
Abstract
In this study, nanocomposites based on styrene-ethylene-butylene-styrene (SEBS) thermoplastic elastomer (TPE) filled with multiwall carbon nanotubes (MWCNT) were produced using twin-screw extrusion. Two types of pre-mixing methods were applied to assess the dispersion-ability of the MWCNT. In Method A, the SEBS, MWCNT, and paraffinic process oil were mixed together in one step and fed simultaneously into the hopper for melt extrusion. In Method B, the MWCNT were first mixed with paraffinic process oil before being added to SEBS. The dispersion of MWCNT in SEBS TPE was characterized by transmission electron microscopy. The effects of the MWCNT on the electrical resistivity and tensile properties of the SEBS TPE were determined. A balance of tensile properties and electrical properties can be achieved by adding 3 wt% MWCNT into SEBS TPE, especially using Method B. Pre-mixing of MWCNT with paraffinic process oil promotes better dispersibility, higher electrical conductivity, and better tensile properties.
Keywords
Introduction
Carbonaceous fillers like carbon black, carbon nanotubes (CNT), and graphene are frequently used in polymer matrix to create conductive polymer composites (CPCs). The electrical conductivity of polymer nanocomposites depends on the nanofiller loading that is required to create conductive pathways or networks.1‒3 For instant, carbon black content usually needs to be as high as 20 wt% to enable electrical conductivity of the filled composites. Often, a filler at high loading (excessive content) might affect or sacrifice certain mechanical properties of polymer composites. Therefore, the manufacturing of polymer composites with a lower percolation threshold to obtain good electrical conductivity and mechanical properties is highly desired. The final properties of the conductive polymer nanocomposites depend on the types of polymers (e.g., thermoplastic, thermoplastic elastomer, thermoset), the selection and types of conductive nanofiller (e.g., CNT, graphene, carbon black), the dispersion of the nanofiller, and the interfacial bonding between the nanofiller and the polymer matrix.4‒6
In recent years, TPE/carbonaceous filler composites have received a lot of attention for their potential as an electrically conductive elastomer material. Most of the research studies focus on the effects of CNT (i.e., single-wall CNT, multi-wall CNT) on the mechanical, rheological, thermal, and electrical properties of polymers (e.g., thermoplastic, thermoplastic elastomer) nanocomposites. Narimani and Hemmati 7 investigated the effect of CNT on the rheological and electrical properties of the polypropylene/ethylene-propylene-diene monomer (PP/EPDM) nanocomposites. The CNT increases the shear stress and shear viscosity of the PP/EPDM TPE nanocomposites. Padovano et al. 8 prepared styrene-b-(ethylene-co-butylene)-b-styrene/CNT nanocomposites by using a masterbatch compounding technique and they found that the piezoresistive behaviour of the nanocomposites was improved by adding 3 wt% of CNT. Li and Shimizu 9 reported that a high-shear processing method (e.g., high-shear extruder with screw rotation speed of 2000 rpm) can promote homogeneous MWCNT dispersion in poly(styrene-b-butadiene-co-butylene-b-styrene) TPE nanocomposites. The modulus and strength of the TPE nanocomposites were improved owing to the better dispersibility of the MWCNT. Ghosh et al. 10 developed a thermoplastic elastomer blend of polystyrene/ethylene-co-methyl acrylate copolymer (EMA) with conducting carbon black and found that the selective dispersion of carbon black in the EMA matrix results in lower electrical percolation and high EMI shielding effectiveness.
Among the broad range of polymer matrixes, thermoplastic elastomers have the advantage of behaving as elastomers at room temperature but being able to process as thermoplastics. 11 Their elastomeric properties make them good candidates for proton exchange membranes, sensors, photo actuators, and wheels, among others. It is challenging to achieve good electrical properties, good mechanical properties (suitable modulus, strength, hardness, etc.) and a low percolation threshold for the CNT reinforced TPE nanocomposites. Thermoplastic polyurethane/MWCNT prepared using melt mixing demonstrated good electrical conductivity at a low percolation (loading of MWCNT = 3 wt%). On the other hand, the TPU nanocomposite has a relatively high stiffness and hardness. 12 With an increase in MWCNT content, the modulus and hardness of TPU are further increased. This may limit the flexibility of the TPU/MWCNT composites. Thermoplastic elastomer based on a triblock polymer styrene-ethylene/butadiene-styrene (SEBS) exhibits better flexibility and damping properties than TPU and EVA. The composites using SEBS as matrix and MWCNT as conductive material could perform better in applications such as conductive gaskets and large deformation sensors due to their low modulus, flexibility, and tailored electrical conductivity.13,14
The properties of the polymer/CNT are often governed by the dispersion of the CNT. Among the methods to improve the dispersion of CNT are functionalization and modification of CNT,15–17 as well as the processing conditions. According to Broza, 18 oxidised carbon nanotubes have better dispersion in a thermoplastic elastomer prepared in two stages, namely transesterification and in situ polycondensation. Different processing procedures to fabricate conductive material filled with CNT were investigated. The approaches widely used to prepare polymer/CNT composites are solution mixing19,20 and melt mixing.21,22 For the solution mixing, CNTs and polymer are first separately dispersed and dissolved in a suitable solvent; subsequently, the suspension of CNTs is added into the polymer solution, followed by casting or precipitating the mixture. Most of the studies on SEBS/MWCNT composites are with solution mixing because it is easier to achieve good CNT dispersion in the SEBS matrix and results in a lower electrically conductive percolation threshold with solution mixing. 23 However, the solution mixing requires a large volume of organic solvents and is not easy for large-scale processing. Compared with solution mixing, melt compounding is a more practical and promising method for industry-scale production. In our study, the melt compounding technique was used to prepare the TPE/MWCNT nanocomposites.
