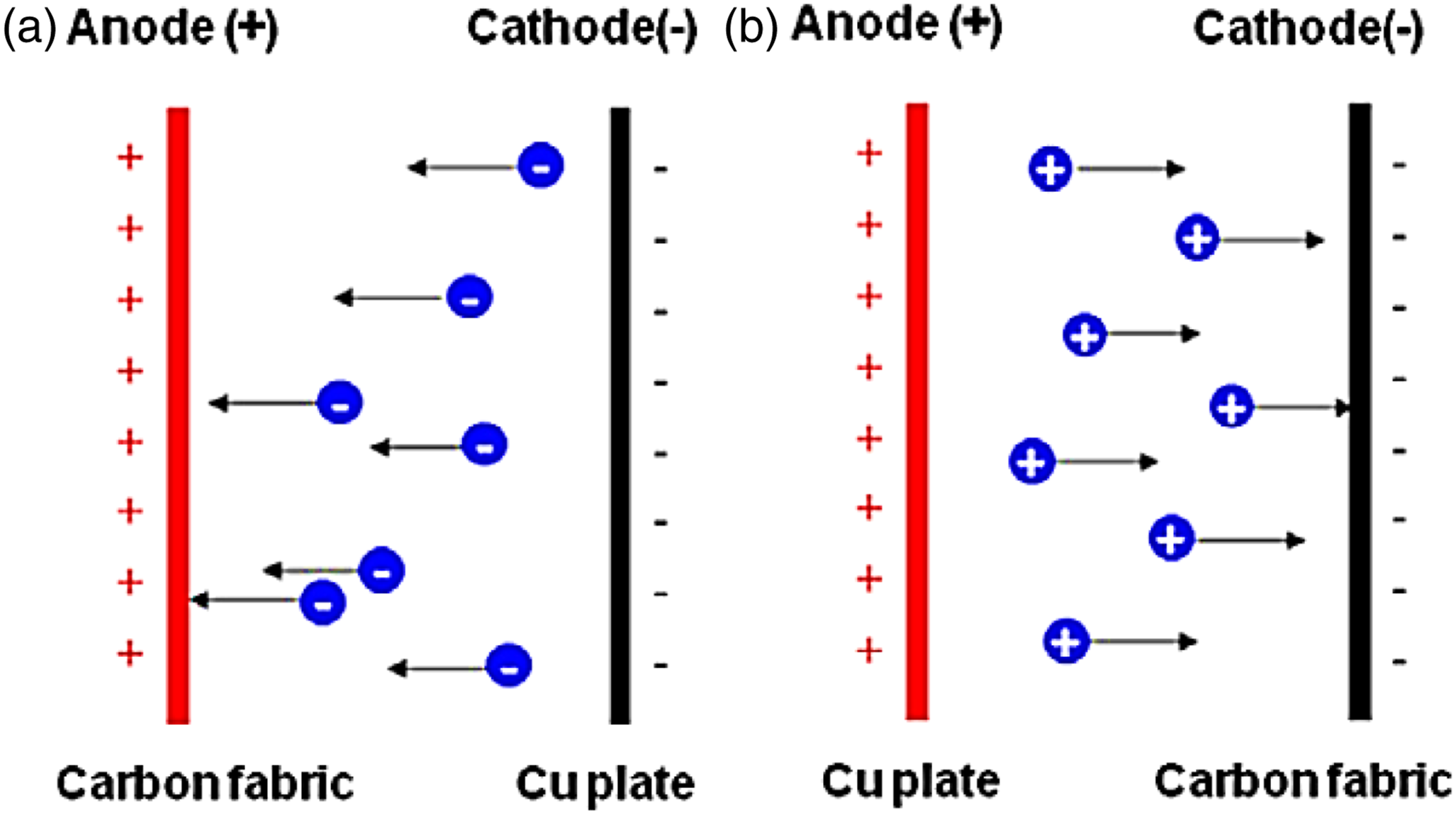
produced the multi-walled carbon nanotube (MWCNT) coated carbon fiber using the EPD process. The anodic and cathodic EPD processes were used as shown in Figure 4. The MWCNT was deposited using both the cathodic and anodic processes. Figure 5 shows the SEM of the MWCNT deposited carbon fibers using cathodic and anodic processes. The anodic EPD deposited homogeneous layer of nanotube on the carbon fiber surface, relative to the cathodic process. The consistent morphology of the deposited nanofiller on the carbon fiber was also due to the fine carbon-carbon interactions and alignment of the nanotube on the carbon fiber surface. Tehrani et al.
