
Abstract
Epoxy is a thermosetting polymer and an engineering material for structural and composite applications. However, pure epoxy has disadvantages of stiffness and low toughness properties, so limiting its practical uses. Polyamide is an important thermoplastic polymer for commercial uses. Epoxy has been blended with polyamide (thermoplastic polymer) to enhance the toughness and mechanical properties. Consequently, epoxy/polyamide blend matrix has been developed for composite applications. Incorporation of carbonaceous nanoparticles in epoxy/polyamide blend has been used to improve the morphological and physical properties of these materials. This review describes scientific development in the field of epoxy/polyamide-based nanocomposite and composites. Epoxy/polyamide materials have been reinforced with micro- and macroscale carbonaceous fillers such as graphene, carbon nanotube, nanodiamond, carbon black, carbon fiber, and hybrid fillers. The strength, modulus, toughness, electrical, conductivity, thermal conductivity, and thermal stability properties of epoxy/polyamide have been influenced through the incorporation of nanofillers. The fundamentals and applications (coatings, adhesives, electronics, radiation shielding, automotive/aerospace) of these materials have been discussed. Toward the end, applications, future, and challenges of epoxy/polyamide-based nanocomposites have been comprehended.
Introduction
Epoxy is a thermosetting polymer having epoxide end groups.1,2 Low molecular weight epoxies are prepolymers, which may be cured to form high molecular weight epoxy resins. The crosslinked epoxy network may offer fine processability, high glass transition temperature (Tg), and solvent resistance. Epoxies have been employed in composites, coatings, adhesives, construction, and structural materials. However, epoxy resins have an inherent problem of brittleness, which may decrease their use in the potential applications. In this regard, thermoplastic polymers have been added in epoxy resins to enhance the toughness and processibility. Among thermoplastics, polyamides have been added as useful polymers in epoxies.3,4 Consequently, the epoxy/polyamide blends have been developed to improve the toughness properties of epoxies and reduce the brittleness. 5 Interactions have been observed between the epoxide groups of epoxy and amide functionalities of polyamide chains. 6 In this regard, various epoxy/polyamide combinations have been reported in literature.4,5 Moreover, the epoxy/polyamide nanocomposites have been prepared using various carbonaceous nanofillers and fillers such as carbon nanotube (CNT), graphene, nanodiamond (ND), carbon black (CB), and carbon fiber. 7 Moreover, the hybrid nanofillers with more than two carbonaceous nanofillers have also been used with the epoxy/polyamide matrices. The epoxy/polyamide nanocomposites have been applied in coatings, adhesives, membranes, and other aerospace- and automotive-related technical fields.8–10 This article provides a comprehensive overview on epoxy/polyamide blends and epoxy/polyamide nanocomposites. Nanoparticles such as CNT, graphene, ND, CB, carbon fiber, and hybrid fillers have been used to enhance the performance of epoxy/polyamide matrices. To the best of knowledge, no comprehensive review is found in literature so far, regarding the epoxy/polyamide nanocomposites. This review is pioneering to represent the scientific stance of epoxy/polyamide nanocomposites for future advancements in this field. Carbonaceous nanofillers and carbon fiber have been incorporated into epoxy/polyamide nanocomposites to enhance the essential physical properties. Morphology aspects of the epoxy/polyamide nanocomposites have also been presented in this article. Subsequently, the physical features of these epoxy/polyamide nanocomposites have been analyzed along with the specific property enhancement mechanisms. Potential of epoxy/polyamide nanocomposites in various technical fields such as coatings, adhesives, electronics, and other aerospace-related uses are discussed. In a few words, this article offers a revolutionary and original review on epoxy/polyamide nanomaterials. As this review is innovative in the field of epoxy/polyamide nanocomposites, so it will gain the interest of the field scientists. Future developments of novel functional epoxy/polyamide-based nanomaterials are desirable targeting the advanced industrial applications.
Epoxy
Epoxy is a polymer or prepolymer with an epoxide functional group  . Epoxy is often referred to as polyepoxide.
11
Small compounds such as diamines, diols, dianhydrides, and so on, have been used to cure epoxy prepolymers and to form cured epoxy resins. The cured resins do not possess unreactive epoxide groups and have high molecular weight.12,13 The cured epoxies are more useful and advantageous for technical applications, compared with the uncured low molecular weight prepolymers. Optimum rheological properties have led to low viscosity and facile processing of epoxies.14,15 Cured epoxy resins also have high mechanical strength, chemical resistance, adhesion, heat stability, and electrical properties.
16
Epoxy resins have wide-ranging applications in composites, coatings, adhesives, electronic, and aerospace materials (Figure 1).17–20 Desired properties of cured epoxy resins can be attained using appropriate epoxy prepolymer, curing agent, and processing method.
. Epoxy is often referred to as polyepoxide.
11
Small compounds such as diamines, diols, dianhydrides, and so on, have been used to cure epoxy prepolymers and to form cured epoxy resins. The cured resins do not possess unreactive epoxide groups and have high molecular weight.12,13 The cured epoxies are more useful and advantageous for technical applications, compared with the uncured low molecular weight prepolymers. Optimum rheological properties have led to low viscosity and facile processing of epoxies.14,15 Cured epoxy resins also have high mechanical strength, chemical resistance, adhesion, heat stability, and electrical properties.
16
Epoxy resins have wide-ranging applications in composites, coatings, adhesives, electronic, and aerospace materials (Figure 1).17–20 Desired properties of cured epoxy resins can be attained using appropriate epoxy prepolymer, curing agent, and processing method.
