
Abstract
The first purpose of this study was, as the first time in the literature, to investigate usability of polylactide (PLA) biopolymer as the matrix of high-performance composite laminated structures having woven forms of glass and carbon fibers. For this purpose, 2-14 layers of 2 × 2 twill Carbon Fiber (CF) and 1 × 1 plain weave Glass Fiber (GF) forms were stacked by PLA powders followed by consolidation of these layers by compression molding technique. After conducting various tests and analysis it was observed that significant improvements in the mechanical and thermal properties could be obtained by laminating PLA with woven CF and GF layers. For instance, mechanical properties obtained for PLA/CF laminates with 14 layers were flexural strength of 641 MPa, flexural modulus of 34 GPa and interlaminar shear strength of 38 MPa. Another purpose of this study was to compare mechanical performance of the PLA matrix laminates with Epoxy matrix laminates having exactly the same type and number of GF and CF layers. It was revealed that mechanical properties of the PLA/CF laminates were approaching to the values of the Epoxy/CF laminates (e.g. flexural strength of 607 and 673 MPa, respectively); while due to poor adhesion between the PLA matrix and Glass Fiber surfaces, the properties were lower in the PLA/GF laminates (e.g. flexural strength of 302 and 553 MPa, respectively). Therefore, it could be generally concluded that, in terms of mechanical performance; traditional thermoset Epoxy matrix could be replaced with the renewable biopolymer PLA matrix in the Woven Carbon Fiber laminates. For the Woven Glass Fiber laminates, a proper sizing treatment with a PLA compatible silane coupling agent would be necessary.
Introduction
In the industry, the most widely used polymer matrices for “laminated” composite structures are still traditional thermoset liquid resins, such as epoxy, unsaturated polyester, and phenolic resins. Although these thermoset matrices have certain advantages and consistent properties, they have also significant drawbacks; for instance, these resins require not only complicated curing operations to get rigid solid state, before the curing operation, they also require subzero storage conditions with limited shelf life. Another drawback is; after shaping processes are complete, it would not be possible to re-soften and re-shaping, which leads to enormous amounts of waste and scrap leading to significant environmental issues. In order to overcome these problems of thermoset matrix polymers, composite industry is trying to shift from thermoset resins into thermoplastic counterparts. Today, there are significant applications of thermoplastic matrix materials such as Polyamide (PA), Polyphenlyne Sulfade (PPS), Polyether Ether Ketone (PEEK) and Polyaryletherketone (PAEK) for the laminated composite structures. 1
However, both thermoset and thermoplastic matrix polymers discussed above are predominantly polymerized by using non-renewable petroleum by-products. Although still being the most practical way, producing polymers from petroleum or related limited resources will not be sustainable in the future. In fact, even if scarcity of the resources were not a problem, environmental issues of petroleum-based products are not ignorable due to their extremely high carbon footprint. 2 Therefore, instead of using petroleum-based thermoset and thermoplastic matrix materials, bio-based polymer materials derived from renewable resources have been emerged to overcome these challenges.
Bio-based polymer is simply defined as the polymer resin obtained from renewable biological resources. The research on bio-based polymer materials have gained momentum considerably in the last decade. 3 Some examples to biopolymers can be listed as: Polyhydroxybutyrate (PHB) having 24–27 MPa of tensile strength, Polyether ester having 35–45 MPa of tensile strength and Poly(lactid acid) having tensile strength greater than 45 MPa. 4 Although production of various biopolymers is under significant consideration, poly (lactic acid) also named as polylactide (PLA) can be considered as one of the best alternatives to petroleum-based polymers as it stands out with its relatively higher mechanical and thermal properties and mass production. 5
Polylactide as a biopolymer, holds a significant volume in the literature due to its comparably higher mechanical performance. There are studies ranging from biomedical area 6 to automotive 7 applications. Although PLA among other biopolymers has higher mechanical properties, it still needs to be reinforced in order to use in structural applications. Since this study focuses on the mechanical properties of fiber reinforced PLA matrix composites, literature survey mainly focused on this type of studies.
The first group of studies8–14 are on the PLA matrix composites reinforced with short (discontinuous) fibers such as carbon, glass and natural fibers (jute, hemp, flax etc.) by using melt mixing method (via twin screw extruder). Specimens were shaped especially with 3D printing techniques.
In the second group of studies,15–21 PLA matrix was reinforced with long or continuous (UD) fibers such as carbon and natural (jute, flax, hemp etc.) fibers. Composite specimens are produced with 3D printing and compression molding methods.
These studies generally indicated that when PLA matrix was reinforced with short, long or continuous fibers; mechanical properties of the composites are improved significantly. They also indicated that certain thermal properties are increased slightly.
Since in this study the reinforcements used were woven fiber forms; detailed literature survey was conducted on this subject. However, it was observed that previous studies on the use of woven fiber forms for PLA matrix composite laminates were all focused on “natural” woven fibers; as summarized below.
Tanaka et al. 22 used plain woven jute fabrics. In the study, PLA films were inserted between jute fabric layers followed by compression molding with various annealing time. Before that, jute fabrics were immersed in sodium hydroxide solution in order to enhance interfacial adhesion. After testing, highest flexural strength of 85 MPa achieved for the specimen annealed for 120 seconds. They conclude that molding temperature can be adjusted to increase the crystallinity of PLA matrix, while jute fabrics improve impact and flexural properties.
Similarly, Chen and Lin 23 used cotton and jute fabrics by pressing these layers in between PLA sheets. They also compared cotton and jute fabric reinforced PLA laminates with glass/epoxy, jute/epoxy and cotton/epoxy laminates by conducting tensile, compression and bending tests. Flexural strength of cotton/epoxy laminates is reported as 198 MPa, while that of jute/epoxy is 191 MPa. Flexural strength values of cotton/PLA and jute/PLA laminates are reported as 179 and 128 MPa respectively while that of glass/epoxy laminates is reported as 198 MPa. They concluded that these mechanical properties of the PLA laminates were divergent to that of epoxy laminates.
In the study of Quintero et al., 24 a fabric produced from palm trees called “Manicaria saccifera” were inserted between PLA films with different ply angles and numbers. Tensile test is carried out in order to determine mechanical performance of the laminates. Highest tensile strength of 115 MPa is achieved for the specimens with stacking sequence of [0P/02M/0P ]s. The study indicated that ply angle and stacking sequence affect the tensile properties of the laminates significantly.
In the study of Siengchin and Wongmanee, 25 2 × 2 twill and 4 × 4 hopsack weave flax fabrics are combined with PLA sheets using compression molding process. Mechanical properties of the laminates are investigated using tensile test. It is noted in the research that tensile strength of neat PLA increased from around 50 MPa to 60 MPa and 50 MPa when it is reinforced with 4 × 4 hopsack flax and 2 × 2 twill flax fabrics respectively. They showed that impact and tensile properties of PLA laminates increased significantly with both 2 × 2 and 4 × 4 flax fabric reinforcements.
Porras and Maranon 26 reinforced PLA matrix with plain woven bamboo fabric. PLA granules were first converted into films using single screw extruder. Then, composite laminates were produced by stacking bamboo fabric and PLA film layers under compression molding. Tensile, flexural and impact tests carried out on the neat PLA and the composite laminate specimens in 0° (warp) and 90° (weft) directions with flexural strength values of 101 MPa, 105 MPa and 149 MPa respectively. Results indicated that all mechanical properties of the specimen were increased, the improvement being higher in the weft directions.
Battegazzore et al. 27 compared PLA matrix and polyhydroxy butyrate (PHB) copolymer matrix reinforced with 2x2 twill cotton fabric. Matrix films and 9 layers of coupling agent applied cotton fabric and non-treated cotton fabric were stacked alternately followed by compression molding. In the paper, coupling agent treated composite specimens are denoted by letter “J”. It is reported that flexural strength of PLA increased from 101 MPa to 105 MPa and to 108 MPa for PLA/9L (untreated) and PLA/9LJ (coupling agent treated) composites respectively. Similarly, flexural strength of PHB increased from 38 MPa to 43 MPa and 54 MPa for PHB/9L (untreated) and PHB/9LJ (coupling agent treated) composites respectively.
In the study of Rubio-López et al. 28 different weaving styles of jute, cotton and flax fabrics were compared. Similar to other studies, granules of PLA were first converted into films with a specific thickness using compression molding. Then films were inserted between 2 and 4 layers of plain weave jute, basket weave cotton, basket weave flax and plain weave flax fabrics under compression molding. They revealed that laminates with 2 plies of basket and plain-woven flax fabric had the highest tensile strength (105 MPa and 99 MPa respectively) as flax is the strongest natural fiber used in the study. However, due to the processing problems, tensile strength of 4 ply laminates were not improved.
Durante et al. 29 investigated mechanical properties of the PLA/woven hemp fiber composites having three different fiber percentages in volume (20%, 30%, 40%). Composite laminates were produced again by stacking hemp fabrics and PLA films in compression molding. It was observed that the highest flexural properties of 119 MPa and 117 MPa are obtained in the specimens with 20% and 30% hemp fabrics, respectively. It was also stated that when the volume percentage of the hemp fiber fabrics are 40%, certain processing problems occurred leading to lower performance with 78 MPa of flexural strength.
Literature survey indicated that although there is a certain number of studies on the PLA matrix composites reinforced with glass and carbon fibers; they are all used in the form of either chopped short fibers or continuous UD fibers. On the other hand, many engineering applications require composite laminate structures having woven forms of high-performance glass or carbon fibers.
To the best of our knowledge, studies on the PLA matrix laminates with woven forms of glass or carbon fibers are not present. Researchers used woven forms of only natural fibers, such as flax, hemp, cotton etc. Therefore, the main purpose of this study is, as the first time in the literature, to investigate usability of PLA biopolymer as the matrix of high-performance composite laminated structure having woven forms of glass and carbon fibers.
Studies on the use of woven forms of natural fibers also revealed that PLA matrix during stacking of the laminates were always inserted in the form of sheets. In this study, PLA matrix would be placed in the form of powders, which would be another contribution of this study to the literature.
Another contribution of this study would be comparison of the flexural mechanical performance of biopolymer PLA matrix laminates with those of traditional thermoset Epoxy matrix laminates having the same number and type of woven glass and woven carbon fiber layers.
Experimental work
Production of the PLA Composite Laminates
In this study, PLA matrix composite laminates were produced with 2, 4, 6, 8, 10, 12, 14 layers of woven forms of glass and carbon fibers. Composite laminates are designated by using the format of PLA/GF–xL or PLA/CF–xL; where x denotes the number of layers, while GF and CF denote “Woven Glass Fiber” and “Woven Carbon Fiber”, respectively. For instance, PLA/GF-14L denotes PLA matrix composite laminate having 14 layers of Woven Glass Fiber form
Materials used
In this study, L-lactide type PLA produced by NatureWorks LLC with a commercial name “Ingeo™ Biopolymer 3251D” was used as the matrix material for laminates. In order to enhance uniform melting, and proper impregnation of woven fiber forms with the matrix, PLA granules were first grinded into fine powders by using a polymer grinding equipment.
In the production of PLA composite laminates, two different types of woven fiber forms are used. The first one was the Woven Carbon Fiber form (simply designated as CF) with the tradename of Torayca T-300 Fiberite produced by Toray Inc. Its weave style is 2 × 2 twill having planar density of 300 gr/m2. The second one was Woven Glass Fiber form (simply designated as GF) with the tradename of Camelyaf CD-300 produced by Sisecam Inc. Its weave style is 1 × 1 plain weave with a planar density of 300 gr/m2. Woven glass and woven carbon fibers were cut from their reels in in order to fit them into laminating mold dimensions (160 × 120 mm) by using a heavy-duty blade.
For the lamination, two–piece mold with male core and female cavity frame were machined from 4 mm thick AISI 4140 steel plate by electrical discharge machining (EDM) process. 120 × 160 × 4 mm male core plate was removed from the larger 140 × 180 × 4 mm plate, leaving the female cavity frame.
Stacking of PLA powders in between the woven fiber forms
Before stacking of each layer, PLA powders were first dried in a vacuum oven under −0.5 bar vacuum for 24 hours at 50°C in order to remove moisture and improve homogeneous melting and impregnation. Before applying silicone-based mold release agent to the mold frame surfaces, the frame was preheated to 100°C in order to get a uniform release agent film formation on the inner mold frame surfaces.