51
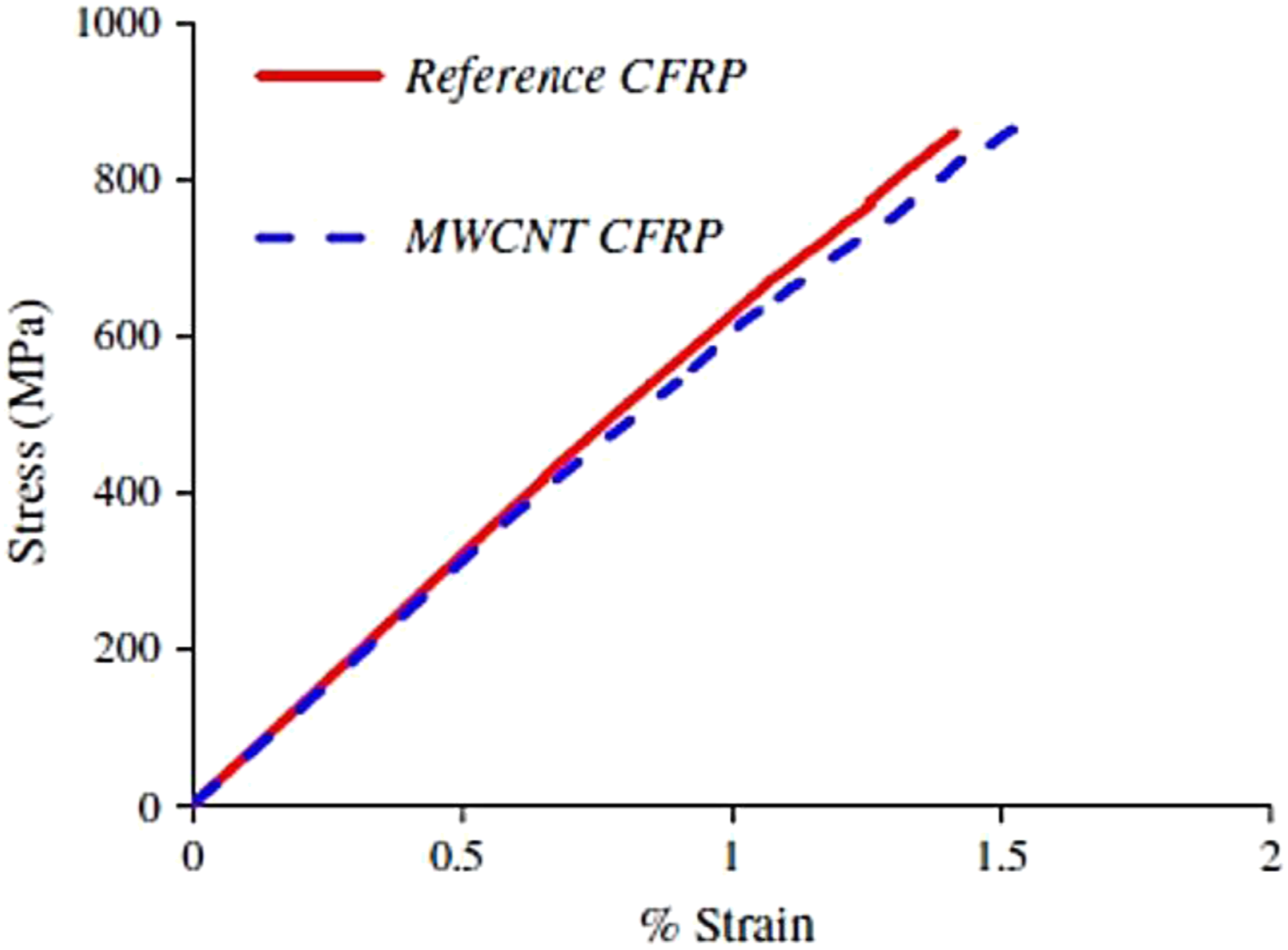
produced the MWCNT coated carbon fiber reinforced nanocomposites. Figure 6 exhibits the stress-strain curves of the carbon fiber filled epoxy resin and MWCNT coated carbon fiber reinforced epoxy resin. The strain to failure of the MWCNT filled nanocomposite was found higher than the non-coated carbon fiber derived system. The increase was observed owing to the fine interface bonding between the epoxy matrix and MWCNT to prevent cracks formation. Figure 7 shows the SEM micrographs of the MWCNT coated carbon fiber reinforced epoxy resin and non-coated carbon fiber filled epoxy resin. In the coated carbon fiber reinforced epoxy resin the matrix was impregnated in between the fibers. The epoxy/nanotube/carbon fiber interface was developed; however, the aggregation of nanotube may result in poor load transfer between the matrix and filler. The structural performance of the composites may be effective due to the filler aggregation. Schematic of EPD processes: (a) Anodic process and (b) cathodic process.