For melt mixing, it is difficult to achieve a homogeneous dispersion of MWCNTs in a polymer matrix due to the fact that MWCNTs are highly entangled agglomerates. The shear force exerted on the polymer melt plays a key role in the dispersed phase size,24–28 chain disentanglement, 29 and the dispersion of fillers,30,31 and the higher viscosity of the polymer melt results in higher mixing energy input. Ma et al. 32 achieved a uniform dispersion of MWCNTs in the two-step TPV manufacturing process. The two-step TPV showed a much lower electrical conductivity percolation threshold.
Recall that SEBS-based TPE exhibits better flexibility and damping properties than other thermoplastic elastomer materials like TPV, TPU, and etc. Nevertheless, the study of the electrically conductive SEBS TPE nanocomposites is quite limited. Besides, some of the research uses either solvent to disperse the CNT in the polymer matrix or solution casting for the preparation of polymer nanocomposites. In this work, it was our aim to develop SEBS TPE/MWCNT nanocomposites with a low electrical percolation threshold and acceptable mechanical properties with a solvent-free process. The dispersion-ability of unmodified MWCNT was controlled by using paraffinic process oil instead of a solvent. This could make the process more environmentally friendly. A hot melt-mixing method was used, and different pre-mixing methods were investigated for the purpose of achieving better dispersion of MWCNT in the presence of paraffinic process oil. SEBS used paraffinic process oil as a plasticizer to lower the process viscosity and soften the material hardness. 33 It was found that SEBS block copolymers have good compatibility with paraffinic process oil due to their low polarity. The oil can be located in such materials in both phases (crystalline and rubber-phase) and is more concentrated within the soft phase (elastomeric phase) of the material. 34
It is believed that the paraffinic process oil can act as a dispersion agent for MWCNT. Besides, it is hypothesised that the dispersibility of the MWCNT can be improved with the incorporation of paraffinic process oil. In this study, the electrical and tensile properties of MWCNT filled SEBS TPE nanocomposites were characterized in order to understand the dispersion state of the MWCNT in the matrix as well as the effectiveness of the pre-mixing methods in the presence of paraffinic process oil.
Experimental
Materials
The triblock polymer styrene-ethylene/butadiene-styrene (SEBS; trade name LCY 7550) was purchased from LCY Group. It is a linear triblock co-polymer with a polystyrene ratio as hard segment at 30%. The hardness is around 72A. The special gravity is 0.9 g/cm3. The paraffinic process oil (2071P), which is used for improving SEBS plasticization, was purchased from Hansen und Rosenthal, with a paraffin group ratio of 67% and a naphthene group ratio of 33%. The density of the oil is 0.87 g/ cm³. Multiwall carbon nanotubes (MWCNT; grade name FT6807) were supplied by Cnano Technology Limited with 98.5% purity. The average length and outside diameter of the MWCNT are in the range of 50–250 µm and 5–11 nm, respectively.
Preparation of the SEBS TPE nanocomposites
The SEBS TPE nanocomposites were prepared by melt compounding using a co-rotating twin-screw extruder. Two different pre-mixing methods are applied, namely Method A and Method B.
Method A: SEBS, MWCNT, and paraffinic process oil were mixed together in one step and fed simultaneously into the hopper for melt extrusion.
Method B: MWCNT were first mixed with paraffinic process oil before being added to SEBS. After that, pre-mixed SEBS/oil/MWCNT were fed into the hopper for extrusion.