Then, a kind of “Hand Lay-Up” operation, i.e. stacking of PLA powders in between the woven fiber forms was achieved by placing them one by one in the mold cavity. 100 g of PLA powder was used for each composite laminate plate having 2-14 layers of woven fiber forms. For n number of woven fiber layer, n+1 number of PLA powder layer was placed. For each number of PLA matrix layer, 100/(n+1) g of PLA powder was stacked. PTFE release films were also placed on the upper and lower mold surfaces to obtain smooth laminate surfaces and easy demolding. An example of the stacking operation during production of the composite laminates is illustrated in Figure 1(a). Example views of (a) Stacking of Woven Carbon Fiber layers with PLA powders, (b) Consolidation of layers with Compression Molding, (c) Water-jet Cutting, (d) Cut Specimens.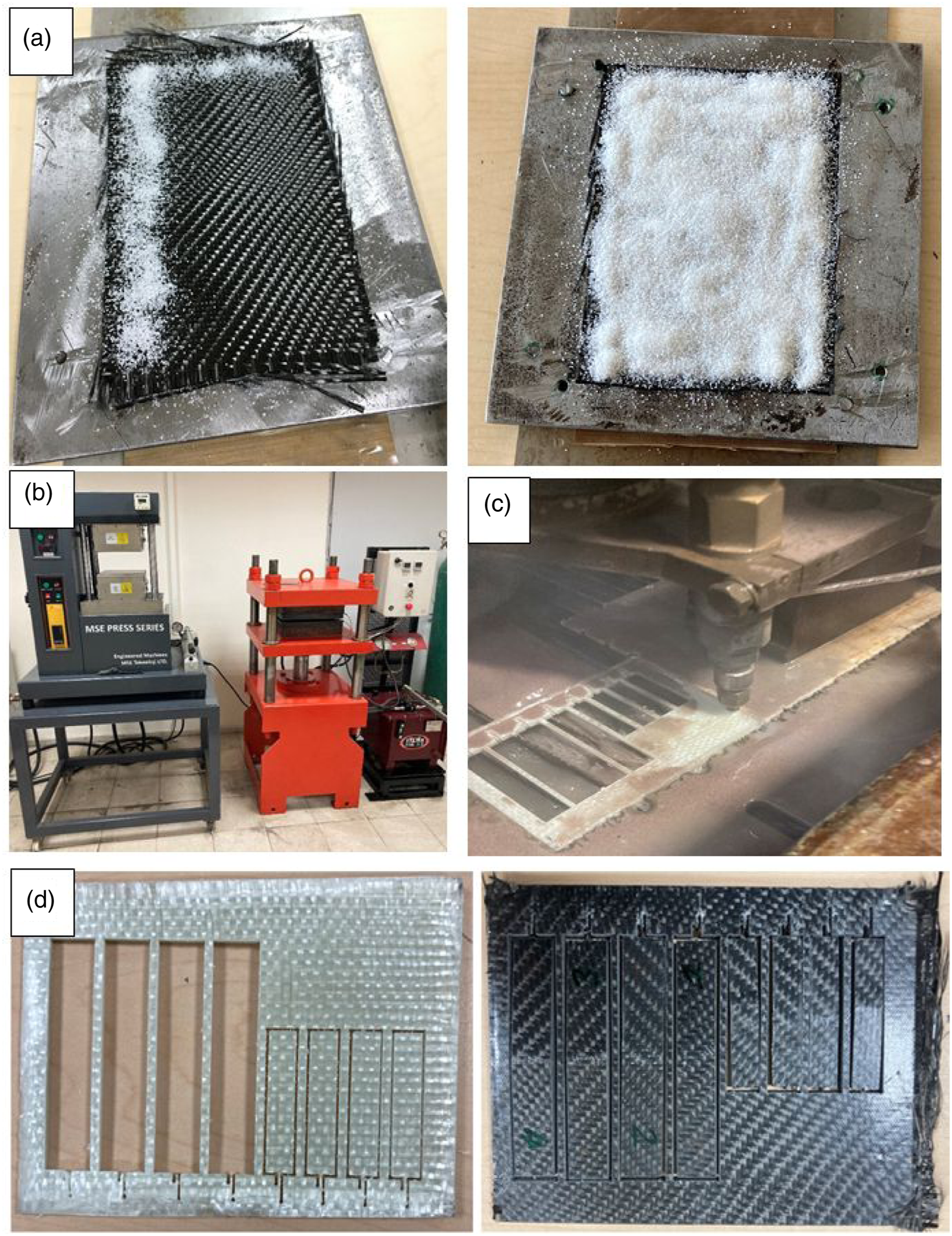
Consolidation of layers by compression molding
After stacking specified number of layers, male core mold was placed on top of the last PLA powder layer and placed in between the upper and lower plates of a hot press for consolidation by compression molding.
Without pressure application, laminates were first preheated at 175°C for 15 minutes in order to get homogenous melting of PLA powders. After preheating, consolidation of the laminates was achieved by two step compression molding process. First, at 175°C temperature, 0.5 ton pressure was applied for 10 minutes, followed by increasing the pressure to 1 ton for another 10 minutes. After these total 20 minutes of hot pressing, the mold with the laminates was quickly taken from the hot press and inserted into the upper and lower plate of a cold press for the second compression molding step (Figure 1(b)). Mold frame together with the laminates were cooled to room temperature in this cold press under 0.2 ton pressure.
Cutting of test specimens from composite laminate plates
After room temperature cooling under pressure, composite laminate plates were removed from their mold frames for specimen cutting. Test specimens are extracted from composite laminate plates according to the dimensions specified by testing standards given in the following sections. In order to prevent damages to woven fiber forms and thermal degradation of the PLA matrix, a CNC Water Jet Cutting system (Figure 1(c)) was used. After water jet cutting, specimens were dried with compressed air and kept in desiccators in order to prevent moisture absorption. Examples of the specimens extracted after water jet cutting are also given in Figure 1(d).
Testing and analysis of the PLA composite laminates
Fiber weight percent determination
After the production of composite laminates, their fiber-matrix weight ratio was determined according to the procedure given in ASTM-D-3171 - Standard Test Methods for Constituent Content of Composite Materials, Method B. First, 1g of each composite laminate were placed into a beaker with 20 mL of sulfuric acid (95% purity). Then, the beaker was heated on a hot plate until fume release was started. When the solution in the beaker became darker, 35 mL of 30% purity hydrogen peroxide was added. When fibers started to float on the surface of the solution with more clear color, beaker was removed from the hot plate to cool. After cooling, fibers were filtered from the solution under vacuum and washed with deionized water. Then fibers were dried in a vacuum oven at 100°C for 1 hour, followed by cooling to room temperature inside a desiccator. Finally, these fibers were weighed with a precision balance for calculations.
Interlaminar Shear Strength (ILSS) Tests
In this study, in order to determine mechanical performance of the composite laminates produced, two different mechanical tests were conducted under 5kN Universal Testing System (Instron 5565A). For each laminate type, at least four specimens were tested, and the results are tabulated as average values with standard deviations.
First of all, ILSS tests were conducted in order to determine interlayer performance of the composite laminates. Tests were carried out in accordance with ISO-14130 – Fibre reinforced plastic composites – Determination of Apparent Interlaminar Shear Strength by Short–Beam Method standard. Specimens were prepared according to the ratio requirements of l/h and b/h. Therefore, specimen dimensions used in this study are, 4 mm in thickness (h), 40 mm in overall length (l) and 20 mm in width (b), while the span length is set as 5h which is 20 mm. Tests are carried out with 1 mm/min loading speed and continued until a sudden drop in applied load is observed.
Three-point bending tests
Then, in order to determine Flexural Strength and Flexural Modulus values of the specimens, three-point bending tests were conducted in accordance with ISO-14125 – Fibre Reinforced Plastic Composites – Determination of Flexural Properties standard, where specimens were prepared according to Class – II (Plastics reinforced with fabrics) size. Specimen length (l) is 80 mm, width (b) is 15 mm and thickness (h) is 4 mm, while span length (L) is given as 64 mm. Radius of the support rollers is 5 mm. Tests are again carried out with 1 mm/min loading rate and continued until a sudden drop in applied load is observed.
Scanning Electron Microscopy (SEM)
Apart from visual inspections, SEM (FEI Nova Nano 430) analysis was carried out in order to observe failure modes and fracture morphology of the composite laminates. For the electrical conductivity, specimens were first sputtered with gold.
Thermogravimetric Analysis (TGA)
In order to observe changes in the thermal degradation temperatures of the PLA matrix, and to support the fiber weight percentage determination, TGA (Perkin Elmer Pyris 1) was conducted for 20 mg of samples with a heating profile from 25°C to 550°C with 10°C/min rate under nitrogen purge.
Differential Scanning Calorimetry (DSC)
For the transition temperatures, enthalpies and crystallinity amount of PLA matrix, DSC (Perkin Elmer Diamond) analyses were conducted for 20 mg of samples with a heating profile from 25°C to 250°C, with a heating rate of 10°C/min under nitrogen purge.
Results and discussions
Fiber Content of the PLA composite laminates
Fiber content of the specimens determined by matrix chemical decomposition method, and wt% residue values of certain specimens, determined by TGA of certain specimens for comparison.
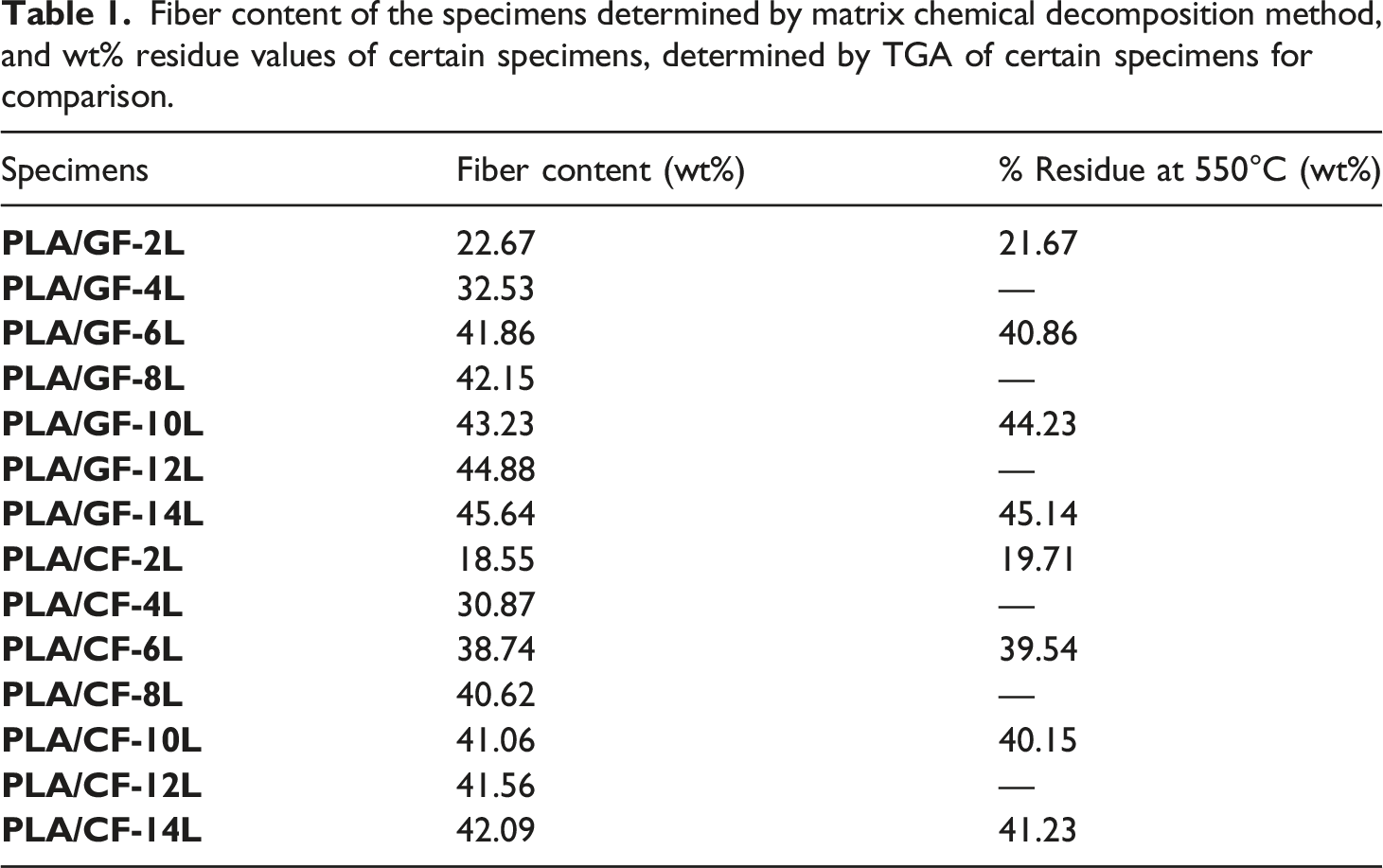
It was observed that, apart from the laminates having only 2 and 4 layers, fiber content in the rest of the laminates were in between 40-45 wt%; which could be considered as a reasonable content for many structural applications.