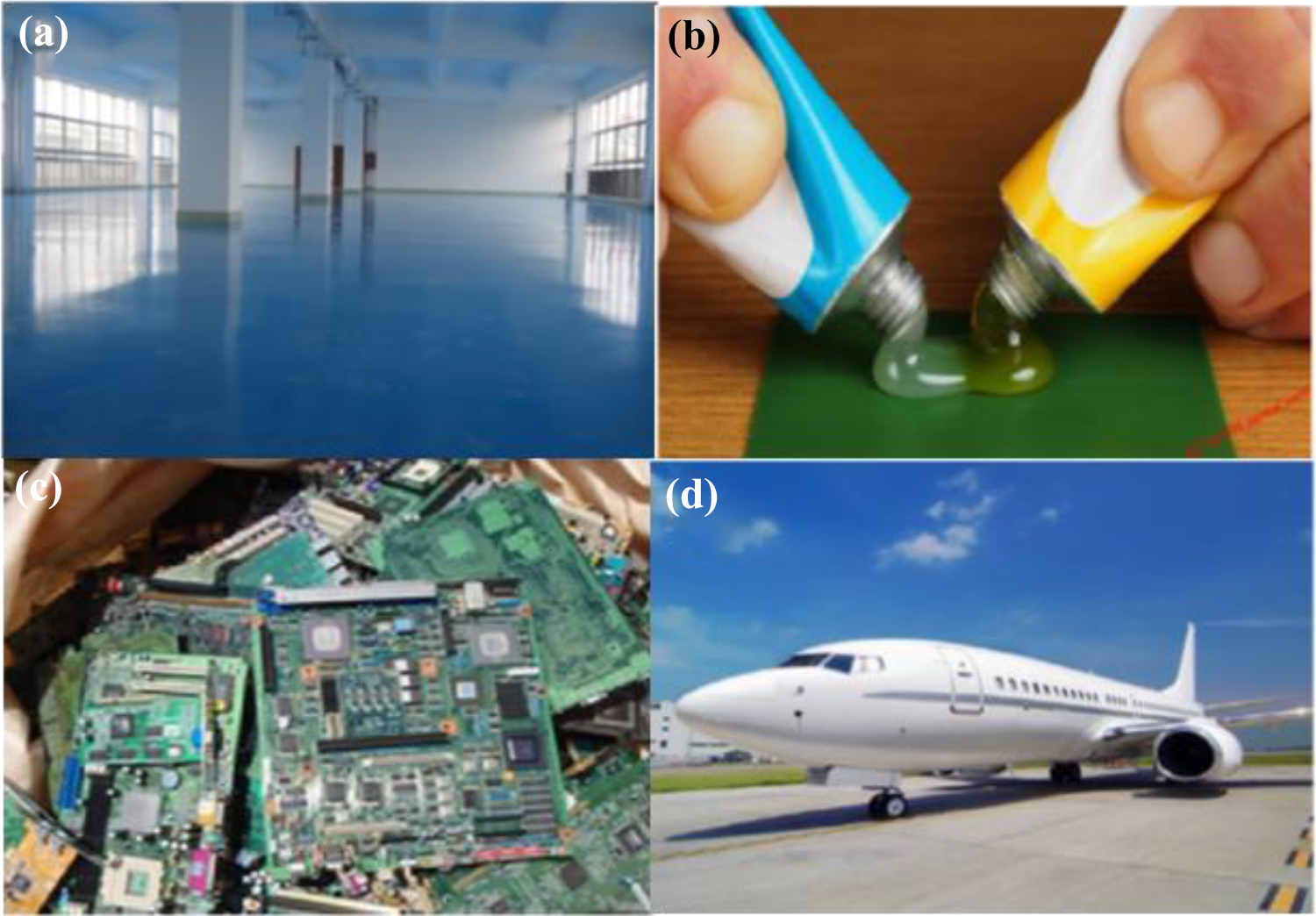
Photos of epoxy resins used in (a) paints and coatings, (b) adhesives, (c) electronic materials, and (d) aerospace industry. 18 Reproduced with permission from Elsevier.
Polyamide
Polyamide is a thermoplastic polymer with an amide group (–CONH) in the backbone.21,22 Aliphatic polyamide is often termed as nylon. Polyamide with aromatic backbone is referred to as aramid. Polyamide possesses high heat stability, mechanical strength, corrosion resistance, and abrasion resistance.23,24 The recurring amide groups (integral part of polymer backbone) are responsible for the high mechanical strength and stability of the polyamides. In aromatic polyamides, aromatic rings along with the amide groups are responsible for significant improvement in the tensile properties. For epoxies and other thermosetting polymers having brittle nature, polyamides have played an important role in enhancing the toughness and mechanical properties through blending. Moreover, polyamides can develop interfacial bonding with epoxy resins, thereby enhancing the mechanical properties. Polyamide also forms a perfect matrix for the dispersion of nanofillers. The polyamide blends (e.g. epoxy/polyamide) have also offered good matrix properties for the reinforcement. Polyamides are engineering materials having applications in aerospace, automotive, textile, construction, and sports industries. However, polyamides have certain disadvantages such as low electrical conductivity and dimensional stability. Electrical conductivity of polyamides can be improved using conducting nanofillers such as CNT, CB, graphene, and so on. Consequently, the modifications of polyamides by using nanoparticles or other polymers have been adopted to attain high performance and properties for potential applications.25,26 In this regard, nanoparticles have been included in the polyamide matrix to enhance the dimensional stability and electrical conductivity of these materials.27,28 Epoxies can be included in polyamide to enhance the dimensional stability and toughness of the final blend material. Nevertheless, the polyamide property improvement depends on the better nanofiller dispersion and the matrix–nanofiller interaction.29,30 Table 1 presents the potential utility of nanoparticles to enhance the physical properties of polyamides.
Essential properties of carbonaceous nanofillers for polymers.
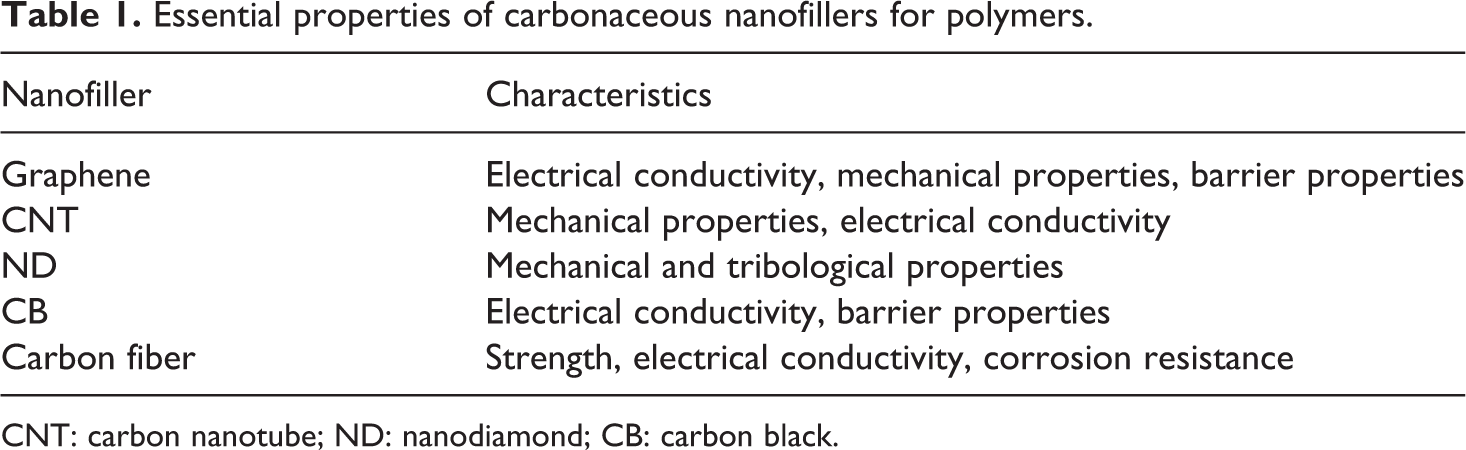
CNT: carbon nanotube; ND: nanodiamond; CB: carbon black.