For both pre-mixing methods, the loading of MWCNT is in the range of 1 wt% to 6 wt%. The melt compounding of the SEBS TPU nanocomposites was carried out using a twin-screw extruder (Coperion, ZSK26 MC, Germany). The extrusion temperature in zones 1, 2, 3, and 4 is 160, 170, 180, and 190°C, respectively. The screw speed is 400 rpm.
All extruded materials were pelletized by using underwater pelletization. Further, the SEBS TPE/MWCNT nanocomposite was moulded into two types of plates (plate type 1: 140 mm × 50 mm × 3.2 mm; plate type 2: 150 mm × 125 mm × 2.0 mm) using an injection moulding machine (Demag, Systec 100/420–430C, Germany). The injection moulding temperature, injection speed, and screw running speed are 205°C, 25 mm/sec, and 120 rpm, respectively. Specimen plate type 1 was used for the tensile test, while specimen plate type 2 was used for the electrical property determination.
Characterization
Morphological characterization
The dispersion states of MWCNTs in the SEBS-based matrix were observed via a JEOL JEM-2100 high-resolution analytical transmission electron microscopy (TEM) operated at an acceleration voltage of 100 kV. The samples were ultra-microtomed in liquid nitrogen to a thickness of 50 nm by a microtome equipped with a diamond knife.
Tensile properties measurement
The tensile properties were measured at 23°C according to ASTM D638 with an Instron 3365 tensile tester at a crosshead speed of 50 mm/min. Specimens for tensile tests were cut into a dumbbell-shape. Five specimens were used for each composition. Tensile strength, elongation at break, and modulus were recorded.
Electrical conductivity measurements
For the measurement of electrical volume resistivity, the direct current electrical conductivities of the specimens were measured using an electrometer (Keithley 6487) under a constant voltage of 1V, and a two-point technique was used.
Results and discussion
Dispersion of MWCNT in SEBS TPE
Figure 1 shows the TEM images taken from the SEBS TPE/MWCNT nanocomposites prepared by Method A and Method B, respectively. Both well-dispersed and agglomerated MWCNT can be seen from the TEM images. However, from a deeper analysis of the TEM images, we can observe that the interconnection network of the MWCNT is different based on two aspects: (1) the loading of the MWCNT and (2) the method of pre-mixing. More networking is formed when the loading of the MWCNT is higher. Normally, the dispersion of the nanofiller (e.g., CNT) is controlled by the processing methods. Often, the solution method gives better dispersibility compared to melt mixing. Furthermore, the melt-mixing-driven dispersion always needs high shear and/or high speed during the processing.