It is known that “% residue” left at the end of Thermogravimetric Analysis (TGA) of polymer matrix composite materials are also an indication of the fiber content. Thus, that data of TGA performed for certain number of specimens are also tabulated in Table 1 (as wt% Residue left at 550°C). It is seen that the results are very close to the fiber content percentages determined by chemical decomposition method.
Interlaminar Adhesion in the PLA composite laminates
It is known that the most critical parameter for the performance of laminated composite structures is to have certain level of interfacial bonding strength between the polymer matrix and the fiber layers. Otherwise, “delamination” failure will dominate throughout the composite structure. Therefore, the first mechanical test conducted for the PLA composite laminates was Interlaminar Shear Strength (ILSS) test.
Interlayer Performance by ILSS Tests
In this test, the highest level of shear stress is created in the mid-plane of the specimen where there is a polymer matrix layer and one or more fiber layers above and below the matrix layer. Thus, ILSS values directly depends on the “interfacial bond strength” between the polymer matrix and the fiber layer surfaces. Type of the fiber layers and number of the fiber layers have also certain influences on the ILSS values of the laminates.
The results of this test for all PLA/GF and PLA/CF laminates were compared in Figure 2 while the data are tabulated in Table 2 with standard deviations. It is seen that ILSS values for the PLA/GF laminates are between 15-19 MPa, while for the PLA/CF laminates are in between 20-38 MPa. One reason for the higher levels of PLA/CF laminates could be higher mechanical properties of carbon fibers compared to glass fibers. Another reason could be higher level of adhesion between the PLA matrix and CF layers, which would be discussed in the following SEM section. It was also observed that increasing the number of layers in the laminates increases the ILSS values slightly, which could be due to the additional strengthening contribution of layer numbers above and below the mid-plane PLA matrix layer. Effects of increasing number of layers on the interlaminar shear strength of the composite laminates. Interlaminar Shear Strength (ILSS), Flexural Strength and Flexural Modulus of the composite laminates.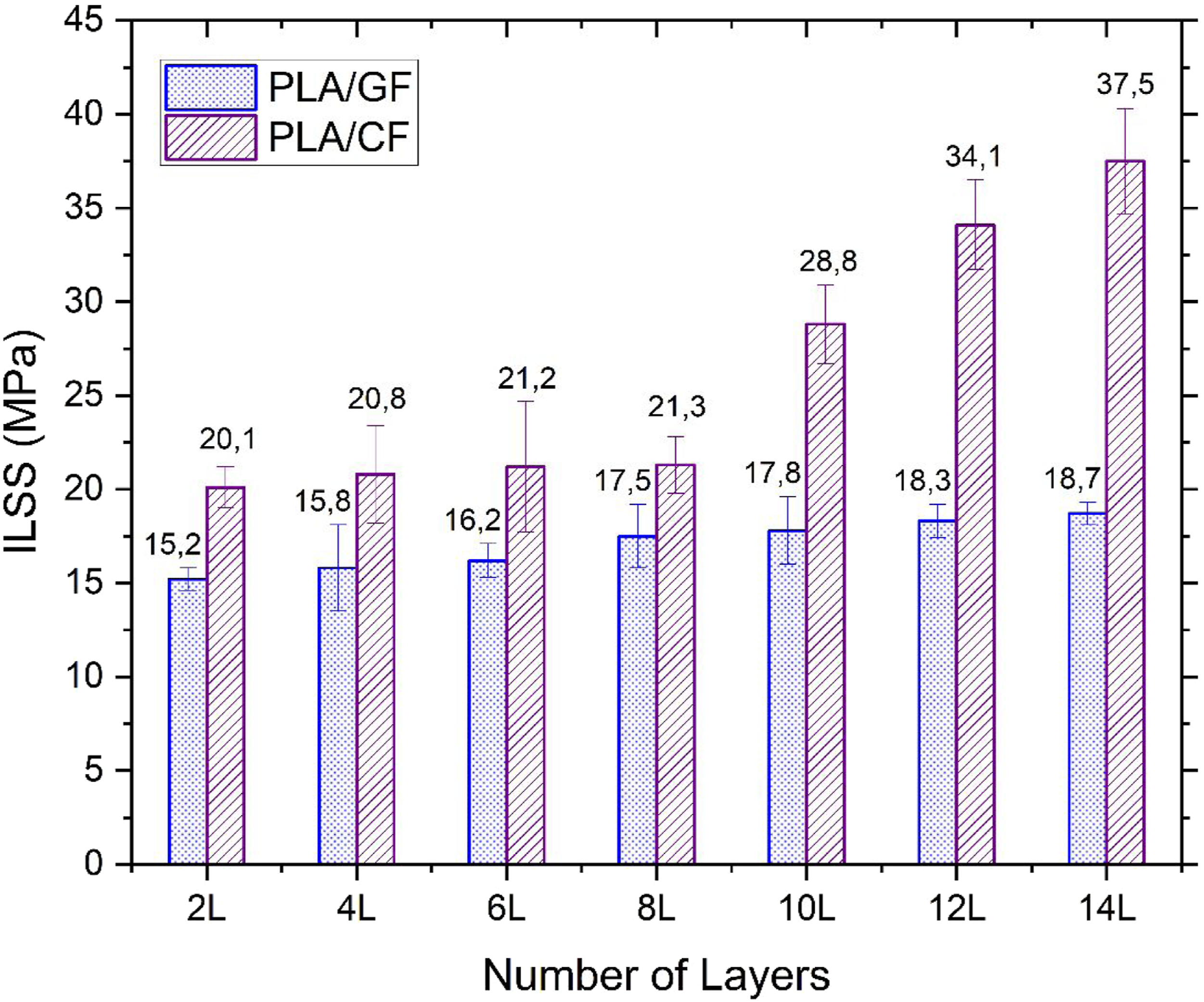
Interlayer and Interfacial SEM Analysis
SEM studies were conducted first on the through thickness of the laminates to observe the adhesion “between the PLA matrix and woven fiber layers” (Figure 3). Then, closer view examinations from the fracture surfaces were also conducted to observe the adhesion level “between the PLA matrix and individual fiber” surfaces (Figure 4). Through thickness SEM images showing “interlaminar” adhesion between PLA/GF and PLA/CF layers. Closer view SEM images showing rather “lower” adhesion between PLA matrix and individual Glass Fiber surfaces; whereas rather “higher” adhesion with individual Carbon Fiber surfaces.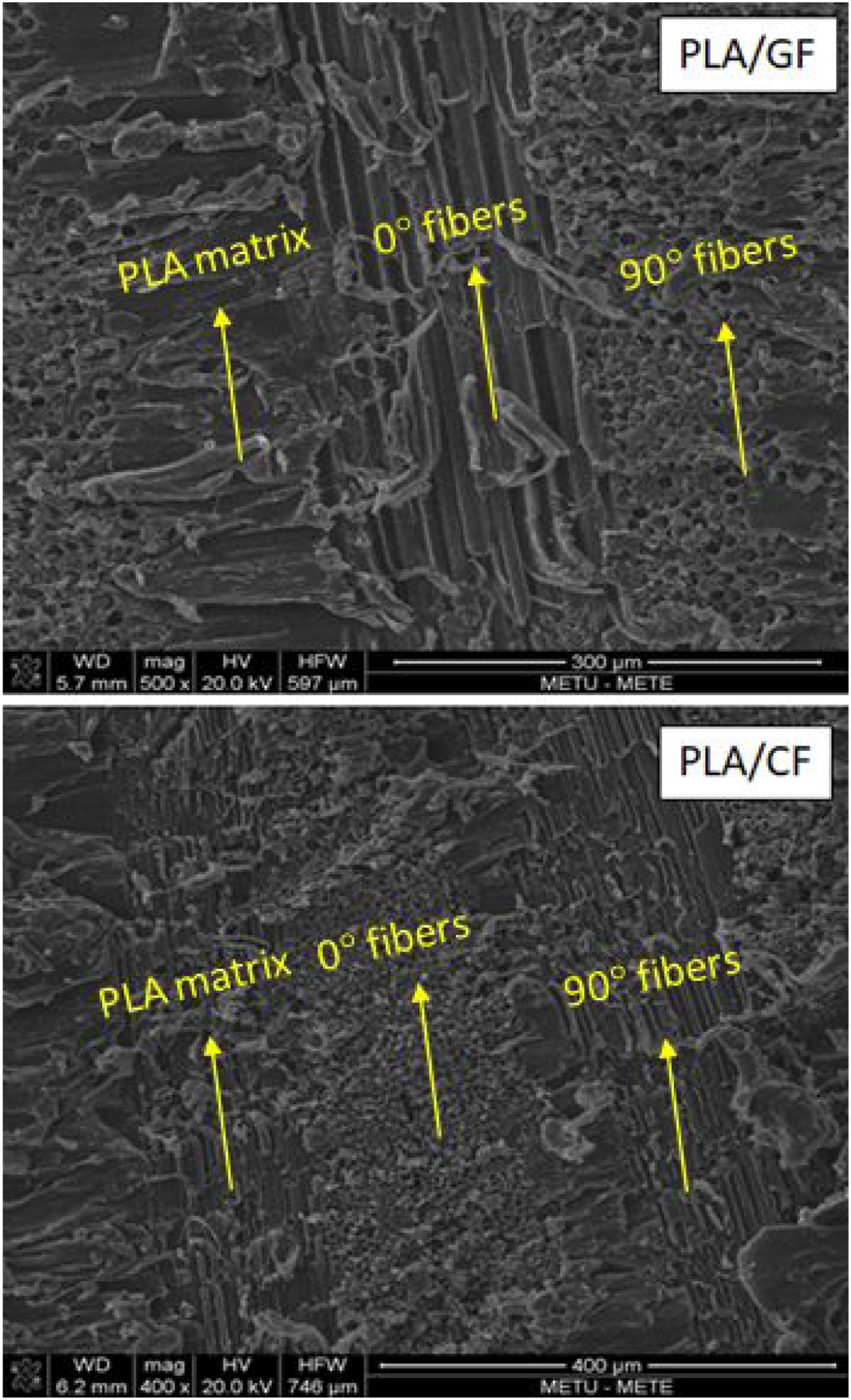
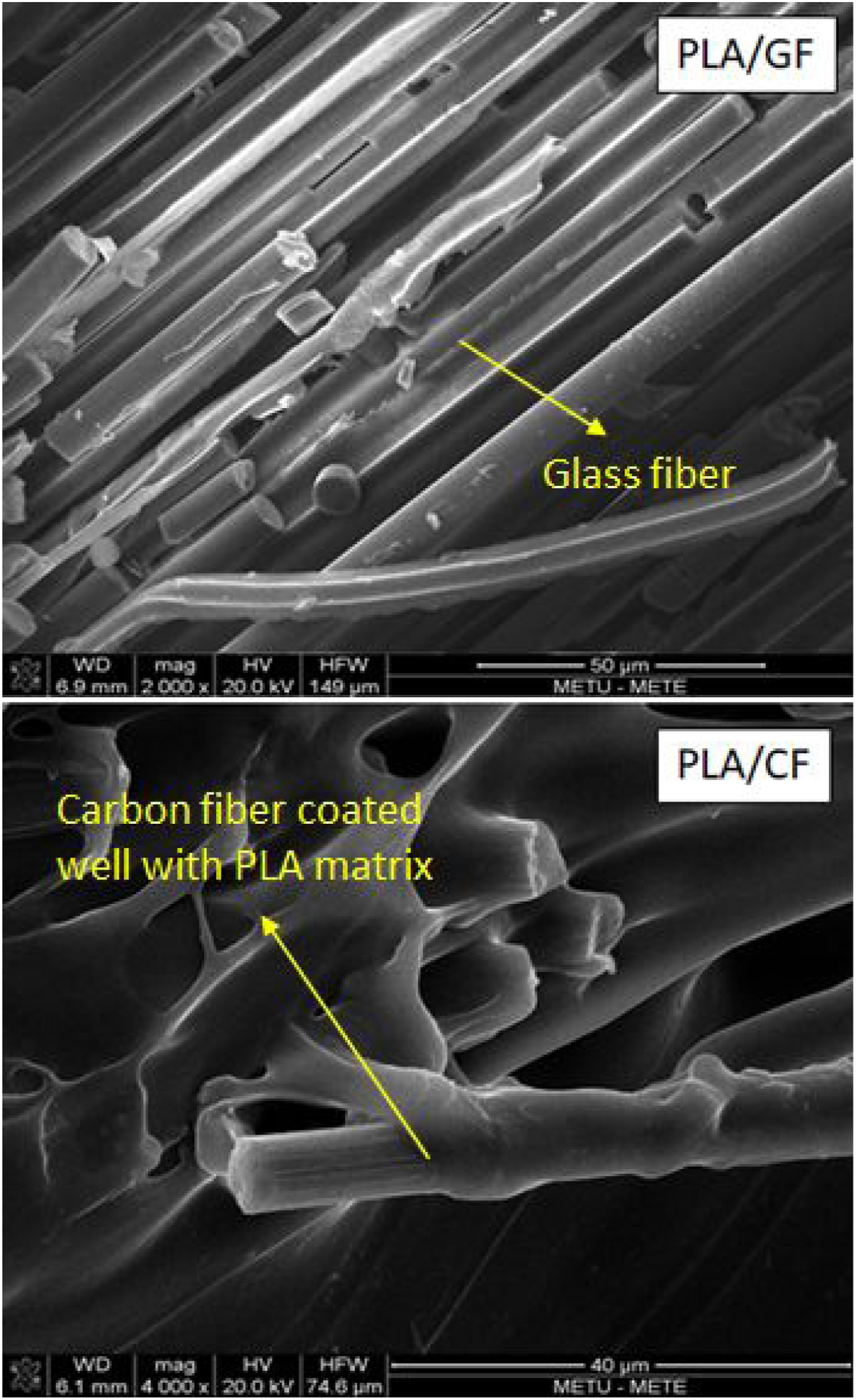
Through thickness images in Figure 3 taken away from the fracture point basically show that certain level of adhesion between the PLA/GF and PLA/CF layers were achieved. There was no apparent “delamination” problem in the composite plates. In order to reveal higher ILSS values of PLA/CF laminates compared to PLA/GF laminates, closer SEM images were also taken from the fracture point. As shown in Figure 4, the adhesion between the PLA matrix and individual Glass Fiber surfaces was very poor. On the other hand, the degree of adhesion at the interface between the PLA matrix and individual Carbon Fiber surfaces were much better; which might lead to higher ILSS values.