50
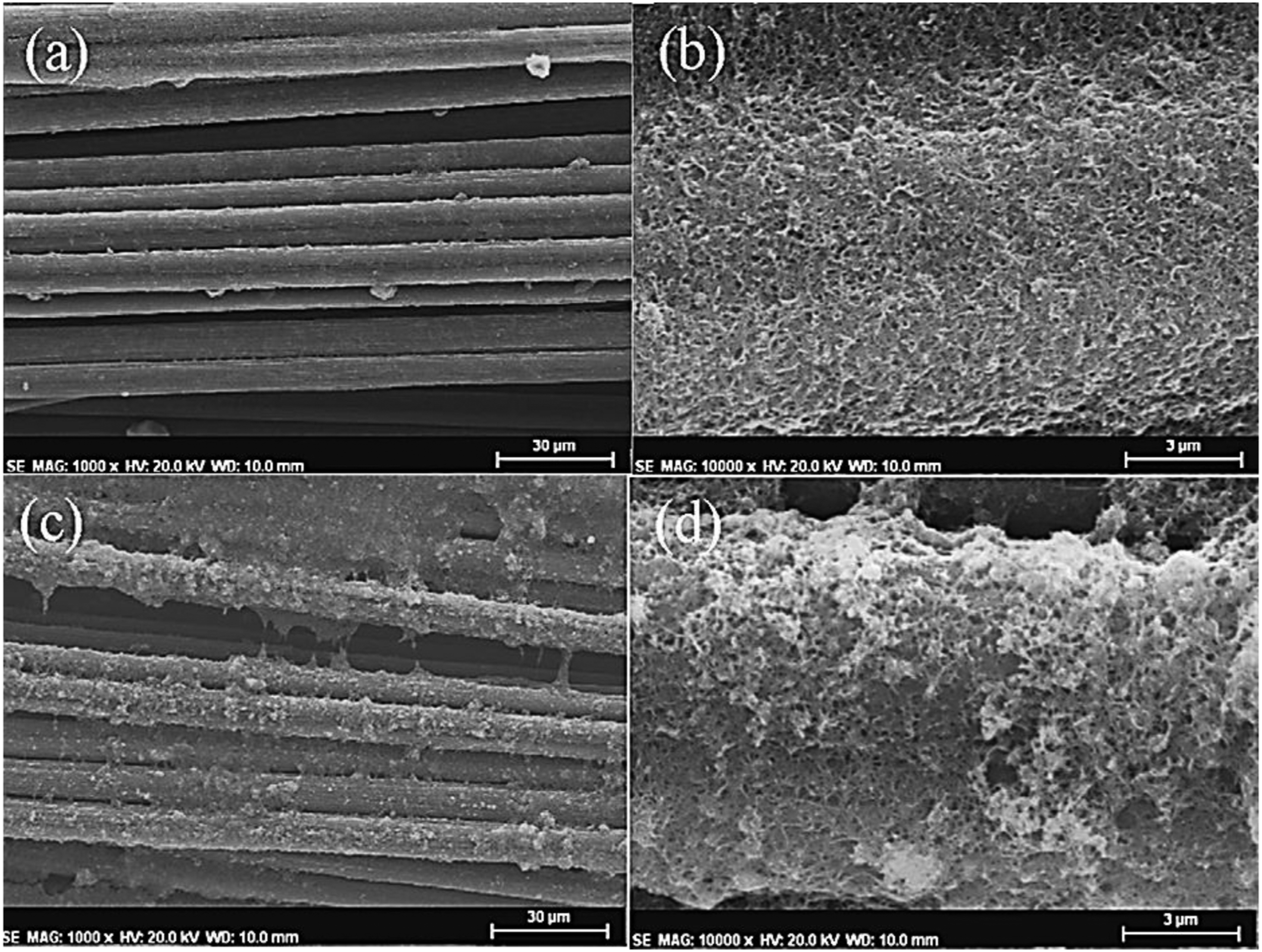
SEM images of nano-particle deposited carbon fibers: (a) Oxidized MWCNT by anodic EPD; (b) magnification of (a); (c) treated MWCNT by cathodic EPD; (d) magnification of (c).
50
EPD: Electrophoretic deposition; PEI: Polyether imide; MWCNT: Multi-walled carbon nanotube. Reproduced with permission from Elsevier. Representative stress-strain curves for the epoxy/MWCNT nanocomposite based carbon fiber materials.
51
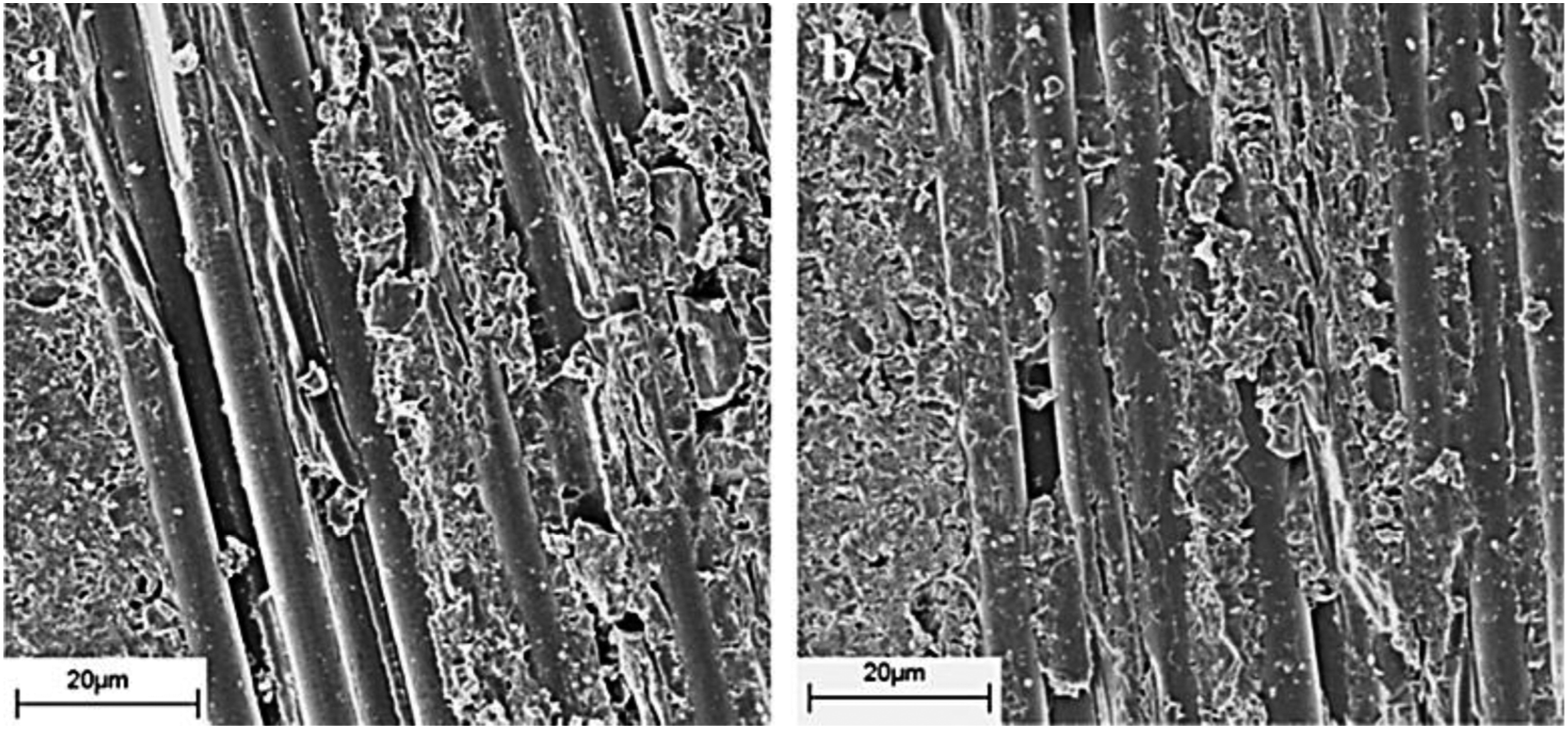
SEM of cross section of (a) epoxy/carbon fiber/MWCNT nanocomposite and (b) epoxy/carbon fiber CFRP composite.