9
Bear in mind that, in a nanocomposite system containing a relatively low content of MWCNT, it is hard to build a conductive path even though the dispersion is good. With increased content of MWCNT, it gradually has the ability to form a conductive network. According to Ding et al.,
35
the electrical conductivity of thermoplastic polyether-block-amide elastomer nanocomposites increases with the increase of MWCNT loading, which is attributed to the highly interconnected MWCNT conductive network. Based on the TEM images (see Figure 1(c) and (d)), it is clear that when the MWCNT loading is at 3 wt%, the dispersion of the MWCNT is considerably good, while the conductive path is built-up from multiple directions. Compared to Figure 1(a) and (b), it is interesting to note that Method B (i.e., MWCNT + paraffinic process oil, followed by the addition of SEBS) assists in the dispersion or deagglomeration of MWCNT. Similar effects can be revealed for the SEBS TPE nanocomposites containing 3 wt% of MWCNT. Less agglomeration was found for the SEBS TPE/MWCNT (3 wt%) prepared using Method B (c.f. Figure 1(c) and (d)). Another interesting point that is worth mentioning is that the MWCNT conductive network path can be achieved at a lower loading of the MWCNT attributed to the better dispersibility by the Method B (see Figure 1(b)). Transmission electron microscopy images of SEBS TPE/MWCNT nanocomposites: (a) 1 wt% CNT – Method A; (b) 1 wt% CNT – Method B; (c) 3 wt% CNT – Method A; (d) 3 wt% CNT – Method B. CNT: carbon nanotubes.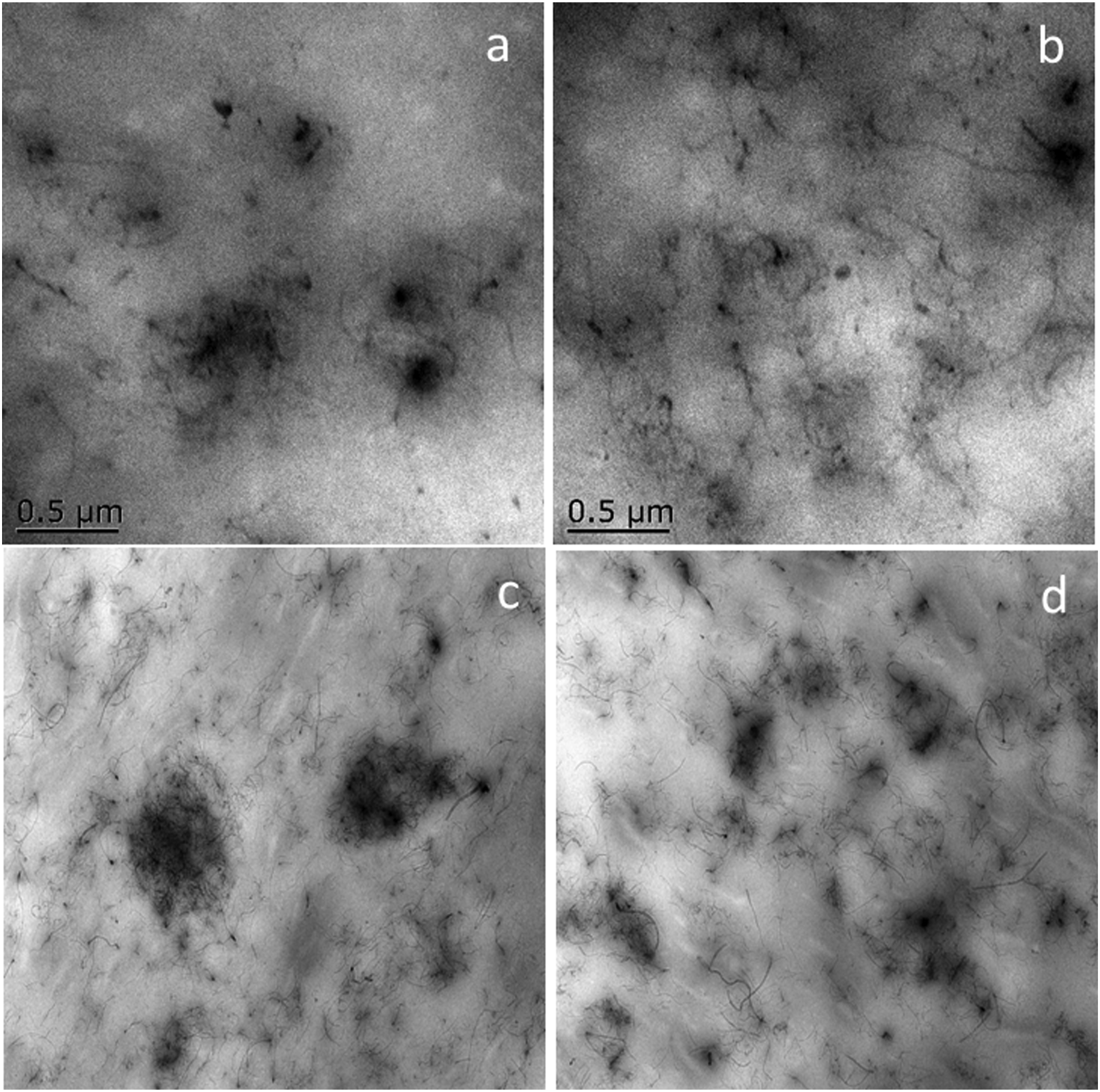
Electrical properties of SEBS TPE/MWCNT nanocomposites
Figure 2 shows the volumetric resistivity of the SEBS TPE/MWCNT nanocomposites prepared using Method A and Method B. There is not much change for the electrical resistivity of the SEBS TPE nanocomposites with the MWCNT loading lower than 2 wt%. Electrical volumetric resistivity of SEBS TPE/MWCNT nanocomposites prepared using Method A and Method B.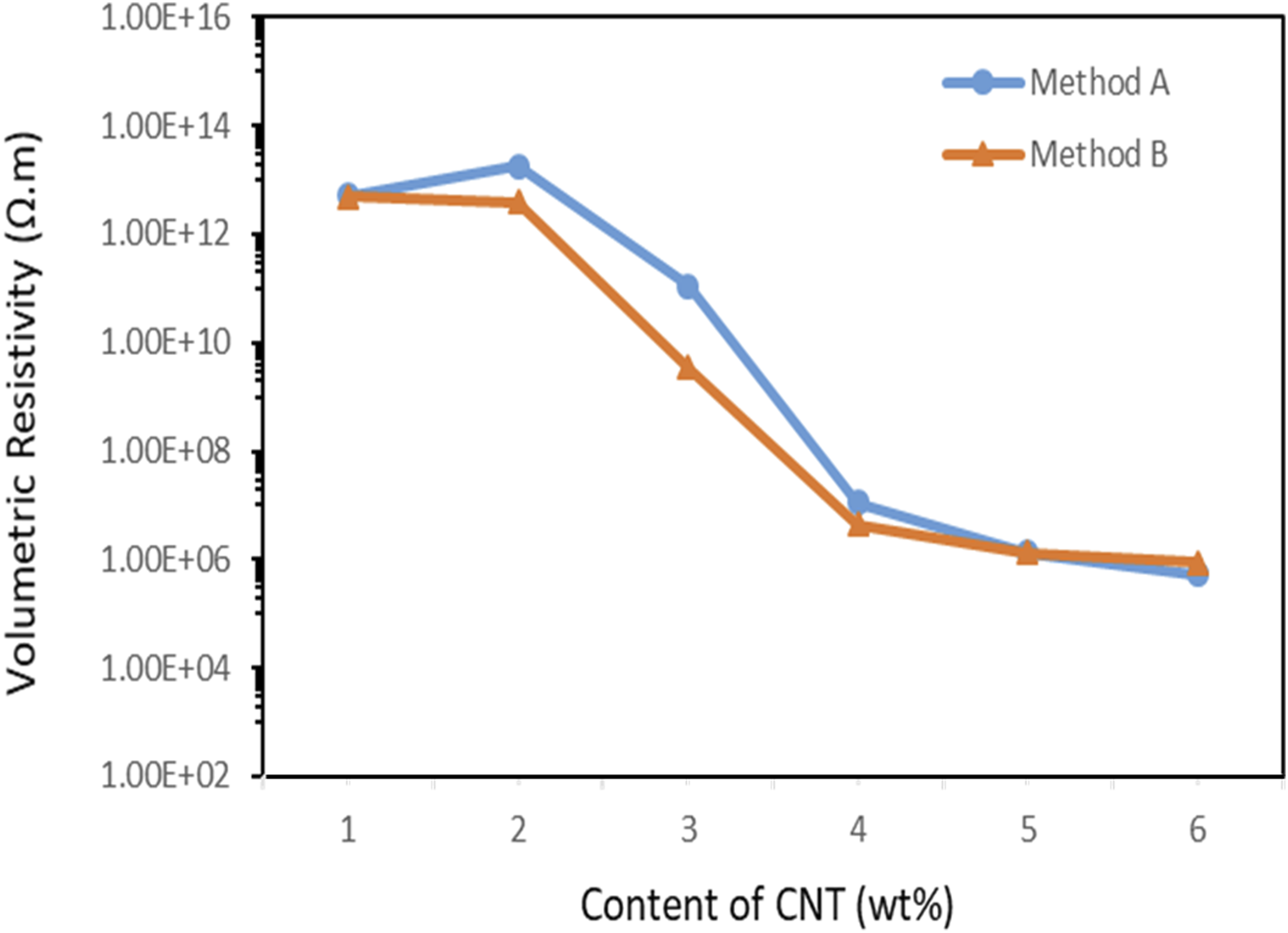