Epoxy/polyamide
Epoxies usually own high stiffness, strength, and chemical resistance. 31 However, epoxies have low toughness properties and poor crack resistance. Henceforth, the toughness of brittle epoxies needs to be enhanced to reduce the material stiffness for structural applications. One way to enhance the epoxy toughness is by blending with the thermoplastic polymers.32,33 Inclusion of rubbers has been used to reduce the crosslinking of epoxies, and so the brittleness. The epoxy materials toughened with polyamide possess improved shear deformation and toughness characteristics.. 34 Consequently, the epoxy/polyamide blends depicted low stiffness and high strength and toughness. 35 Effectiveness of polyamides in epoxy toughening has been found to be better than the rubber addition. 36 Epoxy has the ability to form interpenetrating polymer network (IPN) structures with thermoplastic polymers. Epoxy/polyamide IPN has also been developed. Epoxy and polyamides are capable of forming physical interactions between the chains (Figure 2). 37 The IPN formation has resulted in enhanced thermal stability, toughness, and other improved mechanical properties of the epoxy/polyamide blends. Epoxy/polyamide materials have been employed in adhesive, coating, and membrane applications.38–40
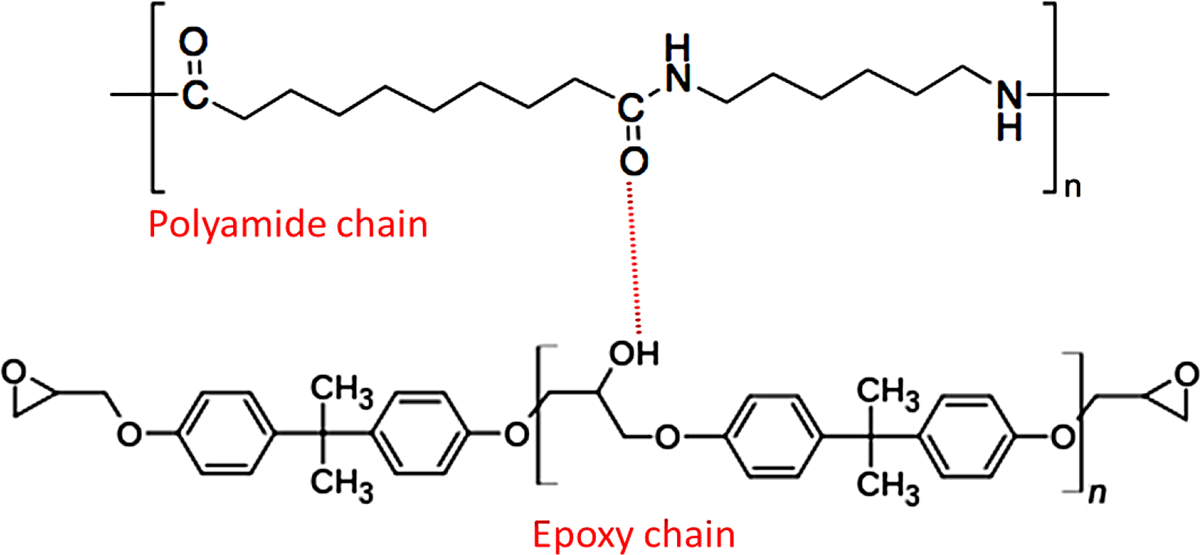
Interactions between epoxy and polyamide.
Nanocarbon reinforced epoxy/polyamide-based nanocomposite
CNT in epoxy/polyamide
CNT is a one-dimensional cylindrical nanomaterial. CNT is an important type of nanocarbon nanofiller for polymers. CNT has high aspect ratio, electrical conductivity, thermal conductivity, and mechanical characteristics. 41 In polymers, multifunctional properties can be enhanced at low CNT concentration. 42 Particularly, polymer/CNT nanocomposites possess high strength, modulus, and toughness. 43 Various useful methods have been employed to incorporate CNT in polymers. 44 Reaction between functional CNT and polyamide is also known (Figure 3). 45 Similarly, epoxy can be grafted on multiwalled carbon nanotube (MWCNT) (Figure 4). The aligned and better dispersed CNTs have been employed to enhance the multifunctional properties.46,47
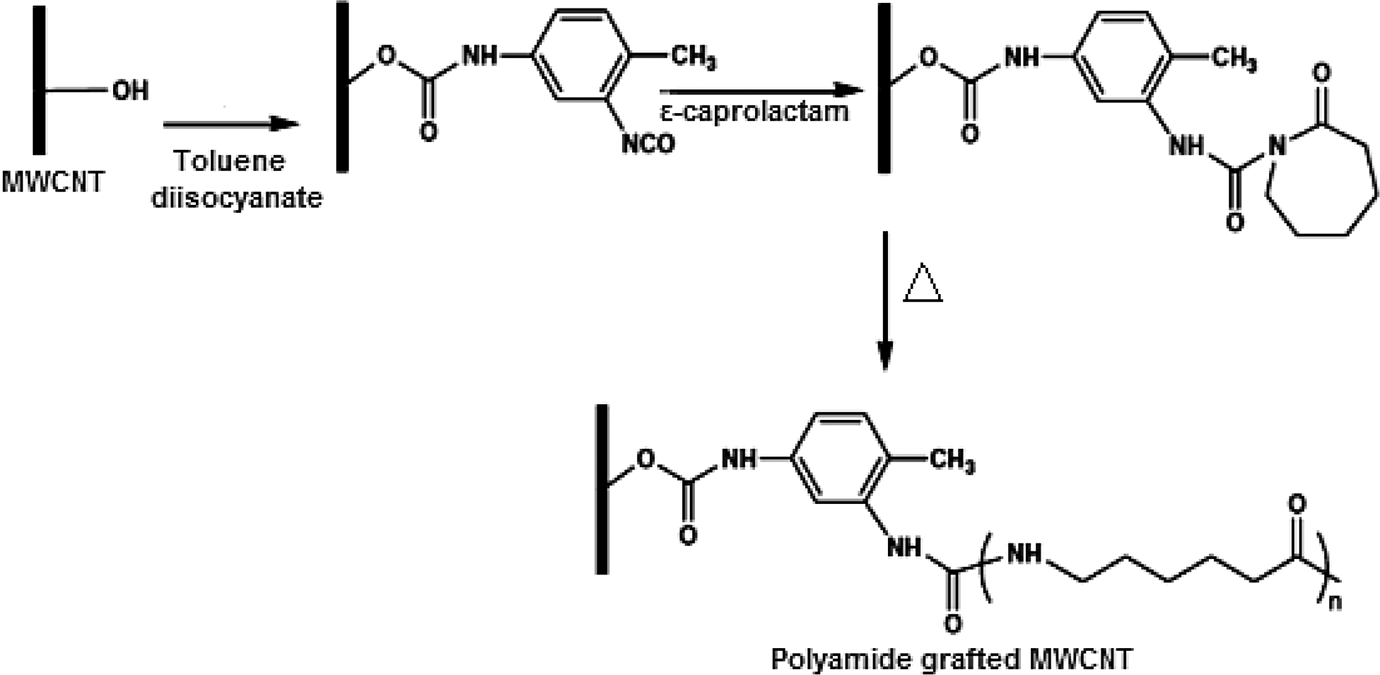
Formation of polyamide 6 functional MWCNT. 45 Reproduced with permission from Elsevier.