51
Kamae and Drzal
52
reported the epoxy/carbon fiber/carbon nanotube nanocomposite. Polyethyleneimine (PEI) was added as a bonding agent. Carbon nanotube was coated on the carbon fiber by immersion method. Carbon fibers were immersed in the nanotube/water suspension to form coated fibers. Carbon nanotube was not only used to form the interface between the epoxy and carbon fiber/carbon nanotube but also avoid the buckling of the carbon fibers in the nanocomposites. As a result, the crack propagation was forbidden and the mechanical properties were improved. Figure 8 establishes the coupling effect of the PEI to the epoxy and carbon fibers. As a result, the bridging effect of PEI on epoxy and MWCNT initiated better interfacial shear strength and mechanical robustness of the nanocomposites. Moreover, the PEI coupled epoxy and carbon fiber resulted in the electron conducting pathways, in addition to the thermal and mechanical properties. Table 1 shows the improvement in the interfacial shear strength of the PEI bonded system, relative to the non-bonded system. Due to the formation of fiber-matrix interphase by nanofiller, the mechanical properties of the coated fiber reinforced polymer composite were considerably improved. Schematic of PEI coupling effect of treated MWCNT.
52
Interfacial shear strength of epoxy/carbon fiber. Standard deviations are parenthesized.
52
MWCNT/PEI: Multi-walled carbon nanotube/polyethyleneimine. Reproduced with permission from Elsevier.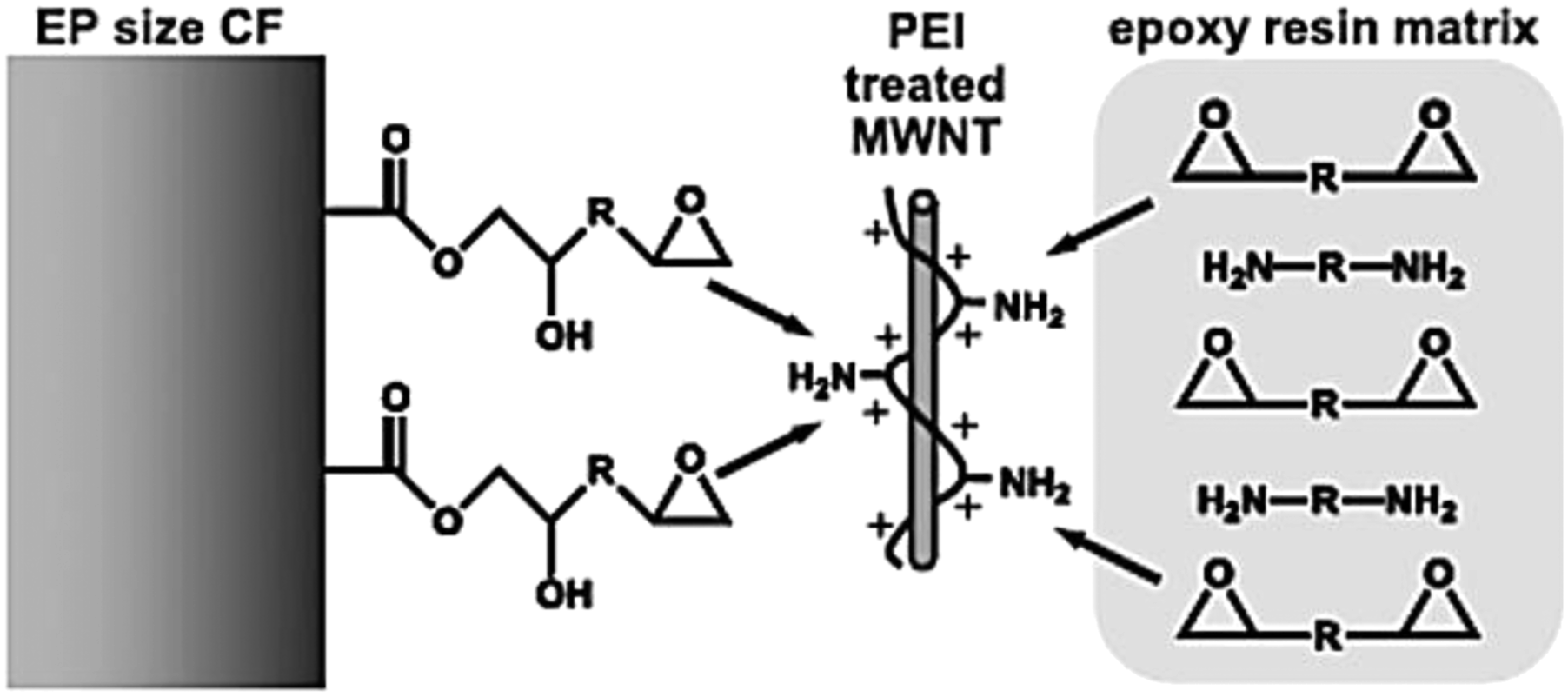
Among thermoplastic polymers, polyamides have been essentially used as important matrices.53–55 Polyamide materials with carbon nanotube coated carbon fiber have been reported.56,57 Do et al. 58 reinforced the pristine carbon fiber in the polyamide 6/polypropylene matrix. The polyamide 6/polypropylene/carbon fiber composites have enhanced mechanical properties and dimensional stability. The materials have been applied in the automotive applications. Nguyen-Tran et al. 59 fabricated the polyamide 6/polypropylene nanocomposite with multi-walled carbon nanotube and carbon fiber. The carbon nanotube was included as nanofiller to improve the physical properties. The materials produced were light weight, water resistant, and mechanically stable. Inclusion of 30 wt.% polypropylene in polyamide 6/carbon fiber reduced the density from 1.214 to 1.131 gcm−3 i.e. by 6.8%. The decrease in the density was due to the use of a low density blend component. The purpose of inclusion of carbon nanotube was the enhancement in mechanical properties of the nanocomposite due to reinforcement effect. Addition of small amount of carbon nanotube (0.5 wt.%) enhanced the tensile strength from 168 to 173 MPa. The nanocomposites were found applicable in the automotive parts. Lim et al. 60 coated the multi-walled carbon nanotube and nickel nanoparticle on the carbon fiber. The hybrid filler was reinforced in the polyamide 6/polypropylene matrix. In this system, the polypropylene-g-maleic anhydride was used as compatibilizer. The use of 3phr compatibilizer enhanced the electrical conductivity of the polyamide 6/polypropylene (70/30) material from 7.29 × 10−4 to 3.49 × 10−3 Scm−1. The electromagnetic interference shielding efficiency