The volumetric resistivity decreases significantly from 1.1×1011 Ω.m (at 3 wt% MWCNT loading) to 1.1 × 10⁷ Ω.m (at 4 wt% MWCNT loading). In this study, 3 wt% MWCNT is considered as the electrical conductivity percolation threshold. When the MWCNT content is increased to 6 wt%, the changes (reduction of) volumetric resistivity become less noticeable.
One may observe that there is some difference in the electrical properties (e.g., volumetric resistivity) of the SEBS TPE/MWCNT nanocomposites prepared using Method A and Method B. Adding 3 wt% MWCNT into SEBS TPE by Method A recorded a volumetric resistivity of 1.1 × 1011 Ω.m, while the SEBS TPE with the same loading of MWCNT but prepared by Method B achieved a value of 3.5 × 10⁹ Ω.m. This indicates that the volumetric resistivity of SEBS nanocomposites prepared using Method B is lower than that of their counterparts prepared using Method A. This is attributed to the better dispersion of MWCNT, and conductive networking induced by Method B. According to Ji et al., 36 the number of conductive pathways and the change in the tunnelling distance can be promoted pronouncedly with good interfacial interaction and good dispersibility.
These interesting results can be attributed to the fact that the amount of MWCNTs and the mixing method work together to influence the dispersion and the forming of the conductive network. With increasing the content of MWCNTs, it gradually has the ability to form a conductive network in the SEBS matrix. With 3 wt% MWCNTs, a conductive network has organized, leading to a great decrease of volumetric resistivity. The mixing Method B plays a role for better MWCNT dispersion, which further reduces volumetric resistivity. Recall that in Method B, MWCNT was pre-mixed in paraffinic process oil for pre-dispersion during mixing. MWCNT had more possibility to unwrap during pre-mixing in paraffinic process oil. After MWCNT was mixed with SEBS together with paraffinic process oil, it was selectively dispersed in SEBS soft phase together with paraffinic process oil. The better dispersion of MWCNT and the selective dispersion led to a lower critical concentration for building up the conductive path to make the material as electrically conductive. Nevertheless, it should be pointed out that at high loading of MWCNT (e.g., 5 wt% and 6 wt%), it becomes easier to establish a conductive path, and thus the premixing method does not play a dominate role.