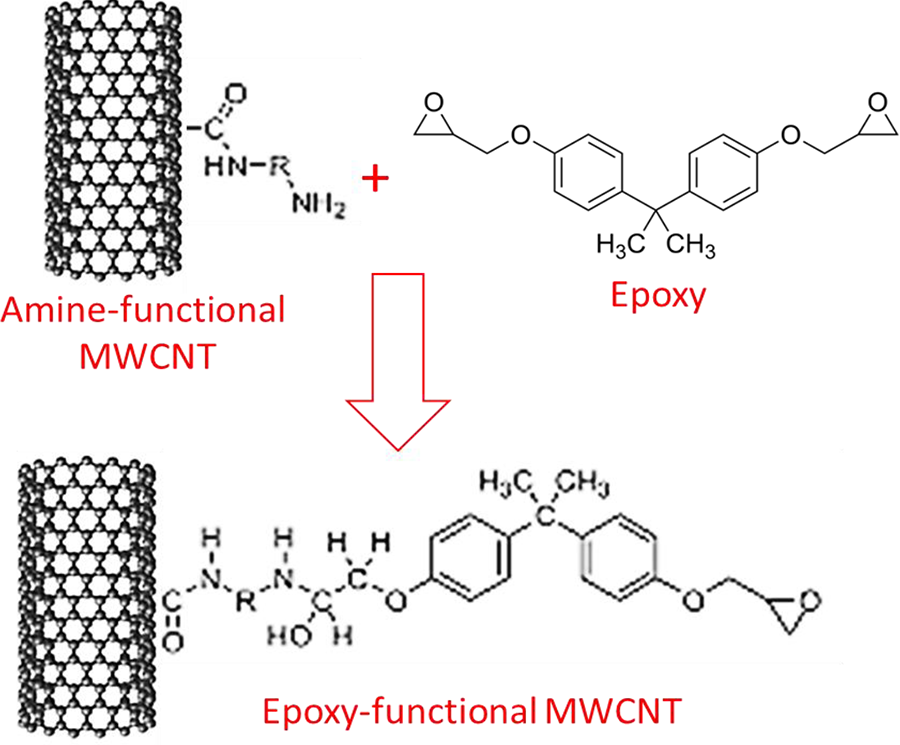
Formation of epoxy functional MWCNT.
White and Sue 48 formed an epoxy matrix filled with polyamide 12 particles and MWCNT using a solvent evaporation method. The epoxy/polyamide 12/MWCNT nanocomposite formed tough and conducting materials. The 20 wt% of 10 µm sized polyamide 12 particles were used to enhance the material toughness. The synergistic interaction between matrix and nanofiller phases was responsible for the enhanced robustness of the nanocomposite. The MWCNT clusters promoted proficient electron transport through the epoxy/polyamide 12/MWCNT nanocomposite system. White and Sue 49 also used a vacuum-assisted resin transfer molding technique to form epoxy/polyamide 12/MWCNT nanocomposite. The 20 wt% polyamide 12 and 1 wt% MWCNT enhanced the fracture toughness 1.5 times, relative to unfilled epoxy/polyamide 12 blend. The critical strain energy release rate (GIIc) was used to study the mode-II interlaminar fracture toughness (Figure 5).
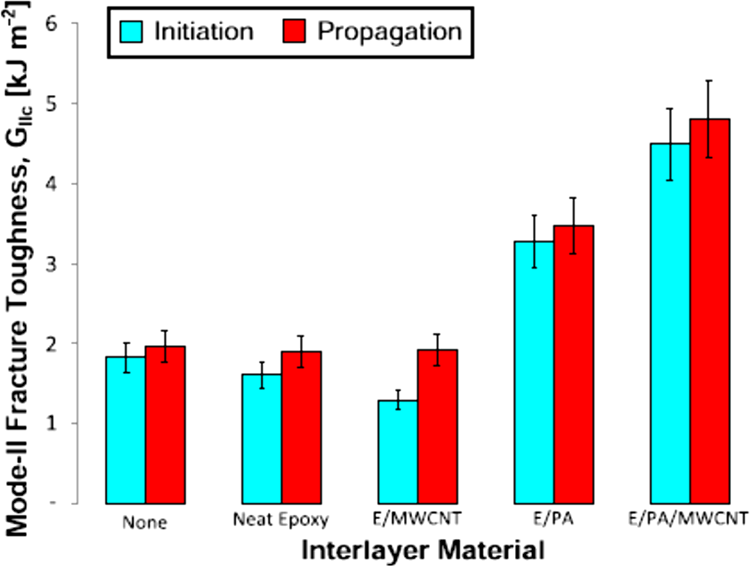
Mode-II fracture toughness (GIIc) of the specimens. 49 Reproduced with permission from Elsevier.
The fracture toughness at initiation was reduced with the epoxy/MWCNT, while propagation fracture toughness was not affected. The epoxy/polyamide addition enhanced the toughness owing to crack bridging and discrete interlaminar damage zone. The fracture toughness enhancement was also studied using fracture surface analysis. Although, epoxy/polyamide possesses reasonable fracture toughness owing to crack bridging and plastic deformation of polyamide. However, considerable enhancement in fracture toughness was experiential due to MWCNT network formation and subsequent stress distribution in the matrix. 50 Integration of nanotube in epoxy/polyamide has led to the structural composite applications.
Graphene in epoxy/polyamide
Graphene is two-dimensional nanocarbon material. It has high strength, stiffness, charge carrier mobility, and thermal transport properties. Graphene filled epoxy composites have found application in aircraft structural components. 51 Graphene derivatives such as graphene nanoplatelet (GNP), graphene oxide, and reduced graphene oxide have also been employed as nanofiller in polymers. GNP consists of short piles of individual graphene layers. 52 King et al. 53 reinforced epoxy with 6 wt% GNP and attained tensile modulus of 3.36 GPa, while neat epoxy had a value of 2.72 GPa. Wang et al. 54 also developed epoxy/GNP nanocomposite with 3 and 5 wt% nanofiller loading. The 5 wt% GNP loading enhanced the storage modulus and thermal conductivity of the nanocomposite considerably. Effect of GNP reinforcement on damage mechanism was explored using scanning electron microscopy (SEM). Epoxy/GNP nanocomposites have also been explored for dielectric permittivity and microwave absorption.55,56 Epoxy/GNP nanocomposite with 15 wt% loading had a reflection loss of −14.5 dB (18.9 GHz). Chatterjee et al. 57 studied the epoxy/polyamide system with GNP and CNT-GNP loading. GNP of two different sizes 5 and 25 µm have been employed in this study. Sample composition is given in Table 2. Figure 6 shows the enhancement in fracture toughness, and flexural modulus of the nanocomposite for 25 µm GNP was found more pronounced compared with the 5 µm GNP.