was found as 40 dB. The use of compatibilizer boosted the miscibility and interactions between the polymers and fillers to promote the electron conduction and so the radiation shielding effectiveness. Kim et al. 61 produced silane modified carbon nanotube coated carbon fiber. The hybrid filler was used in the polyamide 6/zinc oxide nanorod material. The silane modified carbon nanotube coated carbon fiber developed covalent bonding the polyamide matrix. The compatible matrix-nanofiller augment the tensile strength and modulus by 41 and 32%, respectively, relative to the neat composite. Inclusion of zinc oxide nanorod also promoted the mechanical properties of the materials.
Accordingly, the carbon nanotube coated carbon fibers have been filled in the thermosetting or thermoplastic matrices. Rendering the literature, the inclusion of carbon nanotube in the thermoset/carbon fiber and thermoplastic/carbon fiber depicted better interfacial interactions. 62 Subsequently, in the case of the thermoplastic/carbon fiber system, better mechanical and radiation shielding performances have been observed.
Graphene coated carbon fiber nanocomposite: Thermosetting and thermoplastic matrices
The polymer/graphene nanocomposites have been prepared with good electron conduction, heat defiance, and strength features.
63
Moreover, graphene oxide has also been used to form high performance polymeric nanocomposites.64–66 Graphene has tendency to agglomerate due to the van der Waal forces.
67
Therefore, the graphene oxide and functional graphene oxide have also been used to form the high performance polymeric nanocomposites.
68
The functional graphene has shown enhanced dispersion and alignment of the graphene oxide in the matrix.
69
Moreover, the functional graphene may form the physical or covalent interactions with the polymeric matrices for the enhanced physical properties.70–72 Han et al.
73
formed the epoxy/graphene oxide modified carbon fiber. The epoxy/graphene oxide was brush coated on the surface of carbon fibers in the form of plies. The epoxy/carbon fiber/graphene oxide nanocomposite was fabricated by the hot pressing. The 0.1 wt.% graphene oxide in laminates caused inter-laminar shear strength of 96.14 MPa. The enhanced inter-laminar shear strength was observed due to the better interfacial adhesion and toughness of the epoxy/carbon fiber/graphene oxide nanocomposites. The graphene oxide increased the glass transition temperature by 5°C. SEM was used to study the fracture surfaces of the hybrid nanocomposites (Figure 9). In the epoxy/carbon fiber sample, the epoxy was seemed peeled out of carbon fibers developing the cracks. On the other hand, the epoxy/carbon fiber/graphene oxide nanocomposite sample, the resin was consistently arranged on the fractured surfaces. The dispersed graphene oxide nanoparticles were visible in the case of the nanocomposite. Consequently, the inclusion of graphene oxide boosted the bonding between the matrix-fiber and so improved the mechanical properties and resistance to fatigue crack growth of the nanocomposite. SEM images showing the representative morphologies of fracture surfaces of (a and c) epoxy/carbon fiber sample, and (b and d) sample with 0.10 wt.% graphene oxide.