Normally in the composite materials market, woven fiber forms are produced after sizing with certain silane coupling agents suitable with traditional epoxy or polyester thermoset resins. In this study, it was expected that COOH- and OH- groups present on the macromolecular chain structure of PLA matrix might form certain chemical interactions with the silane coupling agents present on the surfaces of woven GF and CF fiber forms used. Thus, it can be stated that sizing on the woven CF layers was more compatible with the PLA macromolecules compared with the sizing on the woven GF layers used.
Comparison of the Interlaminar Adhesion of PLA laminates with traditional epoxy laminates
It is known that, for many structural applications of composite laminates, ILSS values should not be lower that 10 MPa. In this respect, PLA laminates produced in this study overcome that limitation, having ILSS values up to 19 MPa in PLA/GF laminates, and up to 38 MPa in PLA/CF laminates.
On the other hand, due to using proper silane coupling agents, it is known that traditional Epoxy/GF laminates have ILSS values greater than 20 MPa,30,31 while traditional Epoxy/CF laminates have greater than 40 MPa.32,33
Therefore, it can be concluded that if GF and CF woven forms were produced by using individual fibers sized with very compatible silane agents with PLA matrix, then much higher ILSS values in the PLA/GF and PLA/CF laminates could be obtained. Then, PLA biopolymer matrix could be an alternative for the traditional Epoxy matrices even in the high-performance composite laminate applications.
Mechanical Performance of the PLA Composite Laminates
It is known that many engineering structures produced with composite laminates are in general loaded predominantly under flexural stresses. Thus, in this study, mechanical performance of the PLA/GF and PLA/CF laminates are compared under flexural loads via three-point bending tests.
Flexural properties via three-point bending tests
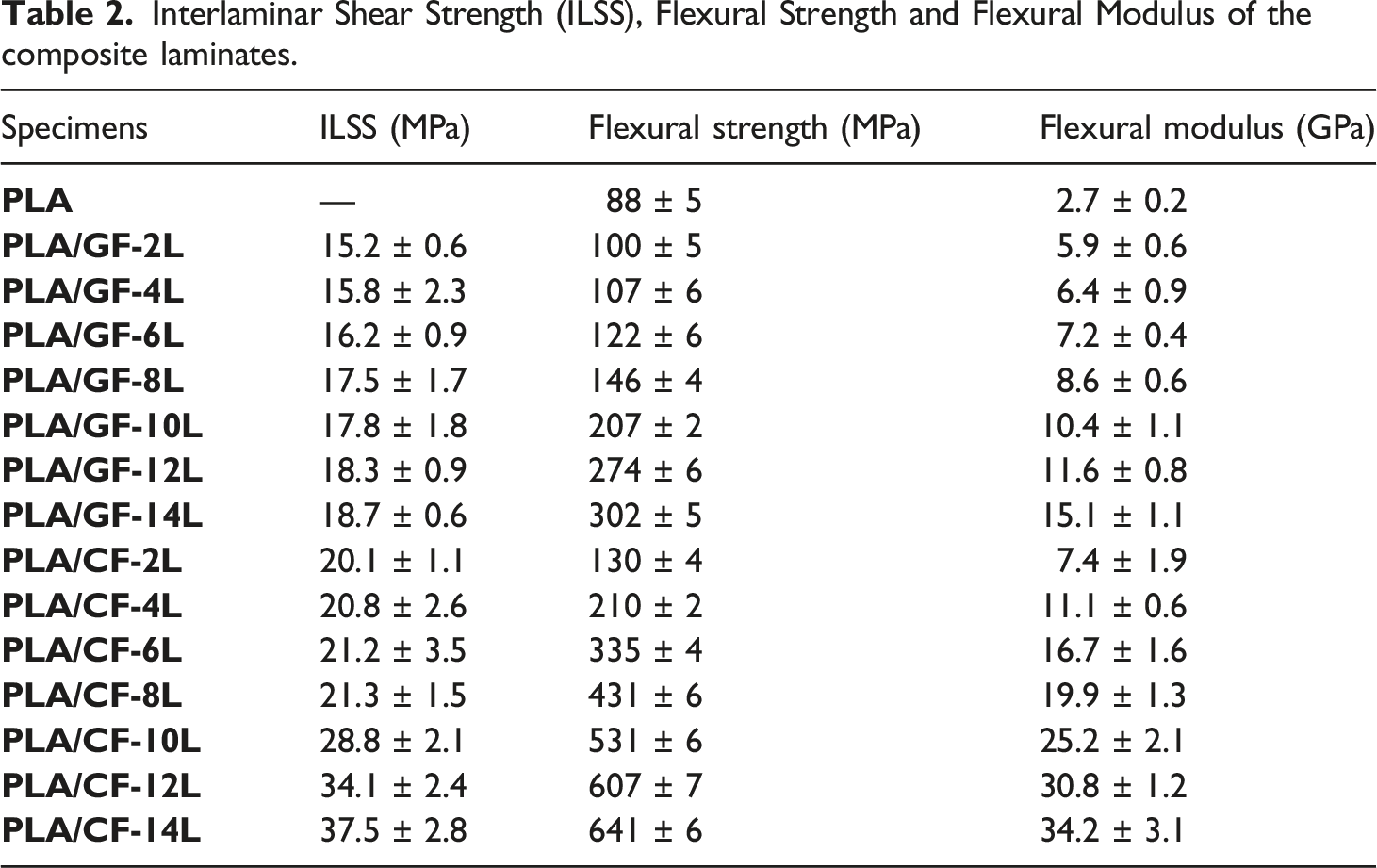
These tests are conducted for all composite laminates including the neat PLA specimen for comparison. Figure 5 shows examples of Flexural Stress-Strain curves obtained for all specimens; while effects of increasing the number of layers in the laminate specimens are compared in terms of Flexural Strength and Flexural Modulus values in Figure 6. These mechanical properties are also tabulated in Table 2 together with standard deviation levels. Flexural stress-strain curves of the PLA/GF and PLA/CF composite laminates. Effect of increasing number of layers on the Flexural Strength and Flexural Modulus of the composite laminates.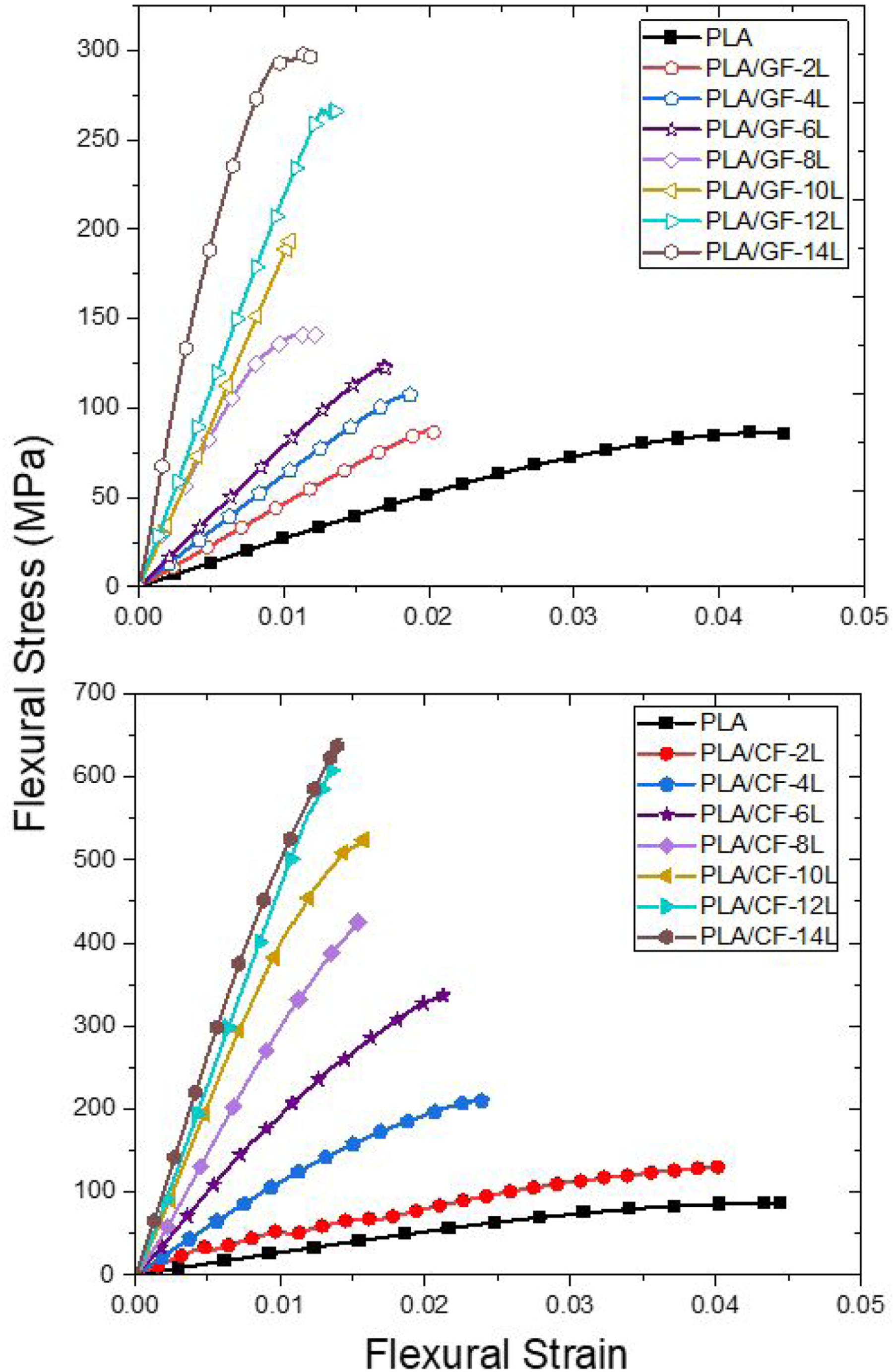
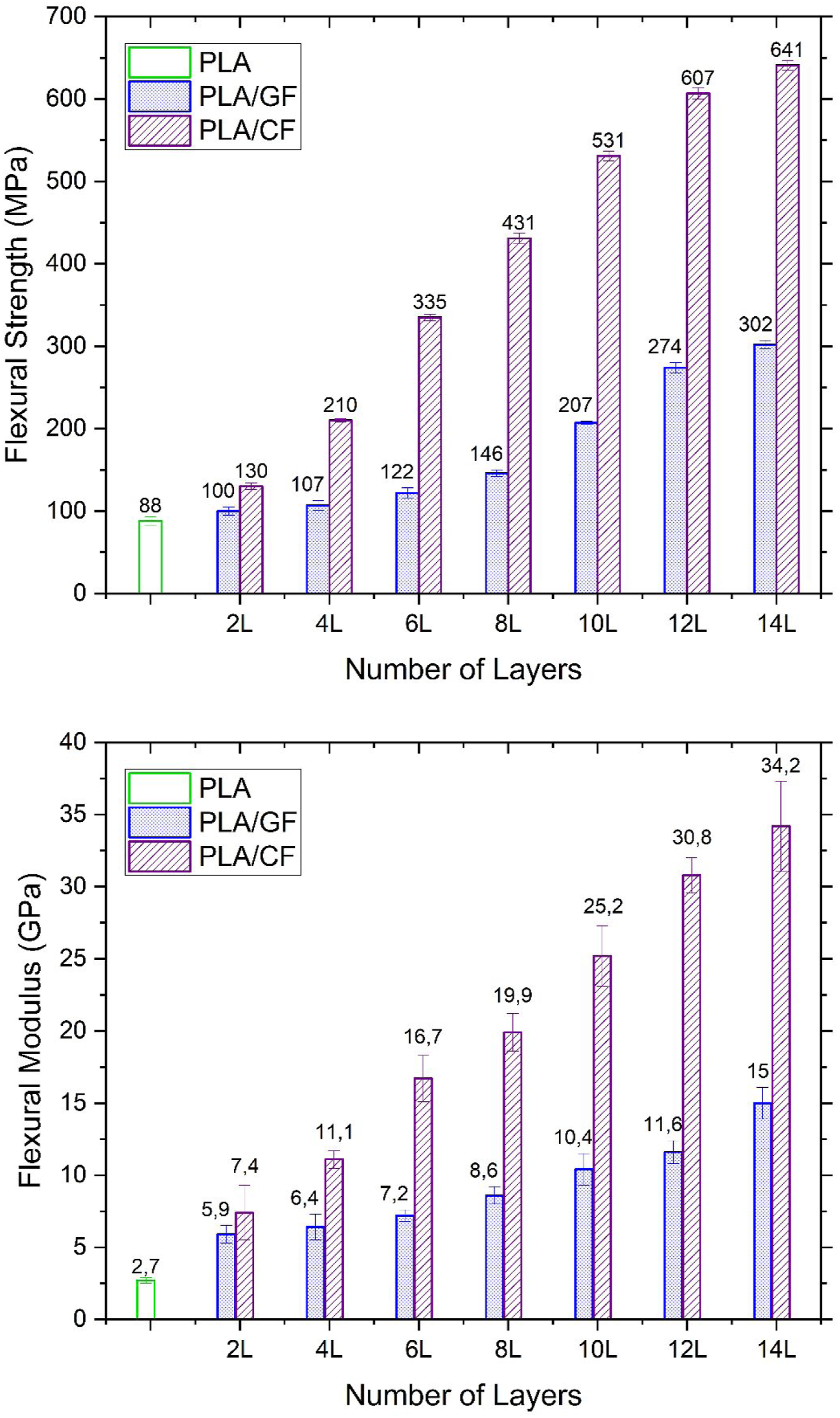
As expected, these figures indicate that flexural mechanical properties of neat PLA increased enormously when reinforced with increasing number of woven fiber layers. For instance, the increase in the Flexural Strength of neat PLA was more than 3 times when laminated with 14 layers of GF (i.e. from 88 MPa to 302 MPa), while it was more than 6 times when laminated with 14 layers of CF (i.e. from 88 MPa to 641 MPa). Similarly, the increase in Flexural Modulus values was more than 5 times (i.e. from 2.7 GPa to 15 GPa) in PLA/GF-14L laminate, while it was more than 12 times (i.e. from 2.7 GPa to 34 GPa) in PLA/CF-14L laminate. Even, use of only two layers of woven fiber forms increased these strength and modulus values more than 2 times.