When the conductive resistivity decreases from 1011 Ω.m to 10⁹ Ω.m, the product electrical conductivity property changes from anti-static, which can avoid static build up, to electro-static dissipative (ESD), which can prevent discharge. The TPE material based on SEBS matrix with ESD property is suitable to be used in applications in the electronics and automotive industries, like electrical tool grips, electrical skins, and component trays.
Tensile properties of SEBS TPE/MWCNT nanocomposites
Figure 3 shows the tensile properties (i.e., tensile strength, elongation at break, and tensile modulus) of SEBS TPE/MWCNT nanocomposites prepared using Method A and Method B. Adding MWCNT increases the tensile modulus while decreasing the tensile strength and elongation at break of the SEBS TPE. The increase in the modulus is often contributed by the stiffness and reinforcing ability of the MWCNT. The tensile modulus of SEBS TPE/MWCNT nanocomposites increased with increased MWCNT filled content. On the other hand, the reduction in the tensile strength could be associated with the limited dispersion and/or uneven distribution of the nanofiller in the polymer matrix. Besides, the agglomeration of CNT could also be another possible reason for the limiting factor for the tensile strength enhancement for polymer nanocomposites.
37
The tensile strength and tensile modulus of the SEBS TPE nanocomposites prepared using Method B are slightly better than those of Method A. In general, the effectiveness of the reinforcement and strength improvement depends on the state of stress transfer between the polymer and the filler, the interaction between the dispersed phase and the polymer matrix, as well as the reinforcing efficiency of the filler.38,39 Note that the SEBS nanocomposite with a tensile strength of 4 MPa, elongation at break of 600%, and tensile modulus of 3 MPa is suitable for a variety of applications, such as gaskets, cleanroom tool grips, and etc. (a) Tensile strength (b) Elongation at break, and (c) Tensile modulus of SEBS TPE/MWCNT nanocomposites prepared using Method A and Method B.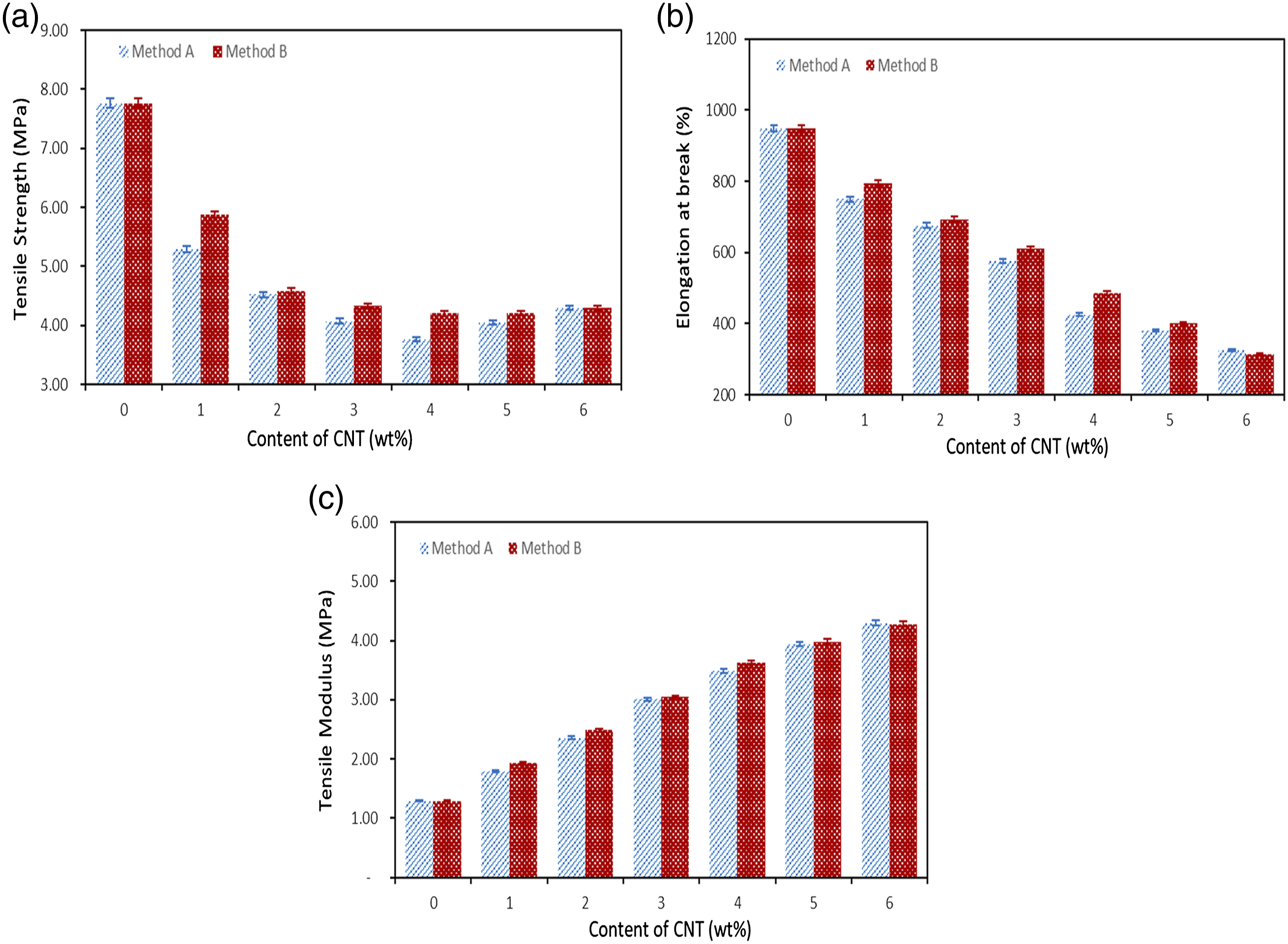