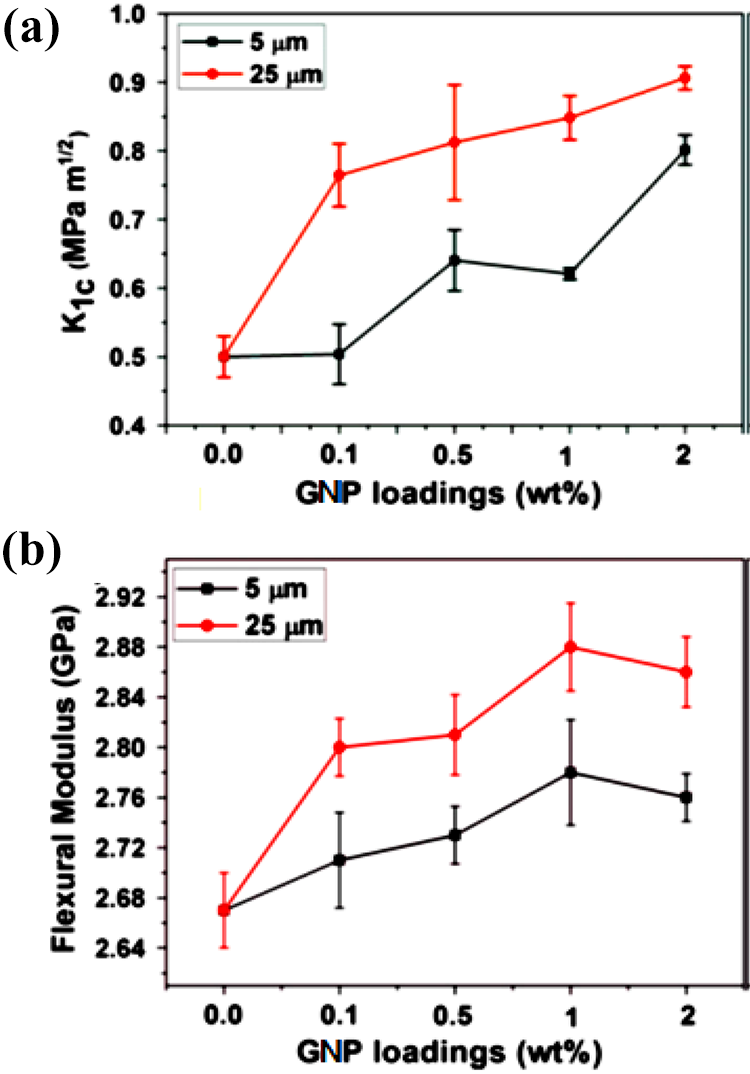
(a) Fracture toughness and (b) flexural modulus of nanocomposite with varying concentrations of 5 and 25 µm sized GNP. 57 Reproduced with permission from Elsevier.
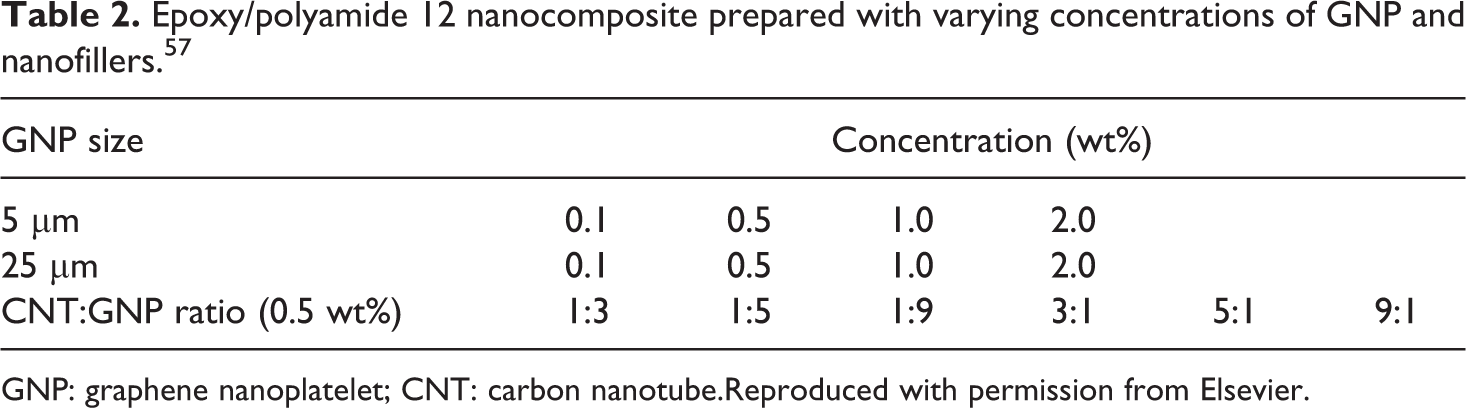
GNP: graphene nanoplatelet; CNT: carbon nanotube.Reproduced with permission from Elsevier.
The tensile properties of reported polyamide 12/functionalized graphene nanocomposites have shown similar enhancement. 58 The 25 µm GNP (2 wt%) also enhanced the thermal conductivity of the materials by 85%, relative to neat epoxy (Figure 7). Whereas, 5 µm GNP (2 wt%) only caused 36% improvement. Thermal conductivity of graphene and GNP filled epoxy has been previously reported in literature with similar trends.59,60
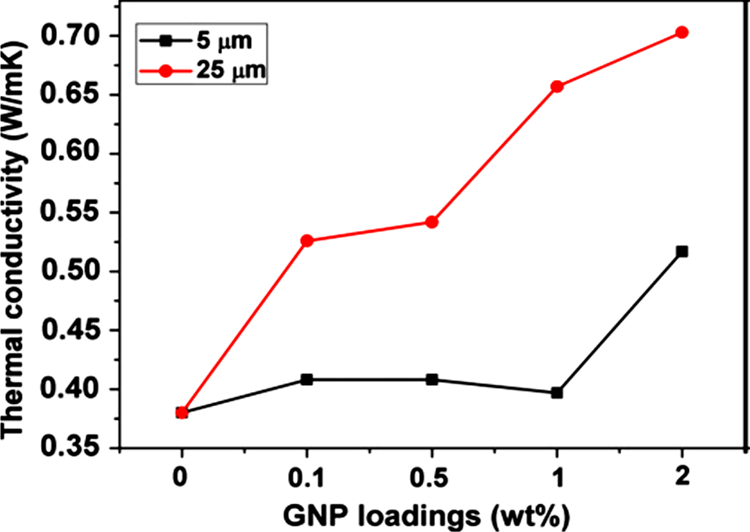
Thermal conductivity of epoxy/polyamide/GNP composites for two different nanofiller sizes given in the legend. 57 Reproduced with permission from Elsevier.
ND in epoxy/polyamide
ND is an important nanocarbon nanomaterial.61,62 Incorporation of ND in thermoplastic and thermosetting polymers have been focused. ND nanofiller has been known to enhance the mechanical and tribological properties of the materials. Neitzel et al. 63 proposed an aminated ND-filled epoxy/polyamide blend. Transmission electron microscopy (TEM) images have shown individually dispersed ND-NH2 nanoparticle in the matrix (Figure 8). The nanoparticle possesses a diameter of 100 nm. The micrographs have shown fine dispersion of matrix infiltrated functional ND. The epoxy/ND-NH2 nanocomposite with 20 vol% ND-NH2 possess a glass transition at 55ºC. The amine groups of ND-NH2 were used to cure the epoxy resin. The Tg was shifted owing to ND aggregation at a high loading level (Figure 9). It is noteworthy that the nanofiller inclusion decreased the Tg of the epoxy resin. High nanofiller loading causes a change in the glass transition not only due to ND-NH2 agglomeration but also because of the high nanofiller contents hindering the reactivity of epoxy with the amino groups of ND. Thus, the degree of curing of epoxy using functional ND was reduced, and so the Tg was decreased. As obvious from Figure 9, the Young’s modulus of the nanocomposite was enhanced compared with the neat epoxy. However, the increasing nanofiller loading and temperature has decreased the Young’s modulus values. It seems that the increasing ND content formed a densely packed ND skeleton for epoxy infiltration. The epoxy cross-linked ND structure was supposed to enhance the structural stiffness, and so lowering the modulus values.