As shown in Figure 6 and Table 2, it was also very clear that use of woven CF layers was much more efficient compared to woven GF layers, being more than 2 times both in the Flexural Strength and Flexural Modulus values. As discussed in the ILSS section before; one obvious reason is the well-known higher mechanical properties of individual Carbon Fibers compared to Glass Fibers.
Another important reason would be related to the “degree of impregnation of molten PLA matrix into the woven fiber forms”. Since weave style of the CF layers was 2 × 2 twill, being a rather “loose” form, easier impregnation of molten PLA resin was expected; compared to the rather “tight” form of 1 × 1 plain weave style of GF layers.
After sufficient degree of molten PLA resin impregnation, it is also important that, in order to have efficient “load transfer mechanism” to operate; “degree of interfacial adhesion between the PLA resin and individual fiber surfaces” are also very critical. As discussed before, closer view SEM images revealed that the type of the “silane coupling agent” used for sizing of individual Carbon Fiber surfaces was more compatible with the PLA matrix compared to sizing of individual Glass Fibers.
Therefore, it can be stated that those three factors discussed above resulted in more than two times higher mechanical properties in the PLA/CF laminates compared to PLA/GF laminates.
Comparison of the Mechanical Performance of PLA laminates with epoxy laminates
In the past, since traditional thermoset Epoxy Resin systems were the most widely used matrix material for the laminated composite structures, our research group had certain studies on the Epoxy matrix laminates having exactly the same type of woven GF and CF layers in the beginning of this millennium. Those early studies investigated especially effects of many parameters of Resin Transfer Molding (RTM) method on the performance of Epoxy matrix laminates. In one of the studies, 34 14 layers of the same 1 × 1 plain weave GF fabrics were used. In the other one, 35 12 layers of the same 2 × 2 twill weave CF fabrics were used.
Comparison of the Flexural Strength and Modulus values of the present study (PLA matrix) with our previous studies (Epoxy matrix) having the same type and number of GF and CF layers.
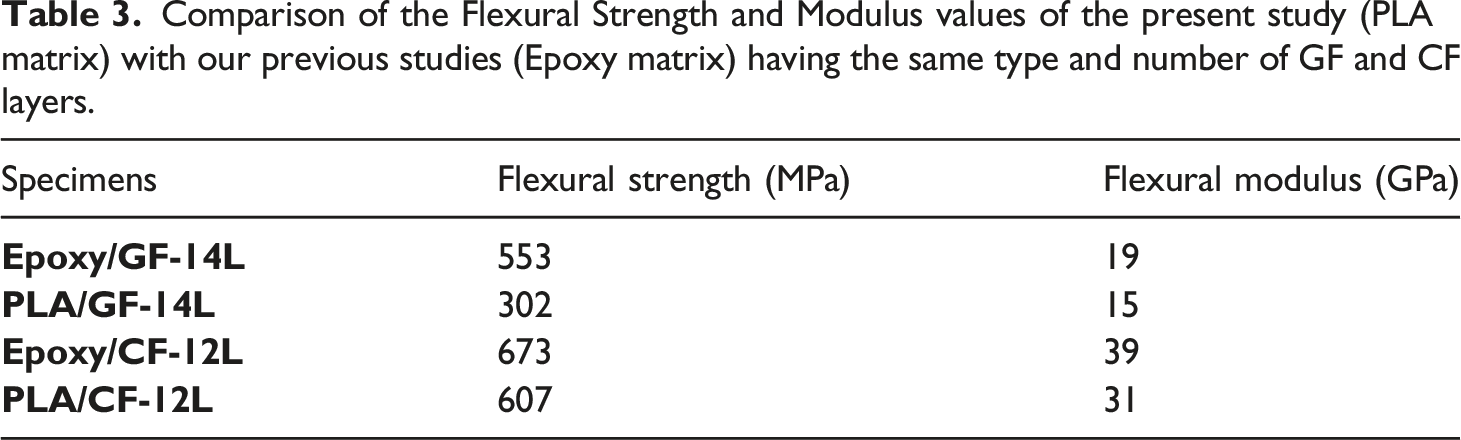
Table 3 also indicates that decreases in the Flexural Modulus values of the Epoxy matrix laminates were around 20%, e.g. from 19 GPa to 15 GPa in GF laminates, while from 39 GPa to 31 GPa in CF laminates.
However, in terms of structural engineering applications, it can be stated that there would be no significant problem in the stiffness performance of structures. Because, Flexural Modulus values of the PLA matrix laminates are in the same range with Epoxy matrix laminates, i.e. 15–19 GPa range for GF laminates, and 31–39 GPa range for CF laminates.