The mechanical properties of the SEBS nanocomposites are governed by the dispersion state of the MWCNT, the loading of MWCNT, and the interfacial interaction. Normally, a better dispersion of nanofiller will lead to more efficient stress transfer and thus better mechanical properties. In this study, it is clearly demonstrated that the dispersion of MWCNT is controlled by its loading as well as the pre-mixing methods. Again, the paraffinic process oil acts as a medium to make MWCNT pre-dispersed in the oil by Method B. When MWCNT/process oil suspension is mixed with SEBS, the pre-dispersed MWCNT is able to better disperse in the SEBS matrix together with the paraffinic process oil, which is absorbed by SEBS.
The tensile properties of the SEBS TPE/MWCNT nanocomposite are well correlated to the morphological assessment through the TEM (see Figure 1). The dispersion of MWCNT in SEBS TPE nanocomposites prepared by Method B is better than the counterpart produced using Method A. Figure 4(a) and (b) show the proposed mechanism of MWCNT dispersion in SEBS TPE using Method A and Method B, respectively. It is known that SEBS block copolymers having a good compatibility with paraffinic process oil, and the oil is more concentrated within the soft phase (elastomeric phase) of the material. As shown in Figure 4(a), SEBS, MWCNT and paraffinic process oil were mixed simultaneously using Method A, MWCNT was dispersed in SEBS matrix randomly in both phases (crystalline and rubber-phase) during twin-screw extrusion and MWCNT agglomeration exists in SEBS matrix when filled with high content and shear force is not high enough to overcome van der Waals’ interaction and the electrostatic forces between the filler particles, thus entangled MWCNT agglomerates can be found. Figure 4(b) illustrates the Method B to have MWCNT pre-mixed in paraffinic process oil for pre-dispersion during mixing. After that, the MWCNT/paraffinic process oil homogeneous mixtures were added into SEBS matrix, and it was absorbed by SEBS before melt compounding. The MWCNT selectively dispersed in SEBS soft phase together with paraffinic process