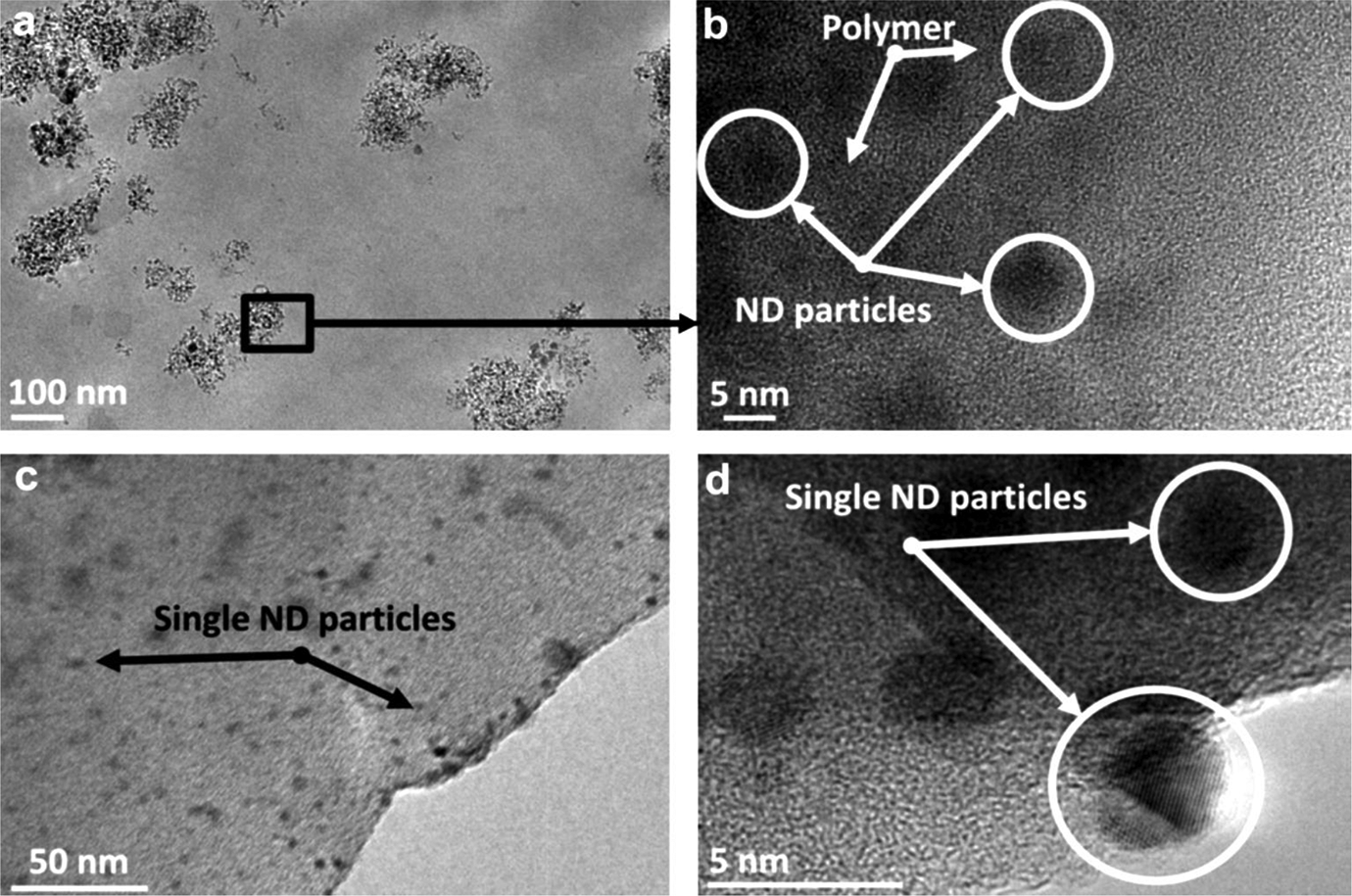
TEM images of epoxy/ND-NH2 nanocomposite manufactured using ND-NH2: (a) low magnification, (b) close up showing loose/broken agglomerates of ND-NH2, (c) single dispersed ND-NH2 particles in the epoxy matrix, and (d) high-resolution image of single dispersed ND-NH2. 63 Reproduced with permission from Elsevier.
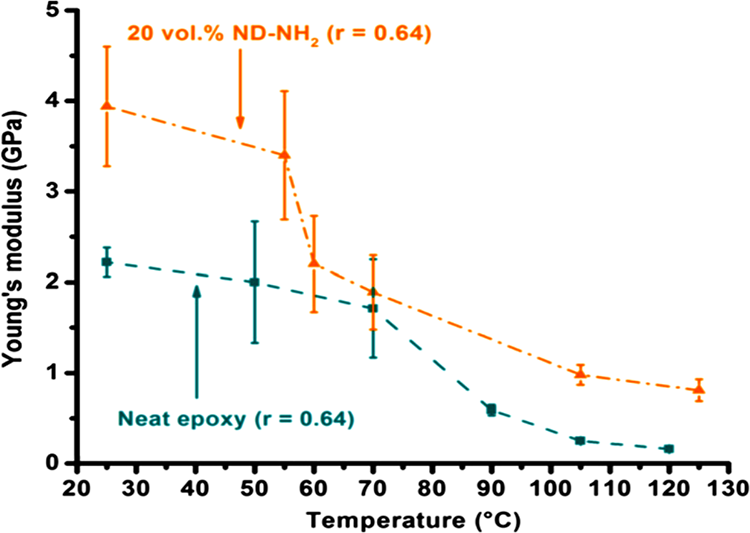
Dependence of Young’s modulus on temperature for neat epoxy and epoxy/ND-NH2 nanocomposite cured by amino groups grafted to ND-NH2. 63 Reproduced with permission from Elsevier.