73
Reproduced with permission from Elsevier.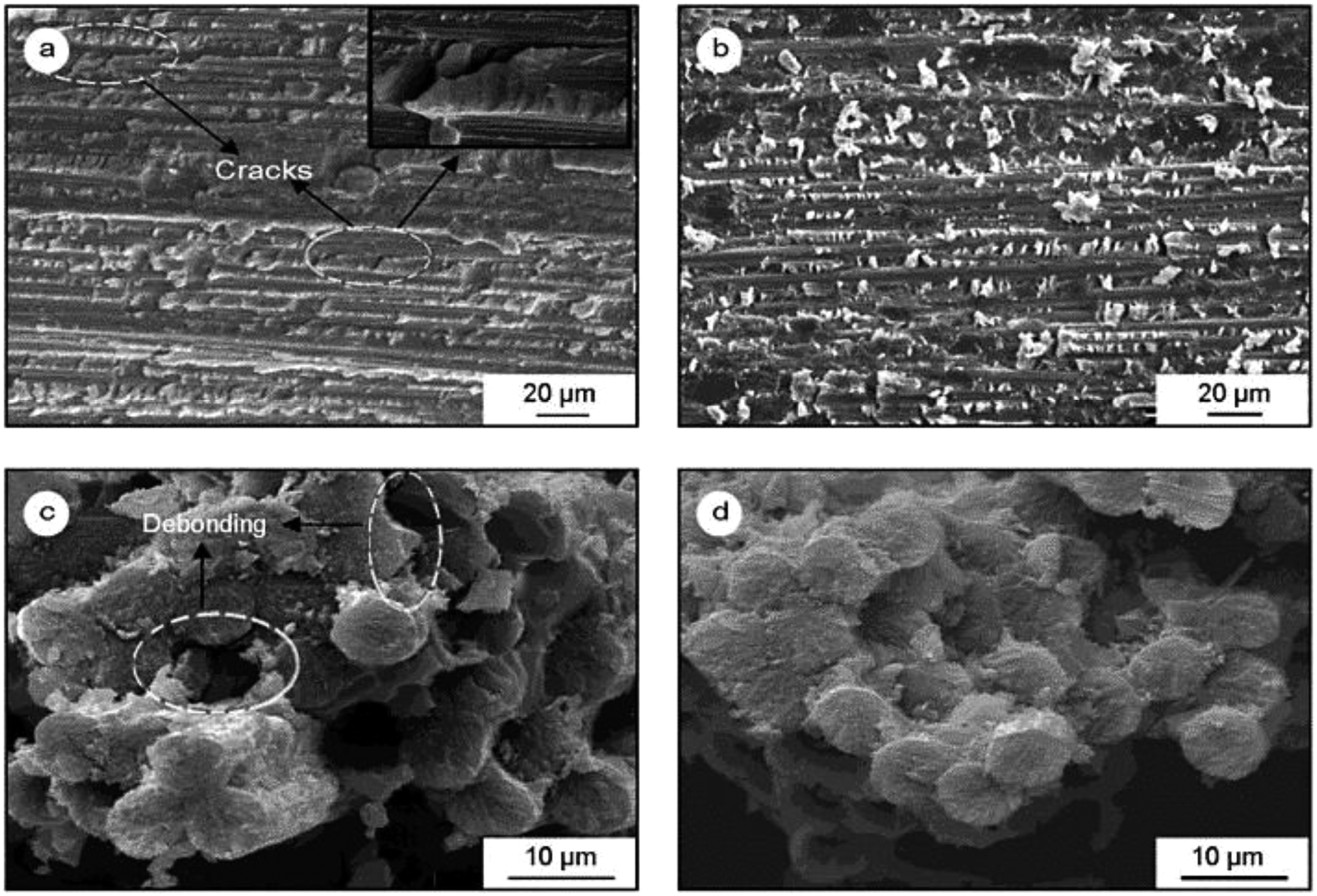
Zanjani et al. 74 modified the carbon fibers through electrospraying the graphene mixture. The modified carbon fibers were filled in the epoxy resin. The graphene nanofiller was integrated as the matrix and fiber interface compatiblizing and reinforcing agent. According to dynamic mechanical analysis, the addition of graphene oxide nanoparticle in the epoxy/carbon fiber amplified the storage modulus of the composite by restricting the polymer chain mobility. So, the graphene oxide developed better interfacial interactions between the matrix/carbon fiber to promote the physical properties. Pathak et al. 75 also fabricated the epoxy/carbon fiber composites with graphene oxide. The nanocomposites were prepared formed using the compression molding technique.
For the modification of carbon fiber, the most widely used nanocarbons include carbon nanotube and graphene. The wettability of the treated carbon fibers was improved.
76
The nanocarbon modified carbon fibers enhanced the surface wettability and interfacial adhesion with the polymeric matrices.