Therefore, it could be concluded that, in terms of mechanical performance; traditional thermoset Epoxy matrix could be replaced with the renewable biopolymer PLA matrix in the woven Carbon Fiber laminates. For the woven Glass Fiber laminates, a proper sizing treatment with a PLA compatible silane coupling agent would be necessary.
Flexural Failure Modes by Visual and SEM Analysis
Flexural “Failure Modes” of the PLA laminate specimens are examined by comparing the possible failure modes given in ISO 14125 standard.
For this purpose, specimens after their three-point bending tests are first examined visually by taking photographic images as shown in Figure 7 for PLA/GF and PLA/CF laminates. It was generally observed that PLA laminates had both “tensile failure” in the outermost bottom layers and “compressive failure” in the uppermost top layers. On the other hand, it was not easy to observe whether these laminates had “interlaminar shear failure” by these low magnification photographic images. Photographic images showing general flexural failure modes of PLA/GF and PLA/CF laminate specimens.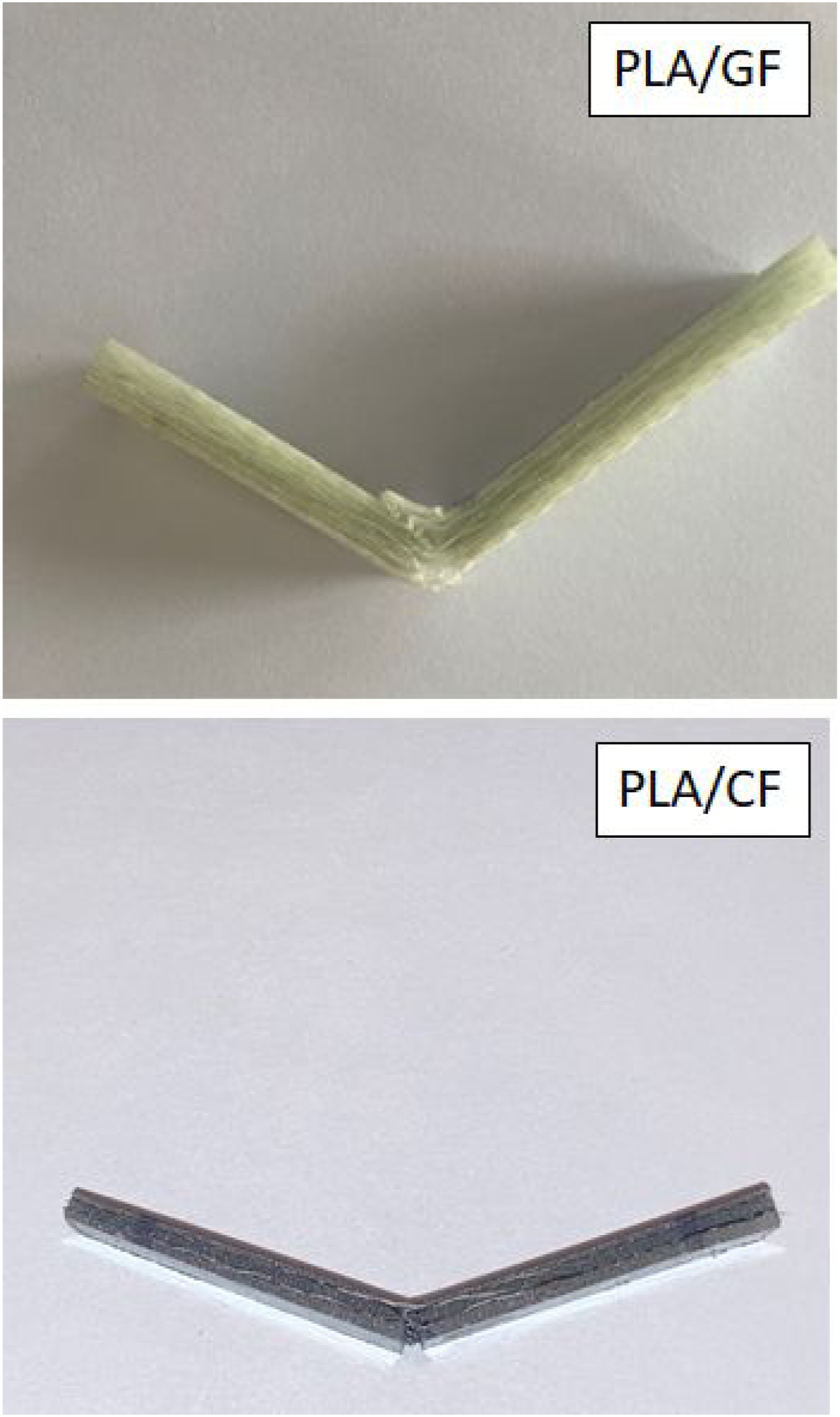
Therefore, higher magnification SEM analyses were also conducted to reveal certain interlaminar failure modes by examining the through thickness failure zones of the PLA laminates specimens. SEM images in Figure 8 showed that there were generally a certain level of interlaminar shear failure mode both in the PLA/GF and PLA/CF laminate specimens. Therefore, it can be concluded that flexural failure modes in the PLA laminates were a mixture of tensile failure in the lower layers, compressive failure in the upper layers, followed by interlaminar shear failure. Through-thickness SEM images showing certain interlaminar shear failure in the PLA/GF and PLA/CF laminate specimens.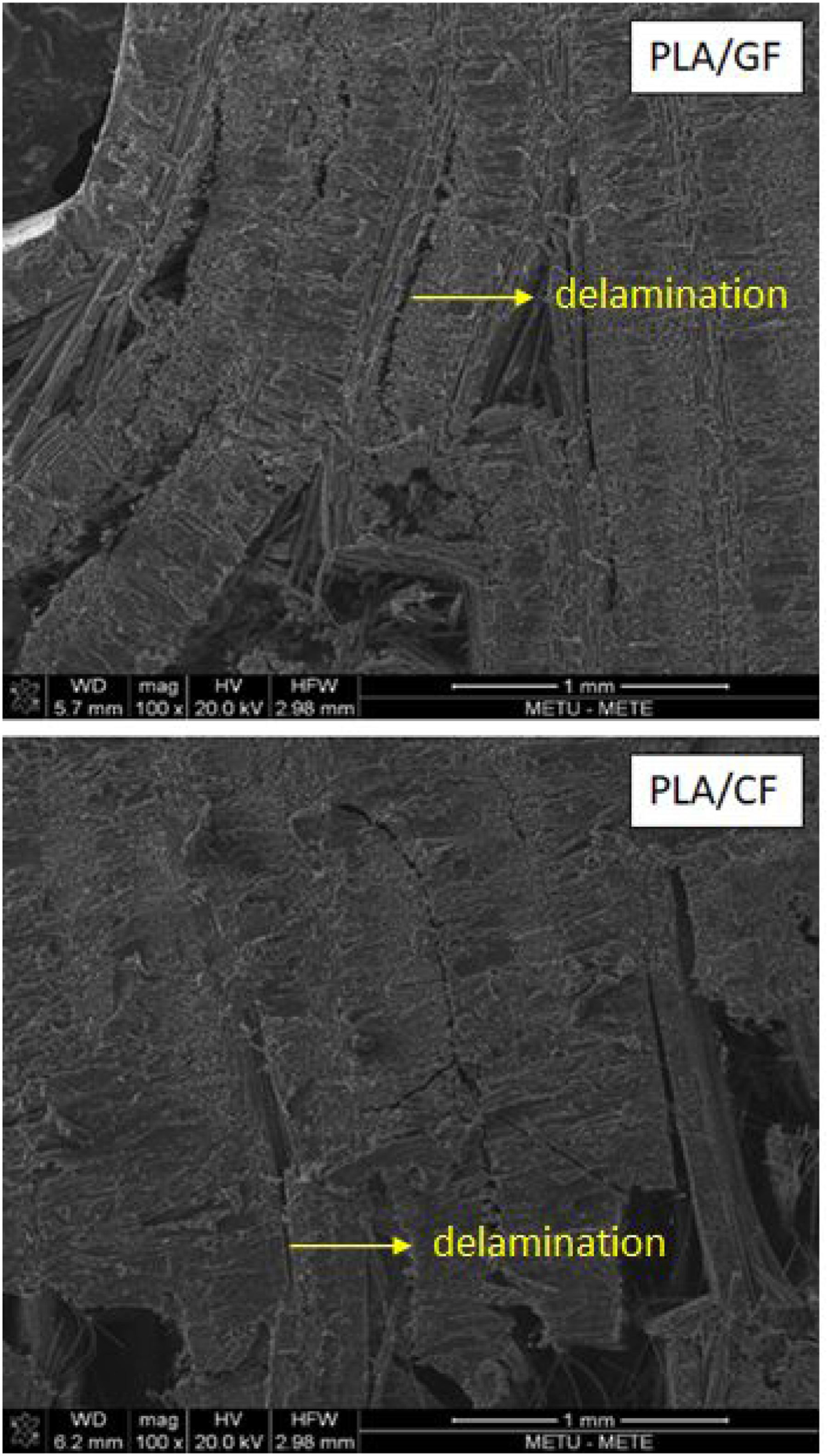
Fracture Surface Morphology by SEM Analysis
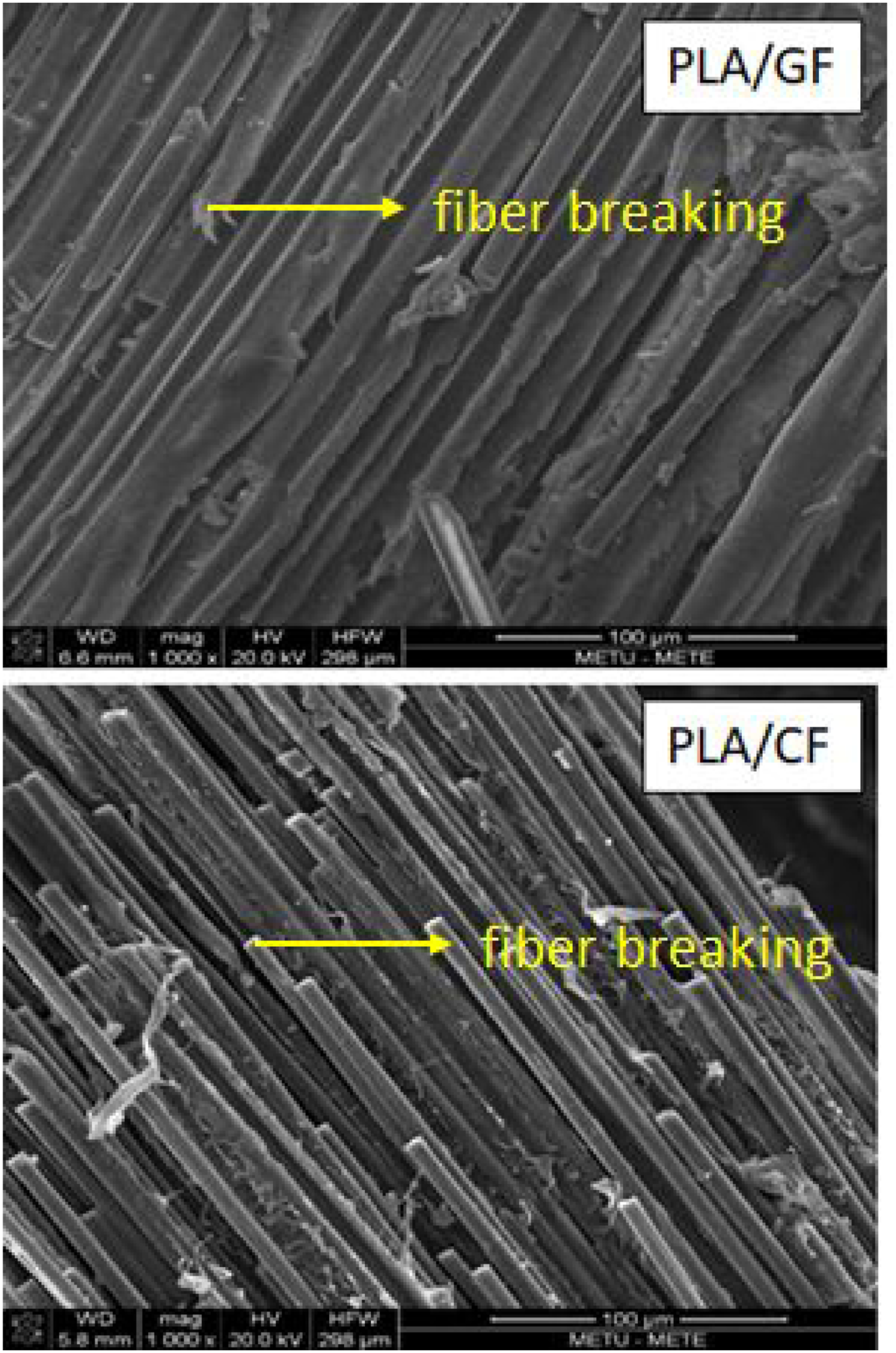
In order to observe Fracture Surface Morphology of the PLA laminates, tensile failure areas of the outermost lower layers were examined again by SEM analysis. It can be stated that in all PLA laminate specimens, typical fracture surface morphology features were observed; such as “Fiber Bridging”, “Fiber Fracture”, “Debonding and Fiber Pullout”.