Koumoulos et al. 64 designed epoxy/nylon and ND-based nanocomposite. The 5 wt% ND loading enhanced the modulus, hardness, adhesion, creep resistance, and contact angle of the materials. Kausar and Ashraf 65 produced electrospun nanofibers of polyamide, poly(azo-pyridine), and ND. The polyamide was grafted to nanofiller using Friedel-crafts acylation and in situ polymerization methods. The polyamide functional nanofiller was electrospun with poly(azo-pyridine). The electrospun nanofibers were then reinforced in bisphenol A diglycidyl ether epoxy. The ND-filled nanocomposites had higher thermal stability of 537–552°C and glass transition of 297–302°C. Inclusion of 3 wt% ND also enhanced the tensile strength of the nanocomposite to 359.4 MPa and electrical conductivity to 6.2 S cm−1. In these epoxy/polyamide and ND nanocomposite, the foremost problem is the agglomeration of ND at high concentration. 66 At high ND loading, nanocomposite usually possesses poor ductility and high stiffness. 67 On the other hand, low ND loading usually causes moderate mechanical property increment. The research focus must be the enhancement in mechanical properties of epoxy/polyamide/ND nanocomposite with <1 wt% ND loading.68–70
CB in epoxy/polyamide
CB are spherical particles having the size in nanometer range.71–73 CB nanoparticles form small nanoaggregates to be employed as nanofiller. The CB loading of up to 10 wt% content has shown high electrical conductivity. The electron transport properties of polymer/CB nanocomposite were observed due to the formation of electrical percolation network in the matrix.74,75 In thermoplastic matrices, low percolation threshold is achieved at low CB content. Morphological explorations have revealed the nanocluster formation of CB in the polymers. CB is a better conducting and an inexpensive nanofiller, relative to CNT. Consequently, CB is also used as a nanofiller in epoxy/polyamide blend matrices. Ghasemi-Kahrizsangi et al. 76 designed epoxy/polyamide and CB nanocomposites. Polyamide was used as a hardener for epoxy. In neat epoxy resin, microcracks were observed at low CB loading. However, in epoxy/polyamide blend matrix, no microcracks were observed with 2.5 wt% CB addition. It seems that the better interfacial interactions between the epoxy and polyamide matrices have enhanced the compatibility of the material. Consequently, epoxy/polyamide/CB nanocomposites possess better load transfer between the blend chains and CB nanoparticles. The thermal stability of the blend matrix was also improved with the CB loading. The mechanism of thermal stability upgradation was obviously due to the physical attachment of the polymer chains with the nanofiller particles. The same group 77 prepared neat epoxy/polyamide blend and epoxy/polyamide/CB nanocomposites and compared the morphological, impedance, and corrosion features. To attain finely dispersed CB nanoparticles, sodium dodecyl sulfate (SDS) was used. Polyamide was used as a hardener. According to TEM, the CB nanoparticles modified by SDS revealed good dispersion in epoxy/polyamide, relative to the neat epoxy. The microcracks were also not observed. The electrochemical behavior of SDS modified CB nanoparticles was also studied. Inclusion of SDS modified CB enhanced the impedance properties of epoxy/polyamide/SDS-CB nanocomposites in corrosive media. 78 On the other hand, the impedance of neat epoxy was reduced under corrosive environment. It seems that the modified CB nanoparticles promoted better barrier properties toward the corrosive species.79,80 The barrier properties of the nanocomposites were enhanced due to the filling of micropores with CB nanoparticles. Although epoxy/polyamide/CB forms an important category of these nanocomposites, yet comprehensive future research on CB dispersion and interaction with the matrix is needed to reveal the full potential of these high-performance materials.
Carbon fiber in epoxy/polyamide
Carbon fiber reinforced plastics are often abbreviated as CFRP. These composites have been extensively used in aerospace, automotive, and energy-related industries. 81 Carbon fibers have been used in continuous or discontinuous forms. Carbon fiber has provided significantly high strength to the CFRP.82,83 Moreover, corrosion and acid resistance of the composites were found higher than the pure epoxy materials. Toughness of the epoxies needs to be enhanced with carbon fiber loading. 84 However, a second phase, preferably thermoplastic polymers, has been included to enhance the toughness properties of the epoxy composites. Kim et al. 85 designed carbon fiber reinforced epoxy/nylon 6 composites. The SEM was employed to analyze the surface morphology. Figure 10 depicts the SEM micrographs of the composites. The results revealed tougher adhesion between the matrix and carbon fiber in the fractured surface. The interfacial strength was also explored using a three-point bending test and microbond test.86,87 The reinforced carbon fiber was found to have a diameter of 6–8 µm and a length of 50–200 μm.
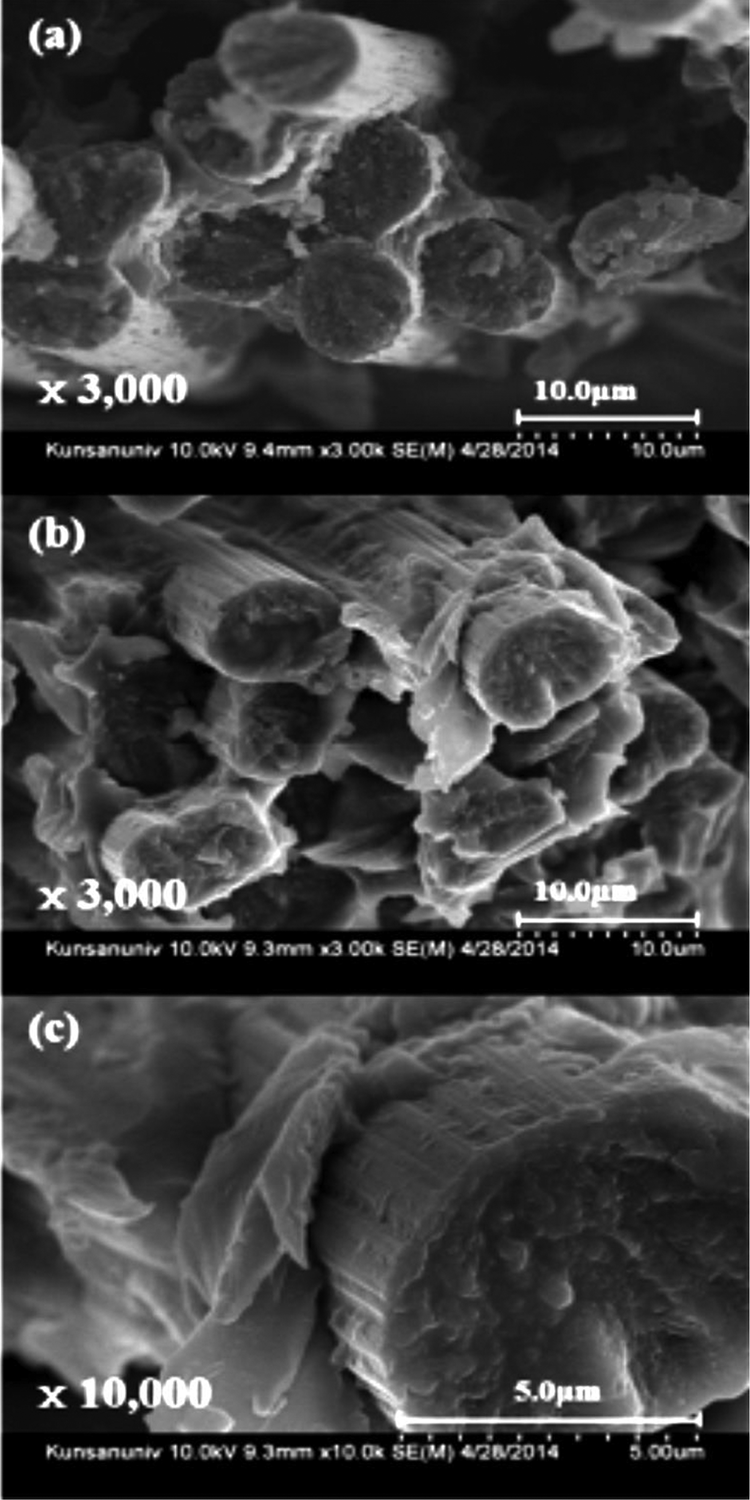
Images of fractured surfaces of the carbon fiber reinforced epoxy/nylon 6 matrix composites: (a) epoxy matrix composites, (b) epoxy/nylon 6 matrix composites (6:4), and (c) enlargement of composite. 85 Reproduced with permission from Elsevier.