77
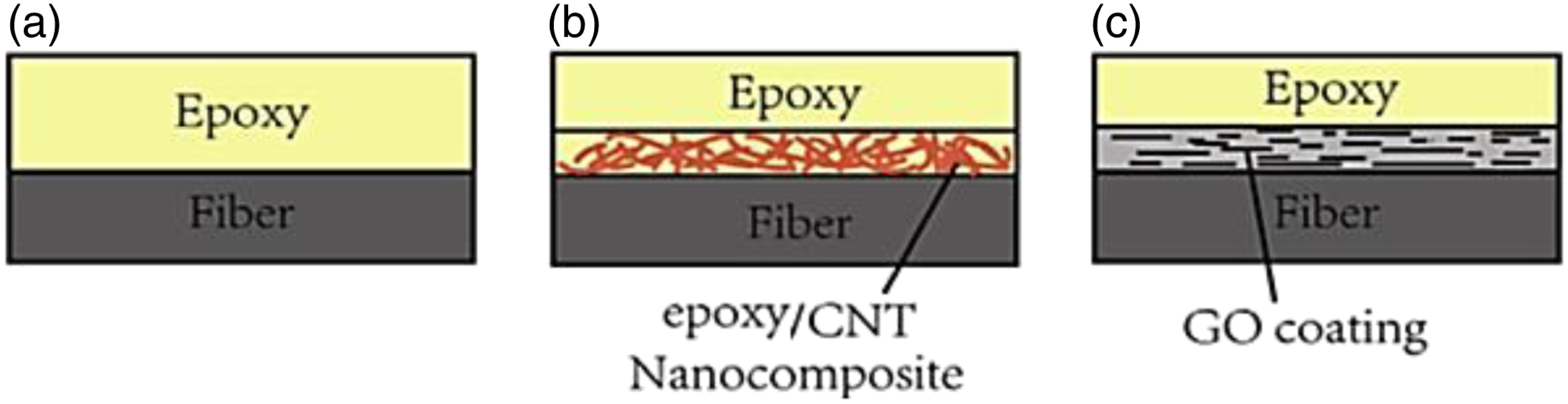
The covalent bonding in the matrix-nanofiller was accountable for the upgraded mechanical characteristics. Yao et al.
78
reported the epoxy/carbon fiber/carbon nanotube and epoxy/carbon fiber/graphene oxide composites. The carboxyl functionalized carbon nanotube formed strong matrix-fiber interface. Figure 10 represents the interphase regions of the epoxy/carbon fiber, epoxy/carbon fiber/carbon nanotube, and epoxy/carbon fiber/graphene oxide nanocomposites. Schematic of interphase structures of the composites: (a) Epoxy/carbon fiber; (b) epoxy/carbon fiber/carbon nanotube; and (c) epoxy/carbon fiber/graphene oxide.
68
In addition to graphene oxide, the functional graphene oxide or nanoparticle decorated graphene oxide has also been used.79,80 He et al. 81 explored the carbon fibers coated with the Fe3O4 modified graphene oxide (GO-Fe3O4) and epoxy resin to form the functional epoxy/GO-Fe3O4/carbon fiber nanocomposites. Initially, the GO-Fe3O4 was added to the epoxy resin through the solution route. Then the nanocomposite was coated on the carbon fibers via vacuum-assisted resin transfer molding method. The addition of 0.5 wt.% GO-Fe3O4 enhanced the fracture toughness and impact strength of the epoxy resin by 75.0% and 21.1%, respectively. Here, the nanoparticles inclusion prevented the micro-cracks formation, and so improved the mechanical features of the epoxy/carbon fiber composites.82,83 Wang et al. 84 developed the silver nanoparticle functional graphene oxide for coating the carbon fibers. The coated carbon fibers were fabricated using the electrochemical deposition and electrophoretic deposition techniques. The silver nanoparticle functional graphene oxide was consistently distributed on the carbon fiber surface to improve the tensile strength of the material. The tensile strength of the coated carbon fiber based composite was found up to 6.21 GPa, i.e. 36.8% higher than the non-coated carbon fiber based system. Here, the silver nanoparticles seem to act as filler to fill the surface defects of the fiber surface to prevent the cracks. Therefore, the modified carbon fibers were filled in the epoxy resin to augment the composite properties and performance.85,86 Zhang et al. 87 formed the carbon fiber linked polyhedral oligomeric silsesquioxane (POSS) and graphene oxide. The GO and POSS modified carbon fibers were filled in the epoxy matrix.88,89 The POSS filled carbon fiber/GO nanocomposite improved the wettability and interfacial strength between the epoxy resin and fibers.90–93 POSS nanoparticles in addition to GO seemed to enhanced the matrix/carbon fiber bonding of the system. Tareq et al. 94 added nanoclay and graphene in the epoxy/carbon fiber nanocomposites. The nanoclay in combination with the graphene has yielded high performance carbon fibers.95,96 The epoxy/carbon fiber/graphene/nanoclay resulted in the high flexural modulus and storage modulus of 64.5 GPa and 23 GPa, respectively.