For instance, Figure 9 shows “Fiber Bridging” mechanism in both Glass and Carbon Fiber laminates over cracking PLA matrix. After reaching a higher level of flexural stress, fibers started to break into shorter pieces. This “Fiber Fracture” mechanism is shown in Figure 10 for both PLA/GF and PLA/CF laminates. As discussed before, due to the better compatibility of the silane coupling agents on the individual carbon fibers with PLA matrix; higher level PLA adhesion to the surfaces of carbon fibers can be seen in the higher magnification images of Figure 10. Fiber Bridging mechanism of Glass Fibers and Carbon Fibers over PLA matrix cracking. Fiber Fracture mechanism of PLA/GF and PLA/CF laminates.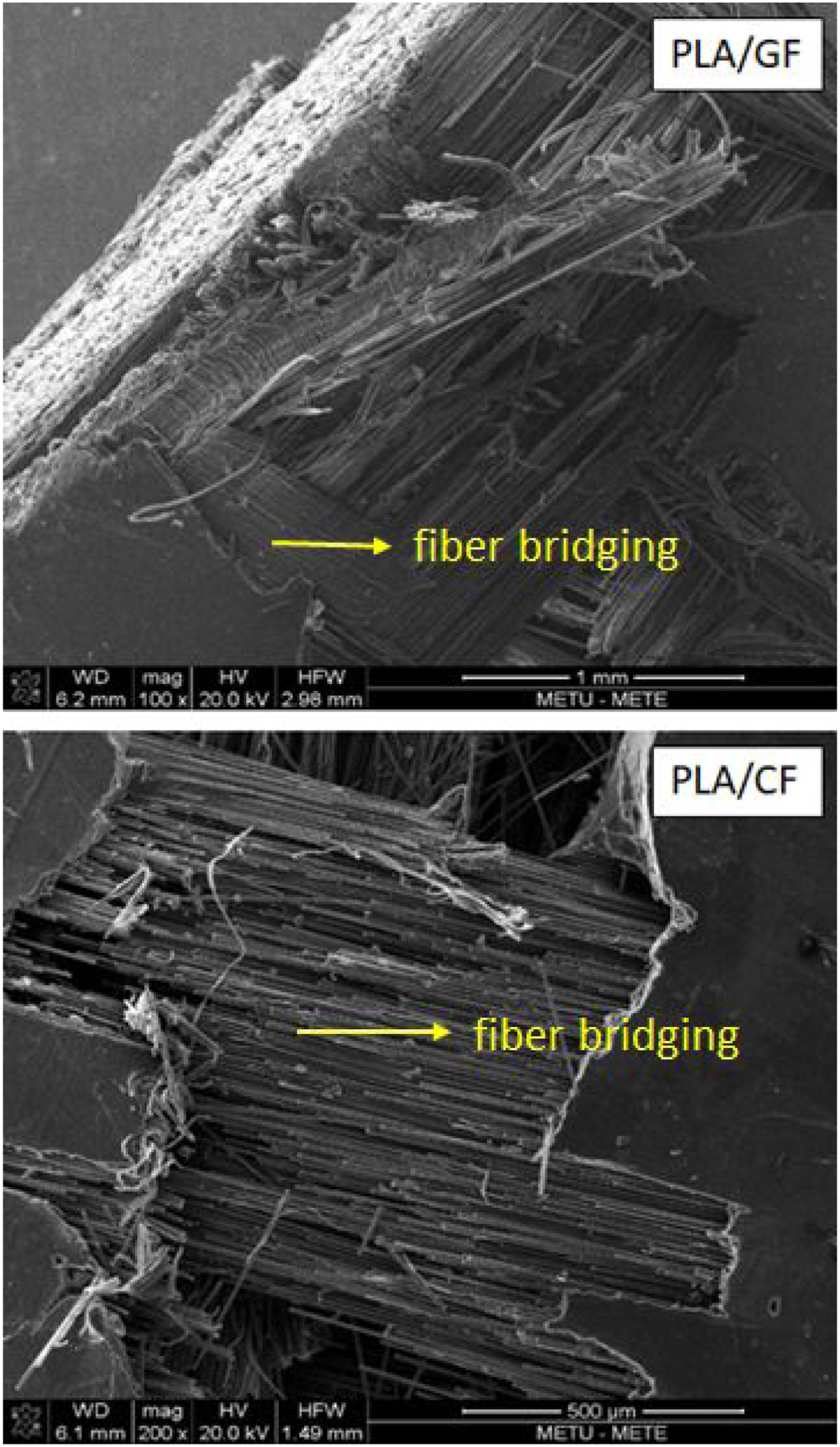
Finally, Figure 11 shows “Debonding and Fiber Pull-out” mechanism of the Glass and Carbon Fibers from the PLA matrix. It is known that, after fracture of fibers, some pieces would remain in the matrix while those pieces having “Debonding” due to poor adhesion would be “pulled-out” from their matrices. Again, due to better adhesion between the PLA matrix and Carbon Fibers discussed above; Figure 11 indicates that “the number of the pull-out holes” in the matrix was much lower. Debonding and Fiber Pull-out mechanism of Glass Fibers and Carbon Fibers from the PLA matrix.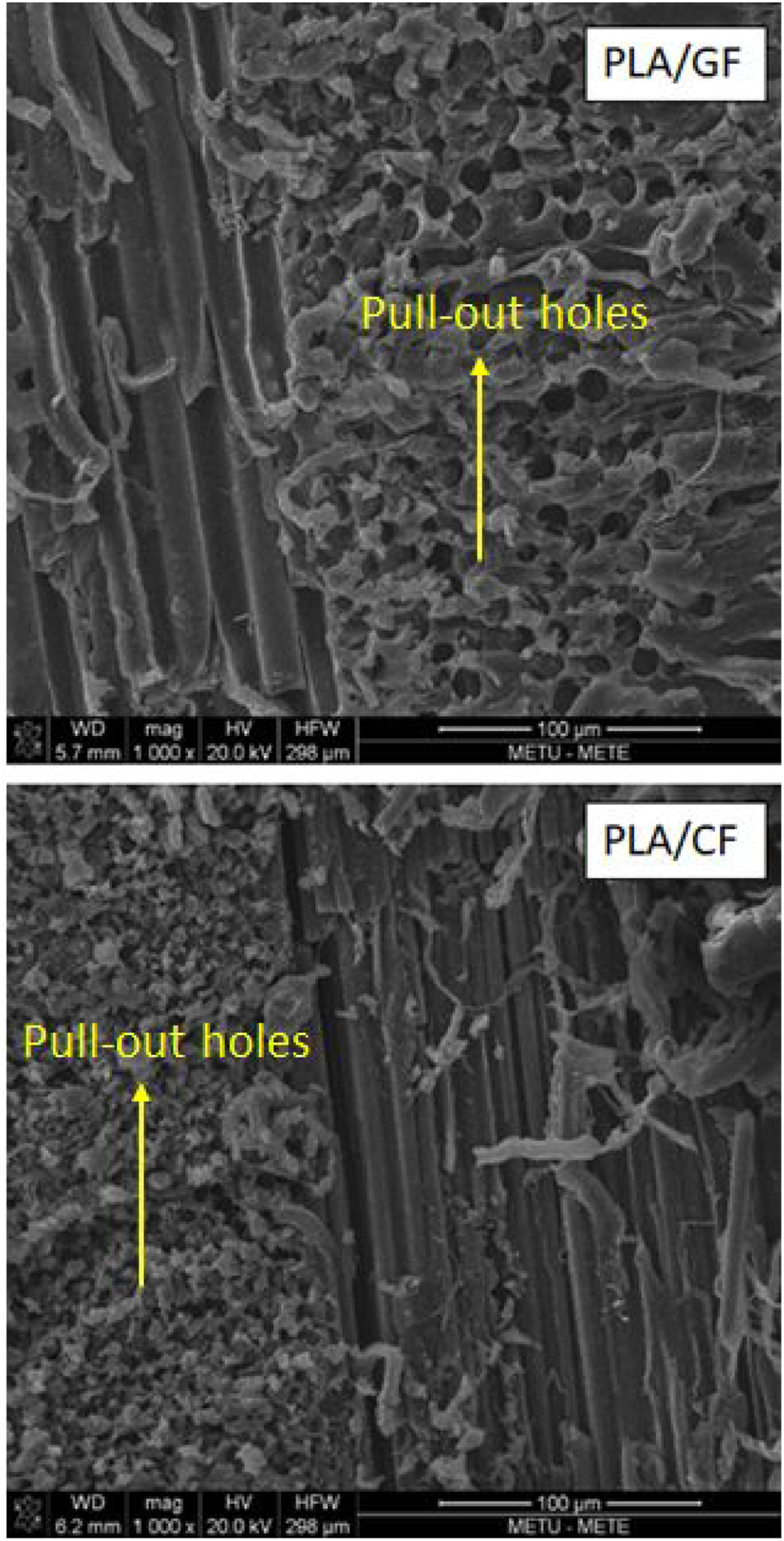
Thermal Behavior of the PLA Composite Laminates
In order to investigate the thermal behavior of the PLA/GF and PLA/CF laminates, two different analyses are carried out for the specimens of neat PLA and its laminates with 2, 6, 10 and 14 layers of GF and CF. The first one was Thermogravimetric Analysis (TGA) while the second one was Differential Scanning Calorimetry (DSC) analysis.
Thermal Degradation Temperatures of PLA Matrix and Percent Residue of Fibers by TGA
Thermogravimetric curves obtained for the laminate specimens were first compared with neat PLA as shown in Figure 12. Then, thermal degradation temperatures (T
5%
, T
10%
, T
25%
, T
max
) at 5,10, 25% and Maximum mass losses of PLA matrix, and % Residue of Glass and Carbon Fibers left at 550°C were determined from these curves; and the results are tabulated in Table 4. TGA curves of neat PLA and its GF and CF laminate specimens. Thermal Degradation Temperatures (T
5%
, T
10%
, T
25%
, T
max
) and % Residue of the specimens.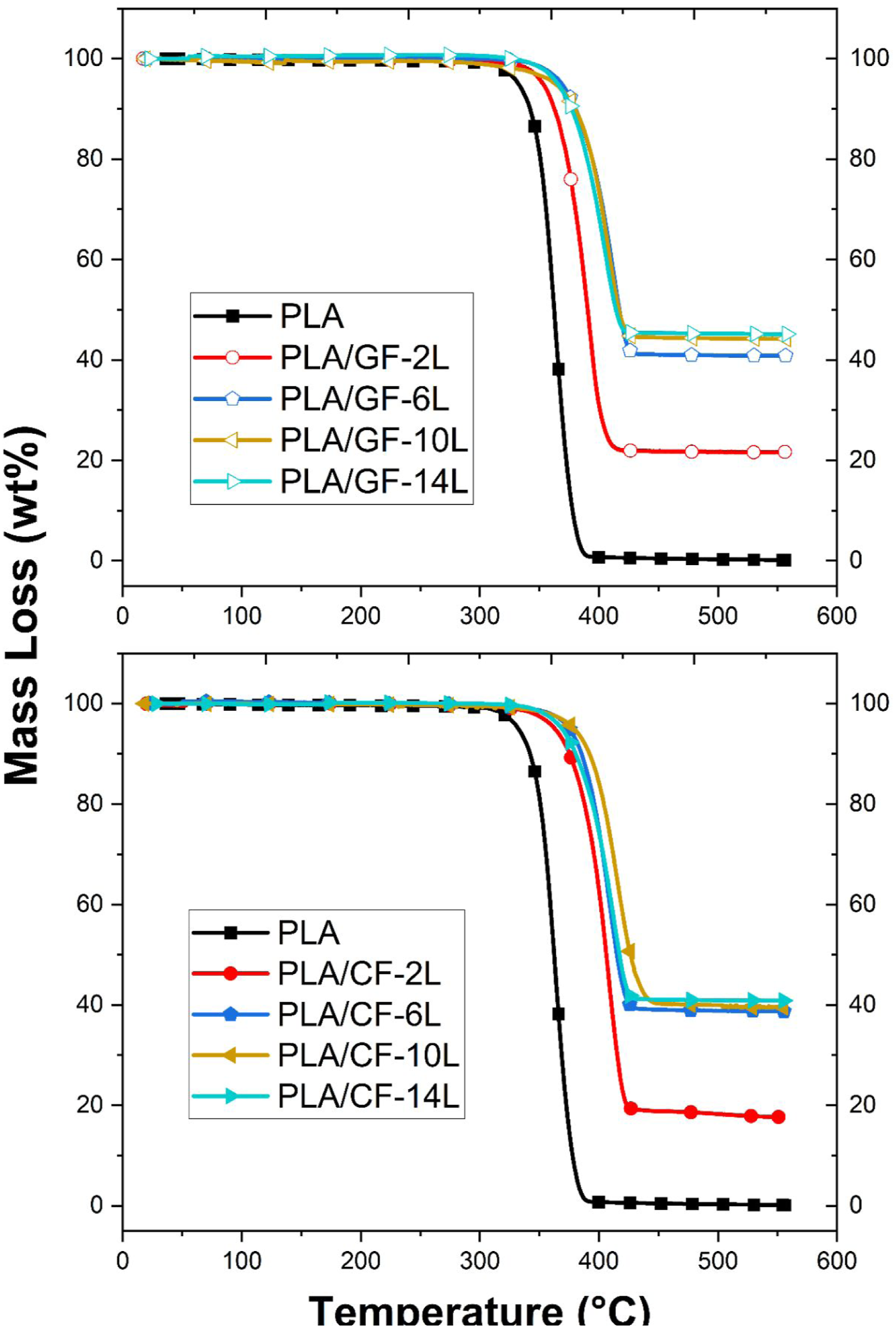
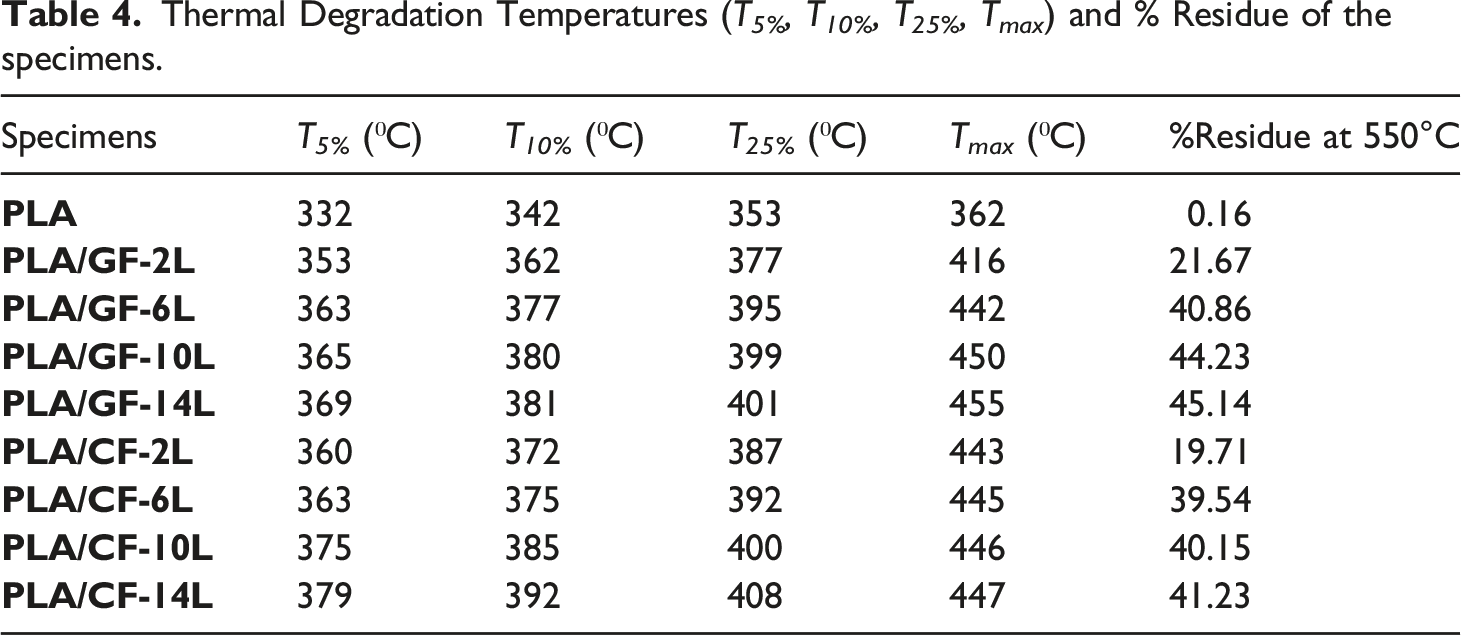
It was observed that significant improvements in the thermal degradation temperatures of PLA matrix could be obtained by laminating with woven GF and CF layers. The improvements in the “Onset Thermal Degradation Temperatures” (T5%, T10%, T25%) was around 15%, while the improvement in the “Maximum Thermal Degradation” (T max ) was as much as 25%. For instance, T 5% Onset Thermal Degradation of neat PLA increased from 332°C up to 379°C in PLA/CF-14L laminate; and T max Thermal Degradation of PLA increased from 362°C up to 455°C in PLA/GF-14L laminate.