oil and had a better dispersion in SEBS due to the MWCNT had more possibility to unwrap during pre-mixing in paraffinic process oil. The better dispersion of MWCNT and the selective dispersion led to a lower critical concentration for building up the conductive path to make the material as electrically conductive. Schematic diagrams of the dispersion mechanism of the SEBS TPE/MWCNT nanocomposites prepared by (a) Method A, and (b) Method B.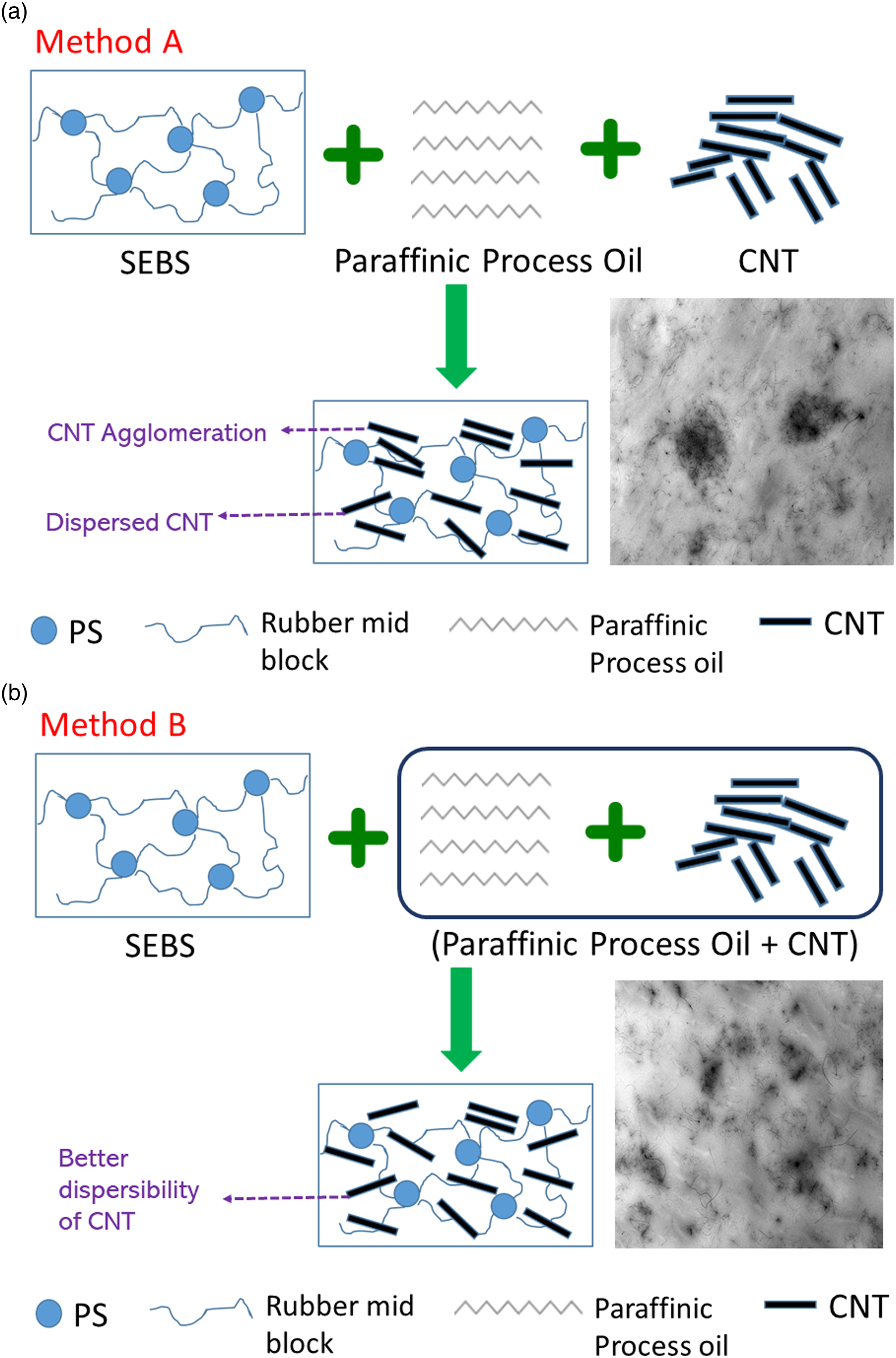
Conclusion
In this study, SEBS TPE/MWCNT nanocomposites were produced by twin screw extrusion followed by injection molding. Paraffinic process oil was used as a plasticizer for SEBS and as a dispersion agent for the MWCNT. The effects of the pre-mixing methods (i.e., Method A and Method B) on the electrical and tensile properties of the nanocomposites were investigated. The dispersion of MWCNT improved significantly using Method B, which was attributed to the paraffinic process oil, which can make MWCNT agglomerates more possible to unwrap during pre-mixing in paraffinic process oil. The MWCNT was selectively dispersed in the SEBS phase together with paraffinic process oil and had a better dispersion in SEBS after MWCNT/paraffinic process oil homogeneous mixtures were added into the SEBS matrix. A balance of tensile properties and electrical properties can be achieved by adding 3 wt% MWCNT into SEBS TPE, especially using Method B. Pre-mixing of MWCNT with paraffinic process oil promotes better dispersibility, higher networking connectivity of the CNT, higher electrical conductivity, and better tensile properties. In conclusion, the SEBS TPE/MWCNT nanocomposites with a low electrical conductivity percolation threshold with both good electrical conductivity and acceptable mechanical properties can be produced by the melt compounding method, using the suitable mixing sequence and adding multi-functional paraffinic process oil.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by “Ministry of Higher Education Malaysia for Fundamental Research Grant Scheme with Project Code: FRGS/1/2021/TK0/USM/01/6 (Account: 203.PBAHAN.6071501)”.