Among thermoplastic polymers, polyamides have been successfully used with the carbon fiber and graphene fillers. 97 Cho et al. 98 coated the carbon fiber with acyl chloride-functional graphene oxide. The modified carbon fibers were used as reinforcement in polyamide 66. The acyl chloride-functional graphene oxide coated carbon fiber developed physical and covalent interactions with the polyamide 66 matrix. The mechanical interlocking effect was found responsible to enhance the mechanical properties of the composites. As a result, the tensile strength and storage modulus of the materials were increased by 136 and 300%, respectively. Xu et al. 99 prepared a three-dimensional carbon fiber/graphene network and filled in the poly (amide-imide) matrix. The modified carbon fibers developed hydrogen bonding with the poly (amide-imide) to support the thermal and mechanical properties. Inclusion of 4.25 wt.% filler increased the thermal conductivity 0.53 W m−1K−1, i.e. 165% higher than the neat matrix. Moreover, the tensile strength and Young’s modulus of the material was enhanced to 34.1 MPa and 1.2 GPa, due to the formation of compatible matrix-filler hybrid structure. Zang and co-workers 100 developed the poly (diallyldimethylammonium chloride) modified graphene coated carbon fiber. The filler was reinforced in the polyamide six matrix. Inclusion of 13 wt.% poly (diallyldimethylammonium chloride) modified graphene coated carbon fiber enhanced the impact strength and bending modulus by 113.17% and 42.30%, respectively, relative to neat polyamide. The enhanced mechanical features were observed due to better dispersion, interactions, and compatibility in the matrix-hybrid filler material. 101
A brief survey of the thermoset/carbon fiber/graphene and thermoplastic/carbon fiber/graphene revealed that addition of graphene in the thermoplastic/carbon fiber developed better interface relative to the thermoset/carbon fiber. 102 Therefore, the mechanical property improvement was found more pronounces in the case of the thermoplastic polymers. 103
Nanodiamond coated carbon fiber in thermoset/thermoplastic polymers
Nanodiamond nanofiller has been known for the tribological, thermal, mechanical, and other physical properties.104,105 The material properties have been increased due to the interactions between the carbon fiber and nanodiamond.106,107 In this regard, the nanodiamond has been modified using the various functionalities such as amine or hydroxyl groups. Consequently, the modified nanodiamond can be covalently grafted to the carbon fiber for property improvement. 108 In this regard, the various methods have been utilized to modify the nanodiamond. 109 Aris et al. 110 explored the change in the curing rate of the epoxy resin with the addition of the nanodiamond nanofiller. The nanodiamond was found to increase the curing rate and reduced the curing time of the epoxy resin. Addition of 1 wt.% nanodiamond also improved the dynamic storage modulus of the epoxy resin. The nanodiamond inclusion was supposed to hinder the polymer chain movement and improve the storage modulus of the nanocomposite. Farooq et al. 111 proposed the epoxy/carbon fiber/nanodiamond nanocomposite. The nanodiamond nanoparticles formed the bonding interface between the epoxy/carbon fiber. The interface reduced the probable thermal resistance between the matrix and carbon fiber, and so promoted the thermal conductivity. Consequently, the thermal conductivity of nanodiamond filled material was improved by 37–52%, with the addition of the 0.2–0.4 wt.% nanodiamond. Accordingly, the epoxy/carbon fiber/nanodiamond nanocomposites have revealed upgraded mechanical properties, thermal conductivity, and corrosion resistance properties.
Few systems have been seen so far for the reinforcement of the nanodiamond modified carbon fiber in the thermoplastic polymer. 112 Orwa et al. 113 coated nanodiamond on carbon fiber using CVD method. The filler was used to reinforce the polyamide matrix. The material was used to fabricate the light weight, chemically stable, and strengthened micro-electrodes. Wang et al. 114 designed the nano-diamond coated carbon fibers and filled into the silicone rubber composites. The nanodiamond represented as bridge between the carbon fiber and matrix. The interface formation lessens the thermal resistance between matrix-nanofiller. Thus, the thermal conductivity of the composite was enhanced to 0.305 W/mK, i.e. 69% higher the neat polymer. Da Silva et al. 115 prepared the polyaniline/carbon fiber/nanodiamond system. The hybrid nanocomposite system revealed high specific capacitance of 520 Fg−1, due to the fine interactions between the fillers and polymers, facilitating the electron/charge transportation. Hence, the nanodiamond coated carbon fiber electrodes have long term stability and effectiveness. The limited attempts on the thermoset/carbon fiber/nanodiamond and thermoplastic/carbon fiber/nanodiamond have not been found enough to suggest that which system was remarkably preferred over other. Comprehensive future efforts have been desired in this regard. 116
Fullerene coated carbon fiber in thermoset/thermoplastic polymers
Fullerene nanoparticles have been filled in the epoxy matrices.117,118 Consequently, the epoxy and fullerene modified carbon fibers have been reported.119,120 Jiang et al. 121 investigated the epoxy/carbon fiber composites. Fullerene nanoparticles play essential role to link the epoxy and carbon fibers through interactions and interface formation. Inclusion of 2 wt.% fullerene nanofiller was found to advance the matrix-fiber interfacial linking and consequently the bonding strength. As a result, the toughness of the epoxy/carbon fiber/fullerene materials was improved. Ogasawara et al. 122 included fullerene nanoparticles in the carbon fiber reinforced epoxy materials. Relative to the neat epoxy matrix with carbon fiber, the 0.5 wt.% fullerene loading in epoxy/carbon fiber increased the compression strength up to 12%. Moreover, the epoxy/carbon fiber/fullerene improved the inter-laminar fracture toughness by 60%. It was observed that like other nanocarbon nanofiller, fullerene caused significant effect to improve the bonding between the matrix and carbon fiber.
Limited examples of the fullerene modified filler in the thermoplastic matrices have been observed. 123 Díez-Pascual et al. 124 formed the fullerene coated carbon fiber to reinforce the polyetherimide matrix. Fullerene was seemed to form the bridging links in the matrix-filler. The modified carbon fiber improved the mechanical stability and electrical conductivity properties of the matrix. For a better result comparison between the thermoset/carbon fiber/fullerene and thermoplastic/carbon fiber/fullerene, more focused research efforts have been found desirable.125,126
Conclusion
Concisely, this review presents the combined effect of the carbonaceous nanofillers and carbon fibers on the material properties. The nanocarbons have been coated on the carbon fiber surface using feasible methods. The coated carbon fibers have been filled in both the thermosetting and thermoplastic matrices. In this regard, various deposition techniques have been used to modify the carbon fiber surface. Inclusion of the nanocarbon in the polymer/carbon fiber or epoxy/carbon fiber composites has improved the interfacial features of material. The carbonaceous nanoparticles used include the carbon nanotube, graphene, nanodiamond, fullerene, etc. The polymer/carbon fiber/nanofiller nanocomposites have improved the interfacial strength, and mechanical, thermal, morphological, and physical characteristics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.