These increases could be related to the heat barrier effects of woven GF and CF layers. Since glass and carbon fibers have higher heat capacity than PLA, they absorb most of the heat and hinder degradation reactions of PLA molecules. Thus, increasing the number of GF and CF layers resulted in successive increases in these thermal degradation temperatures.
Table 4 also revealed that % Residue of Glass and Carbon fibers at 550°C basically resembles % Fiber Content of the PLA composite laminates. It is seen that % Fiber Content increases from around 20 wt% (in the 2L laminates) up to around 45 wt% (in the 14L laminates). As discussed before, these fiber content values are very close to the fiber content values determined by Chemical Decomposition Method.
Thermal Transition Temperatures and Crystallinity Amount of PLA Matrix Laminates by DSC
First heating DSC thermograms for the laminate specimens were first compared with neat PLA as shown in Figure 13. Then, important transition temperatures, such as glass transition (T
g
), cold crystallization (T
c
) and melting (T
m
) temperatures as well as enthalpy of melting (ΔH
m
) and enthalpy of crystallization (ΔH
c
) values together with percent crystallinity (X
C
) of PLA matrix in the composite laminates determined from these curves are tabulated in Table 5. Note that, crystallization amounts were determined by using the equation given below: First heating DSC thermograms of neat PLA and its GF and CF laminate specimens. Transition Temperatures (T
g,
T
c,
T
m
), Enthalpies (ΔH
m
and ΔH
c
) and %Crystallinity (Xc) of the specimens.
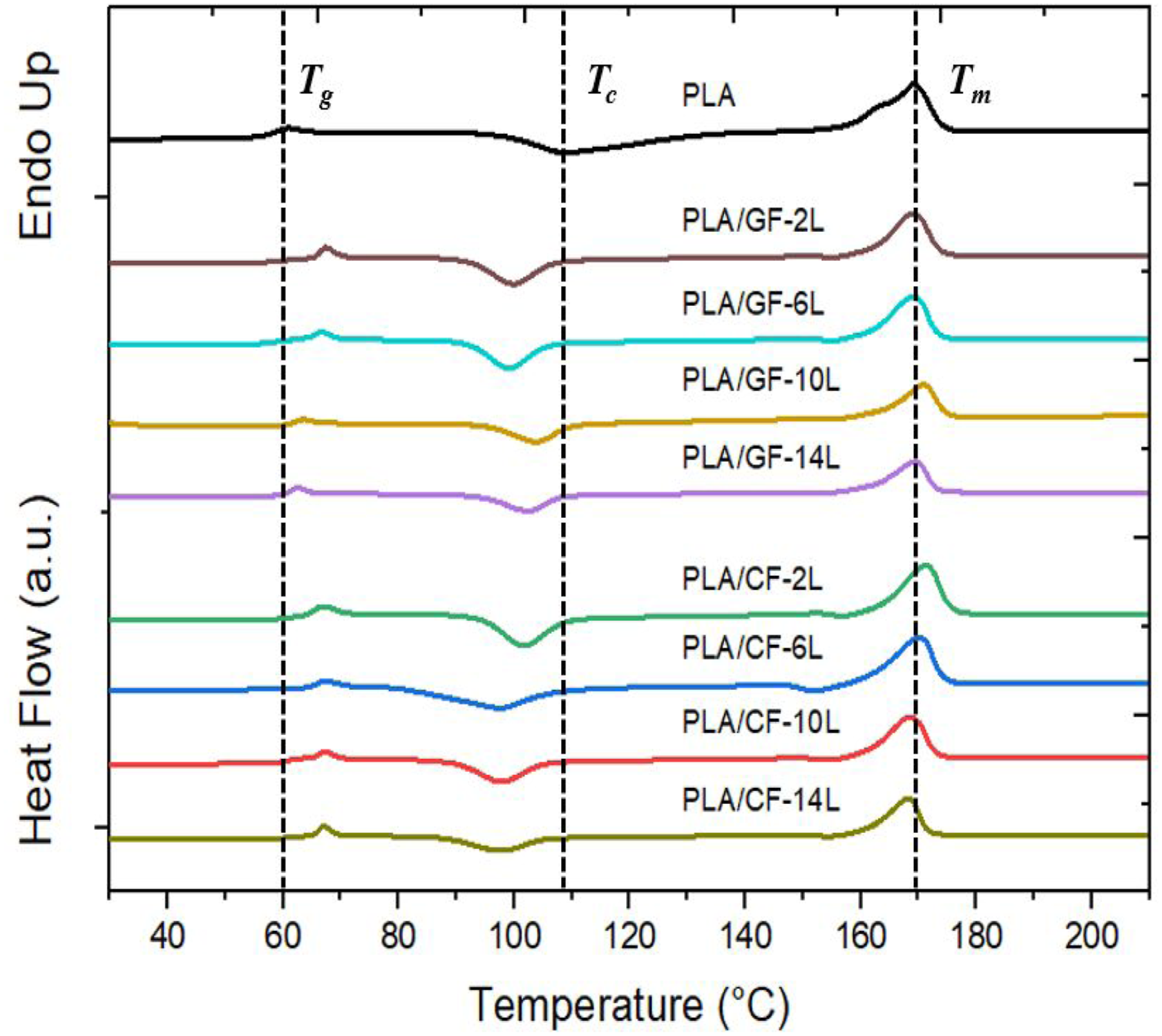
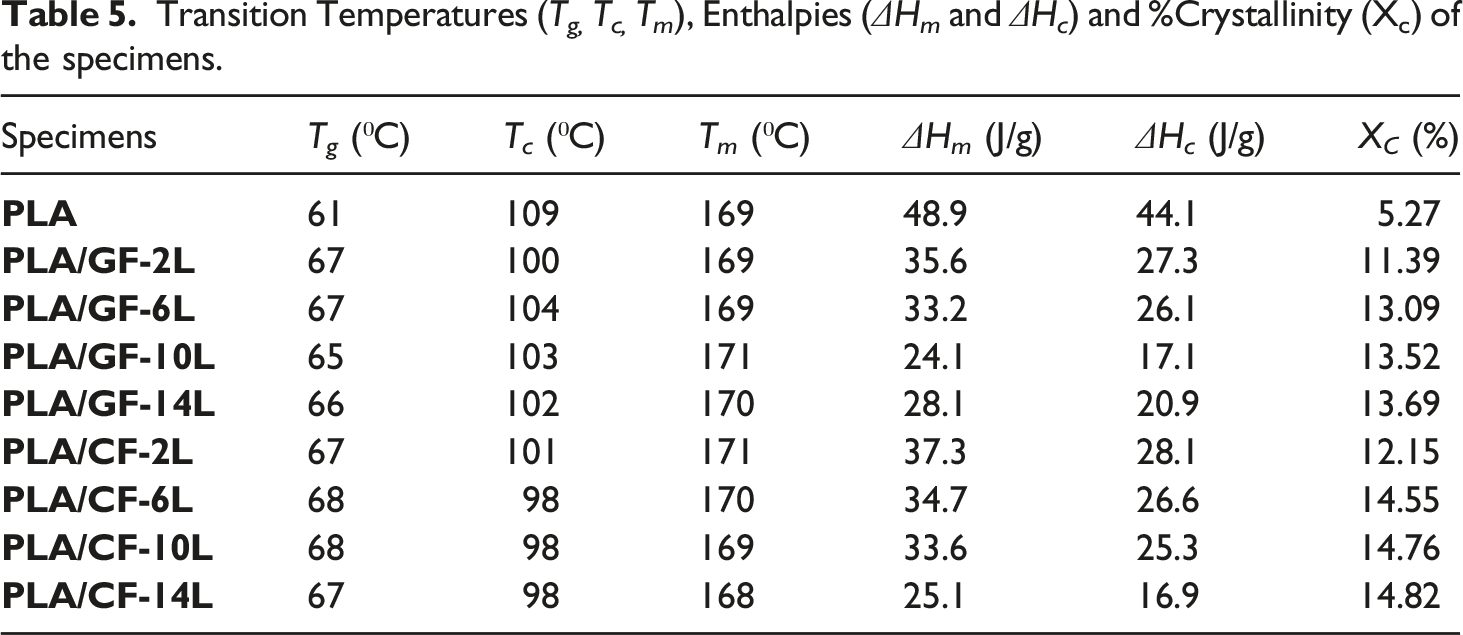
Figure 13 shows that PLA matrix experiences three thermal events upon heating, an endothermic glass transition at 61°C followed by exothermic cold crystallization at 109°C and finally endothermic fusion at 169°C.
It is noticeable from Table 5 that laminating PLA matrix with GF and CF layers had almost no influence on the melting temperature (T m ) of PLA. On the other hand, woven fiber layers have important effects on the glass transition (T g ) and cold crystallization (T c ) temperatures of the PLA matrix.
When PLA matrix was laminated with GF and CF layers, its T g value increases by 6–7°C reaching to 67–68°C; due to basically interlocking actions of the woven fiber layers which restricts the macromolecular chain mobility of PLA polymer.
In terms of cold crystallization (T c ) temperature, it is seen in Table 5 that T c of PLA matrix decreases by 6–11°C when laminated with GF and CF layers. This means that woven fiber layers lead to crystallization of PLA matrix at lower temperatures due to the fact that fiber surfaces act as heterogenous nucleation sites promoting % crystallinity of PLA matrix. Therefore, increasing the number of GF and CF layers increases the % crystallinity (X c ) of PLA matrix from around 5% up to around 15%, i.e. an increase of three-fold.
Conclusions
The main conclusions drawn from this study can be summarized as follows: • Both Chemical Decomposition method and Thermogravimetric Analysis indicated that, apart from the laminates having only 2 and 4 layers, fiber content in the rest of the laminates were in between 40-45 wt%; which could be considered as a reasonable content for many structural applications. • Through thickness SEM images showed that certain level of adhesion between the PLA/GF and PLA/CF layers were achieved. There was no apparent “delamination” problem in the composite plates. Closer view SEM images revealed that sizing on the individual Carbon Fibers was more compatible with the PLA macromolecules compared with the sizing on the individual Glass Fibers. • Interlaminar Shear Strength (ILSS) values for the PLA/GF laminates were between 15-19 MPa, while for the PLA/CF laminates they were in between 20-38 MPa. • The increase in the Flexural Strength of neat PLA was more than 3 times when laminated with 14 layers of GF (i.e. from 88 MPa to 302 MPa), while it was more than 6 times when laminated with 14 layers of CF (i.e. up to 641 MPa). • Increases in Flexural Modulus values was more than 5 times (i.e. from 2.7 GPa to 15 GPa) in PLA/GF-14L laminate, while it was more than 12 times (i.e. up to 34 GPa) in PLA/CF-14L laminate. • Use of woven CF layers was much more efficient compared to woven GF layers, being more than 2 times both in the Flexural Strength and Flexural Modulus values. The main reason would be higher mechanical properties of individual Carbon Fibers compared to Glass Fibers. • Comparison of the PLA matrix with Epoxy matrix having exactly the same type and number of GF and CF layers indicated that the decrease in the Flexural Strength of Epoxy/CF laminates was not significant, being only 9%, i.e. from 673 MPa to 607 MPa. On the other hand, the decrease for Epoxy/GF laminate was 45%, i.e. from 553 MPa to 302 MPa. The main reason for this lower strength performance of PLA/GF laminate could be incompatible silane coupling agent of the Glass Fiber surfaces with PLA matrix. • Decreases in the Flexural Modulus values of the Epoxy matrix laminates were from 19 GPa to 15 GPa in GF laminates, and from 39 GPa to 31 GPa in CF laminates. In terms of structural engineering applications, these same ranges of modulus values would be not a significant problem in the stiffness performance of structures. • TG Analysis indicated that significant improvements in the thermal degradation temperatures of PLA matrix could be obtained by laminating with woven GF and CF layers. The improvements in the “Onset Thermal Degradation Temperatures” (T5%, T10%, T25%) was around 15%, while the improvement in the “Maximum Thermal Degradation” (T
max
) was as much as 25%. • DSC Analysis revealed that GF and CF layers increased glass transition (T
g
) of the PLA matrix by 6–7°C, while decreased its cold crystallization (T
c
) temperature by 6–11°C leading to increases in the % crystallinity (X
c
) of PLA matrix from around 5% up to around 15%, i.e. an increase of three-fold.
Therefore, it could be generally concluded that, in terms of mechanical performance; traditional thermoset Epoxy matrix could be replaced with the renewable biopolymer PLA matrix in the Woven Carbon Fiber laminates. For the Woven Glass Fiber laminates, a proper sizing treatment with a PLA compatible silane coupling agent would be necessary.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.