The studies have shown higher mechanical properties of carbon fiber–reinforced epoxy/polyamide composites, then the neat epoxy composites. 88 The strength advancement mechanism was ascribed to the superior interfacial bonding of the epoxy/polyamide matrix reinforced with carbon fiber. Thus, the epoxy/polyamide/carbon fiber composites have been deliberated as high-performance engineering materials owing to the high mechanical characteristics. However, novel epoxy/polyamide combinations need to be developed and reinforced with carbon fiber filler.89,90
Hybrid nanofillers in epoxy/polyamide
Use of hybrid nanofillers or two carbon nanofillers have been focused in literature.91,92 For example, the combined use of carbon fiber and CB in the thermoplastic matrices has improved the charge transport properties and strength simultaneously. 93 The addition of carbon fiber and CB has improved the interfacial contacts with the matrices. Lee et al. 94 reinforced polyamide 6 matrix with CNT and CB based hybrid nanofiller. Inclusion of two conducting nanofillers has decreased the resistivity of these materials. The resistivity decline was obviously due to the synergistic effects between these two nanofillers. The carbonaceous nanofillers have also been combined with the inorganic nanofillers such as nanoclays. Konishi et al. 95 filled polyamide 6 with the hybrid nanofiller of CB and nanoclay. Low percolation threshold was detected in the presence of low amounts of CB and organoclay. The CB nanoparticles were well intercalated with the nanoclay galleries to form the conducting network in the matrix. Socher et al. 96 formed a hybrid nanofiller system of CNT and CB. The hybrid nanofiller was reinforced in epoxy and polyamide 12 blend. Synergistic effects of CNT and CB caused an electrical percolation threshold at low nanofiller loading. The formation of co-supporting network enhanced the dispersion of nanoparticles in the epoxy/polyamide. Dong et al 97 developed a hybrid filler of carbon fiber and CB and filled in the epoxy/polyamide matrix. The mechanical properties of the matrix were considerably raised with carbon fiber/CB loading. It seems that the hybrid filler improved the interfacial properties between the epoxy/polyamide and the reinforcement. Combination of ND and CNT has been filled in the poly(bisphenol A-co-epichlorohydrin) epoxy resin. 98 In short, the hybrid nanofillers or fillers have found success with the epoxy/polyamide matrices. Still, most of the reported studies have shown a hybrid nanofiller reinforced in epoxy resins.99,100 Future efforts may unveil several novel systems of epoxy/polyamide/hybrid nanofillers having high electrically conducting and mechanical robustness features.
Applications, future, and challenges of epoxy/polyamide-based nanocomposite/composite
The epoxy/polyamide blend and epoxy/polyamide-based composite and nanocomposites have been explored for various advanced applications. Significant applications of epoxy/polyamide blends have been observed in coatings, adhesives, and aerospace/automotive-related industries.101–104 Inclusion of nanocarbon in the blend has further enhanced the potential of these materials. The epoxy/polyamide and graphene/graphene oxide nanocomposites have been studied for coating application. 105 The epoxy/polyamide/graphene coatings have shown fine barrier and corrosion protection properties. SEM analysis also designated the formation of protective layer in the nanocomposite. 106 Consequently, the coatings based on epoxy/polyamide nanocomposites have shown fine morphology, thermal stability, wear resistance, and anti-corrosion features. Inclusion of nanocarbon also enhanced the stability of epoxy/polyamide adhesive joints.107,108 These lightweight corrosion protection materials have found potential for aeronautical uses. 109 Studies on nanocomposite adhesives for aerospace yet need to be focused in future. The electromagnetic interference (EMI) shielding effectiveness of epoxy/polyamide nanocomposite has been explored to some extent.48,110 However, epoxy/polyamide nanocomposite filled with CNT and ND need to be examined for high electrical conductivity and EMI shielding properties.111,112 These nanocomposites have shown important application in electrical devices.113–115 The electronics-related industries usually demand high dielectric properties and better insulation features to be employed in contemporary electrical appliances. Recent research direction is focusing the development of eco-friendly or green composites. Green materials may be established using bio-epoxy and natural polyamides.116–118 Biomedical-related epoxy/polyamide nanocomposite also need to be focused for future development in this field.119–121 Similarly, there are several other hidden future application areas of epoxy/polyamide nanocomposite such as ballistic, military, textile, and construction industries. Major challenges in attaining high performance and properties for advanced applications include the production of better compatible epoxy/polyamide and fine interfacial interaction in epoxy-polyamide. Moreover, choice of an appropriate processing method for high-performance epoxy/polyamide nanocomposite is also essential. Suitable nanofiller functionalization and dispersion in the blend matrix is also a challenging factor to improve the material performance.
Conclusion
In a few words, epoxy/polyamide and epoxy/polyamide-based nanocomposites have been reviewed in this article. Both nanocarbon nanofillers and carbon fibers have been reinforced in epoxy/polyamide. Various nanoparticles used are graphene, CNT, ND, and CB, while macrocarbonaceous fillers such as carbon fiber have also been filled in the epoxy blend. Integration of carbonaceous fillers in epoxy/polyamide has upgraded the characteristics of the matrix such as mechanical strength, toughness, modulus, thermal conductivity, electrical conductivity, barrier, and morphological features. The choice of nanofiller, modification, and appropriate synthesis technique directly affect the nanofiller dispersion. Interaction between epoxy/polyamide and nanofillers influences the homogeneity and morphology of the nanocomposites. Functional nanofillers, for example, aminated NDs have shown homogeneously dispersed morphology. The electrical property improvement mechanism was credited to the polymer-nanofiller network development. The electron transport was promoted through the interconnected network formation due to better interactions between the matrix and nanofiller. Almost all carbonaceous nanofillers can increase the electrical conductivity of epoxy/polyamide. However, CB has been found to be most efficient in enhancing the conductivity properties. Moreover, the CB and CNT in combination with carbon fiber may significantly increase the electrical conductivity and mechanical stability owing to synergistic effects of the two fillers. The increase in mechanical strength, modulus, and toughness was ascribed to the interfacial bonding of the matrix with the nanofiller or hybrid filler. Graphene-based nanofillers have shown efficient thermal transportation through the epoxy/polyamide materials, relative to neat epoxy. The thermal stability of epoxy/polyamide matrix was also improved with ND, CNT, and CB addition. The thermal stability upgradation was visibly due to the physical or chemical attachment of the polymer chains with nanofiller. Briefly speaking, functional carbonaceous nanofillers and filler were found to be effective reinforcing agents to synthesize high-performance epoxy/polyamide materials due to better compatibility between the matrix and fillers. Hence, all the mentioned properties and morphological aspects can be developed through adopting favorable processing method, optimum nanofiller concentration, and nanofiller modification. Accordingly, epoxy/polyamide nanocomposites have been researched for coatings, adhesives, electronics, EMI shielding, and other modern industries demanding heat stability, electrical conductivity, and anti-corrosion properties. However, this field is still under progress. The epoxy/polyamide nanocomposites have not yet been explored for tissue engineering, drug delivery, textiles, and several other technical fields. Further research on new design inventions may unfold future applications for these materials.